Введение
Согнул — отложил, согнул — отложил. 25 лет назад этот процесс был ежедневной обязанностью обслуживающего пресс оператора. На этом сложности не заканчивались. Оператор должен был постоянно перенастраивать машину, чтобы получить различные углы гиба, организовывать промежуточное складирование заготовок и выполнять многие другие действия, не связанные напрямую с изготовлением конечной детали. Потом цикл повторялся. Положить заготовку. Согнуть. Перенастроить пресс. Не забывать про промежуточное хранение. Положить заготовку. Согнуть. И так снова и снова.
Рабочие, которые имеют дело с листовым металлом сегодня, посчитают такой процесс технологией доисторического периода. Сегодня деталь изготавливают на дружественном оператору эргономичном гибочном прессе с ЧПУ и автоматической настройкой всех параметров гибки. Разные углы, разные профили на одном и том же инструменте — и нет проблем!
Станки с 4-мя управляемыми осями сейчас скорее стандарт, чем исключение. Прессы с 8-ю или более осями — уже не редкость, к тому же они наиболее перспективны при совместном использовании роботов с гибочными прессами.
И все это для того, чтобы произвести трехмерную деталь из плоского металлического листа, будь то сталь, нержавеющая сталь, алюминий, магний, медь, латунь или даже золото. Куда ни посмотри, везде конструкции из листового металла. Это бум листового металла! Даже производители гибочных прессов удивляются, насколько сложные детали производят их заказчики. Взаимодействие производителей станков и их заказчиков открывает новые перспективы: инженеры вместе думают, как эффективно произвести деталь на гибком оборудовании. Замена сварки гибкой может быть очень выгодна при обеспечении прочности изделия. «Близко к конечной форме» — вот что можно сказать о сходящей с гибочного пресса детали, которая имеет большое сходство с конечным изделием.
«Лист» и «гибка» не ассоциируются с высокой технологией. Но для того чтобы гнуть «непослушный» лист нужны специальные знания и большой опыт. Объясните техническому специалисту, который не знаком с листовым металлом, что в нашем высокотехничном мире невозможно постоянно получать при гибке угол 90°, не меняя параметров настройки. То получается, а то — нет!
Без изменения программы угол будет меняться. Например, если лист толщиной 2 мм сделан из нержавеющей стали или алюминия, если его длина — 500 мм, 1000 мм или 2000 мм, если гибка производится вдоль или поперек волокон, если линия гибки находится в окружении пробитых или прорезанных лазером отверстий, если лист имеет различную упругую деформацию, если поверхностное упрочнение, вызванное пластической деформацией, сильнее или слабее. Если, если, если…
«Гибка» звучит просто, но на самом деле в этом процессе хватает нюансов. Поэтому подготовила руководство, которое поможет выявить сложности и найти способы их решения. Не путем сложных формул, а обзором, ориентированным на практическое применением. Здесь намеренно не будет упоминаний производителей гибочных прессов. Лист не волнуют ценовые аргументы, даже если каталог пестрит яркими цветами и многообещающими перспективами.
Тем не менее в последние годы производители прессов приложили много усилий, чтобы сделать процесс формообразования более гибким и производительным. Следует отдать должное тем, кто этого заслуживает, ведь мы говорим о действительно высоких технологиях. Но будем реалистичны: традиционные старые гибочные прессы с механическим стопором в цилиндрах и синхронизирующим валом все еще пользуются спросом во всем мире.
Задача «Robur International» — дать объективный совет заказчикам. Отправная точка — не тип станка, а конкретная задача гибки. Простой традиционный станок или высокая технология гибки? Ответ должен быть найден вместе. Инвестиции в гибочный пресс эффективны только тогда, когда и технический, и экономический аспекты убедительны
Принимая все вышесказанное во внимание, перейдем к главному
Листогибочные прессы
Специальный условия на покупку по предзаказу.
Кол-во управляемых осей: до 2
Усилие: 30 — 160 т
Длина гиба: 1600 — 3200 мм
• Идеальное решение для начинающего производства
• Контроллер ESTUN E22 (40 программ по 25 гибов в каждой)
• Перемещение заднего упора посредством ШВП
• Зажимы для быстрой смены инструмента
• Прочная сварная конструкция рамы
• Синхронизация работы двух гидроцилиндров обеспечивается механической траверсой между ними
• Простота управления данными прессами и их универсальность
Специальный условия на покупку по предзаказу.
Кол-во управляемых осей: до 4
Усилие: 40 — 500 т
Длина гиба: 1300 — 6000 мм
• Листогибочный пресс с ЧПУ по лучшей цене
• ЧПУ ESA S630 (2D графика, библиотека инструмента)
• Программа симуляции гибов в комплекте
• Система компенсации прогиба
Специальный условия на покупку по предзаказу.
Кол-во управляемых осей: от 4
Усилие: 80 — 3000 т
Длина гиба: 2550 — 12 000 мм
• Гидравлическая автоматическая от ЧПУ компенсация прогиба
• Передние суппорта на скользящих линейных направляющих
• Зажимы для быстрой смены инструмента
• Контроллер Delem 58T (Cенсорный 15″ экран, 2D графика)
При заказе Шеф-монтажных работ — инструктаж персонала в подарок!
Кол-во управляемых осей: до 2
Усилие: 30 — 160 т
Длина гиба: 1600 — 3200 мм
• Возможность программирования угла гиба
• Точность позиционирования заднего упора ±0,5 мм
• Задний упор оснащен инвертором
• Прогрессивная конструкция с усиленным оребрением
• Главный двигатель SIEMENS
• Гидравлическая система и гидравлические распределители BOSCH Rexroth (Германия)
• Подготовка для установки системы бомбирования
• Станок под управлением системы ЧПУ
• Пресс укомплектован универсальным инструментом
• Лучшее соотношение цены и качества
Шеф-монтаж в ПОДАРОК!
Кол-во управляемых осей: от 3
Усилие: 40 — 400 т
Длина гиба: 1300 — 5000 мм
• ЧПУ ESA S630 (2D графика, библиотека инструмента)
• Моторизированная компенсация прогиба, управляемая от ЧПУ
• Быстросъемное крепление инструмента
• Передние суппорта на скользящих линейных направляющих
• Лучшее соотношение цены и качества
Кол-во управляемых осей: от 3
Усилие: 40 — 3000 т
Длина гиба: 1270 — 12 000 мм
• Контроллер CYBELEC CYBTOUCH (Сенсорный 12″ экран, 2D графика)
• Крепление инструмента AMADA-PROMECAM
• Оптические линейки HEIDENHAIN (Германия)
• Гидравлическая система HOERBIGER (Германия)
• Имеются все необходимые опции для выполнения основных видов гибки
• При необходимости можно дооснастить, повысив производительность и удобство работы
• Калибровка пресса осуществляется при каждом пуске за счет автоматической индексации осей
Шеф-монтаж в ПОДАРОК!
Кол-во управляемых осей: до 8
Усилие: 40 — 500 т
Длина гиба: 1300 — 6000 мм
• ЧПУ Delem58T (2D графика, библиотека инструмента)
• Гидравлическая компенсация прогиба управляемая от ЧПУ
• Быстросъемное крепление инструмента
• Передние суппорта на скользящих линейных направляющих
• Лучшее соотношение цены и качества
Кол-во управляемых осей: от 3
Усилие: 40 — 600 т
Длина гиба: 1250 — 6100 мм
• Контроллер ESA 630 (Сенсорный 10″ экран, 2D графика)
• Высокоскоростные упоры Unimec ( Италия)
• Система компесация прогиба
• Пресс укомплектован универсальным инстументом
Кол-во управляемых осей: 3
Толщина: 0,5 — 3,2 мм
Длина гиба: 2500 мм
Длина гиба: 2,5 м
Наработка — 17 000 часов
Год выпуска: 1997
Для высокоточной гибки металла целесообразно применять листогибочный пресс – современное оборудование с усовершенствованной конструкцией. Его использование позволяет получать изделия с профилями сложной формы, востребованные в различных отраслях машиностроения, в производстве мебели и точных приборов и т.д.




Листогибочное оборудование польского производства и его особенности
Листогибы польского производства в нашу страну поставляются от компаний Metalmaster, и Mazanek. При этом листогиб Mazanek представляет собой довольно удачную компиляцию от оборудования Tarco max (которое уже не поставляется в Россию). При достаточно высоком качестве сборки (не в пример китайским моделям) продукция Metalmaster ориентирована на потребителей, обрабатывающим давлением стальные листовые заготовки. Конструкция проходных листогибов от Metalmaster весьма надёжна и прочна, имеет достаточный запас прочности. Уникальность некоторых моделей (например, Bertech) подтверждена рядом патентов. Листогибы Metalmaster эффективны при гибке тонколистового металла с толщиной 0,6 — 1,0 мм. При этом агрегаты Metalmaster могут устанавливаться в самых неприхотливых условиях, поскольку все основные узлы листогибов Metalmaster последовательно проходят упрочняющую обработку и антикоррозионное покрытие.
Отличительные особенности польских листогибочных станков от Metalmaster и Mazanek:
- проходная схема оборудования, при этом профильные ножи изготавливаются из высокостойких инструментальных материалов и допускают свою многократную заточку;
- оригинальная система устранения пружинения на всех листогибах Metalmaster, что положительно влияет на точность;
- широкий диапазон габаритных размеров деформируемого листа;
- наличие удобных координатных приспособлений для гибки по сложным контурам и последующей отрезки ножом.
Важно отметить также долголетние традиции производства от компаний Metalmaster и Mazanek, что положительно сказывается на качестве самой техники, удобстве и простоте регулировки и стабильности технических характеристик в процессе эксплуатации
Достоинства гидравлических листогибов
Применение инновационных разработок позволило современным устройствам с гидравликой получить оснащение приборами и механизмами, обеспечивающими максимальное качество при гибке металла, делающими работу комфортной, а использование станков экономически выгодным. Цены листогибочных прессов, представленных в нашем каталоге, полностью оправдывает эффективность работы станков, способных со скоростью от 6,5 до 10 мм/сек выполнять сгибание металлических листов при изготовлении различных видов профилей и гнутых конструкций конической, прямоугольной и цилиндрической формы.

В сравнении с другими видами листогибов гидравлический станок отличает:
- сочетание компактных габаритов с большой мощностью, которая может составлять от 15 до 110 кВт;
- автоматическое позиционирование заготовки и электронная система измерения;
- высокая производительность при низком потреблении энергии;
- безопасное и надежное использование.
Агрегаты разных модификаций производят при прессовании металла усилие, которое может достигать от 160 до 2000 тонн. Использование на производстве листогибов с ЧПУ, предлагаемых нашей компанией, дает возможность намного увеличить эффективность работы и точность изготовления деталей. Станки позволяют выполнять программирование всех этапов технологического процесса и создавать элементы со сложными геометрическими формами.
Размерная линия
По умолчанию размерная линия на чертеже всегда отображает внешний размер отрезка. Вы можете изменить внешний размер на внутренний. Для этого однократно кликните на одной из стрелок размерной линии. Выноска с линии переместиться с внешнего на внутренний размер. Для возврата повторно кликните на стрелку. Размерная линия может отображать не только внешние или внутренние размеры, но и сочетать их. При нажатии на стрелку не только переносится линия выноски, но и обновляется размер в поле ввода в соответствии с новой длиной. Следует учесть, что изменяется только длина размерной линии. Фактический размер сегмента остается неизменным.
Виды современных листогибочных прессов
Оборудование предназначено для работы с разными металлами, а также материалами. Это специализированные станки, применяемые на производстве. Благодаря данному оборудованию осуществляется качественное, точное сгибание листов. Все подобные станки имеют свои технические характеристики. В последние годы все чаще используется несколько видов современного оборудования:
- Пневматический листогиб для листового металла работает с помощью специальных пневматических цилиндров, которые используют в качестве источника энергии давление воздуха. Для таких станков нужен подвод для сжатого кислорода и это сильно сужает область применения оборудования. Подобные станки применяются на производствах, где не требуются большие усилия.
- Гидравлический листогиб работает при помощи специальных гидроцилиндров, которые используют давление масла в качестве источника энергии. У этого оборудования есть ряд преимуществ, поэтому оно доминирует на производстве. Станки более безопасны, надежны и точны, нежели многие другие варианты прессов.
- Электромеханический листогиб – производственное оборудование, имеющее редуктор, приводную систему и электродвигатель. Станки имеют гибочные, прижимные балки, обладают повышенной износостойкостью.
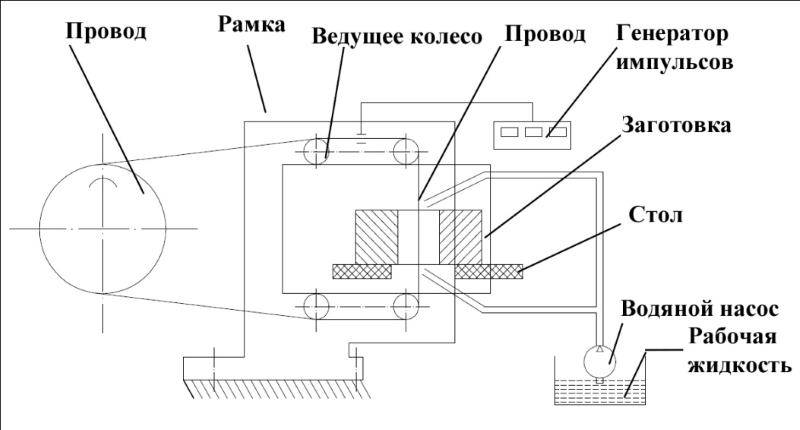
- Листогиб электромагнитный для листового металла используется для листов из меди, алюминия и стали, толщина которых от 0,4 до 1,2 мм. На таких станках можно получать детали с очень сложной формой (узкие желоба и т.д.). Оборудование отличает точность в работе, глубина подачи без ограничений, низкая цена станков.
В последнее время наиболее востребованным стал гидравлический листогибочный пресс с ЧПУ (с числовым программным управлением). Он отличается эффективностью и высокой точностью выполнения работ.
Листогибы могут быть мобильными, а также стационарными. Они работают с помощью гидравлики. Стационарное оборудование устанавливается только на одном месте. Такие станки могут обрабатывать большое количество металла. Мобильные (или передвижные) варианты используются на различных объектах. Чаще всего гидравлический листогиб приобретается небольшими организациями. Мобильное и стационарное оборудование имеет автоматическую систему управления.
В перечне металлообрабатывающих станков сегментные листогибы представлены довольно широко. Этому способствует востребованность деталей разных размеров, сделанных путем сгибания или на универсальных станках.
Гибка металла этапы технологического процесса
Процесс гибки металла состоит из нескольких шагов:
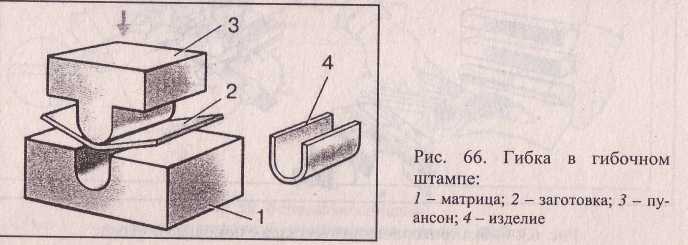
Гибка металла в гибочном штампе
После ее получения необходимо выполнить контрольно-измерительные операции. Эту работу выполняет или сменный мастер или сотрудник отдела технического контроля. Для выполнения этой операции необходимо использовать поверенный мерительный инструмент — линейку, рулетку, угломер и пр.
При выявлении каких-либо дефектов, необходимо внести изменения или в настройки оборудования или в текст управляющей программы.
Только после прохождения технического контроля деталь может быть допущена к дальнейшему использованию. В противном случае некондиционную продукцию надо отправлять или на переделку, или на утилизацию.
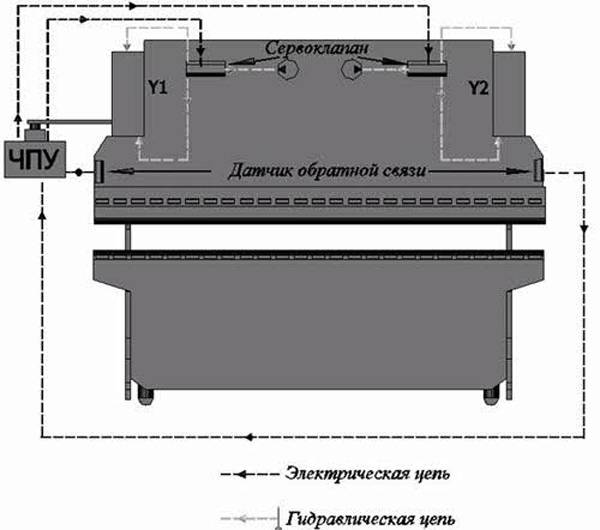
Устройство листогибочного станка
Листогибочный пресс с ЧПУ строится по одной принципиальной схеме и различие оборудования разных производителей состоит в мощности, размерах обрабатываемой заготовки, объеме памяти и количестве дополнительных функций.
Основные части станка для гибки листового металла: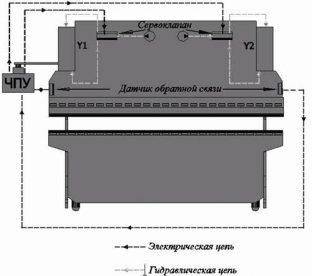
- станина;
- вертикальные направляющие;
- движущаяся горизонтальная верхняя траверса;
- нижняя опора (матрица);
- гидравлические цилиндры;
- линейные датчики перемещения траверсы;
- датчики скорости движения;
- контроллер ЧПУ;
- система ввода данных;
- дополнительное оборудование — отрезные ножи, задние упоры, система автоматической подачи и т.д.
Гидравлический листогибочный пресс работает по принципу выдавливания детали из плоского листа или полосы под заданным углом. Регулируется станок по нескольким параметрам, от которых зависит скорость и продуктивность:
- линейной скорости движения траверсы;
- силы давления;
- скорости возвратного движения;
- дистанции опускания прижимного устройства.
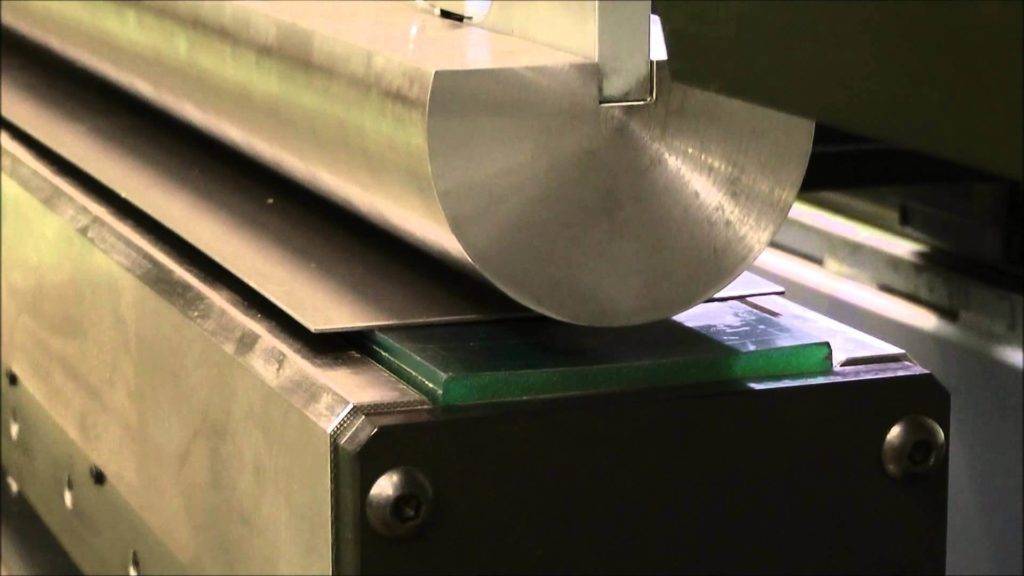
Листогибочный станок с ЧПУ или с ручным управлением работает практически бесшумно, что отличает его от пневматического или электромеханического оборудования. При помощи гидравлического пресса можно изготовлять детали с любым углом изгиба (до 130-145 0 ), конусные и полукруглые изделия. Все зависит от набора матриц и пуансонов, которые входят в комплект поставки станка
Пневматический листогиб не обладает столь широким диапазоном мощности и возможностью плавной регулировки усилия, что особенно важно при изготовлении деталей из тонкого листа или цветных металлов
Пресс листогибочный кривошипный работает от привода электродвигателя, превращающего вращение вала в возвратно-поступательное движение матрицы. Регулировка листогибочного кривошипного пресса возможна в пределах 10-50 ходов траверсы в минуту. Управление производится при помощи пусковой педали или рычага, настройка ручная или при помощи ЧПУ (например, модель И1432А Южно Уральского Механического завода).
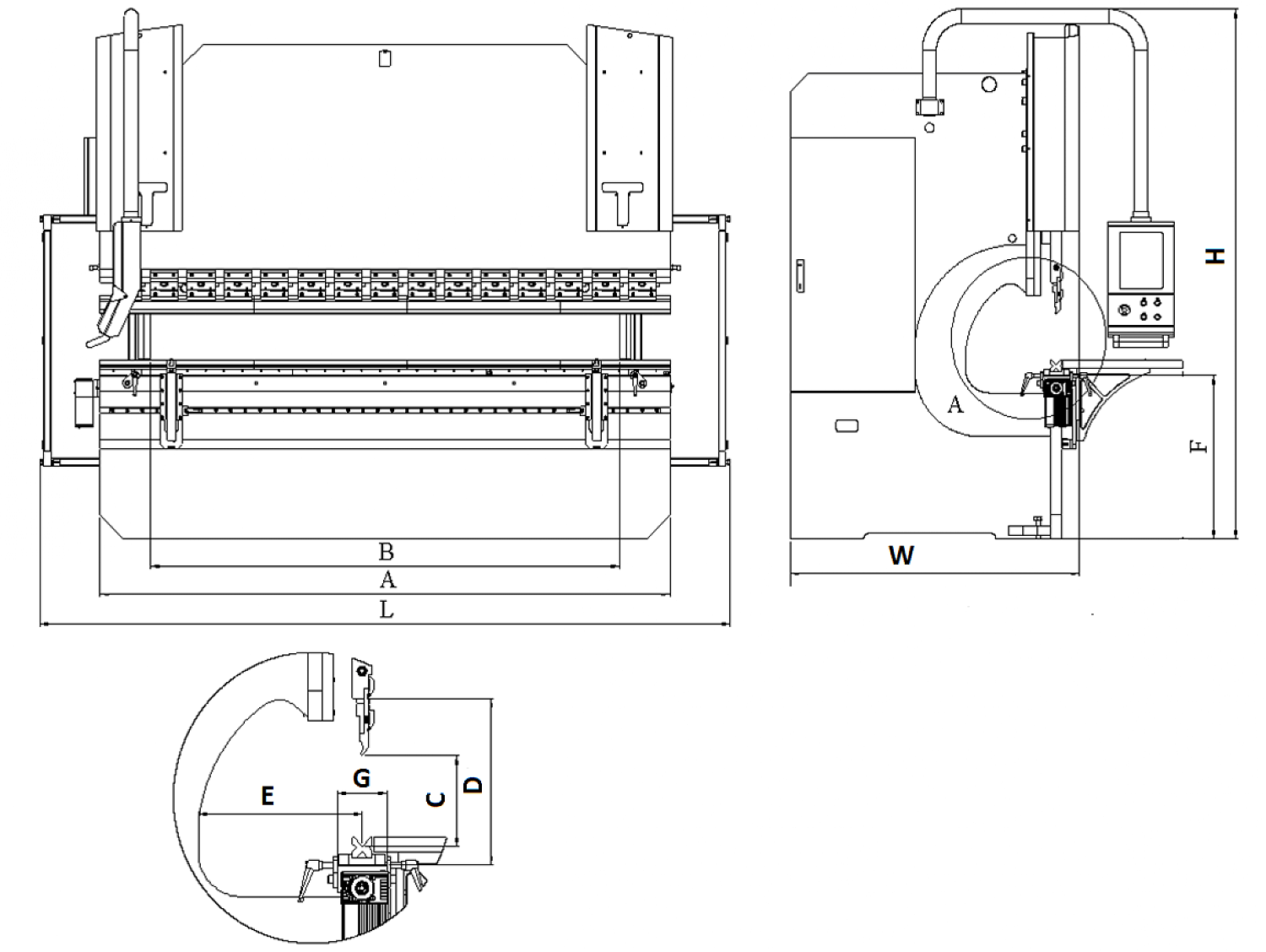
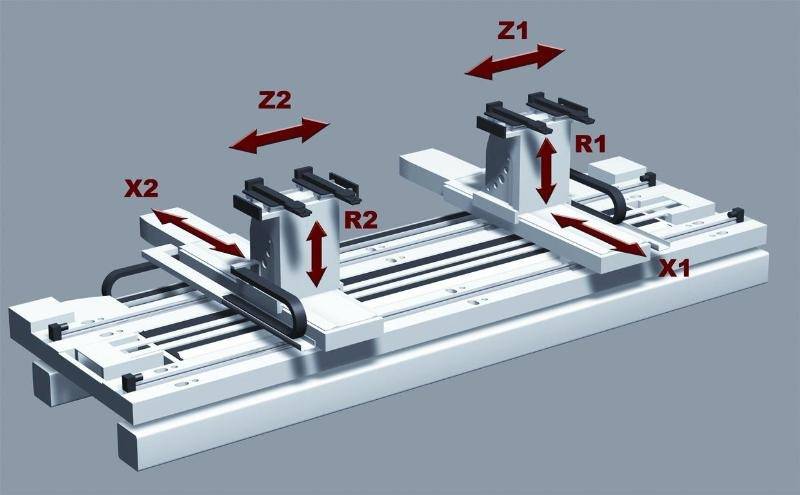
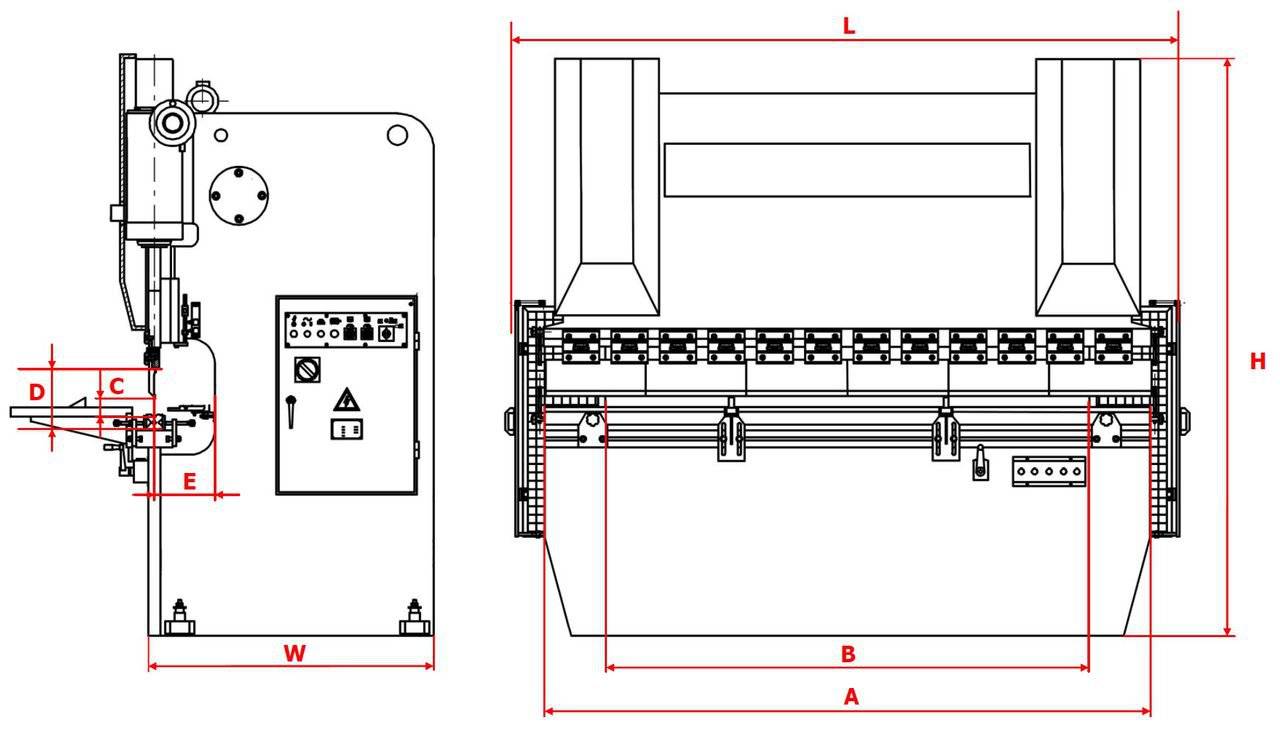
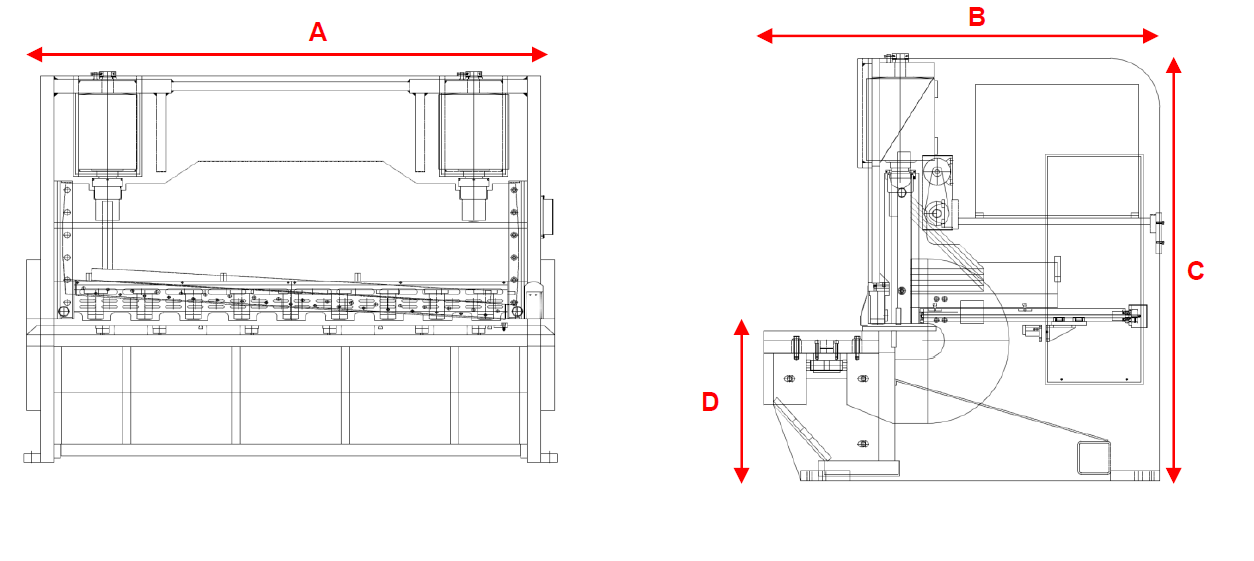
При выборе гидравлического оборудования, необходимо обратить внимание на несколько основных параметров, определяющих возможности его использования:
- высоту подъема траверсы;
- рабочую ширину (расстояние между стойками);
- диапазон толщины обрабатываемого металла;
- возможность сквозного продвижения заготовки;
- силу воздействия;
- наличие и ассортимент вставок и профилей;
- возможность применения ЧПУ.
Производятся листогибы гидравлические в мобильном и стационарном вариантах. Естественно, мобильные обладают несколько ограниченными возможностями по размерам и толщине обрабатываемого металла, но обладают и рядом преимуществ — возможность работы непосредственно на объекте, небольшой вес, низкое энергопотребление.
Виды и классификация листогибочного оборудования с гидроприводом
Согласно отраслевой нормали КН-1-01 отечественное оборудование для гибки маркируется буквой И, после которой следует условное обозначение типа и рабочего усилия оборудования. Например, марка И2730Ф указывает на то, что данная кузнечно-штамповочная машина представляет собой листогибочный пресс с ЧПУ (буква Ф в конце маркировки), а максимальное рабочее усилие (последние две цифры) составляет 1000 кН.
Кроме того, промышленные листогибы классифицируются:
- По типу станины: выпускаются оборудование с открытой станиной С-образного типа, и с закрытой станиной рамного типа.
- По наличию либо отсутствию средств автоматизации процесса. Высокофункциональный листогибочный пресс с ЧПУ, несмотря на свою более высокую стоимость, значительно выгоднее обычного приводного листогиба, поскольку позволяет оперативно программировать себя на деформирование изделий с различной формой, чем существенно снижаются непроизводительные простои прессов.
- По конструктивному исполнению силовых гидроцилиндров листогибочный пресс может быть с нижним расположением цилиндров (с тянущими цилиндрами), и с верхним (толкающие цилиндры). С точки зрения распределения усилий во время деформирования, более высокой долговечностью отличаются прессы с верхним расположением силовых органов, поскольку в этом случае преобладают сжимающие напряжения, допустимый уровень которых для сталей всегда выше, чем сжимающих.
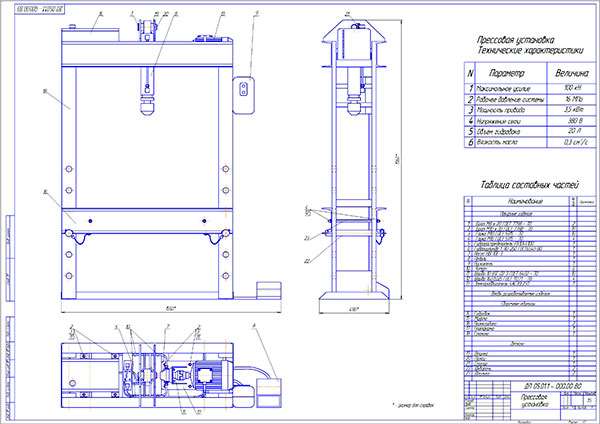
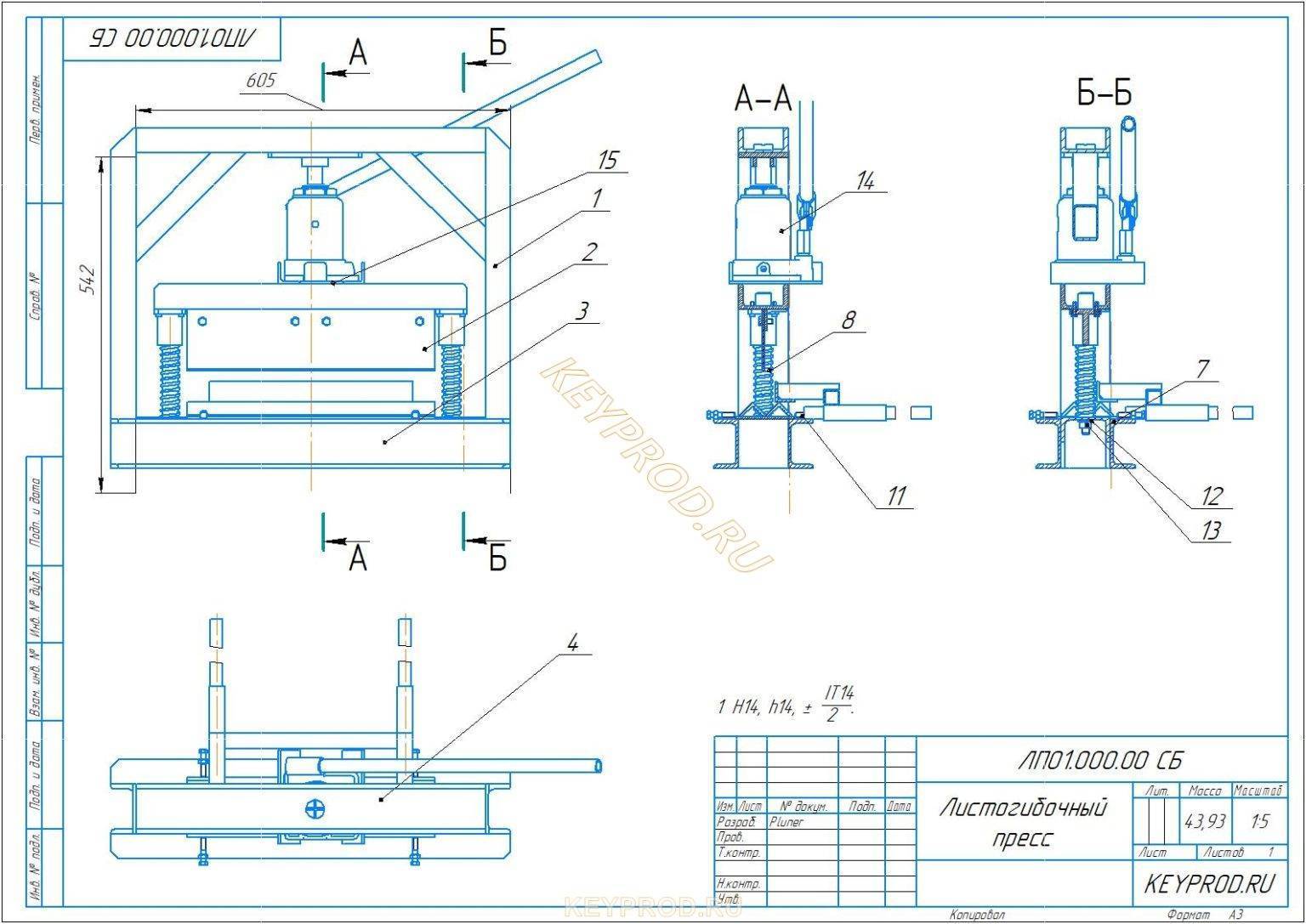
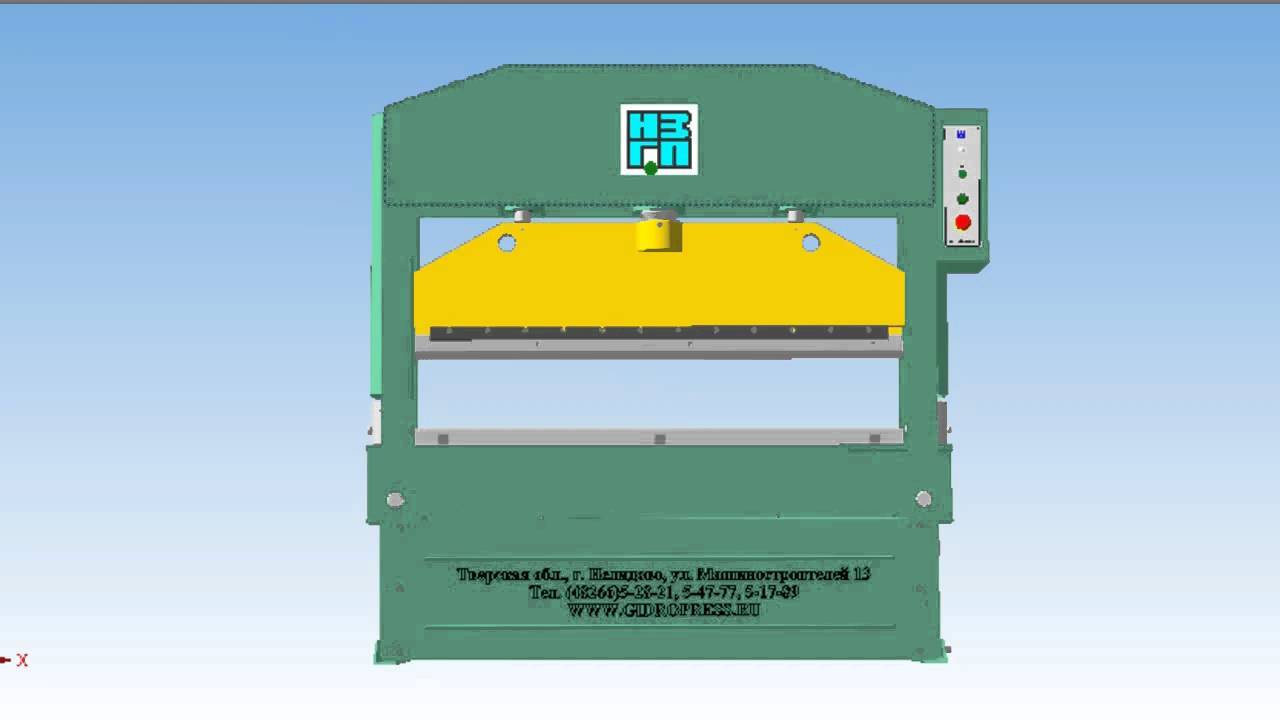
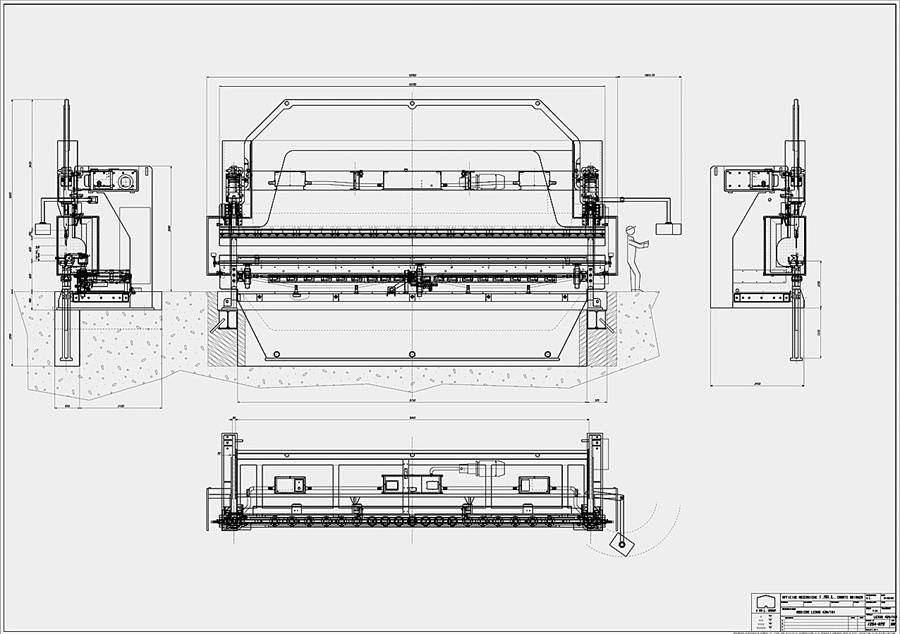
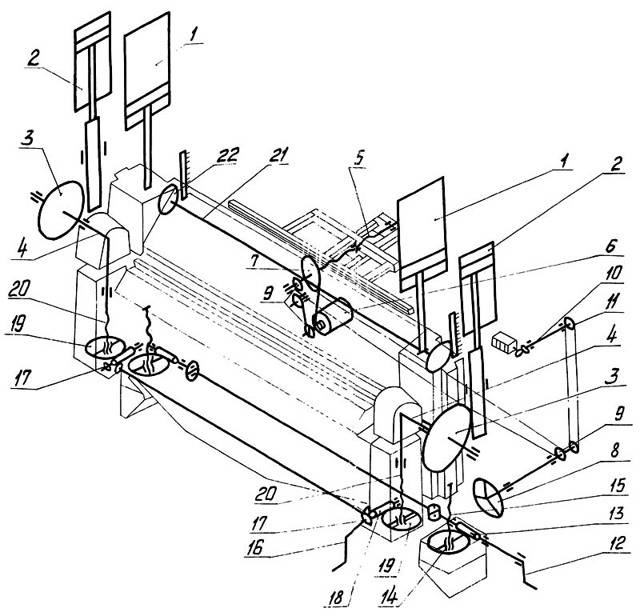
Чертеж общего вида пресса с гидроприводом
Следует отметить, что изготовление листогибочных прессов (независимо от типа привода) своими руками практически невозможно, поскольку требует очень высокого оснащения станочной базой и квалификации исполнителей. Вместе с тем, изготовление пуансонов и матриц своими руками вполне возможно: инструмент для гибки имеет довольно простую конфигурацию, а, кроме того, производится под конкретные потребности производства.