Отличия от инверторной сварки
Стандартный инвертор предусматривает использование металлического электрода с защитным покрытием. Под воздействием дугового разряда флюс частично выгорает, предотвращая насыщение шва вредными веществами. После завершения работы сварщику необходимо удалить шлак молотком или щеткой из металла. Технология позволяет корректировать температуру горения дуги, допускается сварка с подключением плюса или минуса к деталям (прямая и обратная полярность соответственно).
При отказе от использования защитной газовой среды в полуавтоматическом оборудовании необходимо использовать проволоку из специального материала. Входящий в состав флюсовый порошок предохраняет металл от окисления или насыщения вредными веществами. Методика позволяет вести работы в труднодоступных зонах без доставки крупногабаритных баллонов с газом.
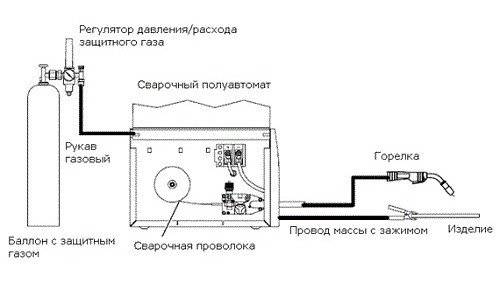
Что понадобится для сварки
- Источник тока (полуавтомат);
- сварочная проволока;
- защитный газ.
Сварочная проволока должна быть идентична свариваемому металлу. В нашем случае, выбирайте нержавейку для полуавтомата.
Сварочная проволока нержавейка для полуавтомата

На рынке присутствует проволока российских и зарубежных производителей, которая подразделяется на порошковую и сплошного сечения. Диаметром от 0,13 до 6,0 мм. В домашних условиях применяются диаметры 0,6 и 0,8 мм, а свыше 1,0 мм на производстве.
- Сплошная проволока используется для соединений в среде защитных газов и под флюсом. Такой способ, исключает попадание воздуха в зону сварки, тем самым улучшая качество сварного шва.
- Порошковая нержавеющая проволока (самозащитная) — тонкостенная трубка, заполненная флюсом и газом. Смесь компонентов позволяет сваривать изделия без защитных газов (углекислого газа и аргона).
Проволока для сварки нержавейки полуавтоматом, производится с термической обработкой или холоднотянутая. И подразделяется на оксидированную (Т) и светлую (белую, ТС).
Нержавеющая проволока выпускается 2 классов точности:
- повышенной точности (П);
- нормальной точности.
Проволока с повышенной точностью применяется для улучшения качества шва.
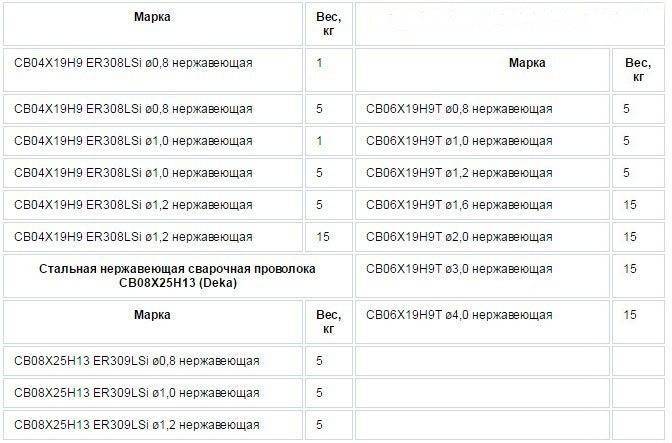
Нержавеющие стали по химическому составу делятся на разные марки и проволока тоже имеет различную маркировку. Таблица (ниже) познакомит с марками, диаметром и весом нержавеющих проволок:
Стоимость нержавеющей проволоки для полуавтомата
Цена варьируется в зависимости от производителя и региона проживания покупателя.
Средние показатели:
- ER 308 LSI 0,8мм 1кг — 825 руб;
- ER 308 LSI 0,8мм 5кг — 4237 руб.
Видео:
Выбор газа
Варить полуавтоматом без газа — нельзя, кроме случаев, использования порошковых проволок. Сварку нержавейки полуавтоматом можно выполнить в среде углекислого газа или смеси углекислоты и аргона.

Углекислый газ — доступный и дешевый газ для соединения нержавеющих сталей. При чистом его использовании, сварщик сталкивается с излишним разбрызгиванием металла и корявым сварочным швом.
Процентное соотношение углекислого газа и аргона можно настроить с помощью двух отдельных баллонов. Выходы с двух редукторов соединить с помощью тройника, взятого с стеклоочистителя автомобиля отечественного производства. Подробности подобной конструкции в видеоролике:
Всё, вам осталось выбранный защитный газ и проволоку подключить к аппарату. Знайте: токопроводящий наконечник должен быть одного диаметра с проволокой.
Видео: как настроить полуавтомат к работе (для начинающих).
Как сварить нержавейку в среде углекислого газа
После нарезки фасок, детали состыковать с помощью щипцов-зажимов, оставив зазор между изделиями (не менее 1,5 мм).
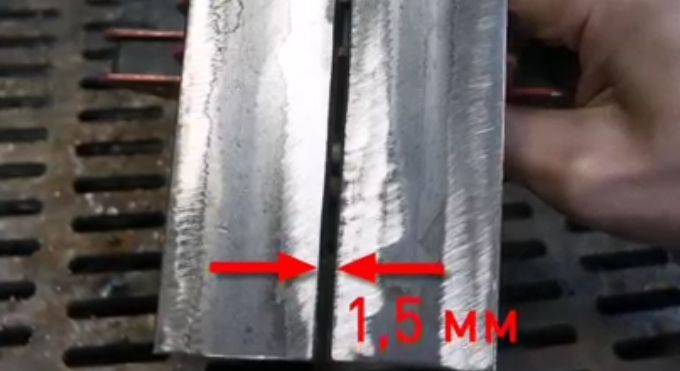
Зазор должен быть по всей длине заготовки, он позволит проварить металл на всю толщину. Подключить массу и выставить свои настройки на полуавтомате в зависимости от конструкции вашего аппарата и толщины металла.
Простые полуавтоматы на лицевой панели имеют 2 регулировки:
- сварочное напряжение;
- скорость подачи проволоки.
Настройка индуктивности изменяет жесткость дуги, глубину провара и форму валика:
- При малой индуктивности: дуга холодная — получаем тонкий валик с глубоким проплавлением;
- При большой индуктивности: дуга горячая — широкий валик с неглубоким проплавлением.
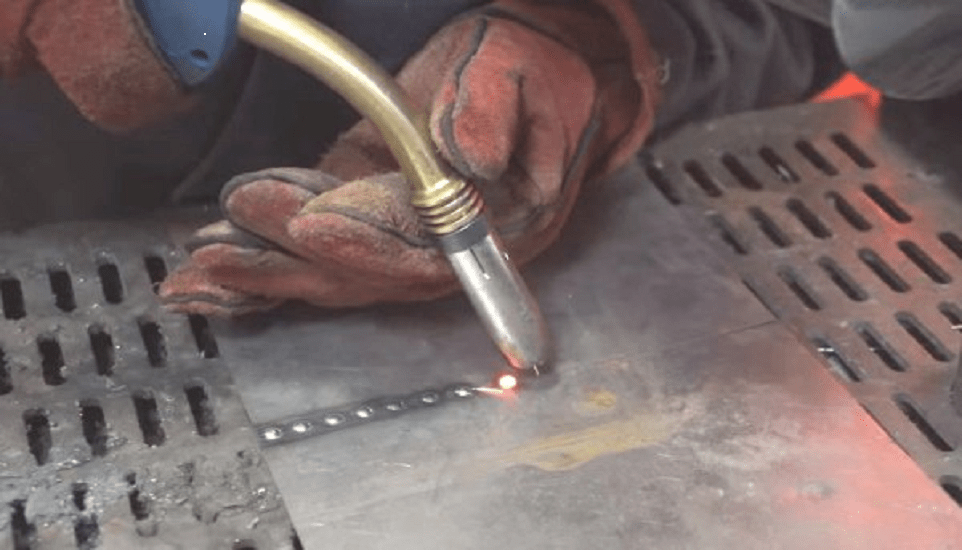
Держа горелку с уклоном 20-60 градусов (расстояние от сопла до сварочной ванны 10-20 мм), короткими прихватками выполнить соединение нержавеющей стали. Нажали на курок — отпустили, нажали и отпустили, вот так неспеша и происходит заполнение нарезанных кромок металлом. Варить можно, как углом назад (к себе), так и углом вперед (от себя).
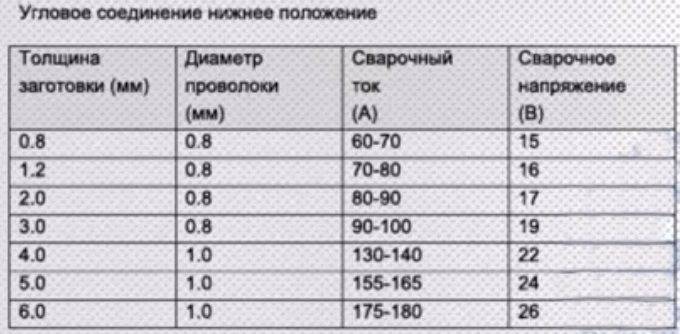
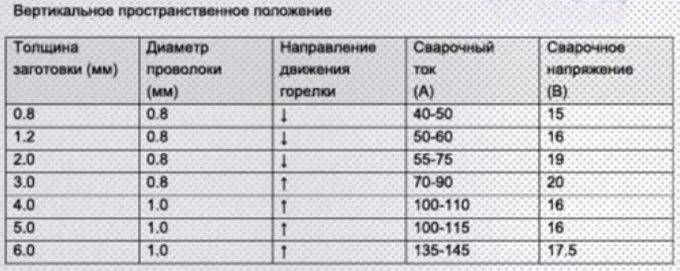
Таблицы (ниже) помогут вам определится с настройками полуавтомата:
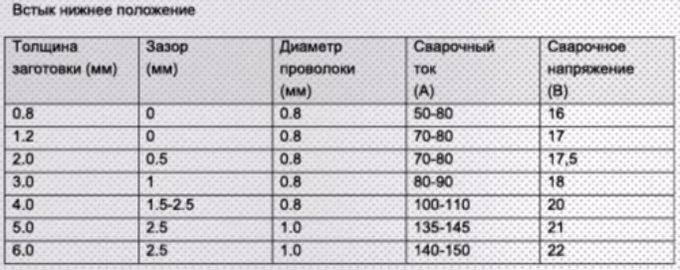
При сварке внахлест, фаски нарезать не надо, достаточно зачистить поверхность, наложить детали друг на друга и выполнить соединение.
В процессе сварки, перед новым швом откусывайте наплавленный шарик на кончике проволоки.

В процессе соединения нержавейки полуавтоматом в среде углекислого газа, изменяйте скорость подачи проволоки, такими манипуляциями вы добьетесь качественного шва.
Видео:









P.S. Прочитав статью, посмотрев таблицы и видео (для начинающих), вы освоите автоматическую технологию соединения нержавеющей стали — быстро. Удачи!
Технология и виды
Сварка MIG/MAG
В основу технологии полуавтоматической сварки положен примерно тот же принцип что и в обычном соединении металлических деталей с помощью электрической дуги.
В этом в принципе схожесть и заканчивается, и начинаются различия:
- Во-первых, в отличие от традиционного процесса сварки с помощью обычного электрода, где сгораемая обмазка металлического стержня образует пространство свободное от кислорода, в полуавтомате роль обмазки играет газ, проходящий через сопло горелки.
- Во-вторых, вместо держателя используется специальное устройство – горелка и рукав для одновременной подачи как проволоки, так и газа.
- В-третьих, кроме управления горелкой, в полуавтомате нужно научиться управлять и подачей проволоки, поскольку рычаг регулировки находится на рукоятке горелки.
Сегодняшние технологии используют два основных метода соединения металла в защитной газовой среде:
- В среде активного газа (углекислый газ) MAG (Metal Active Gaz).
- В среде инертного газа (аргона или гелия) MIG (Metal Inert Gaz).
Третий вид полуавтоматической сварки использует специальную проволоку, но из-за дороговизны таковой пока не получил широкого распространения.
Вертикальный шов
Технология формирования вертикального шва при помощи полуавтомата отличается несколькими особенностями:
- Расплав должен остывать намного быстрее, нежели при горизонтальной сварке. Это необходимо для того, чтобы расплавленные капли не стекали на пол. Размер капель можно уменьшить, минимизировав размер сварочной дуги.
- Вертикальная сварка выполняется по направлению снизу-вверх. В таком случае удается положить ровный шов, без наплывов и неровностей.
Чтобы добиться хорошего результата при вертикальном сваривании заготовок по направлению сверху-вниз, следует придерживаться нескольких основных правил. Первое – применять исключительно короткую дугу, чтобы уменьшить разбрызгивание и минимизировать объем расплава. Второе – в начале сварки электрод должен располагаться строго перпендикулярно по отношению к рабочей поверхности. Третье – дальше электрод ставится под острым углом. Но не стоит ожидать идеального результата. Как показывает практика швы обладают весьма скудными характеристиками. Прибегать к такому методу сваривания рекомендуется только в крайних случаях.
Существуют несколько основных техник формирования вертикального шва полуавтоматической сваркой:
- Треугольник. Метод используется в случаях, когда соединяются заготовки с толщиной кромок до двух миллиметров. Его суть заключается в том, что передвижение снизу-вверх заставляет жидкий метал наплывать на уже застывший. Он довольно быстро застывает, не стекая на пол или на оператора. Шлак в этом случае перемещается под определенным углом, образуя некоторое подобие треугольника.
- Елочка. Техника используется для сваривания стыков 2-3 мм в глубину. Передвижение электрода начинается у одной из кромок. Металл плавится по всей толщине, а дуга постепенно перемещается вглубь стыка.
- Лестница. Оптимальный способ соединить две заготовки, между которыми большой зазор. Электрод перемещается от одной кромки к противоположной зигзагообразно.
Теоретический вопрос по сварке.
В полуавтомате ничего маенять не нужно, его ж придумали для работы с металлами потоньше, в основном. Это же прототип промышленных автоматических сварочных «машин», там и токи повыше, и расходный материал «поборзее». Для условий же «непрофессионального» использования нельзя сварить толстый металл тонкой провол кой-это будет сродни с пайкой. Теперь теория. За пример использования провода сарочного всред 0,8мм ток дле него можно варировать в пределах 60-90А(примерно). За толстый металл возьмём 5мм и выше. Глубина сварочной ванны (с учётом даже подготовленных, разделанных кромок
)с таким проводом будет очень небольшой, и просто-напросто придётся ложить много раз швы с перекрытием, до заполнения и чёткои структуры сварочного шва. И этого тока не хватит для того, чтобы оплавить свриваемые металлы, и связать их кристалические структуры-«проварить». Сварка окажется некачественной, а расход проволки составит N-ую сумму. Теперь начнём с другого конца, для чего производят электроды разного диаметра- 1,2,3,4мм, и т.д.? Попробуй «заварить» 4-кой лист тол 1мм.! Все они рассчитанны для разного рода «железа», и конечно же ток, который на пачках указан. Для сварки токами 100-150А, площадь сечения магнитопровода трансформатора нужно взять, хотябы, 30кв. мм.(это для того чтоб транс работал и жил «хорошо» и «долго»). Для первичной обмотки сечение провода, ну как минимум, 2-2,5 кв.мм., для сварочной обмотки 16-25кв.мм.,+ ко вссему хорошую сеть, явно не из бытовой резетки и кабель питающий, по сечению равный, а то и превосходящий сечение первичной обмотки. Получим транс пригодный для 3-ки(электрод), может и более, не факт! Всё зависит от мощьности трансформатора-остюда и ток, а моща зависит от многих факторов-каество трансовой стали(не вдаваясь уж в физикохимические своиства), конструктивное устроиство магнитопровода (сердечника), способ намотки обмоток, напряжение питания 220-380(на межфазном ещё вступает в работу перекрытие фаз)-факторов много!!! И даже если переделать сварочный транс полуавтомата под проволку 2мм( ), то это тоже будет полная фигня! А теперь посмотрим, стойт ли заставлять делать полуавтомат то, что лучше будет сделать сварочным аппаратом на основе мощьного транса или инвертора, и нормальным электродом? Выбор остваётся за хозяином!!!
С чего начать
Сам этот процесс можно назвать способом, с помощью которого металлические элементы можно соединить друг с другом. Этот процесс состоит из конкретных последовательных этапов. Рассмотрим основные из них:
- Очистка металла. Перед тем как приступить к процессу, обязательно нужно очистить металл от пыли, грязи, влаги или ржавчины.
- Разделяем кромки металла с помощью болгарки. Состыковываем заготовки между собой.
- Начинаем сам процесс с помощью сварочного аппарата. Способы сваривать металл мы рассмотрим ниже.
Очень большое значение имеет качество сварочного аппарата и электроды. Подбирать их нужно в зависимости от вида и метода сварки. В интернете существует множество роликов, которые разъяснят, что такое сварка полуавтоматом для начинающих, видео можно найти на многих сайтах.
Кроме того, узнать и посмотреть, что такое полуавтоматическая сварка, видео о ней, можно изучив так называемое пособие для чайников.

Виды сварочных швов при сварке полуавтоматом
Манипулируя настройками полуавтоматической сварки, специалист может получать самые разные типа швов. По своему виду они разделяются на несколько видов: тавровые, стыковые, угловые, нахлестовые. Есть несколько видов соединений, которые отличаются своим пространственным положением: нижние, потолочные, горизонтальные и вертикальные.
Формирование потолочного шва делится на два этапа:
- Проваривание основания. Коренной шов формируется, как правило, трехмиллиметровыми электродами с небольшой силой тока.
- Финальное формирование шва.
Второй этап может быть выполнен разными способами:
- Соединение заготовок посредством наложения коротких прерывистых швов или методом точечной сварки. При таком подходя вероятность того, что капли расплавленного металла будут падать на сварщика минимальна. Такая технология подразумевает дополнительное проваривание заготовок в начале и конце стыка.
- Выполнение работы с минимальной дугой. Особенность метода состоит в том, что шов очень быстро остывает: сразу после прерывания дуги.
Нижнее соединение – основной способ соединения металлов, который составляет основу промышленного производства сварных конструкций. Оно может выполняться как ручной дуговой, так и полуавтоматической сваркой. Такие швы характеризуются высокой механической прочностью, которая обеспечивается за счет равномерного распределения расплава.
При угловых соединениях режимы полуавтоматической сварки могут быть самыми разными. Расположение заготовок тоже вариативно:
- Соединяемые поверхности размещены перпендикулярно. При подобном размещении проваривается только внутренний стык. В случаях, когда свариваются трубки, то требуется концентрическое выполнение шва по окружности.
- Угол между соединяемыми поверхностями составляет меньше 60 градусов. Это идеальный вариант расположения: детали отлично провариваются со всех сторон.
При соединении труб или листового металла применяется стыковой шов. При таком варианте проварка может быть: односторонней, односторонней с обработкой, двухсторонней. Одностороння сварка приемлема, если толщина заготовок не превышает 4-х миллиметров. С более толстыми кромками желательно обрабатывать стык с двух сторон.
При односторонней сварке особое внимание следует уделять предварительной подготовке металла. Основательная разделка кромок является важным предусловием формирования качественного шва при полуавтоматической сварке в защитной среде. Разделывается кромка при помощи напильника или болгарки
Во время обработки инструмент держится так, чтобы угол на краю заготовки составлял примерно 45 градусов
Разделывается кромка при помощи напильника или болгарки. Во время обработки инструмент держится так, чтобы угол на краю заготовки составлял примерно 45 градусов.
Соединение заготовок внахлест выбирается, когда нужно обеспечить высокое сопротивления шва на разрыв. Чтобы предотвратить скопление влаги, нужно положить швы по обе стороны соединяемых поверхностей. Тавровое соединение отлично подходит для соединения основания металлической конструкции.
Преимущества и недостатки
Главным преимуществом сварочной проволоки является высокое качество получаемого шва сварщиком средней или даже начальной квалификации с небольшим опытом работы. Чтобы получить сопоставимое качество с помощью традиционных палочных электродов, необходим сварщик высокой квалификации с большим наработанным навыком сварки.










Второй неоспоримый плюс – это возможность длительной работы без перерывов на смену электрода, что обеспечивает проварку длинных швов за один прием и повышает как техническое качество, так и эстетическое впечатление от шва.
Еще одно важное преимущество — простота и удобство работы в атмосфере защитных газов. При сварке обычными электродами пришлось бы помещать изделие и сварщика в изолирующем противогазе в герметичную камеру, многократно повысив трудоемкость работы и расход газа
Недостатком метода является высокая стоимость материалов и оборудования, однако с учетом меньшей потребной квалификации сварщика и меньшей трудоемкости себестоимость погонного метра сварки оказывается ниже.
Как варить полуавтоматом без газа
Для сварки полуавтоматом без газа можно использовать специальную порошковую проволоку. Структура порошковой проволоки устроена, таким образом, что внутри неё располагается порошок, который при сгорании проволоки попадает в сварочную ванну, защищая её тем самым от вредного воздействия извне.

По своей сути, этот порошок и является тем самым защитным газом, или если хотите электродной обмазкой, которая также выполняет защитную роль для сварочной ванны. Состоит такая обмазка из рутила и флюорита, а её более точный состав, всегда можно узнать на упаковке с электродами.

Таким образом, используя полуавтомат, можно варить порошковой проволокой и без газа. Это даёт прекрасную возможность использовать полуавтоматическую сварку в самых труднодоступных местах, например, на высоте, там, куда доставить газовый баллон не представляется возможным.
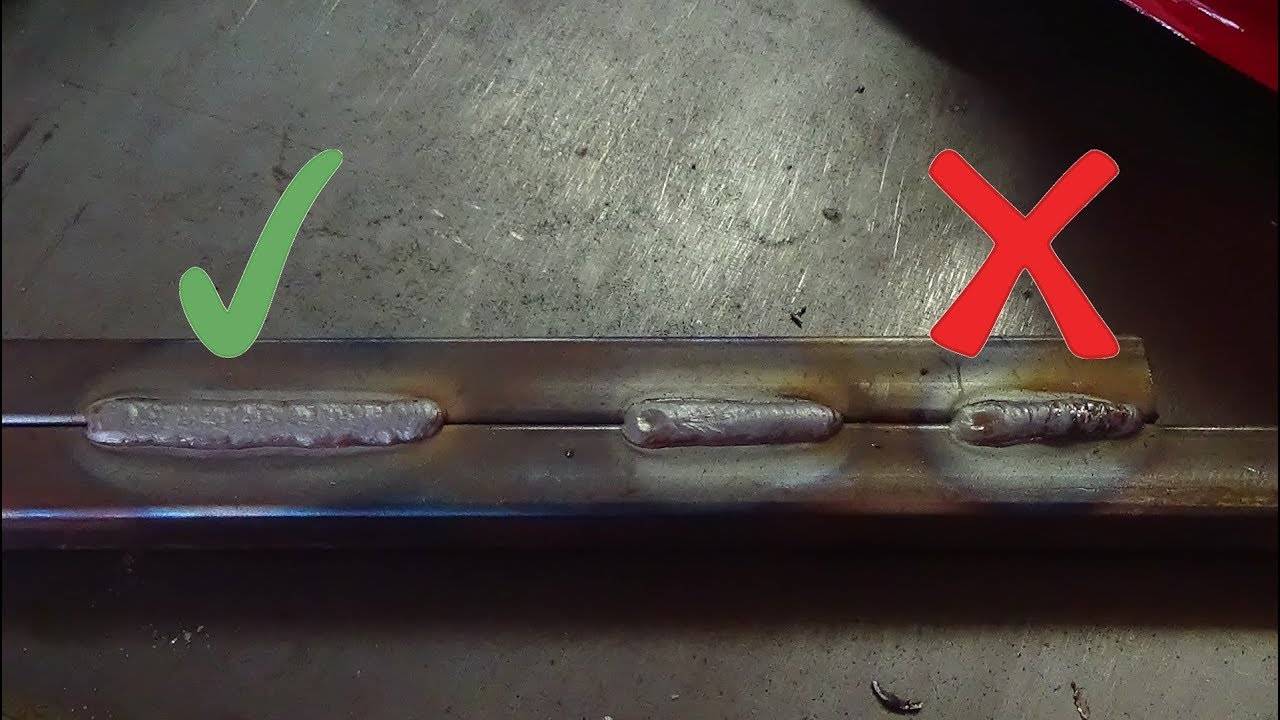
Возможные дефекты шва при сварке полуавтоматом и как их не допустить
Дефекты шва возникают, если варить с нарушением технологии и неправильно осуществлять подбор расходных материалов. В этом случае не избежать трещин, подрезов, пор в металле шва, неравномерность его по ширине и длине, а также прожогов, наплывов и других дефектов. Неверно подобранные следующие величины сказываются на таких факторах:
- Диаметр проволоки: с меньшим ширина шва будет недостаточной, с большим – увеличится, что скажется на глубине провара.
- Сила тока. Скажется тоже на глубине проваривания: чем больше величина, тем глубже шов, что приводит к прожогам, особенно если варить тонкостенный металл.
- Напряжение дуги увеличит ширину шва.
- Скорость сварки. При большой величине уменьшается глубина проваривания, шов становится узким, при недостаточной величине возникают прожоги, шов будет неравномерным, а в некоторых случаях это приведет к короблению изделия.
 Для человека, который никогда в жизни не занимался сваркой металла, бывает трудно понять, как правильно начать, что делать на разных этапах, чтобы в итоге научиться создавать ровное и надёжное соединение. Рассмотрим, какие шаги нужно осуществить, как происходит сварка полуавтоматом, для начинающих — видео, в котором наглядно демонстрируются некоторые моменты.
Для человека, который никогда в жизни не занимался сваркой металла, бывает трудно понять, как правильно начать, что делать на разных этапах, чтобы в итоге научиться создавать ровное и надёжное соединение. Рассмотрим, какие шаги нужно осуществить, как происходит сварка полуавтоматом, для начинающих — видео, в котором наглядно демонстрируются некоторые моменты.
Правильная техника сварки с помощью полуавтомата
Техника варения сварочным полуавтоматом крайне важна для получения качественных соединений, которые не утратят первоначальных эксплуатационных параметров со временем. Она отличается от технологии выполнения электродуговой ручной сварки.
Существенно и различие автоматически функционирующих приборов от полуавтоматических агрегатов. Рассмотрим основные техники сварных работ полуавтоматом.
Особенности сварных работ в среде защитного газа
При выполнении сварочных работ с использованием полуавтоматического оборудования может применяться газ. Это позволяет снизить процесс окисления металлической детали, подвергаемой сварке, и повысить прочностные характеристики созданного соединения.
Газ для сварочного полуавтомата можно применить разный, но чаще остальных используют: углекислый газ, гелий. Объяснить такую тенденцию можно их доступностью и низким расходованием при выполнении сварных работ.
Технология сваривания позволит понять, как пользоваться сварочным аппаратом при работе с газами.
 Сварка в среде защитного газа.
Сварка в среде защитного газа.
Их существует несколько видов:
- Непрерывное сваривание подразумевает ведение горелкой или электродом от начала и до конца шва. Такая техника требует большого мастерства.
- Точечная сварка предполагает соединение металлических деталей путем организации множества сварных точек, а не при помощи сплошной дорожки.
- Сварное соединение коротким замыканием осуществляется, в большинстве ситуаций, для тонколистового металла путем его расплавления за счет подачи импульсов от короткого замыкания, образуемого в аппарате. После замыкания расплавленный металл образует каплю, которая и соединяет две детали.
Многие мастера выбирают режим переменного тока при выполнении сварки полуавтоматом с углекислым газом. В начале работы оборудование следует настроить, исходя из типа рабочего металла и его толщины. Режим сварки определит расход газа, а вот проволока расходуется, в среднем, по 4 см за секунду.
После настройки оборудования и подготовки деталей можно начать соединение поверхностей с помощью полуавтомата. Включите подачу газа, возбудите электрическую дугу, коснувшись проволокой рабочей детали. Нажатие на кнопку Пуск на корпусе агрегата запускает механическую подачу электрода.
Качество швов определит соблюдение важных нюансов при работе:
- держите и ведите проволоку строго прямо, но не вплотную к заготовке, чтобы сохранить хороший обзор сварной ванны;
- соблюдайте нужный интервал между кромками свариваемых деталей при работе;
- согласно данной технологии толщина изделия до 1 см требует зазора не более 1 мм, а толщина изделия более 1 см требует зазора в размере 10% от данной величины.
Технология работы с алюминием
Сварка полуавтомат позволяет варить разного рода металлы, и в том числе алюминий.
 Схема сварки металла горелкой.
Схема сварки металла горелкой.
Но при работе с таким металлом важно соблюдать особые правила, поскольку процесс характеризуется особенными свойствами:
- Поверхность алюминия покрыта тонким слоем амальгамы с температурой плавления намного выше, нежели у самого металла. Поэтому потребуется применить инертный газ – аргон.
- Алюминий быстро поддается плавлению, поэтому течет. Чтобы избежать негативных последствий при работе сварочным полуавтоматом, примените подложка.
- Сама сварка осуществляется плавящимися электродами при постоянном токе обратной полярности. То есть, на деталь фиксируется отрицательный заряд, а на горелке – положительный.
Описанные приемы выполнения сварки алюминия позволят добиться качественного плавления заготовки и быстрого разрушение верхнего слоя, что в итоге обеспечит сварщику возможность создать надежные сварные швы.
Сварка с проволокой
Сварочный аппарат
Для понимания специфики работы таким методом, стоит выяснить основные характеристики флюса. Это порошок, который помещен в середину сварного электрода.







Он плавится при воздействии высокой температуры и выделяет облако газа, надежно защищающее сварную ванну от риска окислиться. При этом инертный газ из баллона не расходуется.
Специалисты не рекомендуют использовать полуавтомат вместе с самозащитными электродами, если работать приходится со слишком тонкими листами или среднеуглеродистой сталью. Иначе могут появиться дефекты в виде горячих трещин.
А чтобы повысить температуру сварной электрической дуги для максимально оперативного расплавления порошка внутри сварного электрода, стоит применить обратную полярность.
Режимы сварки
Сварка полуавтоматом производится в таком режиме, который подбирается в зависимости от толщины металла. Для сваривания изделий толщиной 0,5-1,5 мм применяют электроды, диаметр которых составляет 6 мм. Работа с металлом толщиной более 5 мм проводится в два этапа. Чтобы добиться максимального качества шва, требуется накладывать каждый последующий слой строго на предыдущий. При работе с самыми тонкими металлическими частями требуется 5-7 литров газа в минуту. Работа с таким оборудованием полностью защищает железо от деформации. Достигается это за счет минимизации зоны теплового воздействия при высокой скорости сварки, благодаря чему данная технология выгодно отличается от всех остальных.