Травление стали
В основном такую обработку используют для удаления окалины и различных окислов. Данная процедура требует тщательного соблюдения технологии, так как перетравливание основного металла нежелательно. В процессе применяют как химический способ, так и электролитные ванны. Для приготовления растворов используется соляная, серная кислоты. Все детали требуют тщательного обезжиривания поверхности. Даже небольшой отпечаток пальца способен испортить заготовку. В качестве защитного покрытия применяют лак на основе канифоли, скипидара, гудрона
Однако стоит помнить, что составляющие – огнеопасные вещества, поэтому приготовление лака требует большой концентрации внимания и осторожности. После того как завершилась обработка металла, происходит непосредственно сам процесс травления. По его окончании деталь необходимо очистить от лака
По его окончании деталь необходимо очистить от лака.
Уважаемые друзья и коллеги!
Поздравляю Вас с нашим профессиональным праздником – Днем Химика!
Химия – это великая наука, захватывает целиком и навсегда. Требует к себе внимания, бережного и творческого отношения.
Твердо помните и соблюдайте заповеди технолога-гальваника:
1. Содержи в чистоте и порядке электролит, как тело свое.
2. Вышел на режим – не трепыхайся: лучшее – враг хорошему.
3. Не «идет покрытие» – зри в корень, смени обезжирку!
5. Чти нормативную документацию, как священное писание.
6. Хочешь жить без проблем – обрати конструктора в свою веру.
И пусть Ваша любовь к химии будет взаимной!
Королева Галина Владимировна
Как чернить оливковым маслом и яичным белком?
Суть данного метода в следующем. Сначала деталь из алюминия тщательно полируется мелкозернистой наждачной бумагой. Далее обезжиривается в содовом растворе. Затем на изделие наносят оливковое масло и нагревают при помощи спиртовой лампы
Очень важно, чтобы пламя не давало копоти. Термообработку следует выполнять до тех пор, пока на поверхности не проступит черный цвет. За это время масло выгорит и его придется нанести повторно
Как утверждают специалисты, намазывать деталь придется часто. После поверхность охлаждается и тщательно вытирается. От данной процедуры практически не отличается метод с использованием яйца. Разница лишь в том, что на поверхность следует наносить не оливковое масло, а сбитый яичный белок. Желательно, чтобы перед воронением он настоялся в теплом месте пару дней. Когда на детали он достаточно подсохнет, ее начинают нагревать до красна. В конце белок должен отстать, а алюминий под ним окрасится в черный цвет
За это время масло выгорит и его придется нанести повторно. Как утверждают специалисты, намазывать деталь придется часто. После поверхность охлаждается и тщательно вытирается. От данной процедуры практически не отличается метод с использованием яйца. Разница лишь в том, что на поверхность следует наносить не оливковое масло, а сбитый яичный белок. Желательно, чтобы перед воронением он настоялся в теплом месте пару дней. Когда на детали он достаточно подсохнет, ее начинают нагревать до красна. В конце белок должен отстать, а алюминий под ним окрасится в черный цвет.
Способы травления металла
Выбор конкретного способа зависит от многих факторов: химической активности металла, доступности химических реактивов и соображений безопасности.
Химическое травление
Выполняется в емкости с активным веществом. Для углеродистых сталей могут подойти растворы слабых кислот: лимонной, уксусной. Хорошо работает соляная кислота
К травлению в аккумуляторном электролите, азотной кислоте и преобразователе ржавчины следует относиться очень осторожно: в процессе могут выделяться ядовитые газообразные вещества, поэтому с такими реактивами лучше не работать при отсутствии вытяжного шкафа и хорошей вентиляции
Одним из самых безопасных веществ считается насыщенный раствор хлорного железа. Его можно купить в магазинах, торгующих радиодеталями. Преимуществами раствора являются практически неограниченный срок его службы (при работе со сплавами железа) и окрашивание протравленной поверхности в ровный серый цвет.

Время протекания процесса подбирается экспериментально в зависимости от концентрации используемого реактива и активности металла.
Электрохимическое травление
Многие нержавеющие и кислотостойкие стали, например, 40Х13, 95Х18, 08Х10Н18, 03Х12Н14М2, не реагируют на воздействие кислот, поэтому для их травления используется электрохимический способ.
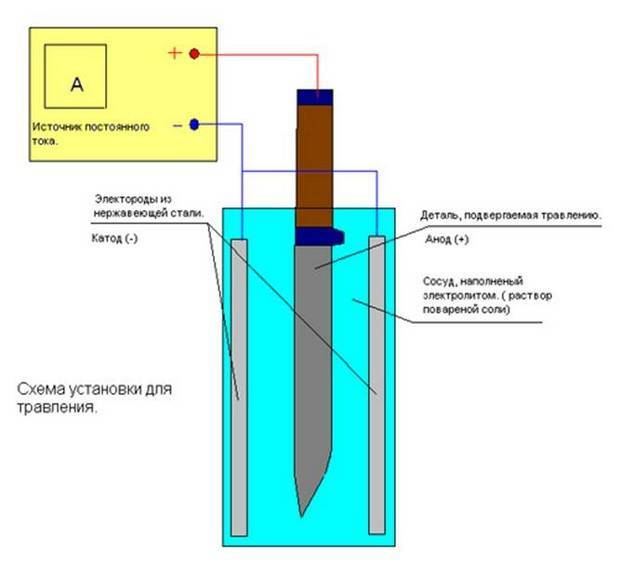
Для него понадобятся ванна для электролита из пластмассы или стекла, провода, клеммы и источник постоянного тока.В качестве электролита вполне сойдет насыщенный раствор поваренной соли. При выборе емкости для него следует помнить, что процесс может протекать достаточно бурно, этому ее объём должен быть в 2 раза больше, чем у электролита.
В качестве источника тока можно использовать аккумуляторные батареи, но лучше применять зарядное устройство (3 – 10А) с амперметром и возможностью регулировки параметров тока для выбора их оптимального значения. Обрабатываемая деталь при помощи клемм и проводника присоединяется к аноду (плюсовому контакту), в качестве катода можно использовать любую нержавеющую пластину, размещаемую в ванне параллельно к лицевой поверхности детали. После этого прибор включается в сеть.
Весь процесс может занимать от двух минут до получаса в зависимости от силы тока и площади рисунка. Глубину травления следует контролировать, периодически вынимая деталь из ванны. При этом не забываем отключать питание.

По окончании процесса защитное покрытие можно удалить подходящим растворителем и оценить результаты работы. Благодаря хорошей адгезии протравленной поверхности возможно создание цветного рисунка.

Для этого вся поверхность изделия задувается из баллона нитроэмалью, а после ее высыхания протирается куском чистой кожи, войлоком или другим безабразивным материалом. С полированной поверхности краска удаляется, оставаясь только во впадинах.
Уважаемые читатели, если у вас остались вопросы, задавайте их, используя форму ниже. Мы будем рады общению с вами
Травление металла в домашних условиях
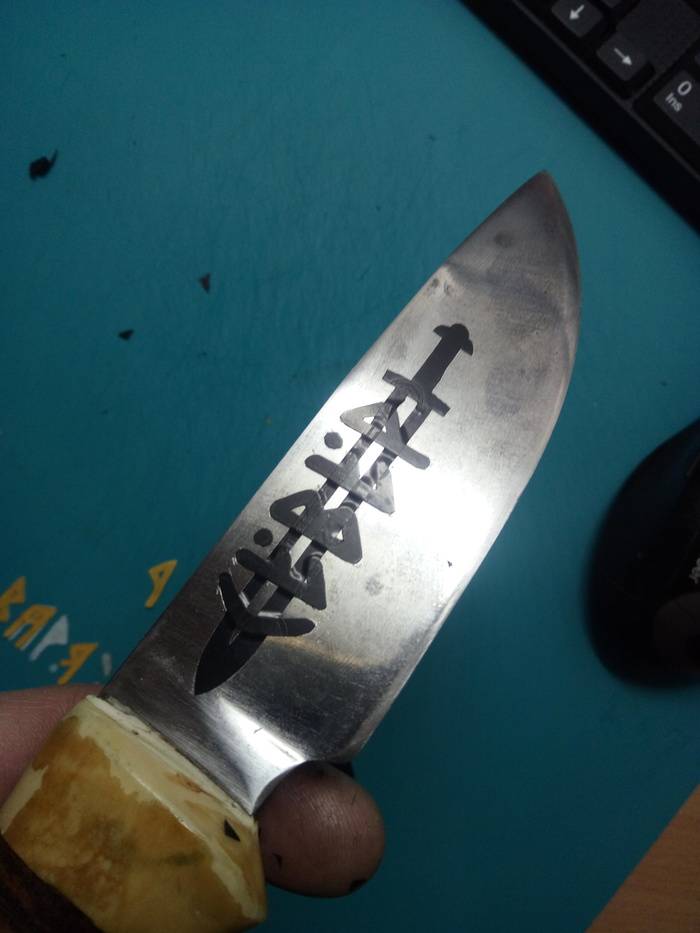
Решил поделиться с вами довольно простым способом травления металла в домашних условиях на примере клинка.Итак, нам понадобится:
- собственно, сама железяка (в моем случае, откованный клинок для ножа).
- Маркер или карандаш.
- лак для ногтей (можно порыться в сумочке жены или купить в супермаркете самый дешевый).
- растворитель.
- медный купорос (100-200 грамм).
- наждачная бумага (80, 400, 1200 грид).
Для начала берем клинок, хорошенько проходимся по нему наждачной бумагой и растворителем.
После этого, набросаем на него эскиз предполагаемого рисунка маркером.

Лаком для ногтей аккуратно закрашиваем свой эскиз.Если лак выступает за пределы эскиза – ничего страшного, все это можно легко протравить в дальнейших операциях.









Прошу обратить внимание: Лак образует плёнку, которая защищает металл от травления. Поверхность под лаком травиться не будет
Поверхность под лаком травиться не будет
Поверхность под лаком травиться не будет.
Кроме самого рисунка, стоит защитить торцы изделия, а в моем случае еще и РК клинка.
Даем лаку подсохнуть некоторое время, затем начинаем корректировать рисунок и исправлять косяки.Для корректировки можно использовать шило или обычную иголку. Убираем лишние ляпы и правим линии, чтобы они выглядели более плавными.
Теперь начинается химия процесса:Для травления нам нужен раствор медного купороса и соли.
Я использовал на литр воды 100гр. соли и столько же купороса.
Воду для раствора лучше брать горячую(только что скипевшую), чтобы сократить время реакции.
Опускаем наше изделие в раствор, ждем.Предположительное время травления 25-40 минут.Все зависит от того, какая глубина травления вас устроит.Чтобы ускорить реакцию можно увеличить концентрацию купороса.
Во время процесса на клинке образуется рыжий налет, который мешает дальнейшему протеканию реакции травления,поэтому периодически необходимо доставать клинок и промывать его под теплой струй воды. Никаких щеток и металлических губок, в противном случае, вы сорвете лак с изделия. Проверить, достаточно ли глубоко мы протравили можно на ощупь. Раствор сам по себе безвреден, как и налет, так что проверяйте смело. (Единственная опасность – можете испачкать руки)
Здесь, стоит отметить еще один момент: следите, чтобы ваша железка не протравилась слишком глубоко, иначе, раствор начнет съедать не только незащищенную поверхность, но и вгрызаться сбоку под лак, если только вам не нужен эффект искусственного старения.

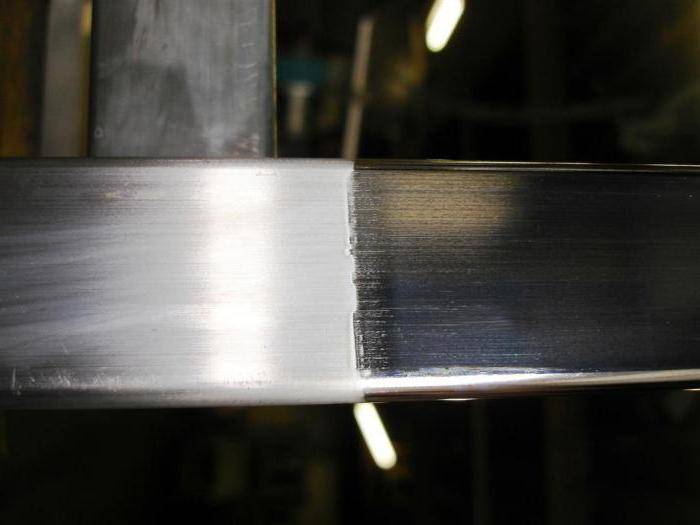
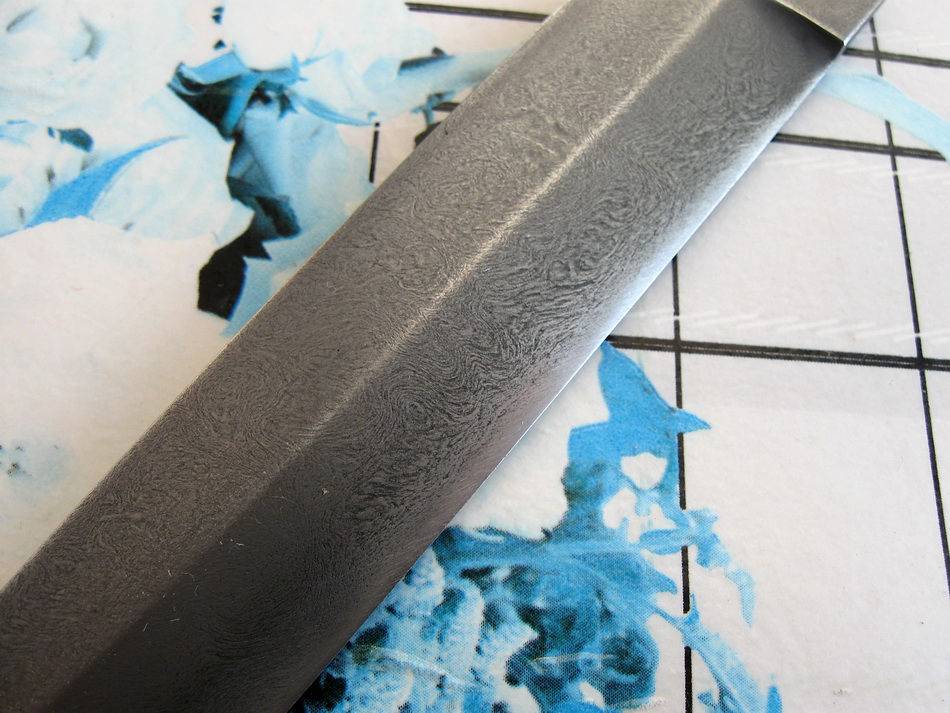
Как только мы решили, что металл достаточно глубоко протравлен, достаем поделку из раствора, хорошо промываем под напором воды, протираем растворителем, шкурим и полируем наждачкой по возрастающей, начиная с 80 грид, заканчивая 1200 грид. Если под рукой есть бор-машинка, неплохо бы шлифануть ею неровности рисунка.
В конце можно пройтись войлоком, если считаете нужным.
Осталось только сделать рукоять и отполировать клинок до зеркала.К сожалению, изображения готового клинка с ножнами у меня нет, т.к. эти фотографии делались давно и для других целей, а для мастер-класса я решил использовать только сейчас.
Спасибо за внимание. Надеюсь, кому-нибудь оказался полезным
Процесс травления для других материалов
Широко распространен в настоящее время такой вид обработки стекла, как травление. Используются пары плавиковой кислоты, фтористого водорода. Сначала осуществляется кислотная полировка поверхности, далее наносится рисунок. После данных манипуляций изделие помещается в ванну с травильным раствором. Затем стекло тщательно промывают и очищают от защитного покрытия. В качестве последнего можно применять смесь на основе пчелиного воска, канифоли, парафина. Травление стекла плавиковой кислотой используется для придания ему матовости. Существует также возможность цветного протравливания. Соли серебра придают поверхности желтые, красные, синие оттенки, соли меди – зеленые, черные, красные. Для получения прозрачного, блестящего рисунка к плавиковой добавляют серную кислоту. Если необходимо глубокое протравливание, процесс повторяют несколько раз.
Типы травления
В зависимости от используемого для разрушения поверхности материала вещества, выделяют следующие способы травления.
1. Химический метод (его еще называют жидким). При этом используются особые растворы на основе кислот. Таким образом наносят на сплавы орнаменты, надписи.
2. Электрохимическое травление металла – предполагает использование электролитной ванны. Ее заполняют специальным раствором. Также часто при этом используют соли свинца, которые предотвращают перетравливание. Этот способ имеет ряд преимуществ. Во-первых, рисунок получается более четким, а время, необходимое для завершения процесса, значительно сокращается. К тому же такая обработка металла экономична: объем использованной кислоты гораздо меньше, чем при первом методе. Еще одно несомненное преимущество – отсутствие вредных газов (протрава не содержит едкие кислоты).
3. Существует также и ионно-плазменный способ (так называемый сухой). В данном случае поверхность повреждается минимально. Такой метод используется в микроэлектронике.

О хлористом железе
Судя по отзывам, некоторые домашние умельцы вытравливают печатные платы и получают таким образом жидкость для чернения алюминия. Далее в эту отработку опускают на определенное время блестящие металлические детали. Тем, кто интересуется, как выполнить чернение алюминия в домашних условиях, можно посоветовать не усложнять процесс вытравливанием плат, а сразу обзавестись хлорным железом для изготовления нужного раствора. Работать данным методом можно как с алюминием, так и с дюралью, сталью и латунью.
Судя по отзывам, лучше всего чернятся алюминиевые поверхности. С дюралевыми дело обстоит несколько хуже. Стальные, как утверждают мастера, практически не чернятся. Однако на них образуется специфический налет, который можно спутать с ржавчиной. Тем не менее стальная поверхность уже не так блестит и смотрится гораздо лучше. Латунные изделия после обработки в хлористом железе также черными не становятся, но приобретают матовый красноватый оттенок.
↑ Накатываем фоторезист
Далее отмеряем фоторезист для корпуса и кнопок.

Рис. 3. Пленочный фоторезист.
Отмеряем немного с запасом по краям, чтобы удобно было накатывать. Пленочный фоторезист состоит из 4-х слоев: нижний (он матовый) — полиэтилен, потом тонкий слой клея, потом, собственно, сам фоторезист, а сверху глянцевый защитный слой (лавсан). Аккуратно поддеваем матовый слой иголкой или скальпелем, отдираем полоску шириной миллиметров 5-8 и приклеиваем на корпус. Фоторезист легче накатывать вдоль длинны корпуса.
Да! Еще один нюанс. Корпус лучше подогреть над газом до температуры приблизительно 40 градусов. Тогда фоторезист лучше приклеивается. Постепенно отрывая основу, прикатываем фоторезист к поверхности жестким фотоваликом, или, на худой конец, пальцем. Выступающие края фоторезиста срезаем надфилем к корпусу или острым ножом.
Следите, чтобы под фоторезист не попали пылинки и пузырьки воздуха. В этом месте возможно попадет хлорное железо и будет бяка. Если пузырьки воздуха все же случились, можно аккуратно проколоть их острой иглой и сильно прокатать фотоваликом. Верхний защитный слой пока не снимаем, потому что фотошаблон может приклеиться к фоторезисту (были случаи).

Рис. 4. Накатанный фоторезист.
Что дает воронение стали?
Некоторые неискушенные мастера часто не знают, что такое воронение металла. Подобным способом обработки пользуются довольно редко, полагая, что – это довольно сложная процедура. На самом деле любой изготовитель может добиться положительных результатов своими руками при минимальных затратах материалов и труда.
При химическом или термическом воронении на поверхности стали образуется окисная пленка толщиной от 1…3 до 10…15 мк. Толщина образовавшегося слоя во многом зависит от применяемой технологии. При выполнении данной операции достигаются основные цели:
- у стального изделия возрастает коррозионная стойкость;
- детали, прошедшие обработку, способны сохранять стойкость к агрессивному воздействию окружающей среды.
Если имеется действие щелочей, кислот и специальной термической обработки, то поверхность покрывается окисью,
2Fe + O₂ = 2FeO.
Окисление, когда железо проявляет двухатомные свойства, образует черные пленки. В зависимости от их толщины меняется и окрас изделия. Если имеется достаточно толстая пленка (до 12…15 мк), то поверхность имеет черный цвет. Чтобы повредить подобное покрытие, нужно приложить довольно значительное усилие.






Термическое воронение деталей
В промышленных условиях предпочитают выполнять воронение термическим способом. Обычно эту операцию совмещают с низким отпуском, который снимает внутренние напряжения внутри стальных изделий:
- Деталь в муфельной печи в течение 20…30 минут нагревают до температуры 180…220 ⁰С.
- Вынутую деталь протирают машинным маслом с помощью тампона. Желательно провести обработку всех поверхностей.
- При необходимости обработки повторяют.
- Обычно достаточно двукратной термической обработки для получения качественной вороненой поверхности.
Информация: на оружейных заводах, производящих огнестрельное и холодное оружие, используют термическое воронение. Покрытие на многих изделиях сохраняется более 100 лет. Пример, винтовки Мосина 1891 г. выпуска и револьверы Наган, выпущенные в конце 1888 г.
О хлористом железе
Судя по отзывам, некоторые домашние умельцы вытравливают печатные платы и получают таким образом жидкость для чернения алюминия. Далее в эту отработку опускают на определенное время блестящие металлические детали. Тем, кто интересуется, как выполнить чернение алюминия в домашних условиях, можно посоветовать не усложнять процесс вытравливанием плат, а сразу обзавестись хлорным железом для изготовления нужного раствора. Работать данным методом можно как с алюминием, так и с дюралью, сталью и латунью.
Судя по отзывам, лучше всего чернятся алюминиевые поверхности. С дюралевыми дело обстоит несколько хуже. Стальные, как утверждают мастера, практически не чернятся. Однако на них образуется специфический налет, который можно спутать с ржавчиной. Тем не менее стальная поверхность уже не так блестит и смотрится гораздо лучше. Латунные изделия после обработки в хлористом железе также черными не становятся, но приобретают матовый красноватый оттенок.
Как развести хлорное железо
Хлорид железа (III) в виде раствора коричневого или красного цвета можно найти в торговой сети, приготовить в лаборатории или в домашних условиях. В последнем случае обязательно потребуется термостойкая неметаллическая посуда (стеклянная, пластиковая, керамическая). Воду для растворения соли можно взять из-под крана. Безопаснее — кипяченая или дистиллированная. Нагретую до 50–70 °C воду помещают в емкость, а затем малыми порциями насыпают вещество. Пропорции хлорного железа и воды — 1:3. Если готовить раствор из кристаллогидрата, то воды потребуется меньше, ведь она содержится в кристаллогидрате (40% от массы). Добавляют вещество в раствор понемногу, каждая порция — около 5–10 г. Сразу насыпать всю навеску не рекомендуется из-за бурного характера реакции гидратации. Нельзя использовать металлическую посуду (ложки, шпатели). Соль должна полностью раствориться в теплой воде, для чего кристаллы нужно хорошо перемешать с жидкостью. Ускоряет процесс добавление соляной кислоты (1/10 от массы кристаллов). После отстаивания в течение нескольких часов на дне может появиться осадок из-за присутствия в навеске и образования в ходе реакции гидроксида железа. Следует профильтровать готовый раствор темно-коричневого цвета и хранить в плотно закрытой пластиковой таре при умеренной температуре и отсутствии прямого солнечного освещения.
Хлорное железо — реагент для очистки воды.
Преобладающее количество производимого хлорного железа используется для очистки промышленных и сточных вод.
Проблема очистки промышленных и сточных вод является одной из важнейших задач охраны окружающей среды. Коагуляция – один из распространённых методов очистки сточных вод. Сущность метода коагуляции заключается во взаимодействии веществ, загрязняющих стоки, с минеральными коагулянтами. В качестве коагулянтов чаще всего используют хлорное железо, которое в результате гидролиза образует малорастворимый гидроксид железа Fe(OH)3. В процессе образования данного гидроксида захватываются неорганические и органические примеси с образованием рыхлых хлопьев, которые можно легко удалить из очищаемых стоков. Образующиеся хлопья размером 0,5–3,0 мм и плотностью 1001–1100 г/л имеют очень большую поверхность с хорошей сорбционной активностью. В процессе их образования и седиментации в структуру включаются взвешенные вещества (ил, клетки планктона, крупные микроорганизмы, остатки растений и т. п.), коллоидные частицы и та часть ионов загрязнений, которые ассоциированы на поверхности этих частиц. Высокая скорость осаждения хлопьев гидроксида обуславливает преимущество хлорного железа перед сернокислым алюминием. Процесс осаждения шлама при помощи хлорного железа протекает быстрее и глубже, кроме того, хлорное железо благоприятно влияет на биохимическое разложение шлама. Расход хлорного железа составляет 30 г на куб. метр сточных вод. Химическая очистка сточных вод уменьшает содержание нерастворимых примесей до 95% и растворимых до 25%.
При проведении очистки сточных вод микроорганизмы и ядовитые соединения, содержащиеся в водах, разрушаются гипохлоритом натрия.
Гипохлорит натрия можно использовать для обработки сточных вод, содержащих соли аммония, фенольные соединения, ртуть. Степень очистки достигает 99,9%.
В результате проведенных исследований эффективности применяемых в пищевой промышленности дезинфицирующих средств гипохлорит натрия был оценен как наиболее эффективный и экономичный продукт. Он показал высокую эффективность воздействия на практически все виды растительных клеток, спор и бактерий. Обычно используют раствор с содержанием 30 – 40 мг/л активного хлора.
Хлорное железо применяют также в качестве катализатора в процессах органического синтеза, окисления нефтяных битумов, при получении термостойких смол. Он является энергичным хлорирующим агентом, поэтому может использоваться для избирательного извлечения отдельных компонентов руд.
Водные растворы хлорного железа обладают мягкими травильными свойствами, поэтому их применяют для травления печатных плат, медной фольги и металлических деталей перед нанесением гальванических покрытий.
Хорошо известно применение хлорного железа в качестве добавки к портландцементу для ускорения процесса схватывания. Водоцементное отношение (В/Ц) рекомендуется в пределах 0,4 – 0,5. Добавка хлорного железа позволяет повышать значение В/Ц. Добавка хлорного железа повышает прочность бетона.
Технические характеристики раствора хлорного железа.
1. Массовая доля хлорного железа — не менее 40 %;
2. Плотность раствора при 20 °С — не менее 1,41 г/куб. см;
3. Массовая доля хлористого железа — не более 1 %;
4. Массовая доля нерастворимых в воде веществ — не более 2 %;
5. Массовая доля соляной кислоты – не более 1,5 %.
Нормативная документация: ТУ 2152-081-56856807-08
Инструкция по жидкому травлению ножа
Химический способ проще, не нужно использовать элементы питания. Необходима сильная агрессивная среда. Уже озвучивалось, что способ опасен своими газообразными выделениями. Раскрыть окно или обзавестись хорошей вытяжкой просто необходимо. Снаряжение для безопасности:
- резиновые перчатки;
- респиратор;
- защитные очки;
- рабочий халат.
Избегать попадания на слизистые оболочки тела. Промывкой водичкой не обойдётся. Химический ожог – страшная вещь. С экипировкой разобрались, теперь дело за материалами:
- изоляционная лента;
- лак для ногтей, маркер;
- шлифовальный станок;
- дистиллированная вода в ёмкости;
- пластиковый контейнер;
- растворитель, ацетон;
- запас хлорида железа;
- ватные палочки и диски, зубочистка;
- наждачка различного зерна.
Нож необходимо подготовить заранее. На цельном изделии защитить рукоять изолентой, разборное – разобрать и работать с клинком отдельно.
Создание защитного слоя
Узор необходимый перенести на изделие, требуется обвести защитным слоем. Учитывая, что на участке с покрытием – реакция проходить не будет, и металл останется светлым. Изначально набросок сделать маркером, а затем покрыть лаком для ногтей. Это наилучший вариант. Лак затем можно скорректировать для ровности линий и самого узора.
Приготовление раствора
В обязательном порядке используем средства индивидуальной защиты. При работе с кислотой необходим под рукой раствор соды, она пригодится при попадании агрессивного вещества на кожу. Правило всех химиков – кислоту льём в воду, ни в коем случае не в обратном порядке:
- Соотношение хлорного железа и воды, необходимо получить 50/50. Это оптимальный вариант, но для ускорения реакции дозволено применить и другие пропорции.
- Пластиковый контейнер не следует наполнять целиком, учтите помещение туда изделия. Налив немного дистиллированной воды – столько же наливаем хлорного железа.
- Пометьте контейнер словами «Кислота», будьте с ним осторожны. Металлическая ёмкость – не подойдёт, есть вероятность вступления в реакцию с раствором.
Учтите, что разведённая жидкость послужит не один раз, десяток клинков реально в ней обработать. По окончании разведения раствора следует перейти к следующему этапу.
Процесс травления
Для получения качественного результата рекомендуется при погружении клинка, производить движения в жидкости. Процесс будет выглядеть, как аккуратное полоскание изделия в растворе. Прикасаться к клинку строго запрещено. Оставлять на длительное время в нём, также не рекомендуется.
Профессионалы травления утверждают, что необходимо многократное, недлительное погружение изделия в агрессивную среду. Выглядит это так:
- следует погрузить клинок на 20 секунд;
- вынуть на воздух, на то же время, что и было погружение;
- быстрая промывка под водой из водопроводного крана;
- держим на воздухе 20 секунд;
- и затем опять погружаем в раствор на прежний промежуток времени.
В заключении процесса необходимо хорошо промыть изделие проточной водой, снять защитный слой с помощью ацетона или растворителя. Пройтись наждачной бумагой по клинку начиная от крупного зерна 400 ед. и заканчивая 2000 или 2500. Довести до блеска поможет войлочный круг на шлифстанке.
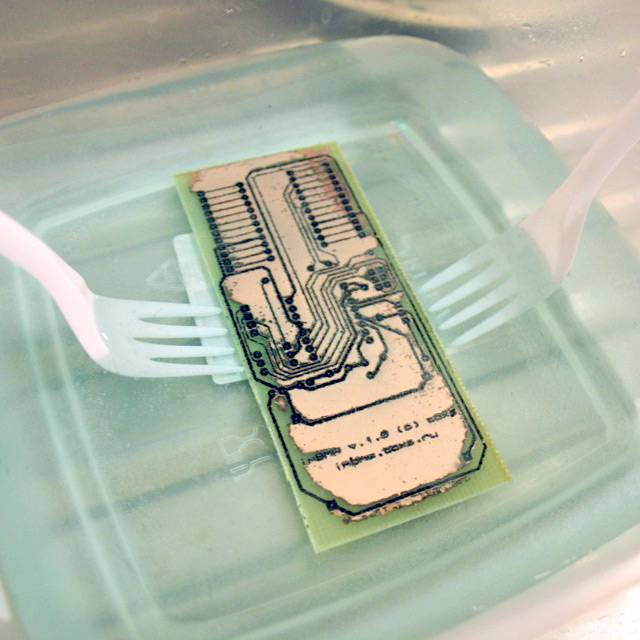
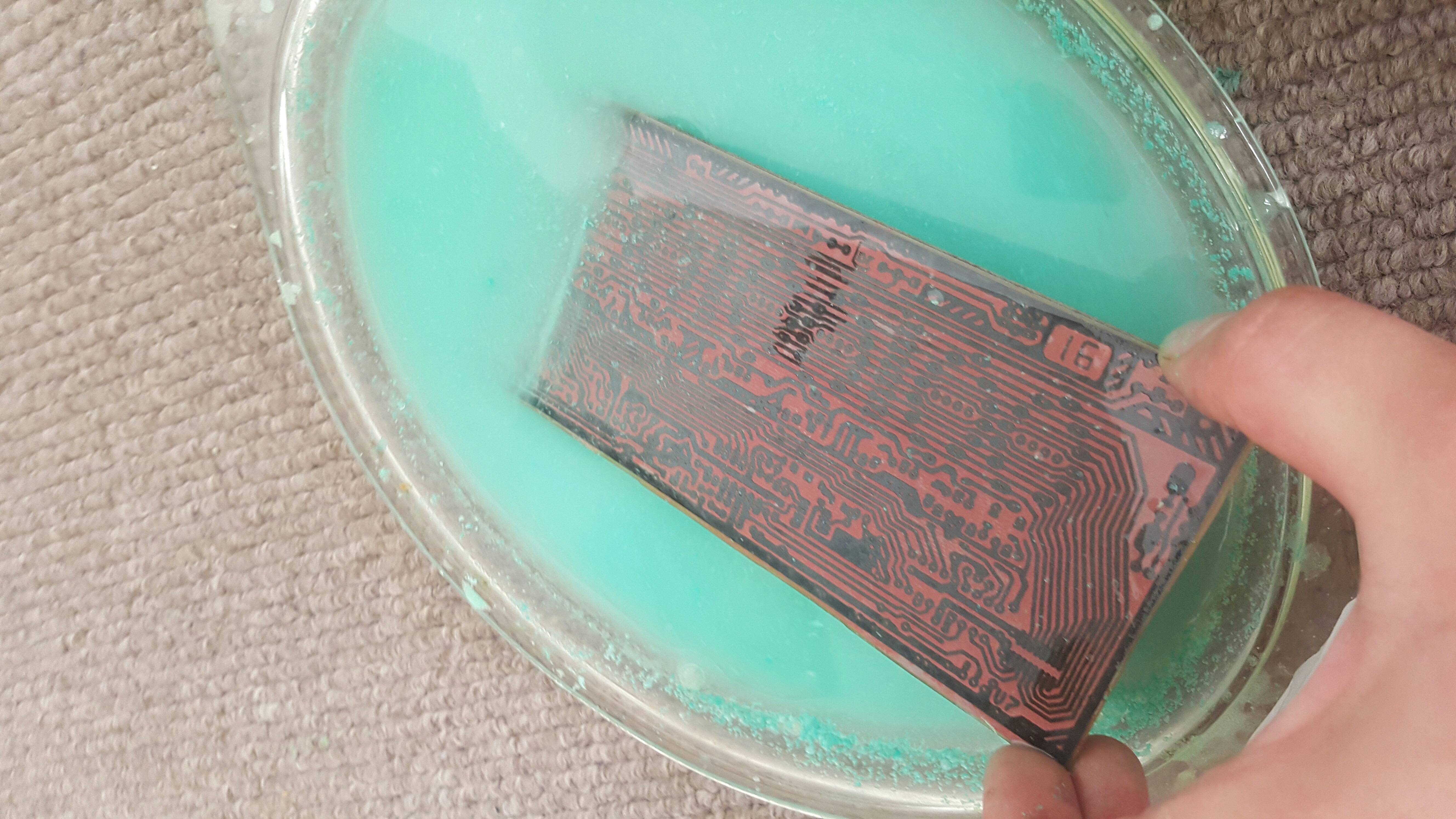
↑ Травим в хлорном железе
Открытые участки металла, которые не нужно травить (например, торцы), покрываем бесцветным лаком для ногтей (можно спереть у жены, как я). Теперь берем фотованночку, наливаем хлорное железо и бросаем туда корпус и кнопки изображением ВНИЗ.
Рис. 10. Травление.
Раствор сразу начинает бурлить. Алюминий вытесняет из раствора железо и оно оседает тут же, в месте травления. Его надо удалять мягкой ненужной зубной щеткой приблизительно раз в 30 сек. При этом надо быть осторожным: могут появиться сколы фоторезиста у краев изображения. Если такое случилось — немедленно промойте, просушите и скорректируйте скол водостойким маркером или тем же лаком для ногтей. Однако лак может разъесть фоторезист, будьте осторожны.
Травил я минут 5. После травления получаются углубления около 0,5 мм глубиной. Снимаем фоторезист. При изготовлении печатных плат фоторезист можно снимать раствором едкого натра (каустической соды) или чуть разбавленным «Кротом» для прочистки канализационных труб. Но для алюминия это не подходит. Он темнеет от контакта с каустиком. Если протравленные углубления глубокие, то можно снять фоторезист наждачной губкой с водой, если не очень, тогда можно бросить в посудину с ацетоном или растворителем № 646 или 647 на 15-20 мин.
Рис. 11. После травления и снятия фоторезиста.
Описание процесса
Судя по отзывам, процедура пройдет без проблем, если придерживаться следующей очередности действий. Первым делом деталь очищается и обезжиривается. Затем изделие нужно опустить в пустую емкость. Теперь к алюминию можно подключить отрицательную клемму. В отдельной емкости готовится раствор электролита. Далее с одного конца многожильного медного провода снимается изоляция. Должно получиться нечто наподобие кисточки.
Вторым концом провод соединяют с положительной клеммой. Процедура чернения состоит в том, что кисточку смачивают в приготовленном растворе, и не касаясь обрабатываемой детали, проводят по ее поверхности. В конце изделие из алюминия моют и сушат.
Источник
↑ Делаем фотошаблон
Далее в любой удобной программе готовим фотошаблон и печатаем на прозрачной пленке для принтеров. При печати указываем максимальную контрастность и минимальную яркость, но тут надо пробовать. У меня Epson RX610. Настройки такие: качество печати «Наилучшее фото», «Оттенки серого», тип бумаги «Epson Matte», яркость: -25, контрастность+25. Фоторезист негативный! То есть, где на шаблоне отсутствует краска, там фоторезист засветится и при проявке не смоется! Будьте внимательны.





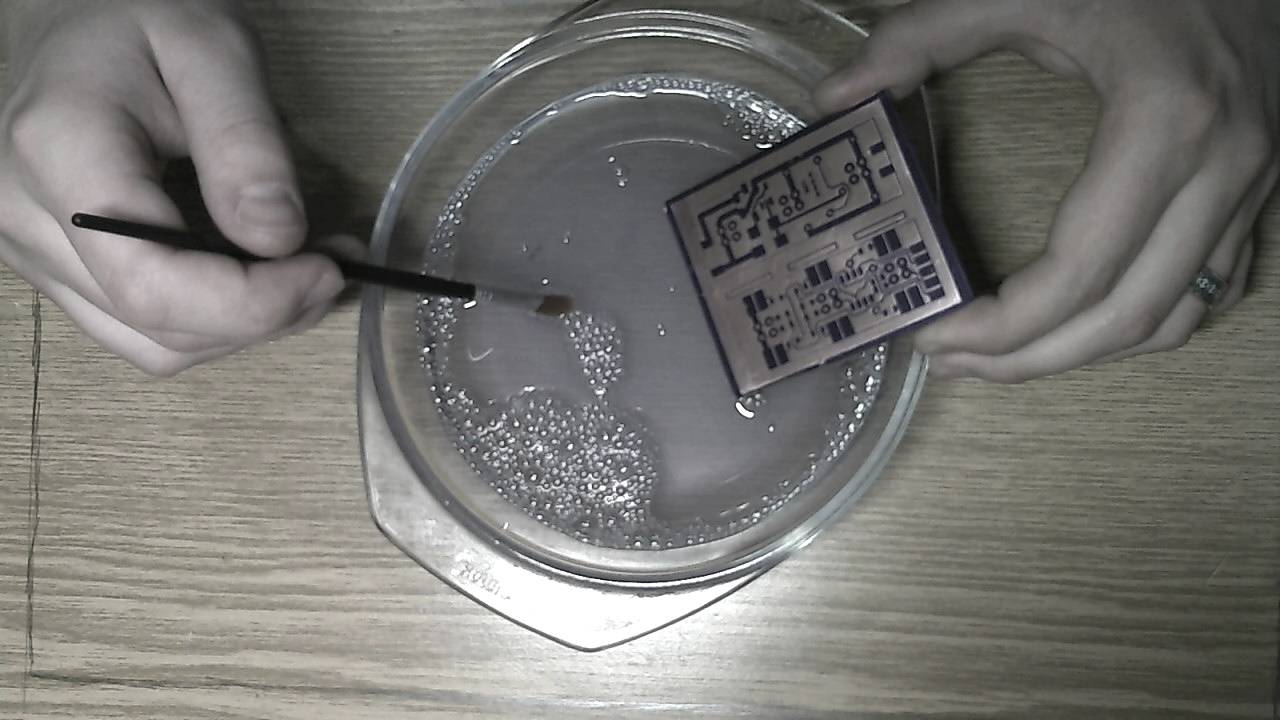
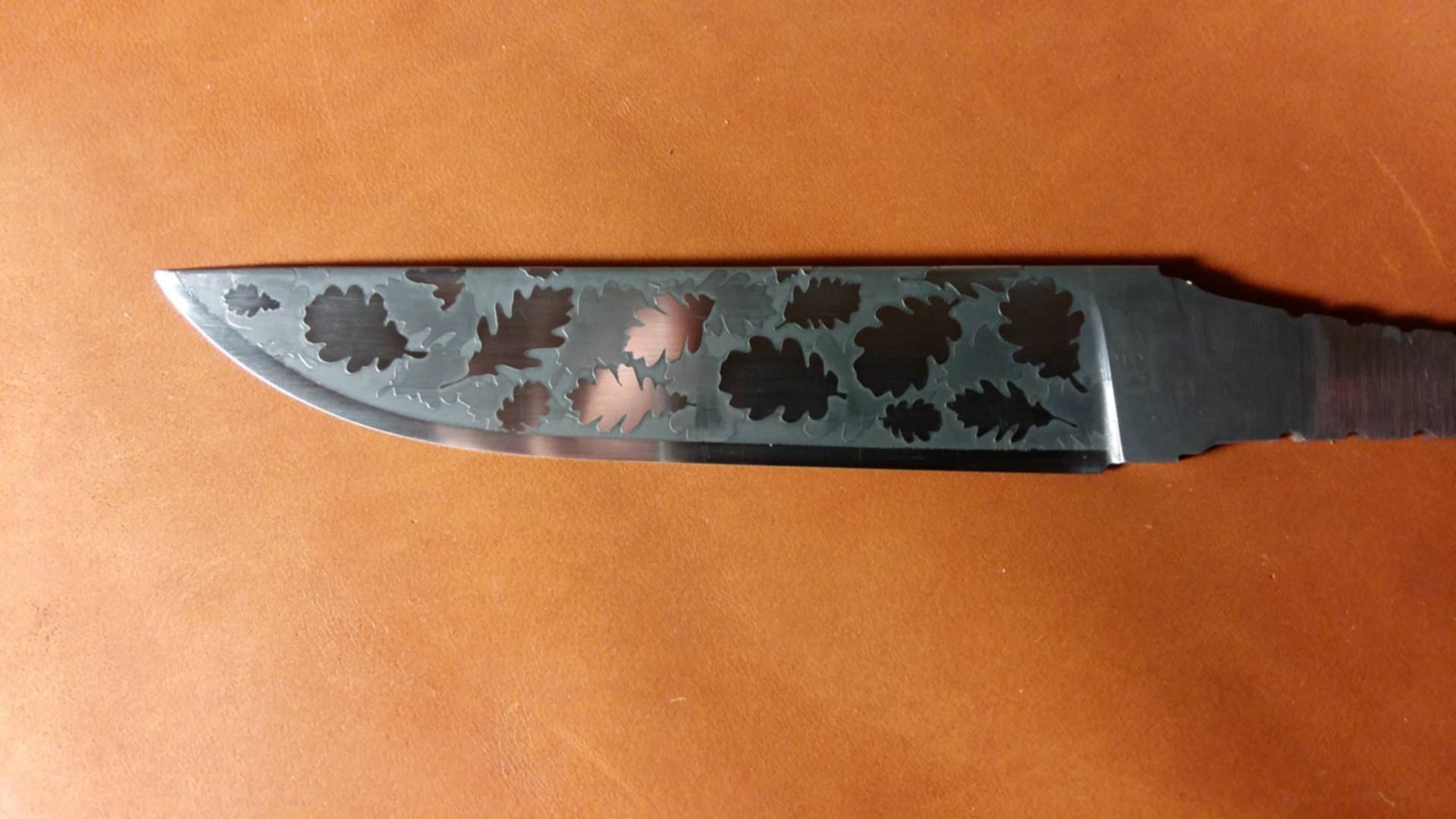

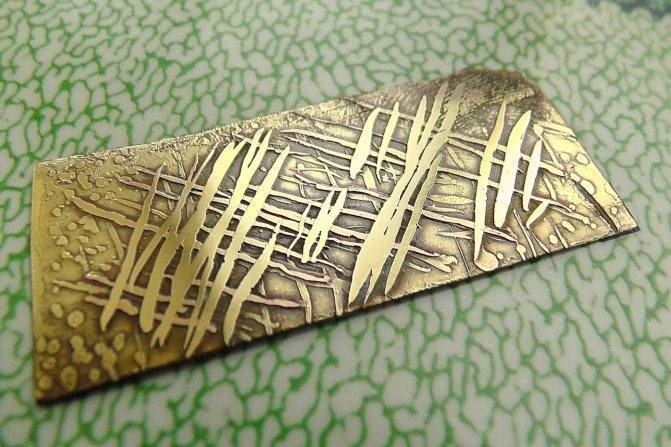


Рис. 5. Фотошаблон. Пленку я использую экономно. Поэтому печатаю разные проекты на одном листе пока остается место.
Сохранение стабильности ванны Е6
Для получения особенно матовых поверхностей требуется высокое содержание алюминия, которое может достигать 200 г/л
При таком высоким содержанием алюминия требуется особое внимание к стабильности ванны
Стабильная черная ванна Е6
Только одного взгляда бывает достаточно, чтобы определить является ли ванна Е6 еще стабильной. Если она имеет насыщенный черный цвет (рисунок 1), то можно быть уверенным, что ванна является достаточно стабильной. Конечно, эту визуальную оценку необходимо всегда подтверждать регулярным химическим анализом состава ванны.

Рисунок 1 – Ванна Е6 насыщенного черного цвета в стабильном состоянии
Серая ванна Е6 – что происходит?
Если ванна Е6 стала серого цвета вместо насыщенного черного, то нужно реагировать немедленно. В этом случае процесс дестабилизации уже начался. В ходе этого процесса из раствора выпадают белые, плохо растворимые частицы гидроксида алюминия. Если их пропорция в ванне продолжает возрастать, то ванна становится все более серой, то есть черный цвет меняется на темно серый, потом средне серый, потом светло серый, пока не станет полностью белой. В светло сером и белом состоянии ванну считают потерянной и ее нужно полностью восстанавливать, что требует значительных количеств финансов, работы и времени. Поэтому нужно всячески избегать возникновения такого состояния.

Рисунок 2 – Ванна Е6 темно серого цвета – начало дестабилизации
Как спасать нестабильную серую ванну Е6?
Если щелочная ванна Е6 стала слегка серой, необходимо:
Немедленно выполнить полный анализ химического состава ванны.
- О нестабильности ванны будет говорить снижение содержания алюминия, так как часть растворенного алюминия уже выделилась из раствора в виде плохо растворимого гидроксида алюминия.
- В тоже самое время содержание гидроксида натрия будет возрастать, так он выделяется в ходе дестабилизации раствора.
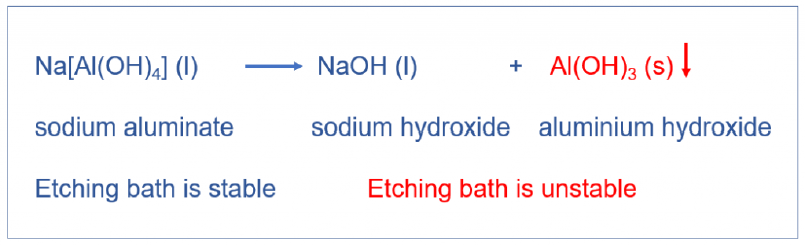
Рисунок 3 – Химическая реакция процесса дестабилизации
Было бы ошибкой не добавлять в ванну гидроксида натрия, хотя его содержание скорее всего еще находится внутри заданного интервала. Низкая щелочность способствует дальнейшей дестабилизации этой ванны :
- В серую ванну необходимо добавить большое количество специальной добавки (например, Alfasatin) для дополнительной стабилизации, например, в два раза больше, чем обычно.
- Рекомендуется повысить щелочность ванны путем добавления гидроксида натрия, чтобы дополнительно стабилизировать ее.
Эти стабилизационные меры обеспечивают то, чтобы:
- не происходило дальнейшего выпадения гидроксида алюминия и
- оставшийся в растворе ванны гидроксид алюминия постепенно удалялся из ванны с обрабатываемыми алюминиевыми поверхностями.
В результате ванна должна постепенно вернутся в стабильное состояние (черного цвета). В течение этого времени мониторинг химического состава ванны является особенно важным. Если раствор в ванне снова примет черный цвет, то процесс стабилизации можно считать успешным.
Что делать со светло серой или молочно белой ванной Е6?
Если ванна Е6 достигла такого состояния (рисунок 4), то уже нет никакой возможности спасти ее. Можно только подождать некоторое время, пока белый шлам не осядет на дно ванны. Отстоявшуюся жидкую фазу можно затем перекачать в пустую ванну или емкость и затем, в зависимости от ее состояния, использовать при приготовлении новой ванны.
Однако, выделившийся белый шлам оксида алюминия нужно извлечь из ванны как можно скорее. Если промедлить с этим, он станет каменным и уже будет очень трудно очистить от него ванну (рисунок 5).

Рисунок 4 – Полностью дестабилизированная ванна Е6

Рисунок 5 – Окаменевший шлам гидроксида алюминия из ванны Е6
- https://alufinish.de/en/destabilisation-of-alkaline-e6-long-term-pickling-processes/
- SPECULAR REFLECTANCE OF ANODIZED 6061-T6 ALUMINUM ALLOY / JON STRAUSS, Oregon State University – 2013
- Alkaline Etching of Aluminum & Its Alloys – A New Caustic Soda Recovery System –Italecno S.r.l. & Chemetall – 2002.