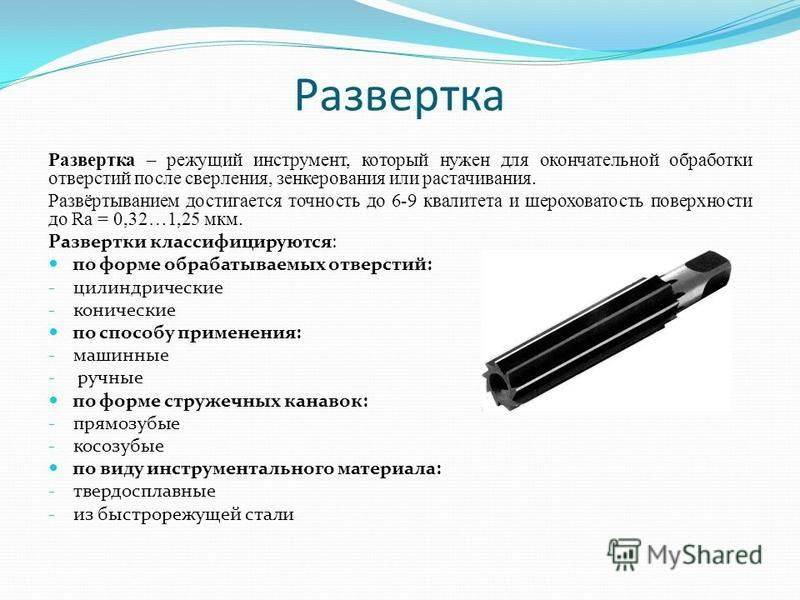
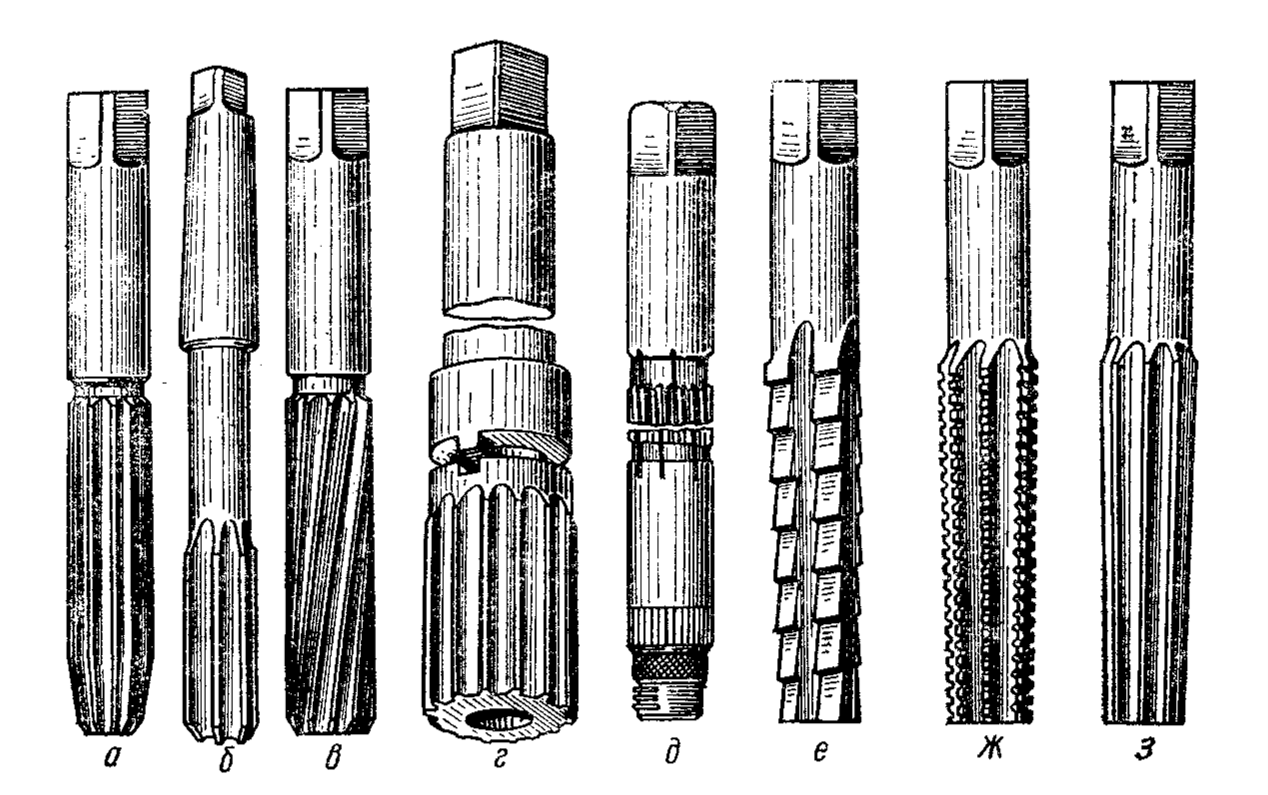
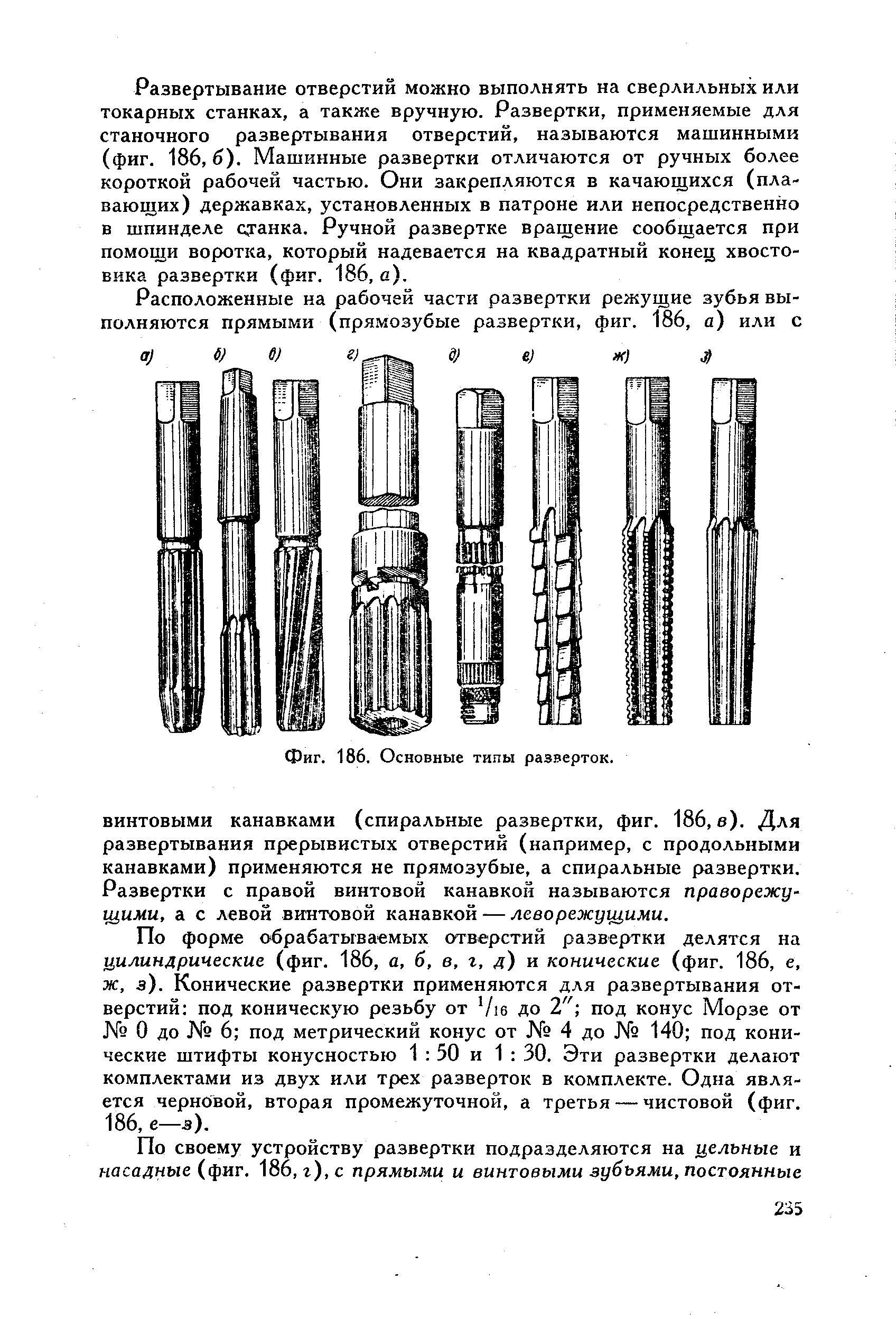
Виды разверток и их цена
Механическая обработка отверстий может выполняться различным по конструкции инструментом:
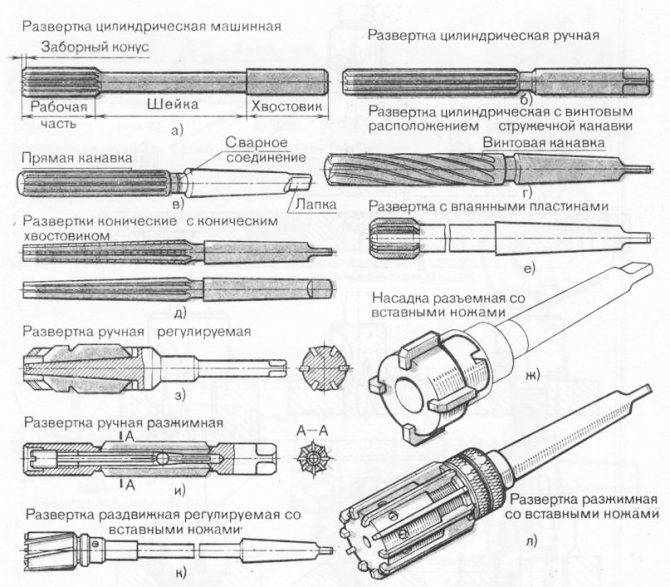
Цельная развертка
Имеет монолитную конструкцию, получила самое широкое распространение из-за относительно невысокой стоимости (от 20 рублей за штуку).
Цельные варианты отливаются из быстрорежущей или инструментальной стали.
Насадная
Представляет собой трубку, на внешней стороне которой находятся зубья, а по центру расположено отверстие для установки на хвостовик, который затем монтируется в патроне станка.
Диаметр такого инструмента может достигать 30 см.
Стоимость 300 – 1300 рублей.

Комбинированная
Представляет собой сочетание одновременно двух инструментов, и/или имеет две рабочие поверхности.
Яркий пример: зенкер-развертка.
Регулируемая
По сути универсальная развертка, диаметр которой может достигать 50 мм.
Это особый инструмент, который за счет возможности регулировки диаметра (хоть и в небольших пределах) способен заменить несколько нерегулируемых вариантов.

По способу регулировки может быть разжимной и раздвижной.
Цена в среднем от 350 рублей, может превышать 3 тыс. рублей.
Шило-развертка
Предназначено для ручной подгонки отверстий в мягких и тонких материалах, например таких, как: пластмасса, картон, фанера, тонкий и мягкий металл.
Бывает двух вариантов:
– четырехгранная , отличается от обычного шила четырехгранным острием малого диаметра, в основном используется для бумаги;
– разборная – состоит из двух частей: ручка и непосредственно острие. Здесь диаметр отверстия можно расширить до 14мм.

По форме рабочей части развертка бывает:
Для работы по стандартным отверстиям.
Стоимость – от 50 до 100 рублей.
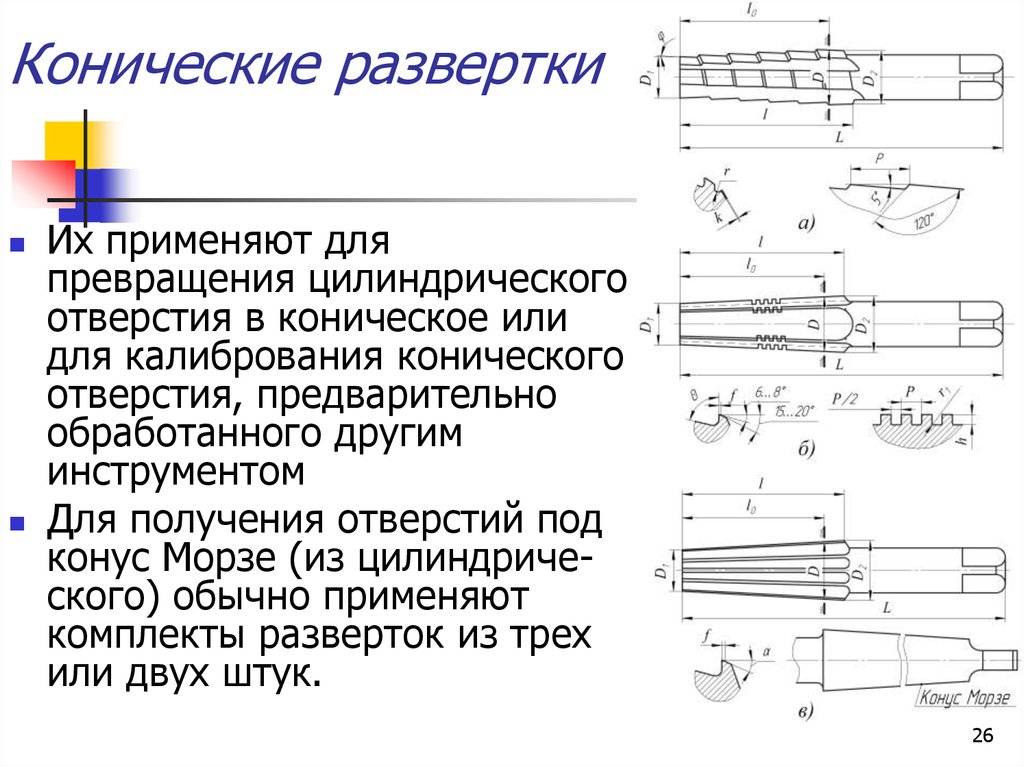
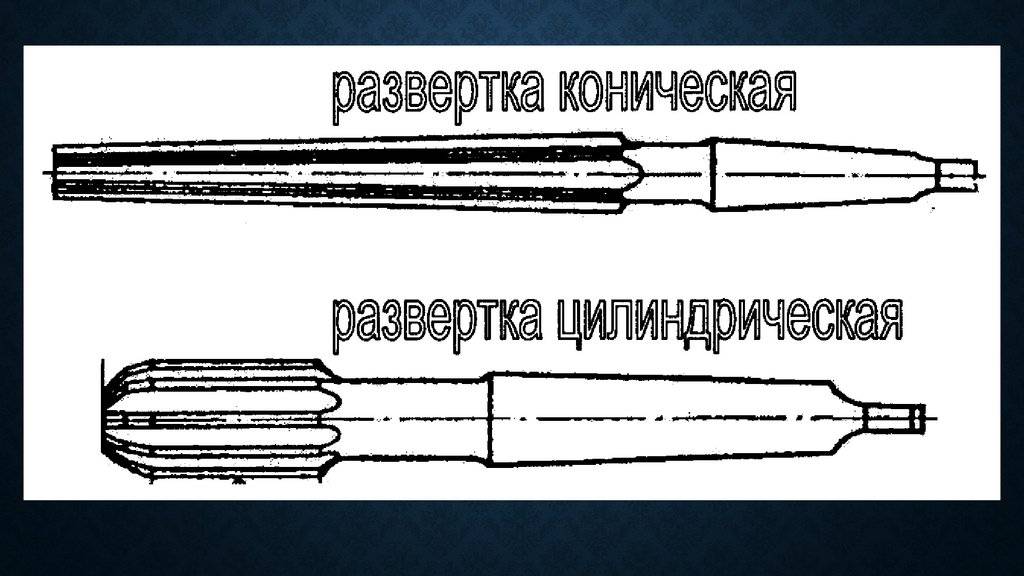
Коническая
Для обработки как стандартных, так и конических отверстий, результатом чего становится только коническое отверстие по размерам самого инструмента.
Формой напоминает конус со срезанной вершиной.

Цена – от 50 рублей за штуку, в зависимости от конусности и диаметра.
Ступенчатая
Встречается намного реже, выглядит, как конический вариант, но со ступенчатым скосом.
Используется для работы с отверстиями в листовых металлах.

Также деление инструмента осуществляется по точности его работы:
- По квалитету для цилиндрических моделей.
- По качеству обработки для конических. Это может быть черновая развертка (обдирочная, с расположением зубьев непрерывно по всей длине), промежуточная и для окончательной доводки чистовая.
- По номерам от N1 до N6 для цилиндрических вариантов с калибровочным припуском.
По способу эксплуатации, под который изготавливается хвостовая часть, развертка бывает:
Ручная
Для установки в вороток, с квадратным хвостовиком.
Диаметр обычно не превышает 50 мм, а с его возрастанием увеличивается сложность проворачивания инструмента из-за повышения силы трения.
Цена – от 20 рублей.
Машинная
С коническим или цилиндрическим хвостовиком для установки в патрон металлообрабатывающего станка.
Стоимость также начинается от 20 рублей.

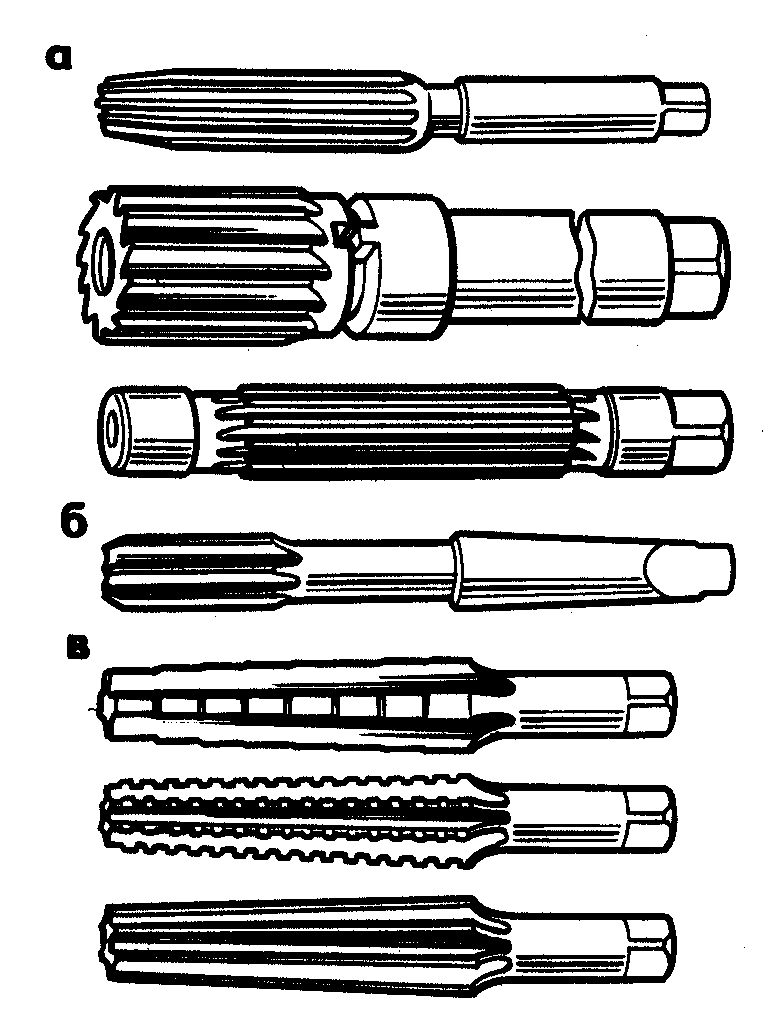
Последний вариант по типу рабочей части можно разделить на следующие виды:
- Насадная развертка (упоминалась ранее).
- Со сменными твердосплавными пластинами.
- С напаянными пластинами.
Также инструмент классифицируется по иным характеристикам, например:
- По металлу, который был использован в производстве.
- По количеству зубьев. Как уже говорилось, это 6 – 16 штук.
- По форме канавок – прямые и винтовые.
Стоимость разверток зависит как от типа самого инструмента, так и от его размера, класса точности.
Реальные ценники могут отличаться от приведенных.
Принцип действия развертки
Применяется инструмент для получения точной поверхности отверстий. Развертка позволяет выполнять изделия, интервал шероховатости которых до 1,25 микрон. Точность и качество обработки достигается за счет наличия большого количества режущих кромок. Благодаря этому, при процессе выполнения изделия достигается снятие припуска небольшого размера. Подача оснастки к направлению оси влияет на обработку, вращение происходит синхронно к обеим сторонам материала. Развертка по металлу дает возможность снимать со стенок материал сотыми долями миллиметров.



Конструкция состоит из нескольких основных частей:
- Основная шлифовка металла производится рабочей частью оснастки.
- Переходная шейка, служит соединением между рабочей частью и хвостовиком.
- Фиксируемая часть при зажиме или воротке, называемая хвостовиком, служит для передачи вращающегося усилия.
Поверхность комплекта для работы со стальными изделиями имеет основные части инструмента, которым обрабатывают деталь в соответствие к требованиям. Первичная металлообработка происходит главной режущей кромкой на передней поверхности, затылочная часть выполняет роль отвода излишней стружки. Основные элементы режущей части делятся на:
- Режущую или заборную часть, которая выполняет основную обработку металла.
- Калибровочная часть, установленная на корпусе посередине.
- Задний конус, отвечающий за освобождение отверстия от излишней стружки.
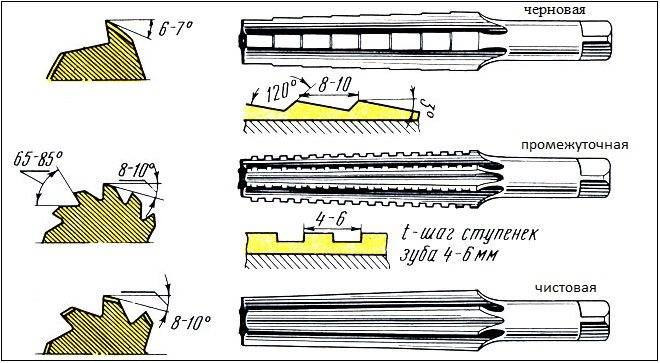
Схема разверток по металлу
Канавки, расположенные между зубьями на рабочей части также отвечают за отвод стружки из материала. Расположены канавки по окружности инструмента для развертки, что позволяет выполнять деталь качественно и равномерно.
Типичные приемы работы
Сверло всегда должно подбираться с учетом диаметров разверток, которые будут дальше применяться. Обязательно необходимо оставлять маленький припуск, что означает, что сверло должно быть чуть меньше в пределах 0,2-0,3 миллиметра для чернового развертывания и не больше 0,05-0,1 миллиметра для чистовой процедуры. Увеличения размеров припусков зачастую являются причиной ускоренного износа заборной части и ухудшают окончательную точность вкупе со снижением качества получаемой поверхности.
Алгоритм работы вручную:
- Прибор закрепляется в воротке, после чего смазывается;
- Заборный элемент должен вводиться таким образом, чтобы ось отверстия и развертки совпадали;
- Для проверки точности положения нужно использовать угольник с двумя, расположенными перпендикулярно, плоскостями;
- Вращение всегда начинается с правой стороны при осуществлении небольшого давления поверх воротка;
- Само вращение происходит на небольшой скорости и в плавном режиме (даже при достаточно легком продвижении наращивать скорость не рекомендуется);
- Не допускается вращение в обратную сторону, ибо возникают риски повреждения кромок для резки и образования задиров в отверстии;
- Весь процесс разворачивания производится за один присест с одной стороны.
Машинная развертка
Этот способ используется в тех случаях, когда имеется цель в достижении максимальной точности, а какие-либо отклонения требуется исключить полностью. При выполнении разверточных операций на станке, устанавливаемый инструмент должен быть хорошо смазан так, как бы если он использовался для первичного сверления или нарезания резьбы.
Оптимальным вариантом станет такая ситуация, когда разверточная процедура посредством станка будет проведена сразу же после сверления паза. В этом случае разверточный инструмент пойдет по такой же траектории, что и ранее используемое сверло, ибо положение детали не будет изменяться. Таким образом, произойдет плавное вхождение прибора, при том, что на все зубцы будет оказываться равномерное давление. Это одновременно и увеличит точность и минимизирует вибрации.
Стоит отметить, что не следует проводить развертывание на повышенных скоростях. Показатель оптимальной скорости должен быть в 3 раза меньше, нежели скорость сверла в процессе сверления. Все это позволит обеспечить увеличение точности, создать минимальный уровень перегрева, снизить степень стирания лезвий.
Уход за разверточным инструментом
Сам по себе рассматриваемый прибор является довольно-таки дорогостоящим, поэтому, в целях недопущения излишних затрат в будущем, ему стоит обеспечить надлежащий уход за режущими краями, что существенно повысит его эксплуатационный срок. Профессионалы рекомендуют хранить прибор в закрытом кейсе, дабы избежать вредного воздействия на него влажного воздуха или воды. Идеальным станет использование для каждой единицы инструментария отдельного собственного кейса, путем чего исключается излишний контакт с другими единицами оборудования.
По завершению процесса использования, режущие края инструмента следует зачистить от смазки и налипшей металлической стружки. Если подобную операцию не производить, то в дальнейшем мелкие металлические фрагменты покроются ржавчиной и плотно пристанут к краям, что ускорит их затупление. А это, в свою очередь, приведет к тому, что на поверхности обрабатываемой детали начнут оставаться разводы ржавчины.
Развертка прямого кругового конуса
Развертка боковой поверхности прямого кругового конуса представляет собой круговой сектор, радиус которого равен длине образующей конической поверхности l, а центральный угол φ определяется по формуле φ=360*R/l, где R – радиус окружности основания конуса.
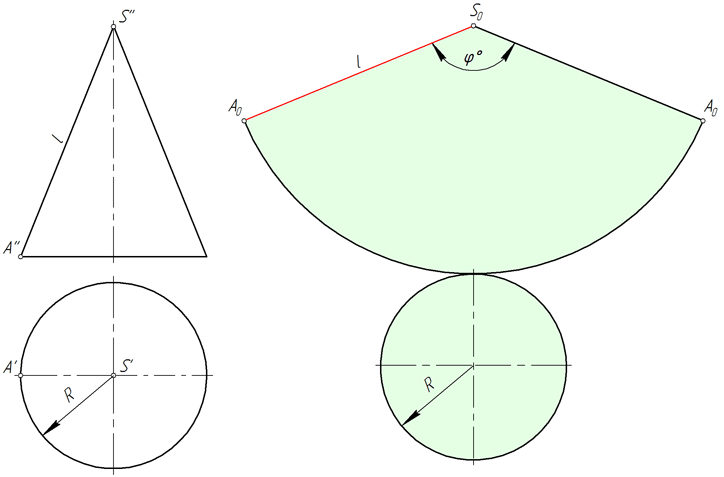
В ряде задач начертательной геометрии предпочтительным решением является аппроксимация (замена) конуса вписанной в него пирамидой и построение приближенной развертки, на которую удобно наносить линии, лежащие на конической поверхности.
Алгоритм построения
- Вписываем в коническую поверхность многоугольную пирамиду. Чем больше боковых граней у вписанной пирамиды, тем точнее соответствие между действительной и приближенной разверткой.
- Строим развертку боковой поверхности пирамиды способом треугольников. Точки, принадлежащие основанию конуса, соединяем плавной кривой.
Пример
На рисунке ниже в прямой круговой конус вписана правильная шестиугольная пирамида SABCDEF, и приближенная развертка его боковой поверхности состоит из шести равнобедренных треугольников – граней пирамиды.
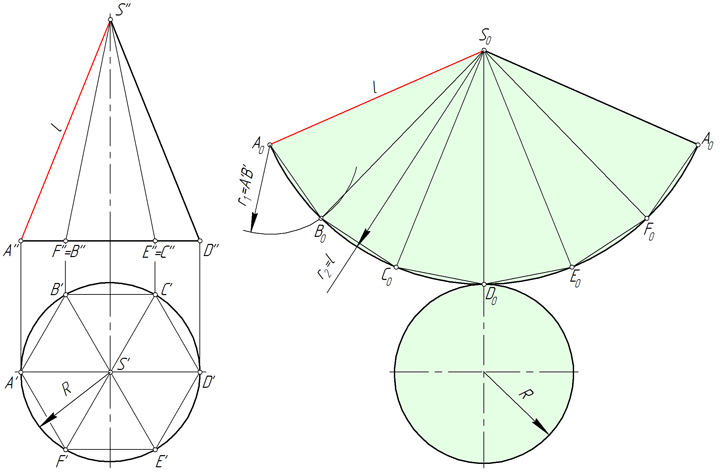
Рассмотрим треугольник S0A0B0. Длины его сторон S0A0 и S0B0 равны образующей l конической поверхности. Величина A0B0 соответствует длине A’B’. Для построения треугольника S0A0B0 в произвольном месте чертежа откладываем отрезок S0A0=l, после чего из точек S0 и A0 проводим окружности радиусом S0B0=l и A0B0= A’B’ соответственно. Соединяем точку пересечения окружностей B0 с точками A0 и S0.
Грани S0B0C0, S0C0D0, S0D0E0, S0E0F0, S0F0A0 пирамиды SABCDEF строим аналогично треугольнику S0A0B0.
Точки A, B, C, D, E и F, лежащие в основании конуса, соединяем плавной кривой – дугой окружности, радиус которой равен l.
Особенности машинного развертывания
Развертывание не в состоянии исправить ошибок и погрешностей позиционирования отверстия, т. к. выполняется с минимальными припусками. Кроме того, при машинной развертке отверстий одной из основных проблем является сохранение в процессе работы концентричности оси инструмента и обрабатываемого отверстия, а также компенсация биений шпинделя оборудования. Для устранения этих негативных факторов служат шарнирные (качающиеся) оправки. Конструктивно этот вид приспособлений состоит из двух частей: корпуса оправки, фиксируемой в шпинделе станка стандартным способом, и регулируемой державки, упирающей в шарик, зажатый между ней и днищем корпуса оправки. При обработке такая конструкция автоматически компенсирует осевые отклонения и биения шпинделя станка. По сравнению с ручным машинное развертывание производится на более высоких скоростях, поэтому требует применения СОЖ, которая подается в зону резания по канавкам вдоль лезвий или по внутренним каналам. На фото ниже – развертывание в качающемся патроне.

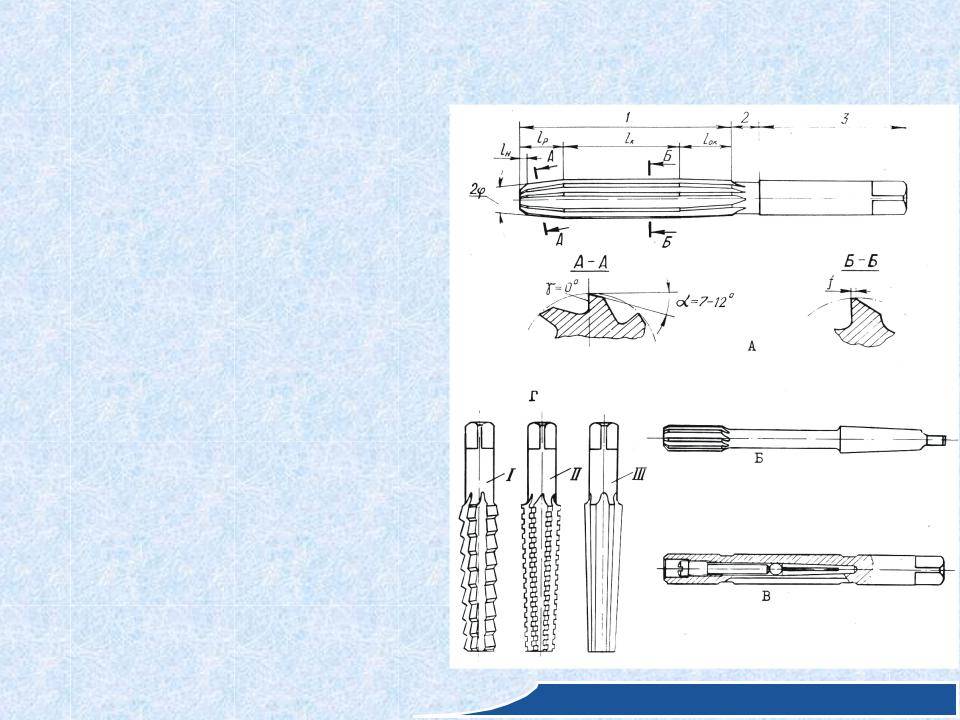
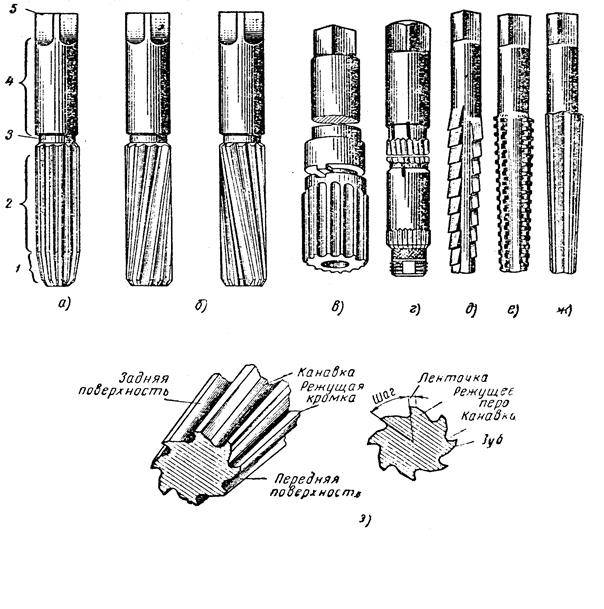
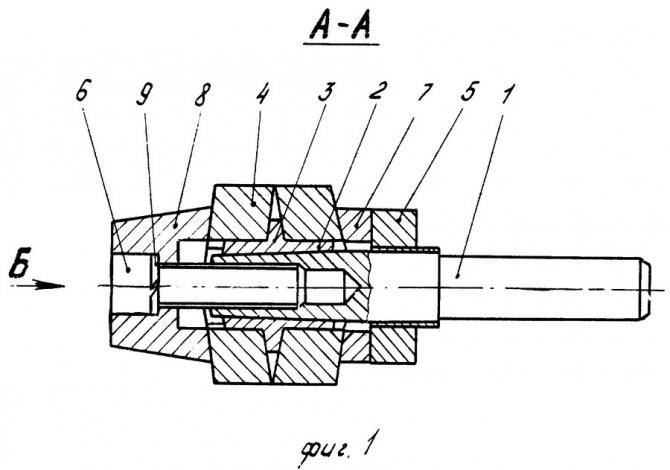
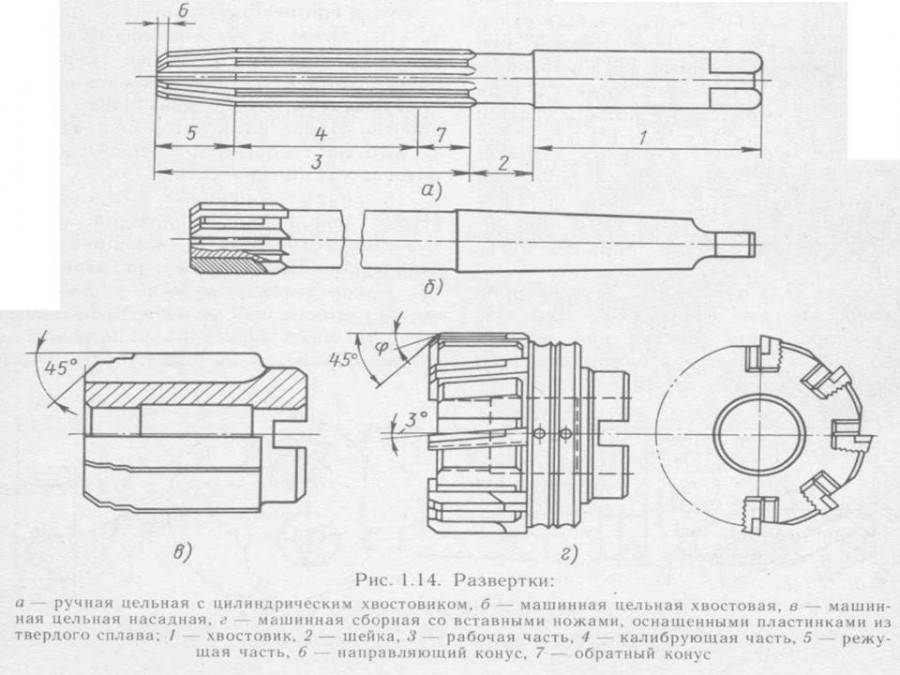
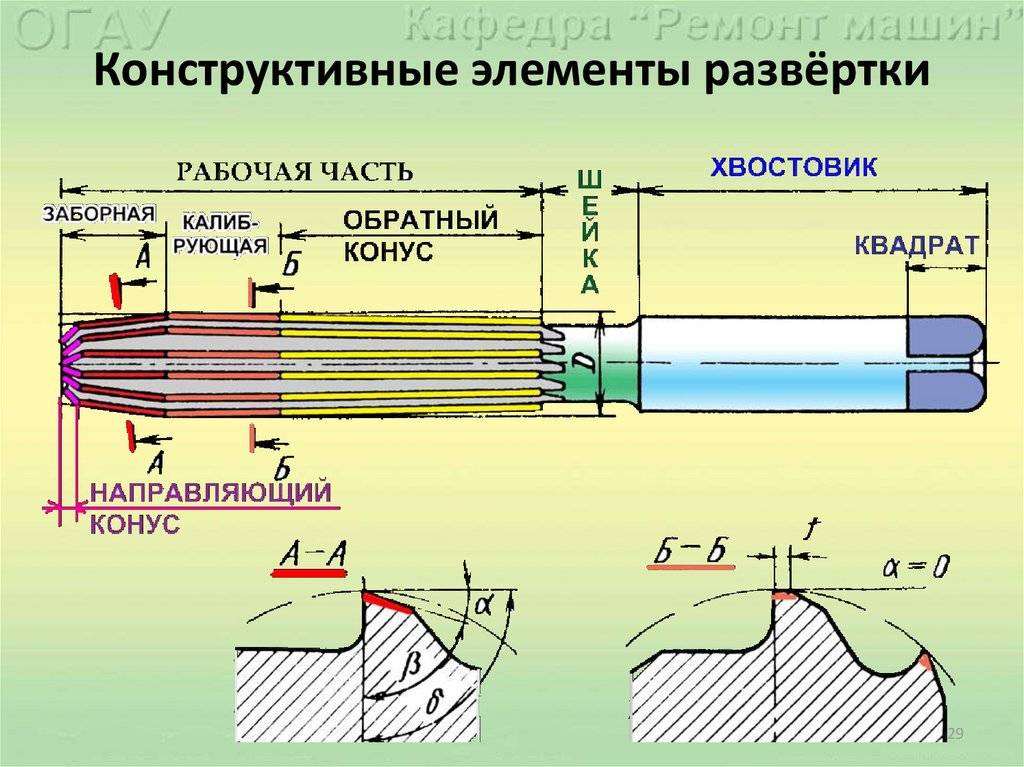
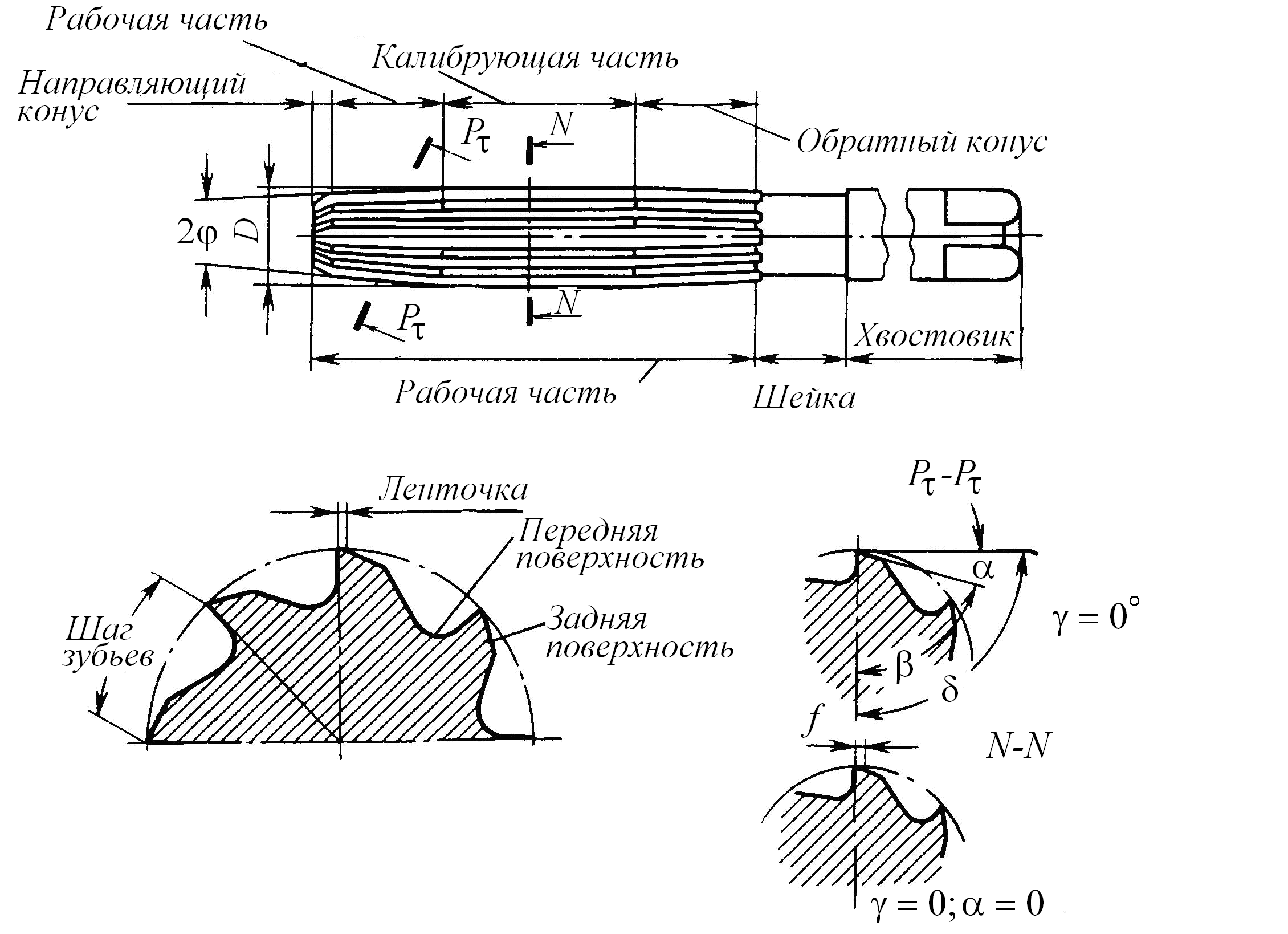
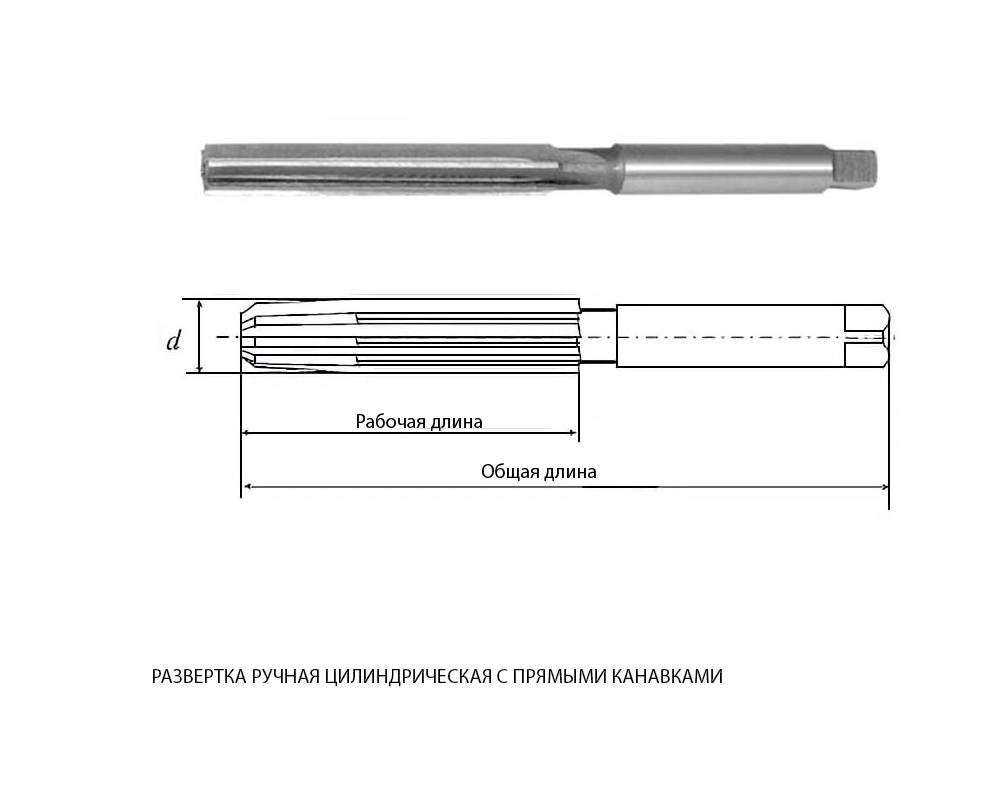
Цилиндрическая развертка (рисунок 46) состоит из рабочей части 1, шейки 5 хвостовика 6. Назначение шейки и хвостовика у разверток такое же, как у сверл и зенкеров.
Рабочая часть включает режущую 2, калибрующую 4 части и направляющий конус 3, который служит для уменьшения трения развертки о поверхность отверстия и сохранения качества обработанной поверхности при выходе инструмента.
Режущая (заборная) часть развертки на конце имеет направляющий конус (скос под углом 45°), назначение которого состоит в снятии припуска на развертывание и предохранении вершины режущих кромок от забоин. Режущие кромки заборной части образуют с осью развертки угол при вершине 2φ.
Калибрующая часть предназначена для калибрования отверстия и направления развертки во время работы. Она состоит из цилиндрического участка и участка с обратной конусностью, оба участка имеют ленточку 8. Передние 9 и задние 10 поверхности зубьев развертки как на режущей части, так и на калибрующей части, выполняются плоскими. Линия их пересечения называется главной режущей кромкой 7.
Рисунок 46 – Элементы цилиндрической развертки
Число зубьев развертки выбирают в зависимости от обрабатываемого материала, диаметра и конструкции разверток. Обычно развертки имеют четное число зубьев. Это облегчает измерение их диаметра. Положительное влияние на их работу оказывает неравномерное распределение зубьев по окружности, что способствует гашению вибраций, возникающих при работе, особенно на повышенных режимах резания в условиях недостаточной жесткости технологической системы.
Как пользоваться ручными, механическими, регулируемыми и разжимными развертками
Рассмотрим особенности инструментов.
Как пользоваться ручными развертками
Ручные развертки по металлу изготавливаются по ГОСТу 7722-77. Размерный ряд — 3–58 мм. Шаги могут варьироваться.
При выборе ручных разверток по металлу мастера обращают внимание на следующие параметры
- Габариты инструмента.
- Количество зубьев.
- Равномерность их распределения.
- Тип режущей части.
- Профиль канавок.
- Тип зажимной части.
Развертывание отверстий ручным инструментом производится при помощи воротка. Для его закрепления на конце хвостовика имеется специальный паз. Обычно все происходит по такой схеме.
- Выполняются разметка и накернивание.
- Отверстие высверливается.
- Развертка закрепляется в воротке, смазывается и вставляется в отверстие.
- Для его развертывания инструмент вращают по часовой стрелке.
- Финальный этап — проверка параметров отверстия при помощи калибра.
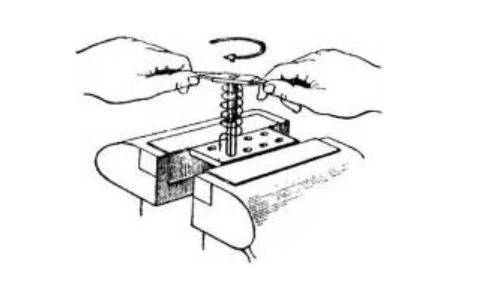
Изображение №2: развертывание отверстий ручной разверткой
Расскажем о важных особенностях.
- Ручные развертки очень эффективны. Режущие зубья имеют острые грани по всей длине.
- Диаметры передних поверхностей рабочих частей уменьшены. Инструменты легко входят в заранее подготовленные отверстия нужных диаметров.
- При увеличении количества режущих кромок повышается качество обрабатываемых отверстий.
- Развертывать отверстия необходимо плавно. Не ускоряйтесь даже при легком ходе. Избегайте рывков.
- В обратную сторону развертку вращать нельзя. Это приводит к поломке режущих кромок, а также к появлению задиров в отверстиях.
Как пользоваться машинными развертками
Машинные развертки закрепляют в патронах токарных, сверлильных и фрезерных станков. Эти инструменты имеют короткие рабочие части с крутыми углами передних кромок (до 45°). Машинное развертывание существенно повышает производительность труда.


Для обработки отверстия нужно закрепить развертку, добавить СОЖ и совместить оси. Далее необходимо задать нужную скорость вращения и запустить оборудование.
Машинные развертки и их применение имеют следующие особенности.
- Инструменты имеют большое количество режущих кромок. Качество получаемых отверстий находится на очень высоком уровне.
- Машинное развертывание требует компенсации биения шпинделя. Для устранения этого негативного фактора служат шарнирные оправки.

Фотография №6: машинное развертывание
Обработка производится на высоких скоростях. Машинные развертки имеют повышенную износостойкость.
Развертка позиционируется точно. За счет этого инструмент плавно входит в отверстие. На все зубья оказывается одинаковой давление. Это значительно повышает точность и минимизирует биение.
Скорость при развертывании меньше, чем при сверлении, примерно в 2–3 раза. Инструменты не перегреваются.
Машинное развертывание требует использования значительного количества смазывающе-охлаждающей жидкости.
Как пользоваться регулируемыми развертками
Регулируемые развертки позволяют изменять наружные диаметры режущих частей под конкретные диаметры отверстий. Это особенно полезно при обработке отверстий с дробными диаметрами.
При помощи небольших регулируемых разверток можно изменять диаметр в пределах до 1 мм. У крупногабаритных инструментов диапазоны настройки расширяются. Диаметры можно варьировать в пределах до 3 мм.

Фотография №7: регулируемая развертка по металлу
Регулируемые развертки используют так же, как и обычные. Основное отличие заключается в том, что инструменты этого типа оснащают сменными ножами, которые надежно фиксируются клиновыми вставками с накладками. Настройка производится при помощи контргайки. При затягивании диаметр обработки увеличивается, а при ослаблении — уменьшается. После настройки диаметр выверяется при помощи штангенциркуля и микрометра.
Как пользоваться разжимными развертками
Их еще называют раздвижными.

Фотография №8: разжимная развертка по металлу
Внутри такой развертки есть шарик и винт. При его закручивании шарик перемещается и распирает грани инструмента. Диаметр немного увеличивается. Использование разжимных разверток позволяет увеличивать диаметры обработки на 0,15–0,5 мм.
При закручивании винтов не рекомендуется прилагать слишком большие усилия. Корпус развертки может треснуть.
Основные приемы работы с развертками
В процессе развертывания используют машинную или ручную развёртку. Перед этим отверстия подготавливают сверлом по металлу, чей диаметр равен диаметру развёртки, но с небольшим припуском. Припуск допустим меньше диаметра развёртки примерно на 0,3 миллиметра, если работа черновая и на 0,1 миллиметр при чистовом процессе. Машинная развёртка позволяет крепить инструмент аналогично креплению сверла во время сверления.
Процесс машинного развёртывания похож на процесс высверливания. Но мастера рекомендуют выполнять эту работу после подготовки проймы и не меняя установки детали. Чтобы режущее изделие могло самоцентрировать в соответствии с осью проймы, его закрепляют, как правило, в подвижных державках. Скорость резки при развёртывании меньше, чем при обычном сверлении отверстия – в два или три раза. При этом необходимо использовать автоматическую подачу.
Нужно применять большое количество специальных жидкостей для смазки. Скорость подачи зависит от количества оборотов режущего инструмента: чем их меньше, тем выше стойкость развёртки и лучше качество развёртываемой проймы в заготовке. В процессе ручного развёртывания изделие закрепляют в воротке, после чего смазывают. Ось проймы и ось развёртки должны полностью совпасть. После установки инструмента мастер начинает вращать его с небольшим нажимом в правую сторону. Вращать нужно аккуратно, без резких рывков, непрерывно, без изменения скорости. Вращение в обратную сторону категорически недопустимо при ручной развёртке, потому что режущие зубья инструмента могут сломаться. Ручную развёртку делают за один проход.

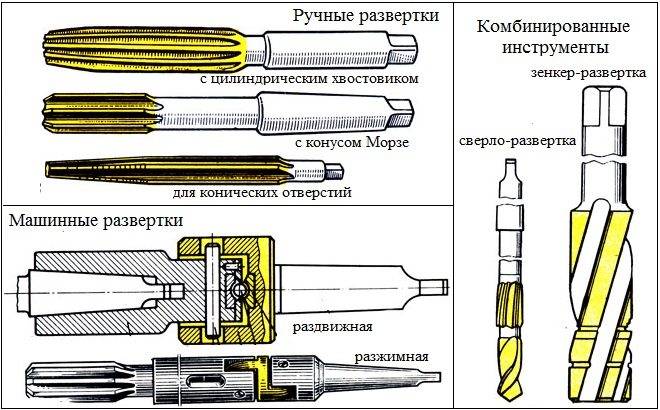
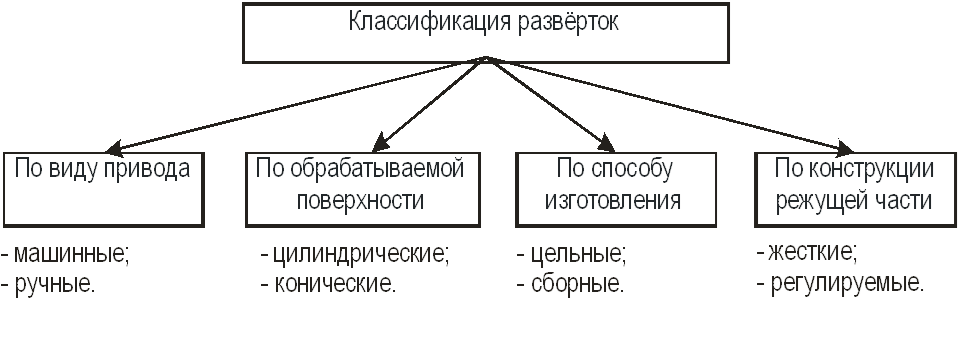
Разделение разверток по типам
По конфигурации отверстий:
- цилиндрические;
- конические, для обработки котельных (заклепочных), инструментальных, других конусов;
- ступенчатые.
По точности:
- С указанием квалитетов цилиндрических отверстий.
- С указанием качества конических отверстий – черновое, промежуточное, чистовое.
- №1…№6 – развертки цилиндрического профиля с калиброванным припуском. Предназначены для шлифовки инструментов требуемого размера.
- Развертки с регулировкой: шкворневые, разжимные, раздвижные.
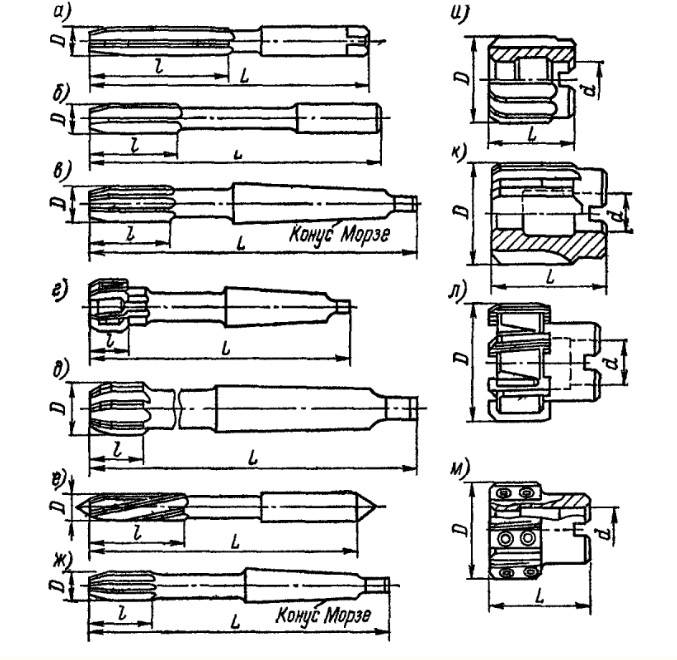
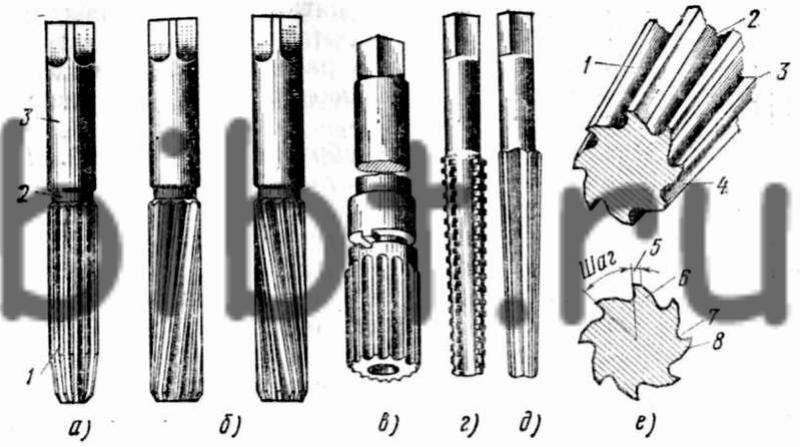
Рис. 2 Развертки: а — коническая черновая; б — коническая промежуточная; в — коническая чистовая; г — цилиндрическая с прямыми зубьями; д — цилиндрическая регулируемая; е — цилиндрическая разжимная.
По методам зажима инструментов:
- ручные, под вороток, с квадратным хвостовиком;
- механизированные, цилиндрический хвостовик;
- механизированные, конический хвостовик;
- насадные машинные, устанавливаются в оправку, применяются для обработки больших инструментов.
По уникальным свойствам:
- канавки для отвода стружки – спиральные либо пряме;
- число кромок резания Z;
- металл для изготовления.
Устройство и характеристики
Стандартная развертка состоит из следующих частей:
- Рабочая часть – оказывает непосредственное воздействие на материал, формируется продольными зубьями.
- Переходная шейка – цилиндрическая зона инструмента, выступающая переходным звеном между предыдущей и следующей частями.
- Хвостовик – необходим для зажима инструмента в воротке, либо же патроне машинного оборудования.

Рабочая часть делится на несколько зон, сформированных гранями зубьев:
- Заборная часть, в самом начале которой находится направляющий конус. В этой зоне на каждом зубе имеется до остра заточенная режущая кромка, выбирающая материал с внутренней части отверстия.
- Калибрующая часть – отвечает за калибровку отверстия. Тут грани зубьев образуют так называемую цилиндрическую ленточку (плоскую поверхность), повышающую размерную стойкость инструмента.
- Задний конус – место примыкания зубьев к переходной шейке.
Между зубьями находятся канавки, отводящие стружку.
Они бывают прямые (встречаются чаще всего) и спиральные (винтовые, предпочтительны при работе с прерывистыми поверхностями).
В последнем случае направление винта, формируемого канавками, противоположно направлению вращения инструмента.
Так достигается устойчивость к заеданию и самозатягиванию.
Материал
При изготовлении развертки используется в основном инструментальная легированная сталь марки 9ХС, а также быстрорежущие стали P18 и P9.
Марка стали, используемая в производстве инструмента, подбирается с учетом материала, который предполагается обрабатывать.
Размеры
Цилиндрические ручные модели в длину достигают 80 – 360 мм, где рабочая часть занимает 40 – 190 мм.
Диаметр инструмента находится в пределах 3-50 мм, а длина режущей части составляет 4 – 10 диаметров.
Величина переднего угла от 5° до 10°, а заднего от 5° до 12°.

Длина конических ручных вариантов составляет 55 – 170 мм, из которых режущая часть занимает 24 – 90 мм.
Максимальный и минимальный диаметры конуса достигают соответственно 7,67 – 45,715 мм и 6,39 – 40,978 мм.
Что касается машинных разверток, кроме стандартных вариантов, существуют модели с удлиненной рабочей частью, конструкция и размеры которых указаны в ГОСТ 11175-70.
Развертки диаметром 1 – 120 мм с припуском под доводку обозначаются номерами от 1 до 6.
Такая нумерация устанавливает соответствие между номинальным диаметром инструмента и его предельным отклонениям.
Зубья
Количество зубьев варьируется в пределах 6 – 14 штук, однако, существуют варианты на 16 зубьев, которые применяются в основном на высокоточном оборудовании.
Вообще число зубьев зависит от их собственной жесткости, причем в обратной пропорции.
Чем их больше, тем выше чистота итогового отверстия, но хуже отводится стружка и ниже прочность каждого зуба.
Чтобы проще контролировать диаметр развертки, количество зубьев всегда устанавливается четным.
В зависимости от наклона зубьев относительно оси вращения инструмента, развертка бывает прямозубая и косозубая.
Кроме того, разные модели могут иметь равный и разный шаг, то есть расстояние между соседними зубьями.
Что касается заточки, различают острозаточенные (остроконечные) и затылованные зубья.
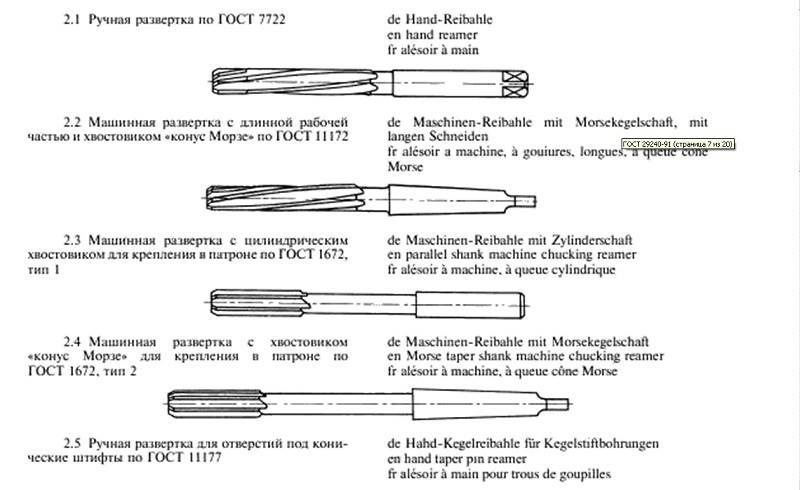
Для разверток разработано достаточно большое количество нормативных документов, среди которых основные:
- ГОСТ 29240-91 – типы, определения и термины.
- ГОСТ 11173-76 – для моделей с припуском под доводку.
- ГОСТ 7722-77 – для ручных вариантов.
- ГОСТ 1672-80 – для цельных машинных моделей.
Когда нужны расчеты
Параметры рассчитываются на калькуляторе или с помощью онлайн-программ
Какую площадь должна иметь поверхность трубопровода, важно знать в следующих случаях. При расчете теплоотдачи «теплого» пола или регистра
Здесь высчитывается суммарная площадь, которая отдает помещению тепло, исходящее из теплоносителя
При расчете теплоотдачи «теплого» пола или регистра. Здесь высчитывается суммарная площадь, которая отдает помещению тепло, исходящее из теплоносителя.



Когда определяются потери тепла по пути от источника тепловой энергии к обогревательным элементам – радиаторам, конвекторам и т.д. Чтобы определить количество и размеры таких приборов, нужно знать величину калорий, которой мы должны располагать, а она выводится с учетом развертки трубы.
Для определения необходимого количества теплоизоляционного материала, антикоррозийного покрытия и краски. При строительстве магистралей протяженностью в километры, точный расчет экономит предприятию немалые средства.
При определении рационально оправданного сечения профиля, которое могло бы обеспечить максимальную проводимость водопроводной или отопительной сети.