Нюансы ведения сваривания полуавтоматами
Сварка осуществляется в принципе на любом сварочном оборудовании. Однако, должны соблюдаться некоторые требования. Полуавтомат сварочный для сварки алюминия и его сплавов должен иметь:
- механизм подачи с U-образными канавками и быть с 4 роликами. Это позволит правильно подавать присадочную проволоку без воздействия на ее поверхность;
- наконечник должен предназначаться для подачи алюминиевой проволоки (у него должна быть маркировка AL);
- диаметр отверстия наконечника подающего алюминиевую проволоку больше диаметра проволоки на 0, 4 мм(из-за расширения, которое происходит вследствие нагрева при подаче);
- шланг, подающий проволоку не длиннее 3 м, во избежание деформирования проволоки и его канал должен быть тефлоновым или графитовым, чтобы снизить силу трения (подача осуществляется с большой скоростью).

Режимы ручной и автоматической сварки алюминия в аргоне неплавящимся вольфрамовым электродом
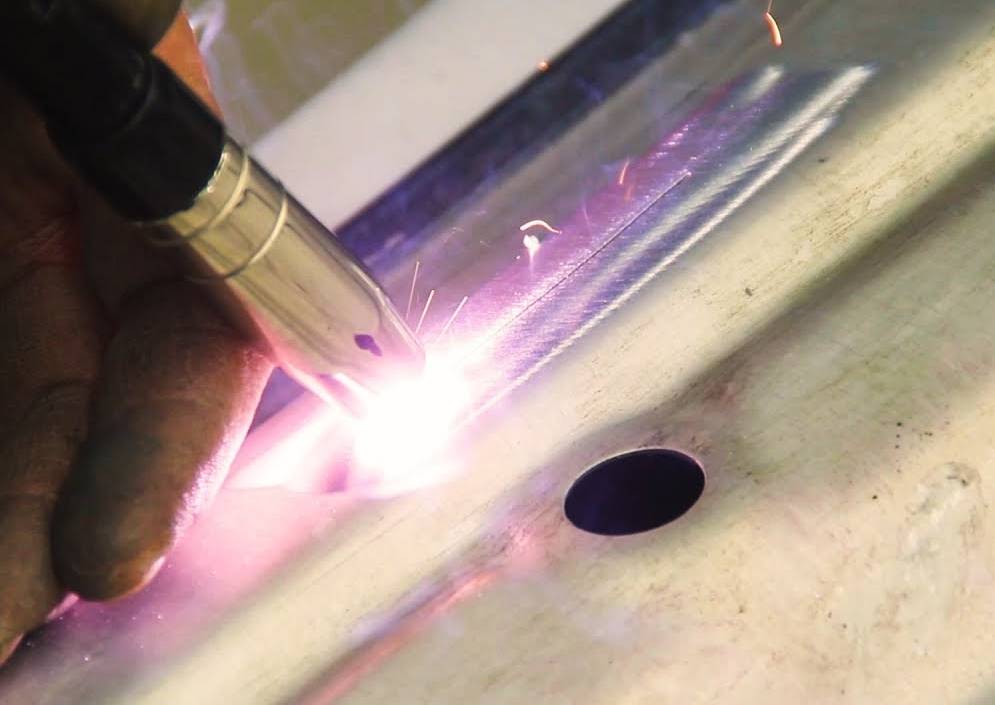
Скорость сварки необходимо согласовывать не только с силой тока, но и с расходом аргона. При большой скорости сварки, неправильном наклоне сопла горелки и малом расходе аргона зона сварки может оказаться недостаточно защищена, что приводит к окислению кристаллизующегося металла.
Диаметр сварочной горелки должен быть согласован с диаметром вольфрамового электрода, который обычно равен 2-5мм. В зависимости от этой величины выбирают силу тока, из расчёта 60-70А на миллиметр диаметра электрода. Ориентировочные режимы ручной и автоматической сварки вольфрамовым электродом в аргоне представлены в таблицах ниже. При механизированной сварке сила тока должна быть немного больше, чем ручной сварке.
Режимы ручной дуговой сварки
| Диаметр электродной проволоки, мм | Диаметр присадочной проволоки, мм | Сила тока, А | Расход аргона, л/мин | Число проходов | ||
| Стыковое, отбортовка кромок | 1,0 | 1,0 | — | 40-50 | 35-50 | 1 |
| 2,0 | 2,0 | — | 80-90 | 65-80 | 1 | |
| Стыковое, без разделки, одностороннее | 3,0 | 3,0-4,0 | 2,0-3,0 | 100-130 | 80-110 | 1 |
| Стыковое, без разделки, двухстороннее | 5,0 | 4,0-5,0 | 3,0-4,0 | 200-240 | 160-200 | 2 |
| Стыковое, V-образная разделка | 10 | 5,0-6,0 | 4,0-5,0 | 250-300 | 240-280 | 5 |
Режимы автоматической сварки
| Тип соединения | Толщина металла, мм | Диаметр электродной проволоки, мм | Диаметр присадочной проволоки, мм | Сила тока, А | Расход аргона, л/мин | Скорость сварки, м/ч | Скорость подачи проволоки, м/ч | Рабочее напряжение, В |
| Стыковое, без разделки | 3,0 | 4,0 | 2,5 | 180-200 | 14-16 | 18-20 | 95-100 | 12 |
| Стыковое, без разделки | 6,0 | 5,0 | 2,5 | 250-290 | 16-18 | 17-18 | 90-100 | 14 |
| Стыковое, без разделки. Сварка на подкладке трёхфазной дугой | 2,0 | 2,5 | 2,5 | 520-550 | 14-16 | 7-8 | 35-45 | — |
Для сварки алюминиевого сплава типа АМг6 толщиной 10мм рекомендуются следующие режимы: диамтер электродной проволоки 5мм, присадочной — 4мм. Сила тока 580-600А, расход аргона 25-28л/мин, рабочее напряжение 16-17В, скорость сварки 10м/ч.
Условия сварки алюминия
Алюминий, являясь металлом с высокими прочностными характеристиками, требует особых условий при выполнении сварки. При соблюдении этих условий можно варить детали из данного металла и своими руками.
- Поверхности соединяемых заготовок должны пройти обязательную очистку от окисной пленки, для чего можно использовать механические или химические способы.
- Необходимо применение наконечника с отверстием большего диаметра, чем диаметр сварочной проволоки.
- Сварку следует выполнять в среде защитного газа, в качестве которого преимущественно используется аргон.
- Требуется следить за стабильностью длины сварочной дуги. Интервал этого параметра должен составлять 12–15 мм. Следует также контролировать скорость выполнения сварки, которая не должна быть слишком высокой (в противном случае не получится достичь качественной проварки соединяемых деталей).
- Если сварка выполняется без использования защитного газа, необходимо выполнять ее при помощи порошковой проволоки или под слоем специального флюса. Защита зоны сварки необходима для того, чтобы минимизировать влияние на нее негативных факторов внешней среды, а также не допустить образования на поверхности соединяемых деталей тугоплавкой оксидной пленки.
- Чтобы формирование сварного шва не сопровождалось его деформацией, подачу защитного газа следует отключать не сразу после окончания процесса сварки, а спустя 5–7 секунд.
- Достичь хороших результатов при выполнении сварки полуавтоматом алюминия позволяет использование четырехтактного импульсного режима.
Свариваем алюминий обычным инвертором без аргона
Мой первый опыт сварки этого металла в без аргонной среде. Я буду сваривать толстые пластины. Закрепляем детали струбцинами. Минус подключаем к нижней пластине. Плюс к электроду.
Изначально рекомендую установить ток 100 А и попробовать.
Варим все на короткой дуге, так как из-за быстрого плавления электрода ее очень трудно ловить, особенно с непривычки.
Приноровившись уже получается стабильно держать дугу.
Как и после обычной сварки отбиваем окалину молотком.
И зачищаем щеткой.
Не судите строго, для первого тренировочного раза, я считаю, это хороший результат.
Особенно учитывая насколько это трудоемко и непривычно после обычной сварки стали.
Технология сварки алюминия с помощью аргона
По степени механизации аргоновую технологию соединения подразделяют на ручную и полуавтоматическую. Рассмотрим первую.
Подготовка металла
Алюминий зачищают от окислов и грязи металлической щёткой или наждачной бумагой. Щётками работают только с этим металлом, чтобы не допустить попадания в зону сварки частиц других материалов – это уменьшит надёжность шва.
Применяют и химический метод зачистки деталей. Для этого в литр воды добавляют по 50 г едкого технического натра и фтористого натрия. Обработка сохраняет чистоту изделий на несколько дней. Для этого детали:
- промывают растворителем;
- протравливают едкой щелочью;
- промывают водой;
- сушат;
- прокаливают 15-20 минут при температуре 300 ̊C.
Режимы аргонодуговой сварки алюминия и необходимое оборудование
Режим процесса определяют род, полярность и величина тока. Для соединения изделий из алюминия применяют переменный или постоянный токи прямой полярности. Величина его зависит от диаметра электрода, толщины и вида металла, что отображено в таблице.
Для определения режима важны и следующие параметры:
- Напряжение дуги – зависит от её длины. Рекомендуют от 1,5 до 3 мм, тогда напряжение составит 11-14 В.
- Скорость сварки – определяется исполнителем исходя из формы и толщины шва.
- Расход аргона – так, чтобы хватило на весь процесс без необходимости прерывания и достаточно для защиты зоны шва от окисления.
- Расстояние между электродом и соплом горелки. Для стыковых соединений – 3-5 мм, тавровых и угловых – 5-8.
Комплект оборудования включает:
- источник напряжения – трансформатор или инвертор;
- горелка для плавящегося электрода или вольфрамового прутка;
- осциллятор для розжига дуги;
- баллон с газом и редуктор;
- средства защиты и расходные материалы.
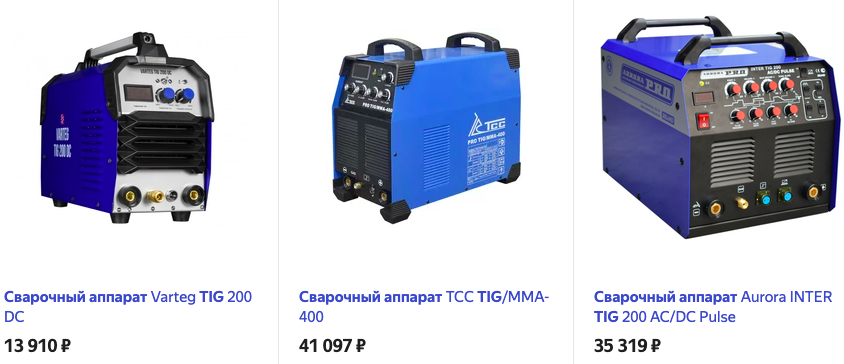 Примерная стоимость аппаратов для аргонодуговой сварки на Яндекс.маркет
Примерная стоимость аппаратов для аргонодуговой сварки на Яндекс.маркет
Оборудование заводского изготовления стоит от 10 до 500 тысяч в зависимости от потребительских свойств и рабочих параметров, а также степени механизации процесса.
Заточка электрода, процесс сварки
Электроды различают по добавкам в их составе. Для сварки алюминия используют маркированные и с концами, окрашенными в следующие цвета:
- WC 20 серый;
- WT 20 красный;
- WL 15 жёлтый.
Затачивают под конус при сварке постоянным током, с закруглённой вершиной – при переменном режиме. Длина заточенной части от 0,5 до 2 диаметров электрода: если длина заточки больше, ширина зоны проплавления получится меньше, чем требуется для качественного соединения; если заточка мала – снизится глубина проплавления. Риски, возникающие при заточке, влияют на стабильность дуги, поэтому конус лучше отполировать.
Прежде чем зажечь дугу, регулируют подачу газа, чтобы процесс шёл с самого начала в защитной среде. Аппаратом Kemppi MasterTig MLS 3003 ACDC работу ведут не дольше трёх минут, после чего, чтобы не перегреть, делают перерыв 5-7 минут. Затем выставляют режим плавного уменьшения тока (заварки кратера), в нашем случае 6-7 секунд. Это конечный участок сварного шва в 5-10 мм, высоту которого плавно уменьшают до нуля. Чтобы усадочная раковина в конце шва не получилась глубокой, подают большее количество присадочного материала.
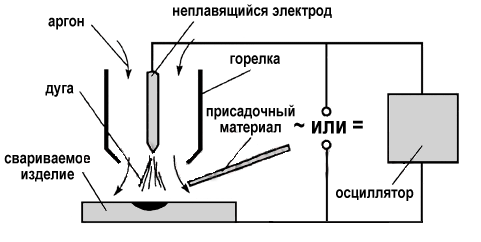 Схема аргонодуговой сварки
Схема аргонодуговой сварки
Дальше задают время выхода газа от 1 до 30 секунд с шагом в одну секунду: аргона должно хватить, чтобы в сварочную ванну от начала до конца не поступал кислород. Поэтому горелку сразу после прерывания струи поднимать не рекомендуют.
https://youtube.com/watch?v=Q1Hp4duHhUc
Алюминий является одним из самый распространенный металлов, но в то же время и одним из самых сложных, так как на нем образуется оксидная пленка, имеющая температуру плавления выше, чем у самого металла. Это вызывает трудности при газовой сварке алюминия. В современном сварочном деле существует несколько способов для его сварки:
- TIG – ручная методика неплавящимся электродом;
- MIG – полуавтоматический способ.
Эти методы могут проходить как в среде защитного газа, так и без него. Рассмотрим далее, как производится сварка алюминия аргоном.
Аргон представляет собой благородный инертный газ, не имеющий запаха и цвета, почти в полтора раза тяжелее воздуха. Он слишком востребован для использования при соединении деталей из-за своей доступности, в сравнении с другими инертными веществами. Без аргона можно варить, но при этом происходит окисление расплавленного металла (при взаимодействии с кислородом), что значительно влияет на качество и эстетичность соединения. Именно поэтому в приоритете газовая сварка алюминия с использованием данного газа.








Преимущества и недостатки
Сварка алюминиевых изделий аргоном имеет следующие положительные качества:
- Более слабый, по сравнению с другими технологиями, нагрев металлических заготовок. Такое свойство помогает соединять элементы сложных конструкций.
- Шов, получаемый при сварке в среде аргона, характеризуется повышенной прочностью и однородностью. В нем нет шлаковых вкраплений, пустот и трещин.
- Получение равномерной глубины провара по всей протяженности соединения.
Технология имеет и недостатки, главный из которых – необходимость использования сложной аппаратуры, тонкой настройки режимов ее функционирования. Основные параметры – скорость формирования шва, равномерность распределения присадочного материала.
Если агрегат настроен некорректно, проволока в сварочную ванну поступает отдельными порциями, сварочная дуга становится нестабильной. Это повышает расход защитного газа и электрической энергии.
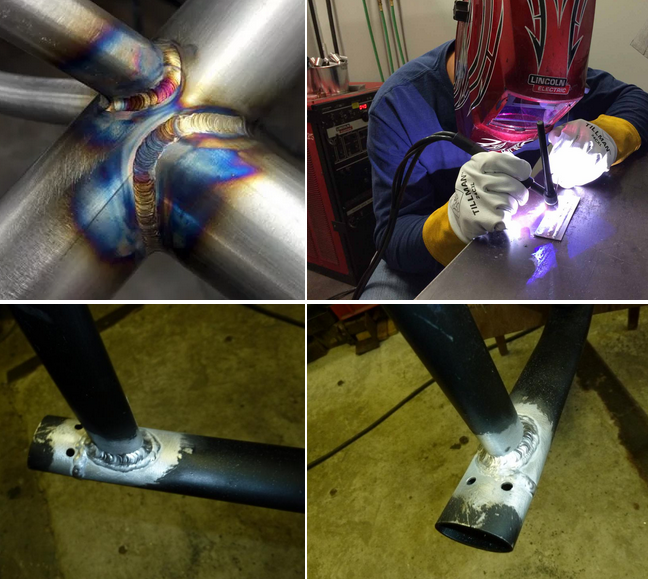
Как правильно варить аргоном: советы мастера
Покупая личный аппарат обратите внимание на маркировку. Обозначение «TIG» свидетельствует, что аппарат работает с вальфрамовыми электродами
Именно такой аппарат подойдет для начинающих мастеров.
Начинающим сварщикам лучше начать сваривать аргоном детали или конструкции из однородного материала. Когда будет уже определенный опыт, то сварщик может экспериментировать с изготовлением деталей из цветных металлов.
Аргонодуговая сварка на специально подготовленном видео, чтобы рассказать об основных этапах работы для новичков. В нем освещены этапы процесса сварки:
- Подготовительный. Как и чем обработать заготовки, чтобы швы были гладкими и надежными. На этом этапе применяются шлифовальная машинка и химические средства.
- К соединяемым деталям прикрепляют массу. Для каждого размера детали есть свои приемы прикрепления массы. И опять на помощь приходят специальные таблицы и видео об аргонной сварке.
- Сначала подается газ, а потом создается электрическая дуга.
- Расстояние от сварочного аппарата до заготовок должно быть до 2 мм. В результате получается узкий и надежный шов.
- Присадочный материал подается в зону сварки плавными движениями. Металл не должен разбрызгиваться.
- Движение горелкой и присадочным материалом делается только вдоль шва. Поперечные движения повреждают заготовки и делают шов слабым и некачественным.
- Присадочную проволоку подают перед горелкой. Их нужно удерживать под углом. Такая подача самая удобная, чтобы получить качественный шов.
Умение соединять две детали из сложных сплавов — это полезный навык, который может пригодится в самых разных ситуациях. Овладеть этим умением несложно, просмотр ряда уроков и немного тренировки, позволят начать активно использовать его в повседневной жизни. После обучения новичок сможет выполнять изделия даже из алюминия и титана.
Оборудование и оснащение
Для сварки аргоном требуется особое оборудование:
- Инвертор или обыкновенный сварочный трансформатор, мощности которого должно хватать для сварки (в частности, может быть использован трансформатор с мощностью холостого хода 60−70 В).
- Силовой контактор, через который на горелку подается напряжение.
- Осциллятор.
- Специальный регулятор, отвечающий за время обдува аргоном сварочной зоны (газ должен быть подан за несколько секунд до процесса, а подача его прекращается через несколько секунд после окончания сварки).
- Горелка с керамическим соплом и зажимом для фиксации вольфрамового электрода.
- Баллон газа и редуктор, регулирующий уровень давления аргона, который подается в зону сварки.
- Присадочные прутки и электроды из вольфрама.
- Выпрямитель, который вырабатывает постоянный электроток напряжения 24 В, подающийся на коммутирующие устройства.
- Дополнительный трансформатор, который отвечает за подачу напряжения к коммутирующим устройствам.
- Реле, отвечающее за включение/отключение осциллятора, контактора, электрогазового клапана, которому нужно напряжение 24 или 220 В.
- Индуктивно-емкостный фильтр, который обеспечивает защиту аппарата от отрицательного воздействия высоковольтных импульсов.
- Амперметр для измерения величины тока.
- Автомобильный аккумулятор (можно неисправный) емкостью 55−75 Ah, необходимый для снижения постоянной составляющей сварочного тока, которая обязательно возникает при сварке с использованием переменного тока (к сварочной цепи аккумулятор подключается последовательно).
- Сварочные очки.
В марке готового сварочного аппарата должна быть аббревиатура TIG. Использовать его можно после дополнительной комплектации горелкой, газовым баллоном, элементами, которые управляют подачей защитного газа.
Подготовка металла к сварке
Без предварительной подготовки поверхности свариваемых кромок добиться качественного соединения будет невозможно.
Механический метод
Очистка пленки окислов происходит с помощью:
- наждачной бумаги;
- шабера;
- металлических проволочных щеток
Желательно использовать щетку с проволокой из нержавейки с максимальным диаметром 0,15 мм. При обработке наждаком возможно загрязнение металла, поэтому применение двух последних методов наиболее предпочтительно. Они проводятся непосредственно перед сваркой
Причиной тому является возможность занесения частиц другого металла ,что в свою очередь значительно снижает надежность сварного соединения. Использование насадки для болгарки или электродрели не рекомендуется, т.к она способствует занесению кислорода в металл. При сильном вдавливании она разрушает структуру, оставляется поры в алюминии, которые могут создать дополнительные трудности при аргоновой сварке алюминия. В промышленности применяются специальные щетки для этих целей.
Химический метод
Разрушения оксидной пленки добиваются травлением в течении 1 мин следующим составом:
- 1л. Воды
- 50г. едкого технического натра
- 45 г. натрия технического фтористого
Затем следует промыть заготовки в проточной воде и осветить.
Хочется отметить, что подготовки требует не только сам свариваемый металл, но также присадочный пруток в виде алюминиевой проволоки. Для получения хороших результатов рекомендуется выполнить следующие операции:
- Промывка растворителем, обезжиривание не требуется;
- Травление при температуре 60-70 °С в 15%-нм растворе натрия технического;
- Промывка холодной водой;
- Сушка;
- Прокалка в течении 15-30 мин. температурой 300 °С в атмосферном воздухе
Как подготовить к сварке соединяемые детали
Хорошо демонстрирует все этапы такой подготовки пошаговое видео ниже:
Для получения качественного соединения необходимо тщательно очистить соединяемые детали от грязи, жира и следов машинного масла. Для такой очистки лучше всего использовать любой растворитель. В случае, если толщина соединяемых листовых заготовок превышает 4 мм, необходимо выполнить разделку кромок, а саму сварку алюминия выполнять только встык. Чтобы удалить с поверхности заготовок тугоплавкую окисную пленку, место их соединения необходимо обработать при помощи напильника или щетки с металлическими ворсинками. Если место соединения имеет сложную конфигурацию, то такую зачистку можно выполнить при помощи шлифовальной машинки.
Какой полуавтомат подойдет для сварки алюминия
Производители предлагают бытовое и сварочное оборудование в большом ассортименте. Есть компактные модели, генерирующие ток различных параметров.
Функционал
При выборе сварочного полуавтомата для сварки алюминия в частную мастерскую, автосервис, лучше выбирать устройства с функцией TIG, вырабатывающие импульсный ток высокой частоты. Они оснащены режимом «PULSE». Работа на них снижает риск прожогов, поддерживается стабильная короткая дуга. С инверторами TIG без импульсного блока работа идет в три раза медленнее, но качество соединения тоже будет высоким.
Простенькие инверторы с функциями MIG/MAG применяют для бытовых целей, к ним можно подключать аргон и углекислый газ. С такими инверторами сложно сделать качественное соединение, они рассчитаны на невысокие токи. За дополнительные функции платить не стоит. Чем сложнее будет оборудование, тем больше риск поломки.
Мощность
Толстый алюминий варят на высоких токах, поэтому для профессиональной работы лучше выбирать трехфазный сварочный аппарат на 380 В. Бытовые подключаются к стандартной сети 220 В, удобны полуавтоматы с двумя входами.
Технические характеристики
Длина шланга для подачи присадочной проволоки не должна превышать 3 метра, мягкая присадка в длинном шланге будет перегибаться, металл легко поддается деформации. Силу трения минимизирует тефлон, обычный канал меняют на тефлоновый. Для сварки алюминия лучше выбирать полуавтоматы с 4-х роликовым механизмом подачи проволоки, канавки должны быть U-образными. Такой блок полуавтомата не будет заминать проволоку во время подачи. Двухроликовые устройства не такие надежные. Диаметр наконечника должен превышать размер проволоки, нужно учитывать коэффициент расширения металла, увеличение толщины присадки в рабочей зоне.
Где же применяют аргонную сварку?
Она подходит для сварки металлов: легированной стали, алюминия, титана. Данный тип сварки эффективен в работе со сплавами. Например, алюминий очень тяжело поддается свариванию другими способами. А в процессе использования аргонного газа алюминий будет соединен долговечным и красивым швом.
Метод имеет целый ряд преимуществ на фоне других способов:
- Образуется поток плазмы, усиливающий накал и расплавление кромок.
- Работы проводятся как на крупных деталях, так и на ювелирных изделиях.
- Присадочный материал расходуется по минимуму.
- Швы получаются однородными и надежными.
Редакторы сайта рекомендуют ознакомиться с рейтингом лучших сварочных масок Хамелеон.
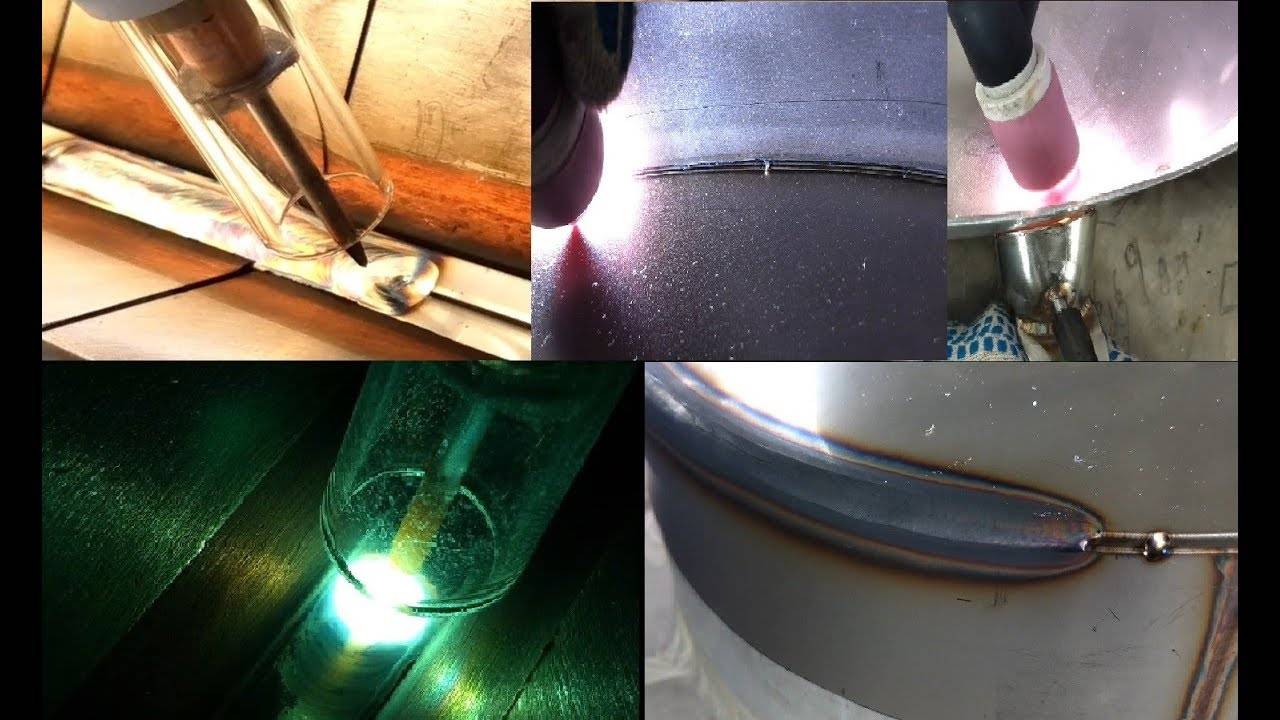
Использовать газовую линзу
Качественная защита газом имеет прямое влияние на металл сварного шва. Использование газовой линзы для TIG горелки, которая изменяет вид потока газа из сопла (турбулентный на ламинарный) для улучшения покрытия (обволакивания) защитным газом металла сварного шва, является одним из способов обеспечения наилучшего качества сварного соединения.








Расходные материалы для газовой горелки включают в себя:
- керамическая чашка
- цанга
- колпачок
Газовая линза заменяет корпус цанги, который является стандартным в горелке TIG. Стандартная цанга обычно имеет 4 отверстия для распределения газа, а газовая линза представляет собой мелкоячеистую сетку. Поток защитного газа проходя через газовую линзу равномерно распределяется вокруг вольфрамового электрода, сварочной дуги и сварочной ванны, подобно аэратору на кране, который рассекает поток воды на множество мелких.
Газовая линза обеспечивает намного лучшую защиту расплавленного металла сварочной ванны, что является очень важным при аргонодуговой сварке таких металлов как нержавеющая сталь, титан. Также газовая линза предоставляет преимущества при сварке сталей и алюминия. Использование горелок с газовыми линзами является обязательным, когда существует необходимость повышения уровня защиты сварочной ванны или для сварки в трудностопуных местах, требующих большого вылета вольфрамового электрода
Необходимо принять во внимание тот факт, что горелки с газовыми линзами предполагают использование керамических чашек гораздо большего диаметра, чем со стандартной цангой
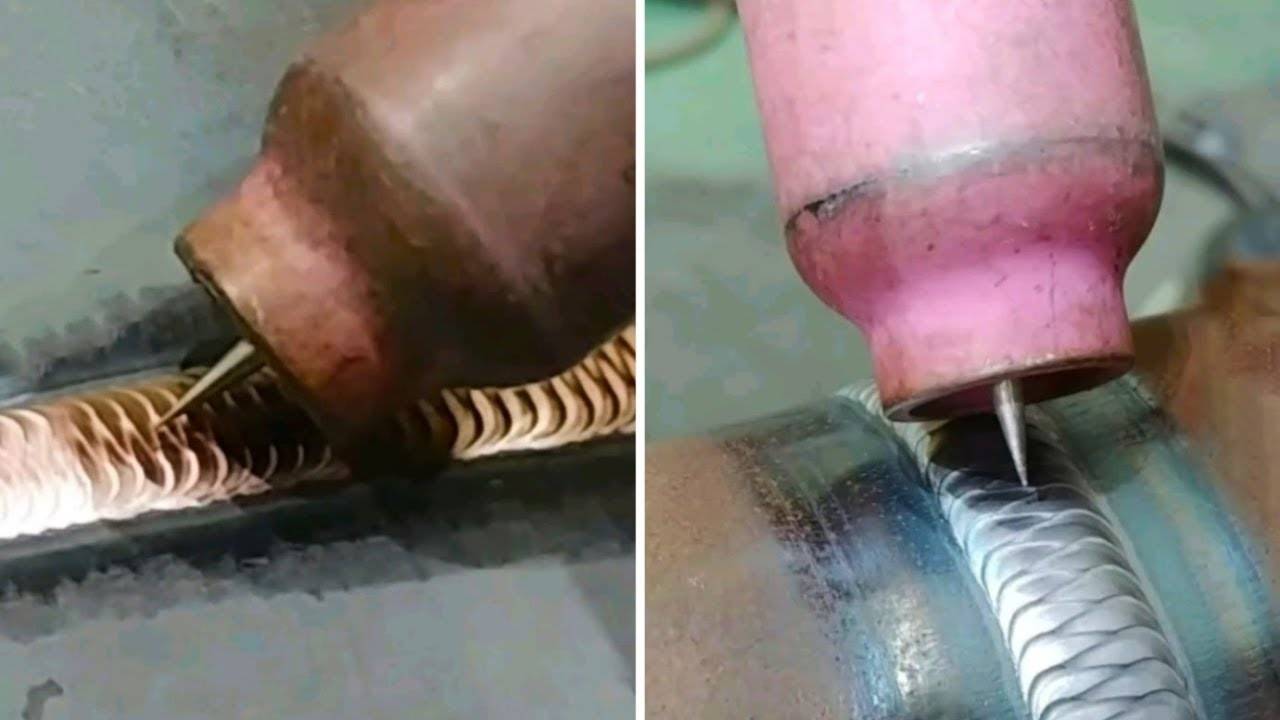
Сварка меди
В интернете вы найдете много информации по сварке меди, только вот 90% из этой информации – теория, переписанная еще с советской литературы или ей подобной. Практические советы приходится собирать по крупицам. А что самое главное в сварке? Правильно, практика и немного теории.
Что утверждается не без оснований: медь имеет высокую теплопроводность и электропроводность, требуются высокие токи. Может возникнуть проблема ее ломкости в горячем состоянии. Активно растворяет в себе кислород с образованием закиси меди и водород даже несмотря на защиту аргоном. Причем окисляется поверхностный слой зерен металла, образуется Cu+Cu2O. В связи с тем, что Cu2O имеет температуру плавления выше на 20 градусов, чем Cu, металл склонен к образованию горячих трещин.
При сварке меди используют также азотно-дуговую сварку. Азот, используемый в качестве инертной среды, обеспечивает лучшую защиту сварочной ванны, более глубокое проплавление при одном и том же токе. Но есть и недостатки: нестабильность дуги, низкая скорость сварки. Поэтому, по-прежнему, для сварки меди используют аргон, так как с ним работать проще, если сравнивать с азотом, и он стоит дешевле, чем гелий.
Теоретически, какая бы надежная газовая защита не была обеспечена, ее все-таки недостаточно: кислород и водород все-равно насыщают расплавленную медь. Для того, чтобы вывести эти вредные газы нужны раскислители. Вот почему не рекомендуется использовать для сварки меди чистую медь как присадочный материал, а с добавлением легирующих элементов. Например, присадочный медный пруток CuSi3 (CuSi3Mn1; БрКМц3-1; ESAB OK Tigrod 19.30) содержит 3,4% кремния и 1,1% марганца, которые связывают кислород и выводят его из расплава.
Химический состав CuSi3:
- Si 2,8-4,0
- Mn 0,75-1,50
- Fe < 0,30
- Sn <0,20
- Zn < 0,20
- Al <0,01
- Cu остальное
Механические свойства:
Rm 330-370 МПа
Но это не значит, что для сварки нельзя использовать проволоку из медного кабеля или провода, путем снятия диэлектрической изоляции. Сварка в этом случае получается удовлетворительная.
Поверхность медного изделия зачищают до идеального состояния (перед вами должен быть чистый не окисленный блестящий металл).
Подбирать ток лучше не по толщине изделия, а опытным путем. Может показаться, что высокая теплопроводность потребует высокого тока, но не забывайте, что и температура плавления меди ниже, чем у стали. Если дать ток, когда медь хорошо плавится, вполне вероятно, что через несколько десятков миллиметров шва вы прожжете металл. Если же ток будет небольшой, придется долгое время разогревать деталь, пока не начнется процесс оплавления – результатом будет пористость шва. Нужно подобрать оптимальное значение тока между перегревом и недогревом. Подбирать режимы лучше на подходящих отходах производства, а не на деталях, во избежание их порчи. Ориентировочно ток для меди немного меньше, чем для углеродистой стали, хотя опять же, это напрямую зависит от скорости сварки. Для сварки красной меди также понадобятся гораздо большие токи.
Как уже было сказано, медь не любит воздействия воздуха. Используйте газовые линзы или сопла с широким каналом для более основательной защиты.
Медные трубопроводы варят следующим способом: скорость небольшая, периодически добавляют присадку. Как только присадка попала в ванну, ее плавят круговыми или другими движениями. Формируют небольшие валики с перехлестом не менее 1/3. Если сварку вести сплошным швом, велика вероятность получить сквозной прожег.
Великолепно, если ваш инвертор поддерживает импульсный режим работы. Он сильно облегчает процесс. Ток импульса выставляется достаточный для полного расплавления прутка, а время между импульсами побольше, чтобы медь успевала остывать.
Не забывайте про правильную заварку кратера шва. Резкий обрыв дуги приведет к образованию раковины. Если в вашем инверторе есть одноименная функция, настройте оптимальную величину спада тока. Если же такая функция отсутствует, придется кратер заваривать вручную, постепенно увеличивая длину дуги с последующим ее отводом в сторону.
Особенности сварки алюминия полуавтоматом
Легкий металл относится к плохо свариваемым из-за оксида, образующегося на поверхности под воздействием воздуха. С деталей необходимо предварительно счищать оксидную пленку, она, в зависимости от сплава, прогорает при +2050 – +2200°С, а температура плавления алюминия всего +660°С.
У алюминиевых сплавов высокая теплопроводность: детали быстро прогреваются при нагреве и сразу остывают, как только исчезает источник тепла. При термообработке в алюминиевых заготовках возникают внутренние напряжения, из-за них на шве появляются трещины.
Решая, как заварить алюминий полуавтоматом, необходимо предусмотреть предварительный прогрев заготовок газовой горелкой до +150 – +190°С. Специалисты используют подкладки, отводящие тепло, они не дают алюминию сильно прогреваться и быстро остывать
Важно придерживаться режима сварки, чтобы не прожечь тонкие детали
Как правильно настроить оборудование
Сложность сварки алюминия обусловлена не только химическими свойствами данного металла, но также необходимостью строго придерживаться оптимальных режимов выполнения данной технологической операции
Для того чтобы хорошо усвоить правила выполнения такого непростого процесса, недостаточно будет просто посмотреть обучающее видео, важно понимать нюансы осуществления данной операции
К особенностям рассматриваемого процесса, о которых не расскажет обучающее видео, относятся следующие.
Перед началом сварки важно правильно выбрать и выставить рабочие режимы полуавтомата (напряжение, силу тока, скорость подачи сварочной проволоки, полярность).
Чтобы полученный сварной шов обладал требуемым качеством и надежностью, необходимо правильно подобрать расходные материалы.
Если посмотреть видео, демонстрирующее сварку алюминия полуавтоматом, можно обратить внимание на то, что данный процесс сопровождается образованием большого количества копоти. Это также следует учитывать при выполнении такой технологической операции.
Как и любой сложный технологический процесс, сварка деталей из алюминия при помощи полуавтомата требует тщательной подготовки, в рамках которой выполняются следующие мероприятия:
Как и любой сложный технологический процесс, сварка деталей из алюминия при помощи полуавтомата требует тщательной подготовки, в рамках которой выполняются следующие мероприятия:
- подбираются наконечники для сварочного оборудования, которые оптимально подойдут для присадочной проволоки определенного диаметра;
- выполняется тщательная зачистка поверхностей деталей, которые необходимо варить;
- выбираются режимы сварки полуавтоматом, которые зависят от нескольких параметров: толщины соединяемых деталей, типа соединения и др. (чтобы облегчить себе выбор режимов сварки, можно использовать специальные таблицы или параметры, которые оговорены требованиями соответствующих ГОСТов);
- при выполнении сварки алюминия полуавтоматом наконечник устройства располагают под требуемым углом к поверхности соединяемых деталей.
Схема наложения шва при сварке алюминия
При сварке алюминия, который отличается высокой теплопроводностью, очень важно контролировать степень нагрева соединяемых заготовок, чтобы не допустить их перегрева и, как следствие, деформации
Особенности сварки алюминия и сплавов на его основе
Конструкции чаще всего изготавливают из 99% алюминия, сплавов алюминиево-магниевых, где количество магния находится в пределах 4,8 ÷ 6,0% (остальное алюминий) и алюминиево-кремниевых (5,0 % кремния, остальное алюминий). Эти материалы характеризуются уникальными свойствами:
- небольшим весом (до 3 раз ниже, чем у стали и до 7 – у железобетона);
- коррозионной стойкостью;
- высокими прочностными характеристиками;
- не теряют своих качеств при температуре от минус 80 до 300 0С;
- соединяются всеми известными способами (механическими, с помощью пайки, сварки);
- не реагируют на воздействие большинства кислот, масел, газов, ультрафиолета;
- не теряют своих качеств в во взрывоопасных зонах и агрессивных средах;
- полируются;
- окрашиваются (анодируются);
- длительностью эксплуатации (более 80 лет).
Что нужно для сварки алюминия полуавтоматом знать сварщику? Во-первых, он должен знать какие факторы затрудняют процесс соединения деталей, во-вторых, уметь выбрать полуавтомат сварочный по алюминию и, в третьих, знать технологию проведения сварочных работ, обеспечивающую качество.
Сложность сварки сплавов на основе алюминия вытекают из физико-химических свойств, присущих этому материалу. К ним относят:
- температуру плавления;
- теплопроводность;
- электропроводность;
- текучесть;
- взаимодействие с кислородом;
- склонность к усадке;
- не возможность по внешнему виду определить процесс расплавления (цвет почти не меняется);
- количество магния в сплаве (чем больше, тем хуже свариваются детали).
Из-за наличия на поверхности оксидной пленки температура плавления у материала разная – у самого металла она составляет 660 0С, а у пленки она может доходить до 2200 0С. Происходит это в результате активного взаимодействия алюминия с кислородом воздуха. В дальнейшем она служит защитой от дальнейших окислительных процессов.









Прежде чем сваривать детали, необходимо удалить с поверхности в месте соединения эту тугоплавкую пленку. Избавиться от нее можно следующими способами:
- механическим (зачистка металлической щеткой, шлифовальной машинкой, напильником);
- химическим (травлением с помощью специальных растворов, флюсов);
- пробиванием электроимпульсом (полуавтомат должен иметь специальный режим).
Полуавтомат сварочный для алюминия должен работать на токах в диапазоне 50 ÷ 450 А. Выбор силы тока, как и напряжения, зависит от толщины заготовок и марки сплава.
Из-за повышенной теплопроводности материала он теряет прочность при нагревании, что может привести к такому дефекту, как прожог
И тут важно правильно подобрать температуру ведения сварки и длину дуги. Это зависит от толщины свариваемых деталей, их положения в пространстве, марки, Ø присадочной проволоки или электрода
В процессе сварки необходимо применять теплоотводящие подкладки (из керамики или металла), включая водоохлаждаемого типа.
Обратите внимание! Толстые детали должны перед сваркой обязательно прогреваться горелкой или в печах до необходимой температуры (зависит от марки алюминиевого сплава, но как правило не превышает 110 0С )