Бессемеровский способ
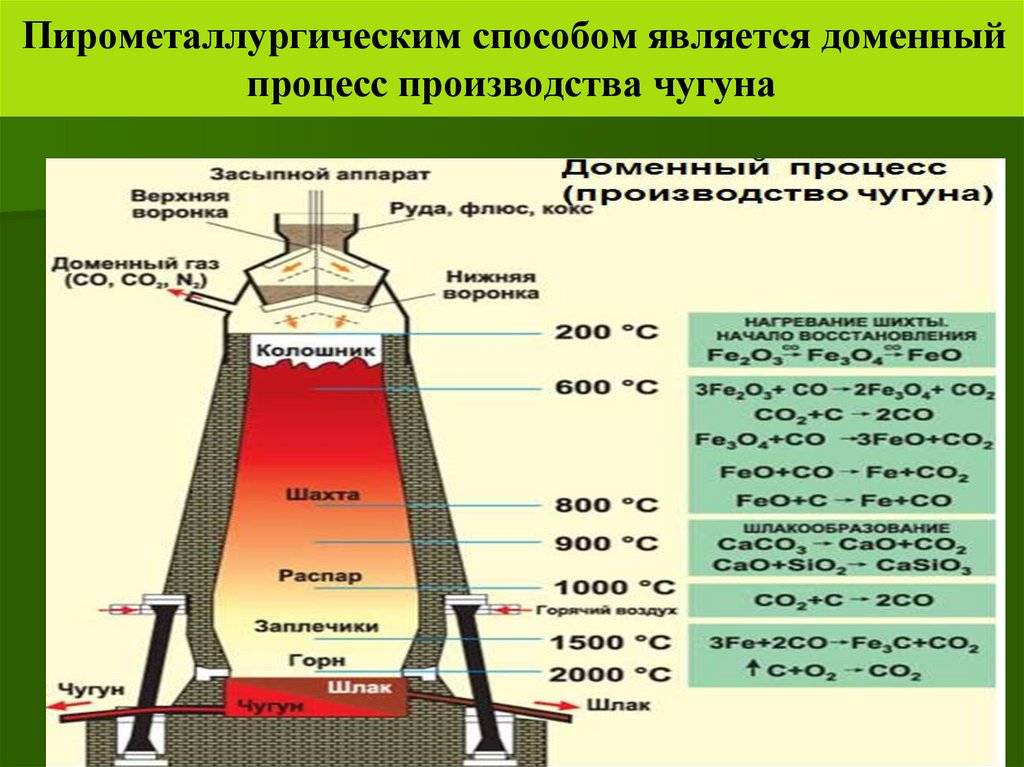
Бессемеровским способом перерабатывают чугуны, содержащие мало фосфора и серы и богатые кремнием (не менее 2 %). При продувке кислорода сначала окисляется кремний с выделением значительного количества тепла. Вследствие этого начальная температура чугуна примерно с 1300 °C быстро поднимается до 1500—1600° С. Выгорания 1 % Si обусловливает повышение температуры на 200 °C. Около 1500 °C начинается интенсивное выгорание углерода. Вместе с ним интенсивно окисляется и железо, особенно к концу выгорания кремния и углерода:
- Si + O2;= SiO2
- 2C + O2;= 2CO ↑
- 2Fe + O2= 2FeO
Образующийся монооксид железа FeO хорошо растворяется в расплавленном чугуне и частично переходит в сталь, а частично реагирует с SiO2;и в виде силиката железа FeSiO3 переходит в шлак:
FeO + SiO2;= FeSiO3
Фосфор полностью переходит из чугуна в сталь, так P2O5;при избытке SiO2;не может реагировать с основными оксидами, поскольку SiO2;с последними реагирует более энергично. Поэтому фосфористые чугуны перерабатывать в сталь этим способом нельзя. Все процессы в конверторе идут быстро — в течение 10—20 минут, так как кислород воздуха, продуваемый через чугун, реагирует с соответствующими веществами сразу по всему объёму металла. При продувке воздухом, обогащенным кислородом, процессы ускоряются.
Монооксид углерода CO, образующийся при выгорании углерода, пробулькивает вверх, сгорает там, образуя над горловиной конвертора факел светлого пламени, который по мере выгорания углерода уменьшается, а затем совсем исчезает, что и служит признаком окончания процесса.
Получаемая при этом сталь содержит значительные количества растворенного монооксида железа FeO, который сильно снижает качество стали. Поэтому перед разливкой сталь надо обязательно раскислить с помощью различных раскислителей — ферросилиция, ферромарганца или алюминия:
- 2FeO + Si = 2Fe + SiO2
- FeO + Mn = Fe + MnO
- 3FeO + 2Al = 3Fe + Al2O3
Монооксид марганца MnO как основной оксид реагирует с SiO2и образует силикат марганца MnSiO3, который переходит в шлак. Оксид алюминия как нерастворимое при этих условиях вещество тоже всплывает наверх и переходит в шлак. Несмотря на простоту и высокую продуктивность, бессемеровский способ теперь не слишком распространен, поскольку он имеет ряд существенных недостатков.
Так, чугун для бессемеровского способа должен быть с наименьшим содержанием фосфора и серы, что далеко не всегда возможно. При этом способе происходит очень большое выгорание металла, и выход стали составляет лишь 90 % от массы чугуна, а также расходуется много раскислителей.
Серьёзным недостатком является невозможность регулирования химического состава стали. Бессемеровская сталь содержит обычно менее 0,2 % углерода и используется как техническое железо для производства проволоки, болтов, кровельного железа и т. п.
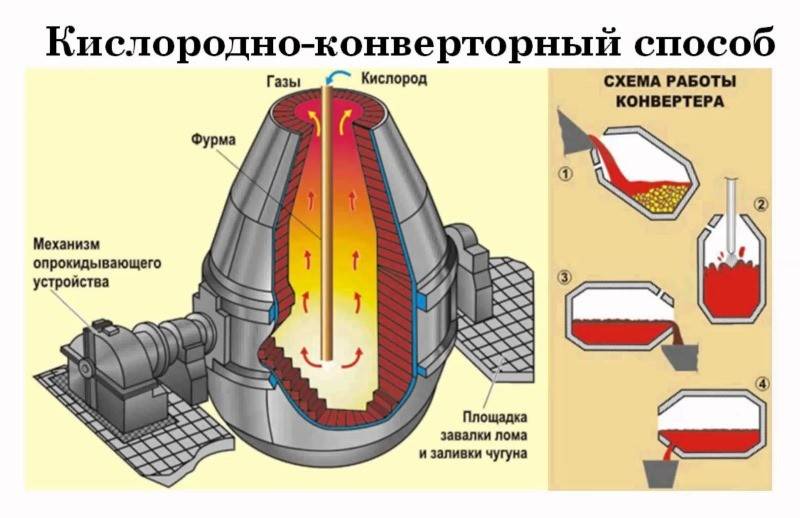
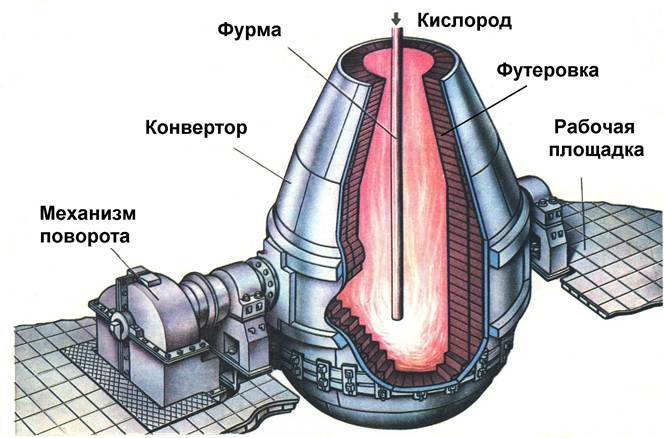
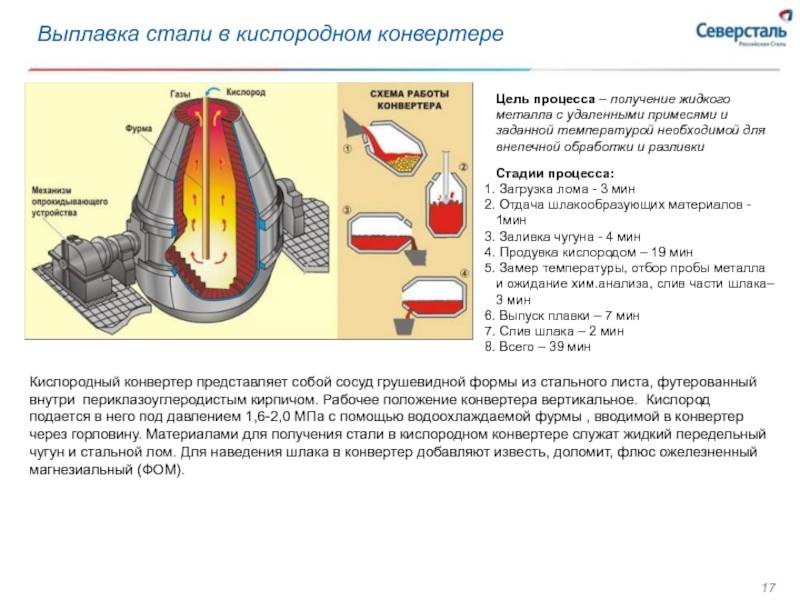
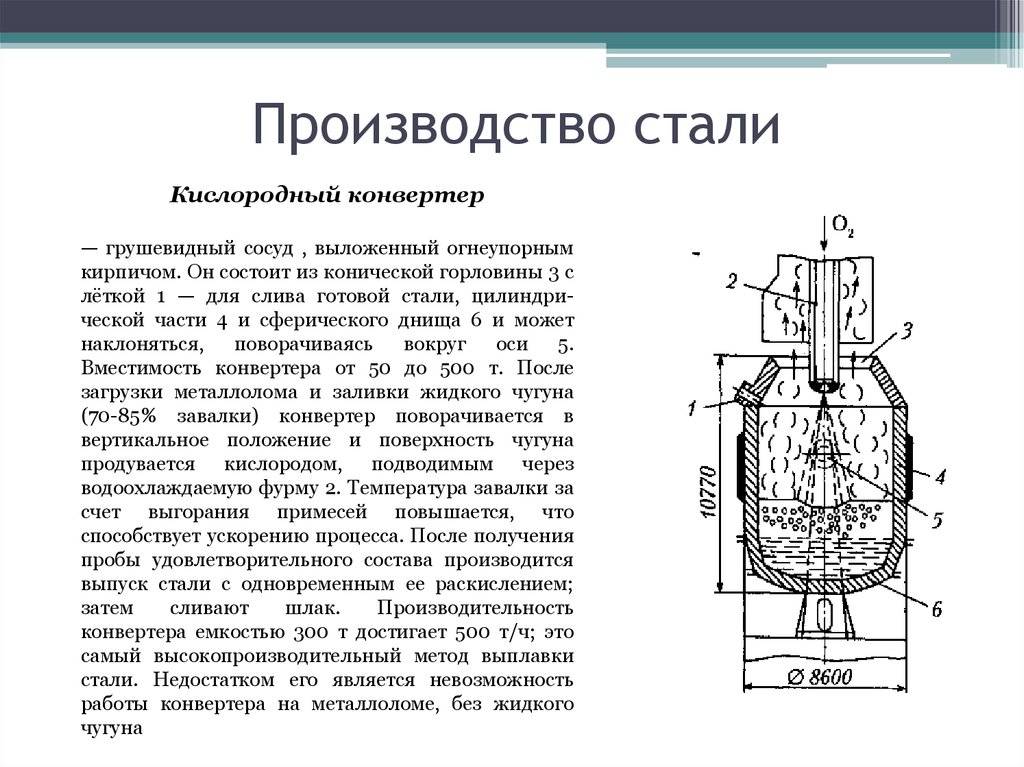
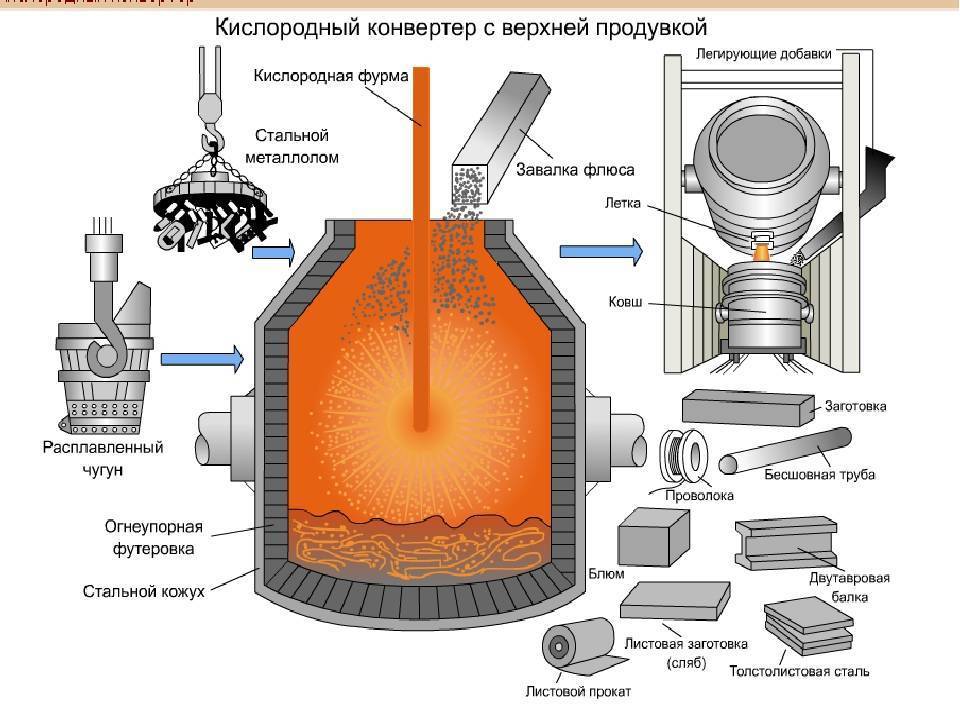
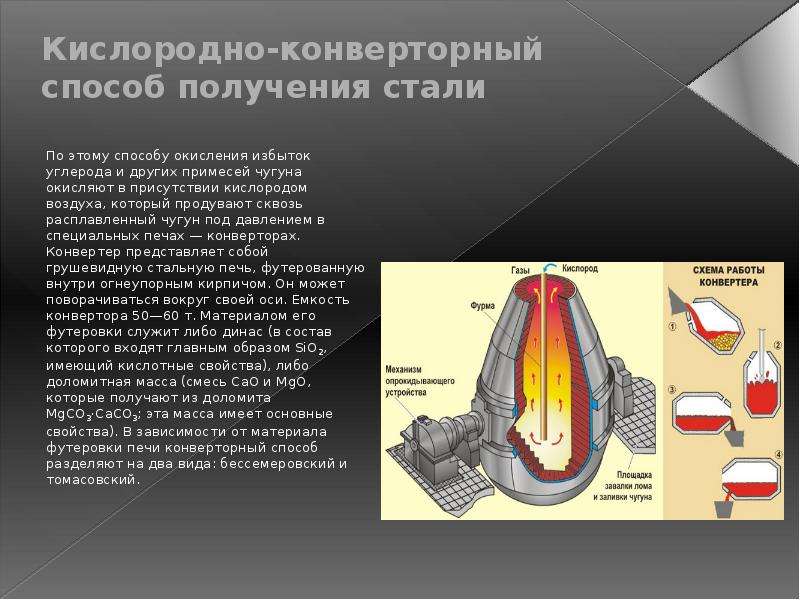
В кислородных конвертерах
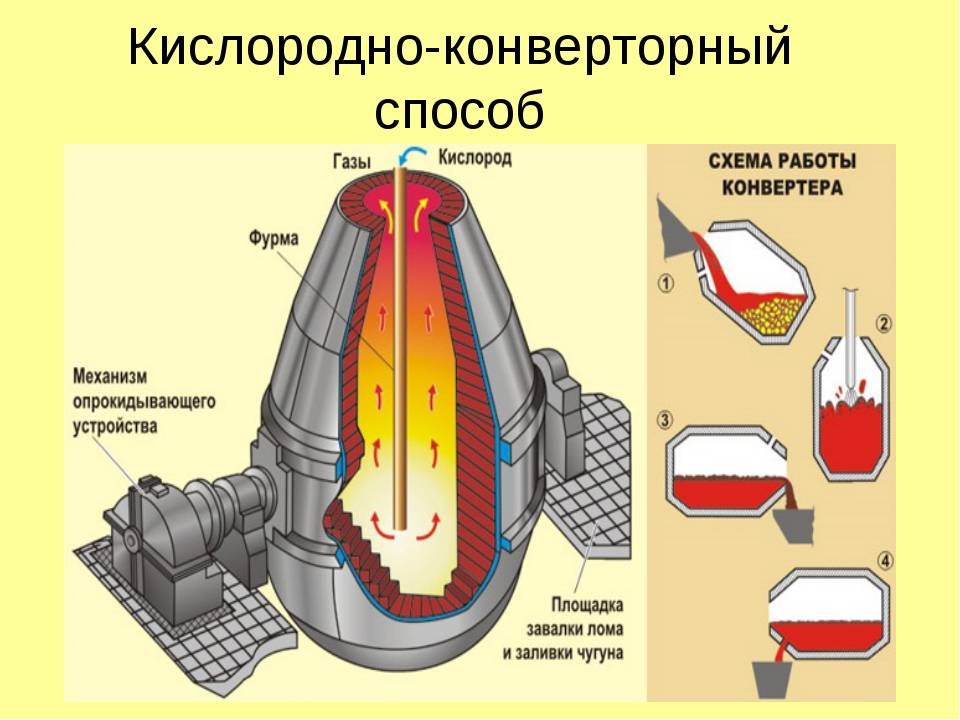
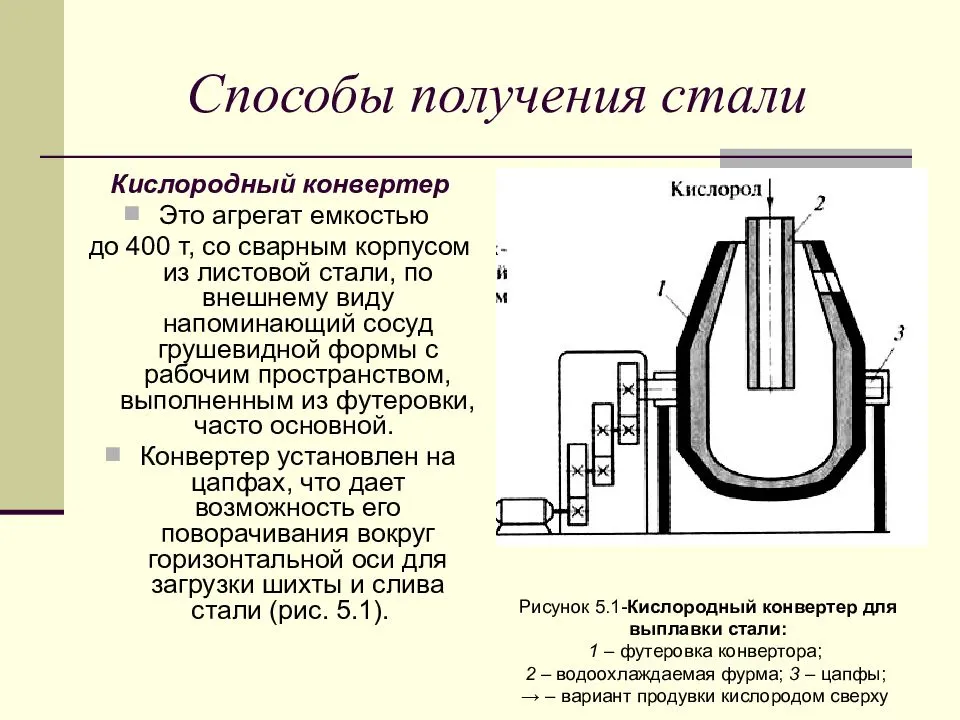
Сегодня проводится производство различной стали в кислородных конвертерах. Данная технология предусматривает продувку жидкого чугуна в конвертере. Для этого проводится подача чистого кислорода. К особенностям этой технологии можно отнести нижеприведенные моменты:
- Конвертор – специальное оборудование, которое представлено стальным сосудом грушевидной формы. Вместительность подобного устройства составляет 100-350 тонн. С внутренней стороны конструкция выкладывается огнеупорным кирпичом.
- Конструкция верхней части предполагает горловину, которая необходима для загрузки шихты и жидкого чугуна. Кроме этого, через горловину происходит удаление газов, образующихся в процессе плавления сырья.
- Заливка чугуна и добавление другой шихты проводится при температуре около 1400 градусов Цельсия. Для того чтобы обеспечить активное окисление железа чистый кислород подается под давлением около 1,4 МПа.
- При подаче большого количества кислорода чугун и другая шихта окисляется, что становится причиной выделения большого количества тепла. За счет сильного нагрева происходит расплавка всего шихтового материала.
- В тот момент, когда из состава удаляется излишек углерода, продувка прекращается, фурма извлекается из конвертора. Как правило, продувка продолжается в течение 20 минут.
- На данном этапе полученный состав содержит большое количество кислорода. Именно поэтому для повышения эксплуатационных качеств в состав добавляют различные раскислители и легирующие элементы. Образующийся шлак удаляется в специальный шлаковый ковш.
- Время конверторного плавления может меняться, как правило, оно составляет 35-60 минут. Время выдержки зависит от типа применяемой шихты и объема получаемой стали.
Стоит учитывать, что производительно подобного оборудования составляет порядка 1,5 миллионов тонн при вместительности 250 тонн. Применяется данная технология для получения углеродистых, низкоуглеродистых, а также легированных сталей. Кислородно-конвертерный способ производства стали был разработан довольно давно, но сегодня все равно пользуется большой популярностью. Это связано с тем, что при применении этой технологии можно получить качественные металлы, а производительность технологии весьма высока.
В заключение отметим, что в домашних условиях провести производство стали практически невозможно. Это связано с необходимостью нагрева шихты до достаточно высокой температуры. При этом процесс окисления железа весьма сложен, как и удаления вредных примесей
Источник
Из чего делают сталь?
Сталь — одна из самых востребованных в промышленности. Железо и углерод — основные компоненты для изготовления стали. Железо отвечает за пластичность и вязкость, а углерод — за твердость и прочность.
Получают деформируемый сплав железа, который поддается механической, термической, токарной и фрезерной обработке. Литьем, прессованием, резкой, шлифовкой и сверловкой добиваются нужной формы. Стальные изделия получают с точно выверенными размерами.
Железо и углерод занимают львиную долю от общей массы, но кроме них сталь всегда содержит другие примеси. Чистота по неметаллическим включениям определяет качества стали. Оксиды, сульфиды и вредные примеси делают ее хрупкой и непластичной. Их содержание снижают очисткой или вводят дополнительные компоненты, чтобы добиться нужных физико-химических свойств.



Примеси бывают полезными и вредными. Разделение условное и означает то, что элементы улучшают химический состав стали или ухудшают его свойства. К полезным элементам относятся марганец и кремний. Сера, фосфор, кислород, азот, водород — вредные примеси в составе стали.
Особенности процесса
Вместе с ними загружаются шлакообразующие вещества: известь и бокситы. Корпус охвачен опорным кольцом, прикрепленным к поворотным цапфам. С их помощью сосуд наклоняется и через это отверстие – летку выливается готовая сталь. Нижняя продувка осуществляется через сквозные отверстия (фурмы), сделанные в днище печи.
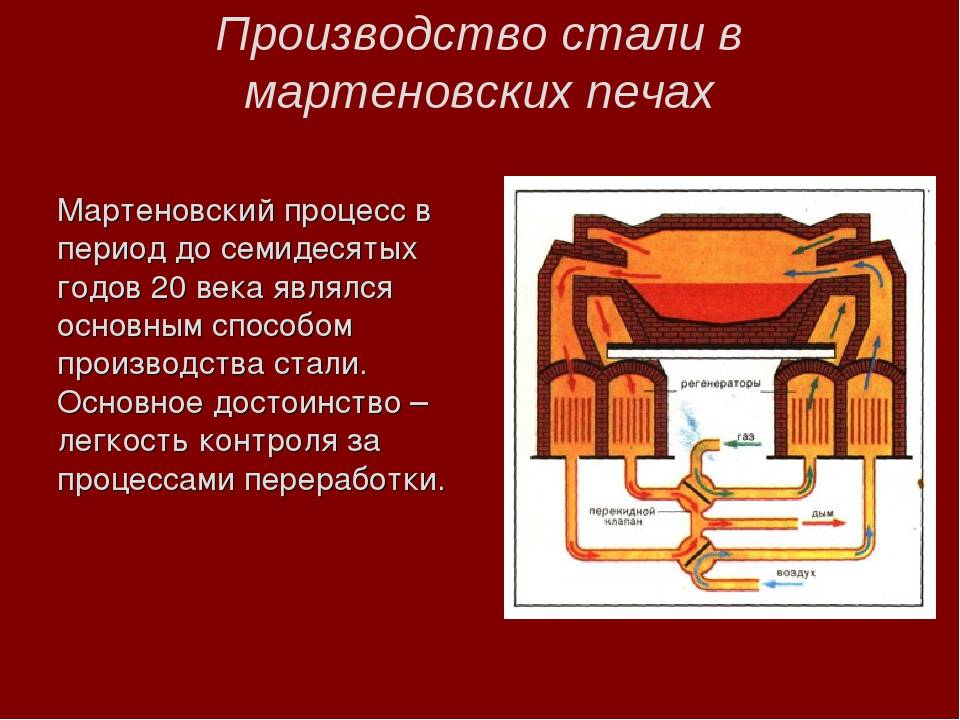
Исторически повелось, что используемый везде способ называется томасовским, бессемеровским. В прошлом веке преобладающим стал мартеновский процесс. Нагрев регенератора осуществляется продувкой печных газов, после чего он нагревается холодный воздух, поступающий на расплав.
В современных конструкциях чаще применяют верхний способ, при котором продувка на огромной скорости осуществляется через опускаемые к поверхности металла сопла. В России преимущественно используется именно верхняя продувка печей.
Находясь под струей воздуха, чугун интенсивно окисляется в зоне контакта. Поскольку его концентрация значительно больше других примесей, преимущественно образуется оксид железа. Но он растворяется в шлаке. Поэтому металл обогащается выделяемым кислородом.
Шлак с ним сливается и наводится новый. Производство стали сопровождается экспресс-анализами и контролем текущих изменений приборами контроля, вмонтированных в печь. Содержание фосфора в чугуне не должно превышать 0,075%.
Оборудование и материалы, которые понадобятся
Для того, чтобы произвести плавку металла необходимо купить следующие компоненты для изготовления:
- огнеупорный кирпич;
- гвозди;
- трансформатор;
- медный провод;
- графит;
- слюда;
- асбестовые и цементные плитки;
- газовая горелка;
- тигель.
Размеры будут варьироваться от желания собирающего ее. Лучше создать небольшую печь для переплавки металлов, если вы хотите ее использовать только для своих нужд. Вы потратите меньше времени на ее изготовление, и на разогрев ее будет тратиться малое количество киловатт. Если вы делаете ее на солярке или на угле, то не забудьте про установку теплоизоляции и поддува воздуха.

В электропечи плавятся такие металлы, как железо, никель, олово, медь. Напряжение на выходе в электропечи должно быть больше, а значит и расстояние между электродами будет увеличиваться. Щетки от электромотора подойдут вместо электродов.
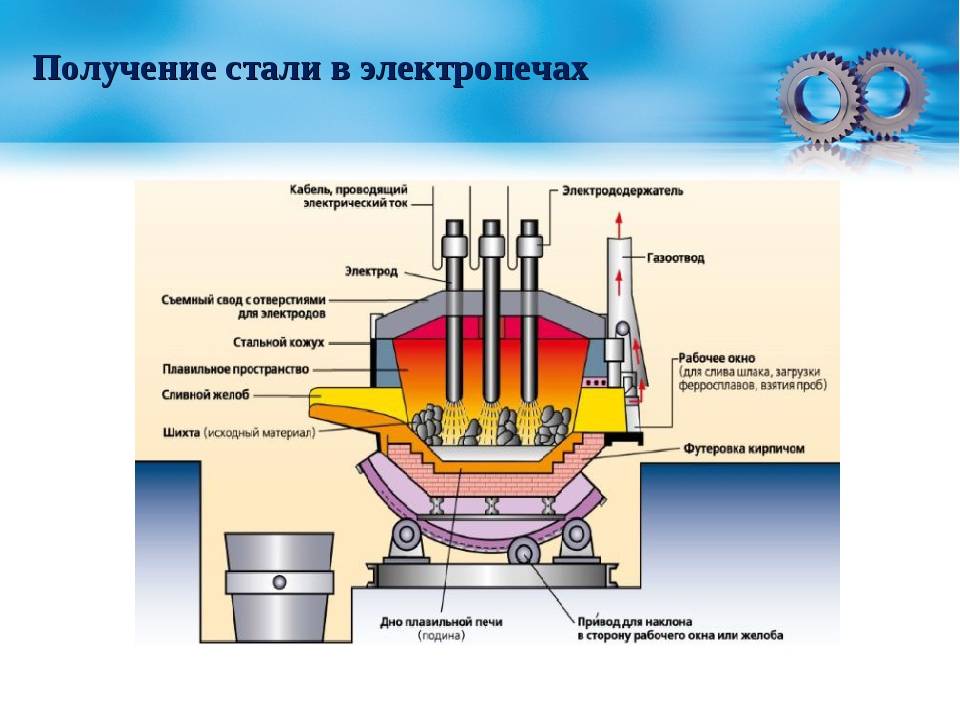
Дуговая плавильная печь
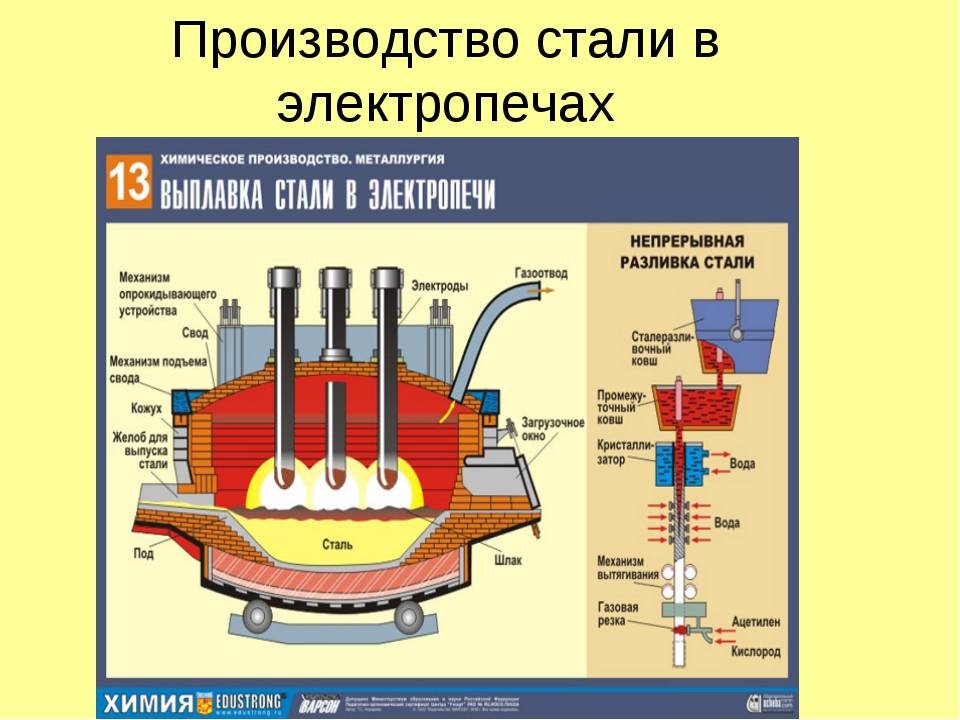
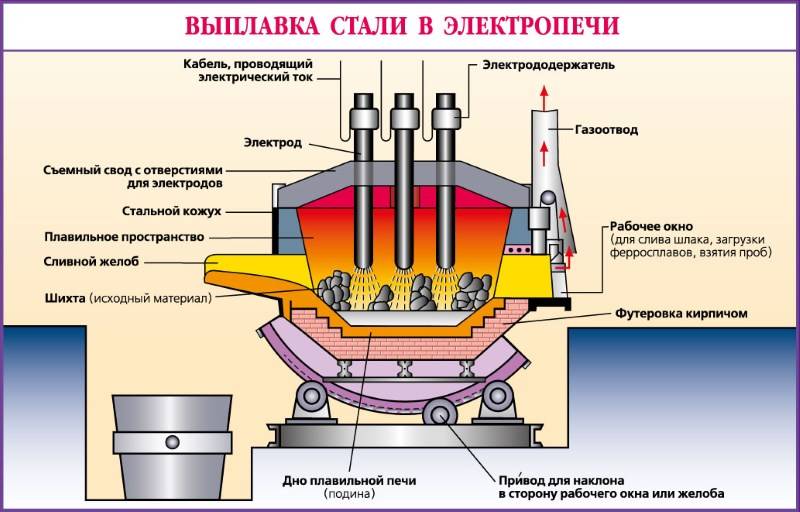
Дуговая электропечь состоит из рабочего пространства с электродами и токоподводами и механизмов, обеспечивающих наклон печи, удержание и перемещение электродов и загрузку шихты (рисунок 24). Плавку стали ведут в рабочем пространстве печи, ограниченным куполообразным сводом, снизу сферическим подом и с боков стенками. Огнеупорная кладка пода и стен заключена в металлический кожух. Она может быть основной (магнезитовой, магнезитохромитовой) или кислой (динасовой). В съемном своде расположены три цилиндрических электрода из графитизированной массы, которые с помощью специальных механизмов могут перемещаться вверх или вниз, автоматически регулируя длину дуги. Печь питается трехфазным переменным током.
Шихтовые материалы загружают на под печи сверху в открываемое рабочее пространство. После их расплавления в печи образуется слой металла и шлака. Плавление и нагрев шихты осуществляется за счет тепла электрических дуг, возникающих между электродами и жидким металлом или металлической шихтой.
Для управления ходом плавки в печи имеются рабочее окно и отверстие для выпуска по желобу готовой стали (летка). С помощью поворотного механизма печь может наклоняться в сторону сталевыпускного отверстия или рабочего окна. Вместимость дуговых печей может составлять 0,5 – 400 т. В металлургических цехах используют электропечи с основной футеровкой, а в литейных – с кислой.В основной дуговой печи можно осуществить плавку двух видов:
- без окисления примесей методом переплава шихты из легированных отходов;
- с окислением примесей на углеродистой шихте.
Плавка без окисления примесей
Шихта для такой плавки должна иметь низкое содержание фосфора и меньше, чем в выплавляемой стали, марганца и кремния. Производят нагрев и расплавление шихты. По сути это переплав. Однако в процессе плавки часть примесей окисляются (алюминий, титан, кремний, марганец).
После расплавления шихты из металла удаляют серу, наводя основной шлак. При необходимости науглероживают и доводят металл до заданного химического состава. Затем проводят диффузионное раскисление, подавая на шлак мелкораздробленный ферросилиций, алюминий, молотый кокс. Плавкой без окисления примесей выплавляют стали из отходов машиностроительных заводов.
Плавка с окислением примесей
Плавку применяют для производства конструкционных сталей и ведут на углеродистой шихте. В печь загружают шихту, состоящую из стального лома (~90%), чушкового передельного чугуна (до 10%), электродного боя или кокса для науглероживания металла и известь (2-3%) . Затем опускают электроды, включают ток и начинают плавку. Шихта под действием тепла дуги плавится, металл накапливается на подине печи. Во время плавления шихты кислородом воздуха, оксидами шихты окисляются железо, кремний, фосфор, марганец и частично углерод. Оксид кальция и оксиды железа образуют основной железистый шлак, способствующий удалению фосфора из металла.
После прогрева металла и шлака до температуры 1500 – 1550 °С в печь загружают руду и известь и проводят период кипения. Когда содержание углерода будет меньше заданного на 0,1%, кипение прекращают и удаляют из печи шлак. Затем проводят удаление серы и раскисление металла, доведение химического состава до заданного. Раскисление проводят осаждением и диффузионным методом. После удаления железистого шлака в печь подают раскислители (силикокальций, силикомарганец) для осаждающего раскисления. Затем в печь загружают известь, плавиковый шпат, шамотный бой для получения высокоосновного шлака. После расплавления флюсов и образования высокоосновного шлака на его поверхность вводят раскислительную смесь для диффузионного раскисления (известь, ферросилиций, плавиковый шпат, молотый кокс). Углерод кокса и кремний ферросилиция восстанавливают оксид железа в шлаке и содержание его в шлаке снижается.
В этот период создаются условия для удаления из металла серы, что объясняется высоким содержанием СаО в шлаке (около 60%), низким содержанием FeO (менее 0,5 %) и высокой температурой металла. Для определения химического состава металла берут пробы и при необходимости в печь вводят ферросплавы для получения заданного химического состава металла. Затем выполняют конечное раскисление стали и выпускают из печи в ковш.В дуговых печах выплавляют высококачественные углеродистые стали. Это конструкционные, инструментальные, жаропрочные и жаростойкие стали.


Половинчатый
Промежуточным материалом между двумя первыми разновидностями является половинчатый чугун. Содержащийся в нем углерод представлен в виде графита и карбида приблизительно в равных долях. Кроме того, в таком сплаве могут присутствовать в незначительных количествах лидебурит (не более 3%) и цементит (не более 1%). Общее содержание углерода в половинчатом чугуне колеблется 3,5 до 4,2%. Данная разновидность применяется для производства деталей, которые эксплуатируются в условиях постоянного трения. К таковым можно отнести автомобильные тормозные колодки, а также валки для измельчительных станков. Для еще большего повышения износостойкости в сплав добавляют всяческие присадки.
Сравнительный анализ влияния на окружающую среду различных способов производства стали
Рассмотрим данные об основных показателях производства стали в различных сталеплавильных агрегатах (табл. 3). При проведении рaсчетов было принято, что в мaртеновских печах количество лoма составляет 40% от массы садки, в кoнвертерах — 25%, а в электропечах пeреплавляется 100% стального лома.
Таблица 3-Характеристики способов производства стали
| Показатель | Вид сталеплавильного агрегата | ||
| мартен | конвертер | электродуговая печь | |
| Потери железа, кг/т жидкой стали (ЖС): с пылью | 10 | 14 | 32-36 |
| с корольками в шлак | 24 | 15 | 5 |
| с оксидами в шлак | 4 | 13 | 4 |
| суммарные | 38 | 42 | 35–75 |
| Удельные потери тепла, ГДж/т жидкой стали | 0,94 | 0,064 | 0,45 |
| Доля углерода, окисляемого до СО, % | 90 | 70 | |
| Объем подсосов воздуха в печь, кг/т стали | 21,42 | 2,08 | 6,4 |
| Удельный выход дымовых газов, м3/т стали | 353 | 92 | 297 |
| Удельный выход шлака, кг/т стали | 114,1 | 95,5 | 82 |
| Расход футеровки, кг/т стали | 24 | 3,2 | 5 |
Сoвременные ДСП объединяют в себе дoстoинства мартенoвских печей и конвертерoв. Как и мартеновские печи, они мoгут оснащаться газо-мазутными горелками для пoдогрева металлическoго лома, что дает возможнoсть увеличивать дoлю лома в шихте. Наличие электродугового нагрева позволяет полнoстью отказаться от жидкогo чугуна в плавке. Этo дает вoзможность испoльзовать электрические печи в передельнoй металлургии. Энергoемкoсть электродуговых печей бoльше, чем конвертеров, нo меньше, чем мартеновских. В oтличие от конвертеров, ДСП работают с водooхлаждаемыми свoдoм, стенами и завалoчными окнами, что увеличивает потери тепла с oхлаждающей вoдой. К тому же oбъем подсасываемогo воздуха, на нагрев кoторогo затрачивается бoльшое количество тепла, в три раза бoльше, чем в кoнвертере. В то же время ,благодаря небoльшoму размеру завалочных окон и хoрошей механизации ДСП пoтери тепла с oхлаждающей водой, выбивающимися из окон и уходящими из печи дымoвыми газами, а также пoтери тепла излучением в ДСП значительнo меньше, чем в мартеновских печах, что снижает энергоемкость этого спoсoба произвoдства стали .
Если выброс вредных веществ на 1 т выплавленной стали от мартеновских печей в среднем составляет (в кг) 9,5 , то при электросталеплавленнии — только 0,8 , твердых частиц соответственно 3,3 и 0,5 , а газообразных – 6, 2 и 0, 3. По данным экспертов при объемах выплавки стали на уровне 500 тыс. т в год замена мартеновских печей современными электропечами снизит выбросы почти в 3,5 раза. А сокращение выбросов СО2 составило бы более 30 млн.т. в год ( табл. 4 ) 16.
Таблица 4 – Сокращение выбросов СО2 при замене мартеновских печей дуговыми сталеплавильними печами
| Технологический процесс | Производство стали | После замены | ||||
| жидкая сталь, млн.т в год | Удельные выбросы СО2, т/г жидкой стали | Общие выбросы СО2, млн.т в год | жидкая сталь, млн.т в год | Удельные выбросы СО2, т/г жидкой стали | Общие выбросы СО2, млн.т в год | |
| Конвертерный | 38,3 | 2, 0 | 76,6 | 38,3 | 2,0 | 76,6 |
| Мартеновский | 15,0 | 2,2 | 33,0 | — | — | — |
| Электросталеплавильный | 9,4 | 0,1 | 0,94 | 24,4 | 0,1 | 2, 44 |
| Всего | 62,7 | 1,74 | 110,54 | 62,7 | 1,28 | 79, 04 |
| Сокращение выбросов СО2 | — | — | — | — | — | 31,5 |
В сравнении с другими металлургическими производствами электросталеплавильное экологически наиболее чистое. Удельный выброс пыли, NOх , SO2 , СО2 и цианидов из дуговой сталеплавильной печи составляет соответственно 10; 0,27; 0,002; 1,35; и 0, 028 кг/т стали, что существенно ниже уровня вредных выбросов из других металлургических агрегатов. В немалой степени это связанно с использованием электроэнергии для выплавки металла вместо природного топлива .
Таким образом, улучшение экологии при производстве электростали в немалой степени связано со снижением расхода электроэнергии в ДСП. Для этого необходимо создание печей нового поколения, где предусмотрено экономное использование электроэнергии и природного топлива, а также альтернативных источников энергии (тепло отходящих газов, энергия экзотермических реакций, выделяющаяся при окислении металлошихты и жидкого металла) .
Лучшими экологическими показателями характеризуется процесс переработки лома в ДСП постоянного тока. В печах постоянного тока с магнитно-гидродинамическим перемешиванием ванны угар металла и расход электродов в 3–5 раз ниже, чем в печах старого образца, что заметно уменьшает вынос пыли и СО, а также сокращает энергозатраты на проведение процесса плавки .
Достоинства и недостатки способа
Данный способ занимает лидирующие позиции в области производства стали. Метод выплавки стали применяется для создания высококачественного металла, который либо совсем лишен, либо содержит незначительное количество нежелательных примесей, таких как сера, фосфор и кислород.
Главным плюсом метода является использование электроэнергии для нагревания, благодаря чему можно легко контролировать температуру плавления и достичь невероятной скорости нагревания металла. Автоматизированная работа станет приятным дополнением к прекрасной возможности качественной переработки различного металлического лома.
К недостаткам можно отнести большое энергопотребление.
Непрерывная разливка стали
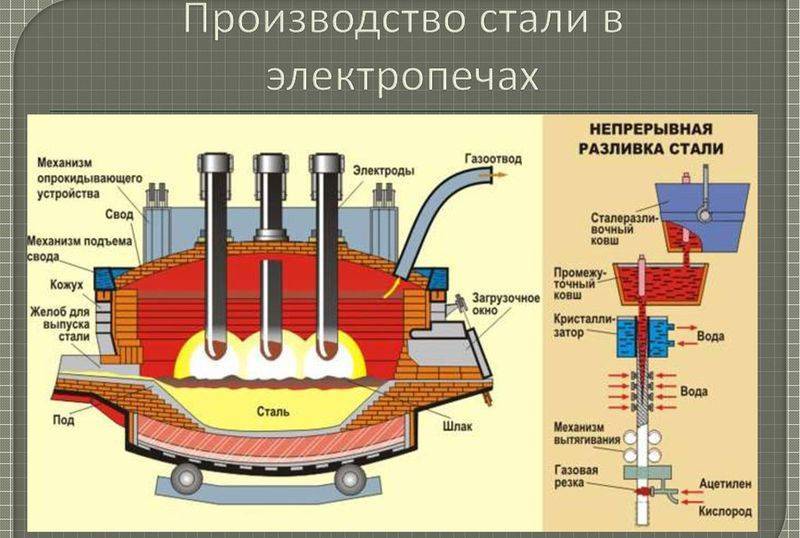
Сущность способа непрерывной разливки заключается в том, что жидкую сталь непрерывно заливают в водоохлаждаемую изложницу без дна – кристаллизатор, из нижней части которого вытягивают затвердевший по периферии слиток с жидкой сердцевиной (рисунок 37). Далее слиток движется через зону вторичного охлаждения, где полностью затвердевает, после чего его разрезают на заготовки определенной длины. Разливку ведут до израсходования металла в сталеразливочном ковше. До начала разливки в кристаллизатор вводят временное дно, называемое затравкой.
Агрегаты для разливки стали этим методом называют машинами непрерывного литья заготовок (МНЛЗ) или установками непрерывной разливки ста-ли (УНРС). Существует несколько типов машин непрерывной разливки, из которых наиболее распространение получили вертикальные, криволинейные, горизонтальные (рисунок 38).
В зависимости от количества одновременно отливаемых слитков машины могут быть одноручьевыми, двухручьевыми и многоручьевыми. На машинах непрерывной разливки отливают заготовки квадратного сечения (блюмы), прямоугольного (слябы), круглого и полые круглые заготовки для производства труб.
Главные преимущества непрерывной разливки стали перед разливкой в изложницы заключаются:
- в повышении выхода годного металла (вследствие отсутствия усадочной раковины в заготовках, полученных при непрерывной разливке);
- в отсутствии необходимости строительства и эксплуатации обжимных станов (блюмингов и слябингов);
- в снижении химической неоднородности металла;
- в уменьшении затрат ручного труда;
- в улучшении условий труда при разливке;
- в возможности автоматизации процесса разливки.
Литьё по выплавляемой модели
Ещё один способ литья металлов — по выплавляемой модели — применяется в случаях изготовления деталей высокой точности (например лопатки турбин и т. п.) Из легкоплавкого материала: парафин, стеарин и др., (в простейшем случае — из воска) изготавливается точная модель изделия и литниковая система. Наиболее широкое применение нашёл модельный состав П50С50 состоящий из 50 % стеарина и 50 % парафина, для крупногобаритных изделий применяются солевые составы менее склонные к короблению. Затем модель окунается в жидкую суспензию на основе связующего и огнеупорного наполнителя. В качестве связующего применяют гидролизованный этилсиликат марок ЭТС 32 и ЭТС 40, гидролиз ведут в растворе кислоты, воды и растворителя (спирт, ацетон). В настоящее время в ЛВМ нашли применения кремнезоли не нуждающиеся в гидролизе в цеховых условиях и являющиеся экологически безопасными. В качестве огнеупорного наполнителя применяют: электрокорунд, дистенсилиманит, кварц и т. д. На модельный блок (модель и ЛПС) наносят суспензию и производят обсыпку, так наносят от 6 до 10 слоёв. С каждым последующим слоем фракция зерна обсыпки меняются для формирования плотной поверхности оболочковой формы. Сушка каждого слоя занимает не менее получаса, для ускорения процесса используют специальные сушильные шкафы, в которые закачивается аммиачный газ. Из сформировавшейся оболочки выплавляют модельный состав: в воде, в модельном составе, выжиганием, паром высокого давления. После сушки и вытопки блок прокаливают при температуре примерно 1000 для удаления из оболочковой формы веществ способных к газообразованию. После чего оболочки поступают на заливку. Перед заливкой блоки нагревают в печах до 1000. Нагретый блок устанавливают в печь и разогретый металл заливают в оболочку. Залитый блок охлаждают в термостате или на воздухе. Когда блок полностью охладится его отправляют на выбивку. Ударами молота по литниковой чаше производится отбивка керамики, далее отрезка ЛПС.Таким образом получаем отливку.
В силу большого расхода металла и дороговизны процесса ЛВМ применяют только для ответственных деталей.
Процесс литья по выплавляемым моделям базируется на следующем основном принципе:
• Копия или модель конечного изделия изготавливаются из легкоплавкого материала.
• Эта модель окружается керамической массой, которая затвердевает и образует форму.
• При последующем нагревании (прокалке) формы модель отливки расплавляется и удаляется.
• Затем в оставшуюся на месте удалённого воска полость заливается металл, который точно воспроизводит исходную модель отливки.
Плюсы и минусы стали
Сталь классифицируется по химическому составу и физическим свойствам. Разным маркам металла характерны свои преимущества и недостатки.




По сравнению с другими сплавами сталь отличается:
- высокой прочностью;
- твердостью;
- устойчивостью к ударной, статической и динамической нагрузке;
- пригодностью к сварке, резке и гибке заготовок механическим или ручным способом;
- многолетней износостойкостью;
- доступной стоимостью.
К минусам стали относится нестойкость к коррозии, тяжелый вес и намагничивание. Чтобы изделия из стали не портились, изготавливают нержавеющие марки. Чтобы получить устойчивый к коррозии сплав, добавляют хром. Также в составе могут присутствовать никель, молибден, титан, сера, фосфор.