

Содержание
- Что такое лазерная резка металла
- Оборудование для лазерной резки
- От чего зависит качество лазерной резки?
- Особенности резки отдельных видом металлов
- Альтернативы лазерной резке
Плазменная резка Газовая резка
Гидроабразивная резка
Практическое применение
Ценообразование при расчете стоимости лазерной резки
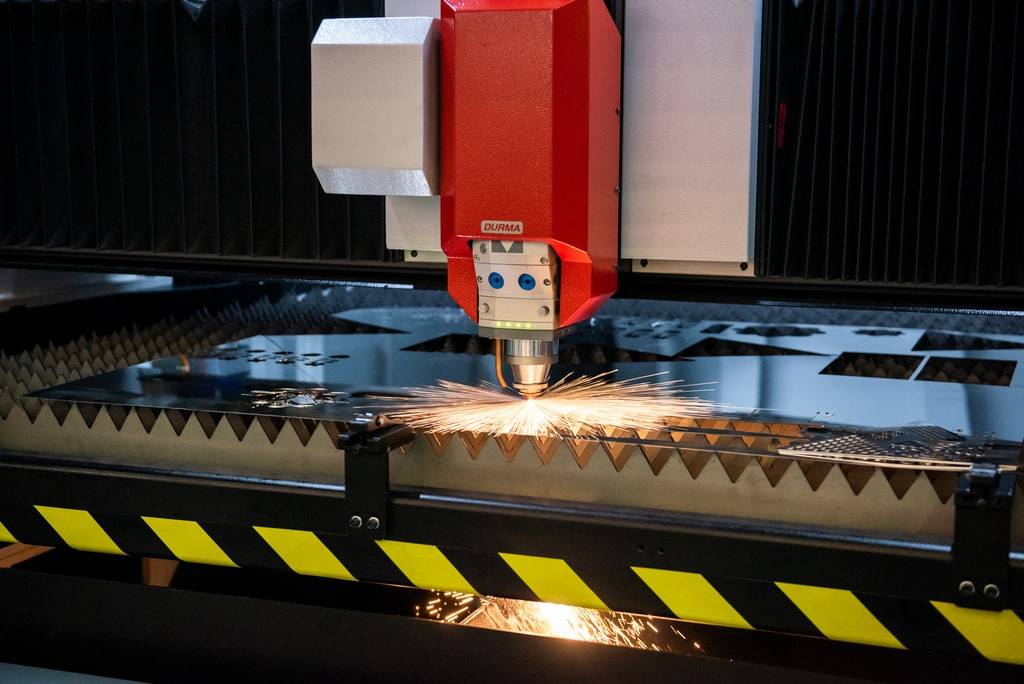
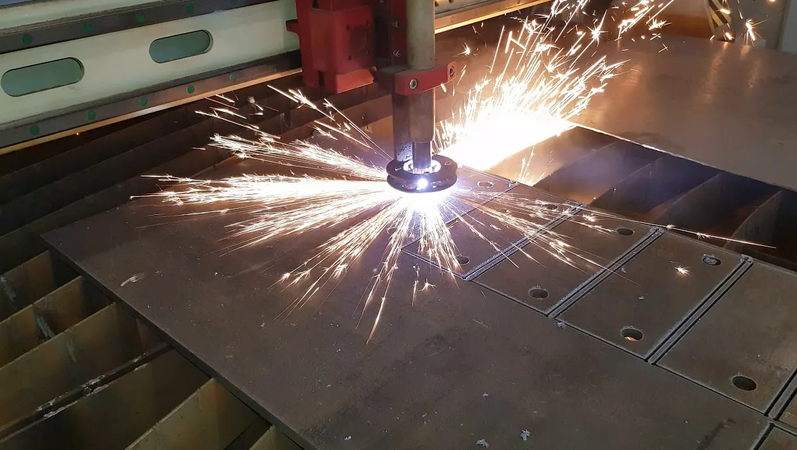
Лазерная резка металла – это процесс нагревания и разрушения металла при помощи лазерного луча. Международное название технологии – Laser Beam Cutting (LBC).
На сегодняшний день существует 3 основных способа работы лазера по металлу:

- Плавление — наиболее распространенный способ, который подходит для большого количества материалов. Луч лазера разогревает поверхность металла до температуры плавления, которая различается у видов сырья. При правильно подобранном режиме металл расплавляется только по срезу, целостность кромок сохраняется. В зону обработки бьет поток сжатого газа, который выдувает расплавленный металл, охлаждает края, предотвращает плавление и деформации на срезах. Например, присутствие кислорода при резке нержавеющей стали или алюминия грозит окислением места среза, поэтому поверхность обдувается азотом. Алгоритм движения составлен на базе информации о материале (толщине, температуре плавления) и заложен в программное обеспечение, которое управляет действиями оборудования. Эта технология отличается высокой точность, скоростью и экономичностью.
- Горение — способ лазерной резки металла, который оптимизирует обработку черных металлов, но не подходит для цветных металлов и стали с высоким содержанием легирующих элементов. Воздействие кислорода дает в несколько раз больше тепловой энергии, чем работа лазера. Себестоимость процесса и время обработки уменьшаются. Методика имеет недостаток – горят кромки некоторых материалов. Затраты на постобработку срезов могут превысить экономию непосредственно резки. Выбор технологии лазерной резки “горение” определяет материал. Например, черная сталь в процессе обработки не образует оксидов или позволяет легко удалить их. Сплавы алюминия и нержавеющая сталь при контакте с O₂ окисляются, поэтому при раскрое этих материалов поступление кислорода отсекают струей азота.
- Испарение — используется редко, востребован только при резке тонкостенных изделий или листов малой толщины. Луч работает не сплошной струей, а короткими импульсами, рассчитанными на то, чтобы расплавить и испарить металл, не задев ничего вокруг, например, подложку (в изделиях). Воздушный напор удаляет технический мусор из рабочей области. Эта методика требует значительно большего нагрева материала. Например, алюминий плавится при 660 ํС, а закипает при 2 519 ํС. Соответственно, нужно почти в четыре раза больше энергии. Процесс более затратный, поэтому оправдан только в случаях, где не справляются другие технологии.
Принципы выбора
Оборудование для лазерной резки металла выбирается по следующим критериям:
- производительности, скорости обработки, позиционирования луча над рабочей поверхностью;
- типу излучателя (металлического или керамического), срока его службы, надёжности, особенностей конструкции;
- торговой марки, под которой был изготовлен станок;
- гарантийному сроку от производителя;
- виду материалов деталей, используемых в устройстве позиционирования лазера, особенно направляющих;
- назначению, условиям эксплуатации, на которые рассчитан промышленный станок;
- удобству и простоте управления;
- возможностям расширения функциональности;
- требованиям к помещению, где будет выполнена установка оборудования;
- стоимости конкретной модели, комплектующих, расходных материалов.
Дизайн станка
Дизайн и компоновка оборудования для лазерной резки металла обеспечивают удобство в работе, а также производительность. Простота удаления стружки, доступное пространство для перемещения заготовки относительно лазера, эффективность охлаждения — вот основные параметры, зависящие от расположения конструктивных элементов.
Важно обращать внимание на следующие узлы:
- подъёмный стол;
- лазер;
- систему охлаждения;
- оптику.
Подъёмный стол
Станок для лазерной резки оснащён подъёмным столом, предназначенным для закрепления и перемещения заготовки относительно луча. Перемещение может быть линейным вдоль вертикальной оси координат. Он обладает различной грузоподъёмностью, площадью, способен перемещаться при помощи механического или электрического подъёмного привода.
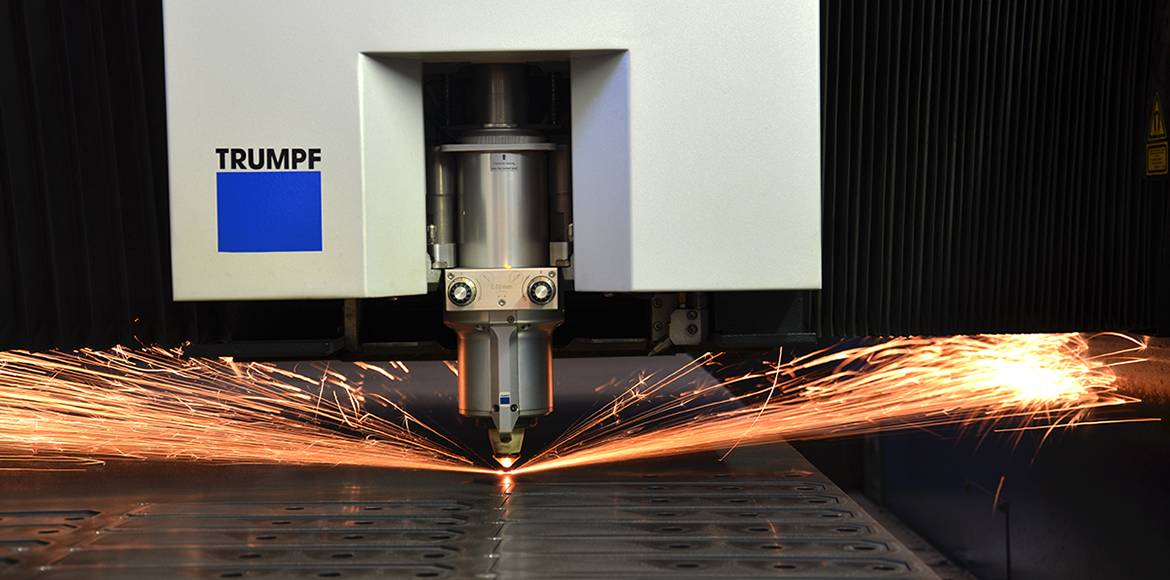
Мощность лазера и охлаждение
Лазерный резак по металлу оснащается лазерами различной мощности, позволяющими выполнять различные задачи. Чем выше мощность, тем качественнее обработка, больше допустимая толщина заготовок, но и выше энергопотребление.
Для эффективной работы и установки необходимо обеспечивать качественное охлаждение трубки. От этого будет зависеть ресурс работы лазера. Обычно достаточно водяной системы с датчиком потока, позволяющим контролировать охлаждение.

Лазер для резки металла
Оптика
Устройство для лазерной резки предусматривает установку оптики, назначение которой фокусировать луч. Она может быть следующих видов:
- длиннофокусной, применяемой для обработки толстых заготовок;
- короткофокусной, используемой для гравировки или резки тонколистового металла.
Цены
Стоимость оборудования зависит от следующих факторов:
- производителя;
- функциональности;
- типа лазера;
- оптической системы;
- площади рабочей поверхности;
- системы охлаждения.
Особенности лазерной резки
Лазерные установки состоят из трех основных частей:
- Рабочей (активной) среды – источника лазерного излучения.
- Источника энергии (системы накачки), создающего условия, при которых начинается электромагнитное излучение.
- Оптического резонатора – зеркала, усиливающего лазерное излучение.
Металл разогревается на небольшом участке. Процесс раскроя может идти при температуре расплавления или испарения металла. Второй вариант энергозатратней и применяется только для тонких материалов.
Для облегчения работы в зону резки подается газ: азот, гелий, аргон, кислород или воздух. Он необходим для удаления расплавленного металла, поддержания его горения, охлаждения прилегающей зоны, увеличения скорости и глубины резки.
Процесс лазерной резки можно посмотреть на видео ниже:
Виды лазерной резки
По типу рабочей среды лазеры бывают трех типов:
- Твердотельные. В качестве рабочего тела используется стержень из неодимового стекла, рубина или алюмо-иттриевого граната, легированного неодимом или иттербием. Источник энергии – газоразрядная лампа-вспышка или полупроводниковый лазер.
- Газовые. Рабочее тело – углекислый газ или его смесь с азотом и гелием. В зависимости от конструкции такие лазеры делятся на устройства с продольной или поперечной прокачкой и щелевые. Возбуждение газовой среды достигается с помощью электрических разрядов.
- Газодинамические. Рабочее тело – углекислый газ, нагретый до 1 000–3 000 °К (726–2 726 °С). Он возбуждается с помощью вспомогательного маломощного лазера.
Преимущества и недостатки лазерной резки
У лазерной резки есть ряд достоинств:
- благодаря отсутствию контакта с поверхностью разрезаемого металла ее используют для работы с легкодеформируемыми или хрупкими материалами;
- с ее помощью можно изготавливать детали любой конфигурации;
- экономный расход листового металла за счет более плотной раскладки на листе;
- высокая скорость и точность;
- можно резать металлы толщиной до 30 мм.
Недостатками лазерной резки считаются высокое энергопотребление, дорогое оборудование.

Лазерная резка оптимальна для изготовления сложных по конфигурации изделий из тонких металлов
Лазерная резка деталей: примеры
Прибегнув к лазерной резке, вы за относительно короткий промежуток времени можете получить детали, применяемые в машиностроении; комплектующие для торгового оборудования (в том числе стеллажей, шкафов, поддерживающих установок, полок и т.д.); декоративные элементы для дизайна помещений; детали для вывесок, бигбордов и прочих рекламных носителей; трафареты, шаблоны и многое другое. Пользуются популярностью и резаные лазером элементы отопительного оборудования — печей, дымоходов, котлов, и детали ограждений, ворот. Принцип лазерной резки применяется при изготовлении многих деталей лифтового оборудования и вендинговых аппаратов.

детали, нарезанные лазером
Как можно заметить, лазерной резкой пользуются в тех случаях, когда необходимо получить высококачественные детали с минимальной шириной реза, гладкими и ровными краями, и при этом есть возможность пренебречь некоторым изменением цвета изделия в месте раскройки.
27.10.2020
/ автор статьи
Написано статей
3
Как можно усилить самодельный лазер?
Чтобы сделать своими руками более мощный лазерный резак для работы по металлу, нужно использовать приборы из следующего списка:
Сборка лазерного резака для ручной работы происходит по следующей схеме.
ВАЖНО ЗНАТЬ: Обзор аппаратов плазменной резки металла
С применением указанных приборов происходит сборка драйвера, впоследствии он посредством платы сможет обеспечивать лазерному резаку определенную мощность.
При этом к диоду ни в коем случае нельзя подсоединять электропитание напрямую, так как диод сгорит
Также нужно принять во внимание, что диод должен брать подпитку не от напряжения, а от тока
В качестве коллиматора используется корпус, оснащенный оптической линзой, за счет которой будут скапливаться лучи.
Данную деталь легко отыскать в специальном магазине, главное, что в ней присутствует паз для установки диода лазера. Цена данного устройства небольшая, примерно составляет 3-7$.






Кстати, лазер собирается так же, как и вышерассмотренная модель резака.
В качестве антистатического изделия также может применяться проволока, ею обматывают диод. После чего можно приступать к компоновке драйверного устройства.
Прежде чем перейти к полной ручной сборке лазерного резака, нужно проверить работоспособность драйвера.
Сила тока замеряется с помощью мультимера, для этого берут оставшийся диод и проводят измерения своими руками.
С учетом скорости тока, подбирают его мощность для лазерного резака. К примеру, у одних вариантов лазерных устройств сила тока может равняться 300-350 мА.
Видео:
У других, более интенсивных моделей, она составляет 500 мА, при условии использования другого драйверного устройства.
Чтобы самодельный лазер выглядел более эстетично, и им можно было удобно пользоваться, для него нужен корпус, в качестве которого вполне может использоваться стальной фонарик, функционирующий на светодиодах.
Как правило, упомянутый прибор наделен компактными размерами, которые позволят поместиться ему в кармане. Но во избежание загрязнений линзы, заранее нужно приобрести или сшить своими руками чехол.
Как усилить мощность лазера для резки металла
Понадобятся следующие детали и приборы:
- пишущий CD/DVD-RW (подойдет старый или неисправный), со скоростью записи больше 16х;
- аккумуляторы по 3,6 вольт – 3 шт.;
- конденсаторы на 100 пФ и на 100 мФ;
- сопротивление 2-5 Ом;
- коллиматор (вместо лазерной указки);
- стальной светодиодный фонарь;
- паяльник и провода.
К диоду нельзя подключать источник тока напрямую, иначе он сгорит. Диод берет подпитку от тока, а не от напряжения.
Лазерный коллиматор
Фокусировка лучей в тонкий луч производится при помощи коллиматора. Он используется вместо лазерной указки.
Продается в магазине электротоваров. В этой детали есть гнездо, куда монтируется лазерный диод.
Процесс изготовления лазерного резака
Из компьютерного дисковода нужно извлечь красный диод, который прожигает диск при записи
Обратите внимание, что дисковод должен быть именно пишущим
После демонтажа верхних крепежей, извлекают каретку с лазером. Для этого аккуратно снимают разъемы и шурупы.
Для извлечения диода необходимо распаять крепления диода и извлечь его. Делать это нужно предельно аккуратно. Диод очень чувствительный и его легко повредить, уронив или резко встряхнув.
- Из лазерной указки извлекают содержащийся в ней диод, и вместо него вставляют красный диод из дисковода. Корпус указки разбирают на две половинки. Старый диод вытряхивают, подковырнув острием ножа. Вместо него помещают красный диод и закрепляют клеем.
- В качестве корпуса лазерного резака проще и удобнее использовать фонарик. В него вставляется верхний фрагмент указки с новым диодом. Стекло фонарика, являющееся для направленного лазерного луча преградой, и части указки надо удалить.
 Лазерная указка
Лазерная указка
На этапе подключения диода к питанию от аккумуляторных батарей важно четко соблюсти полярность
- На последнем этапе проверяют, насколько надежно зафиксированы все элементы лазера, правильно подключены провода, соблюдена полярность и ровно установлен лазер.
Лазерный резак готов. Из-за малой мощности использовать в работе с металлом его нельзя. Но если необходим прибор, режущий бумагу, пластик, полиэтилен и другие подобные материалы, то этот резак вполне подойдет.
Назначение и критерии выбора лазерной резки
Лазерную резку используют для обработки не только металлов, но и резины, линолеума, фанеры, полипропилена, искусственного камня и даже стекла. Она востребована при изготовлении деталей для различных приборов, электротехнических устройств, сельскохозяйственных машин, судов и автомобилей. Такой способ раскроя материала используют для получения жетонов, трафаретов, указателей, табличек, декоративных элементов интерьера и многого другого.
Основной критерий выбора вида лазерной резки – тип обрабатываемого материала. Так, углекислотные лазеры подходят для резки, гравировки, сварки разных материалов – металла, резины, пластика, стекла.
Твердотельные волоконные установки оптимальны при раскрое латунных, медных, серебряных или алюминиевых листов, но не подходят для неметаллов.
Как сделать лазерный резак в гараже
Лазерная резка стали проводится на покупных и самодельных устройствах. Если нет возможности купить станок, можно изготовить его самостоятельно. Для этого нужно подготовить материалы, инструменты:
- мощный фонарик на батарейках;
- лазерную указку;
- привод из DVD-ROM;
- паяльник, отвертки.
Пошаговая инструкция сборки лазерного резака:
- Изначально необходимо разобрать дисковод, чтобы вытащить рабочую головку. Делать это нужно аккуратно, чтобы не повредить линзу.
- Вытащить диод из указки. На его место припаять рабочую часть из дисковода.
- Внутренности указки нужно вытащить, чтобы собрать для них новый корпус. Закрепить все элементы в корпус фонарика. Убрать защитное стекло, запитать устройство батарейками.
Дополнительно можно укрепить корпус скотчем, клеем.
Усиление самодельной установки
Мастера экспериментируют с набором линз, чтобы усилить мощность луча. Дополнительно можно запитать его от подзарядки для аккумуляторных батареек. Чтобы удобнее было проводить технологические процессы, собирается конструкция, удерживающая самодельную установку. Она устанавливается над рабочим столом на направляющих.
Лазерная резка представляет собой современный технологический процесс, который позволяет разделять металлические листы разной толщины. Зависимо от размеров обрабатываемых заготовок нужно выбирать мощность привода.
Принцип работы лазерной установки
Существуют твердотельные и газовые лазерные станки. Твердотельные имеют более простую конструкцию, но они достигают небольшой мощности – до 6 кВт. Активным элементом такого лазера является стержень, который выполнен из рубина, неодимового стекла или алюмоиттриевого граната. На этот стержень постоянно проецируется световой поток, благодаря которому он накачивается или возбуждается. Свет производят мощные лампы.
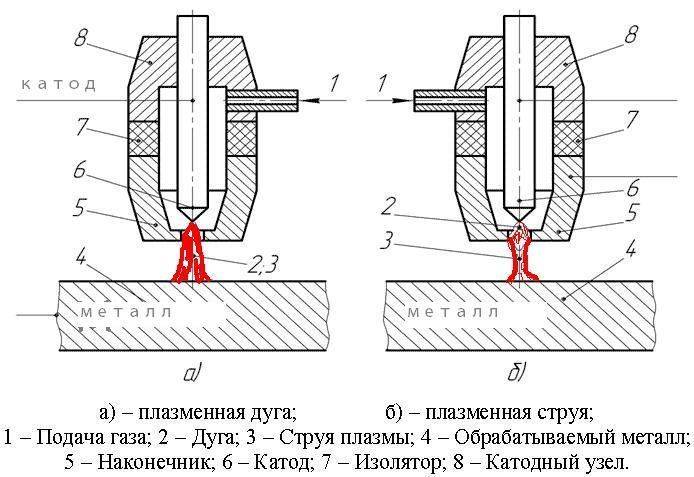 Схема работы воздушно-плазменного резака
Схема работы воздушно-плазменного резака
Созданные в результате проецирования лазерные лучи фокусируются системой отражателя и усиливаются резонатором. Через призму пучок лучей передается к головке, которая направляет его на обрабатываемый лист металла.





Газовые лазеры в качестве активного элемента имеют гелий или азот, которые закачаны в специальную камеру. Возбуждение осуществляется непрерывными импульсами электротока, которые характеризуются высокой частотностью. Такие установки имеют меньшие размеры, а мощность достигает 20 кВт.
В конструкциях обоих типов используется обдув металла азотом. Это делается с целью охлаждения поверхности, а также для удаления металлической пыли, образуемой в результате резки. Также обдув азотом применяется для предотвращения окисления поверхности металла в результате нагрева.
 Волоконный лазер станок для резки металла
Волоконный лазер станок для резки металла
Кислород для обдува использовать не рекомендуется, поскольку многие металлы, например, нержавеющая сталь, могут потерять способность к сопротивлению коррозии.
Края алюминиевых заготовок при обдуве кислородом становятся неровными, с заусеницами. Но работа с кислородом позволяет достичь более высоких температур, чем с другими газами, в результате увеличится скорость резки.
Есть еще одна лазерная система – волоконная. Излучение осуществляется по мере прохождения луча по оптоволокну. Это уникальный материал, который не подвержен износу, его не нужно заменять, срок его службы определяется термином эксплуатации самого лазера. Характеристики установки:
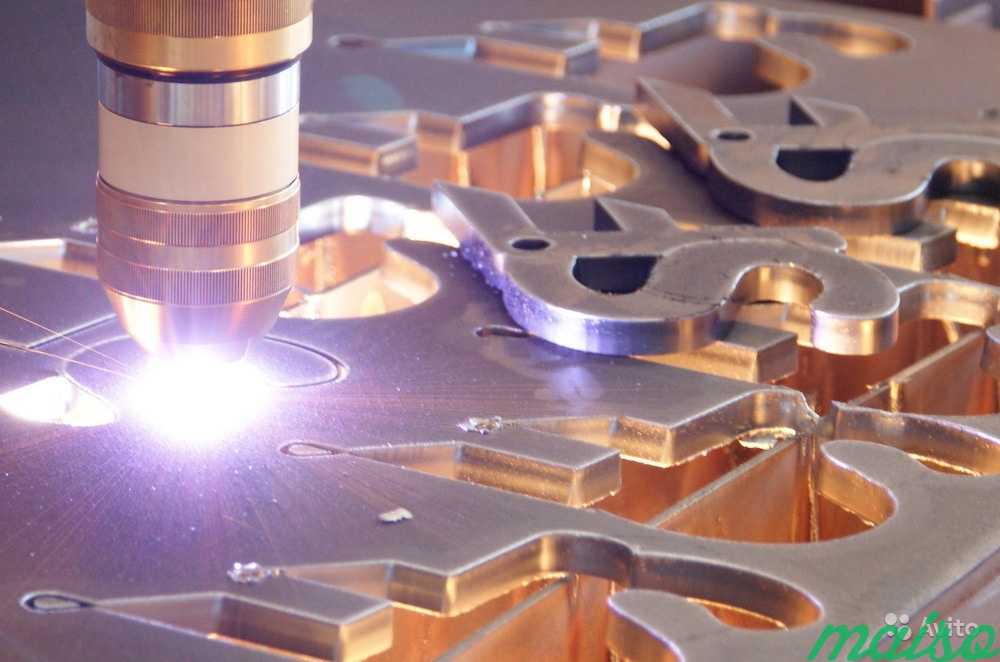
 Прецизионная лазерная резка металлов позволяет получать подобные изделия
Прецизионная лазерная резка металлов позволяет получать подобные изделия
- имеет сложную конструкцию;
- управляется только компьютерной программой;
- показывает наилучшие результаты по точности и скорости;
- имеет самые компактные размеры;
- исключены погрешности в работе;
- нет расходных материалов;
- высокая мощность;
- низкое потребление электроэнергии;
- имеет более высокую стоимость по сравнению с азотными и кислородными лазерами.
2 Преимущества и недостатки резки металла лазером
Лазерная резка считается самой качественной и современной среди всех остальных вариантов раскроя металла. Этот новый способ позволяет выполнить разрез по заданным критериям. Лазером можно обрабатывать любые металлы, независимо от их теплопроводности.
Концентрация энергии, которую обеспечивает луч, настолько высока, что металл в месте резки плавится. При этом область термического воздействия настолько мала, что минимальна и деформация изготовленной детали. Благодаря этому лазерную резку возможно использовать в обработке нежестких металлов.
Преимущества резки металлов лазером:
- Заготовка не подвергается механическому воздействию – можно резать легкодеформируемые и хрупкие материалы.
- Возможность работы с твердыми сплавами.
- Высокая точность реза и идеально ровные края кромки, без заусениц, наплывов и иных дефектов.
- Отсутствие потребности в последующей обработке изготовленных деталей.
- Возможность вырезать детали любой формы, даже самой сложной.
- Легкость управления лазерным оборудованием – достаточно в какой-либо чертежной программе подготовить рисунок будущего изделия и перенести его в компьютер установки для резки.
- Высокая производительность (примерно в 10 раз быстрее, чем газовой горелкой).
- Высокоскоростная обработка тонколистового проката.
- Детали на листе металла можно разместить максимально компактно – высокая экономичность расхода материала.
- Экономическая эффективность при изготовлении малых партий деталей, для которых делать формы для прессования или литья нецелесообразно.
Недостатки:
- Высокая стоимость оборудования.
- Низкая эффективность при работе со сплавами и металлами, обладающими высокими отражающими свойствами (к примеру, алюминий, нержавеющая сталь).
- Максимальная толщина металла 20 мм.
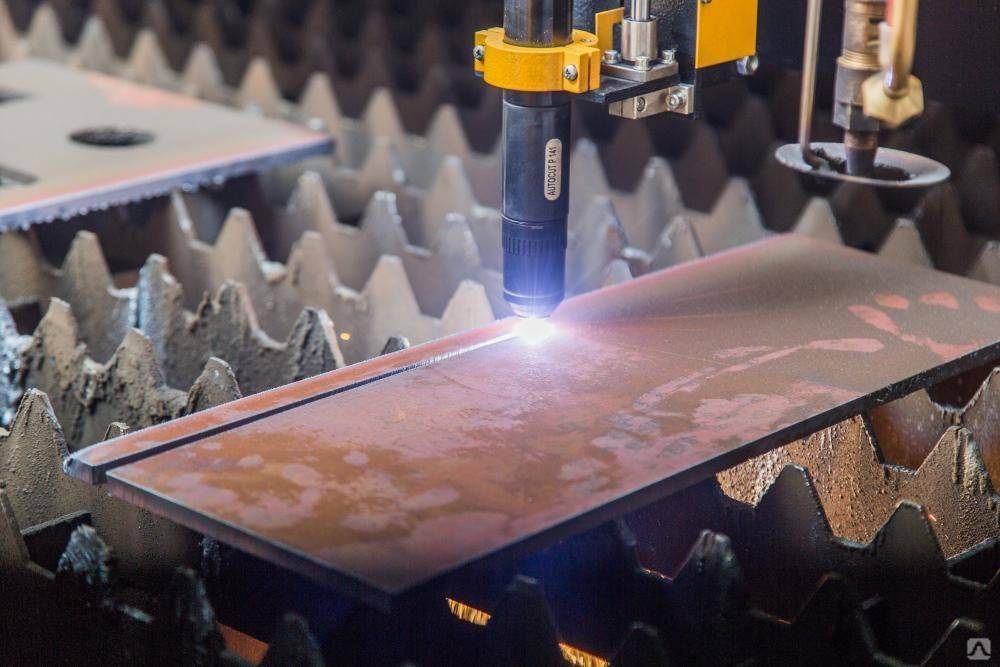
Технология лазерной резки металлов
Процедура резки достаточно проста. Лазер – это тонкий луч, который на металлической заготовке образует точку. Металл на этой точке быстро нагревается до температуры плавления и начинает закипать, а затем испаряться. Если режется тонкий металлический элемент, то это происходит именно так. С толстыми деталями немного сложнее, потому что большое количество металла не может испаряться. Поэтому в технологию добавляют газ, который выдувает расплавленный металл из зоны реза. В качестве газа можно использовать кислород, азот, любой инертный газ или обычный воздух.
https://www.youtube.com/watch?v=aIE7DBgFNjc
Виды лазерной резки
В основе технологического процесса лежат несколько элементов, которые и определяют процесс резки металлов лазером. А именно:
- источник энергии;
- рабочий элемент, который и образует лазерный поток;
- блок, в состав которого входят специальные зеркала, такой прибор называется оптический резонатор.
Именно рабочий элемент и создает классификацию лазерных установок, в которых сам режущий инструмент разделяется по мощности.
- Мощностью не больше 6 кВт – называются твердотельными.
- 6-20 кВт – это газовые.
- 20-100 кВт – газодинамические.
К первой позиции относятся технологии, в которых используется твердое тело: рубин или специальное стекло с добавками флюорита кальция. Такие лазеры могут создать мощный импульс буквально за несколько долей секунд, к тому же они работают как в импульсном режиме реза, так и в непрерывном.
Вторая позиция – это лазер на основе газовой смеси, которая нагревается электрическим током. Электроэнергия придает направленному потоку газов монохромность и направленность. В состав смеси входят углекислый газ, азот и гелий.
Третья позиция – это также газовый лазер на основе углекислого газа. Газ нагревают и пропускают через узкий проход, где он остывает и расширяется одновременно. При этом выделяется огромная тепловая энергия, которая и режет металл большой толщины. Точность реза высокая, потому что данный вид лазера обладает большой мощностью. При этом расход энергии луча небольшой.
Режимы резки
Параметров, которые влияют на резку, достаточно много. Это и скорость проводимого процесса, и мощность лазера, его плотность, фокусное расстояние, диаметр луча, состав излучения, вид и марка разрезаемого металла. К примеру, низкоуглеродистые стали режутся быстрее, чем нержавейка, почти на 30%. Если кислород заменить обычным воздухом, то скорость реза снижается почти в два раза. Скорость резки алюминия лазером мощностью 1 кВт составляет в среднем 12 м/с, титана – 9 м/с. Эти показатели соответствуют технологии, в которой применяется кислород.
Выбирая определенный режим резки, необходимо понимать, что от выбранных параметров будет напрямую зависеть и качество реза. Оно характеризуется точностью вырезанной детали, шириною реза, шероховатостью поверхности образованных кромок, их ровностью, наличием на них оплавленного металла (грата), зоной температурного влияния лазера (глубиною). Но, как показывают исследования, на качество больше всего влияет скорость резки и толщина заготовки.
Для примера можно привести показатели качества лазерного процесса, который производился при мощности 1 кВт, с использованием кислорода, газ подавался в зону резки под давлением 0,5 МПа. При этом диаметр сфокусированной точки составлял 0,2 мм.
| Толщина заготовки, мм | Оптимальная скорость резки, м/с | Ширина реза, мм | Шероховатость кромок, мкм | Неперпендикулярность, мм |
| 1 | 10-11 | 0,1-0,15 | 10-15 | 0,04-0,06 |
| 3 | 6-7 | 0,3-0,35 | 30-35 | 0,08-0,12 |
| 5 | 3-4 | 0,4-0,45 | 40-50 | 0,1-0,15 |
| 10 | 0,8-1,15 | 0,6-0,65 | 70-80 |
Есть еще один параметр резки металлов при помощи лазера – это точность. Определяется она в процентном соотношении и зависит от качества самого технологического процесса. Требования к данному параметру основываются на толщине разрезаемой детали и на том, для каких нужд данная заготовка будет использована. Что касается толщины, то погрешность может составлять 0,1-0,5 мм, если лазером разрезается металлический профиль толщиною до 10 мм.
Зависимость вида резки от толщины и марки раскраиваемого листа
Главным отличием лазерной резки металла от плазменной является точность перпендикулярности образуемых, в процессе раскроя, кромок и толщины прорезей. Так, сфокусированный лазерный луч делает линию реза более тонкой. А значит, меньшая зона листа нагревается в процессе резания. Это, в свою очередь, объясняет практически отсутствующую контурную деформацию получаемых заготовок.
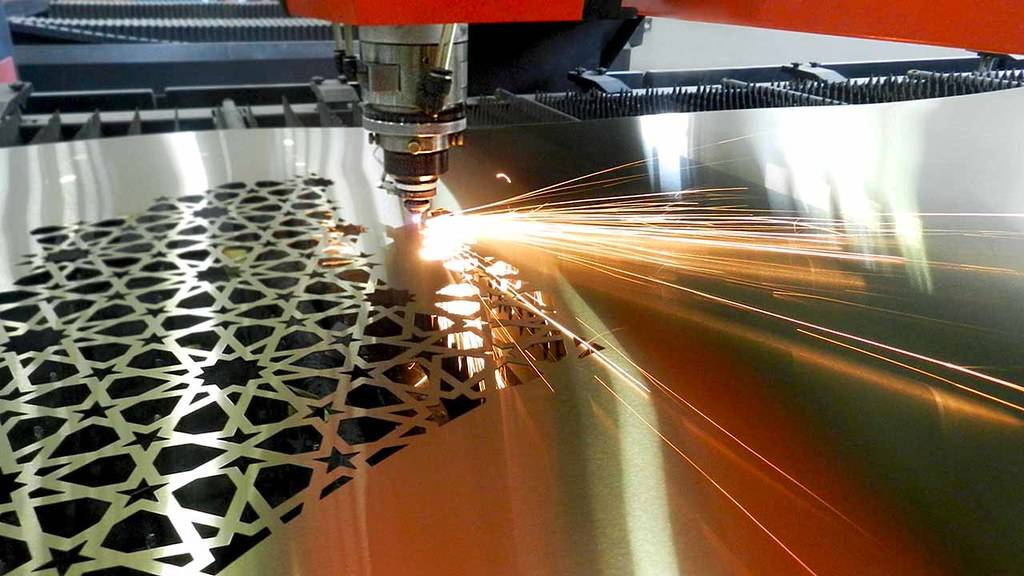
Лазерная резка имеет приличную производительность при высочайшей точности получаемых деталей. Она обеспечивает идеальное вырезание небольших, но сложных по конфигурации фигур и высокую точность углов.
Однако данная технология наиболее эффективна при разрезании листов, толщина которых меньше или равна 6 мм. В этом случае на заготовках полностью отсутствует окалина, а кромки деталей идеально гладкие и прямолинейные.
При резке более толстых листов кромки скашиваются до 0,5 градусов. Поэтому диаметры отверстий, полученных лазерной резкой в нижней части, всегда имеют несколько больший размер, чем в верхней. Правда, качество реза и форма всегда остаются безупречными.
Лазерные станки редко применяются для раскроя листов толщиной 20-40 мм. А для более толстых — вообще не используются.
В отличии от лазерного, плазменное оборудование дает более качественный рез при обработке листов:
- из алюминия и его сплавов (толщиной до 120 мм);
- из меди (толщиной до 80 мм);
- из углеродистых и легированных сталей (толщиной до 150 мм);
- их чугуна (толщиной до 90 мм).
При этом для раскроя тонколистовых металлов (до 0,5 мм) плазменная дуга используется очень редко — из-за высокой температуры в зоне резания может возникнуть коробление контуров заготовок.
Кроме того, в процессе работы на таком оборудовании образуется конусность реза, варьирующая в пределах 3-10 градусов. Поэтому при вырезании отверстий в толстых металлах нижний диаметр меньше входного. Так, круг, вырезанный из 20 миллиметровой стали будет иметь разницу диаметров в 1 мм.
Плазменная резка имеет ограничения по диаметру вырезаемых отверстий. Идеальными получаются отверстия, диаметр которых в 1,5-2 раза больше, толщины разрезаемого листа. При этом образуется небольшая, легко удаляемая, окалина.
Ниже представлена сравнительная таблица функциональности лазерных и плазменных станков:
| Параметры | Лазерная резка | Плазменная резка |
| Ширина реза | 0,2-0,375 мм | Ширина реза 0,8-1,5 мм |
| Точность резки | ±0,05 мм | ±0,1-0,5 мм Зависит от степени износа расходных материалов |
| Конусность | Менее 1° | 3° — 10° |
| Минимальные отверстия | При непрерывном режиме диаметр примерно равен толщине материала. Для импульсного режима минимальный диаметр отверстия может составлять одну треть толщины материала. | Минимальный диаметр отверстий составляет 1,5 от толщины материала, но не менее 4мм. |
| Внутренние углы | Высокое качество углов | Происходит небольшое скругление угла, из нижней части среза удаляется больше материала, чем из верхней |
| Окалина | Обычно отсутствует | Обычно имеется (небольшая) |
| Прижоги | Незаметны | Присутствуют на острых наружных кромках деталей |
| Тепловое воздействие | Очень мало | Больше, чем при лазерной резке |
| Производительность резки металла | Очень высокая скорость при малых толщинах. Заметно снижается с увеличением толщины металла, продолжительный прожиг больших толщин. | Быстрый прожиг; очень высокая скорость при малых и средних толщинах обычно с резким снижением при увеличении толщины. |
Зависимость цены
Зачастую, на рынке лазерных станков можно столкнуться со следующей ситуацией: казалось бы, одинаковые по техническим характеристикам аппараты должны и стоить одинаково, ведь у них могут даже совпадать размеры рабочего стола? Но стоимость, прежде, всего будет складываться из общей комплектации и качества отдельных частей. А к таковым можно отнести:
- Корпус;
- Размер стола;
- Лучевую трубку;
- Разогревающий блок;
- Блок электропитания;
- Двигатели и иные управляющие элементы.
Также, немалое влияние на цену окажут и дополнительные опции, такие, как устройство защитного отключения, наличие вытяжки, наличие поворотного устройства, наличие фото- видеокамеры и т. п.







Стоит упомянуть, что для сложнотехнических устройств всегда и везде большую роль играет имя производителя. Действительно, маленькие, никому неизвестные компании могут привлекать потенциального покупателя крайне бюджетными ценами своего оборудования, но вот найти среди подобных образцов по настоящему хорошую технику сложно. И приобретая у подобных фирм лазерный аппарат, пользователь рискует заплатить двойную цену, которая выльется его частый ремонт.
Визуально отличить хорошую модель можно даже просто взглянув на корпус. Если он изготовлен из тонколистового металла, в нем установлены дешевые шарнирно-валовые направляющие, то такой станок вряд ли приспособлен к работе на высоких скоростях. Большой разгон будет создавать дополнительные вибрации, что неизбежно приведет к нарушению правильности линий разреза или производству неровной гравировки. Также стоит обратить на возраст компании-производителя – оптимальными считаются цифры в 3 – 5 лет. Возраст в 9 лет и более уже говорит о заслуженном месте на рынке. И дополнительно стоит обговорить с продавцом вопросы сервисного обслуживания – если предлагается пожизненная гарантия или хотя бы 5-летний сервисный срок, то такой продавец заслуживает доверия.
Драйвера шаговых двигателей для лазерных станков
Не мчитесь приобретать сразу самые дорогие драйвера. У драйверов три основных параметра: ток, минимальная длина периода для сигнала тактирования STEP, и максимальный микрошаг. Если есть вопросы — лучше спросите НА ФОРУМЕ
Для маленьких лазерных станков серии HOBBY и OPTIMA мы даже сделали специальную плату расширения.
С помощью этой платы мы можем установить вместо стандартных драйверов — драйвера помощнее, или наоборот — драйвера, которые заставят работать двигатели абсолютно бесшумно. Эта идея пришла мне в голову после того, как я собирал очередной станок и мне потребовались драйвера, но в запасах все закончилось. Купил в одном Питерском магазине недешевые шаговые двигатели и поставил на станок — вроде все работает, погонял на высоких скоростях и все — пропуск шагов сразу. Долго думал в чем проблема, пока не догадался разобрать. Оказывается вместо фирменной микрухи, там стоял какой-то китайский новодел. Пришлось с нашего офисного станка снять драйвера для того, чтобы человеку не задержать поставку, правда, теперь у человека стоят супер мощные драйвера на 5 Ампер, хотя в реальности нужно 0.5 Ампер и 1 Ампер. Мы станки все подписываем, так как люди так гораздо быстрее осваиваются. Драйвера на данном станке установлены справа.

Ну а я сделал тем временем для нашего штатного станка такое временное решение:

Взял с наших 3Д принтаков драйвера и настроил под них Руиду, все подпаял, ну и до прихода новых драйверов все пока так и будет в таком состоянии. Главное все работает и на больших скоростях. Гравировка со скоростью 500 мм/с без проблем.
В общем, задача драйверов шаговых двигателей — обеспечить правильный ток на обмотках и не тормозить при приеме управляющих сигналов с микроконтроллера, для того, чтобы двигатели быстро и точно обеспечивали перемещение сопла лазера над рабочим полем.





![16 лучших сварочных инверторов для дома и дачи [2022]](https://lab-metr.ru/wp-content/uploads/3/f/b/3fb7522b951e9348fc45ac4550cb8960.jpeg)