Классы прочности и система их обозначения
Вопрос прочности резьбового соединения является одним из самых важных при выборе таких крепёжных элементов как болт, винт, шпилька или гайка. Прочность этих изделий зависит не только от механических свойств исходного материала, но также и от технологического процесса изготовления, в ходе которого эти свойства могут изменяться. При производстве крепёжного изделия заданной прочности подбирается не только определённый материал, но и задаются необходимые режимы термообработки.
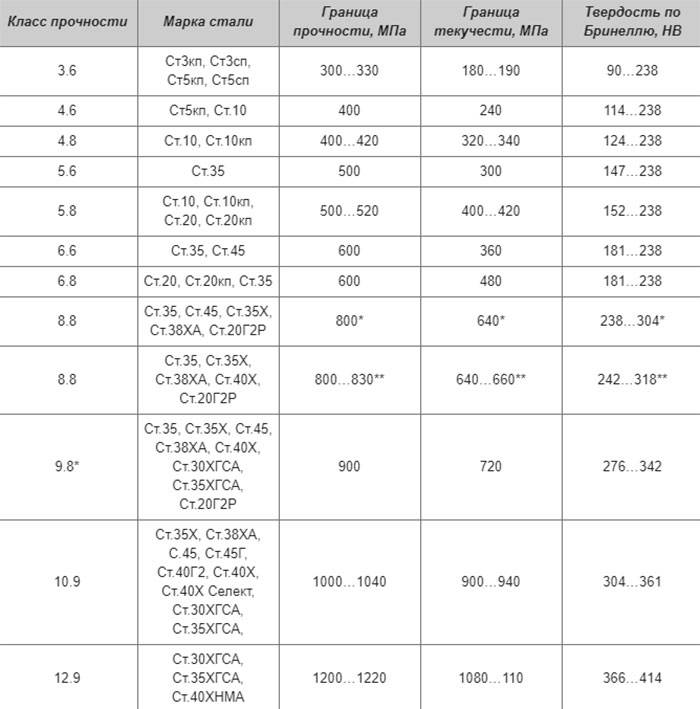
Все производимые из углеродистой стали крепёжные изделия, имеющие наружную метрическую резьбу: болты, винты, шпильки — принято подразделять по прочности на 10 классов:
| 3.6 | 4.6 | 4.8 | 5.6 | 5.8 | 6.8 | 8.8 | 9.8 | 10.9 | 12.9 |
Эти классы прочности обозначаются двумя числами, разделёнными между собой точкой.
Первое число – это уменьшенное в 100 раз минимальное значение предела прочности (отношения разрушающей растягивающей нагрузки к площади напряжённого поперечного сечения), выраженного в Н/мм². Так, например, у класса прочности 8.8 первое число означает, что у изделия, относящегося к этому классу, предел прочности будет не менее 800 Н/мм².
Второе число – это увеличенное в 10 раз отношение минимального предела текучести (напряжения, при котором уже начинается пластическая деформация) к пределу прочности. Например, у класса прочности 10.9 второе число означает, что у изделия, относящегося к этому классу, минимальный предел текучести будет равен 90% от значения предела прочности на растяжение, то есть будет равен: 1000х0,9=900(Н/мм²). Если, например, сравнить два класса прочности 4.6 и 4.8, то можно сказать, что у изделий, изготовленных по этим классам, минимальный предел прочности будет одинаков – 400 Н/мм², а вот пластическая деформация у изделия по первому классу начнётся раньше, чем у изделия по второму, то есть в первом случае минимальный предел текучести будет 400х0,6=240(Н/мм²), а во втором – 400х0,8= 320(Н/мм²).
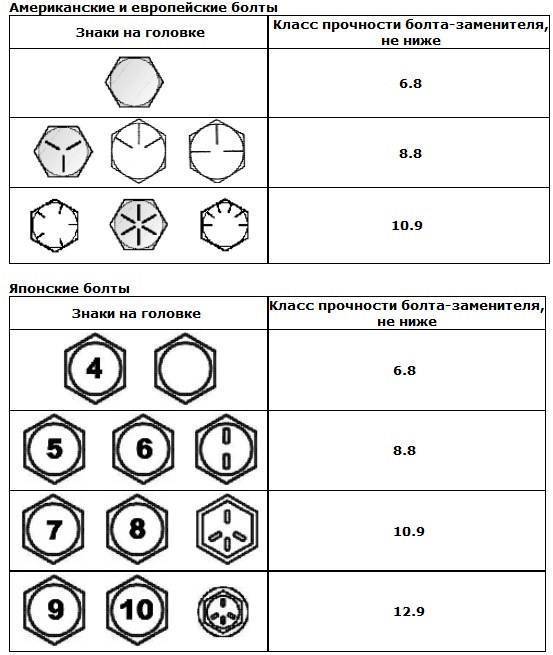
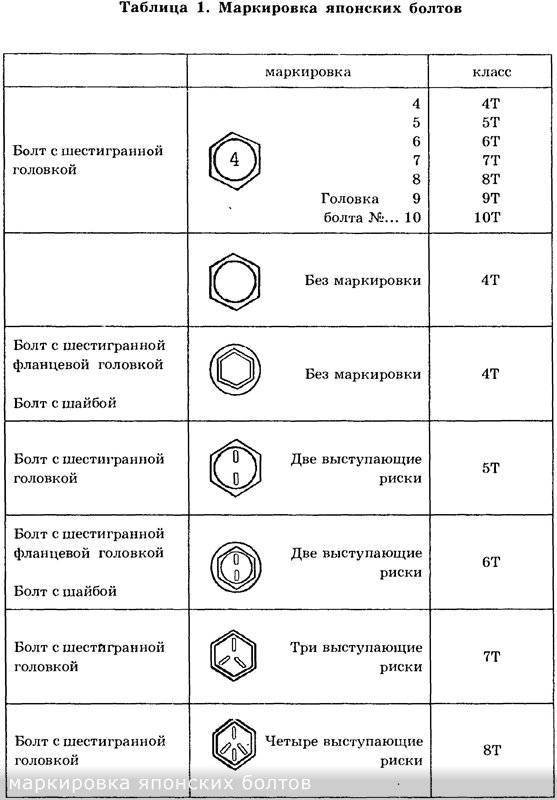
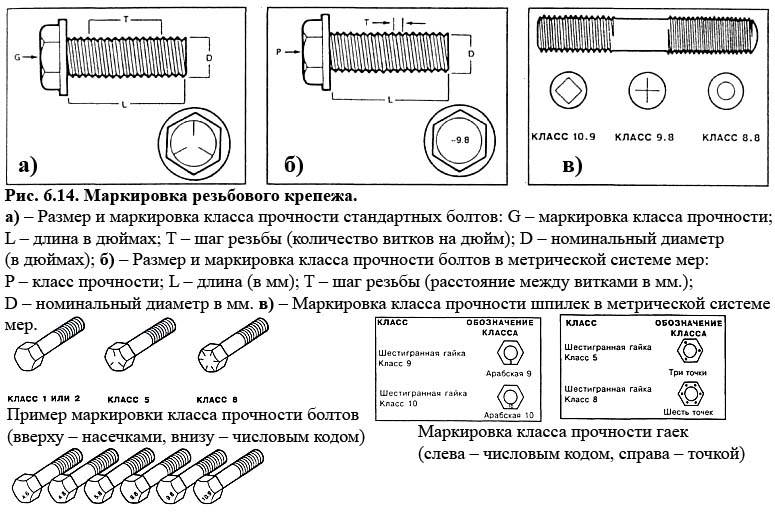
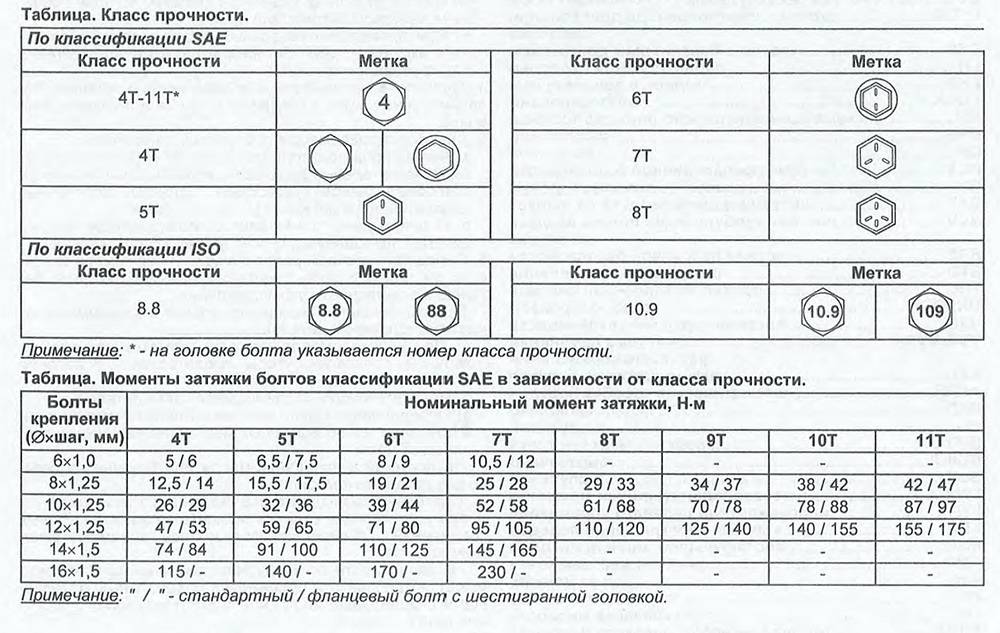
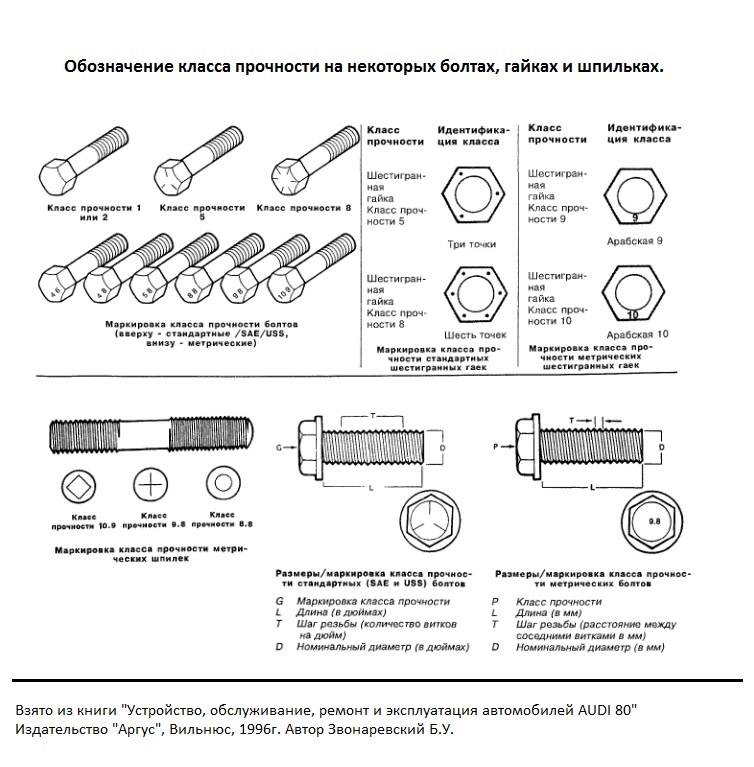
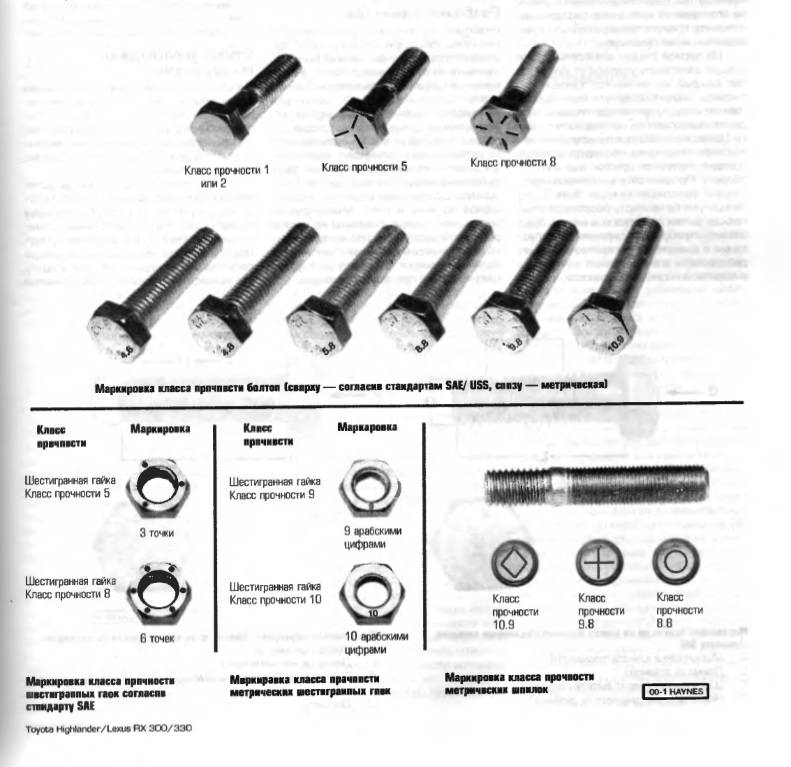
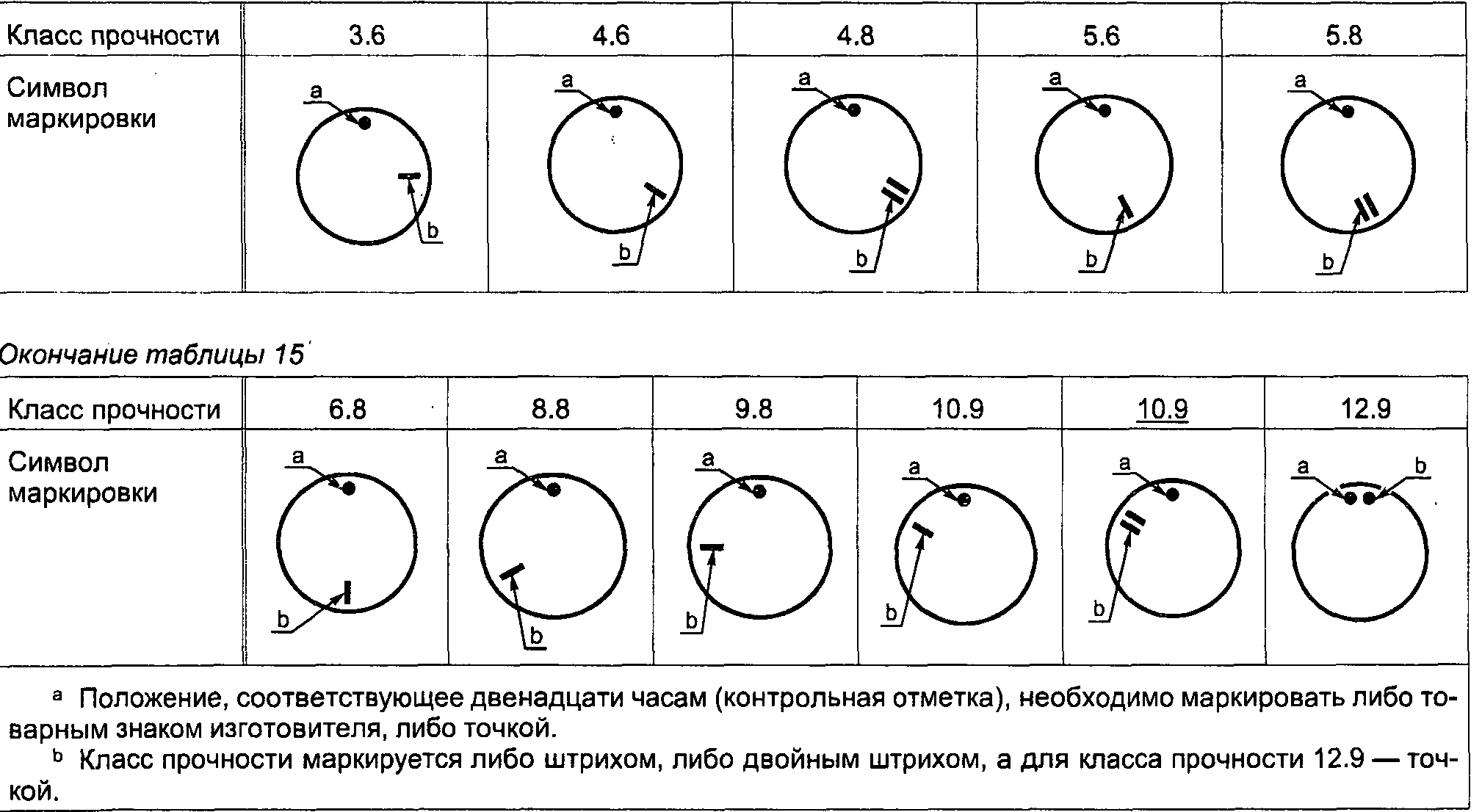
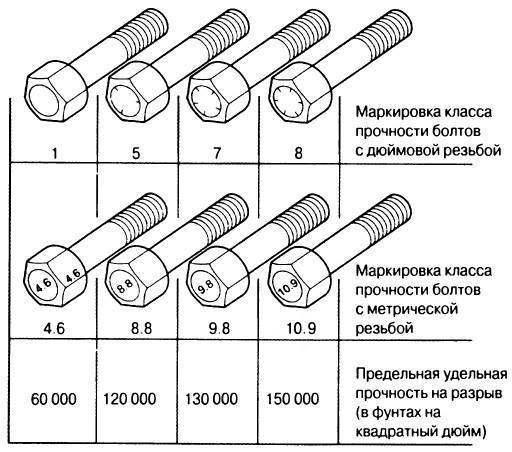
Согласно существующим международным нормам, изготавливаемые из углеродистой стали болты, винты и шпильки с диаметром резьбы более М5, по возможности маркируются соответствующим классом прочности на головке или торце изделия.
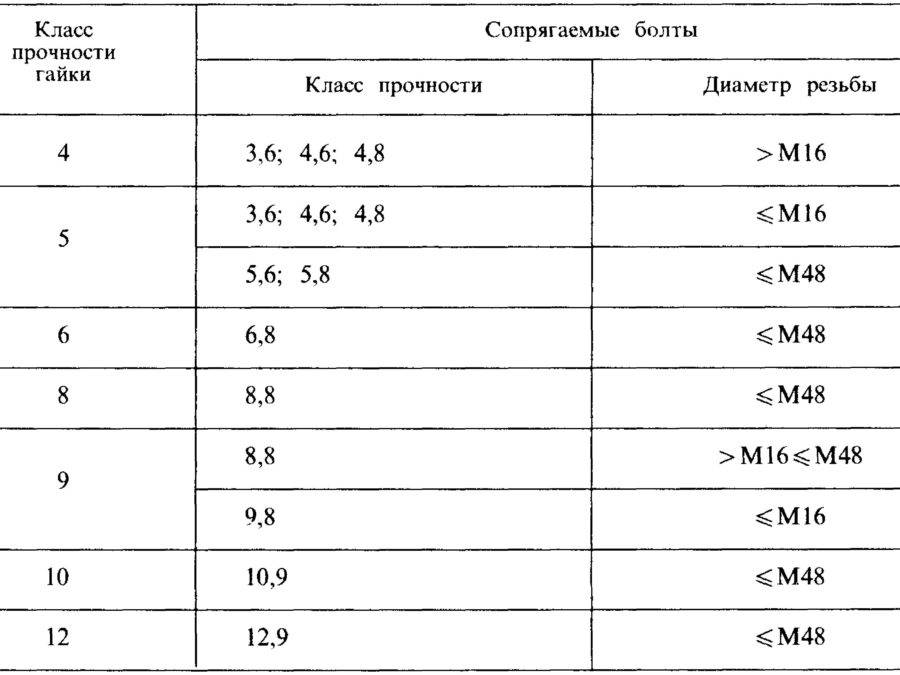
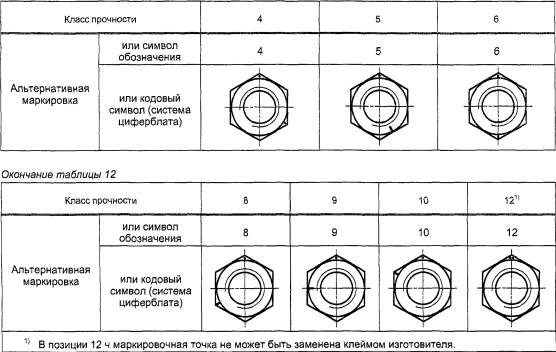
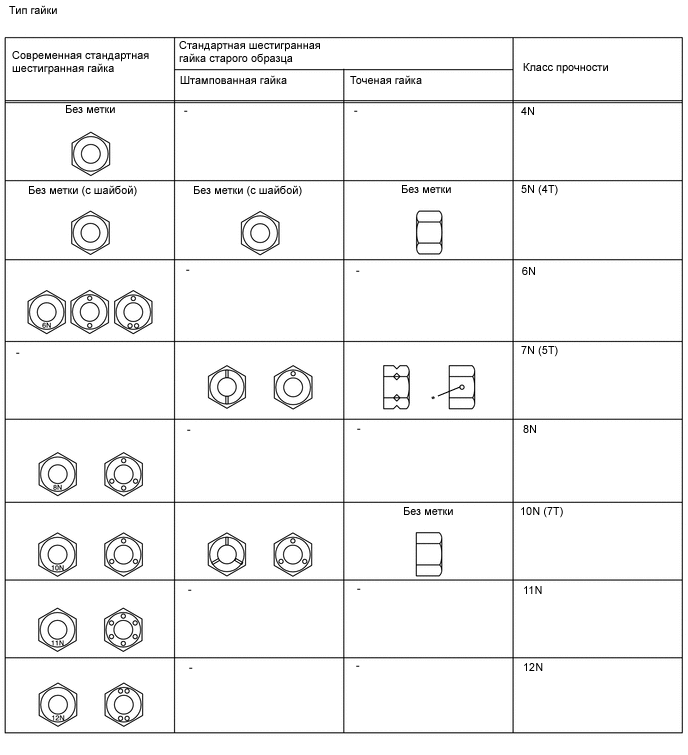
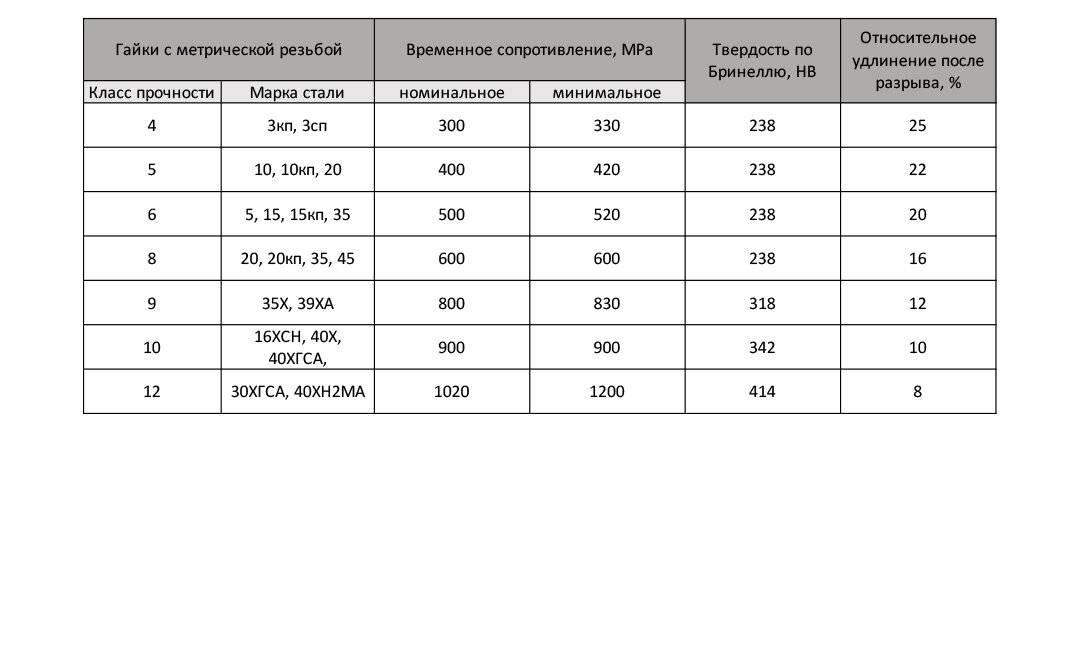
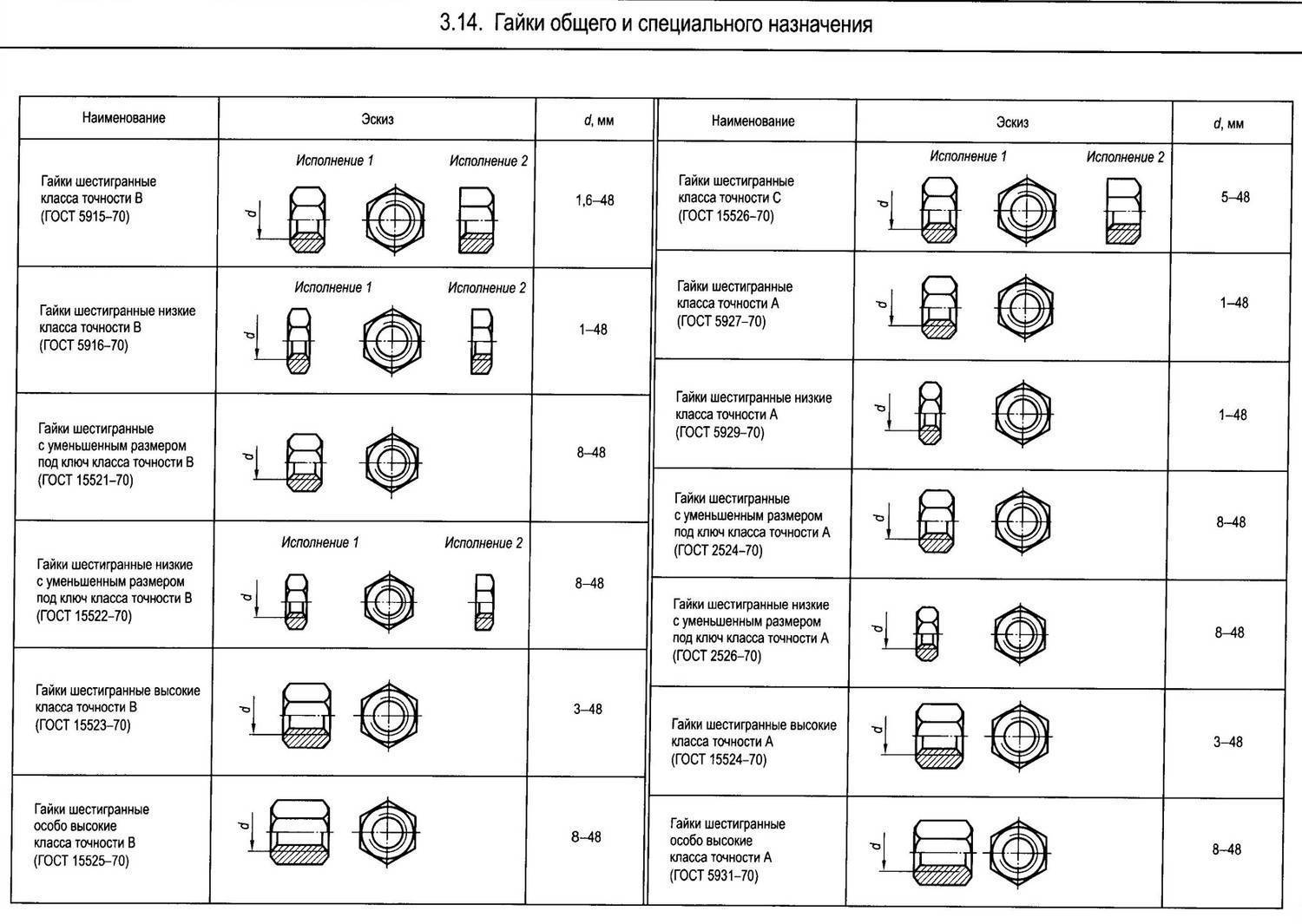
Гайки нормальной высоты (0,8 d), изготовленные из углеродистой стали, также маркируются соответствующим классом прочности, но при этом используется только одно число.
Классы прочности гаек:
| 4 | 5 | 6 | 8 | 10 | 12 |
Число, обозначающее класс прочности гайки, – это уменьшенное в 100 раз минимальное значение предела прочности болта, в паре с которым гайка может работать и полностью выдерживать нагрузку, то есть, например, гайка класса прочности 10 может использоваться в паре с болтом, у которого минимальный предел прочности равен 1000 Н/мм², т. е. с болтом класса прочности 10.9.
Болты, винты, шпильки и гайки, изготавливаемые из нержавеющих сталей, также классифицируются по прочности, но система обозначения классов прочности отличается от системы обозначения классов прочности для изделий из углеродистой стали. Так для изделий из нержавеющей стали существуют только три класса: -50, -70 и -80. Эти числа – уменьшенные в 10 раз минимальные значения пределов прочности, т.е. 500, 700 и 800 Н/мм². Кроме числового обозначения предела прочности у изделий из нержавеющей стали в маркировке присутствует ещё и марка стали. Например, маркировка А4-70 на головке болта означает, что данный болт изготовлен из аустенитной нержавеющей стали А4 (обозначение в системе EN ISO), минимальный предел прочности – 700 Н/мм².
Понравился материал?
Гайки из нержавеющих сталей.
Для гаек из коррозионно-стойкой нержавеющей стали в соответствии с ГОСТ ISO 3506-2-2014 классы прочности гаек установлены в следующем порядке:
4.1. Для гаек с высотой ≥ 0,8d , где d — наружный диаметр резьбы гайки, класс прочности состоит из двух цифр: 45; 50; 60; 70; 80; 110.
Число соответствует 1/10 значения предела прочности в Н/мм2.
4.2. Для гаек с высотой ≥ 0,45 d и <0,8 d , где d — наружный диаметр резьбы гайки, класс прочности обозначается тремя цифрами 025; 035; 040; 055.
Первая цифра «0» указывает на то, что нагрузочная способность соединения данной гайки с болтом ниже, чем у гаек, указанных в п. 4.1., следовательно, при нагрузке выше допускаемой может произойти срез резьбы. Две следующих цифры, представляют значения пробной нагрузки, уменьшенной в 10 раз. Гайки из различных классов нержавеющих сталей имеют свои значения классов прочности. Значения предела прочности на разрыв, в зависимости от класса нержавеющей стали, приведены в таблице ниже:
| Класс стали | Марка | Класс прочности | Напряжение от пробной нагрузки, Н/мм2, не менее. | ||
| гайки с высотой ≥ 0,8d | гайки с высотой ≥ 0,45 d и <0,8 d | гайки с высотой ≥ 0,8d | гайки с высотой ≥ 0,45 d и <0,8 d | ||
| Аустенитные | А1, А2, А3, А4, А5 | 50 | 025 | 500 | 250 |
| 70 | 035 | 700 | 350 | ||
| 80 | 040 | 800 | 400 | ||
| Мартенситные | С1 | 50 | 025 | 500 | 250 |
| 70 | — | 700 | — | ||
| 110 | 055 | 1100 | 550 | ||
| С3 | 80 | 040 | 800 | 400 | |
| С4 | 50 | — | 500 | — | |
| 70 | 035 | 700 | 350 | ||
| Ферритные | F | 45 | 020 | 450 | 200 |
| 60 | 030 | 600 | 300 |
Стандарты ГОСТ и DIN на высокопрочный крепеж
Сегодня “высокопрочка” поступает на рынок от отечественных, европейских и азиатских производителей. И если качество китайского крепежа вызывает недоверие у потребителей, то российский и европейский продукт пользуется большим спросом. Во многих зарубежных нормативах DIN, EN прописано использование болткомплектов (болт, гайка, шайба в сборе) от одного производителя. В наших документах нет таких правил. Нет в них и требований по виду защитного покрытия, тогда как европейские метизы оцинковываются, как правило, горячим методом.
Таблица 2. Стандарты на высокопрочный крепеж в России и Европе.
| Национальные стандарты РФ | Европейские стандарты |
| ГОСТ Р 52643-2006 Общие технические условия | DIN EN 14399-1:2006 Общие требования |
| ГОСТ Р 52644-2006 (ИСО 7411:1987) Болты | DIN EN 14399-2:2006 Проверка пригодности к предварительным натяжениям |
| ГОСТ Р 52645-2006 (ИСО 4775:1984) Гайки | DIN EN 14399-4:2006 Гарнитуры из болтов и гаек. Система HV |
| ГОСТ Р 52646-2006 (ИСО 7415:1984) Шайбы | DIN EN 14399-5:2006 Шайбы |
| DIN EN 14399-6:2006 Шайбы с фаской |
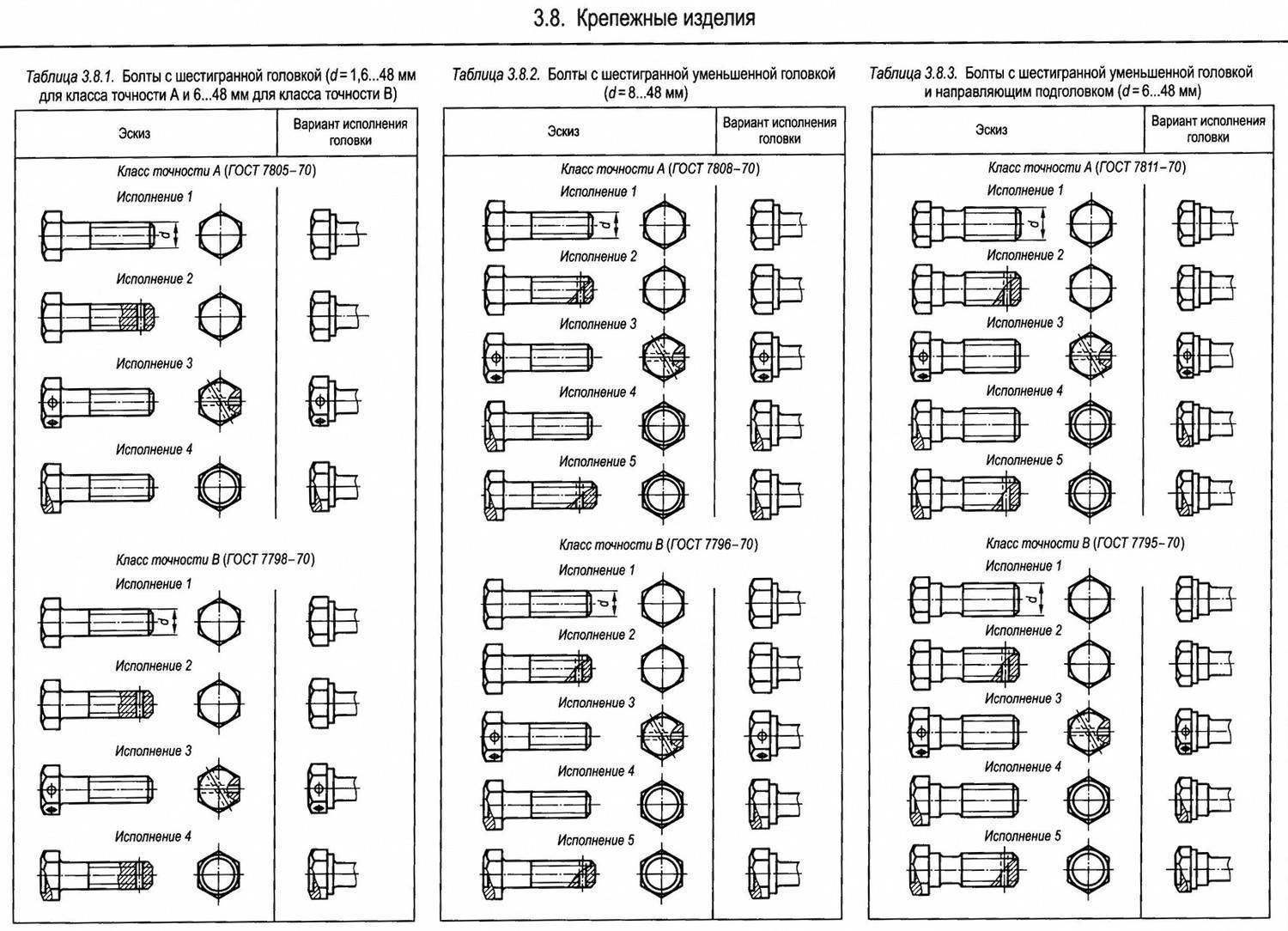
Основные виды высокопрочных болтов, винтов и шпилек, используемые в России строительными компаниями и машиностроительными предприятиями:
ГОСТ 52644, ГОСТ 22353, DIN 6914, ISO 7412
Перечисленные стандарты распространяются на шестигранные болты высокой прочности (БВП), разработанные для использования при монтаже строительных металлоконструкций из стали, а также в мостостроении и тяжелом машиностроении для создания высоконагруженных соединений. Размерный ряд ограничен диаметрами М16 – М48. Выпускаются в климатическом исполнении «У» и «ХЛ»
ГОСТ 7798, ГОСТ 7805, DIN 933, DIN 931, ISO 4014, ISO 4017
Стандарты на БВП с нормальной шестигранной головкой, полной и неполной резьбой, используемые для скрепления деталей и элементов конструкций в автомобилестроении, других производственных и строительных областях. Имеют широкий диапазон диаметров от М3 до М64. Выпускаются без покрытия или оцинкованными разными способами (гальваническим, термодиффузионным, горячим). Аналоги с мелкой резьбой – DIN 960, DIN 961.
DIN 912, DIN 6912, ГОСТ 11738, ISO 4762
По данным стандартам изготавливаются винты с внутренним шестигранником и головкой в форме цилиндра, которые используются в самых разных отраслях промышленности. Винты DIN, ISO имеют более длинный перечень размеров, выпускаются только в высоких классах прочности 8.8, 10.9, 12.9, тогда как ГОСТ допускает их изготовление и низких классов, но ограниченного диаметра от М3 до М36.
DIN 444, ГОСТ 3033-79
Настоящие стандарты описывают требования к откидным винтам (болтам) с ушком и метрической резьбой диаметром от М5 до М36, которые применяются в станочных приспособлениях, в качестве детали соединения в машиностроении или совместно со строительными анкерами с внутренней резьбой.
DIN 975, DIN 976
Данные стандарты регламентируют размеры, длину, шаг и тип резьбы резьбовых шпилек (штанг). К высокопрочным относят шпильки с границей прочности 800…1200 Нм. Они имеют фиксированную длину 1000 или 2000 мм, диаметр от М4 до М48. Применяются в машиностроении, строительной отрасли, при монтаже кабельно-трубных эстакад.
Все вышеперечисленные метизы изготавливаются в черном исполнении (под покраску) и оцинкованном различными способами.
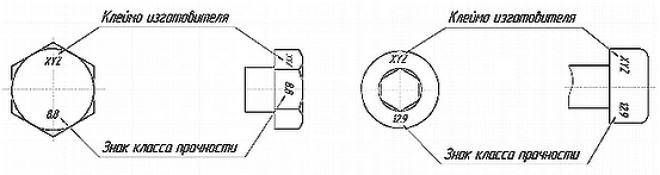
Порядок маркировки
Маркировка метрических болтов регламентируется отечественным нормативным актом ГОСТ 52644 Р-2006 или аналогичным международным актом ИСО (ISO) 7411:1974. Также встречаются метизы со старой маркировкой в соответствии с ГОСТ 22353-77.
Штамп маркировки наносится на головке в выпуклом или в вдавленном виде, который включает в себя:
- Отметку класса прочности двумя цифрами, разделёнными точкой
- Высокопрочные болты отмечаются буквой «S» с увеличенной шестигранной головкой под ключ
- Фирменное клеймо производителя
 Маркировка ГОСТ Р 52644-2006
Маркировка ГОСТ Р 52644-2006
Вместе с выше перечисленными отметками могут быть нанесены:
- Условный номер плавки
- Для болтов климатического исполнения буквы ХЛ
 Маркировка по ГОСТ 22353-77
Маркировка по ГОСТ 22353-77
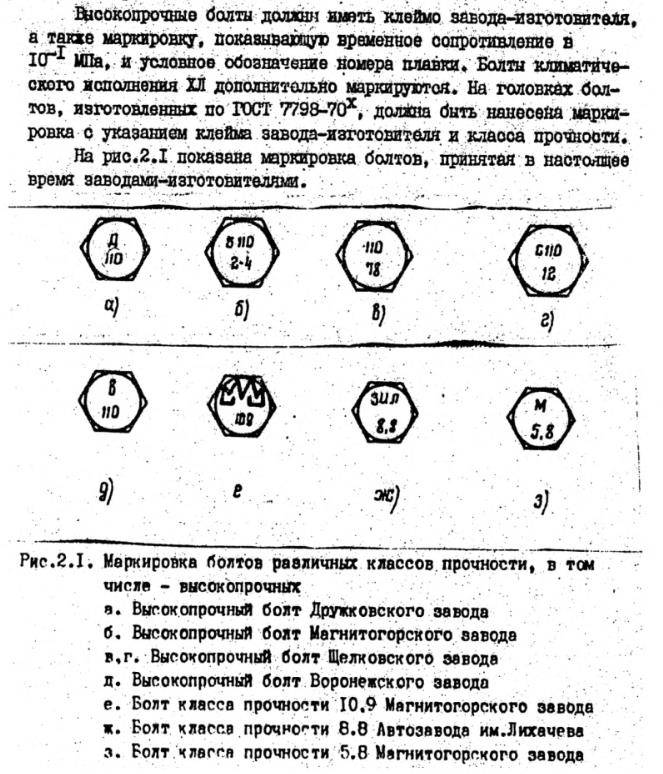
При специальном обосновании допускается вместо класса прочности указывается показатель наименьшего временного сопротивления в ньютонах на квадратный миллиметр, используемой группы материала, в соответствии с классом прочности, уменьшенного в 10 раз. Также допускается отсутствие знака изготовителя и буквы S на шестигранных головках крепежей увеличенного размера высокопрочного класса.
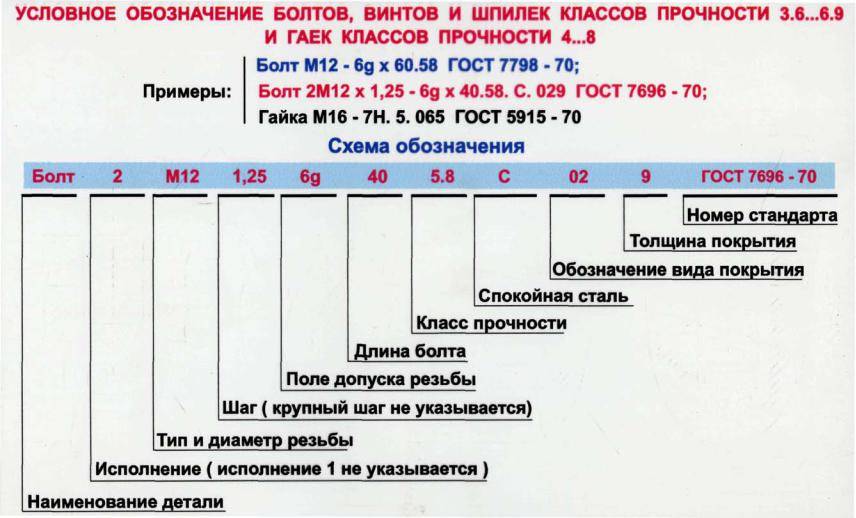
В документах, каталогах в наименовании болтов указывается:
- соответствие крепежа стандарту где указывается номер ГОСТ или другой стандарт (DIN-германский стандарт)
- класс прочности
- указывается форма головки
- полная или неполная нарезка резьбы
- марка и шаг резьбы
- длинна болта мм
Например DIN 931 8.8 Болт с шестигранной головкой, полная нарезка М14 х 80.
8.6 Испытание на растяжение на косой шайбе полноразмерных болтов и винтов
Испытаниенарастяжениенакосойшайбенераспространяетсянавинтыспотайнойголовкой.
Испытаниенарастяжениенакосойшайбеследуетпроводитьнаиспытательномоборудовании, предусмотренномдляиспытанияметалловнарастяжениевГОСТ 1497, сиспользованиемкосойшайбы, какпоказанонарисунке 3.
Расстояниеотсбегарезьбыболтадоконтактнойповерхностигайкизажимногоустройствадолжно бытьнеменее 1d. Закаленнуюкосуюшайбу, размерыкоторойвыполненывсоответствиистаблицами 10 и 11, устанавливаютподголовкойболтаиливинта. Испытаниенарастяжениепроводятдоразрыва
болта.
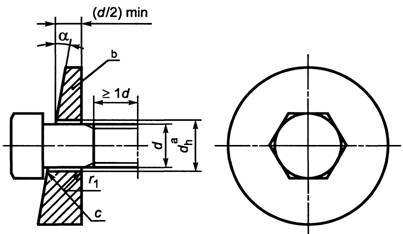
adh–среднийрядпоГОСТ 11284 (см. таблицу
10).
b–твердостьнеменее
45 HRC;
с–радиусилифаска
45°
Рисунок 3
–Испытаниенакосойшайбеполноразмерныхболтов, винтов
Таблица 10 -Диаметрыотверстийдляиспытанийнакосойшайбе
Вмиллиметрах
Номинальныйдиаметр | dha | r1 | Номинальныйдиаметр | dha | r1 |
3 | 3,4 | 0,7 | 20 | 22 | 1,3 |
3,5 | 3,9 | 0,7 | 22 | 24 | 1,6 |
4 | 4,5 | 0,7 | 24 | 26 | 1,6 |
5 | 5,5 | 0,7 | 27 | 30 | 1,6 |
6 | 6,6 | 0,7 | 30 | 33 | 1,6 |
7 | 7,6 | 0,8 | 33 | 36 | 1,6 |
8 | 9 | 0,8 | 36 | 39 | 1,6 |
10 | 11 | 0,8 | 39 | 42 | 1,6 |
12 | 13,5 | 0,8 | 42 | 45 | 1,6 |
14 | 15,5 | 1,3 | 45 | 48 | 1,6 |
16 | 17,5 | 1,3 | 48 | 52 | 1,6 |
18 | 20 | 1,3 | |||
а |
Таблица 11 -Уголскосашайбы
Номинальный | Классыпрочностидля | |||
болтовсучасткомгладкогостержня ls> 2 d | болтовивинтовсрезьбойдоголовкии | |||
3.6, 4.6, 4.8, 5.6, 5.8, 8.8, 9.8, 10.9 | 6.8, 12.9 | 3.6, 4.6, 4.8, 5.6, 5.8, 8.8, 9.8, 10.9 | 6.8, 12.9 | |
a±°30′ | ||||
d£ 20 | 10° | 6° | 6° | 4° |
20 < d£ 48 | 6° | 4° | 4° | 4° |
Испытаниесчитаютудовлетворительным, еслиразрывпроисходитвстержнеиливсвободном
резьбовомучасткеболта, аневместесоединенияголовкисостержнем. Приэтомдолжнобытьвыполненотребование, предъявляемоекминимальномупределупрочностинарастяжение (либовпроцессе
проведенияиспытанийнарастяжениенакосойшайбе, либовпроцессепроведениядополнительного испытаниянарастяжениебезиспользованиякосойшайбы) всоответствиисозначениями, предусмотреннымидлясоответствующегоклассапрочности.
Дляболтовивинтовсрезьбойдоголовкииспытаниесчитаютудовлетворительным, еслиразрушениепроисходитнасвободномучасткерезьбы, дажееслионовмоментразрывараспространяетсяв областьпереходнойгалтелиподголовкойилинаголовку.
ДляболтовклассаточностиСрадиусr1, следуетвычислятьпоформуле
r1 = rmax + 0,2
гдеr-радиуспереходнойгалтелиподголовкой,
приэтом
гдеdа-диаметрпереходнойгалтели;
ds-диаметргладкойчастистержняболта.
Дляболтовивинтовдиаметромопорнойповерхностиголовки, превышающим 1,7 d, невыдержавшихиспытанийнарастяжениенакосойшайбе, головкимогутбытьобработаныдодиаметра 1,7 d, азатемэтиизделиямогутбытьподвергнутыповторномуиспытаниюприуглескоса, установленномв таблице 11.
Крометого, дляболтовивинтовдиаметромопорнойповерхностиголовки, превышающим 1,9 d, уголскосашайбы, равный 10°, можноуменьшитьдо 6°.
Рентабельность планируемого бизнеса

Если считать по минимуму, на организацию предприятия по изготовлению метизов у предпринимателя уйдет от 1500000 руб. Сюда пойдут расходы по оснащению цеха, подготовке его к работе, обеспечению сырьевого запаса. И цифра эта – далеко не предел. Полностью автоматизированное мощное предприятие потребует на открытие затрат в размере не менее 4000000 руб.
Предприятие намного быстрее начнет окупаться при наличии постоянных оптовых заказчиков. Именно на этом и стоит сосредоточиться на начальном этапе ведения дел. Предлагайте потенциальным покупателям изготовление на заказ крепежей через газеты, объявления и интернет. В каждом городе много строительных организаций, а потому, свой товар вы сможете сбыть всегда.
Неплохим вариантом также будет открыть небольшой магазинчик на базе выпускающего цеха. Но крупных продаж здесь ждать не стоит – это только дополнительный вариант сбыта.
Попытайтесь наладить сотрудничество с оптовыми строительными складами и магазинами. Такие торговые точки стремятся к расширению ассортимента – возможно, и ваш товар попадет на полки их магазинов.
Станок для нарезания шлицев в головках винтов SRD2-V400/SRD5-V520. Макс. диаметр резьбы: 1,2-3мм/2,5-5 мм
Автоматический резьбонакатной станок AS-003HD
Макс. диаметр заготовки: 0,8-3,5 мм
Макс. длина изделий: 24 мм
3-штамповый 3-ударный холодновысадочный станок EHH-3315
Диаметр заготовки: ф2,2-4,5 мм Макс. длина заготовки: 12 мм
Автоматический резьбонакатной станок для установочных винтов ETR-5AT
Макс. диаметр заготовки М5, макс. длина резьбы 38 мм
Заготовка для изготовления крепежа — какой должна быть?
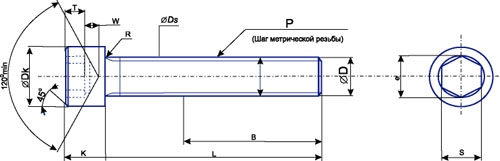
Прежде чем приступить к технологическому процессу изготовления болта, необходимо определить его основные параметры:
- Диаметр резьбы (варьируется от 1,6 до 160 мм).
- Диаметр участка шпильки, на котором резьба отсутствует.
- Размер крепежа под ключ (обычно составляет 1,3-1,4 диаметра шпильки для шестигранных метизов).
- Длина шпильки, длина резьбы.
- Наличие отверстий, шлицов, углублений в головке.
- Уровень точности изготовления (повышенная, нормальная, грубая, классы А, В и С соответственно).
В качестве материала для будущего болта используется стальная заготовка. В зависимости от предназначения и класса прочности метиза, используются разные виды стали:
- Легированные стали марок А2 и А4.
- Стали закаленные и отпущенные, с присадками из бора, марганца или хрома.
- Коррозионно-стойкие стали (марки 20Х13, 20Х18Н10Т).
Болты изготавливают из сплавов цветных металлов (медь, латунь, бронза). Заготовки для дальнейшего нанесения резьбы на станке можно приобрести в магазинах крепежа. В условиях производства заготовки делают в промышленных масштабах методом штамповки. В качестве исходного материала при изготовлении болта на токарном станке используется стальной пруток, имеющий шестигранную либо цилиндрическую форму.
К качеству заготовок для заводской штамповки предъявляют более высокие требования. При оценке качества исходного сырья проверяют следующие параметры:
- Пластичность стали, прочностные и антикоррозийные характеристики.
- Наличие структурных дефектов (пузырей газа, включений неметаллов, неровностей поверхности).
Заготовки для холодной штамповки предварительно чистят от внешних дефектов механическим путем или прокаливанием. Для удаления ржавчины и жировых загрязнений заготовки выдерживают в растворе серной кислоты или в концентрированной соляной кислоте. Очищенные заготовки подвергают известкованию, затем наносят смазочный материал. Только после всех перечисленных манипуляций сырье поступает на штамповку. Для горячей штамповки заготовки нарезают с помощью ленточных станков. Исходное сырье проверяют также тщательно, как в случае с холодной штамповкой.

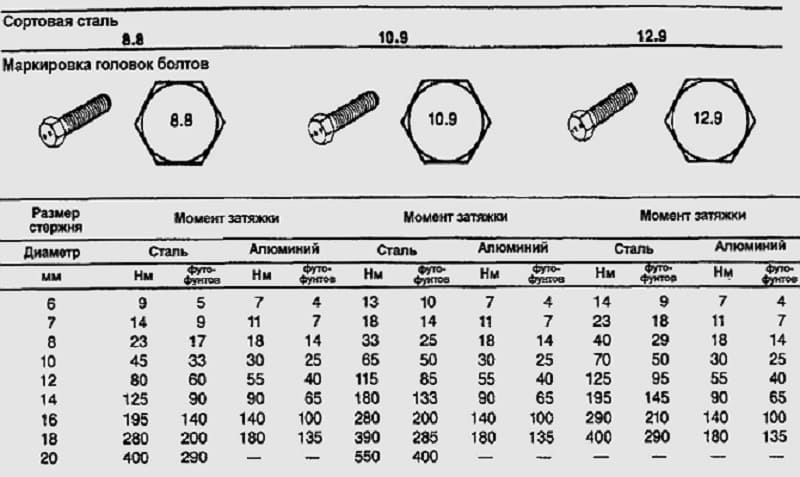
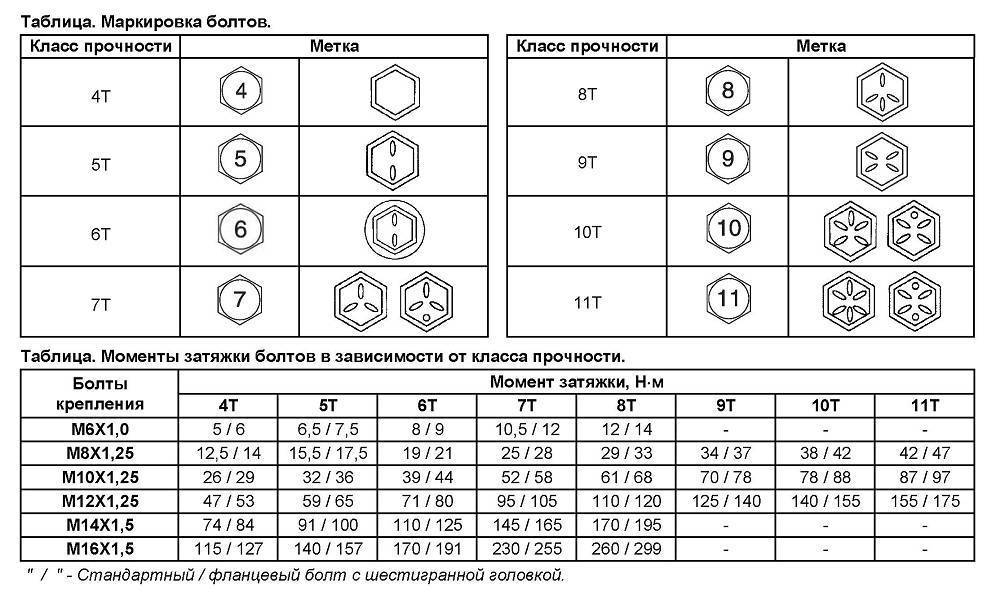
Как пользоваться таблицей
Зная проектные значения разрушающей нагрузки, воздействующей на крепеж и соединительный узел в целом, можно легко подобрать нужные вариации типоразмеров болтов. Например, для показателя разрушающей нагрузки в 32 Кн существует несколько подходящих точек пересечения строк и столбцов:
- 35,3 Кн – болт М7 класса прочности 12.9;
- 32,9 Кн – болт М8 класса прочности 9.8;
- 34,8 Кн – болт М10 класса прочности 6.8;
- 33,7 Кн – болт М12 класса прочности 4.6.
Все болтовые стержни с резьбой от М14 уже справляются с заданной нагрузкой независимо от класса прочности. Таким образом, если речь идет о компактном соединении с ограниченным местом под монтаж болтового крепежа, необходимо подбирать метизы повышенного класса прочности с меньшим диаметром, а возможно, и длиной. В противном случае можно задействовать более массивные болты обычной прочности.
Таблица «Разрушающие нагрузки для болтов» может применяться и в обратном порядке, если возникла необходимость уточнить эксплуатационные возможности болтов в наличие. Для этого используется информация в сопроводительной документации к крепежу или маркировка класса прочности на головке болтов и фактический диаметр резьбы стержня.
В чем же отличаются болты высокой прочности от обычных?
Все элементы крепления обязаны соответствовать классу прочности указанному в действующих стандартах ГОСТ. Существует 11 маркировочных категорий класса прочности. Маркировочные цифры обозначают прочность. Умножая на 100 первую цифру — получим предельную прочность. Умножая на 10 вторую цифру – получим соотносимый предел прочности в процентной ставке.
Высокопрочные болты подразумевают продукт класса 9.8, 10 и выше. Главным отличием обычных и болтов с максимальным классом прочности, является физическая и механическая особенность, которая дает возможность крепежам воспринимать тяжелую нагрузку. Эксплуатация высокопрочных болтов может проходить в условиях сурового климата (Маркирование «ХЛ»), при средней холодной температуре (Маркирование «У»). Болты производятся с резьбой м12 – м36.
Что такое килоньютоны
Минимальные разрушающие нагрузки для болтов – это внешние негативные силы, способные спровоцировать невосстанавливаемые деформационные процессы в соединении. Единицей измерения силы является Ньютон (Н), который приблизительно соответствует массе 0,1 кг. Таким образом, 1Кн (1000 Н) можно сопоставить массе 100 кг. Если в таблице «Разрушающие нагрузки для болтов» для крепежного элемента с резьбой М10 и классом прочности 6.8 указана минимальная разрушающая нагрузка 34,8 Кн, это означает, что данный метиз способен выдержать статическую нагрузку до 34,8*100 = 3480 кг или 3,48 тонны.
Расчет нагрузки на болт
Маркировка головки болта обычно содержит следующие данные:
Первая цифра обозначает номинальное временное сопротивление (предел прочности на разрыв): 1/100 Мпа (1/100 Н/мм2; ~1/10 кг/мм2). Пример: (класс прочности 9.8) 9*10=900 Мпа (900 Н/мм2; 91,71 кг/мм2).
Вторая цифра обозначает процентное отношение предела текучести к временному сопротивлению (пределу прочности на разрыв): 1/10%. Пример: (класс прочности 9.8) 9*8=720 Мпа (720 Н/мм2; 73,37 кг/мм2).
Значение предела текучести – это максимально допустимая рабочая нагрузка болта, при превышении которой происходит невосстанавливаемая деформация. При расчётах нагрузки используют 1/2 или 1/3 от предела текучести, с двукратным или трёхкратным запасом прочности соответсвенно.
По действующей международной классификации к высокопрочным болтам относятся изделия, временное сопротивление которых больше или равно 800 Мпа (800 Н/мм2; 81,52 кг/мм2). Соответсвенно начиная с 8.8 для болтов и 8 для гаек.
Примеры текучести материала
Примером может послужить обычная кухонная вилка. Изогнув её в одном направлении, можно получить совершенно другой предмет, значит нарушилась ее текучесть, что привело к деформации. Материал при этом только деформировался, но не сломался, что свидетельствует о большой степени упругости стали. Вывод: максимальная прочность намного выше текучести.
Другое кухонное оборудование, например нож, сломается при попытках изменить его форму. Вывод: у ножа одинаковая сила текучести и прочности, такое изделие можно назвать хрупким, несмотря на то, что оно изготовлено из стали.

Аналогичным практическим примером может послужить вкручивание гайки: сам болт увеличивает длину только после определенного действия над ним. При неблагоприятном исходе эксперимента может состояться срыв резьбы на креплении.
Можно просмотреть тематический ролик, который покажет способ испытания болтов.
Процент удлинения – это среднестатистический показатель, который демонстрирует длину деформированной детали еще до начало поломки. Образно, можно называть такого рода болты гибкими, имея ввиду именно способность к удлинению.
Техническая терминология на этот счет довольно простая: относительное удлинение – это не что иное, как процент увеличения образца по сравнению с первоначальным размером.
Классы прочности болтов и маркировка – таблица
Класс прочности болта – технико-эксплуатационная характеристика, которая отражает предельную нагрузку на металлоизделие при скреплении деталей, показывает устойчивость к деформациям, ударам и разрыву.

Классы прочности отражают предельную нагрузку при скреплении деталей.
По ГОСТу 1759.4-87 (ISO 898.1-78) метизы подразделяются на 11 групп: 3.6; 4.6; 4,8; 5.6; 5.8; 6.6; 6.8; 8.8; 9.8; 10.9; 12.9.
Чем выше значение, тем большее усилие способен выдержать крепеж, тем он прочнее и выносливее.
Механические свойства крепежей в зависимости от показателя прочности представлены ниже в таблице:
| Класс прочности | Номинальное временное сопротивление, Н/мм² | Твердость по Виккерсу (min/max), HV | Предел текучести (min/max), МПа |
| 3.6 | 300 | 95/250 | 180/190 |
| 4.6 | 400 | 120/250 | 240 |
| 4.8 | 400 | 130/250 | 320/340 |
| 5.6 | 500 | 155/250 | 300 |
| 5.8 | 500 | 160/250 | 400/420 |
| 6.6 | 600 | 190/250 | 360/480 |
| 6.8 | 600 | 190/250 | 640 |
| 8.8 | 800 | 250/335 | 640/660 |
| 9.8 | 900 | 290/360 | 720 |
| 10.9 | 1000 | 320/380 | 900/940 |
| 12.9 | 1200 | 385/435 | 1080/1100 |
Что наносится на шапку болта
На стандартном болте, сделанном по ГОСТ 7798-70, есть маркировка.
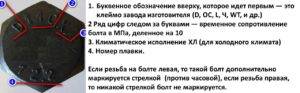
В нее входят:
- Класс прочности. Определяет степень нагрузки и сферу применения.
- Клеймо завода-изготовителя. Позволяет идентифицировать компанию, занимающуюся производством метизов.
- Стрелка. Указывает на левостороннюю резьбу.
Стандартное расположение маркировки на болтах Обозначения наносят на верхнюю часть головки. Они бывают выпуклыми и углубленными. Геометрию определяет производитель.
На болтах и винтах диаметром более 6 мм маркировка обязательна. На крепежах меньших размеров номер не ставят.

На стандартном болте есть маркировка с классом прочности.
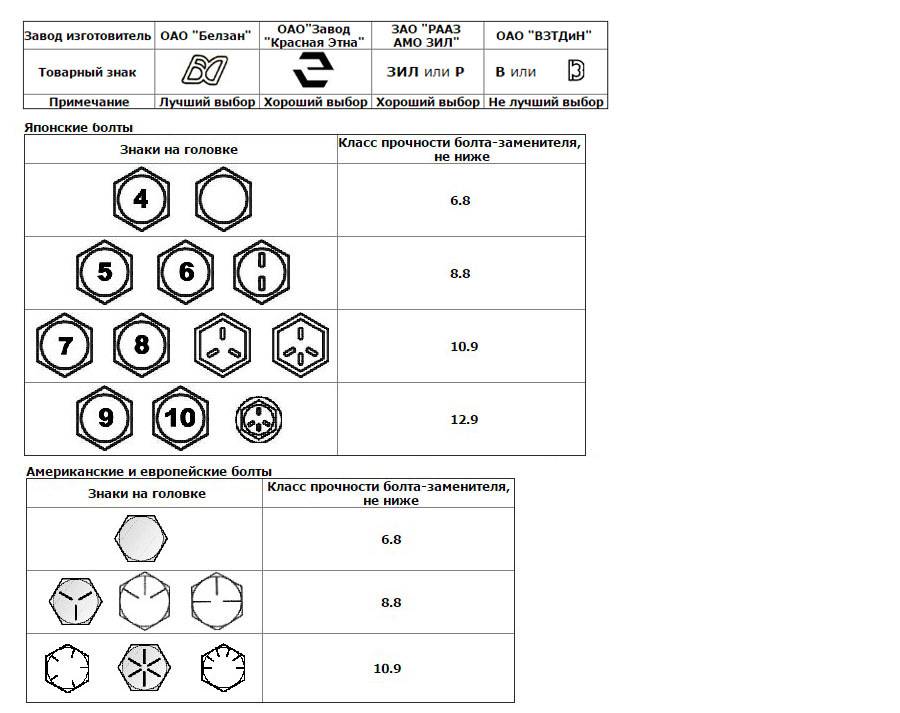
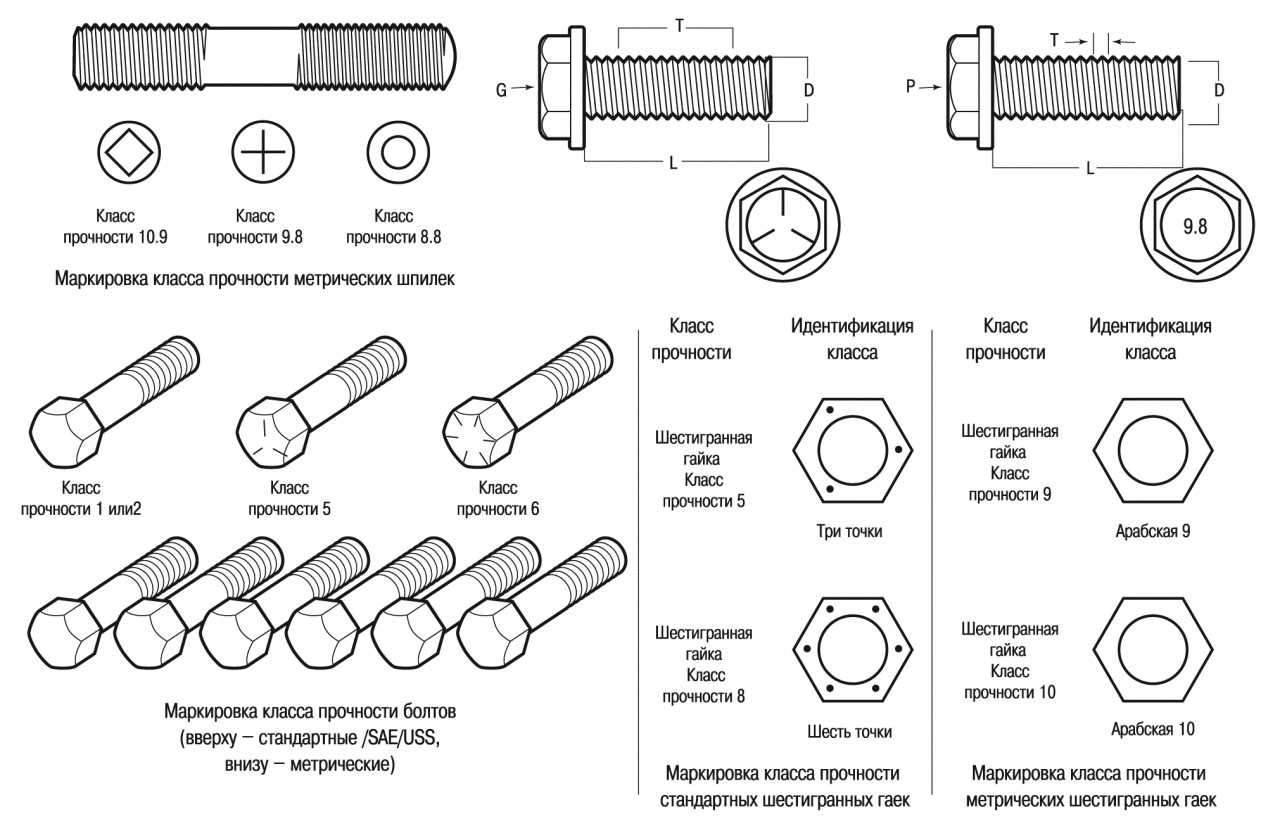
На деталях малого размера или нестандартной формы применяют символы из циферблатной системы.
Расшифровка знаков на болтах из нержавеющего металла:
- Обозначение марки аустенитной стали:
- А2 – устойчивость к воздействию воды;
- А4 – стойкость к солям, щелочам, кислотам.
- Граница прочности – 50, 60, 80, что соответствует 500, 600, 800 МПа и классам 5.6(8), 6.6(8), 8.8.
Возможно заводское клеймо.
Изделия из мартенситного сплава маркируют аналогично углеродистым, при этом цифры внизу подчеркнуты. Стандартом разрешено не ставить точку в обозначении.
В БВП знаки указывают согласно ГОСТ 52644-2006.
В качестве примера: D 11.14 8.8 S ХЛ, где:
- D – идентификатор производителя;
- 11.14 – номер плавки;
- 8.8 – граница прочности;
- S – болт с 6-гранной увеличенной шляпкой;
- «ХЛ» – климатическое исполнение (холодный регион).

Изделия из мартенситного сплава имеют заводское клеймо.
Условные обозначения на шпильки наносят, если диаметр резьбы превышает 12 мм.
Требования по ГОСТу
Метизы должны соответствовать прописанным в ГОСТах размерам, механическим свойствам, классу точности, нормам качества, не иметь крупных дефектов и следов коррозии.
На чертежах и в спецификациях инженеры отмечают болты строго по стандарту.