Боремся с вибрацией и теплом
Прочие факторы, присутствующие в менее чем идеальных условиях, включают в себя тот факт, что большинство станков оснащены шпинделями с конусом ISO 40. Из-за интенсивности эксплуатации этих станков они недолго остаются новыми. Кроме того, конструктивные особенности обрабатываемой детали нередко затрудняют ее эффективное крепление на станке. Проблему усугубляет и то, что обработка, как правило, включает в себя прорезание канавок, контурную обработку или обработку кромок, а эти операции способны — хотя и не должны — приводить к вибрации. Поэтому необходимо постоянно принимать меры для ее предотвращения, по возможности повышая жесткость закрепления детали. Одним из способов решения проблемы является многоступенчатое крепление заготовок, при котором заготовки располагаются ближе к шпинделю, что ослабляет вибрацию.
Поскольку титан сохраняет твердость и прочность при высоких температурах, на режущую кромку пластины воздействуют мощные силы и нагрузки. При этом в зоне резания вырабатывается значительное количество тепла, а это означает опасность деформационного упрочения детали. Поэтому ключевое значение для успешной обработки приобретает правильный выбор марки сплава и геометрии сменной пластины. Исторически, мелкозернистые марки твердых сплавов без покрытия отлично зарекомендовали себя при обработке титана, и сегодня пластины с покрытием PVD способны существенно повысить эффективность.
Технология сварки
Подготовка состоит из зачистки кромок, окислы снимают на расстоянии до 2 см от кромки, и обезжиривания (нужно протирать титан в перчатках, чтобы от пальцев не оставалось следов). Затем металл протравливают горячей смесью (60°С) соляной кислоты (в 650 мл растворяют 350 мл) и фторида натрия (50 г). Состав наносится на 10 минут.
Для сварки титана и его сплавов используют:
- холодный метод;
- дуговой с использованием электродов;
- контактный;
- лучевой.
- Рассмотрим их подробней.
Ручная дуговая сварка
Используют тугоплавкий электрод на основе вольфрама (с итрированной или лантановой обмазкой). Его необходимо заточить под углом 45°. Сила тока удерживается на уровне 90–100 ампер. Тонкие изделия до 1,5 мм соединяют встык без присадки, остальные – с подачей прутка. Присадку по составу выбирают под сплав, перед работой ее отжигают в вакууме – удаляют водород. В герметичной упаковке она сохраняет свои свойства до 5 суток.
Подбор необходимого инструмента
Требования к обрабатывающему инструменту для титана достаточно высоки и для работы в основном применяются резцы, со сменными головками используемые на станках с ЧПУ. Инструмент в ходе рабочего процесса подвергается изнашиванию: абразивному, адгезийному и диффузному. При диффузном изнашивании происходит взаимное растворение материала режущего инструмента и титановой заготовки. Особо активно эти процессы протекают при температуре 900 — 1200 °С.
Подборка ведется с учетом режима обработки:
- при предварительном процессе используются пластины круглой или квадратной формы (iC 19) изготовленные из специального сплава H 13 A без покрытия;
- при промежуточном процессе, используются пластины круглой формы, изготовленные из сплава H 13 A, GC 1115 с покрытием PDV;
- при основном процессе, используются пластины со шлифовальными режущими кромками изготовленные из сплавов H 13 A, GC 1105 и CD 10.
При процессе воздействия на титановую заготовку с использованием специальных резцов применяются высокоточные токарные станки с ЧПУ и различные режимы обеспечивающие автоматизацию проводимых операций и высокое качество изготавливаемых деталей. Размеры готовой детали должны иметь нулевое или минимальное отклонение от заданных параметров согласно техническому заданию.
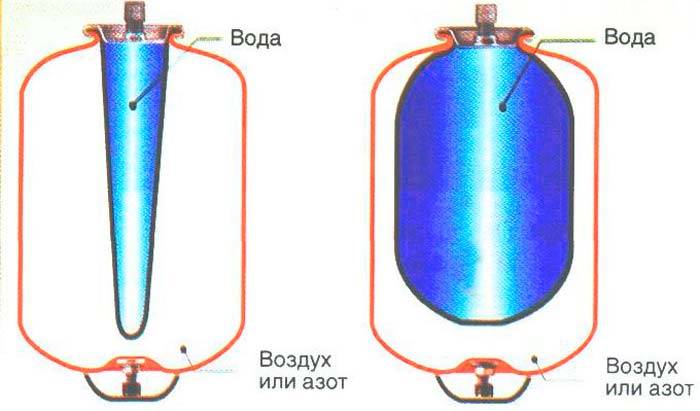
Шпиндельные соединения
В системном подходе важна также роль шпинделя. Обрабатывающие устройства испытывают трудности при достижении высоких скоростей удаления металла, учитывая низкую скорость резания и высокие силы резания, характерные для титана. На протяжении многих лет производители станков улучшали жесткость и демпфирование на шпинделях и станочных конструкциях. Шпиндели спроектированы с высоким крутящим моментом при низких скоростях вращения. Хотя все эти достижения повышают производительность, соединение шпинделя часто остается слабым звеном.В большинстве случаев соединение инструмента-шпинделя определяет, сколько материала может быть удалено в данной операции.
Высокопроизводительная обработка обычно характеризуется использованием высоких подач и агрессивной глубиной обработки. Благодаря постоянным достижениям в режущих инструментах существует потребность в шпиндельном соединении, которое лучше использует доступную мощность станка. За последние несколько десятилетий несколько последних типов шпиндельного соединения были разработаны или оптимизированы. Благодаря хорошей цене / выгодной позиции конусность 7/24 ISO стала одной из самых популярных систем на рынке. Однако конструкция имеет ряд ограничений, связанными с точностью на высоких скоростях. Как правило, конус шпинделя начинает прокручиваться от центробежной силы начиная от скорости вращения шпинделя в 20000 об / мин. Это дает погрешности обработки,ведь конус начинает терять контакт, позволяя инструменту перемещаться вверх по шпинделю.
Конструкция Kennametal, которая недавно был улучшена для обработки титана, представляет собой интерфейс инструмента-шпинделя «KM», который закрепляет держатель инструмента с помощью шарового механизма, который действует на поверхность отверстия
В новой KM4X-системе улучшение связано с ограничением изгибов конструкции, что важно при фрезеровании материалов с высокой силой, таких как титан
В торцевых фрезерованиях, где длительность проецирования длинна, ограничивающим фактором является этот изгиб. Новая система KM4X обеспечивает высокую силу зажима и сопротивление помехам для обеспечения высокой жесткости и высокой изгибающей способности для повышения производительности при обработке титановых сплавов.
Плавный вход в заготовку
В титане и других металлах стойкость инструмента теряется в моменты резкого изменения силы. Худший из этих моментов часто случается, когда инструмент входит в материал. Прямая подача в заготовку (как это делает почти любая стандартная траектория инструмента) производит эффект, подобный удару молотка по режущей кромке.
 Обработка титана. Плавный вход в заготовку
Обработка титана. Плавный вход в заготовку
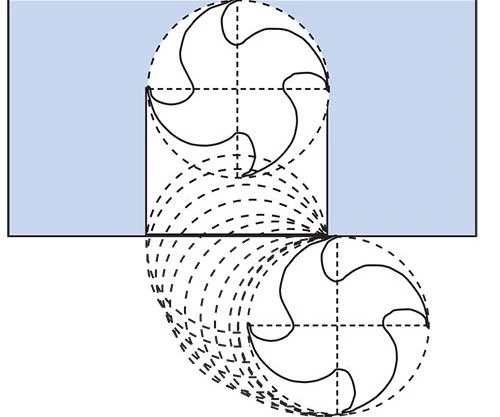
Вместо этого скользите мягко. Для этого создайте траекторию инструмента, которая изгибает инструмент по дуге в материал, а не вводит его по прямой. При фрезеровании толстых и тонких инструментов дуга входа траектории инструмента должна следовать в том же направлении (по часовой стрелке или против часовой стрелки), что и вращение инструмента. Путь входа дуги позволяет постепенно увеличивать силу резания, предотвращая рывки или нестабильность инструмента. Тепловыделение и образование стружки также постепенно увеличиваются, пока инструмент полностью не войдет в режим резанья.
Фрезерование с натягом.
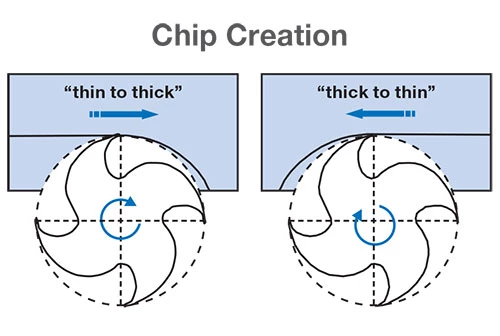
«Фрезерование с подъемом» — это знакомый всем термин. То есть не подавайте фрезу так, чтобы кромка двигалась через материал в том же направлении, что и инструмент. Этот подход к обработке, известный как «обычное фрезерование», приводит к тому, что стружка вначале становится тонкой, затем толще. Когда инструмент сталкивается с материалом, силы трения создают тепло перед тем, как материал начинает отрываться от основного металла. Тонкая стружка не может поглотить и отвести выделяемое тепло, которое вместо этого попадает в режущий инструмент. Затем на выходе из толстой стружки повышенное давление резания создает опасность прилипания стружки.
Фрезерование с натягом — или формирование стружки от толстой к тонкой — начинается с того, что режущая кромка входит в излишки материала и выходит на обработанную поверхность. При боковом фрезеровании инструмент пытается «перелезть» через материал, создавая толстую стружку на входе для максимального поглощения тепла и тонкую стружку на выходе для предотвращения прилипания стружки.
 Обработка титана. Фрезерование с натягом
Обработка титана. Фрезерование с натягом
Фрезерование контурной поверхности требует тщательного изучения траектории движения инструмента, чтобы гарантировать, что инструмент продолжает входить в излишки материала и таким образом выходить на обработанную поверхность. Достичь этого во время сложных проходов не всегда так уж и просто.
Фрезеровка чугуна
Главное отличие чугуна от стали — более высокое содержание углерода. Ранее чугун был очень востребован в промышленности. Его принято ассоциировать с беспроблемной обработкой. Но прогресс не стоит на месте и наряду с традиционными видами чугуна, такими как серый, чугун с шаровидным графитом и белый появляются новые виды, требующие особых подходов. Так, благодаря развитию материаловедения, появилися чугун с вермикулярным графитом, высокопрочный чугун с изотермическим отжигом и еще целый ряд модифицированных чугунов.
Основные нюансы при фрезеровке чугуна таковы:
- Серый чугун — с графитом, содержащимся в пластичной форме. Это обуславливает его абразивность. При фрезеровке чугуна стружка короткая, он легко поддается обработке.
- Чугун с графитом шаровидной формы труднее обрабатывается, дает более длинную стружку.
- Чугун с вермикулярным графитом содержит связанный графит в форме спирали. При фрезеровке такого чугуна требуется применять специализированные фрезы снижающие образование заусенцев и сокращающие износ инстумента.
Фрезеровка чугуна возможна как с СОЖ, так и без. Более предпочтительным является сухое фрезерование, при котором приходится применять особый инструмент, но зато снижается вероятность брака (выкрашивание заготовки, формирование заусенцев, образование микротрещин) и уменьшается износ оснастки.
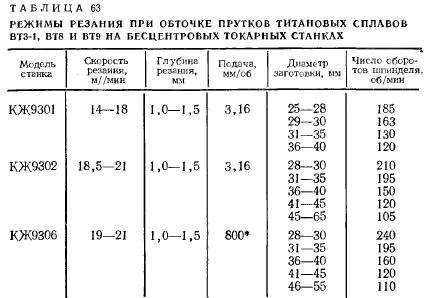
Режимы токарной обработки титана

Наружная обработка изделий из титановых сплавов
Токарная обработка изделий из титана выполняется с применением специальных режущих инструментов. Существуют три основных этапа работ: предварительный, промежуточный и окончательный.
Для выбора оптимального режима работы необходимо знать основные технические параметры обработки. Они зависят от угла расположения инструмента в плане (Kr), величины подачи (Fn) и скорости резания (Ve). Для контроля температурного нагрева можно изменять скорость вращения заготовки, толщину образовавшейся стружки и глубину резания.
Рекомендации по значениям основных параметров токарной обработки титана в зависимости от области применения:
- черновая – до 10 мм. Она применяется для удаления неравномерной корки на титане. С ее помощью происходит формирование кольца-свидетеля, которое отрезается для анализа состояния материала по всей глубине заготовки. Рекомендуемые параметры: Kr – 3-10 мм; Fn – 0,3-0,8 мм; Ve – 25 м/мин;
- промежуточная – от 0,5 до 4 мм. Этот этап необходим для подготовки детали к окончательному резанию. В процессе может изменяться глубина резания, материал не должен содержать корки. Обязательно необходимо оставить припуск 1 мм для окончательного этапа. Рекомендуемые параметры: Kr – 0,5-4 мм; Fn – 0,2-0,5 мм; Ve – 40-80 м/мин;
- окончательная – 0,2-0,5 мм. На этом этапе выполняется окончательное удаление припусков, происходит формирование детали. К нему предъявляются высокие требования. Во время его выполнения следует максимально точно рассчитать режимы: Kr – 0,25-0,5 мм; Fn – 0,1-0,4 мм; Ve – 80-120 м/мин.
Для всех вышеописанных режимов рекомендуется применять специальные охлаждающие жидкости. Это позволит уменьшить влияние температурного налипания стружки к поверхности резца.







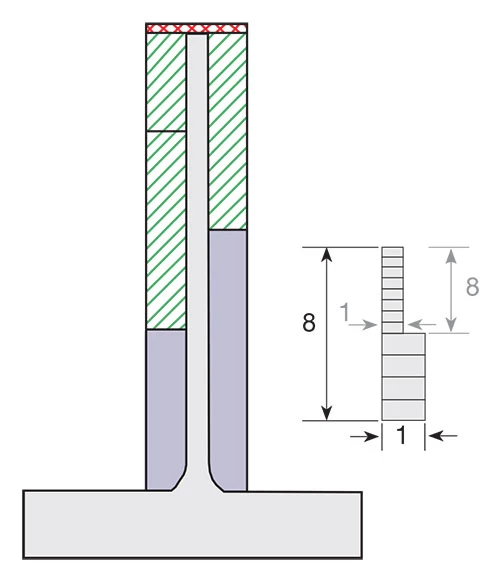
Ограничение осевой глубины
Соотношение 8: 1 полезно помнить при фрезеровании тонких стенок и деталей без опоры из титана. Чтобы избежать прогиба стенок кармана, фрезеруйте эти стенки на последовательных осевых этапах вместо фрезерования на всю глубину стенки за один проход концевой фрезы. В частности, осевая глубина резания на каждом шаге вниз не должна превышать 8-кратную толщину стенки, которая останется после выполнения этих фрезерных проходов. Например, если толщина стенки 0,1 дюйма, осевая глубина резания для прохода фрезерования, прилегающего к ней, должна быть не более 0,8 дюйма.
 Обработка титана. Ограничение осевой глубины
Обработка титана. Ограничение осевой глубины
Несмотря на ограничение глубины, это правило можно использовать, чтобы производительное фрезерование оставалось возможным. Для этого обработайте тонкие стенки так, чтобы вокруг стены оставалась оболочка из грубого материала, в результате чего элемент в 3 или 4 раза толще окончательного элемента. Если толщина стены составляет, например, 0,3 дюйма, то правило 8: 1 допускает осевую глубину 2,4 дюйма. После этих проходов уменьшите осевую глубину, чтобы довести толстые стенки до их окончательного размера.
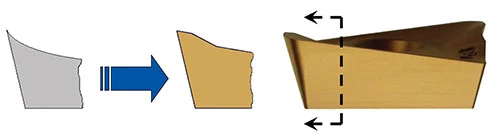
Вторичный рельеф инструмента
Острая режущая кромка сводит к минимуму силы резания в титане, но режущая кромка также должна быть достаточно прочной, чтобы выдерживать давление резания. Конструкция инструмента для вторичной разгрузки, в которой первая положительная зона режущей кромки сопротивляется силам, после чего вторая зона отпадает для увеличения зазора, выполняет обе эти цели. Вторичный рельеф является обычным явлением в инструментах, но, в частности, в титане эксперименты с инструментами, имеющими разные конструкции вторичного рельефа, могут выявить неожиданные изменения в производительности резания или стойкости инструмента.
 Вторичный рельеф инструмента
Вторичный рельеф инструмента
Цель анодирования титана
Анодирование изделий из титана также называют анодным оксидированием. Если сравнивать анодирование в условиях промышленного производства с применением специального оборудования и самостоятельное покрытие оксидной пленкой, то, конечно, второй способ несколько уступает качеством результата. Но тем не менее металл, обработанный в домашних условиях, приобретает ряд неоспоримых преимуществ:
- Оксидная пленка выполняет защитные функции, не позволяя влаге проникнуть к металлической основе изделия. Барьер предотвращает образование коррозии, что продлевает сроки эксплуатации предметов быта из титанового сплава.
- Анодирование титана укрепляет поверхность изделия и делает его более устойчивым к различным видам внешних повреждений.
- Металлические изделия после анодного оксидирования частично или полностью теряют способность проводить электрический ток.
- Посуда с оксидным покрытием выдерживает длительный нагрев, обладает антипригарными свойствами и не выделяет токсичных веществ во время приготовлении пищи.
- Если изделие из титана прошло оксидную обработку, это не является препятствием к другим видам обработки посредством гальванизации.
- Регуляция силы тока и составляющих электролитической жидкости позволяют сделать оксидное покрытие не только более прочным, но и красивым. Применение красителей позволит придать изделию привлекательный внешний вид.
Анодирование титана в условиях производства позволяет провести более глубокую обработку деталей, однако даже в домашних условиях можно добиться повышения износостойкости металлических изделий.
КАК ОБРАБОТАТЬ ТИТАН
Для обработки титана требуются твердосплавные инструменты с покрытием, которые будут сопротивляться липкости сплава и разрушать длинную стружку. Покрытие инструмента также помогает отводить тепло, выделяемое при механической обработке.
Сохранение низкого радиального зацепления важно для противодействия эффектам тепловыделения и тенденции к деформационному упрочнению. Увеличение количества канавок в концевых фрезах может помочь противодействовать более низкой подаче на зуб, чтобы повысить производительность
Применение СОЖ под высоким давлением помогает уменьшить нагрев и повреждение инструмента.
Техника, используемая при обработке титана, также может помочь улучшить результаты. Используя подъемное фрезерование, дугу, заканчивающуюся фаской под 45 градусов, используя конструкцию вспомогательного разгрузочного инструмента, изменяя осевую глубину и используя инструмент, по крайней мере, на 70% меньший, чем гнездо для инструмента, вы можете уменьшить повреждение инструмента и получить лучшие результаты при обработке титана.
Тщательно изучив уникальные свойства титана и соответствующим образом отрегулировав обработку, вы сможете добиться наилучших результатов для вашего инструмента и готовой детали.
Титановые сплавы и алюминиевые сплавы похожи в следующих отношениях: оба типа металлов используются для изготовления конструктивных элементов самолета, и в обоих случаях компонент может потребовать фрезерования 90 процентов материала до того, как деталь будет готова. Многие цеха, вероятно, хотели бы, чтобы у металлов было больше общего, чем это.
Трудности обработки титана

Титановый сплав
Титан — это легкий металл с серебристым оттенком. Помимо превосходной механической стойкости практически не подвержен ржавлению. Это связано с формированием пассивирующей оксидной пленки TiO2. Процесс разрушения происходит только в щелочных средах.
Перед обработкой титана следует ознакомиться с его свойствами. Главная проблема заключается в высоких прочностных характеристиках этого металла. До недавнего времени считалось, что невозможно выполнить эффективный процесс резания титана на обычном токарном станке. В большинстве случаев инструмент быстро изнашивался, а качество обработки оставляло желать лучшего.
Это напрямую связано со следующими факторами:
- высокий показатель вязкости. В процессе резания происходит значительное повышение температуры в узкой области. В результате этого происходит налипание частиц металла на фрезу или сверло;
- титановая пыль имеет свойство взрываться. Это же относится и к стружке. Поэтому во время обработки следует соблюдать все меры безопасности;
- минимальная мощность оборудования. Для оптимизации процессов рекомендовано применять комплексные обрабатывающие станки. Они выполняют одновременно несколько операций, тем самым уменьшая вероятность появления вышеописанных факторов. Однако это влечет за собой удорожание оборудования.
Кроме этого, следует учитывать низкую теплопроводность материала. Практически все марки металлов и абразивов растворяются в титане. Поэтому следует выбрать специальный режущий инструмент, а также предварительно рассчитать режим его применения.
Некоторые особенности резки и сверления титана
Нарезка заготовок является очень сложным технологическим процессом, сопровождающимся использованием специальных инструментов и оборудования. Листы разрезаются гильотинными ножницами, а заготовки из сортового проката — распиливаются механической пилой. Небольшие по диаметру пруты нарезают с помощью токарных станков.
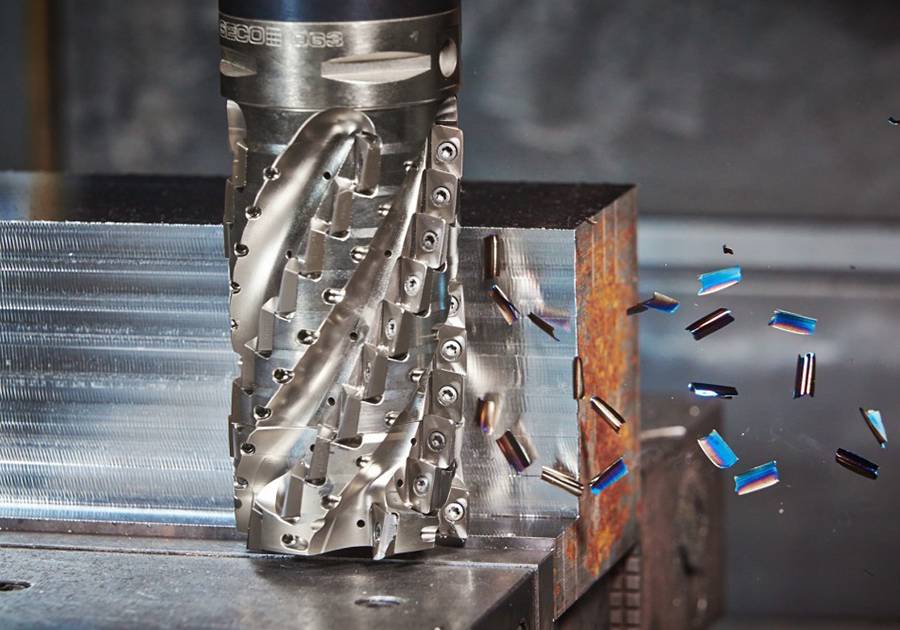
Фрезерование титана остается наиболее сложным способом его обработки. Он налипает на зубьях инструмента (фрезы), что значительно затрудняет работу с заготовкой. Поэтому для такого способа применяют инструменты, изготовленные из твердого сплава металлов, а процесс обработки сопровождают использованием охлаждающих смазок и жидкостей, которые обладают большой вязкостью.
При выполнении операций сверления важно, чтобы стружка, образующаяся в результате сверления, не накапливалась в отводных каналах, в противном случае это может привести к преждевременному износу и поломке инструмента. При сверлении применяют фрезы, изготовленные из быстрорежущей стали
Трудности обработки титана
Принято считать, что титан поддаётся механической обработке подобно нержавеющим сталям. Это значит, что обрабатывать титан в 4-5 раз труднее, чем обычную сталь, но это всё же не составляет неразрешимой проблемы. Основные проблемы при обработки титана — это большая склонность его к налипанию и задиранию, низкая теплопроводность, а также то обстоятельство, что практически все металлы и огнеупорны растворяются в титане, в результате чего представляет собой сплав титана и твёрдого материала режущего инструмента. Такая обработка вызывает быстрый износ резца.





Для уменьшения налипания и задирания и для отвода большого количества тепла, которое выделяется при резании, применяют охлаждающие жидкости. Точение заготовки производят спомощью резцов из твёрдых сплавов причём скорость обработки, как правило, ниже, чем при точении нержавеющей стали.
Если необходимо разрезать листы из титана, то эту операцию осуществляют на гильотинных ножницах. Сортовой прокат больших диаметров режут механическими пилами, применяяножовочные полотна с крупным зубом. Менее толстые прутки разрезают на токарных станках.
При фрезеровании титан остаётся верным себе и налипает на зубья фрезы. Фрезы тоже изготовляют из твёрдых сплавов, а для охлаждения применяют смазки, отличающиеся большой вязкостью.
При сверлении титана основное внимание обращают на то, чтобы стружка не скапливалась в отводящих канавках, так как это быстро повреждает сверло. В качестве материала для сверления титана применяют быстрорежущую сталь
При использовании титана как конструкционного материала титановые детали соединяют друг с другом и с деталями из иных материалов разными методами.
Основной метод — сварка. Самые первые попытки сварить титанбыли неудачными, что объяснялось взаимодействием расплавленного металла с кислородом, азотом и водородом воздуха, ростом зерна при нагреве, изменениями в микроструктуре и другими факторами, приводимые к хрупкости шва. Однако все эти проблемы, ранее казавшиеся неразрешимыми, были решены в самые короткие сроки в наши дни сварка титана — обычная промышленная технология.
Но, хотя проблемы решены, сварка титана не стала простой и лёгкой. Основная её трудность и сложность заключается в необходимости постоянного и неукоснительного предохранения сварного шва от загрязнения примесями. Поэтому при сварке титана используют не только инертный газ высокой чистоты и специальные бескислородные флюсы, но и разнообразные защитные козырьки, прокладки, которые защищают остывающие.
Чтобы максимально снизить рост зерна и уменьшить изменения в микроструктуре, сварку ведут с большой скоростью. Почти все виды сварки производят в обычных условиях, применяя специальные меры для защиты нагретого металла от соприкосновение с воздухом.
Но мировая практика знает и сварку в контролируемой атмосфере. Такая защита сварного шва обычно необходима при выполнении особо ответственных работ, когда требуется стопроцентная гарантия того, что сварной шов не будет загрязнён. Если свариваемые части не велики, сварку ведут в специальной камере, заполненной инертным газом. Сварщик хорошо видит всё, что ему нужно через специальное окно.
Когда же сваривают большие детали и узлы, контролируемую атмосферу создают в специальных вместительных герметичных помещениях, где сварщики работают, применяя индивидуальные системы жизнеобеспечения. Разумеется, эти работы ведут сварщики самой высокой квалификации, но и обычную сварку титана должны проводить только специально обученные этому делу люди.
В тех случаях, когда сварка не возможна или попросту не целесообразна, прибегают к пайке. Пайка титана осложняется тем, что он при высоких температурах химически активен и очень прочно связан с покрывающей его поверхность — окисной плёнкой. Подавляющее большинство металлов непригодно для использования в качестве припоев при пайке титана, так как получаются хрупкие соединения. Только чистые серебро и алюминий подходят для этой цели.
Регулировка параметров обработки
Во время обработки такого сверхпрочного материала необходимо учитывать три основных параметра:
- угол фиксации рабочего инструмента;
- размерность подачи;
- скорость резания.
Если регулировать данные параметры, то с их помощью можно изменить и температуру обработки. При разных режимах обработки наблюдаются и разные параметры данных характеристик.
Для предварительной обработки со срезом верхнего слоя до 10 мм допускается припуск в 1 мм. Для работы таком режиме обычно выставляются следующие параметры. Во-первых, угол фиксации от 3 до 10 мм, во-вторых, размерность подачи от 0,3 до 0,8 мм, а скорость резания выставляет 25 м/мин.
Промежуточный вариант обработки титана предполагает срез верхнего слоя от 0,5 до 4 мм, а также образование ровного слоя припуска 1 мм. Угол фиксации 0,5-4 мм, размерность подачи 0,2-0,5 мм, скорость подачи 40-80 м/мин.
Основной вариант обработки — это снятие слоя 0,2-0,5 мм, а также удаление припусков. Скорость работы 80-120 м/мин, угол фиксации 0,25-0,5 мм, а размерность подачи 0,1-0,4 мм.
Здесь также очень важно отметить, что механическая обработка титана на таком оборудовании всегда проводится только при наличии подачи специальной охлаждающей эмульсии. Субстанция подается под давлением на рабочий инструмент
Это необходимо для того, чтобы создать нормальный температурный режим работы.

https://youtube.com/watch?v=lLTtR1rXJ7g
Выберите инструмент, намного меньший, чем карман.
Из-за того, что инструмент поглощает тепло в титане, ему необходим зазор для охлаждения. При фрезеровании небольшого кармана диаметр инструмента не должен превышать 70 процентов диаметра (или сопоставимого размера) кармана. Меньший зазор, чем этот, рискует по существу изолировать инструмент от охлаждающей жидкости, а также улавливать стружку, которая в противном случае могла бы унести хотя бы часть тепла.
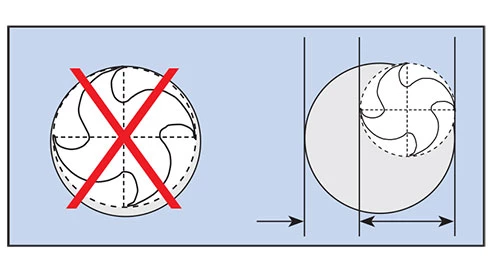 Обработка титана. Диаметр инструмента относительно кармана
Обработка титана. Диаметр инструмента относительно кармана
Правило 70 процентов также может применяться к фрезерованию инструмента по верхней части поверхности. В этом случае ширина элемента должна составлять 70 процентов диаметра инструмента. Инструмент смещен на 10 процентов, чтобы стимулировать образование стружки от толстой к тонкой.
Основные проблемы, возникающие при обработке титана, и средства их решения
Основной проблемой, возникающей при обработке титана, является его склонность к задиранию и налипанию на инструмент. Также одним из усложняющих факторов является его низкая теплопроводность. Большинство металлов сопротивляются плавлению в гораздо меньшей степени, поэтому при контакте с титаном растворяются в нем, образуя сплавы. Это приводит к быстрому износу применяемого инструмента.
Чтобы уменьшить задирание и налипание, а также для отвода выделяемого тепла, применяют следующие способы:
- при резке, а также иной обработке титана используют охлаждающие жидкости;
- заточку изделий выполняют с применением инструментов, изготовленных из твердых сплавов металлов;
- обработку металла резцами выполняют при гораздо меньших скоростях, чтобы избежать излишнего нагрева.
Эффекты налипания и задирания титана обусловлены его высоким коэффициентом трения, который относят к серьёзным недостаткам этого металла. В своем большинстве изделия из титана быстро поддаются износу, поэтому чистый состав этого металла редко используются для изготовления изделий, которые применяются в условиях трения и скольжения. При трении титан налипает на трущуюся поверхность, вызывая связывающий эффект и уменьшая скорость движения сообщающихся деталей. Способами, которые устраняют этот негативный эффект, выступают азотирование и оксидирование титана.







Азотирование титана — технологический процесс, который заключается в нагреве изделия из титанового сплава до температуры 8500С — 9500С и его выдержке в течение нескольких суток в среде чистого газообразного азота. В результате происходящих химических реакций на поверхностях изделия образуется пленка из нитрида титана, имеющая золотистый оттенок и обладающая большей твердостью, а также большим сопротивлением к стиранию. Изделия, прошедшие такую обработку, обладают повышенной износостойкостью и не уступают по своим характеристикам изделиям, изготовленным из поверхностно упрочнённых специальных сталей.
Оксидирование титана — распространенный метод, заключающийся в нагреве титанового изделия до 8500С и его резком охлаждении в водной среде, что вызывает образование на поверхности обрабатываемой детали плотной пленки, которая хорошо связывается с основным слоем материала. При этом сопротивление стиранию и общая прочность изделия возрастает в 15-100 раз.
Способы и методы
Холодный метод
Согласно уравнению оптимальная температура, при которой необходимо осуществлять процессы анодирования по данной технологии, – 0 °C. Однако допустимы колебания от –10 до +10 °C. Именно при таких температурных нормах происходит образование прочной и целостной оксидной пленки на поверхности детали из титанового сплава. Холодный метод позволяет в домашних условиях провести процедуру твердого анодного оксидирования.
При правильной регулировке силы тока можно осуществить напыление с помощью гальваники, используя в качестве материала золото, медь или хром. Такое барьерное покрытие защитит изделия из титана от окислов и ржавчин, что продлевает срок его службы до нескольких десятков лет.
Теплый метод
Технология предусматривает использование органических красителей, благодаря которым металлу можно придать удивительно красивый декоративный вид. Подойдут как готовые красящие составы, так и подручные красители из домашней аптечки: йод, зеленка, марганцовка, йодинол и прочее.
К сожалению, такая технология не рассчитана на проведение твердого анодирования. Барьерные свойства оксидной пленки очень слабые, как и защита от механических повреждений. Однако при дальнейшем окрашивании оксидное покрытие проявляет высокие адгезивные способности. Эмалевые краски прекрасно сцепляются с таким покрытием, и в свою очередь обеспечивают изделию из титана надежную защиту от коррозии.
Трудности обработки титана
Принято считать, что титан с трудом поддается эффективной механической обработке. Но это не типично для современных инструментов и методов обработки. Трудности отчасти возникают оттого, что механическая обработка титана — новая область, и в ней не накоплено достаточно опыта. Кроме того, проблемы нередко носят относительный характер — в сравнении с ожиданиями или иным опытом, особенно в тех случаях, когда этот опыт касается обработки таких материалов, как чугун или низколегированные стали, которые предъявляют более низкие требования и прощают больше ошибок. Титан также может представляться трудным в обработке по сравнению с некоторыми сортами нержавеющей стали.
Хотя обработку титана, как правило, приходится выполнять при других скоростях и подачах, а также с соблюдением ряда предосторожностей, по сравнению с иными материалами, он может быть довольно легким в обработке. Если жесткая деталь из титана надежно зажата на станке соответствующей мощности, в хорошем состоянии и оборудованном шпинделем с конусом ISO 50 с коротким вылетом инструмента, проблем не должно возникать — при условии, что правильно выбран режущий инструмент
Но идеальные, стабильные условия не всегда присутствуют при фрезеровании. Кроме того, многие детали из титана имеют сложную форму с мелкими, узкими или большими и глубокими карманами, тонкими стенками и фасками. Для успешной обработки этих форм неизбежно требуется инструмент более длинного исполнения, что может вести к деформации инструмента. Потенциальные проблемы с вибрацией чаще возникают при обработке титана.
Необходимые условия для расчетов режимов резания
Точность радиального и торцевого биения инструментов также имеет большое значение. Например, если пластины неправильно установлены в корпусе фрезы, возможно быстрое повреждение всех режущих кромок. Низкие допуски при изготовлении корпусов фрез или державок, степень их изношенности, наличие дефектов или низкое качество державки или износ шпинделя станка сильнее влияют на стойкость инструмента при обработке титана. Из-за этих факторов наблюдалось снижение стойкости до 80 %.
Хотя в целом предпочтение отдается геометрии с положительным передним углом, инструмент с несколько более отрицательным передним углом способен вести обработку при существенно более высоких подачах, которые могут достигать 0,5 мм на зуб. В этом случае очень важна жесткость станка и надежность закрепления заготовки.
При фрезеровании глубоких карманов полезно использовать инструмент различной длины с помощью адаптеров вместо того, чтобы выполнять всю операцию одним инструментом большой длины.
Минимальная рекомендуемая подача при фрезеровании титана обычно составляет 0,1 мм на зуб. Частоту вращения шпинделя также можно уменьшить с тем, чтобы получить исходную скорость подачи. Неверно выбранная частота вращения шпинделя способна сократить стойкость на 95 % при минимальной подаче на зуб.
Как только стабильные условия обеспечены, частоту вращения шпинделя и подачу можно пропорционально увеличивать для достижения оптимальной эффективности. Еще одно решение — убрать несколько пластин из фрезы или выбрать фрезу с меньшим количеством пластин.