Электроды для нержавейки – марки и виды
Электроды для сварки нержавейки – это огромный список марок. Наибольшее распространение среди сварщиков получили три марки это ЦЛ-11, ОЗЛ-6 и НЖ-13
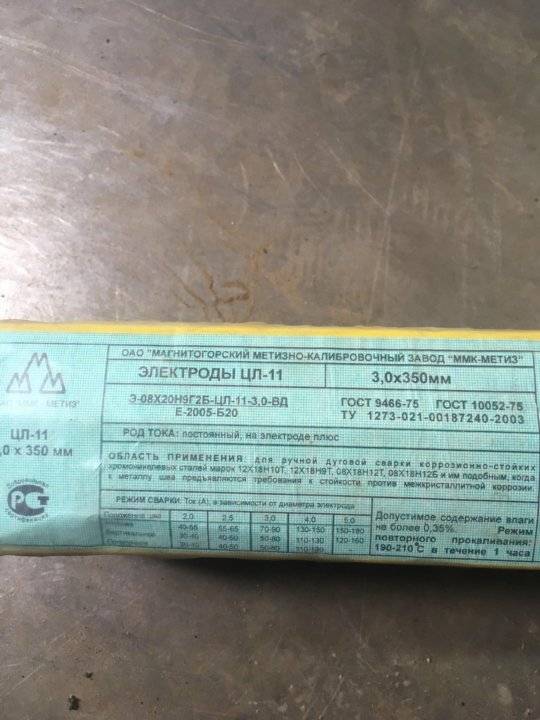
ЦЛ-11
Эта марка электродов используется для соединения сталей, в которых большое содержание хрома и никеля. К примеру, стали марки 08Х18Н12Т или последняя буква «Б». Именно содержание этих двух металлов создают такое свойство стали, как высокая антикоррозийная стойкость. Поэтому к сварочному шву стальных заготовок этой марки предъявляются достаточно жесткие требования.
Для этого используется ручная сварка при температуре +450С с применением постоянного тока. Обмазка электрода состоит из фтористых компонентов и карбоната. Сварку можно проводить в любом положении кроме вертикального. Преимуществ у шва, сделанного этим электродом по нержавеющей стали много.
- Прочность шва.
- Его пластичность.
- Немалая ударная вязкость.
- Внутри шва не образуются процессы по кристаллизации коррозии.
- Шов получается аккуратным и ровным.
- В процессе проведения сварочных работ не присутствует разбрызгивание металла сварочного стержня.
ОЗЛ-6
Этот электрод для сварки нержавеющей стали используется в тех случаях, если соединяемая конструкция будет эксплуатироваться в условиях с высокой температурой – до 1000С. При этом все достоинства этой марки в точности совпадают с предыдущим видом. Сварку проводят только постоянным током.
НЖ-13
Электроды по нержавейке этой марки используются для соединения деталей из пищевой стали. Практика так же показала, что расходники данного типа прекрасно варят заготовки не только сплавов, где присутствуют хром и никель, но и с участием в сплаве молибдена.
И еще несколько популярных марок.
ЗИО-8 используется для соединения жаростойких нержавеющих сталей. Обмазка – основная, варить можно постоянным током, полярность – обратная. Способ сварки – любой (нижний, верхний, вертикальный).
ЭФ400/10У используется, когда надо сварить заготовки из нержавейки аустенитного класса. Обычно детали из такого металла используют в агрессивных средах жидкого типа, в которых температура поднимается до +350С.
НИИ-48Г. Это универсальный электрод, который применяется для сваривания ответственных конструкций из специальных и низколегированных сталей. Имеет основной вид покрытия. Режим сварки: ток – постоянный, полярность – обратная. Положение электрода – любое.
ОЛЗ-17У. Применяются для ручной электродуговой сварки нержавеющих сталей, которые работают в средах, где используется фосфорная или серная кислота. Варить можно в любых положениях, кроме вертикального сверху вниз. Ток – постоянный, полярность – обратная. Сварочный процесс этим электродом требователен к чистоте сварных кромок
Особое внимание свариванию деталей большой толщины, где необходимо проводить двустороннюю разделку сварных кромок.
ЭА. У этой марки достаточно широкий модельный ряд
Но практически все они рекомендованы для проведения сварки ответственных конструкций, которые собираются из легированных сталей высокой прочности. После использования электродов по нержавейке этой маркировки обработка шва не требуется. Сваривание необходимо проводить короткой дугой.
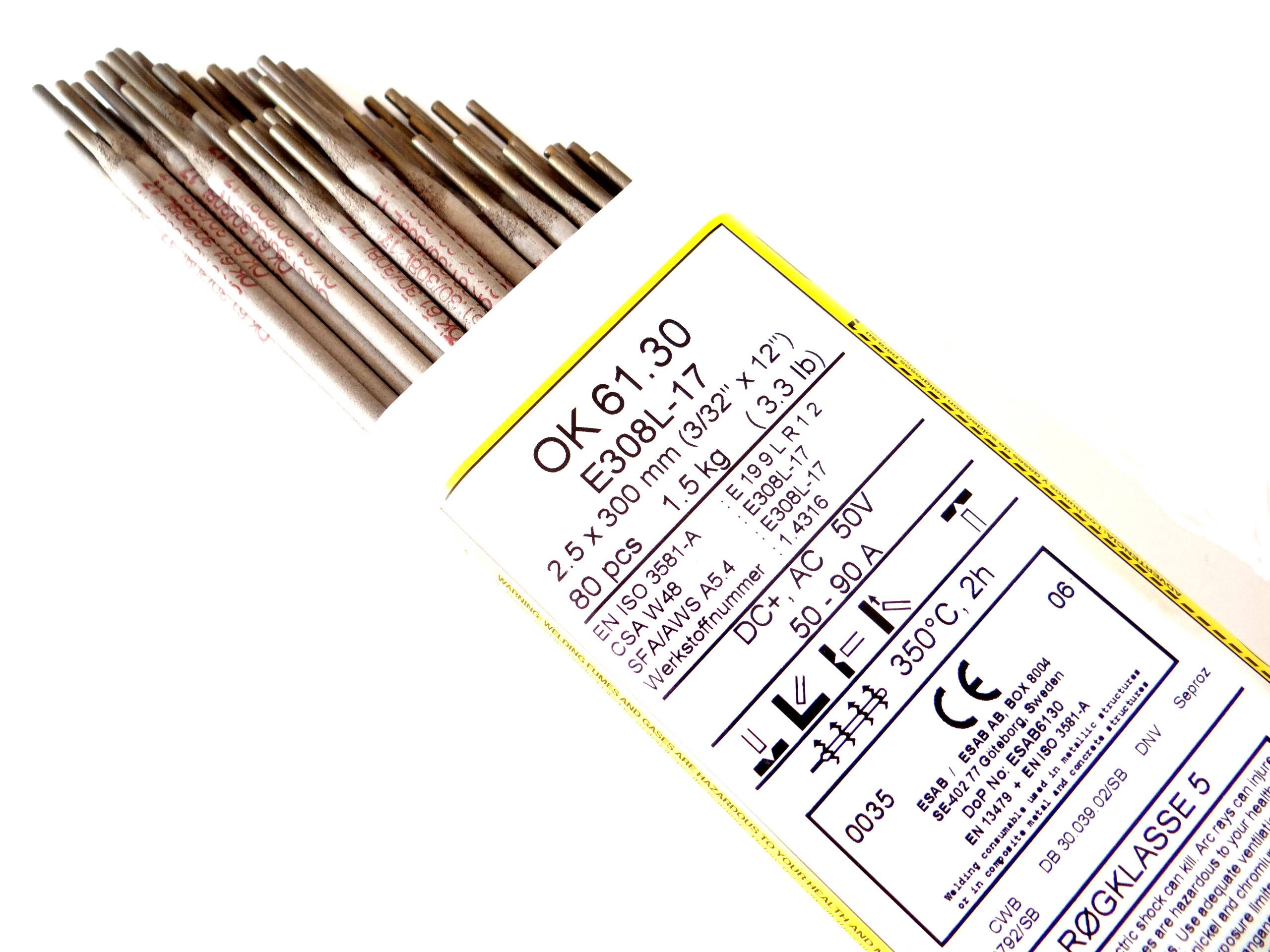
Большой популярностью среди профессионалов пользуются электроды для сварки нержавеющей стали от шведской компании ESAB.
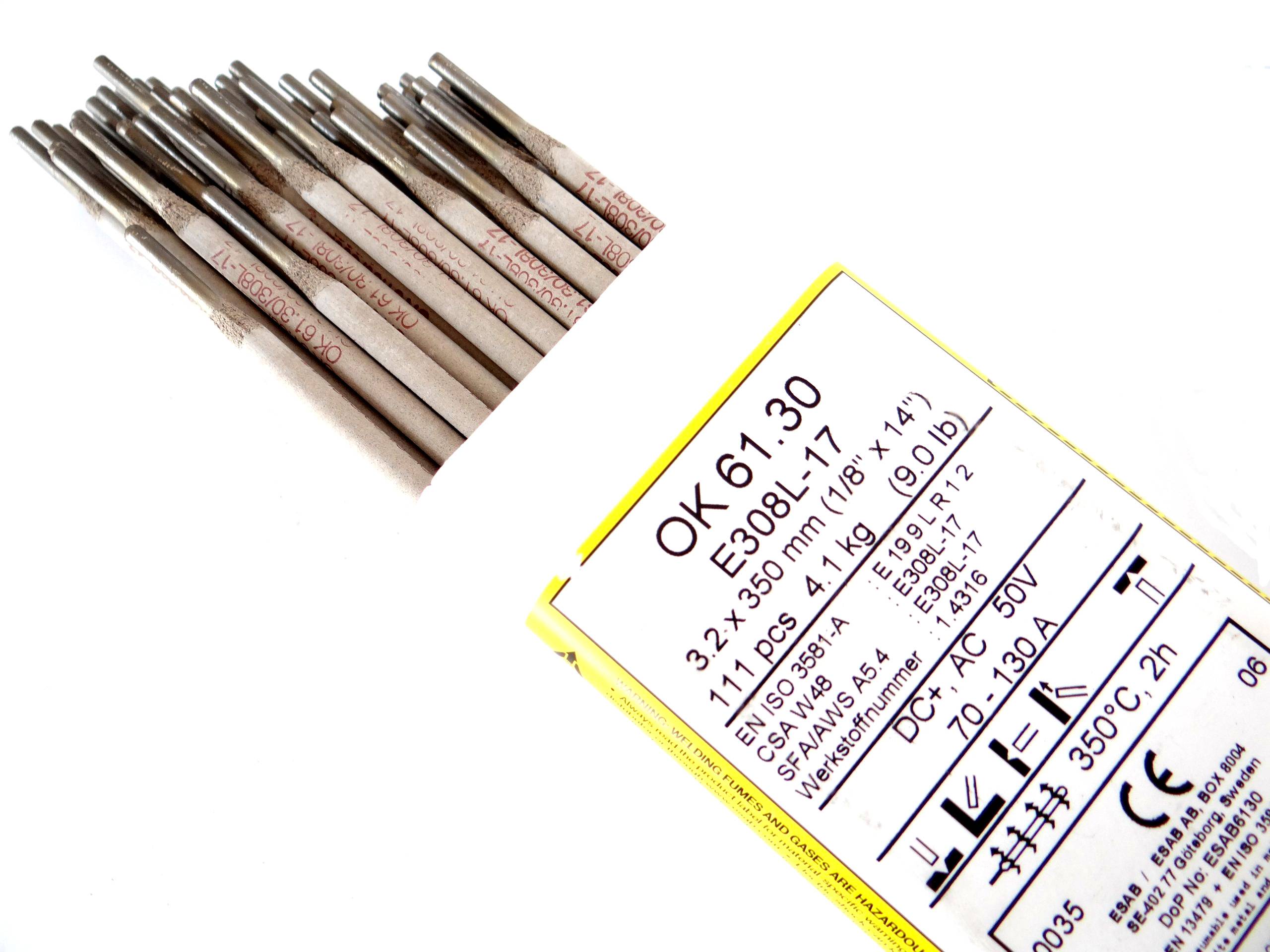
- ОК 61.30 – универсальная модель, в которой углерод содержится в небольших количествах. Легкий поджиг (даже повторный), шов получается ровным, шлак отделяется от металла легко. Обмазка – рудно-кислая. Можно варить переменным током или постоянным (полярность – прямая). Пространственное положение электрода – любое, кроме сверху вниз.
- ОК 61.35 используется для сваривания ответственных конструкций, которые будут эксплуатироваться при перепаде температур от -196С до +400С. Часто его применяют для сварки трубопроводов разного назначения. Обмазка – основная. Ток – постоянный, полярность – прямая.
- ОК 67.45. Электрод двойного назначения. То есть, может использоваться для соединения нержавеющих сталей и применяться в процессе наплавки металлов с ограниченной свариваемостью. Проходит в качестве первого слоя, далее на полученный шов наплавляются металлы износостойкого типа. Шов из такого электрода прекрасно переносит трение и высокие температуры, легко поддается обработке.
- ОК 63.30 – это электрод общетехнического назначения, то есть универсальный. Используется для сварки почти всех марок нержавеющих сталей.
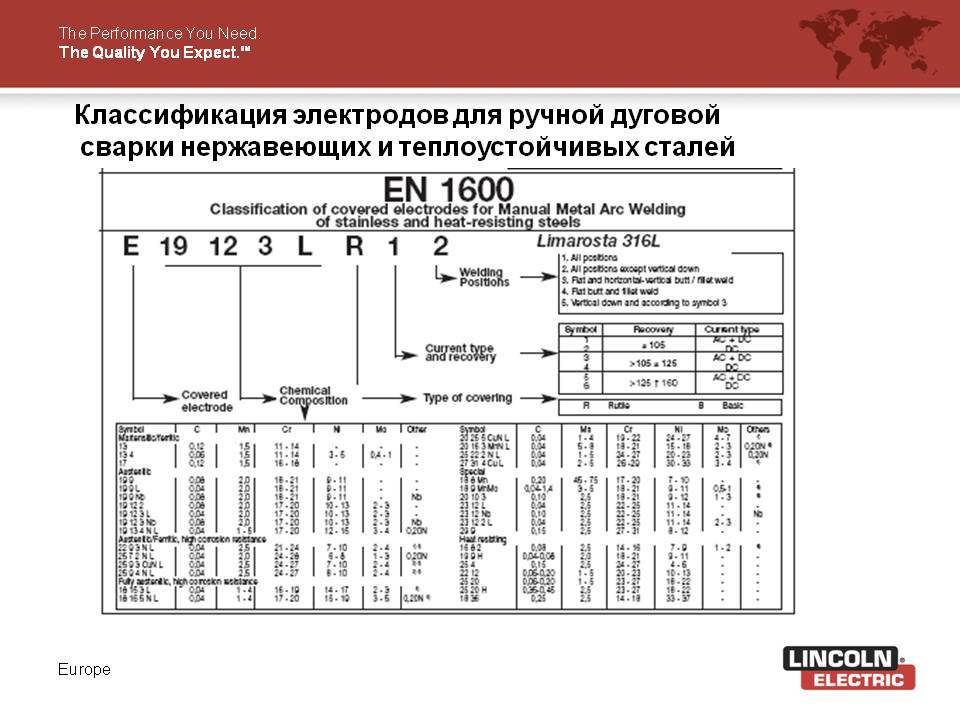
Классификация стальных покрытых электродов для ручной дуговой сварки
Классификация покрытых электродов, в зависимости от их назначения
Электроды для ручной дуговой сварки изготавливают в соответствии с требованиями
ГОСТ9466. В зависимости от области применения, согласно ГОСТ9467, стальные покрытые
электроды для дуговой сварки делятся на следующие группы:
У – для сварки углеродистых и низкоуглеродистых конструкционных сталей с временным
сопротивлением разрыву 600МПа. Для этой цели, согласно ГОСТ9476, используются
следующие марки электродов: Э38, Э42, Э42А, Э46, Э50, Э50А, Э55, Э60.
Л – электроды данной группы применяют для сварки легированных сталей, а также
для сварки конструкционных сталей с временным сопротивлением разрывы более 600МПа.
Это такие марки электродов, как Э70, Э85, Э100, Э125, Э150.
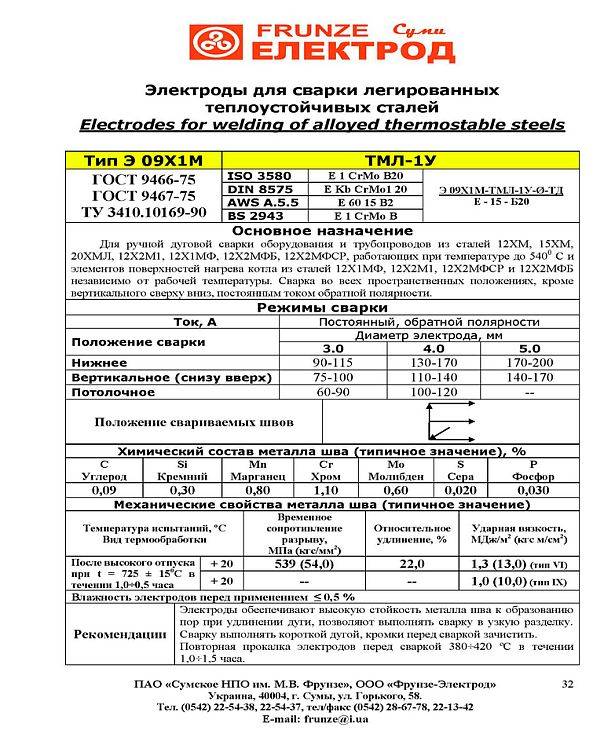
Т – данные электроды предназначены для сварки легированных теплостойких сталей.
В – электроды для сварки высоколегированных сталей с особыми свойствами (ГОСТ10052).Н
– электроды для наплавки поверхностных слоёв с особыми свойствами.
Классификация электродов, в зависимости от вида покрытия
А – электроды с кислым покрытием (например, АНО-2, СМ-5 и др.). Эти покрытия
состоят из оксидов железа, марганца, кремнезёма, ферромарганца. Эти электроды
обладают высокой токсичностью из-за содержания оксида марганца, но, при этом,
обладают высокой технологичностью.
Б – основное покрытие (электроды УОНИ-13/45, УП-1/45, ОЗС-2, ДСК-50 и др.).
В состав этих покрытий не входят оксиды железа и марганца. В состав покрытия
для электродов УОНИ-13/45 входят мрамор, плавиковый шпат, кварцевый песок, ферросилиций,
ферромарганец, ферротитан, замешанные на жидком стекле. При сварке электродами
с основным покрытием, получается сварной шов с высокой пластичностью. Данные
электроды используют для сварки ответственных сварных конструкций.
Р – электроды с рутиловым покрытием (АНО-3, АНО-4, ОЭС-3, ОЗС-4, ОЗС-6, МР-3,
МР-4 и др.). Основу покрытия данных электродов составляет рутил TiO2, давший
название этой группе электродов. Рутиловые электроды для ручной дуговой сварки
менее вредные для здоровья, чем другие. При сварке металла такими электродами
толщина шлака на сварном шве небольшая и жидкий шлак быстро твердеет. Это позволяет
использовать данные электроды для выполнения швов в любом положении.
Ц – группа электродов с целлюлозным покрытием (ВСЦ-1, ВСЦ-2, ОЗЦ-1 и др.).
Компонентами для таких покрытий являются целлюлоза, органическая смола, тальк,
ферросплавы и некоторые другие составляющие. Электроды с таким покрытием можно
использовать для выполнения сварки в любом положении. Преимущественно они используются
при сварке металлов малой
толщины. Недостатком их является пониженная пластичность сварного шва.
Классификация электродов по толщине покрытия
В зависимости от толщины покрытия (отношения диаметра электрода D к диаметру
электродного стержня d), электроды подразделяются на группы:
М – с тонким покрытием (соотношение D/d не более 1,2).
С – со средним покрытием (соотношение D/d в пределах от 1,2 до 1,45).
Д – с толстым покрытием (соотношение D/d в пределах от 1,45 до 1,8).
Г – электроды с особо толстым покрытием (соотношение D/d более 1,8).
Классификация электродов по качеству
Классификация по качеству включает в себя учёт таких показателей, как точность
изготовления, отсутствие дефектов в сварном шве, выполненном электродом, состояние
поверхности у покрытия, содержание серы и фосфора в металле сварного шва. В
зависимости от этих показателей, электроды делятся на группы 1,2,3. Чем больше
номер группы, тем лучше качество электрода и выше качество
сварки.
Классификация электродов по пространственному положению при
сварке
Различают 4 группы электродов, в зависимости от допускаемого пространственного
расположения свариваемых деталей:
1 – допускается сварка в любом положении;
2 – сварка в любом положении, кроме выполнения вертикальных швов сверху вниз;
3 – сварка в нижнем положении, а также выполнение горизонтальных швов и вертикальных
снизу вверх;
4 – сварка в нижнем положении и нижнем “в лодочку”.
Кроме вышеперечисленных способов классификации, ГОСТ9466 предусматривает классификацию
электродов в зависимости от полярности сварочного тока, напряжения холостого
хода, вида источника питания сварочной дуги. Исходя из этих показателей, электроды
делятся на десять групп и обозначаются цифрами от 0 до 9.
Основная обмазка
Известно, что в её состав входят соли кальция — карбонат и фторид. Её преимуществом считается небольшое содержание водорода. Характерными представителями электродов с основной обмазкой являются изделия УОНИ. Их покрытие обеспечивает получение высококачественного шва – как по внешнему виду, так и по техническим показателям: пластичности, прочности, ударной вязкости.
Электроды не образуют внутри шва кристаллические трещины, поэтому рекомендуются специалистами для ответственных сварочных операций и для изделий, эксплуатируемых в суровых климатических условиях. Их можно применять при сварке в любом положении, кроме вертикального.
Как правильно варить изделия из нержавейки электродом?

во время сварки нержавеющих изделий
Вместе с тем нужно понимать, в чем состоит отличие между углеродистой сталью и нержавеющей. Это в дальнейшем поможет избежать даже малейших неприятностей при выполнении сварки заготовок из таких материалов.
Технология выполнения сварки зависит от того, где именно она проводится: в домашних условиях или в цеху предприятия. Скажем, если приходится иметь дело с изделиями, достигающими в толщину не менее 1,5 мм, то чаще всего выбор останавливается на сварке, проходящей в атмосфере газов с инертными свойствами, не предусматривающими использование вольфрамового стержня. Использование подобной технологии обеспечивает наилучший результат в случае, если приходится соединять:
- корпуса определенных устройств и агрегатов;
- листы нержавеющей стали;
- трубы, использующиеся для подачи воды.

работать электродуговой сваркой
Если возникла задача по свариванию труб из нержавеющей стали, при помощи которых будет производиться подача газов и жидкости в условиях некоторой нагрузки, то лучше всего использовать сварочные стержни для аргоновой среды, для чего применяют инвертор. Особенностью подобного сварочного процесса является использование проволоки, имеющей высокий уровень легирования, на которую возлагается функция присадочного материала. Если же остановиться на важных особенностях инверторной сварки, то ее следует проводить на положительной полярности постоянным либо переменным током.
Прибегать к использованию аргоновой сварки для соединения нержавеющих изделий желательно в тех ситуациях, когда необходимо обеспечить высокое качество шва металла, а также в случае сваривания очень тонких листов стали. Для соединения заготовок, толщина которых составляет 2–60 мм, можно применять метод сварки под флюсом. Плазменная сварка является оптимальным вариантом для любых изделий из нержавейки.
Во время выполнения сварки нержавейки следует иметь в виду, что используемые вольфрамовые электроды не требуется подвергать резким колебательным движениям, что является обязательным при сваривании стандартных сталей, не обладающих антикоррозионными свойствами. Если совершать такие движения во время сваривания нержавеющих сталей, то в большинстве случаев это приводит к разрушению защитной области сварки, а это уже повышает риск окисления шва.
Тип стержней и расшифровка маркировки электродов
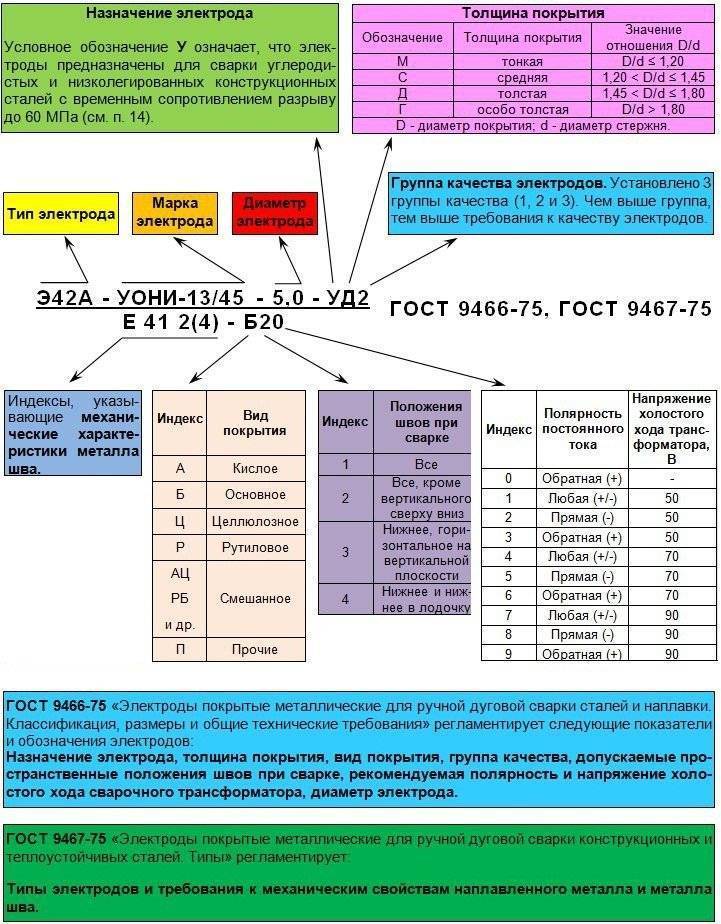
На любой таре, в которую упакованы сварочные стержни, присутствует буквенно-цифровая кодировка, например: Э50А-УОНИ – 13/55 – 5,0 – УД / Е514 (4) – Б20
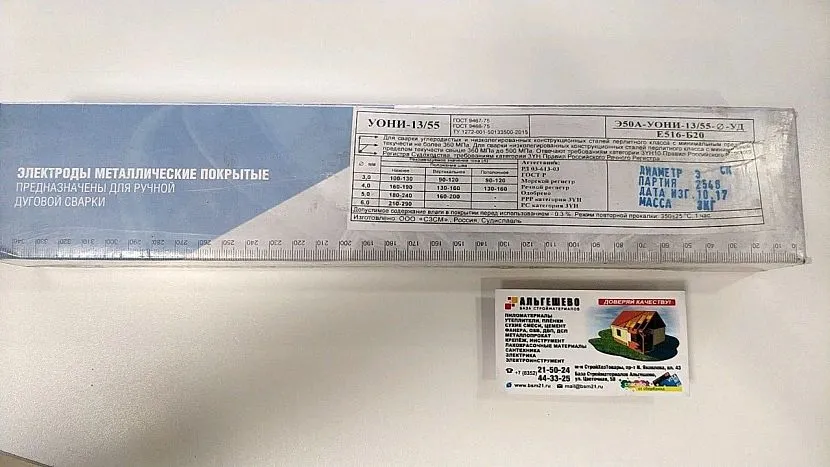
Маркировка стержнейИсточник bsm21.ru
Электроды, их маркировка
Первые цифры обозначения на нашем показательном примере указывают на вид стержня. Э50А – расходники, которыми можно работать при сварке стальных армированного и неармированного металла. Для облегчения понимания аббревиатуры, рекомендуется разбить ее на составляющие:
- Э – стержень используется для сварки на дуговом аппарате.
- 50 – предельное значение крепости соединения.
В нашем образце этот параметр 50 кгс на 1 кв. мм.






А – стык имеет нагрузочную вязкостью и хорошую гибкость.
Из данного образца понятно, что разобраться с расшифровкой электродов можно, ее нельзя считать сложной задачей. Если под рукой будет объяснение что означают цифровые и буквенные знаки, разберется любой новичок.
По типу химсостава существует несколько видов покрытия электродов:
- Электроды с кислым покрытием (в составе присутствуют оксид железа или марганца). Этот вид покрытия характеризуется высокой температурой дуги, соответственно, высокой скоростью сварки, однако, оксид марганца очень токсичен и опасен при вдыхании. Обозначаются буквой «А» (DIN – A).
- Электроды с рутиловым покрытием, которые содержат двуокись титана, характеризуются спокойной сварочной ванной, малым количеством брызг, что позволяет накладывать тонкие швы на свариваемые детали. Обозначаются буквой «Р» (DIN – R). Распространены также электроды со смешанным покрытием, к которым относятся рутилово-целлюлозные (РЦ), рутилово – основные (РБ), рутилово – кислые (РА) и рутиловые с железным порошком (РЖ). (DIN – RC, RB, RA и RR соответственно).
- Электроды с основными покрытиями (обозначаются буквой «Б», DIN – B) содержат кальцит, углекислый магний и в малых количествах флюорит. Такие покрытия чувствительны к влаге, поэтому необходимо ответственно отнестись к условиям их хранения. Однако, шов, полученный при использовании этих электродов, обладает отличными механическими свойствами, лишен склонности к появлению трещин и старению и практически не содержит азота и кислорода. Данными электродами производится сварка наиболее нагруженных и ответственных конструкций.
- Электроды с целлюлозным покрытием (обозначаются индексом «Ц») содержат органические вещества, которые при сгорании обволакивают сварочную ванну защитными газами. Их используют при работе в основном с высокопрочными конструкциями, трубопроводами. Они применяются в чаще для сварки вертикально расположенных швов, однако образуют в процессе работы большое количество брызг.
- Электроды, в покрытии которых присутствует железный порошок, применяются при сварке изделий встык с большими зазорами. При использовании таких электродов наблюдается стабильное горение дуги, практически отсутствуют брызги, сварочный шов быстрее охлаждается, сводится к минимуму появление шлака, который легко отделяется от металла.
В маркировке электрода обязательно присутствует указатель (в виде цифры от 1 до 4), либо международное обозначение (схема) на пространственное положение сварочного шва:
1 – любое положение;
2 – любое, кроме вертикальных сверху-вниз;
3 – нижнее положение, горизонтальное и вертикальное снизу-вверх;
4 – нижнее или угловые соединения снизу «лодочкой».
Если положение сварочного шва обозначено схемой, то стрелки указывают его направление в пространстве.
При подборе электродов для разных режимов сварки необходимо учитывать полярность источника постоянного тока и номинальное (базисное) напряжение (Uxx) холостого хода источника питания (переменного тока). Эти параметры на электродах обозначаются цифрой от «0» до «9»:
Индекс: | Используемая полярность | Uхх | |
Прямая | Обратная | ||
Нет | Да | н/и | |
1 | Да | Да | 50V |
2 | Да | Нет | 50V |
3 | Нет | Да | 50V |
4 | Да | Да | 70V |
5 | Да | Нет | 70V |
6 | Нет | Да | 70V |
7 | Да | Да | 90V |
8 | Да | Нет | 90V |
9 | Нет | Да | 90V |
ГОСТ 9466-75, регламентирующий изготовление и маркировку плавящихся электродов, требует, чтобы упаковка содержала все необходимые сведения:
– – –
Е – –
В позиции «1» обозначается тип электрода.
Затем, в позиции «2» указывается его марка.
В позиции «3» либо явно пишется диаметр (в мм.), либо ставится знак Ø, который означает, что диаметр указан отдельно.




Позиции «4» и «5» предназначены для указания назначения и толщины покрытия.
В позиции «6» указан индекс.
Вид покрытия по химическому составу указан в позиции «7».
В позициях «8» и «9» указаны соответственно положение шва в пространстве и цифра, обозначающая род сварочного тока.
Например:
Из маркировки видно: тип электрода – Э46, марка – «ЛЭЗМР-3С», диаметры указаны в таблице, сам электрод с толстым покрытием (иначе называется качественным) применяется для сварочных работ в любом положении углеродистых сталей. В нижней части маркировки указано, что электрод с рутилово-целлюлозным покрытием, возможна сварка как переменным током, так и постоянным обратной полярности.
Таблицы различных индексов (позиция «6») для характеристик металла шва или наплавки различных видов сталей указаны ниже:
Данные индексы отражают различные характеристики и свойства шва или наплавления (непосредственно после сварки, без термообработки), такие как ударная вязкость, удлинение или сопротивление разрыву, указанным типом электрода. Информация берется из ГОСТа 9467-75.
Почему так важно правильно выбрать электроды для сварки нержавейки?

Высокий интерес к подобному металлу связан в первую очередь с его техническими параметрами, среди которых наиболее актуальными являются стойкость к коррозии, длительный срок службы и др
В то же время она привлекает к себе внимание за счет своих эстетических свойств
Во время выполнения сварки нержавейки необходимо большое внимание уделяется особенностям этого материала: здесь важно помнить о том, что нержавейка не обладает идеальными характеристиками свариваемости
Эту способность можно описать как склонность стальных заготовок образовывать между собой прочные соединения при помощи сварки. Если рассматривать более подробно свариваемость металла нержавеющего класса, то у него можно выделить следующие особенности:

повышению проплавления материала
Если приходится сваривать массивные изделия на основе нержавеющей стали, то необходимо позаботиться о наличии достаточно большого зазора между ними. Пренебрежение этим советом может привести к возникновению микротрещин. Естественно, что конструкция, имеющая столь низкое качество сварки, не может быть использована по своему назначению.
Во время сварки используемые стержни подвергаются чрезмерному нагреву на участке, где выполняется соединение. Причина этого обусловлена высоким показателем сопротивления. Об этой особенности необходимо помнить и использовать электроды, специально предназначенные для сварки нержавеющих изделий. Подсказкой здесь может выступать марка стержней, по которым можно понять, какие можно применять для подобных работ, а от каких лучше отказаться.
Характерной его особенностью является образование на границе шва карбидов железа и хрома, благоприятствующим возникновению которых фактором являются высокие температуры обработки. Они-то и являются основной причиной возникновения ржавчины и трещин на поверхности изделий из нержавеющей стали. На текущий момент комплекс средств, позволяющих бороться с межкристаллитной коррозией, довольно ограничен: для этого следует использовать подходящие стержни для сварки, обеспечить быстрое охлаждение участка соединения и пр.
В зависимости от того, какое покрытие
Эти показатели пишутся в последнюю очередь при маркировке. Они, как и большинство всех показателей обозначаются с помощью буквенных знаков. Мы в своем примере использовали буквенный знак Б. Это говорит о том, что покрытие основное.
Но на самом деле таких покрытий очень много, есть целлюлозные обозначаться как Ц, рутиловые они имеют обозначение буквой Р, и кислотные обозначаться соответственно буквой К, также ест прочие, что обозначаться буквой П.
Также возможно и объединение букв маркировки к примеру ЦР, это говорит про то, что покрытие целлюлозно-рутиловое.
Ещё возможны варианты, что в состав может входить пыльца железа, тогда производитель добавляет в маркировку ещё букву Ж.
К примеру если вы видите маркировку с буквенными знаками ЖБ- это говорит о том, что покрытие основное и имеет в себе пыльцу порошка.
Виды сварочных проволок
Проволоки могут быть разделены на четыре типа: алюминиевые, омедненные, нержавеющие и порошковые. Давайте разберемся с особенностями, которые характеризуют данные типы проволок.
Алюминиевые проволоки используют тогда, когда необходимо произвести соединение алюминия с кремнием или алюминия с марганцем.
Омедненные проволоки применяют в тех случаях, когда требуется соединить низкоуглеродистые и низколегированные стали. Такие проволоки позволяют повысить качество шва, поддерживают горение сварочной дуги, предотвращают разбрызгивание расплавленного металла.
И наконец, порошковые стержни применяется в судостроении, где недопустимо применение других типов проволок. Она отличается от перечисленных тем, что предыдущие производят сваривание изделия в среде защитных газов, в то время как порошковые — нет.
Стоит упомянуть и о сварке под флюсом, где вместо среды защитных газов используется флюс, которым могут являться такие элементы, как борная кислота, бура, фториды и хлориды. Он защищает сварочную ванну от попадания вредным примесей и газов, которые пагубно влияют на металл.
Говоря подробнее об назначении покрытия, оно должно обеспечивать стабильное горение сварочной дуги и получение металла на шве с заданными свойствами, такими как ударная вязкость, стойкости от коррозии, пластичность, прочность и другие. Шлак, в свою очередь, служит для защиты еще не затвердевшего расплавленного металла от попадания кислорода и азота, которые являются вредными включениями и нарушают технологичность детали. Также шлаковая оболочка в значительной мере уменьшает скорость затвердевания шва, позволяя выходить из сварочной ванны неметаллических и газовых включений. Компонентами, образующими шлак, являются: доломит, марганцевая руда, титановый концентрат, кварцевый песок, мел и многие другие.
Легирование сварочного шва производится для добавления специальных свойств изделию. Легирующими компонентами являются: хром, вольфрам, молибден, никель, марганец и другие.Также легирование металла производится проволокой, которая уже содержит нужные для этого элементы, но чаще всего легирования сварочного шва достигают введением легирующих компонентов в состав нанесения.
Иногда для повышения производительности сварочного процесса и для увеличения наплавляемого металла за отрезок времени в покрытие добавляют железный порошок. Его введение повышает технологические свойства стержня, а именно облегчает зажигание дуги, уменьшает скорость охлаждения металла, улучшая сварку при низких температурах.







Типы электродов для покрытия бывают следующими:
- А — с кислотным нанесением с содержанием окиси марганца, кремния, железа и титана. Электрод группы А может быть применен при сварке стали; для электродов марки А нет никаких пространственных ограничений.
- Б — с нанесением, в основу которого входят карбонат кальция и фтористый кальций; электроды марки Б не должны применяться для сварки в вертикальном положении.
- Ц — с нанесением из целлюлозы, в которое также входят органически вещества, создающие защиту дуги при сгорании и образующие тонкий слой шлака;
- Р — с рутиловым покрытием, которое направлено на уменьшения разбрызгивания металла, устойчивости горения дуги и формирование швов во всех пространственных направлениях;
- Ж- ставится в обозначение при присутствии в составе покрытия более 20% железного порошка;
- П — прочие виды покрытия.
Еще существуют типы электродов для покрытия с оболочкой смешанного вида, они обозначаются сразу двумя буквами.
Существуют типы электродов по применению их в определенном пространственном положении. Они тоже маркируются, а именно следующими цифровыми кодами:
- данный цифровой код говорит об универсальности типа;
- данный вид подходит для использования во все пространственных положениях, кроме вертикального;
- предназначен для вертикальных и горизонтальных работы, но работы под потолком не допустимы;
- только для горизонтальных швов.
В заключение
При всех различиях между электродами, все они могут обеспечить ожидаемый результат только при условии правильной эксплуатации с учетом нюансов конкретного технологического процесса. На качество работы подобного расходника может также оказать влияние основное сварочное оборудование и вспомогательная оснастка. И это не говоря о характеристиках газовых сред.
В работе с ответственными конструкциями часто используются стабилизирующие виды электродов, которые как раз минимизируют влияние негативных факторов. Высокопроизводительные легированные и углеродистые модели хороши в условиях, когда требуется обеспечить герметизацию на фоне сопротивляемости металла. Это технологически сложные операции, к которым допускаются только профессиональные сварщики.