

Сгибаем профильную прямоугольную трубу под 90 градусов
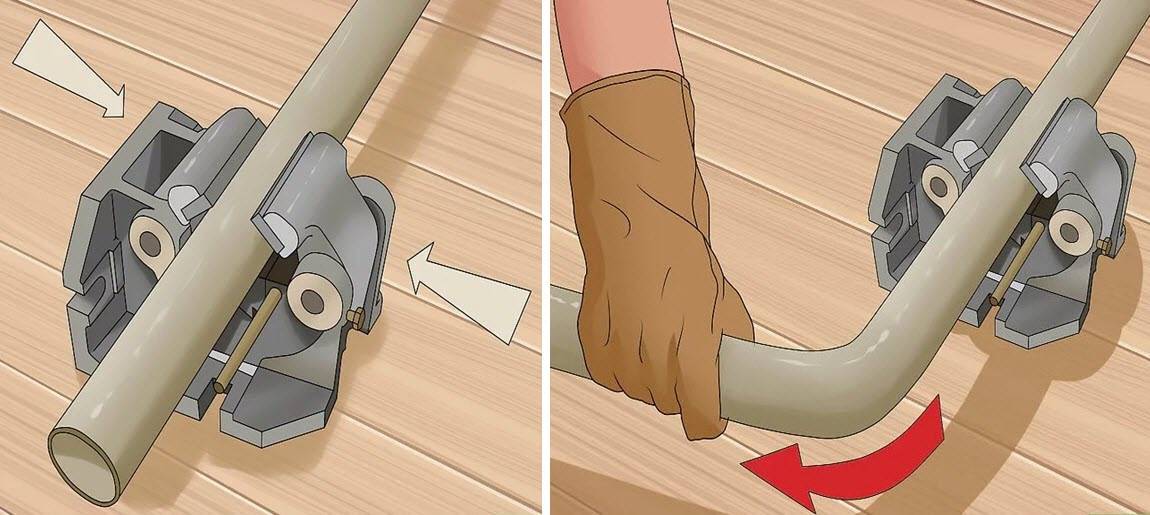
Достоинством использования трубогиба является то, что можно очень просто и быстро согнуть трубу под 90 градусов. Рассмотрим на видео ниже как это правильно делать:
В деле строения теплиц металлический каркас куда выгоднее деревянного, поскольку сами металлические каркасы куда тоньше, что позволяет пропускать в теплицу больше света. Однако, одна из оговорок возведения теплицы с использованием металлических дуг — сложность при сгибании.
Сегодня мы расскажем вам всё о профильных трубах, а главное — как же их правильно сгибать, чтобы иметь возможность построить хорошую и качественную теплицу, которая будет красиво смотреться и функционально радовать. Приступим же к детальному рассмотрению данного вопроса.
Изгибание труб без радиуса
Создавая пространственный каркас, проектировщики сталкиваются с необходимостью изготовления элементов, в которых нужно создать детали, где участки труб соединяются между собой под прямым углом (90 градусов) или под острым углом (45 градусов, например). Можно нарезать отрезки, а потом сварить их между собой. Однако вопрос можно решить и иначе:
- Произвести разметку для будущего выреза.
- Произвести вырез лишнего металла.
- Выполнить гиб, соединяя кромки произведенного реза. Сварить металл по кромкам.
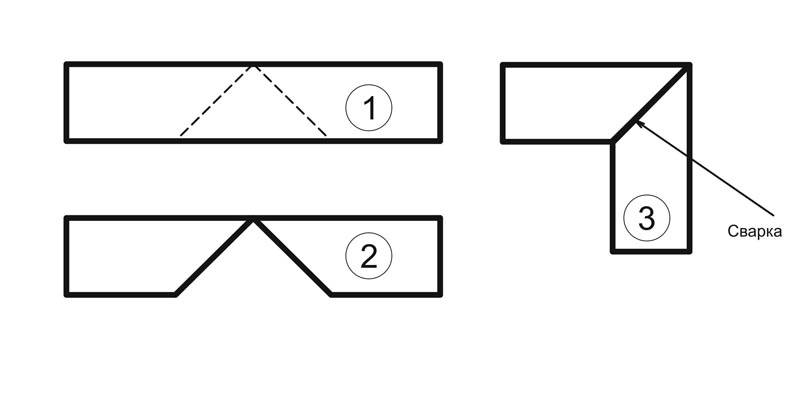
Схема техпроцесса изгиба под прямым углом с подрезкой:
1 – разметка; 2 – вырезание излишков металла; 3 – сгибание и сварка кромок
Такой способ позволит получить достаточно прочную деталь, в ней часть металла остается целой.
Если не выполнять подрезание, то излишкам металла деваться некуда. Получается непривлекательный вид изделия.

Прямой гиб профильной трубы без подрезки
В чем причина подобного явления? Чтобы понять, как происходит простое изгибание, следует рассмотреть схему.
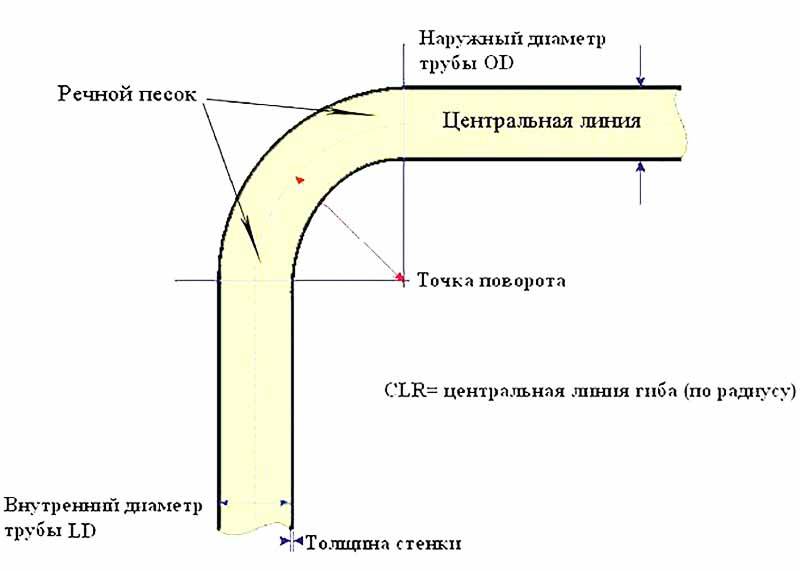
Схема формирования изгиба в трубах
Если имеется подходящая оправка, выполняется гиб:
- Один конец закрепляется неподвижно.
- Поверхность заготовки прислоняется к базовой поверхности, относительно которой будет производиться перемещение второго конца.
- Прилагается усилие, и выполняется формирование новой поверхности.
Внутри можно увидеть центральную линию, по которой и выполняется гибка трубы.
Не только в пустотелых изделиях происходят подобные явления. Даже в сплошных деталях смещение слоев относительно друг друга происходят аналогичные явления.
Приспособления для гибки труб
Вопрос о том, как согнуть трубу без трубогиба, не вызовет затруднений, если использовать для выполнения этой операции простейшие приспособления. Выполнять холодную гибку труб можно с помощью следующих устройств.
- В тех случаях, когда согнуть необходимо мягкую (алюминиевую) или стальную трубу с высотой профиля не больше 10 мм, используется горизонтальная плита с отверстиями, в которые вставляются упоры – металлические штыри. При помощи этих штырей и выполняется гибка изделий по требуемым параметрам. У данного метода есть два серьезных недостатка: невысокая точность гибки, а также то, что при его использовании необходимо прикладывать значительные физические усилия.
- Изделия с высотой профиля 25 мм лучше гнуть при помощи роликовых приспособлений. Труба надежно фиксируется в тисках, а к той ее части, которую надо согнуть, усилие прикладывается при помощи специального ролика. Данное приспособление позволяет получить более качественный изгиб, но также требует приложения физических усилий.
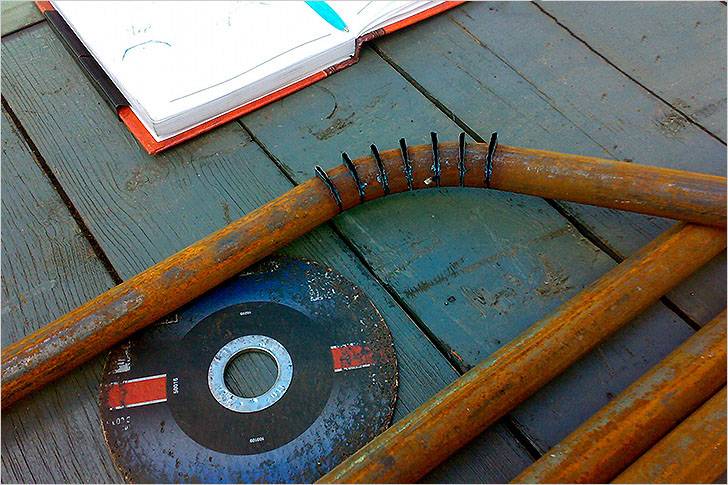
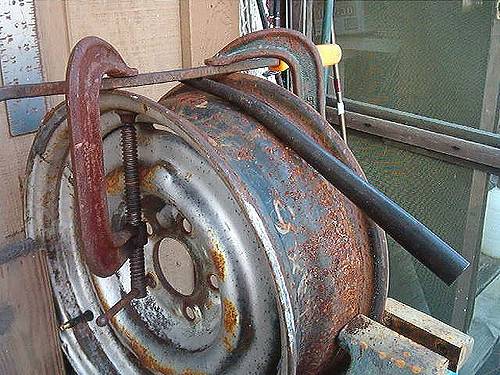
Вариант, что называется, на скорую руку. Длинный рычаг этого крайне незамысловатого приспособления позволяет справиться с довольно толстыми трубами
Сделать разовый изгиб трубы помогут элементарные приспособления
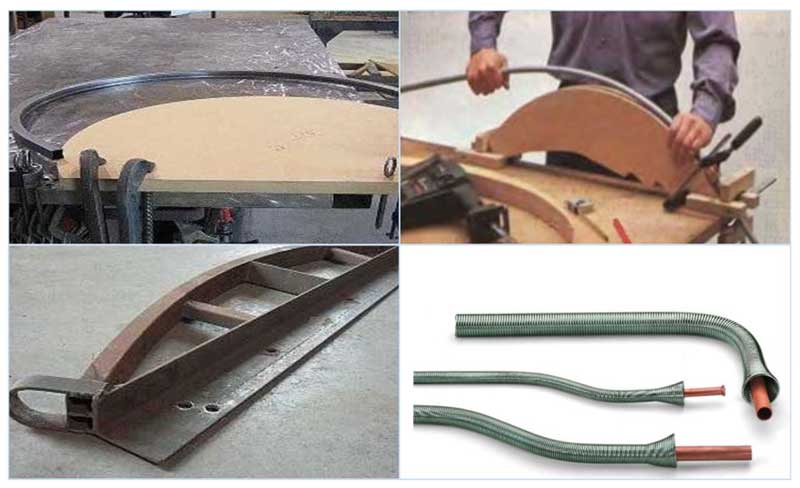
Для формирования на стальных или алюминиевых профтрубах изгиба с большим радиусом кривизны используют неподвижные округлые шаблоны, на которых монтируют специальные хомуты для фиксации изделия. На таком приспособлении трубу гнут также вручную, с усилием укладывая ее в паз шаблона, форма которого точно соответствует требуемому радиусу изгиба.
Фанера и металлические скобы – это всё, что нужно для изготовления гибочного шаблона
Гибочная плита
Чтобы эффективно гнуть стальные или алюминиевые трубы в домашних условиях, можно изготовить модернизированную гибочную плиту, воспользовавшись следующими рекомендациями.
- Роль такой плиты играет панель, которую вырезают из листового металла большой толщины.
- Панель, выполненную таким образом, приваривают к стойке, которая устанавливается на специальный пьедестал.
- В панели просверливается два отверстия, необходимые для установки болтов, служащих упорами для профильной трубы.
- На один из болтов-упоров устанавливается специальная насадка, при помощи которой и регулируется радиус изгиба.
- Чтобы обеспечить соосность отрезков трубы, прилегающих к сгибу, над заготовкой размещают металлическую пластину, фиксируемую болтами.
Схема стенда для гибки профильных труб
Принцип изготовления несложного самодельного гибочного устройства
Гибка по оправке
Для гибки в домашних условиях профильных трубных изделий, высота стенки которых не превышает 25 мм, можно изготовить специальную оправку. В этих целях лучше использовать габаритный верстак, на поверхности которого будет достаточно места для такого приспособления. Для выбора оптимального места расположения элемента, фиксирующего сгибаемую трубу, на одном конце верстака выполняются часто расположенные отверстия. За обеспечение требуемого радиуса изгиба профтрубы отвечает специальный шаблон, который можно изготовить из толстой фанеры или металлического уголка, если вы собираетесь часто его использовать.
Сгибание профильной трубы при помощи оправки
Применение профилегиба
Конечно, если вам предстоит значительный объем работ по гибке профильных труб, лучше изготовить для этого специальный станок, чертежи которого несложно найти в интернете. Не будем здесь разбирать данный вопрос, так как более чем детально рассмотрен в статьях по ссылкам ниже.
Один из многочисленных вариантов самодельного профилегиба
Не обойтись без такого станка и в том случае, если вам надо согнуть трубы с большим сечением профиля. Основными рабочими органами такого станка, отличающегося широкой универсальностью, являются три валка, два из которых фиксируются неподвижно, а за счет изменения положения третьего регулируют радиус изгиба изделия. В качестве привода такого устройства используется цепная передача и рукоятка, которую вращает оператор.








Как согнуть квадратную трубу
Чтобы согнуть квадратную арматуру необходим гибочный станок. Его можно изготовить самостоятельно. Он не сложной конфигурации и комплектуется из:
- профильного неподвижного ролика;
- обматывающего ролика;
- длинного рычага.
Такой трубогиб считается самым просты, при этом очень практичным. Чтобы согнуть профиль, необходимо:
- арматуру вставить между роликами в месте изгиба;
- обеспечив заготовке надежный упор, нажимаем на рычаг;
- обволакивающий ролик начинает поджимать и изгибать заготовку.
Таким способом арматура сгибается под любым необходимым углом.Видео: гнем металопрофиль квадратного сечения
Сгибаем металлопластиковые трубы
Стоит отметить, что при изгибе металлопластиковых труб по неаккуратности можно повредить изделие. Диаметр трубы уменьшается. Существует самый простой способ сгибания трубы в домашних условиях. Нужно заполнить полость трубы песком до отказа, а потом зафиксировать его высыпание с боков заглушками. Самый лучший вариант использовать небольшой деревянный черенок. Нужно очень аккуратно вставлять его в трубу, чтобы не повредить ее.

Далее вся работа выполняется вручную. Если металл мягкий, то изделие можно согнуть в руках. Но если труба довольно жесткая, то можно вставить ее в закопанную трубу большего диаметра и по средствам рычага постепенно выполнять изгиб. Зимой можно прибегнуть к другому способу. Заливается в трубу вода, и ожидают, пока та замерзнет. Далее можно гнуть изделие. Когда изгиб будет выполнен, то лед размораживается и вода вытекает.
Для того чтобы изгибать металлические трубы, то без газовой горелки или паяльной лампы не обойтись. Перед тем как гнуть трубу, нужно наполнить ее песком. Далее один конец крепится в тисках. Начинаем нагревать изделие. Если труба стальная, то ее красный цвет при нагревании является знаком того, что трубу можно изгибать. Алюминий не покраснеет. Потому проверяем степень нагревания с помощью листа бумаги. Если он начнет дымить, значит греть больше трубу не нужно. Чтобы не обжечься, необходимо работать в перчатках.
Совсем иная ситуация складывается с оцинкованными трубами. Для того чтобы согнуть их, запрещается использовать лампу или другой инструмент для прогревания.
Если труба имеет квадратное сечение, то ее можно сгибать без нагревания. Достаточно заполнить ее песком или заморозить водой. Дополнительно используется резиновая киянка. Труба устанавливается на опору краями, а после киянкой выполняется нужная степень изгиба. В том случае, когда изгибается труба большого диаметра, можно нагреть ее в месте изгиба.
При этом нужно оставить прежнюю форму трубы. Здесь используется прочная пружина. Ее помещают в трубу на место изгиба, предварительно привязав пружину веревкой, чтобы потом можно было легко вытащить с трубы. Теперь можно начинать сгибать изделие.
Металлопластиковые трубы нужно сгибать во многих местах при оборудовании теплого пола. Это необходимо для того, чтобы максимально заполнить трубами пространство на полу. Конечно же, можно сгибать трубы вручную, но не более чем на 15 градусов на каждые два сантиметра. Но для того чтобы достичь большего изгиба, нужно заполнить трубу проволокой, которая не даст изделию сломаться в месте изгиба.
Чаще всего металлопластиковые трубы находятся на виду. Это значит, что их вид должен быть эстетичным. Изгиб получится ровным тогда, когда в трубу засыпать песок, закрыть ее края заглушками. Один конец вставляется в тиски, в месте изгиба выполняется нагревание. После можно плавно гнуть изделие.
Сгиб трубы вручную

Гнуть пластиковые трубы вручную необходимо с соблюдением определенной технологии
Если вы не знаете, как гнуть металлопластиковые трубы самостоятельно, то можно воспользоваться этим способом.
Важно: при условии, что физическая сила позволяет сделать это. Гнуть пластиковые трубы вручную необходимо с соблюдением определенной технологии
Если де не придерживаться правил, возможна поломка трубы в месте воздействия на неё
Гнуть пластиковые трубы вручную необходимо с соблюдением определенной технологии. Если де не придерживаться правил, возможна поломка трубы в месте воздействия на неё.
Итак, работы выполняют следующим образом:
Тубу необходимо обхватить двумя руками по бокам от предполагаемого места изгиба. Гнём её до тех пор, пока радиус угла не достигнет 20 градусов. Теперь следует сместить силу нажатия левее или правее от сформированного угла и снова согнуть трубу еще на 20 градусов. Таким образом ПВХ тубе придают угол нужного радиуса. Для того чтобы согнуть изделие вручную до радиуса в 180 градусов, придётся сделать около 15 таких манипуляций.
Важно: гнуть таким образом можно трубы, сечение которых не более 1 см. Больший диаметр элемента ПВХ одолеть вручную будет сложно
Чтобы согнутая труба держала заданный угол, можно сначала согнуть её чуть сильнее и уже потом разогнуть до нужного радиуса.
Совет: чтобы не потратить деньги впустую на закупленный, но негнущийся товар, можно закупить несколько отрезков труб от разных производителей и потренироваться гнуть трубы на них. Поскольку каждая туба от конкретного производителя имеет большую или меньшую жесткость, таким образом удастся подобрать оптимальный вариант шлангов для работы на сгиб.
Советы
Для того, чтобы труба легче гнулась, участок изгиба перед работой нужно прогреть строительным феном
Обратите внимание – температура плавления полиэтилена не превышает 135 градусов. Нагрев выше этого значения приведет к непоправимым последствиям. На многих сайтах встречается рекомендация проверять температуру при помощи полоски бумаги
Обугливание бумаги свидетельствует о достижении нужной температуры. Но нигде не указано, что температура обугливания бумаги выше 150 – 200 градусов. Отсюда же следует вывод, что использование паяльной лампы или горелки для нагрева недопустимо, поскольку температура пламени распределяется неравномерно и превышает минимальные значения в несколько раз
На многих сайтах встречается рекомендация проверять температуру при помощи полоски бумаги. Обугливание бумаги свидетельствует о достижении нужной температуры. Но нигде не указано, что температура обугливания бумаги выше 150 – 200 градусов. Отсюда же следует вывод, что использование паяльной лампы или горелки для нагрева недопустимо, поскольку температура пламени распределяется неравномерно и превышает минимальные значения в несколько раз.
Применение трубогибов позволяет изгибать трубы с радиусом менее допустимого, но предварительно необходимо проверить качество на ненужном отрезке из одной партии. Получившийся сгиб распиливают ножовкой и внимательно осматривают на наличие отслоений и иных дефектов. При их отсутствии можно приступать к чистовой работе.
Способы сгибания металлической трубы под углом 90°
Металл – материал достаточно прочный, однако при особом воздействии довольно легко поддается изгибанию. На сегодня существует несколько методов сгибания металлической трубы своими руками.
Использование колышков. При выгибании именно таким способом есть большая вероятность повреждения самой трубы или ее поломки. Избежать этого можно путем заполнения пустоты сухим мелким песком, установив после этого с обоих концов заглушки. Теперь можно переходить непосредственно к процессу сгибания. Для этого вкопайте в землю одну или несколько других заготовок и, используя метод рычага, постарайтесь согнуть ее. Если вы не совсем уверенны в своих силах, потренируйтесь на ненужных кусках с похожим стройматериалом. Данный прием можно применять для конструкций диаметром 16-20 мм. При необходимости и для трубоконструкций большего диаметра. Однако это очень сложный процесс. Также стоит учитывать ее материал. Для оцинкованных лучше использовать другие способы согнуть трубу без трубогиба.
-
- Нагрев металлоконструкции. Данный метод можно применять с целью изменения алюминиевого и стального трубопровода. Для проведения процедуры ее необходимо надежно закрепить в тисках, предварительно заполнив и путем применения газовой горелки нагревать до определенной температуры именно то место, в какое планируется дальнейший изгиб. Нужную температуру нагрева определить достаточно легко: при приближении листка бумаги к месту нагрева, она должна начинать дымиться. В случае нагрева стальной заготовки, дождитесь ярко выраженной красноты материала. В целях безопасности используйте перчатки.
- Использование плоскопараллельной пластины. Технология проведения процедуры требует от вас ее фиксирования в зажиме, после чего проводится искривление, причем делать это нужно вдоль пластины. Данный прием считается наиболее простым и экономным, однако неизменяющаяся кривизна пластины делает выполнение этого метода довольно непопулярным. Для качественного результата рекомендуется использование нескольких пластин с разной кривизной. Главным условием также является применение исключительно стальной трубы, причем длина этой конструкции должна быть достаточно велика.
Употребление металлической пружины. Прием можно использовать для придания нужной форме заготовкам из цветных металлов с хорошей пластичностью. Пружина нужна для предотвращения возможной деформации стройматериала во время процесса сгибания. Для обеспечения хорошего результата рекомендуется учитывать размер пружины, он должен полностью соответствовать внутреннему диаметру металлической конструкции, поскольку ее необходимо вставить в полость. После этого можно производить сгиб, предварительно привязав саму пружину проволокой для облегчения дальнейшего процесса ее извлечения.
- Применение воды в качестве наполнителя для полости. Вместо песка можно с легкостью использовать обыкновенную воду без примесей. Заполнив полость трубы, и закрыв отверстия заглушками, воду заморозьте. После чего требуется нагреть материал. Однако такой метод нельзя ни в коем случае применять для оцинкованных заготовок.










Разравнивание труб и сгибание вручную

Металлопластиковые трубы обладают различными техническими характеристиками, например, коэффициентами деформации и допустимой механической нагрузки.
Именно эти показатели являются определяющими, когда речь заходит о сфере применения данных изделий.
Металлопластиковые изделия продаются в бухтах, перед началом работы трубу следует разровнять. Для этого на один конец кладется металлическая деталь весом 10-15 кг, труба раскатывается по полу. После этого изделие примет приемлемую конфигурацию, отдельные участки можно сделать вручную. Если пластиковая труба имеет диаметр порядка 16 мм, то ее несложно согнуть без каких-либо приспособлений. Порядок разравнивания происходит по такому алгоритму: два больших пальца ставим вместе, под углом 90 градусов, аккуратно сгибаем изделие. Процесс очень хорошо показан в этом видео:
По такому принципу делаются загибы, если приходится обходить углы стен или какие-либо препятствия. Нередко происходит так, что сгибая изделие на 90 градусов, нет возможности «догнуть» его до нужного параметра. В таких случаях применяется специальный трубогиб. Следует помнить, что не рекомендуется делать слишком острый угол, материал может треснуть.
Многие применяют металлопластиковые трубы с сечением 20 мм. Гнуться они по сходному принципу: два больших пальца упираются друг друга, труба располагается в зажатых ладонях, происходит небольшой загиб. Таким образом, получается угол в 90 градусов, изделие также можно деформировать в обратную сторону. Не всегда удается правильно согнуть изделие, в этом случае рекомендуется задействовать собственное колено. Нередко также применяют дверной косяк, при этом угол не должен быть слишком острым, иначе труба сломается.
Внутренний слой труб более гладкий, поэтому они на треть обладают большей пропускной способностью, чем металлические аналоги. Гарантийный срок эксплуатации может составлять до 50 лет. Коэффициент расширения невысокий, под воздействием температуры трубы почти не деформируются. При этом показатель теплопроводности также невысокий. На таких изделиях не накапливается статическое электричество, не необходимости его покрывать защитной краской или грунтовкой. Перед тем как купить продукт прочесть и понять следует маркировку, она присутствует на протяжении всей длинны.
Способы гибки труб большого и малого диаметров
Технологии гибки зависят от пластичности конструкционного материала трубы, толщины ее стенок и габаритов арматуры (внешнего и внутреннего диаметра). Причем все эти параметры определяют и максимальный радиус изгиба, и тип технологического процесса гибки. Поэтому далее по тексту мы рассмотрим процессы гибки труб из разных конструкционных материалов.
Гибка труб из цветных металлов
Например, гибка труб из меди алюминия и прочих цветных металлов с высокой ковкостью осуществляется вручную, холодным способом. Ведь и медь, и алюминий отличаются высокой теплопроводностью, а высокая ковкость этих металлов позволяет «согнуть» трубы без разогрева.
Гибка труб из цветных металлов
И в большинстве случаев процесс гибки медных и алюминиевых осуществляется следующим образом:
- Внутреннее пространство заполняется водой или песком.
- Торцы трубы закрываются пробками.
- Тело трубы гнется с помощью «калибра» — дуги с нужным радиусом, или частокола штырей, в котором можно зафиксировать один торец трубы.
В итоге, можно утверждать, что большинство медных и алюминиевых труб гнут, по сути, кустарными методами. Ну а в промышленном производстве используют высокотехнологичный процесс гидроформирования профиля и тела труб.
Гибка труб из стали
Гибка труб из «нержавейки» или конструкционной стали осуществляется, как холодным, так и горячим способом.
Гибка труб из стали
Причем горячая гибка реализуется с помощью тех же методик, что и деформация арматуры из цветных металлов. Только водой или песком стальную трубу заполнять уже не нужно. Тело стальной арматуры просто прогревают в месте сгиба, до красно-оранжевого цвета, после чего трубу можно согнуть руками. Правда, такую трубу уже нельзя использовать в трубопроводах высокого давления. Ведь после нагрева изменится и структура и прочностные характеристики железоуглеродистых сплавов.
Более продвинутый способ – это механическая гибка, которую реализуют с помощью вальцовых станков. Труба деформируется под давлением верхнего вальца, а нижняя пара транспортирует сквозь зону деформации весь мерный отрезок трубы. С помощью этой технологии можно согнуть трубу даже в кольцо. Причем, механическая гибка практически не влияет на прочностные характеристики труб. Поэтому данный способ практикуют при сборке, и трубопроводов, и металлоконструкций.
Стальные трубы большого диаметра гнут холодным способом, прорезая в теле трубы деформационные канавки (с внешней и внутренней стороны радиуса изгиба). Причем, после деформирования арматуры эти канавки придется заварить. Прочностные характеристики деформируемой трубы, в данном случае, зависят от качества сварочного шва.
Гибка труб из металлопластика и конструкционных полимеров
Гибка труб из металлопластика
В данном случае используются только холодные методы гибки. Ведь полимерные трубы и арматура из металлопластика плавится при температуре выше 175 градусов Цельсия. А естественная пластичность присуща всем полимерам.
Причем для гибки полимерных труб нужно меньшее деформирующее усилие. Например, трубы малого диаметра можно согнуть руками, а калибр или лекало, определяющие радиус изгиба, используются лишь как инструмент контроля результатов процесса.
И даже гибка металлопластиковых колонн большого диаметра осуществляется, по сути, в ручном режиме. Только в этом случае во внутреннюю часть трубопровода нужно засыпать прогретый до 100-120 градусов Цельсия песок, который изменит пластичность тела арматуры. Ведь полимеры начинают «размягчаться» уже при 40-60 градусах Цельсия, а стойкий к высоким температурам металлопластик – при 120-140 градусах.
То есть, с гибкой полимерных и композитных труб нет никаких проблем. Любую арматуру из конструкционных полимеров можно согнуть руками.
Как эффективно произвести сгиб пластиковой трубы?
Инструкция, которая поможет вам достаточно легко согнуть ПВХ трубу, включает в себя несколько пунктов, выполняя которые, вы без посторонней помощи в домашних условиях и пластиковому трубопроводу придадите нужную форму. Итак, для работы с ПВХ трубой вам нужно выполнить следующие действия:

Сгиб пластиковой трубы
- Приобретите древесноволокнистую плиту, из которой в дальнейшем вам необходимо будет соорудить специальную оправу. Эта оправа вам нужна для того, чтобы придать пластиковой конструкции определенную форму.
- После придания плите желаемой формы, ее нужно как следует отшлифовать. Лучше использовать для этого мелкую наждачную бумагу.
- Следующий этап включает в себя формирование из силикона подходящей по форме и размеру оболочки для вашей пластиковой заготовки. Эта оболочка служит креплением ПВХ конструкции в приготовленную заранее оправу. Помимо этого, она способна выполнять защитную функцию от царапин, сколов и других механических повреждений, коим подвержена поверхность пластиковой трубы.
- Теперь следует поместить сам предмет в приготовленную защитную оболочку.
- Следующий этап включает в себя нагрев места изгиба. Пластмасса, подверженная воздействию высокой температуры, начинает смягчаться и осаживаться на установленную оправу. Такие действия в итоге приведут к образованию желаемой формы пластиковой заготовки.
- После придания формы, ей необходимо дать время остыть. Для этого достаточно десяти-пятнадцати минут. Только после этого можно смело извлекать из оправы вашу видоизмененную ПВХ трубу, после чего строй-конструкцию нужно снова оставить для полного ее охлаждения.
Идеального изгиба трубы независимо от ее материала в домашних условиях добиться достаточно сложно. Однако если тщательно изучить теорию и провести не один эксперимент на ненужных участках подобной трубы, вы будете на практике четко понимать, как согнуть трубу без трубогиба и сможете делать это в любое удобное для вас время. Обязательно пользуйтесь нашими советами, чтобы сделать работу максимально правильно и без больших потерь.
Технологии гибки труб
Гнутые трубы нашли широкое применение в таких отраслях индустрии, как машиностроение, строительство, химическая и нефтехимическая промышленность, энергетика. Их использование дает возможность существенно снизить количество сварных швов и повысить герметичность трубопроводов.
Как правило, для гибки труб небольшого диаметра применяется технология «холодного сгиба», при которой получаемый диаметр трубы равен минимальной величине радиуса сгиба, измеряемого по осевой линии трубы. Более эффективным методом гибки труб, является «горячая» технология гибки. При ее использовании материал, из которого изготовлена труба, приобретает большую пластичность, а, следовательно, риски образования гофры, трещин и иных деформаций, уменьшаются.
При использовании обеих технологий гибки труб, важнейшей задачей является обеспечение отсутствия гофр и равнозначности сечений труб. Кроме того, необходимо учитывать и такой параметр, как амортизация трубы, которая определяется видом материала, из которого она изготовлена.
Гибке могут подвергаться сварные и цельнотянутые стальные трубы, а также аналогичная продукция из цветных металлов и сплавов. Обеспечить высокое качество работ позволяет верно выбранный радиус изгиба. Выбор этой величины зависит от материала, диаметра и толщины стенки заготовки.
Исключить образование складок и гофров в местах изгиба труб помогает использование наполнителя. В этом качестве выступает сухой мелкий речной песок или расплавленная канифоль. При выполнении холодной гибки заготовка плотно заполняется песком и забивается деревянными пробками с двух сторон. Место изгиба намечается мелом. Заготовка устанавливается в трубогиб или станок. При этом у нецельнотянутых труб сварной шов должен находиться сбоку. Заготовка вручную или на станке сгибается на нужный угол.
В зависимости от сферы применения, материала и объема партии гибка труб может производиться на ручных, гидравлических и электроприводных трубогибах, а также на трубогибочном оборудовании с ЧПУ.
При монтаже трубопроводов из различного вида материалов его изгиб позволяет уменьшить количество разборных или сварных соединений, понижающих надежность магистрали. При проведении трубогибочных работ полезно знать допустимый радиус гиба трубы, обеспечивающий безопасность и надежную эксплуатацию трубопроводной системы в соответствии с технической документацией.








Чаще всего изгибаемые трубы выполнены из стали и коррозионно-стойких металлов: нержавейки, меди, алюминия, латуни, при устройстве бытовых систем отопления и водопроводов изгибают изделия из пластика и металлопластика. Методы сгибания труб по радиусу различны в зависимости от материала их изготовления и могут быть выполнены ручным или электромеханическим способом на специальных станках.
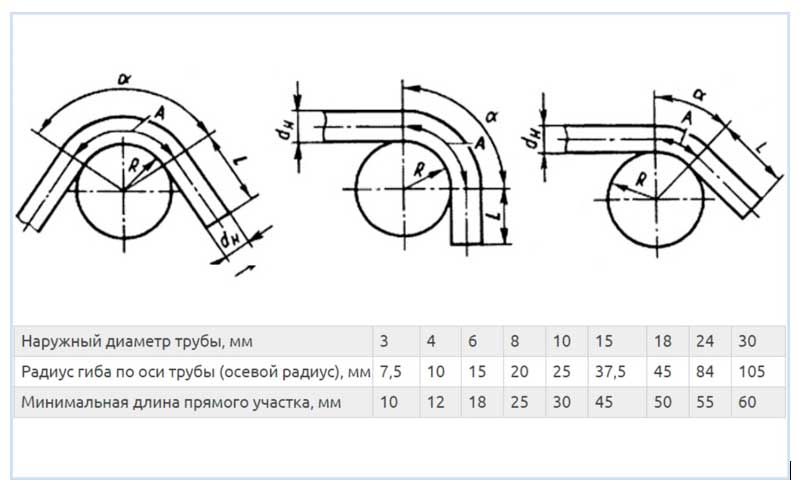
Рис. 1 Углы гиба медных труб и изделий из латуни
Доверьте гнуть трубу настоящим профессионалам!
ООО «Металлоконструкции» (находимся в Москве) — мы гнем трубу любого диаметра, сечения. На нашем предприятии трудятся настоящие знатоки дела, имеющие внушительный опыт в сфере металлообработки. Наша технологическая база позволяет гарантировать скорость выполнения в сочетании с высоким качеством и точностью.
Наши услуги (так же на индивидуальный заказ):
- Гибка стальных;
- Гибка профильной трубы;
- Гибка нержавеющей круглой трубы;
- Металлообработка цветного проката.
В зависимости от материала и радиуса гиба, цельнотянутые трубы гнут холодным или горячим методом, с использованием наполнителя или дорна. Особенность металлообработки нержавеющих сталей заключается в изобилии сплавов с разными характеристиками. Визуально незаметные дефекты: овализация, складки в виде гармошки – оказывают влияние на скорость движения потока, давление, могут ускорить процессы коррозии. Наши специалисты учитывают исходные характеристики и область применения материала, а технологические процессы осуществляются под цифровым контролем.
У нас есть все необходимое для выполнения металлообработки любого уровня сложности и точности. Мы режем и гнем трубу из следующих материалов:
- алюминиевая труба;
- латунь;
- медь;
- сталь и т. д.
Основным критерием при гибке трубы радиусом является относительное удлинение, этот показатель устанавливается стандартами для каждого сорта труб. Кроме этого специалисты анализируют соотношение диаметра и толщины стенки, радиус изгиба волокон в структуре сплава и другие характеристики.
Наши возможности:
- Получение крутоизгнутых изделий с гибом 1,5D и 3D;
- Гнутье труб большого диаметра;
- Работа с заготовками более 6 метров в длину;
- Изготовление сложных геометрических звеньев;
- При необходимости: точность загиба труб до 1 градуса;
- Полное соответствие заданию заказчика;
- Лицензии;
- Высокая квалификация сотрудников.
При выполнении работ возможно сочетание разных методов в рамках одного заказа. По согласованию с заказчиком выполним развальцовочные работы, в результате Вы получите готовые секции с формованной кромкой, которые сразу можно устанавливать на место.
Методы сгибания труб и их преимущества
Сгибание труб является технологией, где нужный поворот в направлении трубопроводной линии создается путем физического воздействия на заготовку, метод имеет следующие преимущества:
- Уменьшенная металлоемкость, в магистрали отсутствуют переходные фланцы, муфты и патрубки.
- Пониженные трудозатраты при монтаже трубопроводов по сравнению со сварными соединениями.
- Низкие гидравлические потери из-за неизменного профильного сечения.

Рис. 3 Дорны для трубогибов
- Неизменная структура металла, его физические и химические параметры по сравнению со сваркой.
- Высокое качество герметизации, линия имеет однородную структуру без разрывов и стыков.
- Эстетичный внешний вид магистрали
Существуют две основных технологии гибки – горячая и холодная, приспособления и методы можно разбить на следующие категории:
- По типу физического воздействия трубогибный агрегат может быть ручной и электрический с механическим или гидравлическим приводом.
- По технологии сгибания – дорновые (гиб при помощи специальных внутренних протекторов), бездорновые, и вальцовочные установки с роликами.
- По профилю – установки для металлопропрофильных прямоугольных или круглых изделий.
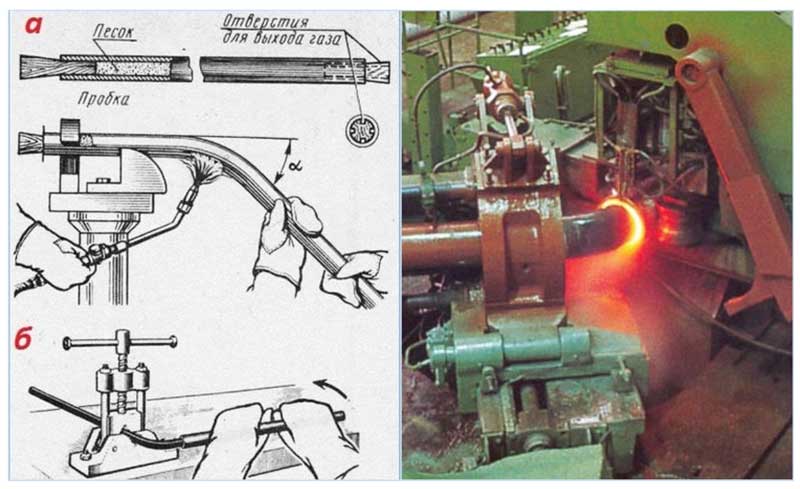
Рис. 4 Горячие способы гибки труб
Горячая гибка
Популярная в быту технология применяется в случаях, когда отсутствует трубогибный аппарат или нет возможности произвести работы холодным способом, процесс состоит из нескольких операций:
- Заготовка заполняется речным мелкозернистым сеяным песком без посторонних вкраплений в сухом виде. Для этого с одного конца вставляют заглушку, засыпают песок и закрывают отверстие с другой стороны.
- Место изгибания нагревается до температуры не более 900 градусов во избежание пережога и производится постепенное плавное механическое наматывание детали вокруг округлого шаблона.
- По окончании процесса заглушки извлекаются и из заготовки высыпается песок.
Холодные методы сгибания круглых труб
Холодные способы имеют неоспоримые преимущества перед горячими технологиями: они не нарушают структуру металла, более производительны и требуют меньше затрат. При холодном сгибе возникают следующие дефекты:
- уменьшение сечения трубы с внешней стороны профиля;
- искривления в загибе в виде гофры с внутренней стороны;
- изменение профильной формы в местах изгиба труб с круглой на овальную.

Рис. 5 Сгибание заготовок из металлопрофиля в быту
Чаще всего подобные дефекты возникают при деформации тонкостенных труб, поэтому при операциях с ними используется внутренний протектор – дорн, вставляемый во внутреннюю полость.
Дорн представляет собой устройство, состоящее из жесткого стержня с подвижными сегментами на краю шарообразной или полусферической формы. Перед работой устройство помещается во внутреннюю полость заготовки таким образом, чтобы его подвижные элементы располагались в точке гиба, по окончании процедуры дорн извлекают из готового элемента и процесс повторяют.





