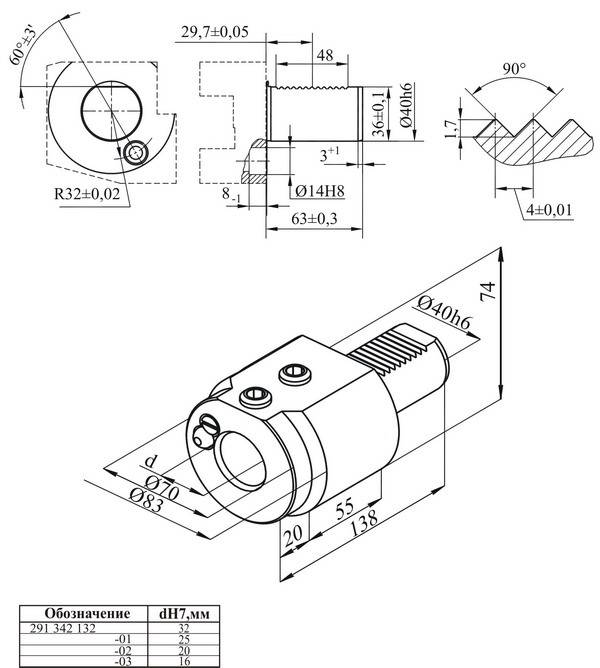
Резцы для расточных головок
Все резцы независимо от типа состоят из держателя, на который крепится режущий элемент. Держатель монтируют на штатное место рабочего оборудования. Строение режущего элемента, который называют головкой, имеет свои особенности:
- Цельные головки изготавливают из высококачественной инструментальной или быстрорежущей стали. Такой тип конструкции не предусматривает деления на держатель и режущий элемент. Встречается очень редко ввиду высокой стоимости.
- Рабочая часть представляет собой припаянную пластину из высокопрочного сплава, в состав которого входят различные добавки, улучшающие качество материала. Наиболее распространенный тип.
- Встречаются конструкции, в которых режущая пластина крепится к держателю механическим способом. Данный метод применяется для режущих частей из металлокерамических материалов.
Расточные головки различаются по способу применения:
- Для глухих отверстий.
- Для сквозных отверстий.
Существуют и универсальные расточные резцы, на которых предусмотрена установка сменных пластин различных форм, что позволяет выполнять разнообразные работы одним и тем же держателем.
Предназначение
В металлорежущих станках в основном все перемещения осуществляет рабочий инструмент. Выполнение работы на противоположной стороне затрудняет задачу, при этом действие инструмента выпадает из поля видимости рабочего.
Фрезерные тиски применяют в следующих ситуациях:
- для перемещения заготовки в процессе обработки лицевой стороной к мастеру, при этом оно может быстро определить недостатки в работе оборудования;
- при изготовлении детали в форме идеального круга;
- при перемещении заготовки на 90°.
Устройства для фиксации применяют:
- в условиях частной мастерской при изготовлении различной фурнитуры, для подгона окон из пластика;
- на промышленном производстве тиски для фрезерных станков применяют при изготовлении деталей сложной формы.
Приспособления для фиксации заготовок
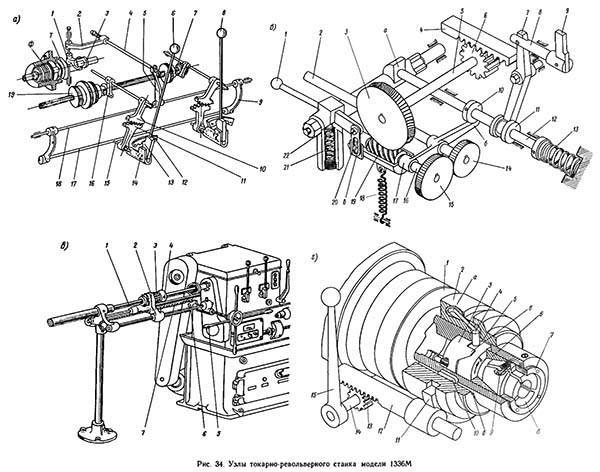
Для крепления заготовок используются универсальные приспособления – центры, втулки и оправки. Центры применяются для деталей длиной более трех метров с базовыми поверхностями в форме центровых отверстий. В зависимости от конструкции они подразделяются на вращающиеся и неподвижные, устанавливаются в пиноли передней и задней бабки. Угол конуса переднего центра зависит от типа работ. Для обычных операций он равен 60°, для тяжелых работ – 90°. Материалом является инструментальная сталь с твердостью HRC 55-58.
Существуют различные варианты конструкции центров для выполнения специальных операций:
- Рифленые центры для обработки пустотелых заготовок.
- Центры с выточкой. Применяются для подрезки торца.
- Подпружиненные или «плавающие центры – для точной установки деталей по торцу.
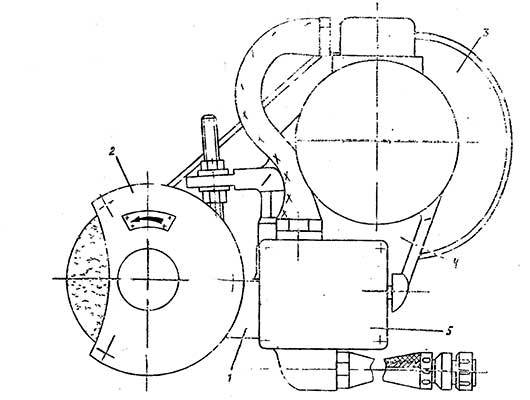
На рисунке выше представлены конструкции центров: а — обыкновенный; б — рифленый; в — с выточкой, г — вращающийся для заготовок с центровыми углублениями; д — вращающийся для заготовок с коническими концами.
В том случае, если деталь не может быть зафиксирована в патроне, например по причине неправильной геометрической формы, используется специальное приспособление для закрепления заготовок на станках – планшайба. Это плоский диск с радиальными или концентрическими пазами, который крепится к шпинделю станка через фланец. Пазы могут иметь Т-образную или фигурную форму в поперечном сечении. Заготовка центрируется и фиксируется на планшайбы с помощью сменных прихватов и наладок.
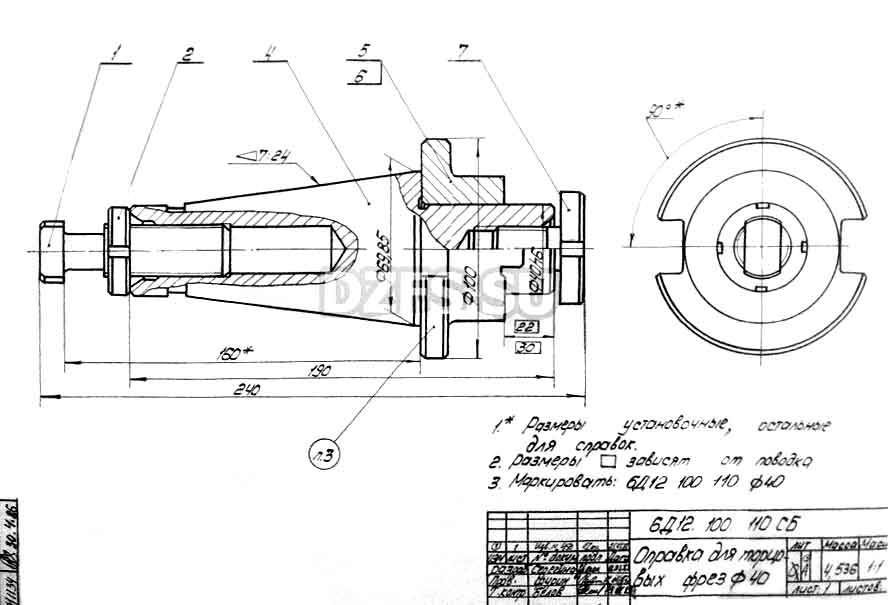
Для точения некоторых заготовок с внутренними сквозными отверстиями применяется фиксация с помощью оправки. Данные приспособления подразделяются на центровые и шпиндельные. В свою очередь центровые подразделяются на цельные и разжимные.
На рисунке выше показаны оправки в разрезе: а — центровые; б — шпиндельная; 1 — стержень; 2 — заготовка; 3 — разрезной элемент; 4 — гайка.
Ремонтные работы со станиной
В процессе работы станина станка может быть изношена, что ведет к необходимости ее ремонта. Основные неисправности станины:
- Наличие трещин чугунного материала. Для восстановления небольших трещин применяют сварку электродами из биметалла. Когда трещина достигает размеров свыше 5 мм, то вместо сварки применяют соединение хомутами. Первоначально вдоль трещины по обе стороны просверливают отверстия и вставляют закладные из стали. Далее эти закладные соединяют хомутами на сварку.
- Износ направляющих станины. Чтобы восстановить эти детали станины, применяют метод шабрения. Его суть состоит в том, что проводится строгание поверхностей начисто при помощи широких резцов шаберов.
Описание токарного станка
Токарный станок по дереву обладает одной ограничительной функцией: он способен лишь вращать заготовку из дерева. Столяр же способен из обычного куска дерева потихоньку вытачивать законченный предмет, к примеру:
В отличие от иных машин для обрабатывания дерева, использующихся только на тех или иных промежуточных этапах, токарный станок подходит для любых операций: от предварительной обработки до полировки. Необходимый инструмент — это желобчатые (в виде буквы «V» или цилиндрические) и плоские скребки, резцы, стамески всевозможных форм и размеров. Станок вертит заготовку, а рука мастера осуществляет контроль над движением резца. Исходя из того, какой предмет необходимо сделать, выделяют два варианта крепления заготовки.
В первом случае деревянная деталь крепится в горизонтальном положении между средоточиями передней и задней стенок. Второй метод учитывает то, что токарь по дереву крепит установку заготовки только лишь в передней «бабке» при помощи планшайбы или патрона. Если вы новенький в работе на данном станке, будет разумно приступать к работе через первый способ.
Токарный станок с электронной регулировкой (комплектация):
Вариант комплектации:
- желобчатая стамеска,
- резец-майсель (2 мм),
- полукруглый резец,
- отрезной резец,
- скошенная стамеска (косяк),
- полукруглая стамеска — для отделки фасонной поверхности,
- желобчатая стамеска (рейер) — для черновой обработки.
Принцип работы
Все устройство станка укреплено на станине, которая сделана из алюминиевых, чугунных либо профильных балок или двух стальных брусьев. С одной стороны станины токарь по дереву размещает переднюю бабку, а внутри нее расположен электродвигатель (0,5−1,5 лошадиных силы). Он вращает шпиндель, имеющий конус Морзе, по необходимости вставляется поводковый центр (с одним острием и 2-мя, 3-мя или 4-мя ножами), планшайба или патрон. С противоположной стороны станка располагается задняя бабка, а ее центр поджимает заготовку, закрепляя ее в горизонтальном положении.
Подручник, поворачивающийся в любую сторону
, располагается как можно ближе к болванке, направляет резец и поддерживает его.
На станках с ручной регулировкой частота (скорость) движения способна переключаться за счет рычага коробки передач, скорость которой от 450 до 2000 оборотов в минуту. В ней расположены шкивы с подшипниками.
В намного более сложных модификациях станков вместо коробки передач стоит электронный вариатор, дающий возможность мягко регулировать быстроту хода.
Вопросы поставщику по этому лоту
| 18 |
вопрос задан
Здравствуйте. Стоимость шлифовки станины ТВ-6?
| Ответ продавца Вам станину только или все направляющие? |
| 18 |
вопрос задан
Под станиной имел ввиду все направляющие и плоскости… а что подразумевается под » шлифовкой станиной»? Спрашиваю, чтобы поняли друг друга..
| Ответ продавца Ответил в личку |
| 126 |
вопрос задан
Здравствуйте, такой же вопрос по 250ИТВМ (если всю геометрию до паспортных значений)
| Ответ продавца Ответил |
| 75 |
вопрос задан
Стоимость шлифовки станины mn80 ?
| Ответ продавца Шлифовка станины mn80 будет в районе 35 т.р. |
| 104 |
вопрос задан
интересует шлифовка станины иж250итвм .стоимость и сроки какие?
| Ответ продавца 25-30 т.р. в зависимости от износа. Срок 10 рабочих дней. А где станок находиться? |
| 144 |
вопрос задан
сколько будет стоить поправить плоскости у метровой угловой линейки материал чугун 3 плоскости примерно 80-1000мм сейчас прогиб 2-3 сотки
| Ответ продавца здравствуйте. я не возьмусь за такую работу дешевле будет купить другую. у меня есть ут -1000 с углами 60/75/45 |
| 69 |
вопрос задан
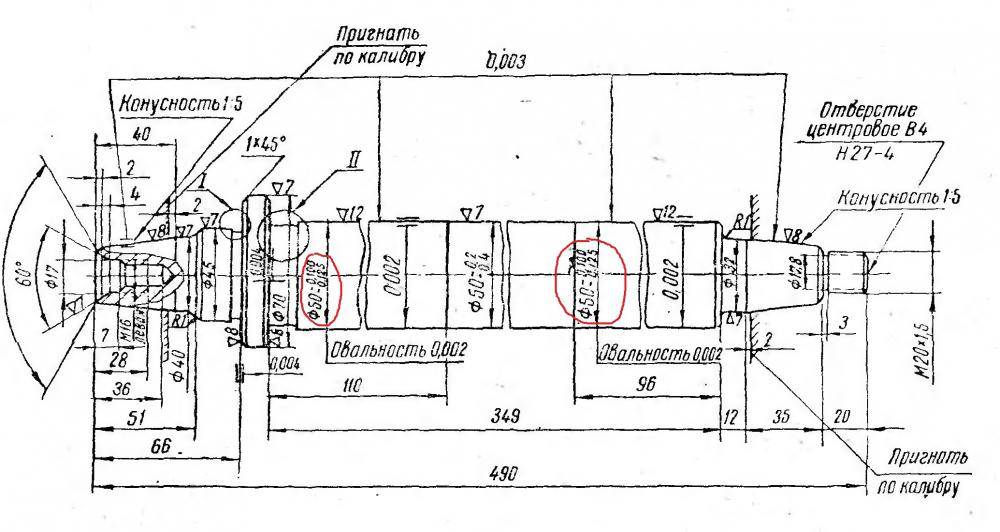
вал шпинделя можете восстановить износ 2-3 сотки Dнар. 50 мм длина 250 мм ( восстановить нужно только 2 шейки шириной по 30мм)
| Ответ продавца Восстановить можно напылением до 0.2мм. я сам такое не делаю спрошу сколько это стоит. И придется шлифовать до нужных размеров. Ни в коем случае нельзя делать наплавку на шпиндель его очень сильно ведёт! |




| 69 |
вопрос задан
| 17 |
вопрос задан
Добрый день. 1к62 шлифовка станины. Цена? На чем шлифуете. Ласточкин хвост на каретке относительно оси винта сделаете?
| 10 |
вопрос задан
Здравствуйте. Можно узнать стоимость шлифовки станины и всех направляющих ТВ-4?
| 25 |
вопрос задан
Здравствуйте. шлифуете с СОЖ или в сухую? Много ли выйдет шлифовка станины TOS SV18RA(РМЦ 1 м),только станина,направляющие каретки и ЗБ,у каретки износ не очень большой по прикидкам до 0.2мм
| 17 |
вопрос задан
здравствуйте.шлифовка или фрезеровка направляющих каретки и шабровка поперечных направляющих? 1м61
| 34 |
вопрос задан
Добрый день! Сколько будет стоить шлифовка или фрезеровка стола сверлильного 2н125л 700х600 съём 0.2?
| 25 |
вопрос задан
Здравствуйте. шлифуете с СОЖ или в сухую? Много ли выйдет шлифовка станины TOS SV18RA(РМЦ 1 м) станина,направляющие каретки и ЗБ,у каретки износ не очень большой по прикидкам до 0.2мм
| 4 |
вопрос задан
Здравствуйте. Восстановить геометрию ластохвоста поперечной подачи твш3 сколько стоит?
| 5 |
вопрос задан
Здравствуйте. Напишите, сколько будет стоить щлифовка направляющих станины, каретки и поперечных направляющих станка ТВ-4
| Ответ продавца Ответил в личку |
| 5 |
вопрос задан
станок ВМ127 вогнать в паспортную точность , станок в Москве.
| Ответ продавца Сложно сказать если все направляющие делать районе 200 т.р. в зависимости от износа. Если без вертикальных направляющих в 2 раза дешевле. |
| 5 |
вопрос задан
Здраствуйте.Сколько будет стоить восстановление на супорте поперечной передачи,с изготовлением нового клина для него.и на задней бабки новой пиноли с востоновлением посадки в зб.
| 5 |
вопрос задан
Станок тв4
| Ответ продавца Ответил в л.с. |
| 69 |
вопрос задан
Здравствуйте! Интересует шлифовка всех направляек станины ТВ4. Какова цена на данный момент?
| 15 |
вопрос задан
Напишите уже здесь цену по шлифовке всех плоскостей тв-4/6, а то в личку…
| Ответ продавца Цена по шлифовке станины, каретки и суппорта и площадки задней бабки. Наклеивание накладок текстолит для восстановления высоты на каретку, суппорт и клинья. Вот такая процедура стоит 25 т.р. |
вопрос задан
Добрый день . Находимся в Тюмени , станок 1к62. Ропепечка , ласточкин хвост, клин . Направляющие , вообщем все кроме мех части . Расточка зад. Бабки . Все геометрия . Цена вопроса , сроков , станков несколько , начнем с одного , все пойдет , остальные сделаем . Можем станок вам привести .
| 35 |
вопрос задан
Добрый день. Подскажите ,пожалуйста, стоимость работ по шлифовке станины, каретки и суппорта и площадки задней бабки, наклеивание накладок текстолита для восстановления высоты на каретку, суппорт и клинья на станке 16Б05П.?
вопрос задан
Здравствуйте!Какова стоимость шлифовки всех направляющих станка 16Б20П?
| Ответ продавца Ответил |
| 15 |
вопрос задан
Здравствуйте сколько будет стоить шифовка станины 1к62 рмц 1м
У этой страницы есть короткий адрес: https://dirlot.ru/lot/209725
Круглое шлифование валов
Отделку валов можно производить точным обычным круглым шлифованием или тонким. Шлифовка валов на круглошлифовальных станках может осуществляться либо с продольной, либо с поперечной подачами. В первом случае заготовка должна быть довольно длинной. Из-за этого способ шлифования валов с поперечной подачей (методом врезания) используют для шлифовки недлинных или коротких по длине поверхностей. Профилированные шлифкруги помогут при работе с фасонными поверхностями методом врезания.
Обычное тонкое круглое шлифование позволяет достичь чистоты обработки 8-9 класса и точности 2 класса. В таком случае поверхность «выхаживают». Тогда деталь вращается некоторое время без поперечной подачи круга. Так можно устранить небольшие погрешности и дефекты в форме заготовки.
Особенности тонкого шлифования:
- небольшая глубина резания;
- большая скорость вращения шлифкруга (не менее 40 м/сек);
- малая скорость вращения детали, подвергаемой обработке (менее 10 м/мин);
- мягкие мелкозернистые шлифовальные круги;
- усиленное охлаждение;
- длительный процесс выхаживания.
Если выпускаются небольшие валы, их шлифуют на бесцентровых шлифовальных станках. Довольно часто применяют шлифование врезанием.
Особенности шлифования на бесцентровых шлифстанках:
- жесткая система аппарата повышает производительность шлифовки. В таких случаях специалист может обрабатывать детали при значительных глубинах резания и подачах, в том числе непрерывно шлифовать заготовки одну за другой при сквозной подаче;
- не нужно делать центровые отверстия в деталях.
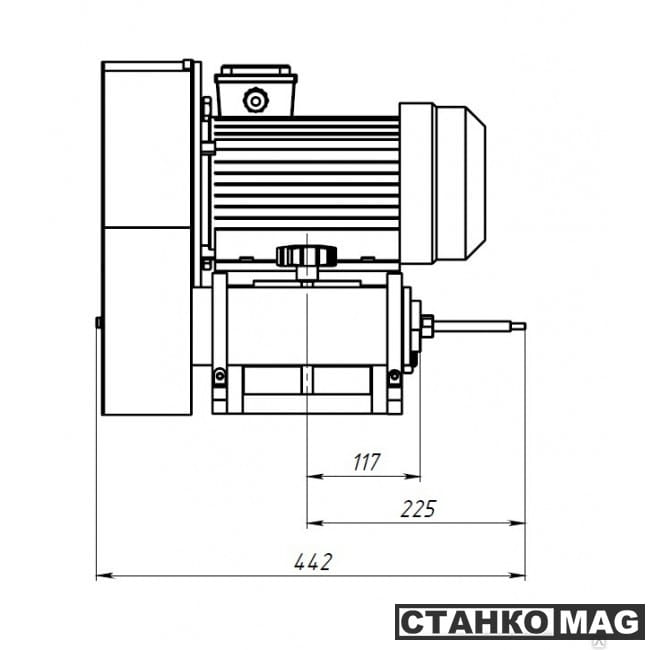
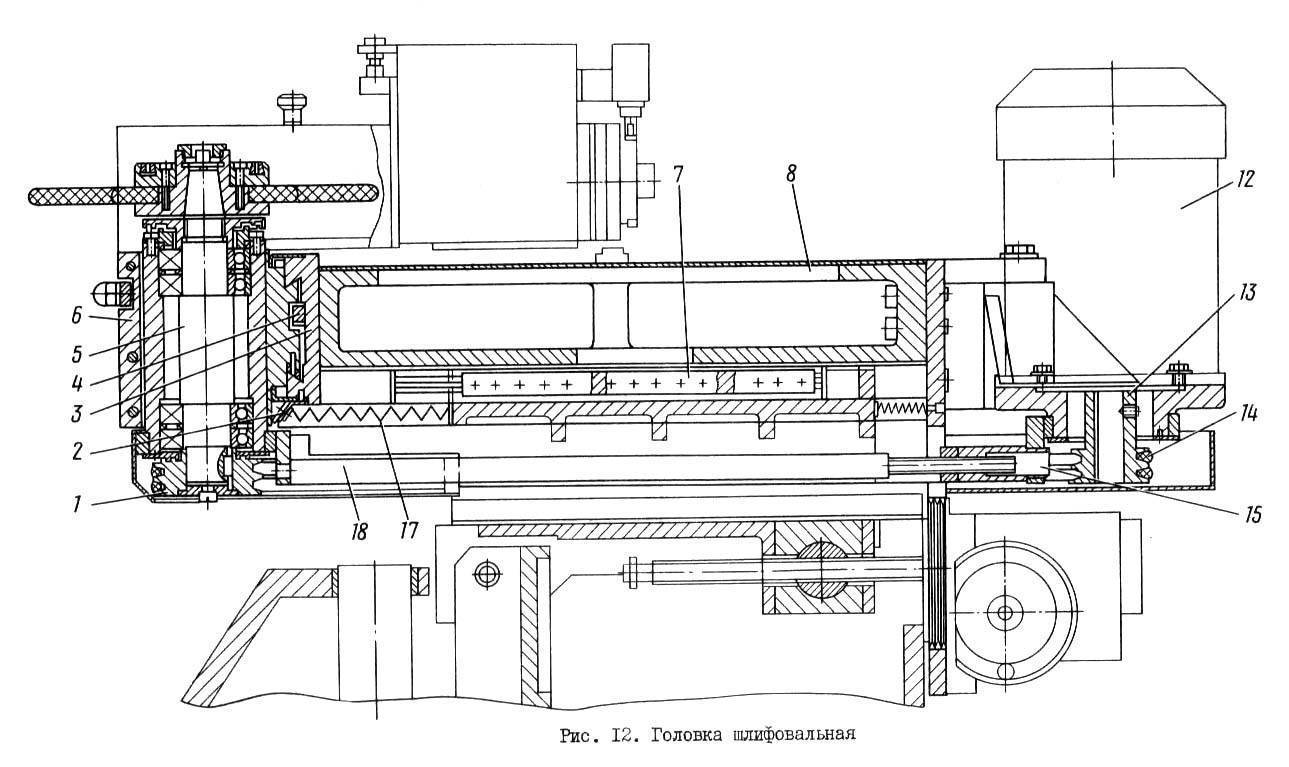
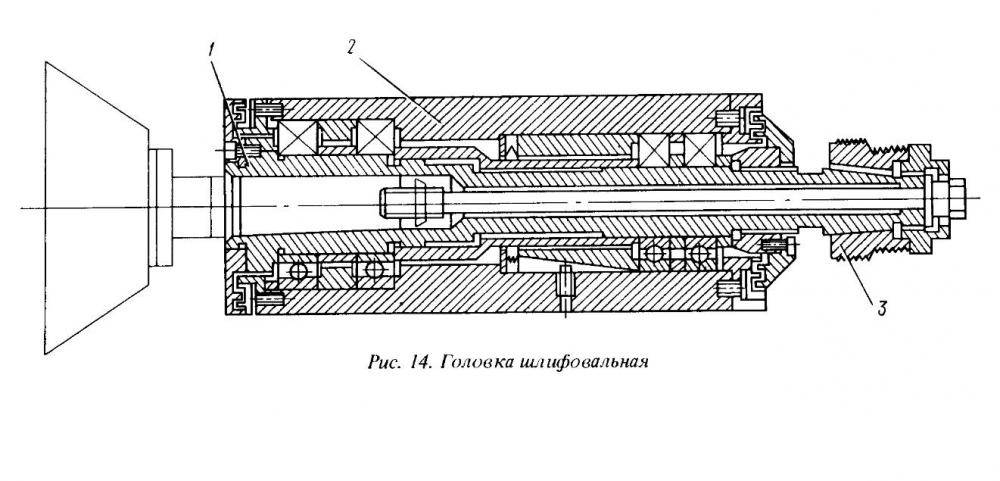
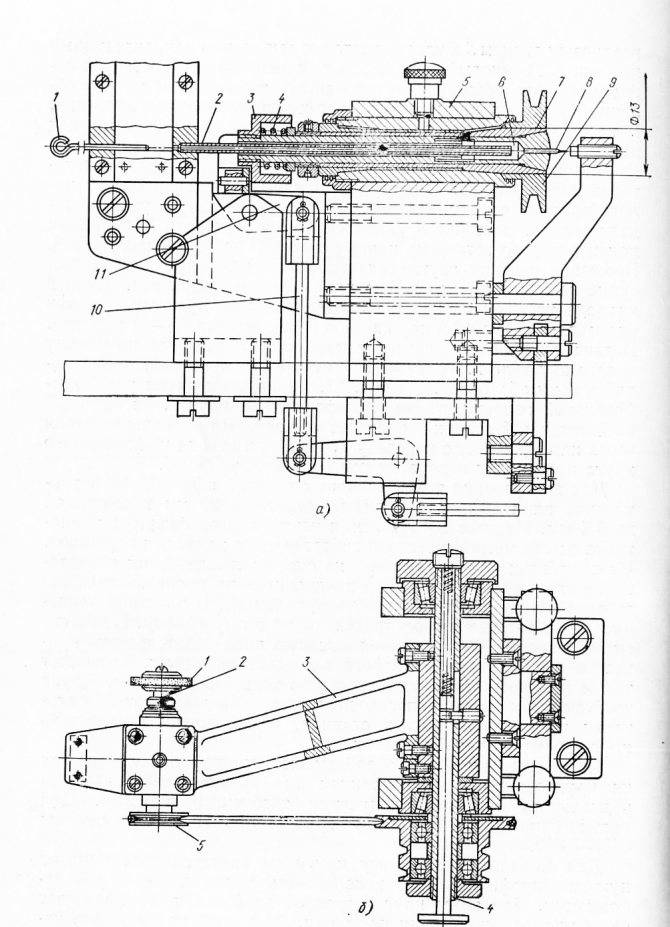
Шлифовальные головки для токарного станка. ВГР-150-ВШ (внутренняя шлифовка)
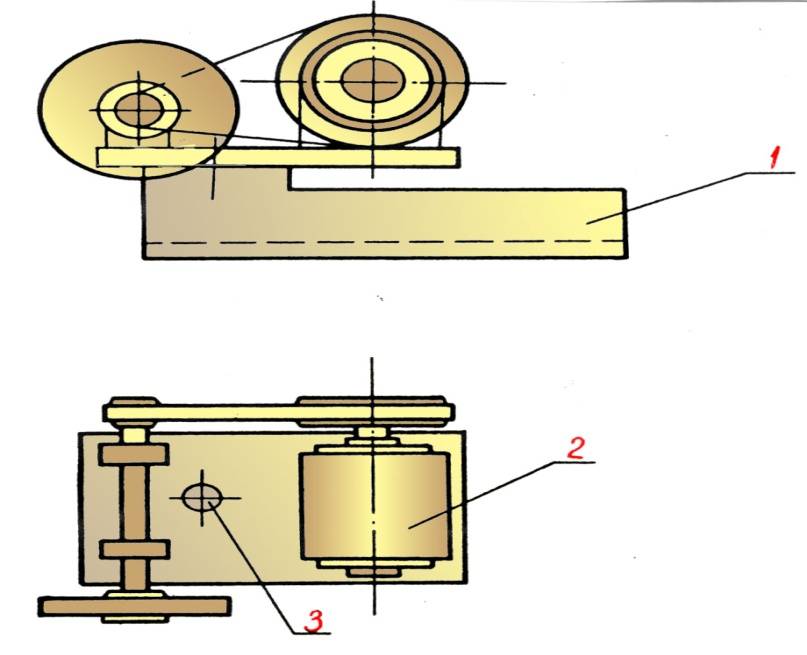
Для расширения возможностей токарного станка выпускается специальная механизированная оснастка — шлифовальная головка ВГР-150. Она состоит из электродвигателя мощностью 1.1 кВт, подключаемого в электросеть токарного станка, станины, устанавливаемой на универсальном токарном станке вместо штатного резцедержателя, и скоростного шпинделя.
В этой комплектации головка ВГР-150 имеет один шпиндель для внутренней шлифовки. Внутренняя шлифовка производится абразивными шлифовальными насадками диаметром от 8 до 40 мм. Внутришлифовальные насадки — шарошки наклеиваются на входящую в комплект шпинделя оправку.
Закаленная оправка ввинчивается в шпиндель для внутренней шлифовки и точно позиционируется в его гнезде.
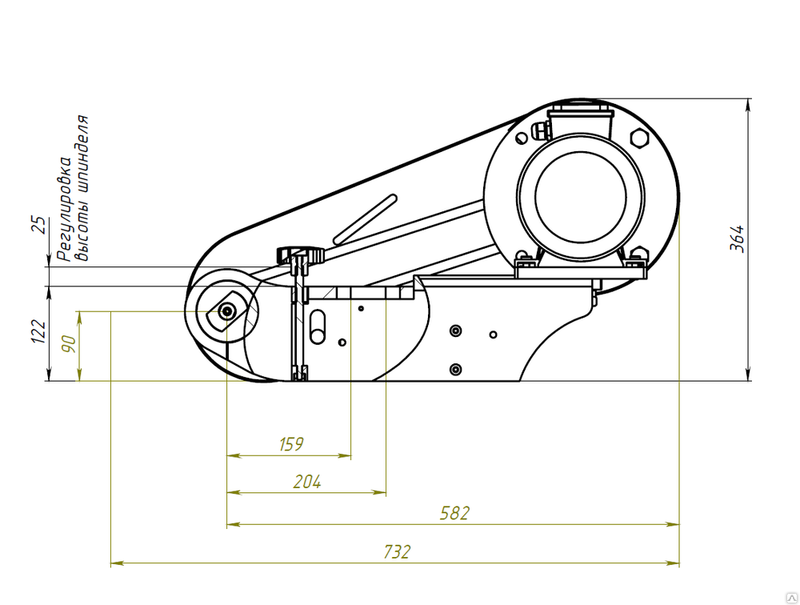
Минимальное расстояние от оси резцедержателя, до оси шпинделя шлифовальной бабки составляет 105 мм. Длинна паза 40 мм. Соответственно получаем диапазон поперечной фиксации шлифовального приспособления ВГР-150 в 40 мм
Частота вращения шпинделя для внутреннего шлифования на холостых оборотах при 50Гц — 16 800 об/мин
В дальнейшем, при желании заказчика, можно приобрести второй шпиндель для наружной шлифовки, в дополнение к внутренней шлифовке можно будет делать и наружную.
Шлифовальная головка для токарного станка выпускается нашим предприятием уже более 5 лет. За это время конструкция этого приспособления неоднократно усовершенствовалась, отвечает строгим требованиям машиностроительных норм и эргономики.
- Установка на станок: Шлифовальная головка ВГР-150 устанавливается на токарные станки с диаметром шпильки резцедержателя не более 22,5мм. Поверхность прилегания к основанию 202мм х 102 мм
- Технические характеристики:
- · Мощность двигателя: 1100 Вт
- · Напряжение питания: 380 В
- · Масса без оснастки: 30,5 кг
- Габариты: 350 х 500 х 330 мм (со шпинделем для внутренней шлифовки)
«ТехноСпецРесурс» уже много лет сотрудничает с ведущими производителями металообрабатывающего оборудования , наши специалисты помогут подобрать станок для любых целей и задач. Все станки имеют сертификаты соответствия и гарантии производителя.
Токарные станки по металлу – один из самых распространенных видов металлообрабатывающего оборудования, предназначенный для обработки вращающейся заготовки точением.
На таких устройствах точат детали режущим инструментом, придавая им коническую, цилиндрическую, или фасонную форму. Заготовки вращаются от шпинделя, а резец передвигается от подающего механизма с салазками суппорта.
Выполняемые операции: точение, сверление, зенкерование, нарезание резьбы и др.
Модернизированное оборудование для токарных работ по металлу
Дооснащение станков дополнительными устройствами расширяет сферу возможностей такими видами обработки металла, как шлифование и фрезерование. Устройства подразделяются по виду расположения шпинделя на горизонтальные и вертикальные. На последнем типе оборудования удобно обрабатывать тяжелые заготовки с большим сечением, но относительно малой длины.
Токарно-винторезный станок – наиболее универсальный из этой группы промышленного оборудования для обработки металла. На таких устройствах точат конусы и нарезают резьбу, выполняют самые разнообразные виды токарных работ.
Современный токарный автомат для выполнения разнообразных операций по металлу
Токарно-фрезерное оборудование совмещает в себе функции токарного и фрезерного станков. Устройства предназначены для обработки заготовок с получением деталей сложной формы, например, коленвал для автомобиля.
Для такой операции как шлифование металла применяются специальные головки, которые устанавливаются на токарный станок, если производителем не предусмотрена такая функция.
Ассортимент оснастки от инструментальной
Мы предлагаем широкий спектр разнообразных оснасток: кулачки, втулки, тиски, цанги, сверлильные патроны и многое другое. Каждое наименование представлено несколькими производителями и в максимально возможных вариациях. К примеру, имеется два вида сверлильного патрона — его можно приобрести не только в традиционном исполнении, но также и самозахватывающий сверлильный патрон. Помимо этого, имеется возможность выбора патрона от различных производителей.
Огромный многолетний опыт на инструментальном рынке позволяют нам наилучшим образом обеспечить потребности покупателей. , купить токарную оснастку, тме оснастка.
Достоинства
С помощью делительной головки, при работах по металлу на фрезерном станке, можно выделить следующие дополнительные функциональные возможности:
- значительно расширить спектр рабочих операций;
- обрабатывать заготовку, которая расположена в удобном или нужном положении относительно плоскости стола, как по вертикали, так и по горизонтали;
- упростить работы по металлу с заготовками различных размеров.
к меню
Классификация
Универсальные делительные головки имеют свое обозначение, по которому можно определить их основные рабочие параметры:
- УДГ 100 — обрабатываются заготовки диаметром 100 мм, размеры по основанию — 260×180 мм, вес — 25 кг;
- УДГ 125 — с ее помощью можно обрабатывать заготовки, максимальный диаметр которых не превышает 125 мм. Размеры основания — 260×180 мм. Вес — 28 кг;
- УДГ 250 — максимально допустимый диаметр обрабатываемой заготовки — 250 мм, габариты — 260×180 мм, вес — 53,6 кг;
- УДГ 320 — заготовка не должна превышать по диаметру 320 мм, размеры по основанию — 290×234 мм, вес — 101 кг;
- УДГ 400 — самая большая делительная головка, которая позволяет работать с заготовками сечением до 400 мм. Габаритные размеры основания — 290×234 мм, вес — 106 кг.
Все вышеперечисленные приспособления имеют цену деления на лимбе 15º.
Универсальная делительная головка УДГ-250
Многие параметры являются одинаковыми, так как использование данных устройств рассчитано на стандартное оборудование. Различие в основном — по диаметрам обрабатываемых деталей — чем он больше, тем крупнее и тяжелее устройство.
Используется еще один тип обозначений. К примеру — УДГ 40 Д250. Это означает, что делительная головка является универсальной, для полного оборота шпинделя требуется повернуть рукоятку 40 раз, максимальный диаметр обрабатываемой детали не должен превышать 250 мм. к меню
Оптическая делительная головка
Такое устройство используются для выполнения особо точных делений, и в некоторых случаях, для проверки правильности выполненного деления на другом устройстве.
Наверху головки имеется окуляр микроскопа, в оптическую систему которого помещена неподвижная шкала. Цена деления в ней равна 1′, а общее количество частей 60-ти. Деления просматриваются настолько четко, что отсчитать долю в ¼ минуты не представляет никакой сложности.
Рассчитывается угол поворота шпинделя также как и для механической головки. Но следует учесть, что необходимо составлять таблицу всех последовательных углов, так как они суммируются. к меню
Самодельная делительная головка
При небольших объемах работ по металлу проводимых своими руками, покупать дорогостоящее дополнительное оборудование не имеет смысла, так как затраченные вложения никогда не окупятся.
Самодельная делительная головка
Но домашним мастерам, имеющим в своем распоряжении фрезерный станок, такое приспособление, как делительная головка, все же необходимо. Для ее создания понадобится червячный редуктор, токарный патрон, диаметром в пределах 65 мм, и диск (лимб).
Компоновка этих элементов является стандартной, ничего нового придумывать не нужно. Деления (отверстия) на диске делаются под свои индивидуальные потребности. Все остальное аналогично промышленным вариантам.
После сборки самодельной конструкции необходимо провести ее юстировку. Это делается после того, как деталь сделанная на фрезерном станке при использовании самодельной делительной головки, сравнивается по параметрам с заводским образцом. к меню
Дополнительная информация
Использование различного вида фрезерных головок позволяет выполнять обработку деталей на одном станке, в то время как без их применения, необходимо задействовать несколько. Существует дополнительное оборудование для фрезерных станков в виде таких типов головок:
- угловая;
- расточная;
- долбежная.
В свою очередь они могут быть изготовлены в нескольких вариантах, например — со сменными ножами или пластинами.
Головка делительная полууниверсальная HOMGE BS-0
Угловая головка также имеет несколько вариантов исполнения:
- головка 90º:
- модульного типа;
- универсальная.
Все эти дополнительные приспособления (угловая, расточная, долбежная головки) значительно повышают точность и увеличивают производительность фрезерного оборудования, так как позволяют осуществлять вертикальную и горизонтальную обработку, а также проведение работ под углом, без переустановки заготовки.
data-full-width-responsive=»true» data-ad-client=»ca-pub-8514915293567855″data-ad-slot=»8040443333″>
Это интересно: Делительные головки для фрезерных станков — виды, инструкции
Барабанный шлифовальный станок на базе токарного станка по дереву

Если у вас есть токарный станок по дереву, используя барабанно шлифовальное устройство, можно расширить его возможности. Узнаем, что можно с его помощью делать.
Барабанный шлифовальный станок предназначен для обработки поверхности заготовки древесины и выравнивая детали до гладкой текстуры и калибровки по толщине. Проще говоря шлифовка плоских деталей станет намного проще, а если учесть, что можно их еще по толщине сделать 1 к 1. Мастерам-самодельщикам, работающим с деревом, нужная и полезное приспособление.
Инструменты и материалы: -Фанера; -ПВХ-труба; -Спрей-адгезив; -Наждачная бумага в рулоне; -Доски; -Клей; -Крепеж; -Пружины; -МДФ; -Рояльная петля; -Клейкая лента; -Двусторонний скотч; -Шпаклевка; -Грунтовка; -Краска; -Токарный станок; -Патрон для станка -Сверлильный станок; -Циркулярная пила; -Ножовка по металлу; -Гвоздезабивной пистолет; -Ленточная пила; -Шуруповерт; -Коронка; -Зажимы; -3D-принтер;
Барабан готов. Изготовление барабана не сложно и не дорого, при необходимости можно изготовить несколько барабанов, с абразивом разной величины.
Шаг второй: стол Верхняя часть стола изготовлена из МДФ. Отрезает доску по ширине токарного станка. По бокам закрепляет рейки. Нижнюю часть стола устройства мастер изготовил из ламинированной доски от старой кровати. Ширина доски чуть меньше растояния между брусками верхней части. Сверлит отверстия для болтов крепления.
Ремонт шабрением
Шабрение направляющих или шабрение с последующей притиркой остается до сих пор самым эффективным способом восстановления их геометрической, технической точности. И сейчас этот способ часто используется, на протяжении многих десятилетий демонстрируя прекрасный результат ремонта станины. В первую очередь надо обследовать состояние направляющих, определить степень их износа. То место, где износ минимальный, принимается за базовой уровень, а данные замеров заносятся в таблицу, на основании которых будет производится ремонт. В токарном станке за базовую поверхность принимают чаще всего место расположение задней бабки, которое в процессе эксплуатации оборудования практически не изнашивается. Метод включает следующие этапы:
- установка станины станка на жесткое основание (ремонтный стенд), следует выставить продольное и поперечное положение станины точно в горизонтальной плоскости клиньями, башмаками или с помощью домкратов;
- после окончания подготовительных работ выполняется черновое (предварительное) шабрение с рабочей шириной шабера 20-25 мм при этом выдерживается длина штрихов на поверхности более 10 мм и достигается 4-6 пятен при контроле на краску в квадратах 25×25 мм. Этим достигается разбивка крупных пятен на более маленькие;
- получистовое шабрение выполняется шабером 12-16 мм, длиной штрихов 5-10 мм до достижения 8-15 пятен на квадрат;
- финишное (чистовое) шабрение производят шабером шириной 5-10 мм и длиной штрихов 3-5 мм для достижения 20-25 пятен в квадрате.
Некоторые особенности шабрения направляющих
Поскольку шабрение является одним из наиболее распространенных методов ремонта направляющих станины, рассмотрим последовательность выполнения данной технологической операции.
- Сначала обработке подвергаются участки под задней бабкой, которые страдают от износа меньше всего.
- Затем рассматриваемые узлы токарного станка обрабатываются под прижимными планками и под кареткой. Отклонения от параллельности после такой обработки не должны превышать 15 мкм по длине элементов.
- После этого выполняют шабрение направляющих поперечного суппорта, контролируя их прямолинейность и параллельность.
- Следующий этап ремонта – это обработка ответных направляющих каретки. Контроль за выполнением этого процесса, при котором должна быть обеспечена параллельность между винтовой осью и направляющими (расхождение – не более 35 мкм), осуществляют при помощи трехгранной линейки.
- В том случае, если продольные направляющие каретки изношены достаточно сильно, для их ремонта обязательно используют антифрикционные составы. После выполнения данной процедуры контролируются следующие параметры: соосность ходового вала и его посадочной зоны; надежность зацепления реечной шестерни и самой рейки, обеспечивающих точное перемещение каретки в продольном направлении; перпендикулярность оси шпиндельного узла и поперечного передвижения суппорта.
- После этого выполняется ремонт задней бабки токарного станка (вернее, направляющих, по которым передвигается данный узел), для чего также используется антифрикционный состав.
Полирование
Полирование на токарном станке с целью получения высокой чистоты поверхности (V9—V11) осуществляют абразивной шкуркой, представляющей собой полотно с наклеенным на него слоем абразивных зерен. В зависимости от размера зерен различают шкурки грубые (№ 6, 5, 4), средние (№ 3, 2), мелкие (№ 1,0) и отделочные (№ 00,000).
231. ГЛАДКИЙ ВНУТРЕННИЙ ПРИТИР:
1 — оправка, 2 — разжимной притир, 3 — направляющий штифт
Полирование на токарном станке выполняют при помощи жимков — двух шарнирно связанных деревянных колодок, между которыми вкладывают абразивную шкурку (рис. 232). Токарь удерживает жимки за ручки левой рукой, создавая необходимый прижим шкурки к заготовке (детали), а правой рукой поддерживает шарнир и осуществляет продольную подачу. Можно закреплять шкурку в резцедержателе при помощи деревянной колодки с обхватом заготовки (детали) шкуркой (рис. 233,а), или с прижимом шкурки к заготовке (рис. 233,6). Не допускается прижим шкурки к заготовке (детали) вручную.
Шлифовальная головка ВГР 150
Есть несколько популярных моделей головок для круглого шлифования, среди которых отметим ВГР 150. Она имеет следующие особенности:
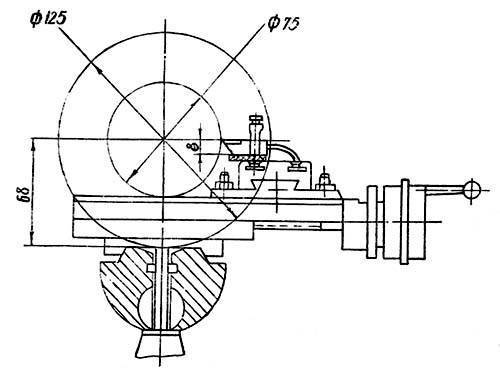
- поставляется со шпинделем для наружного шлифования с диаметром круга 125 миллиметров;
- версия ВГР 150 также может использоваться для шлифования внутренних поверхностей с кругом диаметром от 8 до 40 миллиметров;
- установки модели можно провести на станке токарной группы с диаметром шпильки под резцедержатель не более 22,5 миллиметров. при этом станина ВГР 150 имеет поверхность прилегания 202 на 102 миллиметра;
- при наружном шлифовании показатель частоты оборотов шпинделя на холостом ходу составляет 5000 об/мин, для внутреннего – 16 800 об/мин на холостом ходу. при работе показатель может существенно снижаться, что зависит от значения поперечной подачи. при сильной подаче есть вероятность проскальзывания ремня на установленных шкивах, что позволяет исключить вероятность смещения выходного вала электродвигателя относительно обмоток, а также его деформации;
- приводные валы ВГР 150 установлены на прецизионных подшипниках;
- шпиндельная втулка и моторная база имеет возможность регулировки, что в большей степени повышает универсальность приспособления;
- при помощи ременной передачи можно проводить регулировку скорости вращения круга в зависимости от поставленных задач, как правило, есть 2 передачи;
- использовать ВГР 150 можно для получения размеров с точностью в пределах от 0,01 до 0,02 миллиметров. этот момент определяет то, что модель 150 и 200 могут использоваться для получения поверхности высокой чистоты.
Максимальный диаметральный размер заготовки при использовании ВГР 150 ограничивается продольным перемещением суппорта и зависит от особенностей токарного станка.

Шлифовальная головка
Сталь и чугун при помощи рассматриваемой оснастки могут пройти процесс финишной обработки на токарном станке. При этом можно достигнуть такой же показатель шероховатости, как и при использовании круглошлифовального оборудования. Модель 200 отличается от рассматриваемой мощностью установленного электродвигателя и максимальными диаметральными размерами устанавливаемых кругов. Подобным образом можно понизить стоимость производства деталей за счет повышения универсальности используемого оборудования. При этом отметим, что оснастка подойдет для старого и нового токарного оборудования, так как имеет универсальное применение.
Шлифование валов врезанием
Шлифование врезанием существенно отличается от других методов. В этом случае в работе применяется шлифкруг, высота которого равняется длине шлифования или больше ее, поэтому нет нужды осуществлять подачу на глубину.
Наиболее производительным и качественным способом обработки считают врезное шлифование при работе с жесткими заготовками. Это касается тех ситуаций, когда ширина шлифкруга может перекрывать ширину детали. Так, шлифовальный диск перемещается с постоянной поперечной подачей (м/об. заг), пока не будет достигнут нужный размер заготовки.
Данный способ действенен при обработке кольцевых канавок, фасонных поверхностей. Тогда шлифкруг заправляют в соответствии с формой поверхности или канавки.
Параметры резцов для применения их в оборудовании
Ключевые параметры технологического процесса этого вида деятельности зависят от выбранной насадки (резца). Угол ее поворота влияет не только на придаваемую форму при точении и вырезании заготовки, но и на температуру. Главная задача мастера — следить за эффективным отводом температуры металла, так как при сильном нагреве детали могут потерять первичную геометрическую форму. Нагрев заготовок зависит от их размера и плотности металла. Для чугуна, например, не рекомендовано во время первой операции устанавливать главный угол резца на 60 и более градусов, так как сильное воздействие на материал нагреет его до критической температуры. Оптимальным параметром в таких условиях будет угол в 45 градусов с последующим его увеличением к нужному показателю.
Выделяют два основных вида резцов для расточки металлических заготовок:
- Черновые резцы;
- Чистовые резцы.
Первый вариант необходим для первичных процессов растачивания, когда снимается значительная часть металла. Структура и поверхность резца не позволяет добиться идеальной гладкой поверхности. Подобные насадки обладают высокой механической прочностью, так как подвергаются высоким нагрузкам из-за большого объема снятого металла (это приводит к нагреву и другим факторам). Несмотря на первичную расточку, во время этой операции достигается максимальная размерная точность.
Чистовые резцы предназначены для точной филигранной расточки и приданию точных размеров, указанных в техническом задании. Если «грубые» насадки могут оставить шероховатую фактуру на заготовке, то чистовые резцы полностью сглаживают поверхность, удаляя любые неровности и элементы стружки даже на самых плотных металлах и сплавах. Форма резцов разработана таким образом, чтобы стружка в процессе отвода не западала в движущиеся механизмы, а выводилась наружу в специально отведенные емкости под патроном и шпинделем.
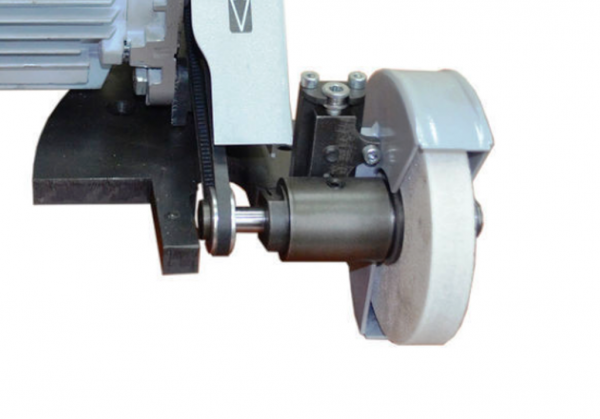
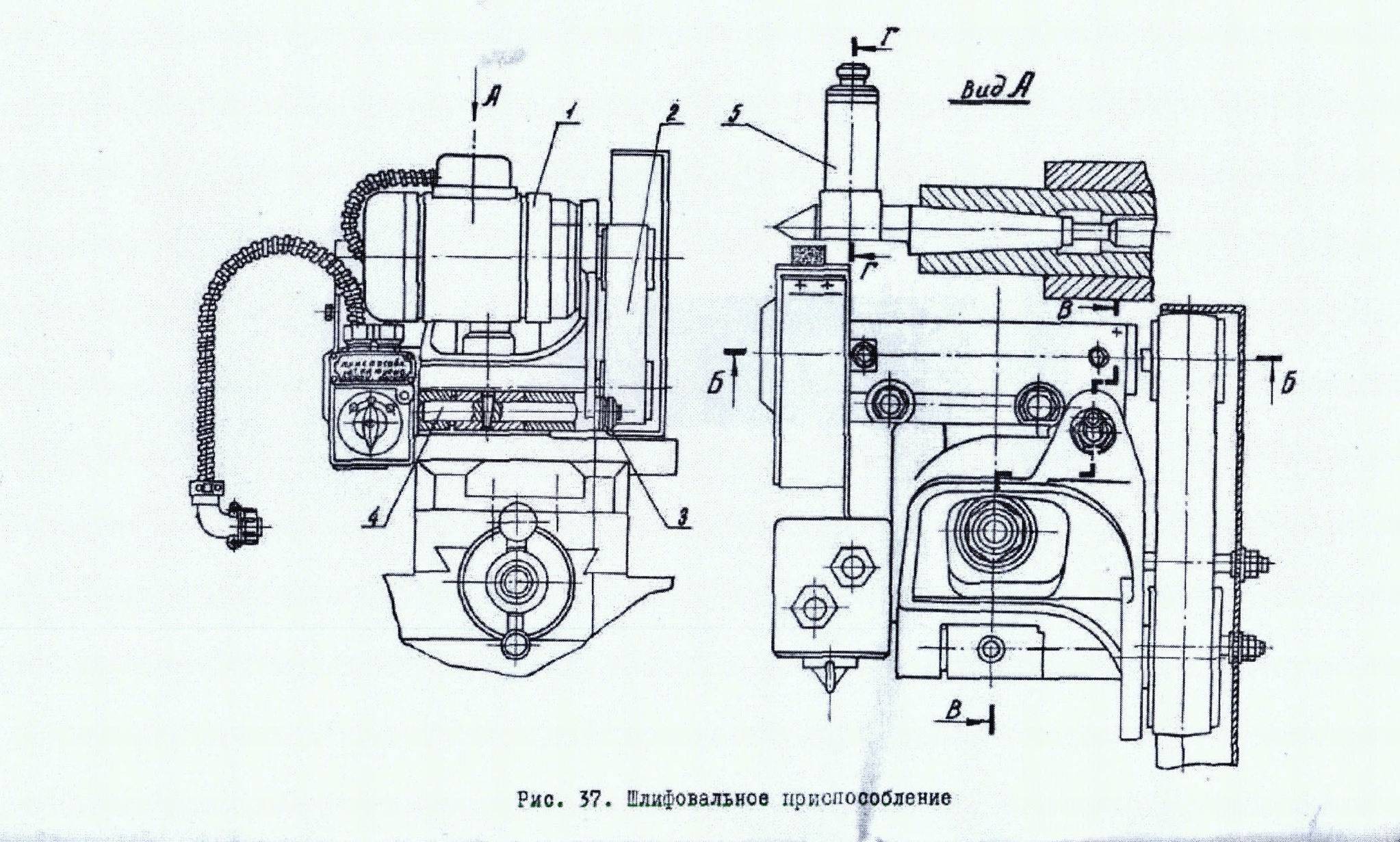
Шлифовальная головка для токарного станка

ПРОМКАСКАД объявляет о запуске новой серийной продукции – шлифовальная головка для токарного станка. Для обеспечения чистовой обработки деталей изготовленных на токарном станке часто требуются круглошлифовальные станки. Но не все компании могут позволить себе содержать широкий парк металлообрабатывающего оборудования. Поэтому существует большая потребность в специальной оснастке на токарные станки (самый распространенный тип металлообрабатывающего оборудования). Для обеспечения потребности в шлифовальном оборудовании была разработана специальная шлифовальная головка на токарный станок. Она позволяет производить как круглое наружное шлифование так и круглое внутреннее шлифование.
Шлифовальная головка состоит из электродвигателя мощностью от 1.1 кВт, подключаемого в электросеть токарного станка, станины, устанавливаемой на универсальном токарном станке вместо штатного резцедержателя, и скоростного шпинделя. В полной комплектации головка Шлиф-1 имеет два шпинделя: для наружной шлифовки абразивными кругами диаметром 125 мм и для внутренней шлифовки шарошками диаметром от 8 до 40 мм. Внутришлифовальные шарошки наклеиваются на входящую в комплект шпинделя оправку.
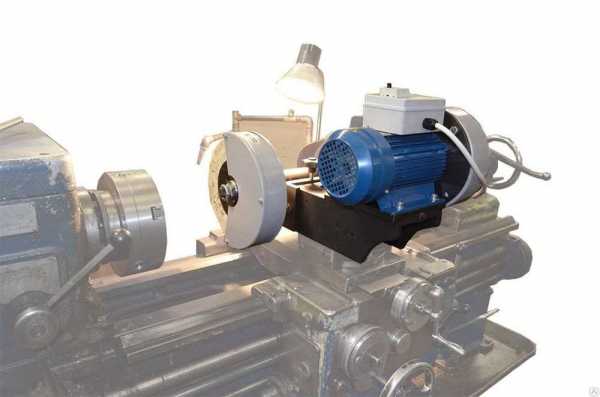
Шлифовальная головка Шлиф-1 устанавливается на токарные станки с диаметром шпильки резцедержателя не более 22,5 мм. Поверхность прилегания к основанию 202 мм х 102 мм. Размер максимального внешнего диаметра шлифовки ограничен продольным перемещением суппорта токарного станка. Если отвести суппорт на себя до упора, прибавить к оси шпильки резцедержателя 167,5 мм ( в сторону обрабатываемой детали), то получим место где находится край абразивного круга диаметром 125 мм. Максимальный радиус обрабатываемой детали – это расстояние от этой точки до оси токарного патрона.
Минимальное расстояние от оси резцедержателя, до оси шпинделя шлифовальной бабки составляет 105 мм. Длинна паза 40 мм. Соответственно получаем диапазон поперечной фиксации шлифовального приспособления в 40 мм. Частота вращения шпинделя для наружного шлифования на холостых оборотах при 50Гц – 5000 об/мин, внутришлифовальный шпиндель вращается со скоростью 16 800 об/мин. Конструкция этого приспособления отвечает строгим требованиям машиностроительных норм и эргономики.
К преимуществам головки можно отнести:
- Экономия – нет необходимости покупать отдельный шлифовальный станок;
- приводные валы на прецизионных подшипниках;
- моторная база и шпиндельная втулка регулируются;
- частота вращения шпинделя конфигурируется в зависимости от типа задачи;
- точность в пределах 0,01 – 0,03 мм;
- высокая чистота поверхности;