Передняя и задняя бабки токарного станка
За точность установки и обработки детали в токарных станках отвечают специальные узлы — токарные бабки.
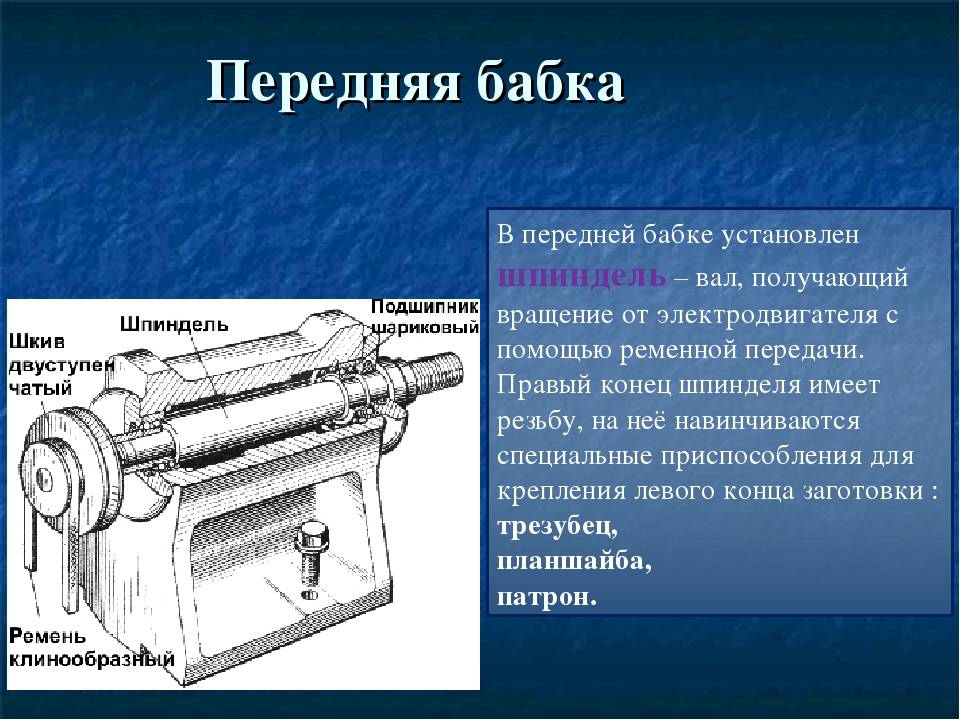
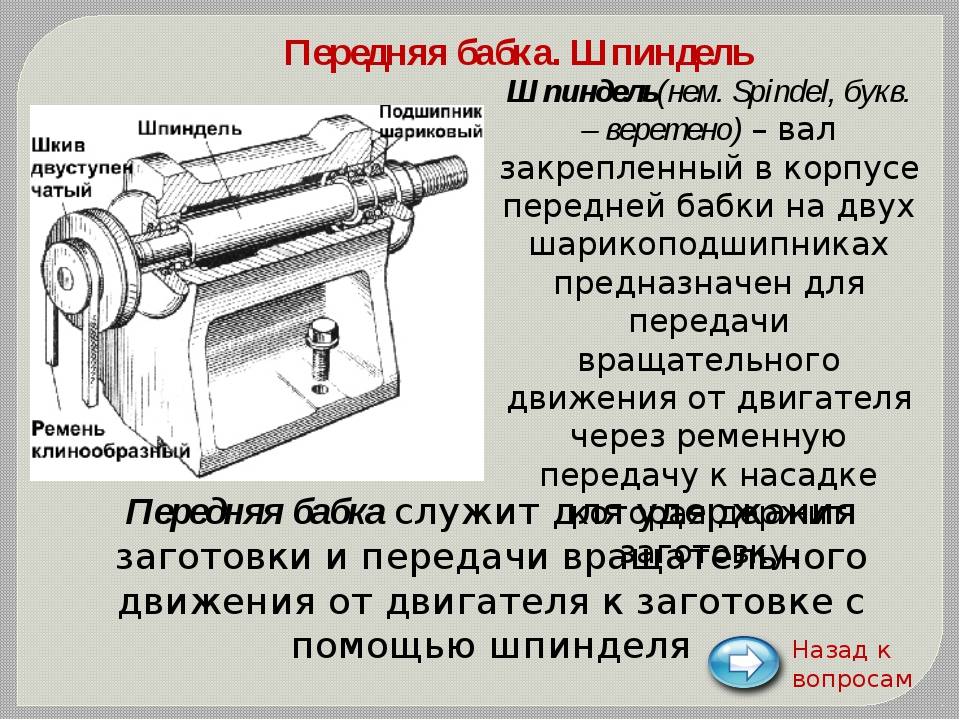
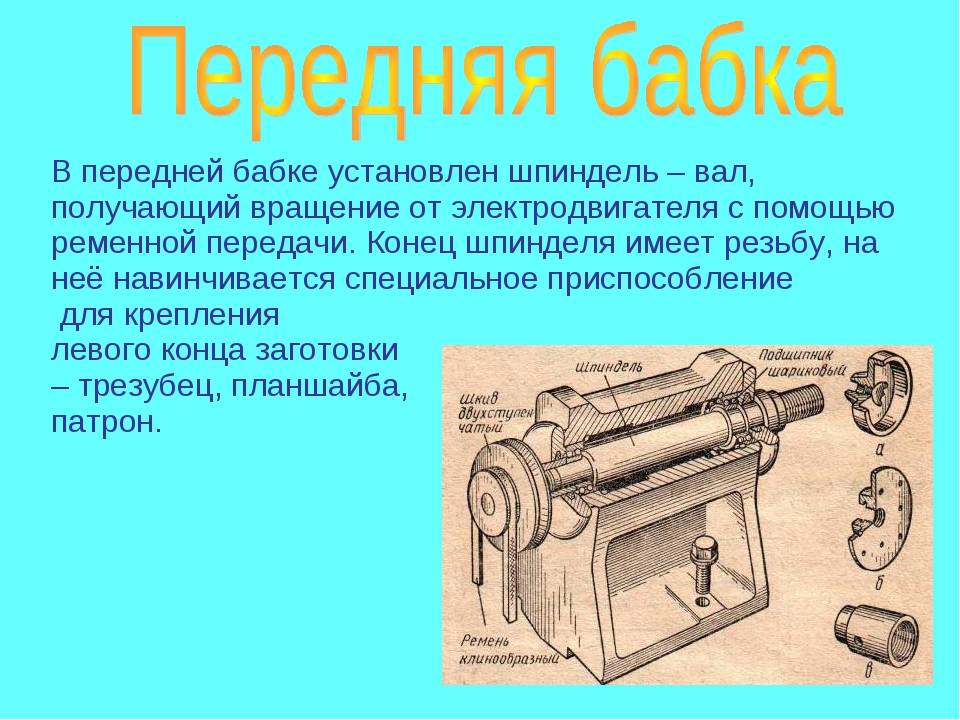
Шпиндельная (передняя) бабка — устройство токарного станка, предназначенное для сообщения заготовке вращательного движения. Обрабатываемая деталь закрепляется в цангу, патрон, планшайбу, установленную на шпинделе или фиксируется центрами между передней и задней бабками. Частота вращения заготовки и его направление могут регулироваться.
Задняя (упорная) бабка — узел токарного станка для фиксации (поджатия) обрабатываемых заготовок с помощью упорного или вращающегося центра, а также для установки режущего инструмента: сверл, зенкеров, разверток.
Коробка скоростей
Коробка скоростей — это набор зубчатых шестерен, валов и подшипников для реализации передачи усилия вращения от электродвигателя к закрепленной заготовке.
Переключение скоростей производится автоматически или оператором – рукоятками, выведенными на переднюю панель передней бабки. При этом различное сочетание вошедших в зацепление шестерен определяет число оборотов шпинделя в единицу времени. Регулировка оборотов внутри диапазона – реализуется бесступенчато – от электродвигателя шпинделя..

Кроме зубчатых передач в современных станках для привода шпинделя может применяться бесступенчатый метод, т.е. шпиндель всегла вращается в одном диапазоне. Использование приводного электродвигателя с регулируемой скоростью вращения позволяет подавать крутящий момент на шпиндель, небольшой рост момента достигается использованием шкивов разного диаметра. При этом шпиндель может вращаться с любой скоростью в диапазоне, ограниченном характеристиками станка, конструкция передней бабки становится более компактной.* (мин шаг приращения скорости – 1 об/мин).
Решение без коробки скоростей позволяет получить выигрыш в максимальной скорости вращения шпинделя, уменьшает вибрации и шум станка.

Шпиндель
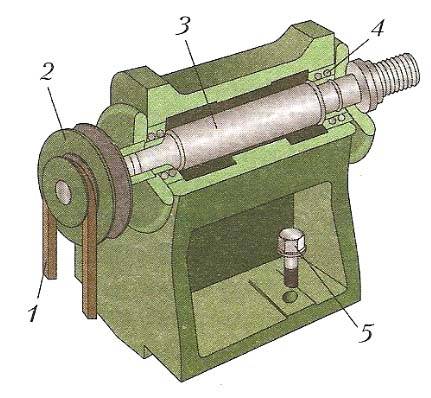
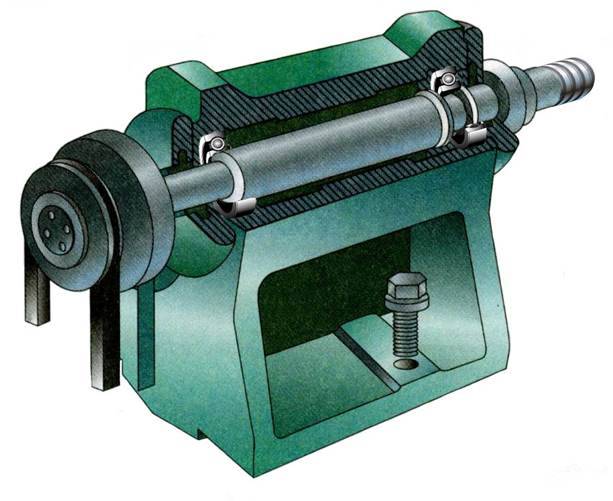
Шпиндель — это вращающийся вал, на переднем конце которого установлен патрон для зажима заготовок. Вращается шпиндель в высокоточных подшипниках качения. Для устранения зазоров передняя опоры необходимо произвести регулировку подшипника. Чаще всего это двухрядный роликовый подшипник, с конической посадкой на шпиндель.
Настройка подшипника осуществляется специальной гайкой. При затягивании гайки внутреннее кольцо смещается по шпинделю, устраняя зазоры, образовавшиеся в процессе эксплуатации. Задняя опора шпинделя вращается одном или нескольких подшипниках, имеющих аналогичную регулировку.
Чем больше размер подшипника, тем большее усилие может выдерживать шпиндель, но тем более тихоходным он становится.
Требования к шпиндельному узлу
Шпиндельный узел является основным элементом токарного станка. От его состояния зависит качество обработки деталей и производительность. Рассмотрим требования, предъявляемые к шпинделю:
- Точность вращения. Задается соответствующими стандартами. Этот параметр зависит от типа и назначения станка, класса точности. Оказывает влияние на чистоту поверхности и цилиндричность готовых деталей.
- Жесткость шпинделя. Также должна определяться соответствующими стандартами. Обычно допустимая деформация шпинделя определяется по его радиальному биению. Величина биения должна быть меньше величины, указанной в приложении к приемке станка..
- Виброустойчивость. Эта характеристика влияет на качество готовых изделий.
- Быстроходность шпинделя. Чем больше скорость вращения, тем выше качество обрабатываемой поверхности. Быстроходность зависит от конструктивных особенностей и назначения станка.
- Несущая способность. Зависит от исполнения шпиндельных опор и правильной подачи смазочных жидкостей.
- Долговечность. Этот параметр напрямую зависит от качества подшипников, в которых вращается шпиндель и качсетва поступающей смазки.
- Допустимый нагрев подшипников. Определяется классом точности станка, температурой окружающей среды, временем и циклом работы..
Конструкции шпиндельных узлов
Конструкции шпиндельных узлов различаются по многим параметрам: по выполнению конкретных работ и точности их выполнения, габаритам и, как следствие, передаваемой мощности, способу передачи крутящего момента и скорости вращения.
В современных скоростных станках вращение шпинделя уже невозможно в традиционных подшипниках.
Настройка станка
 Под настройкой токарного станка понимают подготовку его кинематической схемы к выполнению задач, определенных технологической картой.
Под настройкой токарного станка понимают подготовку его кинематической схемы к выполнению задач, определенных технологической картой.
Перед началом настройки все органы управления устанавливаются в нейтральное положение.
Первыми настраиваются кинематические цепи главного движения: производится установка органов управления в положение, соответствующее требуемой скорости вращения шпинделя. Эта величина будет определять скорость резания.
Основные составные и механизм действия передней бабки
Этот элемент токарного станка – один из основных деталей любого токарного устройства. Именно от него зависит точность расположения обрабатываемой детали и амплитуда ее движений. Кроме передней бабки на всех станках присутствует и задняя – на нее прикрепляется режущий инструмент. Обе бабки закрепляются на станине, которая является основой для любого станка, и имеют различие только своим местоположением.

Существуют еще и шлифовальные станки, на которых дополнительно закреплена третья специальная бабка для шлифовки, отвечающая за перемещение шлифовальной платформы данного устройства.
Существуют такие главные элементы токарного устройства, которые регулируют скорость оборачивания обрабатываемого элемента:
- Два подшипника.
- Шпиндель.
- Шкив.
- Специальная коробка скоростей, которая отвечает за изменение скорости вращения обрабатываемого элемента.
Главным элементом передней бабки токарного станка является шпиндель, основная задача которого состоит в том, чтобы регулировать движение оборачивания на обрабатываемый элемент.
По правую сторону, обращенную к задней бабке, прикреплена резьба. К ней присоединяются патроны, которые удерживают деталь, что обрабатывается. Шпиндель установлен на двух подшипниках, от которых в полной мере зависит точность выполненной работы.
Также во внутренней конструкции передней бабки закрепляется гитара шестерен. Они передают вращение с выходного вала коробки скоростей на вал коробки подач.
Корпус передней бабки является основной платформой для всех составляющих элементов. Его форма напрямую зависит от модели токарного устройства и бывает очень разнообразной. Нижняя поверхность корпуса гладкая, в шпунт, который находится посередине, закрепляются все направляющие.

На внешней стороне передней бабки токарного устройства установлена коробка скоростей, которая работает при помощи зубчатых передач.
Самостоятельный ремонт
Так как своевременное техобслуживание станков крайне важно, существует три вида ремонта бабки станка, электрооборудования и других частей конструкции. К первому методу, предотвращающему износ оборудования, относится предварительный осмотр
Это ежедневное мероприятие по выявлению поломок, проводится перед началом работы. Плановый ремонт включает не только проверку задней бабки, но также электрооборудования и других элементов агрегата. Капитальный ремонт, конечно, самое дорогостоящее мероприятие, которое требует наличия соответствующих условий, но дает возможность продлить срок службы задней бабки, привода, передачи и других составных частей станка.
Так как бабка станка – самый задействованный узел, поломки в ней случаются довольно часто. При этом приходится восстанавливать соотношение между мостиком и станиной, высоту центров, регулировать точность отверстия. Также в ремонте могут нуждаться отдельные составляющие, управляющие элементы или пиноль. Самым сложным считается регулировка высоты центров и настройка точности отверстия корпуса. Большую часть поломок задней бабки чинят с помощью акрилопласта . И хотя небольшие дефекты отверстия под пиноль устраняют с помощью притир, следом за этим все равно применяют акрилопласт. Притиры подходят для ремонта неизношенных отверстий.Чтобы правильно отрегулировать высоту центров, применяют специальные накладки на направляющих и растачивание. Затем изготавливают новый шпиндель, который фиксируется посредством акрилопласта. Пиноль ремонтируют шлифуя наружную сторону. Для восстановления конусного отверстия используют втулку (выполняет компенсаторную функцию). Цилиндрическая снаружи, и конусообразная внутри, она сделана из каленой стали, диаметр наружной стороны равен диаметру расточенного отверстия, но небольшой люфт оставляют в обязательном порядке. Если ремонтируют место нахождения подшипников, сначала полностью заменяют неисправный узел, а затем подстраивают диаметр внутренней стороны по подшипникам.
Восстановление корпуса и мостика задней бабки:
- Поверхность корпуса шабрят.
- Поверхность мостика подвергают фрезеровке, накладка крепится винтами или садится на клей.
- Когда выполняется шабрение корпуса, стараются добиться горизонтальности сопрягаемых поверхностей с точностью до 0,05 мм на 100 см длины. Сопряженность проверяют по уровню, по нему же проводится установка и выверяется положение станины.
- Соединяют корпус и мостик. В шпинделе передней бабки крепят бортштангу, следя за тем, чтобы ее ось в точке крепления резца была выше нормального положения оси шпинделя на 0.05 мм.
- Установив заднюю бабку перед кареткой суппорта, помещают груз для придания жесткости.
- Отверстие для пиноли в корпусе растачивают.
- Для шлифовки отверстия применяют наждачную бумагу, а также разжимную оправку.
- Окончалельно поверхность сглаживают чугунным притиром.
- Убрав из-под направляющих прокладку в виде фольги, производят установку задней бабки на станине.
- Процесс заканчивается проверкой совпадения центров задней и передней бабок и положения пиноли по отношению к направляющим.
Ремонт с применением акрилопласта:
- При расточке отверстия для пиноли, снимают около 2мм металла. Конусность и овальность не должны превышать 0,5 мм.
- Пустотелая оправка помещается в шпиндель передней бабки и затягивается. Тело оправки должно соответствовать размеру пиноли. Перед помещением в шпиндель оправки, туда закладывают прокладку толщиной 0,7-0,8 мм. Она нужна для создания равномерного биения на концах оправки.
- Проверка биения оправки осуществляется путем вращения шпинделя. Расположение шпинделя должно быть таким, чтобы образующая оправки находилась над его осью.
- На верхней части корпуса сверлят три отверстия равноудаленных друг от друга.
- Заранее удаляют жир с расточенной поверхности..
- Покрывают оправку мыльной пеной.
- Заводят заднюю бабку на оправку по станине и накладывают груз, не перекрывая отверстия.
- Полученные зазоры между оправкой и корпусом и отверстия для зажима пиноли необходимо герметизировать. Для этого подойдет пластилин.
- В три готовые отверстия заливают акрилопласт, в него можно добавить бронзовую мелкую стружку или пыль.
- После полного высыхания акрилопласта сдвигают бабку и удаляют все пластиковые или пластилиновые остатки, делают смазочные канавки, отверстия для скрепления конструкции и собирают бабку.
ВАЖНО! Подобный способ ремонта довольно простой и достаточно эффективный. Сохраняется старая пиноль, а значит и не требуется проведение мероприятия точной расточки и доводки отверстия корпуса
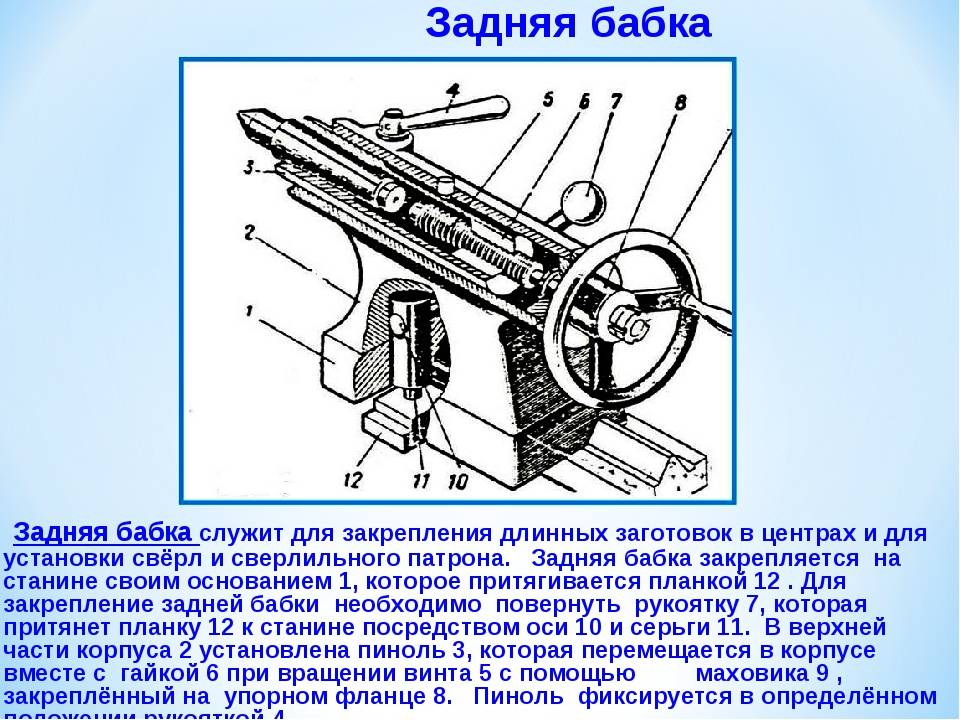
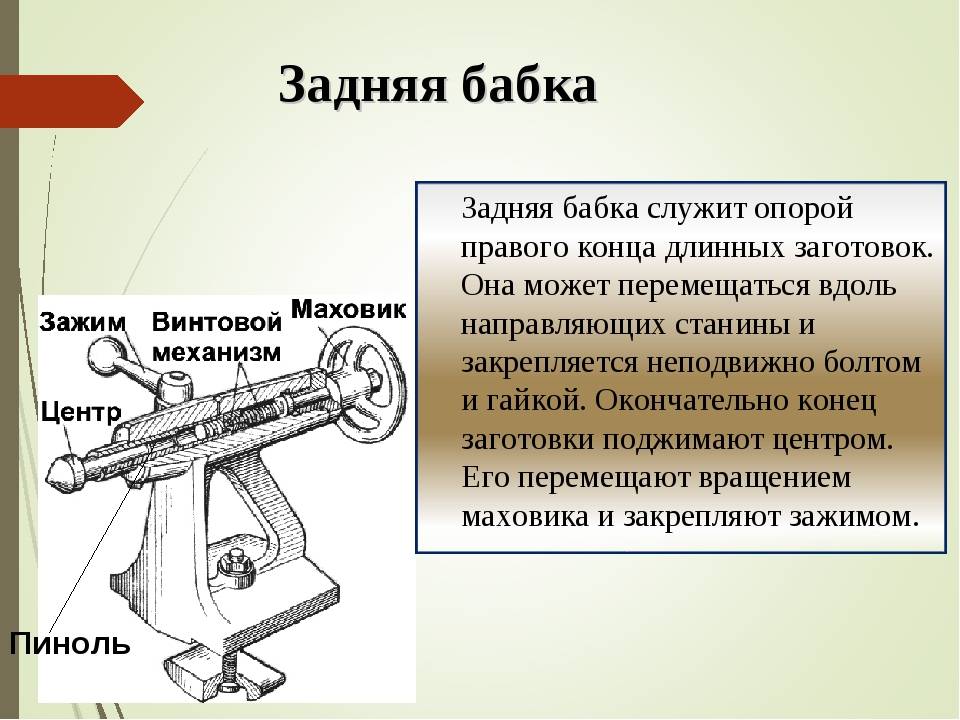
Задняя бабка
Задняя бабка входит в стандартную комплектацию любого токарного станка, производимого Тверским станкостроительным заводом.
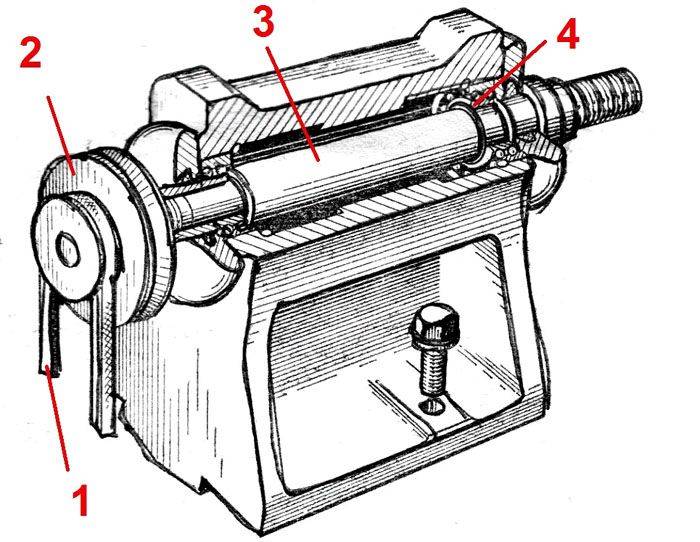
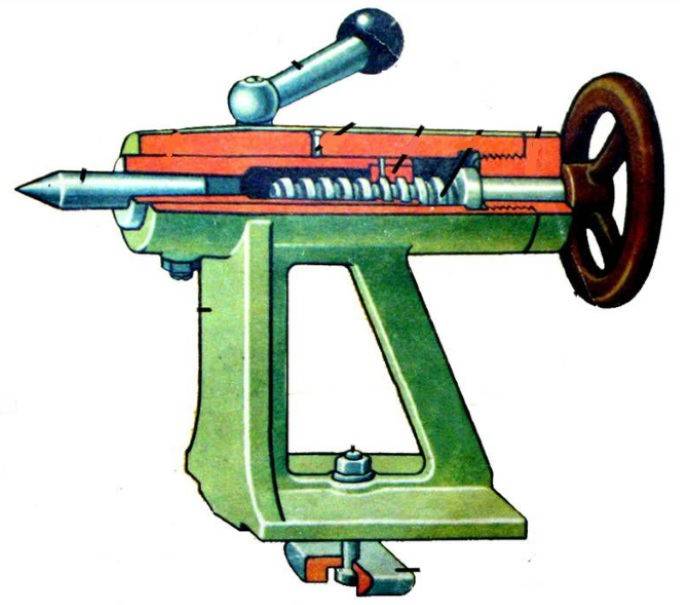
Устройство задней бабки токарного станка
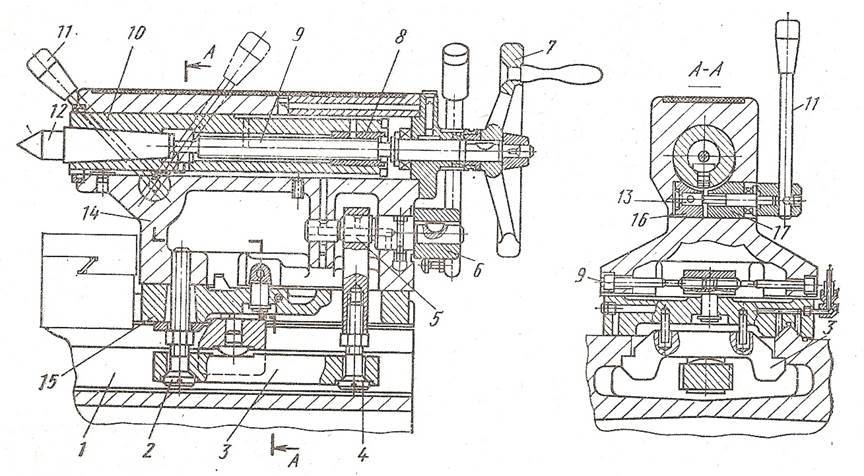
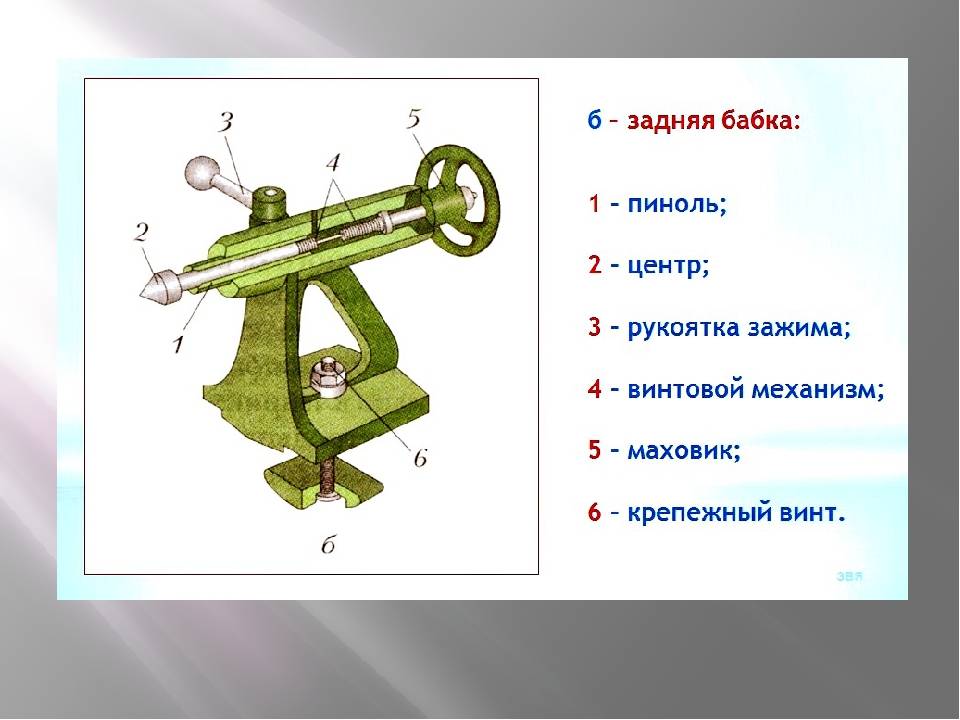
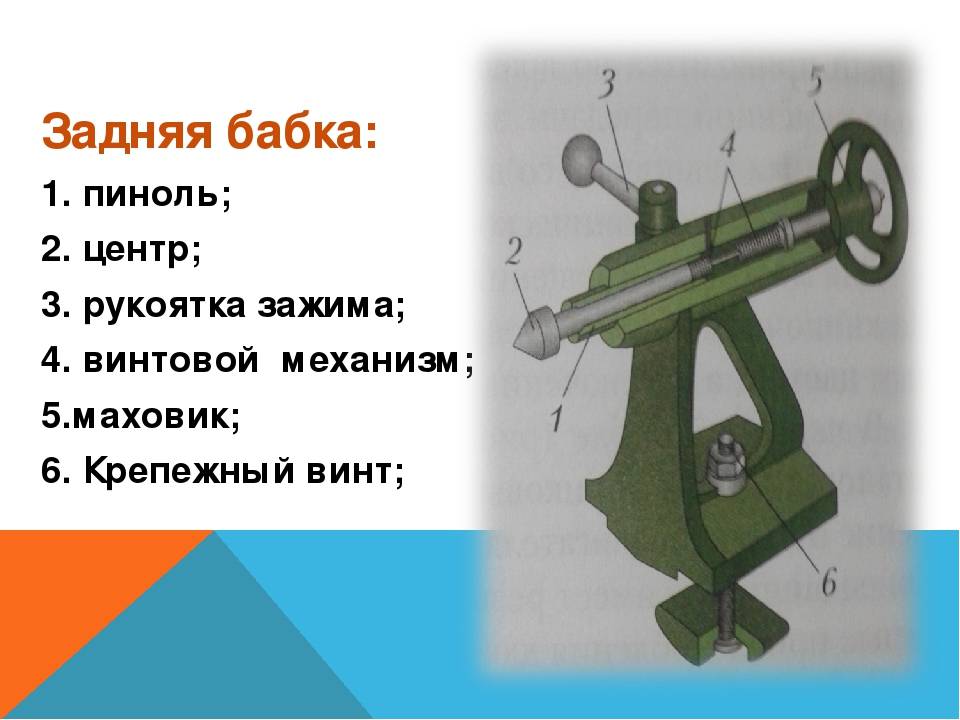
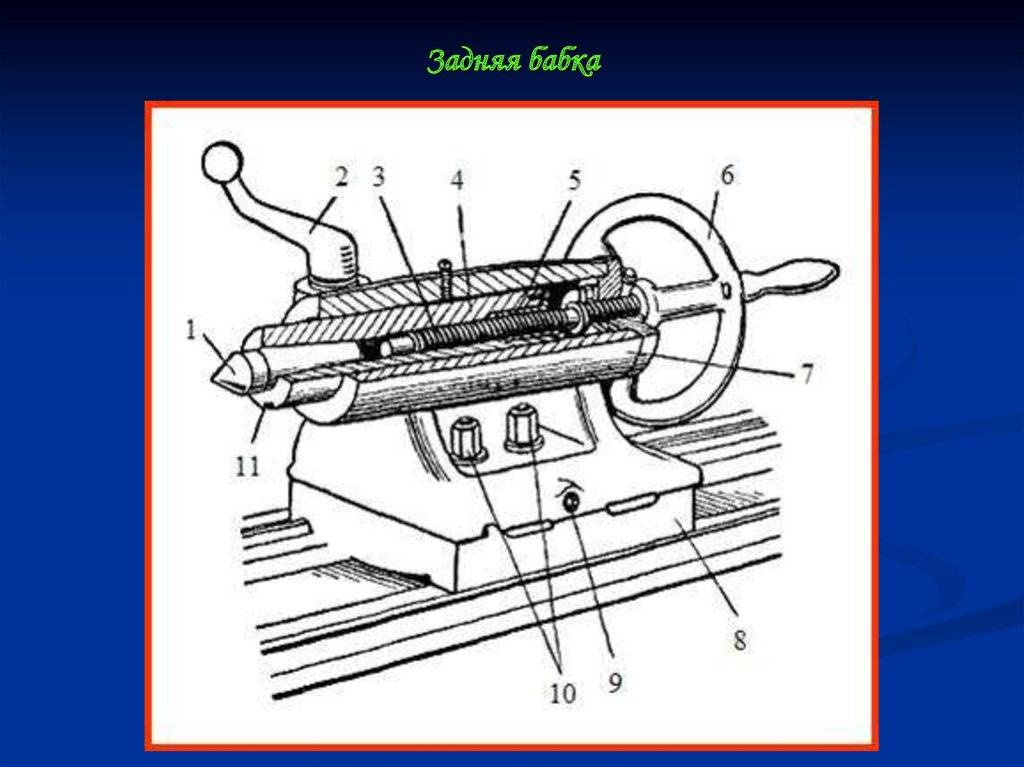
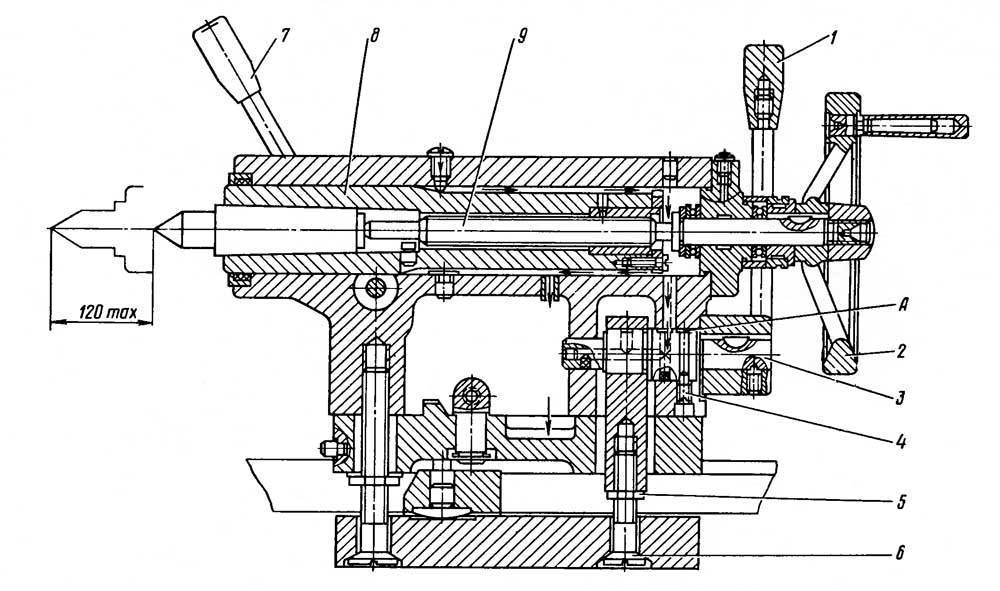
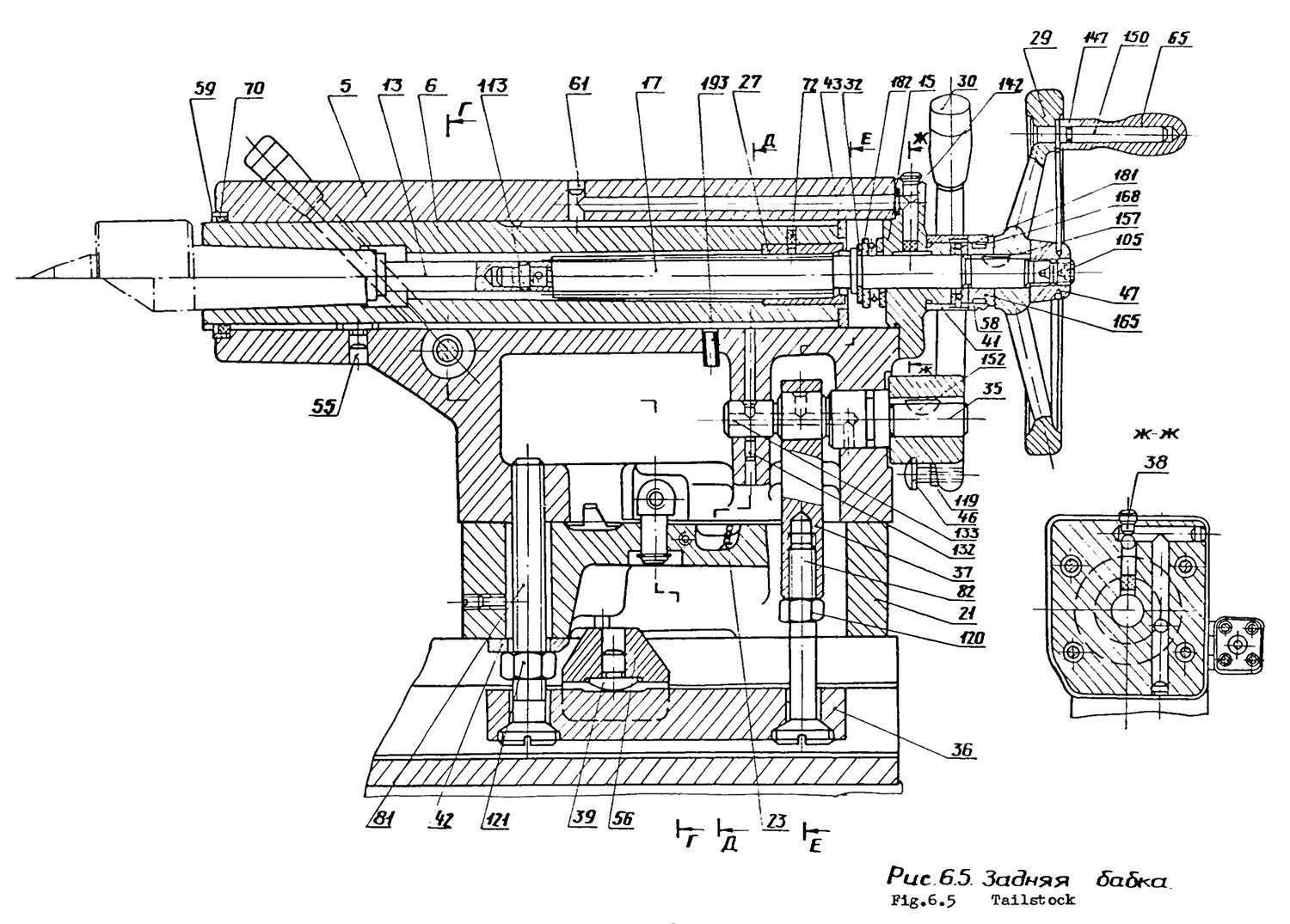
 Упорная бабка состоит из плиты (основания, опирающегося на направляющие станины), корпуса, пиноли, штурвала перемещения пиноли) и рукояток фиксации пиноли и задней бабки. В левом торце пиноли имеется коническое отверстие, служащее для установки и фиксации приспособлений и инструмента.
Упорная бабка состоит из плиты (основания, опирающегося на направляющие станины), корпуса, пиноли, штурвала перемещения пиноли) и рукояток фиксации пиноли и задней бабки. В левом торце пиноли имеется коническое отверстие, служащее для установки и фиксации приспособлений и инструмента.




Задняя бабка станка чаще всего перемещается вручную оператором. На некоторых моделях станков может присоединяться к суппорту и совместно перемещаться вдоль оси Z к месту зажима.
Пиноль задней бабки выдвигается и отводится, перемещением маховика. Возможна установка гидравлического или электро-механического устройства выдвижения
Для регулировки соосности оси шпинделя и оси пиноли задней бабки при обработке заготовок применяют поперечное смещение оси задней бабки (к оператору или от оператора).
В токарных обрабатывающих центрах задняя бабка может иметь управляемое от ЧПУ перемещение (ось W). Также возможно замена пиноли на противошпиндель.
Настройка и регулировка
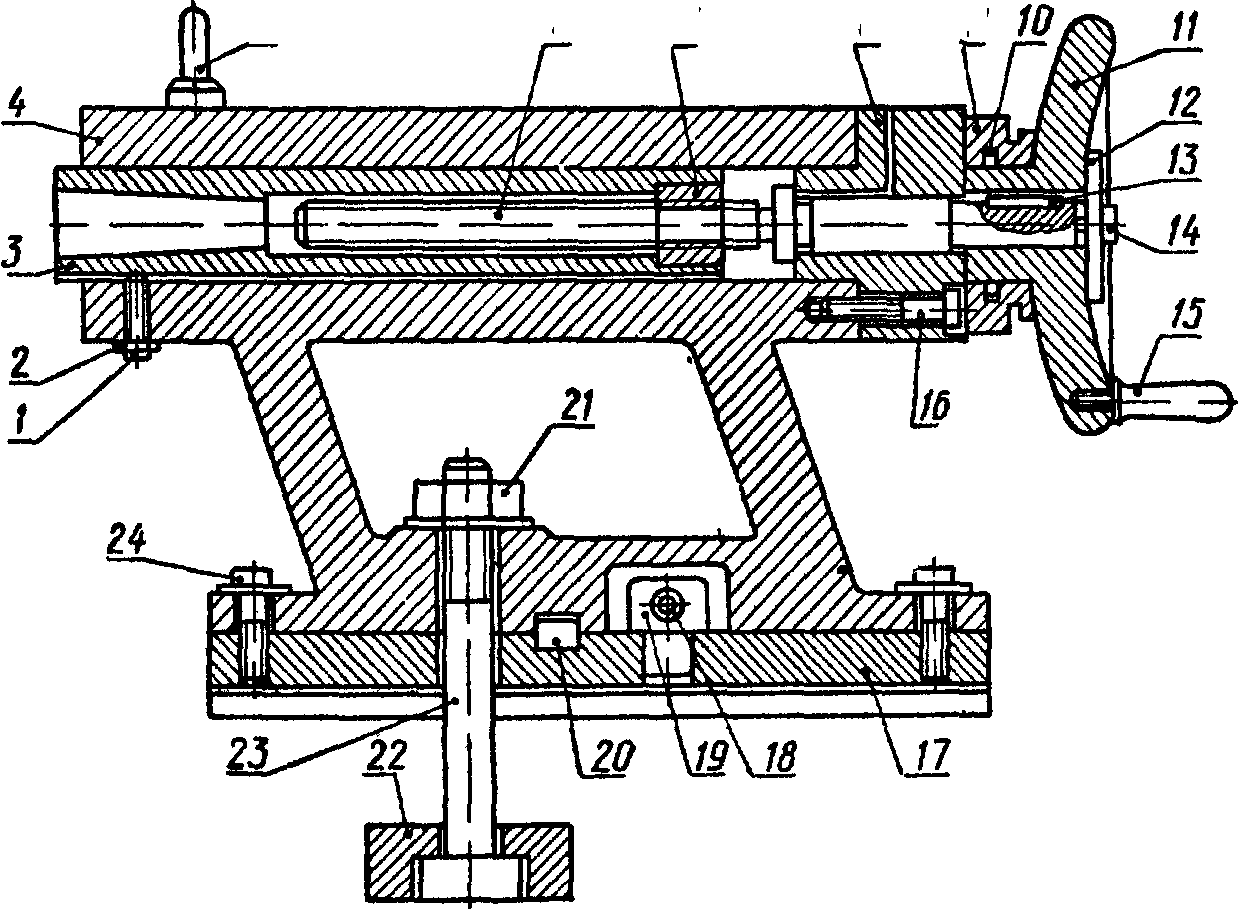
Регулировка задней бабки токарного станка выполнена на заводе изготовителе. Дополнительная регулировка требуется при ухудшении точности станка. Заключается она в установке минимальных зазоров в передних и задних подшипниках пиноли (модели с вращающейся пинолью), компенсации люфта между опорными поверхностями упорной бабки и направляющими станины, исключению смещения относительно оси шпинделя.
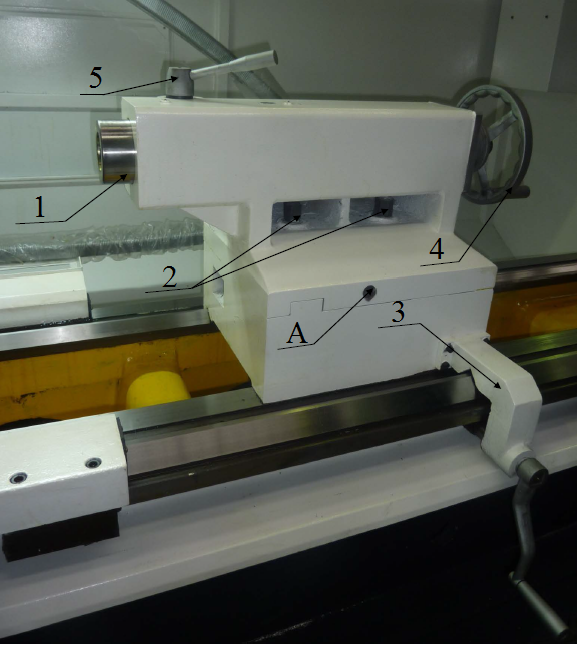
Фиксация задней бабки станка к направляющим осуществляется при зажиме гаек 2, пиноль 1 фиксируется рычагом 5. Перемещение пиноли происходит при вращении штурвала 4.
Для облегчения позиционирования задней бабки по направляющим станины может использоваться система разгрузки или механизм 3, при ослаблении болтов крепления 2 задняя бабка перемещается в направлении противоположном направлению вращения рукоятки механизма 3.
В корпусе пиноли расположена масленка для выполнения ручной смазки.
Регулировка оси пиноли в горизонтальной плоскости производится с помощью установочного винта (под штурвалом пиноли) и двух винтов А.
Шпиндель
Наименование данного элемента происходит с немецкого языка и переводится как «веретено». Эта деталь являет собой вал, который оснащен механизмом для крепления заготовки, которая обрабатывается. Обычно вал делается с отверстием, в котором обрабатываются пруты. Шейка шпинделя конусную или цилиндрическую форму.
Основные нормы в работе шпинделя:
- Точность оборачивания – оно настраивается, исходя от стандартов, и имеет прямую зависимость от предназначения самого устройства, его точности.
- Жесткость самого шпиндельного узла – данное требование также выполняется, исходя от общепринятых стандартов.
- Виброустойчивость – она ни в коем образе не является определителем качества обрабатываемой детали.
- Быстрота оборотов шпинделя – чем большая быстроходность этого узла, тем выше качество готового изделия.
- Несущая способность – этот параметр почти полностью зависит от качества шпиндельных опор и жидкости для смазки устройства.
- Долговечность – данный пункт зависит только от качества подшипников.
- Нагрев, допустимый для подшипников.
Одним из главных условий для того чтобы изготовляемая деталь была как можно точнее и аккуратнее обработана, является правильное кручение шпинделя. Он должен равномерно и легко вращаться.
Устройство бабки токарного станка (шпиндельный узел)
Передняя бабка состоит из шпинделя, установленного в корпус, узла изменения направления вращения и регулировки оборотов, механизма пуска и останова.
Корпус шпиндельного устройства может иметь различную форму, отливается, как правило, из чугуна. В современных станках в жестком корпусе передней бабки имеются точные отверстия для установки передних и задних подшипников шпинделя.
Передача вращательного движения от двигателя к шпинделю осуществляется посредством клиновых ремней и шестерней зубчатой передачи. В станках токарной группы с ЧПУ энкодер воспринимает вращение шпинделя и преобразует его в электрический импульс, посылаемый в модуль ЧПУ. В свою очередь, контроллер управляет работой серводвигателя привода для постепенного (не дискретного) регулирования частоты оборотов шпинделя.
Фото токарных станков по металлу своими руками
Заточка бензопилы своими руками: заточка цепи и рекомендации по постройке устройства для заточки (125 фото и видео)
Приспособление для заточки сверл своими руками — самодельные устройства для заточки кромок сверла (85 фото и видео)
Регулятор оборотов своими руками: подробная инструкция как сделать, схемы, чертежи и примеры изготовления (95 фото + видео)
Ремонт МТЗ своими руками: разборка, ремонт, восстановление, регулировка и сборка минских тракторов (105 фото)
Измельчитель веток своими руками: проекты, инструкция как сделать и советы из чего изготовить самодельный измельчитель (135 фото)
Циркулярная пила своими руками: как сделать ручную и полуавтоматическую циркулярку (80 фото)



06.11.2020
Юлия Брисина / автор статьи
Высшее образование (ВНМУ им.Н.И.Пирогова, лечебное дело). Интересы: косметология, медицина, психология, путешествия, научная и художественная литература.
Написано статей
3
Лучшие токарные станки по дереву
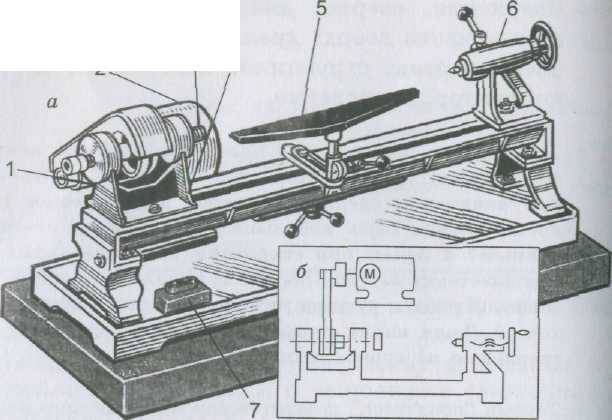
Настольный токарный станок по древесине выполнит операции по обточке, шлифованию, выборке пазов и нанесению резьбы. Спецификой является использование ручных резцов и фасонных приспособлений. Для фиксации рабочего инструмента используется подручник, который устанавливают между передней и задней опорой
Команда проекта VyborExperta.ru предлагает обратить внимание на 4 модели, которые помогут обработать дерево с безупречным качеством. Оборудование отличается хорошим функционалом и надежными электродвигателями, удобным в работе форматом
Энкор Корвет-74
Стационарный токарный станок по дереву для домашней мастерской с мощным электродвигателем. При весе в 77 кг отличается хорошей устойчивостью, что положительно влияет на качество обработки деревянных заготовок. Асинхронный электромотор вращает шпиндель со скоростью от 500 до 2000 об/мин. Расстояние между центрами в 845 мм позволяет обрабатывать балясины и другие габаритные детали. При работе с компактными заготовками используется планшайба.
За плавную регулировку скорости вращения шпинделя отвечает вариатор. Снизить нагрузку на электродвигатель помогает ременная передача. В ассортименте производителя есть копировальное устройство, которое можно приобрести дополнительно для повышения производительности. Для обработки деталей диаметром более 300 мм, передняя бабка имеет поворотную конструкцию.
Достоинства:
- Регулируемый резцедержатель;
- Надежная защита от самопроизвольного пуска;
- Основание в стандартной комплектации;
- Двигатель рассчитан на интенсивную работу;
- Низкая цена.
Недостатки:
Недостаточная мощность мотора для заготовок более 300 мм в диаметре.
Einhell 1000/1
Разработка немецких инженеров привлекла небольшим весом, мощным двигателем и четырехступенчатой коробкой скоростей. Электромотор разгоняет шпиндель до 2600 об/мин. Двигатель рассчитан на интенсивную продолжительную работу, это позволяет использовать станок в небольших мастерских по производству столярных изделий. Двойная рама обеспечивает хорошую устойчивость оборудования.
Габариты станка подходят для заготовок, диаметром до 280 мм. Особенностью конструкции задней бабки является поворотный шпиндель, что упрощает фиксацию детали. Для работы с небольшими заготовками предусмотрена планшайба.
Достоинства:
- Низкая цена;
- Легко регулируется суппорт;
- Упор в комплекте;
- Низкий уровень шума;
- Максимальная длина заготовки 1 метр.
Недостатки:
Греется при интенсивной работе с сырым деревом.
Skrab 57000
Настольный станок с мощным электродвигателем, который раскручивает шпиндель со скоростью 5000 об/мин. Регулировка оборотов бесступенчатая, крутящий момент передается с помощью зубчатой ременной передачи. Оборудование можно использовать для обработки дерева и пластика. Есть возможность подключения фирменного гибкого вала.
Максимальная длина обрабатываемой заготовки 300 мм, диаметр – не более 40 мм. Это делает оборудование привлекательным для моделистов-конструкторов или ювелиров, производителей сувенирной продукции. К координатным столам станок крепится через резиновые опоры, которые снижают вибрацию. Направляющая имеет идеальную поверхность, изготавливается из сплава на основе алюминия, устойчивого к коррозии.
Достоинства:
- Защитный кожух из прочного пластика;
- Низкое энергопотребление;
- Обороты регулируются в автоматическом режиме;
- Рассчитан на интенсивную работу.
Недостатки:
Высокая цена для своего класса.
Record Power DML 305
Настольная модель с двигателем 370 Вт со ступенчатой регулировкой скорости шпинделя. Электромотор рассчитан на продолжительную работу под нагрузкой, а 6 скоростей позволяют решать задачи любой сложности. Это делает оборудование актуальным для профессиональных мастерских. Тяжелая чугунная станина отличается прочностью, обеспечивает хорошую устойчивость в паре с двумя массивными опорами.
Шпиндель задней бабки имеет фиксатор со шкалой деления. Это гарантирует точность настройки. Переключение скоростей выполняется с помощью эргономичных шкивов, доступ к которым очень удобный. Модель рассчитана на обработку деталей, длиной 393 мм, но есть возможность приобрести удлинитель станины для заготовок до 1 метра.
Достоинства:
- Качество сборки;
- Диаметр заготовок до 305 мм;
- Хорошая комплектация;
- Широкий выбор дополнительных опций;
- Стабильная работа под нагрузкой.
Недостатки:
- Завышенная цена;
- Нет функции поворота передней бабки.
1 Станина и передняя бабка токарного агрегата
Можно выделить следующие основные узлы любого станка для выполнения токарных работ по металлу – станина, две бабки (передняя и задняя), фартук, суппорт, коробки подач и скоростей, шпиндель, электродвигатель. Все механизмы и части токарного агрегата устанавливаются тем или иным образом на станине. Именно этот узел представляет собой базовый центр станка.
Станина – это продольные стенки в количестве двух штук, которые между собой соединяются поперечными ребрами, увеличивающими общую жесткость установки. Интересующий нас узел, кроме того, располагает несколькими направляющими, часть из коих имеет призматический вид. Задняя бабка в токарных агрегатах всегда располагается на внутренних направляющих. По ним она передвигается на требуемое при работе расстояние.
На внешней стороне передняя бабка располагает рукоятками еще одной важной части станка – коробки скоростей. Эти рукоятки позволяют выбирать во время работы нужное число оборотов шпиндельного узла
На табличке, которую прикрепляют к бабке (имеется в виду передняя бабка), есть схематический чертеж с указанием того, каким именно образом нужно поворачивать рукоятку, чтобы выставить требуемые обороты. Шпиндель вращается в подшипниках качения либо скольжения в корпусе бабки. На окончание шпинделя с резьбой надевается патрон поводкового или кулачкового типа.
Изготовление станины
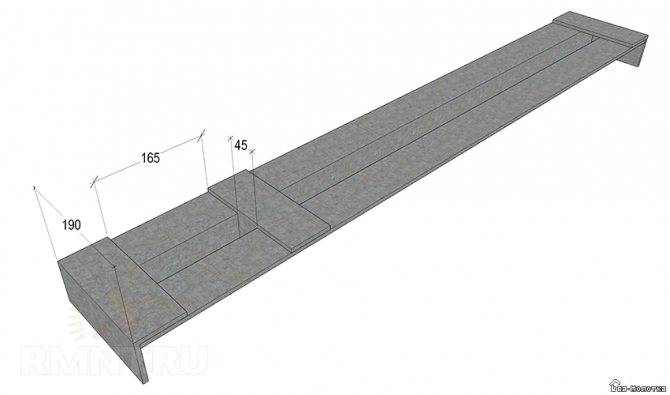
Взамен литой чугунной станины мы предлагаем более лёгкую сварную конструкцию. Она состоит из двух отрезков 72-й угловой стали длиной по 1250 мм. Велик соблазн сделать станину покрупнее для обработки более массивных изделий, но помните, что подобные изменения требуют вмешательства и в прочие узлы станка. Возможно, вам следует взять за образец ТТ-10460 под заготовку метровой длины.
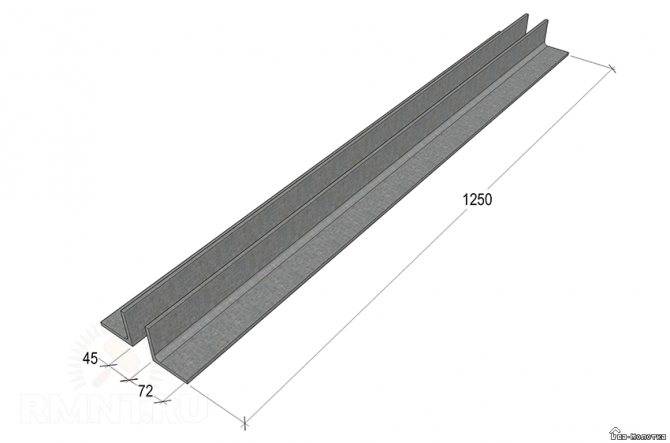
Уголки располагаем на ровной горизонтальной плоскости полками друг к другу. Между ними вставляем калиброванные вкладыши, чтобы направляющие станины располагались строго параллельно с дистанцией 45 мм. Для скрепления направляющих используем два уголка, таких же, как на станине, по 190 мм, которые подкладываем с переднего и заднего краёв. Перед свариванием деталей рекомендуется сдавливать их струбцинами, чтобы не повело металл при остывании.




Направляющие скрепляются ещё одной 190 мм перемычкой, в нижней полке которой есть вырезы под каждый уголок. Устанавливается эта деталь с образованием ячейки, размерами в точности соответствующими посадочному шипу передней бабки, в стандартном варианте это 45х165 мм.
Такая станина может крепиться каким угодно образом к верстаку или колоде, но все элементы крепления рекомендуется наваривать, не нарушая при этом целостность основания. Если для станка выделяется отдельный угол, приварите перпендикулярно уголкам станины ножки из трубы и, для большей устойчивости, сделайте им небольшой «раскос» кувалдой. В конечном итоге вес станины, скреплённой с верстаком, не должен быть меньше 60–70 кг.

Конструкция шпинделя
Название детали пошло от немецкого «веретено». Это вал, оснащенный устройством для крепежа обрабатываемой заготовки. Вал, как правило, выполняется с отверстием для обработки прутов или выталкивания середины с помощью наконечника из меди.
Шейка шпинделя сделана в форме цилиндра или конуса, который вставляется в подшипники, расположенные в кожухе.
Выпирающий конец содержит резьбу для крепления зажимного патрона. Открытому концу шпинделя придается коническая форма
При изготовлении этой детали особое внимание уделяется точности резьбы и отрезка в форме конуса или цилиндра, бурта
В идеальном состоянии должны содержаться поясок и конус, необходимо полное совпадение с осью кручения шпинделя. Иначе центр или закрепленный патрон будет «бить», то есть обработка заготовки сразу пойдет неверно, сделать это достаточно сложно.
Если «бьет» установленная середина, нужно отшлифовать ее, не убирая из станка. До начала работы на токарном станке после капремонта или покупки нужно проконтролировать состояние центра. В некоторых станках (сверлильных, расточных, фрезерных) длина шпинделя регулируется особым механизмом своими руками.