3 Зачем знать коэффициент наплавки проволоки?
При выполнении наплавочных работ большое значение имеет коэффициент наплавки сварочного материала. Под ним понимают величину, которая описывает вес наплавленного за определенное время металла при конкретно заданной силе тока. Коэффициент наплавки описываемой сварочной проволоки обычно имеет показатель не меньше 8,5 г/А*ч. Точное его значение зависит от:
- химического состава, которым описывается проволока;
- типа покрытия изделия (медный слой или чистая поверхность);
- полярности и рода тока, используемого для выполнения наплавочных работ.
Сварочная проволока Св-08Г2С для выполнения наплавочных работ
От того, какой коэффициент наплавки имеет СВ08Г2С, зависит производительность наплавочной операции, показатель потерь сварочного стержня на испарение, разбрызгивание, окисление. Коэффициент расплавления основного металла также находится в зависимости от рассматриваемого показателя наплавки, как и многие другие менее важные характеристики сварочной операции.
Характеристики сварочной проволоки СВ08Г2С, особенности применения и советы
Для получения сварного шва высокого качества необходимо подбирать и соответствующие материалы, называемые расходными. Сварочная проволока СВ08Г2С по большинству показателей имеет высокие характеристики и применяется во многих отраслях. Технические условия на продукцию отражены в ГОСТ № 2246 от 1970 года.
Особенность применения
Для сварки сталей углеродистых, низколегированных, относящихся к группе 1 с классом прочности до К54. Использование данной проволоки снижает риск «залипания» электрода и уменьшает интенсивность разбрызгивания металла. Обеспечивается возможность работы с различными видами сварочного оборудования.
| Сечение (мм) | ||||
| 0,8 | 1 | 1,2 | 1,6 | |
| Вылет электродов (мм) | 8 – 12 | 8 – 14 | 10 – 15 | 15 – 20 |
| Рекомендуемый ток (А) | 60 – 150 | 80 – 180 | 90 – 220 | 120 – 350 |
| Напряжение (В) от 18 до | 22 | 24 | 28 | 32 |
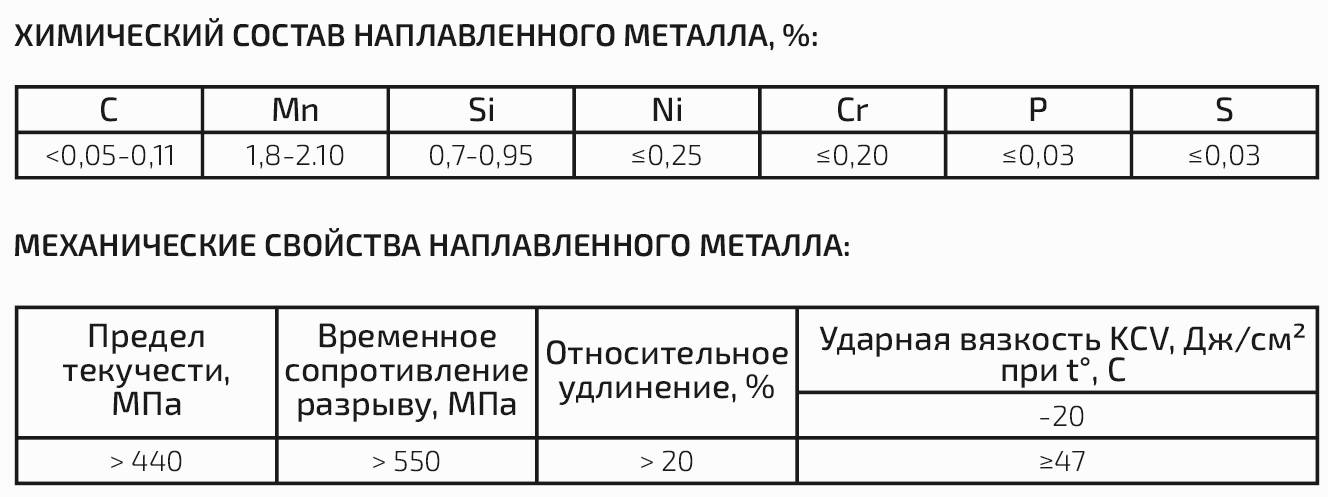
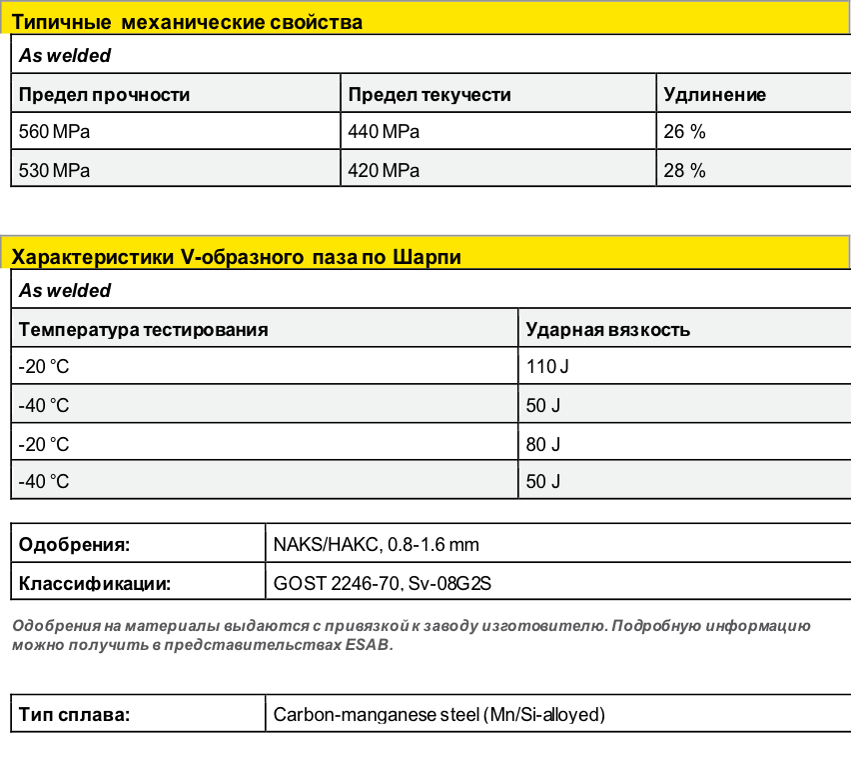
Характеристики шва
- Сопротивление разрыву временное – от 500 (МПа).
- Текучесть предельная – 400 (МПа).
- Удлинение (относительное) – от 18%.
- Вязкость (ударная) – от 50 Дж/см2 (при t0 = 20 0С).
Расшифровка маркирования
- Св – для сварки.
- 0,8 – процентное содержание углерода (причем в сотых долях).
- Г – легирующий хим/элемент (марганец).
- Следующая цифра «2» – его содержание (в %).
Специфика поставки
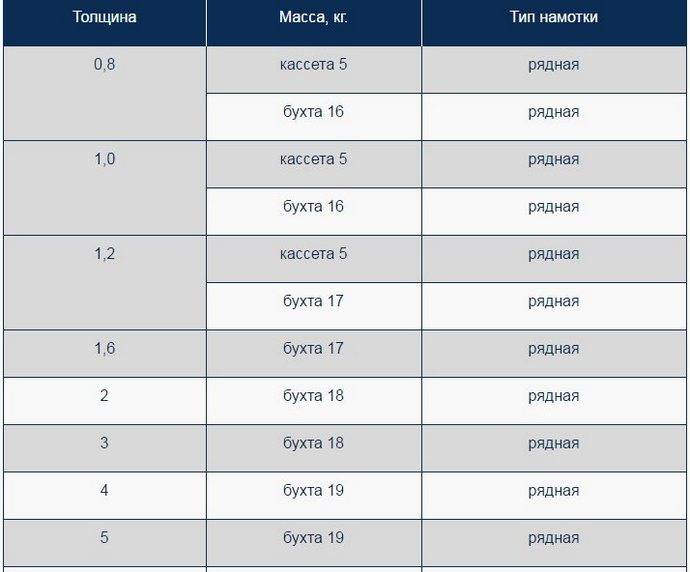
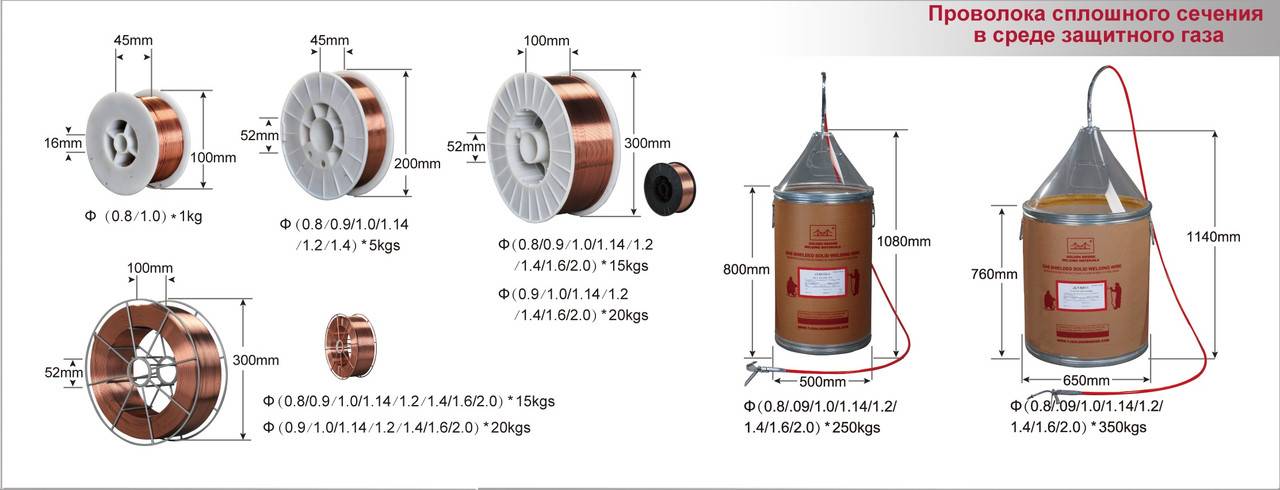
Проволока СВ08Г2С поступает на рынок, как правило, в катушках по 15 или 5 кг. Однако лучшим вариантом считается приобретение материала в упаковке (без намотки на бобину) – 80, 250 кг. В этом случае обеспечивается минимальный износ подающей системы, так как проволока выходит «напрямую». Да и стоимость ее на единицу веса получается ниже.
Проволока бывает как неомедненная, так и с медным покрытием (в обозначении литера «О»). Последний вариант подвергается «жесткой» калибровке, что снижает износ наконечника.
Чем можно заменить
На практике нередко бывает так, что из-за нехватки необходимого материала, во избежание простоя и срыва графика работ, приходится искать «запасной» вариант, используя ту или иную аналогичную по своим характеристикам продукцию, применение которой не отразится в худшую сторону на качестве операций. Проволоку СВ08Г2С можно заменить такими образцами, как «ER» 70-S или 49, ОК 12-51, Novofil G3Si1 или W10.
Стоимость
Она зависит от многих составляющих (сечение, с омеднением или нет, производитель, объем закупки). Примерная цена – от 64 руб/кг. К примеру, омедненная проволока 1,2 мм весом 15 кг будет стоить около 1 450 рублей.
ismith.ru
Проволока сварочная СВ 0,8
Главная->Справочник->Сортамент металлопроката->Проволока стальная->Проволока сварочная
Проволока сварочная СВ 1,0 Проволока сварочная СВ 1,6
Цена проволоки сварочной 0,8 мм
Диаметр проволоки, мм = 0,8
Применяется для механизированной сварки в защитных газах
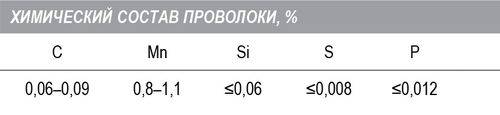
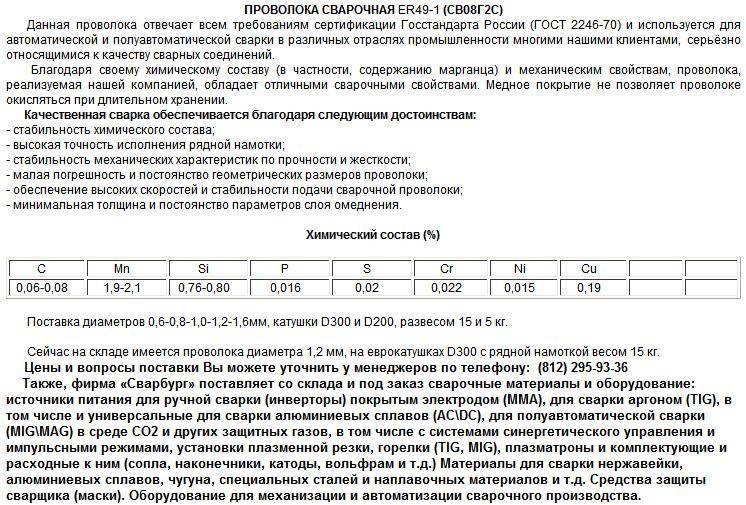
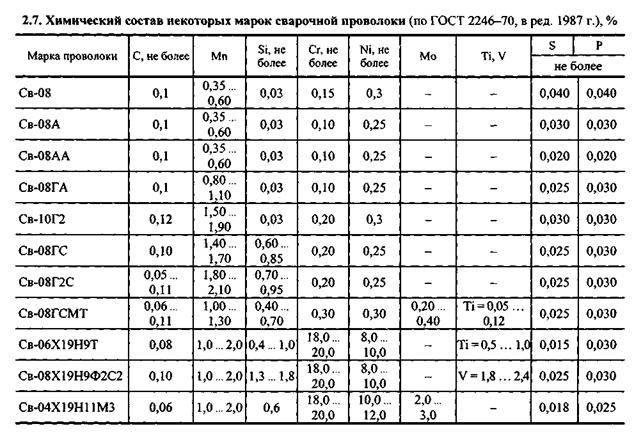
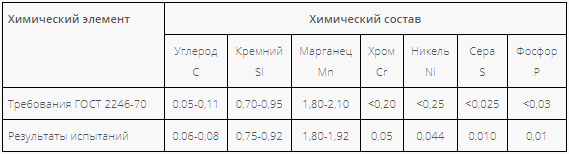
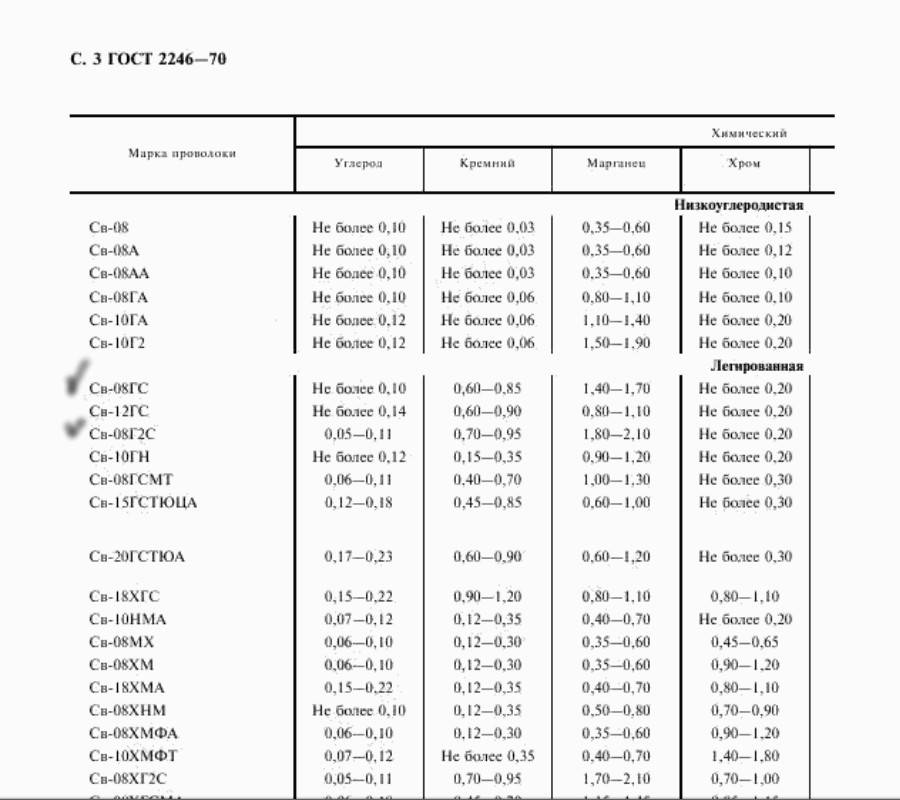
Химический состав некоторых марок сварочной проволоки ГОСТ 2246-70
| Химический элемент | Массовая доля, % | ||
| СВ-08 | СВ-08А | СВ-08Г2С | |
| P | 0,100 | 0,100 | 0,030 |
| Mn | 0,35-0,60 | 0,35-0,60 | 1,80-2,10 |
| Si, не более | 0,030 | 0,030 | 0,70-0,95 |
| P, не более | 0,040 | 0,030 | 0,030 |
| S, не более | 0,040 | 0,030 | 0,025 |
| Cr, не более | 0,150 | 0,120 | 0,200 |
| Ni, не более | 0,300 | 0,250 | 0,250 |
| Cu, не более | 0,250 | 0,250 | 0,200 |
Проволока 0,8 СВ ГОСТ 2246-70 08Г2С сварочная, омедненная
Для изготовления используется конструкционная низколегированная сталь для сварных конструкций, предел кратковременной прочности – 980 МПа, предел пропорциональности – 785 МПа, относительное удлинение 8%. Сваривается без предварительного нагрева и последующей термической обработки, эффект образования флокенов и эффект отпускной хрупкости отсутствует. Проволока СВ ГОСТ 2246-70 08Г2С д. 0,8 ом. 15кг. Катушки используется для сварочных автоматов или для ручной газосварки. По требованию потребителя проволока может изготавливаться из сталей, получаемых во время электрошлаковой выплавки, при этом все дополнительные требования по качеству металла подлежат обязательному предварительному согласованию между участниками договора. Реализация может выполняться в катушках или кассетах.
По согласованию сторон проволока СВ ГОСТ 2246-70 08Г2С д. 0,8 ом. 15кг. Катушки должна состоять из одного отрезка, ряды должны быть ровными, во время размотки не допускается перепутывания мотков. Концы проволоки в катушках должны легко находиться, для больших катушек стандарт допускает соединение контактной сваркой, качество сварки должно отвечать требованиям существующего стандарта. Временное сопротивление на разрыв должно составлять 882 МПа для проволоки, которая предназначена для наплавки металла. Колебание значений по разрыву не может превышать 98 МПа. Для легированной и низколегированной стали возможна дополнительная термическая обработка. Режимы и параметры обработки выбирает производитель, в акте качества должны указываться конечные физические характеристики. Поверхность проверяется визуальным способом, на поверхности должны отсутствовать закаты, плены, расслоения и раковины. Допускается наличие небольших вмятин и царапин, если их максимальные размеры не выводят проволоку за минусовые поля допусков.
Проволока сварочная СВ 0,8 Проволока сварочная СВ 1,0 Проволока сварочная СВ 1,2 Проволока сварочная СВ 1,6
Показатель коэффициента наплавки СВ08Г2С
Наплавочные работы применяются для исправления геометрической формы и размеров заготовок в случае допущения брака, а также в плановом порядке — для придания определенным участкам поверхности изделия улучшенных физико-механических свойств. Коэффициент наплавки является одним из наиболее важных параметров сварочных материалов.
Он характеризует массу расплава, наплавленного за некоторый промежуток времени при определенной силе рабочего тока.

Сварной шов при сварке проволокой
Конкретная величина коэффициента определяется:
- химическим составом вещества;
- наличием покрытия (омедненная/неомедненная);
- полярностью сварочного тока (прямая/обратная);
- род тока (переменный/постоянный).
Показатель наплавки измеряется в граммах на ампер×час и для СВ08Г2С не может опускаться ниже 8,5.
Показатель наплавки влияет на техническую и экономическую эффективность наплавочных работ, на размер потерь металла на разбрызгивание и испарение.
От показателя наплавки зависит и коэффициент расплавления основного металла, напрямую влияющий на прочностные характеристики и долговечность соединения.
Область применения
СВ08Г2С широко применяется на машиностроительных производствах, в судостроении, при разнообразных ремонтных работах — везде, где требуется сваривать детали из углеродистых стальных сплавов широкого назначения. Приобретает она популярность и среди владельцев небольших автомастерских и просто среди домашних мастеров.
Отдельной популярностью заслуженно пользуется омедненная проволока. Медный слой способствует росту проводимости по причине снижения сопротивления в точке контакта. Это свойство значительно повышает стабильность электродуги и увеличивает прочность и, главное, долговечность шовного материала. Это происходит благодаря подавлению окислительных процессов в шве и околошовном пространстве.
Широкий диапазон выпускаемых сечений позволяет подобрать наиболее подходящий сварочный материал и для мелких или тонколистовых деталей, и для массивных заготовок и крупногабаритных конструкций. Двухмиллиметровая модель зачастую используется для ремонта мелких изделий, став популярной в домашних мастерских. Шестимиллиметровая модель применяется в индустриальной обстановке, поскольку требует мощных источников тока.

Полуавтоматическая сварка проволокой
СВ08Г2С применяется:
- В ручном режиме в атмосфере чистого Ar, а также совместно с CO2 – в качестве присадки. Вводится в рабочую область вручную, плавится и входит в шовный материал после кристаллизации. Сварка при этом ведется вольфрамовым неплавким электродом.
- В полуавтоматической сварке в атмосфере Ar .
- Как легирующая присадка в сварочную ванну. Флюс образует облако защитных газов, а шлаки — твердую поверхность, предохраняющую материал сварочной ванны от окисления во время кристаллизации.
СВ08Г2С обладает наилучшей сочетаемостью с промышленными автоматическими и полуавтоматическими аппаратами. Она помогает сваривать вручную практически любые углеродистые стали с высоким качеством. Шов отличается отличной геометрией и стабильностью химического состава. Эксперты особо отмечают уникальность свойств проволоки для таких операций, как формирование шовного валика и равномерного заполнения сварочного зазора между кромками заготовок.
Температура плавления присадки
 Это тоже важный факт для достижения качества. Дело в том, что температура плавления присадки в идеале должна быть немного ниже, чем температура плавления свариваемых элементов, в крайнем случае — одинакова. Это требуется вследствие того, что сначала прогреваются электрической дугой свариваемые элементы вплоть до плавления кромок свариваемых деталей, а затем подводится присадочный материал, который начнёт плавиться немного позже. Если температура плавления присадочного прутка будет выше, чем у основного металла, то металл может прогореть.
Это тоже важный факт для достижения качества. Дело в том, что температура плавления присадки в идеале должна быть немного ниже, чем температура плавления свариваемых элементов, в крайнем случае — одинакова. Это требуется вследствие того, что сначала прогреваются электрической дугой свариваемые элементы вплоть до плавления кромок свариваемых деталей, а затем подводится присадочный материал, который начнёт плавиться немного позже. Если температура плавления присадочного прутка будет выше, чем у основного металла, то металл может прогореть.
При соблюдении нижеперечисленных правил сваривания будут гладкий шов, высокая прочность и качество. Если температура плавления подобрана неправильно, есть риск появления трещин в металле.
Основные правила для качественной сварки:
- Присадка должна иметь одинаковую толщину металла с толщиной свариваемых деталей.
- Большую роль играет чистота проволоки: на ней не должно быть окалины, краски, масла, различных загрязнений.
- Плавление проволоки должно проходить плавно, без рывков, это задача качественного сварочного аппарата и отчасти сварщика.
- Класть шов нужно ровно, он не должен иметь пор и трещин, металл должен быть цельный, без разрывов.
Обычно сварка металла сварочной проволокой проводится в среде углекислого газа или аргона, но есть и другие варианты сваривания металла. Защитный газ нужен для того, чтобы защитить ванну свариваемого металла от кислорода, в этом случае шов получается гораздо аккуратнее и ровнее. При варке какого-либо цветного металла нужно подбирать проволоку с максимально похожим составом металла.





Чтобы варить алюминий, нужна проволока СВ-97, СВ-А85, также можно подобрать её аналоги зарубежного производителя, например:
- ER 1100;
- OK Autrod 1070;
- OK Autrod 18.01.
Чтобы варить низколегированные стали, нужно иметь много проволоки. Дело в том, что востребованность сварки низколегированных металлов намного выше, чем цветных, высоколегированных или каких-либо других видов. Пожалуй, самой наиболее распространённой проволокой является марка СВ-08Г2С. Этот вид производители изготавливают в двух вариантах:
- Без защитного покрытия;
- Покрытие медью. Этот вариант считается более качественным, получается более ровное горение дуги, уменьшается износ расходных материалов сварочного аппарата, например, медного наконечника. Ещё медное покрытие предохраняет сварочную проволоку от появления на ней коррозии в случае длительного хранения.
Если при сварке металлов использовать присадочные прутки или присадочную проволоку, можно использовать флюс. Флюс имеет свойство влиять на структуру шва, шов получается ровный и гладкий, без флюса же шов будет подвержен преждевременному разрушению
Ещё, и это тоже очень важно для качества сварки свариваемых изделий, флюс делает сварочный шов более растяжимым, что увеличивает надёжность и долговечность изделия
МЕТОДЫ ИСПЫТАНИЙ
4.1. Проволока поставляется партиями. Каждая партия должна состоять из проволоки одной марки, одной плавки, одного диаметра, одного назначения и одного вида поверхности.
4.2. Осмотру и обмеру должны подвергаться все мотки, (катушки, кассеты) проволоки.
4.3. Диаметр проволоки измеряют с точностью до 0,01 мм в двух взаимно перпендикулярных направлениях в каждом сечении не менее чем в двух местах на расстоянии не менее 5 м друг от друга.
4.4. Пробы для химического состава отбирают по ГОСТ 7565 при выплавке стали и при необходимости в проволоке.
Для проверки химического состава проволоки от каждой партии отбирают 0,5 % мотков (катушек, кассет), но не менее двух мотков (катушек, кассет). Образцы для анализа должны быть взяты от обоих концов каждого контролируемого мотка или из двух участков, на расстоянии не менее 5 м друг от друга каждой контролируемой катушки (кассеты).
(Измененная редакция, Изм. № 2).
4.5. Для проверки временного сопротивления разрыву проволоки от каждой партии отбирают 2 % мотков (катушек, кассет), но не менее трех мотков (катушек, кассет). Образцы для испытания должны быть взяты из двух участков каждого контролируемого мотка (катушки, кассеты) на расстоянии не менее 5 м друг от друга.
4.6. Содержание ферритной фазы проверяют при выплавке стали или в проволоке.
Для проверки содержания α-фазы при выплавке стали из каждого ковша отбирают пробу жидкого металла в процессе его разливки.
Для проверки содержания α-фазы в проволоке от каждой партии отбирают 3 % мотков (катушек, кассет), но не менее трех мотков (катушек, кассет). Образцы для проверки должны быть отобраны с обоих концов каждого контролируемого мотка или из двух участков каждой контролируемой катушки (кассеты) на расстоянии не менее 5 м друг от друга.)
Методика определения содержания α-фазы приведена в приложении 1.
(Измененная редакция, Изм. № 2).
4.6а. Для проверки наличия следов мыльной смазки на поверхности проволоки от каждой партии отбирают 2 % мотков (катушек), но не менее трех мотков (катушек). Методика определения массы следов мыльной смазки на поверхности проволоки приведена в приложении 2.
(Введен дополнительно, Изм. № 5).
4.7. Химический состав определяют по ГОСТ 12344 — ГОСТ 12365, ГОСТ 28473, ГОСТ 22536.0 — ГОСТ 22536.12 или другими методами, обеспечивающими необходимую точность определения.
4.8. Содержание азота определяют по методике предприятия-изготовителя металла.
Содержание азота в нелегированной стали определяют по ГОСТ 12359.
4.7, 4.8. (Измененная редакция, Изм. № 2).
4.9. Испытания проволоки на растяжение для определения временного сопротивления разрыву проводят по ГОСТ 10446.
4.10. При проверке химического состава проволоки в соответствии с требованиями табл. 2, пп. 3.7, 3.9 — 3.13. и 3.16 обязательному определению подлежит фактическое содержание азота в легированной и высоколегированной проволоке марок, не указанных в п.3.16, а также фактическое остаточное содержание алюминия и ванадия в высоколегированной проволоке и вольфрама в легированной и высоколегированной проволоке.
Результаты указанного определения указываются в документе о качестве.
Определение содержания азота в низкоуглеродистой проволоке и мышьяка в низкоуглеродистой и легированной проволоке, а также остаточного содержания алюминия, молибдена, титана и ванадия в легированной проволоке и меди во всех марках допускается не производить, если технология выплавки стали гарантирует содержание перечисленных элементов в пределах норм, установленных настоящим стандартом.
(Измененная редакция, Изм. № 2).
4.11. При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей по нему проводят повторные испытания на удвоенном количестве образцов, взятых из той же контрольной партии проволоки.
При получении неудовлетворительных результатов повторных испытаний предприятие-изготовитель может произвести пересортировку партии проволоки путем проведения испытаний по тем же показателям каждого мотка (катушки, кассеты) с последующей сдачей мотков (катушек, кассет), выдержавших испытания.
4.12. Для контрольной проверки потребителем качества проволоки и соответствия ее требованиям настоящего стандарта должны применяться правила отбора проб и методы испытаний, указанные выше.
Методы испытаний
Проволока сварочная определенного диаметра на приемку поступает с одной плавки и партии. Сначала она проходит визуальный контроль. На поверхности не должно быть царапин, пятен. Диаметр замеряется микрометром в нескольких точках. Для этого отбирается 5%, но не менее 3.
С отобранных мотков вырезаются по 2 куска с начала и конца мотка для проведения испытаний на физические свойства стали: на разрыв, упругую деформацию и другие. Проволоку определенной длины закрепляют в специальном оборудовании, и лаборанты фиксируют в протоколе каждое значение.
Определение содержания ферритной фазы
Содержащийся в стали феррит ослабляет его механические свойства: твердость, прочность, пластичность. Определить его содержание можно по специально отлитому образцу. При производстве сварной проволоки содержание ɑ-фазы измеряется дважды.
- При разливе металла берется ковшовая проба – специальной ложкой сталевар зачерпывает жидкую сталь из ковша и выливает в кокиль.
- От уже готовой проволоки отрезают куски, укладывают в медные тигли, и расплавляют вольфрамовым электродом. Жидкую сталь переливают в кокиль.
Остывшие с определенной скоростью образцы разрезают. Поверхность шлифуют и полируют с охлаждением, не давая им нагреться. После травления с помощью электронного микроскопа изучают структуру и сравнивают с образцом.
Определения массовой доли следов мыльной смазки
Количество мыльной смазки определяется по разнице веса проволоки до и после очистки. Отбираются образцы весом до 200 гр. Взвешиваются с точностью до 0,0002гр. После этого поверхность обрабатывается бензолом, толуолом или эфиром. Взвешивание каждого образца повторяется.
Начальник ОТК Металлургического комбината ЧЛПК Овчаров В. П.: «Контроль химсостава осуществляется предварительно по ковшовым пробам. Затем от каждой партии отбирается 5%, но не менее 2 бухт. Отрезаются образцы и сдаются в химическую лабораторию. Часть веществ определяются быстро с помощью спектрального анализа. Остальные методом растворения, выжигания и химического взаимодействия. Только после этого выписывается сертификат на соответствие по химическому составу с указанием каждого элемента с точностью до 0,001%».


Отличительные особенности, достоинства и недостатки
Проволока ESAB СВ-08Г2С. Фото 220Вольт
Сварочная проволока СВ08Г2С обладает следующими особенностями, которые можно считать преимуществами:
- обеспечение устойчивой сварочной дуги;
- исключение возможности «залипания» электрода;
- положительные механические качества, включая вязкость, высокие пределы прочности
- применяется в большом диапазоне сварочных режимов;
- подходит для работы с любым классом сварочных аппаратов;
- обеспечивает незначительное разбрызгивание расплава в газовой среде;
- позволяет экономно расходовать медные наконечники и производить повторное разжигание дуги;
- обеспечивает ровный качественный шов с хорошей кромочной провариваемостью соединяемых деталей, без присутствия пор и посторонних включений, а также с равномерным химическим составом;
- невысокая стоимость;
- отсутствие паров меди;
- используется для сварки во всех положениях.
О недостатках информации нет.
Для чего нужно знать КНП
Каждый исполнитель, при производстве аналогичных работ, должен знать этот параметр, так как он определяет количество наплавляемого металла за определенный временной промежуток, при заранее установленной величине силы тока.
КНП может быть большего значения, что напрямую зависит от:
- видов покрытия поверхности соединяемых металлоконструкций,
- химических составляющих металлических изделий,
- вида применяемой токовой полярности.
В. Н. Глазов, образование: ПТУ, специальность — сварщик 4 разряда, опыт работы с 1992 года:«Молодым специалистам нужно уделять много времени на теоритическую подготовку, тогда на практике они будут уверенно применять полученные знания и не колебаться при выборе параметров сварки разных по химическому составу металлоконструкций».
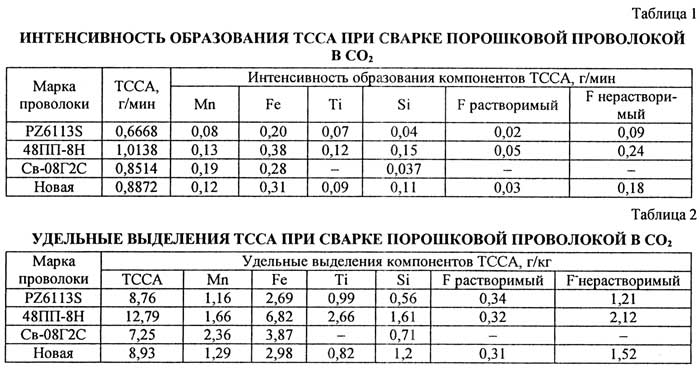
Проволока порошковая и газозащитная порошковая
Для того чтобы делать работу в полевых условиях или в открытых зданиях, была разработана порошковая сварочная проволока. Швы получаются качественные, механизация процесса занимает меньше времени, также меньше времени уходит на очистку металла от брызг. Такая проволока имеет два подвида: самозащитная порошковая и газозащитная порошковая.
Газозащитная создана для варки сварочным аппаратом полуавтоматом и автоматом, варить можно низколегированные и углеродистые стали, сварка проводится в среде газа защитного. Это может быть углекислота, аргон, их смеси. Такой способ имеет высокую степень проплавления металла, что позволяет проводить сварку нахлёсточных, угловых, стыковых соединений даже за один проход, в зависимости от конкретного случая каждый раз.
Типы
Существует несколько типов низкоуглеродистых сталей с:
- сердечником из флюса;
- высокой степенью наплавки;
- сердечником из флюса;
- сердечником из металлического порошка.
 Это новые виды проволоки сварочной, при их помощи имеется возможность делать высокого качества сваривание металлических деталей, повышается скорость проведения сварки, уменьшается степень разбрызгивания металла, коэффициент наплавления высок, дымление при сварке наблюдается слабое. Этот факт также очень важен, особенно мал эффект дымления при сваривании металлов в среде аргона или в среде защитного газа, который состоит из смеси газов с высоким содержанием аргона.
Это новые виды проволоки сварочной, при их помощи имеется возможность делать высокого качества сваривание металлических деталей, повышается скорость проведения сварки, уменьшается степень разбрызгивания металла, коэффициент наплавления высок, дымление при сварке наблюдается слабое. Этот факт также очень важен, особенно мал эффект дымления при сваривании металлов в среде аргона или в среде защитного газа, который состоит из смеси газов с высоким содержанием аргона.
Самозащитную порошковую проволоку ещё называют флюсовой, или самозащитной. Она имеет сердечник, в котором есть нужные шлакообразующие и защищающие сварочный шов присадки. Это избавляет от использования баллонного газа, что тоже выгодно, так как с использованием газа в баллонах связаны траты времени, транспортные расходы, трата денег и повышенная опасность на рабочем месте, потому как баллоны находятся под высоким давлением. Кроме этих проблем, баллоны требуют периодической аттестации.
При сварке полуавтоматом с помощью газа образовывается защитная ванна, газ выходит из сопла и попадает на расплавленный металл свариваемых деталей и создаёт условия для качественной сварки. Проволока в случае, когда сварка происходит без применения газа, создаёт защиту и качественное сваривание металла другим путём. Во время плавления проволоки, одновременно плавится и флюс, который входит в состав, образует в свариваемом месте защитный слой, который потоком воздуха не удаляется. Таким образом, этот вид сварки целесообразно применять на открытой местности при высокой скорости потока ветра, т. е. в полевых условиях.
Общая информация
Проволока сварочная СВ08Г2С это одна из самых распространенных марок. Ее часто называют универсальной, поскольку можно варить углеродистые и низколегированные стали. Такая проволока подойдет как новичкам, так и практикующим мастерам. Вам под силу сварка любых стальных деталей, если вы используете проволоку СВ08Г2С. Ниже вы можете видеть состав сварочной проволоки св08г2с.
Выпускается два типа проволоки марки СВ08Г2С: омедненная и без медного покрытия. Омедненная сварочная проволока обозначается буквой «О». При ее использовании отмечается крайне незначительный износ медных наконечников.

Проволоку СВ08Г2С можно купить как в кассетах, так и в катушках. Есть и компактные варианты, например, катушки по 5 кг. Есть и кассеты для профессиональной сварки по 15 кг и более. При хранении и применении проволока не разматывается, поскольку скручена в плотные ряды.
Если вы планируете заниматься профессиональной сваркой, то лучше купить проволоки без намотки, в упаковке. Она продается весом в 250 кг, что немало. Но за то такой материал практически не изнашивает подающий механизм и при этом стоит дешевле проволоки, намотанной на бобину. Это хороший выбор для продолжительной профессиональной сварки.
Какой проволокой варить нержавейку
 Нержавейку нужно варить полуавтоматом, используя защитный газ. Проволока сделана из высоколегированной жаропрочной стали, в её состав входит углерод и кремний. Кремний делает сварочный шов прочным, качественным. Углерод предотвращает образование коррозии межкристаллической. Ещё в такой проволоке допускается содержание хрома и никеля. Такой проволокой пользуются в пищевой промышленности, машиностроении, судостроении и других ответственных отраслях производства.
Нержавейку нужно варить полуавтоматом, используя защитный газ. Проволока сделана из высоколегированной жаропрочной стали, в её состав входит углерод и кремний. Кремний делает сварочный шов прочным, качественным. Углерод предотвращает образование коррозии межкристаллической. Ещё в такой проволоке допускается содержание хрома и никеля. Такой проволокой пользуются в пищевой промышленности, машиностроении, судостроении и других ответственных отраслях производства.
Существуют также разные варианты проволоки как для сварки чугуна, так и для сварки меди, титана, сплавов никеля, они подбираются по составу металла. Главное правило — это очень приближенный состав сварочной проволоки к составу свариваемого металла. Подходить к свариванию металлов нужно ответственно и со знанием дела, только это обеспечит ожидаемый результат.
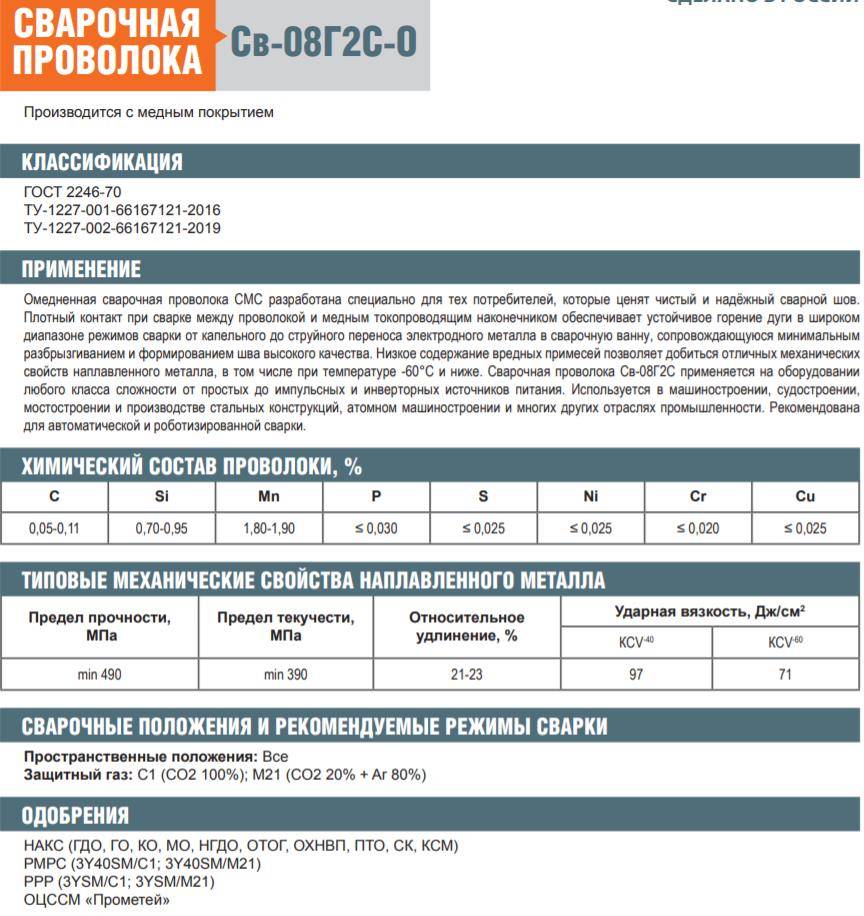
Описание и технические характеристики проволоки сварочной СВ-08Г2С
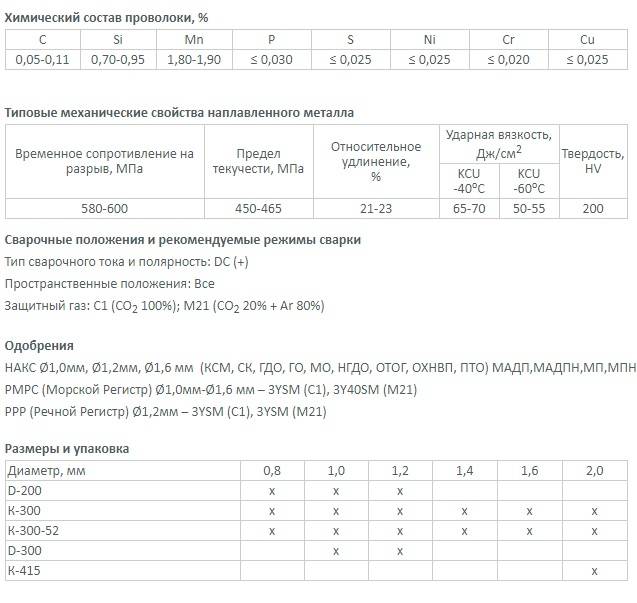
СВ-08Г2С (ПСГ-0302) – один из наиболее универсальных типов сварочной проволоки, используемых в механизированных сварочных процессах. Эта проволока подходит как для использования в сварочных автоматах, так и в устройствах полуавтоматической сварки. Омедненная проволока применяется для сварки в среде защитных газов (CO2 или смесь CO2 с 20% содержанием Ar). Проволока СВ-08Г2С позволяет использовать при сварке чистый CO2, что значительно удешевляет и ускоряет производственные процессы. Для высоконагруженных конструкций, при сварке проволокой СВ-08Г2С можно использовать газовую смесь из CO2 (80%) и Ar (20%). В такой газовой смеси сварочный шов, выполненный с использованием омедненной проволоки СВ-08Г2С будет иметь самые высокие показатели ударной вязкости и предела прочности. Этот тип проволоки можно использовать любыми сварочными аппаратами в любых пространственных положениях.
Сварочную проволоку СВ-08Г2С при производстве покрывают защитным слоем меди. Омедненная проволока имеет большие сроки хранения и в меньшей степени подвержена химическим и физическим воздействиям во время хранения. В настоящее время сварочная омедненная проволока с маркировкой СВ-08Г2С производится многими заводами на территориях России, стран СНГ, Китае и Турции.
Как ни странно, даже при таком количестве поставщиков выбор сварочной проволоки оказывается не таким простым занятием. При выборе поставщика сварочной проволоки нужно внимательно выбирать поставщика и четко знать, какой завод – изготовитель производит выбранную Вами сварочную проволоку. Особенно это касается выбора омедненной сварочной проволоки СВ-08Г2С – она является одной из самых популярных и производится многими заводами в больших объёмах.
Так использование для сварки некачественной проволоки может выйти боком не только заказчику работ, но и чрезмерно экономному, или просто невнимательному подрядчику. Сварочные швы, заполняемые такой проволокой, имеют сниженные показатели прочности и ударной вязкости. А сварочное оборудование работает с повышенным износом, и чем дороже сварочный аппарат, используемый в работе, тем более сомнительной кажется выгода от использования некачественной проволоки. Защитный слой меди отслаивается, проволока крошится, загрязняя внутренние части сварочных подающих механизмов и забивая направляющую спираль (канал) по которому проволока поступает к горелке. Это в свою очередь приводит к простоям производства и дополнительным тратам на оборудование.
входит в группу компаний ИТС и является одним из крупнейших производителей и поставщиков сварочного оборудования. Проволока сварочная СВ-08Г2С произведенная на заводах группы компаний ИТС подвергается самому жесткому контролю на соответствие техническим стандартам. Контроль физических и химических характеристик проволоки проводится на соответствие ГОСТу 2246-70 и техническим условиям НПФ «ИТС» ТУ1211-022-11143754-2005. Единицей контроля выступают каждые 250! кг сварочной проволоки.
Сварочная омедненная проволока СВ-08Г2С, произведенная на заводах группы компаний ИТС успешно прошла все аттестационные испытания по испольщованию ее на высоконагруженных конструкциях и обьектах повышенной опасности, подконтрольных Ростехнадзору.
Где используется легированная проволока
Чаще всего проволока СВ08Г2С применяется при проведении работ на сварочных автоматах и полуавтоматах в промышленных условиях. Применяя ее, можно проводить ручную сварку различных изделий из стали. Применяя этот расходный материал, можно получить сварное соединение высокого качества. Шов получается ровным и чистым.
Сферы применения
Проволока этой марки незаменима при выполнении следующих операций:
- образование валика на соединительном шве;
- заполнение пространства между краями свариваемой заготовки.
При выполнении сварочных работ этот метиз является основным элементом технологических процессов. Без нее не обходится сварка в таких сферах, как:
- строительство;
- машиностроение;
- самолето-, кораблестроение.
Также отметим, что эта легированная проволока для сварки может использоваться в качестве эффективного присадочного материала. Одна из характерных особенностей – высокий коэффициент наплавки. Благодаря этому обеспечивается высокое качество выполнения сложных мероприятий по наплавке.
В последнее время высоколегированная проволока для сварки активно применяется при выполнении работ в газовой атмосфере. Для создания такой среды обычно используется аргон или смесь этого газа с другими. Часто для образования этой среды применяется углекислый газ. Выбор в пользу последнего продиктован его меньшей стоимостью в сравнении с аргоном. Когда сварочные работы проводятся в среде углекислого газа, то используется постоянный ток. Отметим, что такая среда рекомендована для выполнения работ по сварному соединению изделий из углеродистых сталей.
Это интересно: Припой с флюсом — что это такое и как использовать?
Характеристики и назначение проволоки
Проволока СВ08Г2С производится в соответствии с ГОСТом 2246-70 и ТУ 1227-220-10557608-2015. Основное назначение этой продукции заключается в использовании в качестве наплавки при выполнении аргонодуговой сварки, а также для изготовления плавящихся электродов для присадки при сварке.
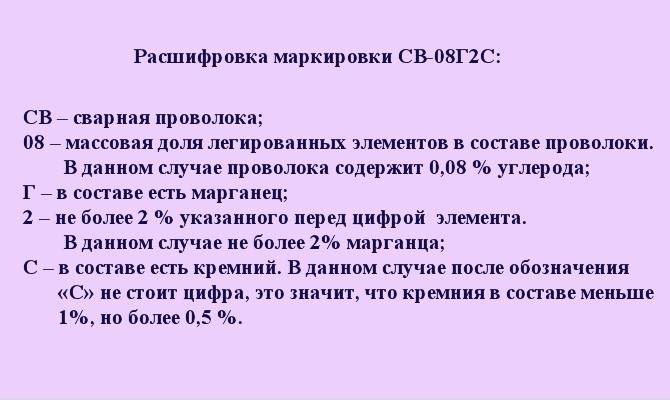
Ее аббревиатура расшифровывается так:
СВ — обозначает назначение для сварки;
08 — количество углерода в процентах (С=0,08%);
Г — наличие в составе марганца;
2 — количество марганца в процентах.
С — наличие в составе кремния, не более 1%.
Виды продукции и химические элементы в составе
Производят проволоку в двух видах: с покрытием медным слоем (в обозначении добавляется в конце О, что значит «омедненная») и без применения покрытия.
Омедненная продукция производится с сечением от 0,8 до 2,0 мм и может иметь размер: 0,8; 1,0; 1,2; 1,4; и 1,6 мм.
Непокрытые изделия имеют сечение в диапазоне от 0,6 до 6,0 мм.
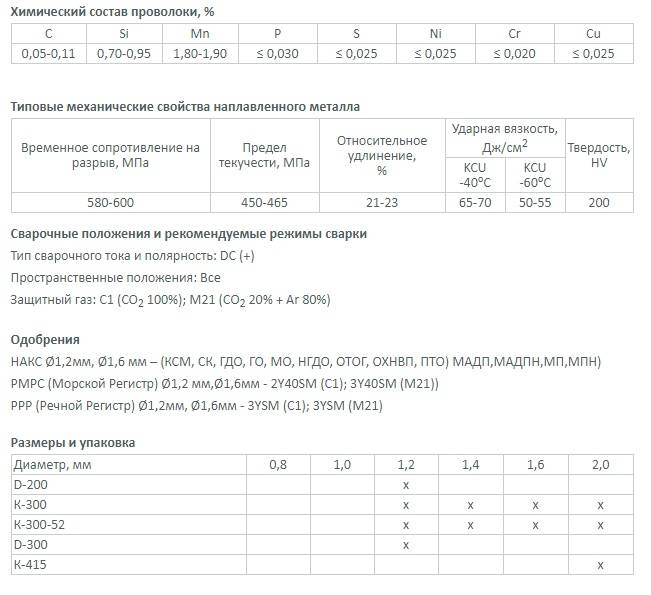
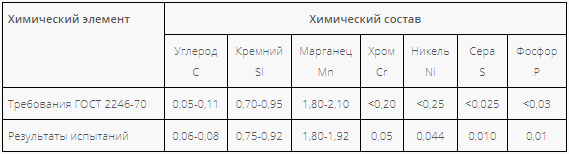
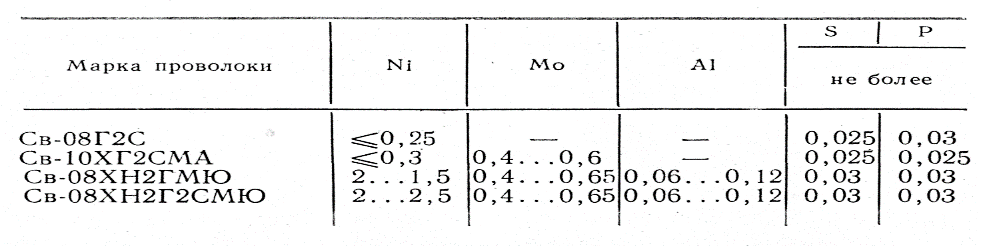
В состав продукции в соответствии с нормативной документацией должны входить:
С= 0,05 — 0,11%; Mn= 1,8 — 2,1 %; Si= 0,70 — 0,95%; S< 0,025 %; Р< 0,03 %; Cu < 0,25 %.
Общее содержание меди для проволоки с покрытием не более 0,3% (с учетом покрытия медью, толщиной не менее 0,1 мкм).
В состав также может входить не более 0,25% никеля и не больше 0,2% хрома.
Требования к условиям поставки
Поставка изделий с согласия потребителей осуществляется в катушках или кассетах весом 5 кг или 15 кг. Намотка проволоки должна представлять непрерывную нить, уложенную плотными рядами, не допускающими ее произвольного разматывания во время транспортировки.



Продукция большого диаметра реализуется в герметичных упаковках без намотки на катушки, весом по 80 или 250 кг.
Допускается термическая обработка поставленной проволоки для улучшения ее свойств, если по стандартной технологии изготовления это не было предусмотрено.
Поверхность продукции с медным покрытием иногда при поставке может иметь остатки технологической обработки в виде мыльной смазки. Это, в соответствии с требованием ГОСТ, допустимо в небольших количествах, но при этом в составе смазки не должна присутствовать сера и графит.
Механические характеристики
- Изделия после изготовления обязательно проходят проверку на разрыв.
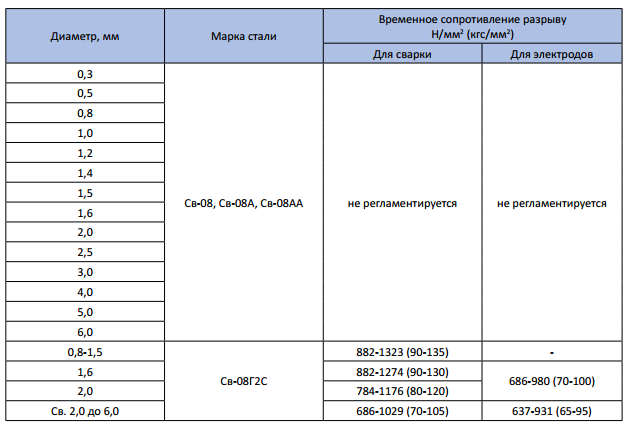
Допускаются следующие показатели сопротивления разрыву (Sв кгс/мм2):
- для Ø до 1,5 мм значение Sв должно быть в интервале от 90 до 135;
- для Ø 1,6 мм — в интервале 90-130(для наплавки) и 70-100 (для электродов);
- для Ø 2,0 мм — в интервале 80-120 (для наплавки), 70-100 (для электродов);
- для Ø больше 2,0 мм в интервале 70-105 (для наплавки), 65-95 (для электродов).
- Показатель относительного удлинения не менее 30%.
- Значение предела текучести в МПа — в интервале от 415 до 440.
- Показатель ударной вязкости, (Дж/см2): при 40оС равен 56, при 20оС — 69.
Отличительные особенности
При выборе сварочных материалов как перед технологами на производстве, так и перед домашним мастером встает серьезный вопрос. Ему надо найти проволоку или электроды, и обеспечивающие высокое качество шовных соединений, и неприхотливые к режимам сварки, и, не в последнюю очередь, не слишком дорогостоящие. Проволока СВ08Г2С при сравнении выходит вперед по многим параметрам.
СВ08Г2С имеет следующие особенности по сравнению с другими сварочными материалами:
- способствует стабильности электрической дуги, снижает риск прилипания электрода к поверхности заготовки;
- поддерживает широкий спектр режимов сварочных работ;
- совместима с большинством типов сварочных аппаратов;
- позволяет минимизировать расплескивание расплавленного металла;
- облегчает повторный розжиг сварочной дуги;
- способствует экономии других расходных материалов, таких, как медные наконечники.

Автоматическая сварка проволокой
Совокупность этих особенностей позволяет сваривать прочные и долговечные швы, с качественным проваром кромок, равномерные по своему составу и обладающие минимумом пористости и других дефектов.