Сварка нержавеющей стали угольным или графитовым электродом.
Сварка угольным электродом выполняется дугой прямого воздействия, то есть дуга проходит между свариваемым металлом и электродом. Сварка угольными электродами сопровождается, как правило, испарением самого электрода.
Сам процесс сваривания происходит постоянным током при прямой полярности. Вследствие того, что температура кипения и плавления электродов из угля имеет разницу примерно в 400 градусов.
При сварке угольными электродами процесс ведется без присадочного материала. Иногда он может проводиться и с присадочным материалом. Также сварку Вы можете проводить сваривание, предварительно уложив присадочный материал в разделку кромок. Сваривание без присадочного материала заключается в том, что происходит оплавление дугой кромок деталей будущего изделия. Сварку металлов с использованием подачи присадочного материала можно выполнять правым и левым способом.
Сварочный ток подбирают на основании толщины и вида покрытия электродов
Также в этом случае важно брать во внимание толщину свариваемых листов или деталей. В наше время сваривание графитовыми электродами достаточно распространено, однако многие профессиональные сварщики решают использовать другие электроды для сварки нержавеющей стали
Все-таки многие используют угольные или графитовые электроды и с их помощью без проблем исправляют дефекты литья материала или готового изделия. Такую особенность многие профессиональные сварщики оценивают по достоинству, ведь не каждым видом электродов можно без проблем исправить дефекты литья или механические повреждения.
Если сварка нержавейки происходит внахлест, то качество сварки только поднимается. Многие профессиональные сварщики сваривают нержавейку стык в стык. Они это делают из эстетических соображений или по желанию заказчика. Никто не должен осуждать кого-то, если тот человек сваривает металла тем или иным способом. Разумеется, для более высокого качества и прочности сварного шва нужно сваривать внахлест. Однако если Вы профессиональный сварщик, то Вам уже можно производить сваривание стык в стык, потому что только профессионал может качественно сварить при таком сложном стыке деталей изделия.
Нержавеющая сталь очень востребована, поэтому если Вы хотите превратиться из новичка-сварщика в профессионала, Вам нужно обязательно научиться варить нержавейку. Без такого полезного умения Ваши услуги будут не сильно востребованы, ведь нержавейка применяется во многих отраслях производства.
Свойства графитовых электродов, их состав
Конструкция таких графитовых стержней для сварки состоит из двух поверхностей, предназначенных для работы. Они разделены посередине прокладкой, для которой чаще всего используют порошковый алюминий.
Один из главных элементов в составе стержня — это прессованный уголь. Вследствие наличия угля, также повышается его содержание в металле.
“Благодаря графитовому стержню все соединения получается несомненно высококачественным”
Технические данные стержня зависят от его состава. Диапазон и толщина среза с металлического сплава, в котором есть рабочий ток, а также размер канавок являются важными свойствами электродов.
Электроды для сварки медных проводов
Для сваривания медных проводников можно использовать следующие электроды:
- угольный;
- графитовый.
Угольный электрод обладает рядом следующих особенностей:
- температура, при которой наступает расплавление, составляет +3800С;
- работы выполняются на постоянном токе при прямой полярности;
- относительно невысокий КПД дуги;
- допустимо выполнение работ с присадками, без присадок, с подачей их прямо на линию формирования шва;
- угольный электрод для сварки при высоком нагреве свариваемых конструкций расходуется быстро;
- между электродами и поверхностью кабелей создаётся высокотемпературная дуга даже при низких токовых величинах.
Процесс сваривания графитовым электродом имеет следующие особенности:
- в течение процесса сварки электрод остаётся целым;
- повышается сопротивляемость меди к окислительным процессам;
- допустимо применение не омеднённых электродов, для этого достаточно скрутить жилы, зажать их держателем и выполнить стандартную процедуру сварки;
- сварное соединение надёжно, но для этого жилы должны быть скручены плотно, а лишние концы правильно обрезаны для плотного прилегания материала.

Электроды для сварки
Технология сварных работ
Сварные работы необходимо производить с использованием защитной маски, очков, рукавиц, специальной одежды. Существует возможность обжечься раскаленным металлом, «поймать зайчиков».
Сварка медных проводов в домашних условиях инвертором производится с применением графитовых, угольных электродов. Заменить электроды можно угольным стержнем отработавшей батарейки.
Ориентировочный диапазон сварочного тока:
- 2 жилы, сечение каждой 1,5 мм² – 70 А;
- 3 жилы, сечение каждой 1,5 мм² – 80-90 А;
- 2-3 жилы, сечение 2,5 мм² – 80-100 А;
- 3-4 жилы, сечение 2,5 мм² – 100-120 А.
Используемая при изготовлении электропроводов медь – разного состава, качества, что определяет применяемый режим сварки. Показатели оптимально подобранного режима: электрод не липнет к сварному месту, дуга устойчива. Данное сочетание удается удерживать при наличии опыта сварных работ.
Сварочный процесс:
- Снимается изоляционная оболочка медного кабеля (7-10 см);
- Выполняется скрутка многожильных проводов;
- Скруток медных проводов подрезается, чтобы образовался ровный срез. Оставшаяся длина скрутки – 5 см;
- На скрутке размещается медный зажимной механизм отведения избыточного тепла, подключается заземление («масса»);
- Срез скрутки подносится к электроду;
- Производятся сварные работы до появления на конце проводов расплавленного медного шарика, достаточно 1-2 сек;
- После сварка медных скруток прекращается, чтобы изоляционный материал остался целым;
- Остывшие концы проводки необходимо изолировать (изолента, термоусадочная трубка).
Кроме того, необходимо своевременно менять наконечник медный сварочный, который удерживает электрод во время сварки. Основная функция – подавать электрический ток электродному стержню. Его состояние определяет качество сварного шва: отверстие внутри наконечника должно плотно удерживать стержень, но оно быстро теряет свои свойства в процессе сварных работ. Наконечник медный сварочный изнашивается, требует замены чаще всего.
Особенности сварки меди и ее сплавов
Сложность работы с этим металлом обусловлена рядом негативных свойств:
- Высокая химическая активность, особенно при нагреве, приводит к быстрому появлению на поверхности оксидной жаропрочной пленки. Если ее частицы попадут в шов, то станут причиной образования трещин.
- Из-за высокого коэффициента температурного расширения, сварное соединение при усадке в процессе остывания может деформироваться и растрескаться.
- При нагревании медь начинает активно насыщаться водородом, от которого остаются поры, и кислородом, окисляющим поверхность.
- Быстрый нагрев и охлаждение делает соединение хрупким.
- Из-за высокой текучести осложняется создание надежных вертикальных и потолочных швов.
- Для компенсации высокой теплопроводности работа проводится большим током. Иначе из-за быстрого рассеивания тепла появятся наплывы, подрезы и другие дефекты.
Требования техники безопасности при сварке графитом
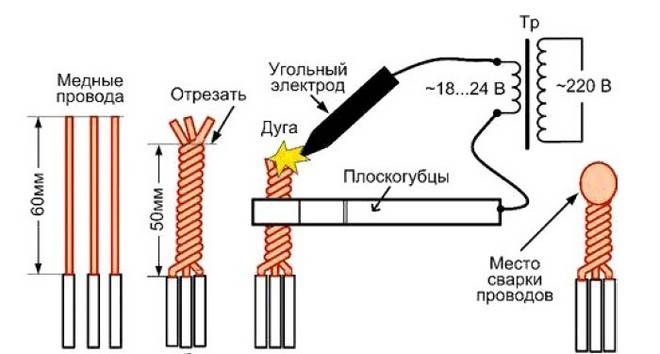
Графитовый электрод позволяет создавать надежные соединения деталей разного рода металлоконструкций, но сварку крайне важно осуществлять с учетом норм безопасности. Схема сварки меди с использованием графитового электрода
 Схема сварки меди с использованием графитового электрода.
Схема сварки меди с использованием графитового электрода.
Опишем их подробно:
ток, подающийся к сварочным кабелям, обязательно следует отключить перед началом работы, дабы предостеречь себя от удара током;
операции при помощи сварного аппарата нужно выполнять только в специальной одежде, обуви и с применением средств индивидуальной защиты, которые помогут уберечь глаза, руки и кожу тела от ожогов;
место выполнения работ очищают от легко воспламеняющихся предметов, что позволит избежать риска возникновения пожара;
после сваривания одной скрутки важно подождать, пока она остынет, и только тогда переходить к работе с последующей;
чрезмерная спешка и нежелание выждать время, пока остынет первая скрутка, может привести к ожогу на теле сварщика;
скрутки изолируют после сварки при помощи термоусадочной трубки, изолентой.
Если не придерживаться требований безопасности, описанных выше, при выполнении сварочных работ с графитовыми стержнями, можно получить ожог кожи, сетчатки глаз и т.п.










Классификация электродов из графита
На современном рынке представлены разные марки графитированных изделий, которые отличаются по виду материала, использованному для изготовления. Это в основном графит, но качество его не одинаковое.
Используя разные сорта, получают такие изделия:
- Графитированные стержни для сварки.
- Коллоидно-графитовые изделия.
- Пропитанные – для комплексов «ковш-печь».
- Специальные – для работы с агрегатами высокой мощности, которые используют в крупной промышленности.
Чтобы технологические процессы проходили в нужной последовательности, подбирать материалы надо правильно. При этом учитывается, какой тип электродов подходит для процессов, осуществляемых на производстве.
Рекомендуем к прочтению Какие бывают электроды для сварки
Графитированные разновидности удобно применять на металлургических предприятиях. Такие электроды способны обеспечить ввод электрической энергии в процессах, которые связаны с повышенными температурами.

Сварка медных проводов графитовым электродом
Сварка — это самая надежная методика соединения медных проводов, благодаря которой эксплуатация изделий возможна не один десяток лет. Для быстрого и качественного соединения применяются медные электроды, предназначенные для сварки, специальные трансформаторы, спецификой работы которых является непостоянность их нагрузки. Такой инструмент вполне можно изготовить в бытовых условиях. При этом сварочные работы может выполнять даже еще недостаточно опытный сварщик.
Какие электроды можно использовать для соединения кабеля из меди
Для соединения проводов из меди, как правило, подходят не все электроды. В данном случае используются угольные, графитовые электроды. В бытовых условиях при выполнении сварочных работ своими руками в качестве таких электродов вполне могут быть:
- щетки коллекторных двигателей;
- стержни батареек;
- прочие похожие инструменты, сделанные из графита.
Чтобы немного подкорректировать держатель под стержни из графита, нужно приспособить для соединения массы аналогичный «крокодил», который используется под электроды. Они будут более компактными, чем заводские, соответственно, в электрощитах работать намного комфортней. Нужно также не забыть про дополнительную изоляцию самих ручек.
https://youtube.com/watch?v=AjWBGsbD8pw
Угольные, графитные электроды имеют общее сходство: их температура плавления намного выше температуры плавления чистой меди в четыре раза, в результате чего расход электродов достаточно небольшой.
Необходимо обратить внимание! Электроды для сварки медных проводов нагреваются до максимальных температур мгновенно, в результате чего существует риск перегревания соединяемого материала, а это может способствовать повреждению изоляции медного кабеля.
Сварщик должен учитывать эти моменты в процессе выполнения работ с электрической проводкой.
Чем отличаются между собой графитные, угольные электроды
Несмотря на сходство данных инструментов, их некоторые характеристики немного отличаются:
- Стоимость. Графитовые электроды дешевле.
- Цвет. Электроды из графита имеют темно-серый цвет, металлический отблеск, а угольные абсолютно черного цвета.
- Стержень из угля формирует дугу достаточно большой температуры, поэтому с таким инструментом должен работать уже опытный сварщик, чтобы не допустить разрушения кабеля. Но, есть и положительная сторона — высокая температура достигается при низком токе, поэтому угольные электроды можно использовать для маломощных сварочных трансформаторов.
- Графитовые стержни больше подходят для сварки инверторного типа с регуляторами тока. Они идеальны для начинающих сварщиков, любителей. При использовании данного инструмента сварные шва лучшего качества, чем выполненные угольными электродами.
Технология сварки
Чтобы не допустить оплавления изоляции медного кабеля, нужно к основанию скрутки подсоединить металлический радиатор. Отведение лишней тепловой энергии от скрутки будет осуществлять зажим с плоскостью большей площади, за счет которой и происходит тепловой обмен.
Сварка медных электродов предполагает предварительную подготовку:
Провода необходимо зачистить — снять оболочку, изоляционный слой. При этом длина оголенных проводов должна получиться не меньше 10 см, в результате сама скрутка будет не меньше 5 см.
К скрутке возле радиатора подсоединяется зажим-масса, к окончаниям свариваемых проводов подносится электрод. Для контактной сварки период контакта должен составлять не более двух секунд. В результате такой пайки на скрутке формируется небольшой наплыв, имеющий сферическую форму. Аналогично соединяются следующие скрутки.
Одним из самых надежных способов соединения проводов из меди считается ручная дуговая сварка медными электродами, предназначенными для сварки. Главное преимущество этой технологии — максимальное приближение значения сопротивления на участке соединения к сопротивлению свариваемого материала. Благодаря отсутствию коррозии соединение получается высочайшего качества, с достаточно продолжительным эксплуатационным периодом.
Общая характеристика

Вы можете выбирать по разным критериям и для разных областей. В судостроении, а также других важных сферах используются изделия с показателями высокого качества.
Они также применяются в металлургии, литейных областях и подобных им. Сейчас распространена сварка проводов из меди с помощью графитового стержня.
Сварка изделия являются более простым способом, чем устаревшая пайка. При сварке не нужно использовать флюс и припой, а контакт выходит более надежным.
“Полезно знать. Графит является хорошим проводником электричества, не плавиться, вместе с этим сохраняет свои свойства и критерии, в отличие от металлических аналогов.
Сейчас графитовые электроды имеют широкий ассортимент, основное их отличие это длина и наконечник. Еще выделяют обыкновенный и омедненный электрод состоящий из 5% покрытия из меди, функция которого улучшать свойства сплавов из металла”
Полезные советы
Специалисты рекомендуют использовать графитовые электроды без омеднения. Это обусловлено тем, что при выгорании угла его сопротивление будет падать, что может привести к долгому контакту. Впоследствии это отразится на качестве соединения.
Также стоит учитывать следующие моменты:
- Перед началом работы торец графитового электрода обрабатывается – на нем формируется выемка. Это будет способствовать формированию шарика спайки правильной формы. В качестве альтернативы заводских графитовых электродов можно рассмотреть вариант использования токосъемников, применяемых в троллейбусах или стержней из батареек. Они имеют относительно небольшие размеры и могут быть закреплены на ручке инвертора. Обязательно использование защитных средств – маски сварщика (темных очков), перчаток и одежды с длинными рукавами.
По окончании сварки медных проводов необходимо проверить качество соединения. Для этого на сеть дают максимально допустимую нагрузку и проверяют – есть ли нагрев на скрутке. Только после этого можно окончательно изолировать соединение.
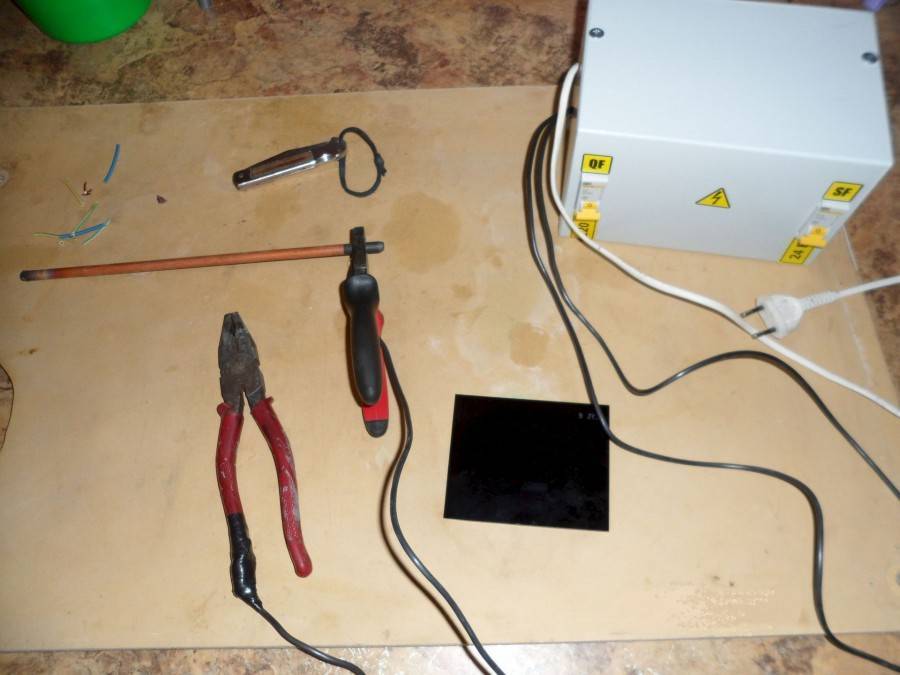









Какое оборудование потребуется для сварки медных проводов
Для сваривания подготовленных медных кабелей понадобится инвертор, электроды.
Особенности меди: текучесть, высокая теплопроводность, способность поглощать газы — требуют от исполнителя опыта и мастерства.
Применяемые электроды
Для сварки медных проводов применяют две разновидности электродов: угольные или графитовые с покрытием из медного напыления:
- температура разрушения материала электрода — более 3800ºС, а у меди плавление при 1080ºС, что допускает их многократное использование;
- быстрый разогрев материала стержня до температуры разжижения меди;
- во время сварки углеродный стержень не прилипает к проводам;
- 5-10 А — достаточный, хотя и небольшой ток для устойчивого разряда дуги.
Особенности использования угольных электродов
Электроды изготавливаются из прессованного в форме стержня электротехнического угля черного цвета. Концы его имеют скос. Даже при совсем небольшой силе сварочного тока на кончике электрода возникает высокая температура.
При работе с электродами из угля надо учитывать следующие особенности:
- место сварки обладает хрупкостью, может окисляться и иметь пористую структуру;
- из-за высокой температуры дуги электрод быстрее расходуется;
- угольным стержневым электродом работать сложнее, чем графитовым, требуются практические навыки.
Примерная стоимость угольных электродов на Яндекс.маркет
Сварочные электроды из графита
Стержни-электроды из графита имеют серый цвет с небольшим металлическим оттенком. Кристаллическая структура углерода не подвержена окислению. При сварке кристаллический графит образует устойчивое к коррозии и температуре соединение. Эти электроды выгодны в использовании, они дешевле угольных. Стержни не растрескиваются, служат долго.
При необходимости возможна замена на подручные изделия из графита — щетки от коллекторных двигателей, стержни разобранных батареек. В случае использования подручной графитовой замены без омеднения вместо обычного держателя применяют зажим «крокодил».
Примерная стоимость графитовых электродов на Яндекс.маркет
Графитовые электроды чаще используются с инверторами, регулирующими сварочный ток.
Инверторы
Для сварки подойдет прибор постоянного или переменного тока с напряжением в диапазоне 12-36 В, регулировка тока обязательна.
Если прибор будет использоваться нечасто, то подойдет модель, обеспечивающая максимальный сварочный ток 150 А мощностью порядка 500 Вт. Этого достаточно для сварки скруток-жгутов сечением 20-25 мм².
Примерная стоимость инверторов для сварки на Яндекс.маркет
Пайка
Сразу следует отметить, что данная операция требует определенных знаний и опыта. Как ни парадоксально звучит, но качественная скрутка лучше плохой пайки, помните об этом.
Процесс пайки начинается с предварительной очистки концов проводов от изоляции и окислов. Затем их скручивают, покрывают специальным веществом – флюсом, после чего опаивают. Спаивать можно не только провода из меди, но и из алюминия, главное – правильно выбрать флюс и припой. Использование активного кислотного флюса не рекомендуется, так как он обязательно останется на проводах, вследствие чего соединение быстро разрушится.
Одна пайка занимает достаточно много времени, однако если все сделано правильно, такое соединение будет надежным и долговечным. После того как провода остынут, их необходимо тщательно заизолировать.
Соединение проводов посредством скрутки
Простая скрутка проводов запрещена ПУЭ, так как это наиболее неэффективное, недолговечное и пожароопасное соединение. Несмотря на это, домашние умельцы так и не перестают использовать данный метод, хоть последствия подобного «рукоделия» могут быть самыми плавчевными.
Скрутка проводов имеет один важный недостаток: медные соединения со временем деформируются и ослабевают, в конце концов окончательно разрушаясь вследствие высокого переходного сопротивления.
Следует помнить, что метод скрутки можно применять только в исключительных случаях, если необходимо срочно восстановить электроснабжение, а другие способы в конкретной ситуации недоступны
При этом очень важно позаботиться о качестве, безопасности и надежности соединения
Категорически запрещается:
- Соединять провода, выполненные из разных материалов (алюминий и медь);
- Соединять провод медный одножильный с многожильным.
Процесс скрутки выглядит следующим образом:
- Очистить провода от изоляции на расстоянии 6-8 см от края;
- Наложить один провод на другой крест-накрест и максимально плотно скрутить. Если сечение медного провода более 1 кв. мм, данная операция выполняется с помощью плоскогубцев.
- Откусить кусачками оставшиеся кончики проводов.
- Заизолировать скрутку с помощью специальных изоляционных материалов (ПВХ или термоусадочных трубок, колпачков) или нескольких слоев изоляционной ленты. Изоляция обязательно должна захватывать изоляционный слой проводов.
Особенности графитового электрода
По своей структуре стержень состоит из двух элементов с изолирующей прокладкой. В качестве изолятора используют окиси меди или алюминия. Графитовые электроды производят из прессованного угля. По этой причине в металле может увеличиваться процентное содержание углерода в процесс варки металла.
Состав и технические особенности электрода зависят от производителя. Для получения исчерпывающей информации по электроду расшифруйте маркировку изделия. Все расходники должны выпускаться по стандартам ГОСТ и другим нормативным документам. К техническим характеристикам графитового электрода относят следующие показатели: плотность, примеси золы, сила сопротивления, прочность, упругость.
Материал для стержней
Стержни, которые устанавливаются в электродах и предназначены для сплавов меди, производятся из прутков и проволоки. Их состав соответствует ГОСТу. Главным образом это бронза и медь. Часто находят применение в производстве сплавы металлов. Медные стержни выполняют в диаметре от 2 до 6 мм. Они могут быть обернуты жестью толщиной 0,3 мм. На них наносится различное покрытие. Оно может быть рутиловым и основным.
Для электродов Комсомолец-100 стержень изготавливается из меди М1. Бронзовые изделия выполняются из специального металла и покрываются смесью различных веществ. Иногда их производят из оловянно-фосфористой бронзы. Бронзовый стержень придает отличное качество швам. Они меньше окисляют металлы, нежели медные. Бронзовые стержни снижают механическую прочность при определённых условиях.
Состав электродов из графита и качественные свойства
Электроды для сварки из графита сконструированы из 2 рабочих частей, между которыми размещена прокладка. В состав основных элементов может входить прессованный уголь, алюминий и т.д. Особенность графитовых электродов заключается в способности без задержки проводить ток, стойком выдерживании повышенной температуры.










Прочие достоинства материалов таковы:
- Доступная цена.
- Не прилипают к изделиям при прогревании.
- Стойкость к появлению трещин.
- Небольшой период нагревания.
- Чтобы образовалась стойкая полноценная дуга, хватает силы тока в 5-10 А.
- Соединение термостойкое, не портится под действием коррозии.
Для проведения работ с использованием графитовых электродов могут применяться сварочные аппараты инверторного типа.
С примесью угля
Электроды из графита могут иметь в составе уголь или кокс с особым содержанием. У качественных изделий правильная форма, поверхность лишена трещин и дефектов. Во время проведения сварки они не растрескиваются.
Работу с использованием таких электродов осуществляют при постоянном токе прямой полярности. Дуга получается стойкой, длина – 6-15 мм. Угольные изделия для улучшения свойств и расширения области применения можно подвергнуть графитированию методом термообработки.
С добавлением меди
Для сваривания элементов из меди используется модификация с названием «карандаш». Это медно графитовый электрод, который производят в разных видах:
- Круглый – подходит для работы во многих сферах.
- Бесконечный, применяемый в качестве экономичного варианта.
- Плоский – с квадратным или прямоугольным сечением.
- Полукруглый – подойдет для выполнения резки.
- Полый – удобен для формирования канавок, строжки.
Разнообразие модификаций допускает расширение области использования изделий.
Плюсы и минусы использования
У графитного электрода можно перечислить такие достоинства:
- Повышенная стойкость к влиянию тока.
- Хорошая электропроводность, обеспечивающая минимум потерь расходных материалов.
- Нет окисления при повышении температуры, что увеличивает срок службы электрода.
- Не требуется применять при работе специальные держатели – достаточно простых.
Недостатки:
- Действие изделий ограниченное, для использования в особых условиях надо приобретать дополнительные материалы с разной формой наконечников.
- Диаметр стержней – от 6 мм, поэтому при необходимости выполнить тонкое соединение возникают сложности.
При выборе электродов надо руководствоваться условиями, в которых предстоит их использовать. Если свойства графитовых не подходят для выполняемых работ, нужно найти другой вариант.