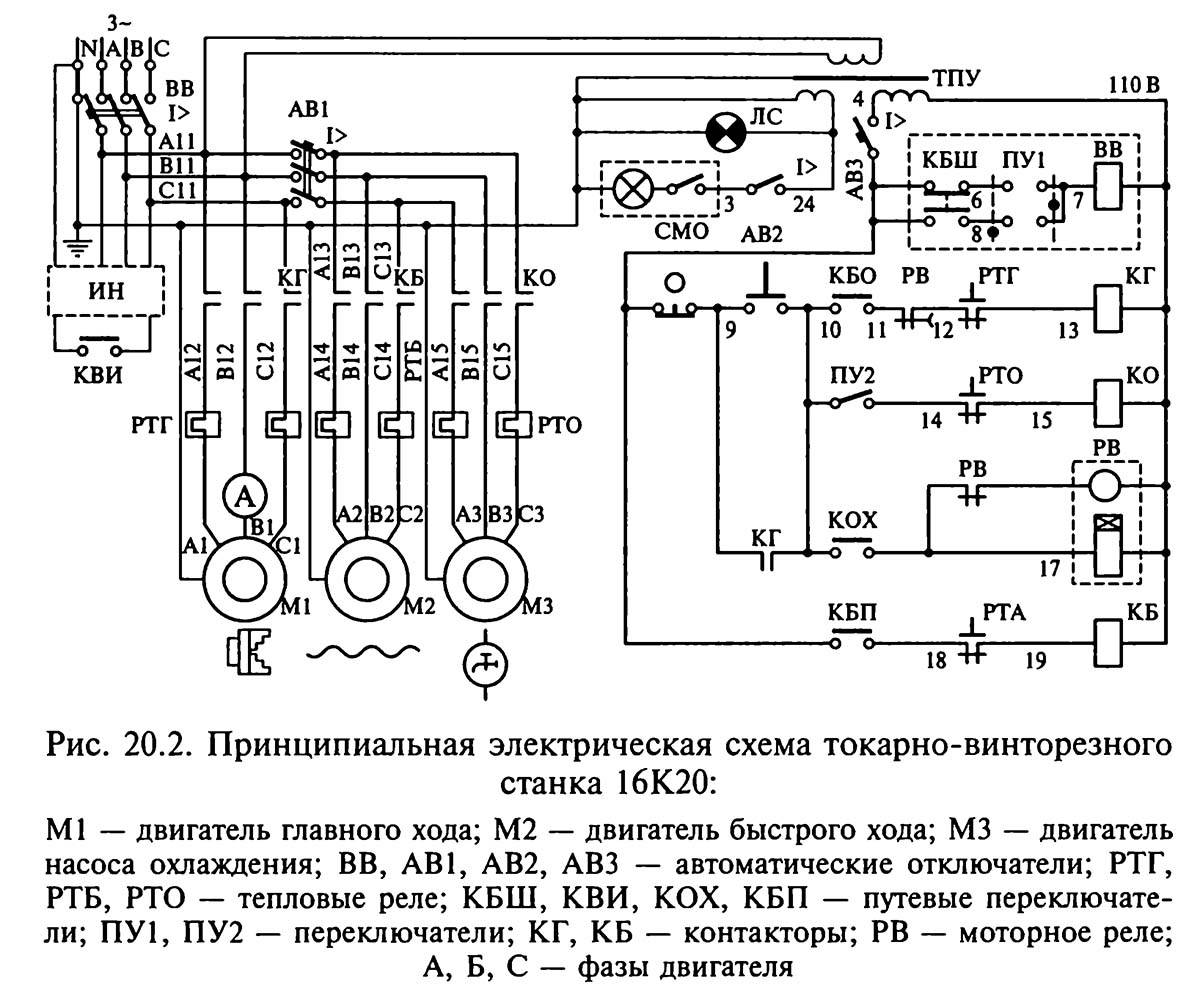
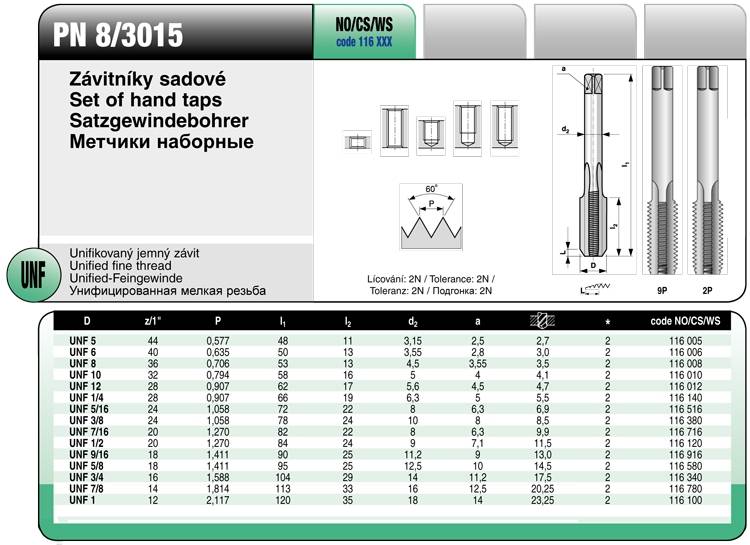
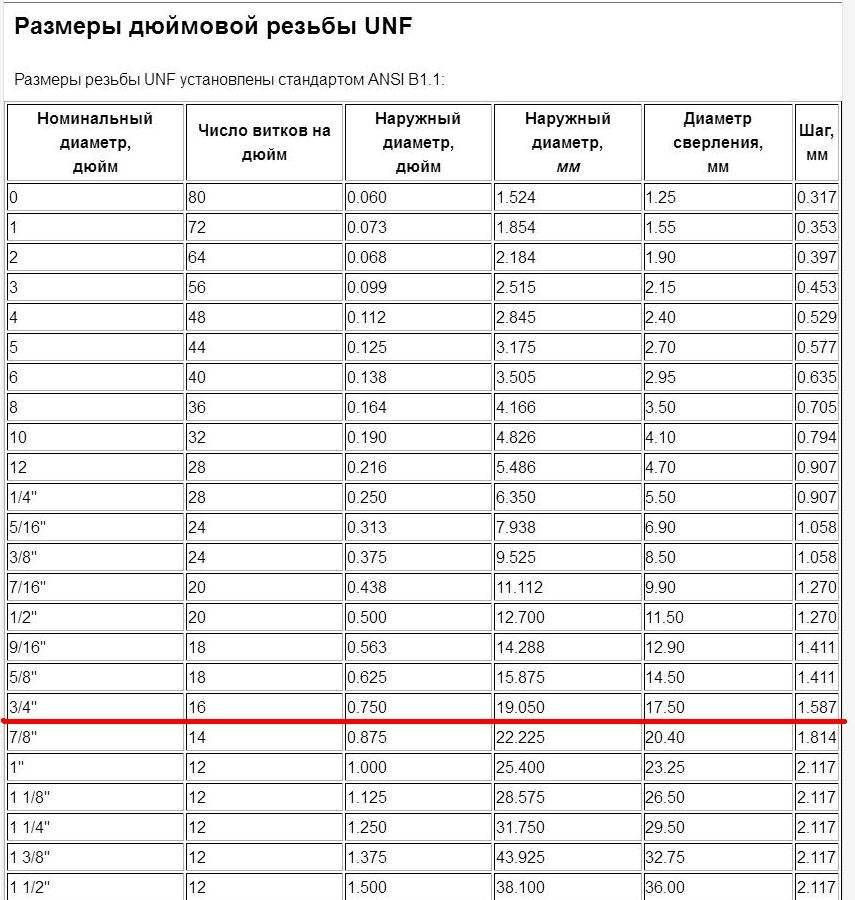
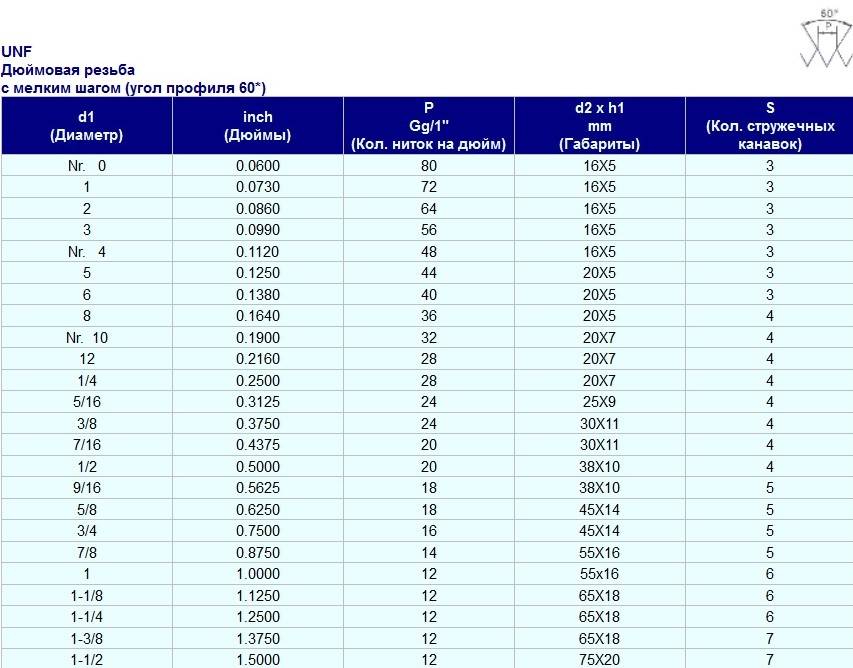
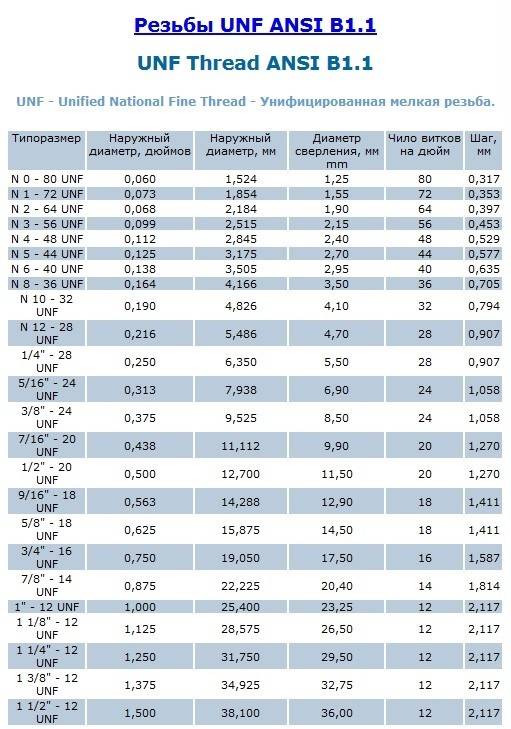
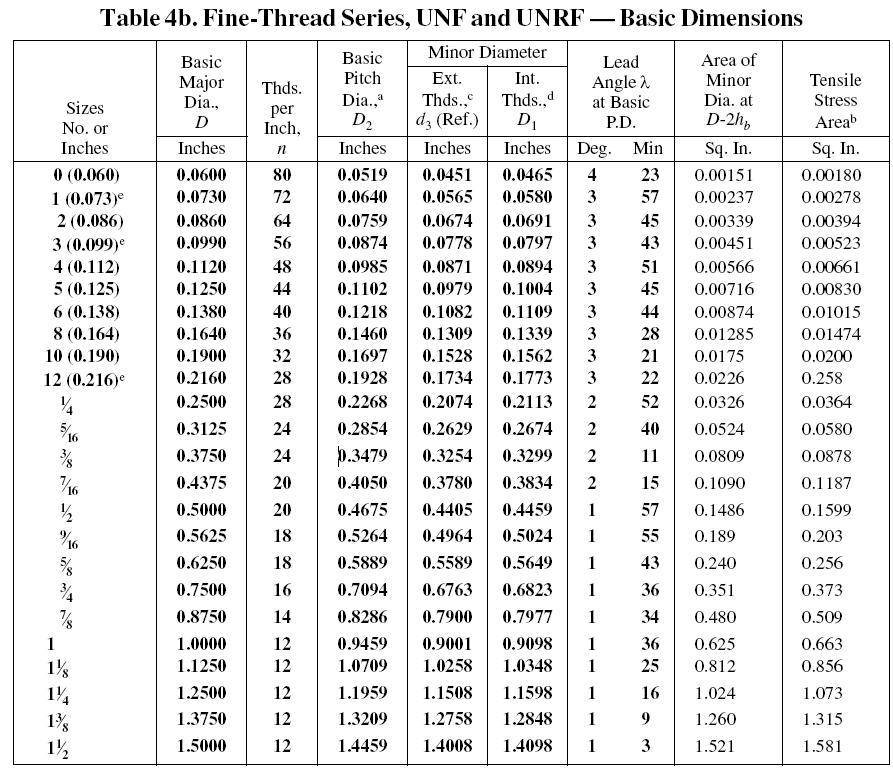
Применение резьбы UNF
Тонкая резьба не подходит для эксплуатации при высоких динамических нагрузках и значительных напряжениях при растяжении – она используется для позиционирования, регулировки, фиксации и пр. Резьбу с малым шагом сложнее ослабить, поэтому UNF применяется в соединениях, требующих уплотнения и подверженных воздействию вибрации.
UNF thread используют для крепления тонкостенных деталей измерительных инструментов, например, линз оптических приборов, элементов микрометров, крышек батарейных отсеков и пр. Тонкая резьба имеет небольшую высоту и требует аккуратного обращения во избежание повреждений, влияющих на качество сборки.
В компании ЕМК вы можете купить изделия с резьбой UNF ANSI / ASME B1.1. Мы работаем напрямую с заводами-изготовителями и обеспечиваем комплексные поставки металлоизделий на всей территории СНГ. Продукция проходит контроль качества и имеет сертификаты соответствия требованиям стандартов. Заказать резьбовой крепеж UNF можно по телефону и через сайт.
Коническая резьба NPT/NPTF: основные характеристики и стандарты
Внешний вид конической NPT резьбы Резьба NPT/NPTF (с англ. national pipe taper/national pipe tapered fuel) представляет собой американский стандарт на конусную трубную резьбу. Этот стандарт применятся к трубам и арматурным изделиям, которые изготовлены в США.
Конусная трубная резьба NPT соответствует ГОСТу 6111-52 «Резьба коническая дюймовая с углом профиля 60 градусов», который действует на территории большинства стран СНГ.
Национальная ассоциация по гидравлическим приводам Соединенных Штатов не советует использовать стандарты NPT и NPTF в гидравлике. Но несмотря на это применение этих стандартов очень распространено.
Схема NPT резьбы
Виды дюймовой резьбы:
- NPT – резьба с конусностью 1:16 и углом профиля 60°. Такая резьба соответствует стандартам ANSI B1.21.1, FED-STD-H28/7 .
- NPS – цилиндрическая резьба.
- NPTF – герметичная дюймовая резьба с углом профиля 60°, уплотнение происходит за счет смятия резьбы. Этот вид дюймовой резьбы соответствует стандартам SAE J476, ANSI B1.20.3, FED-STD-H28/8.
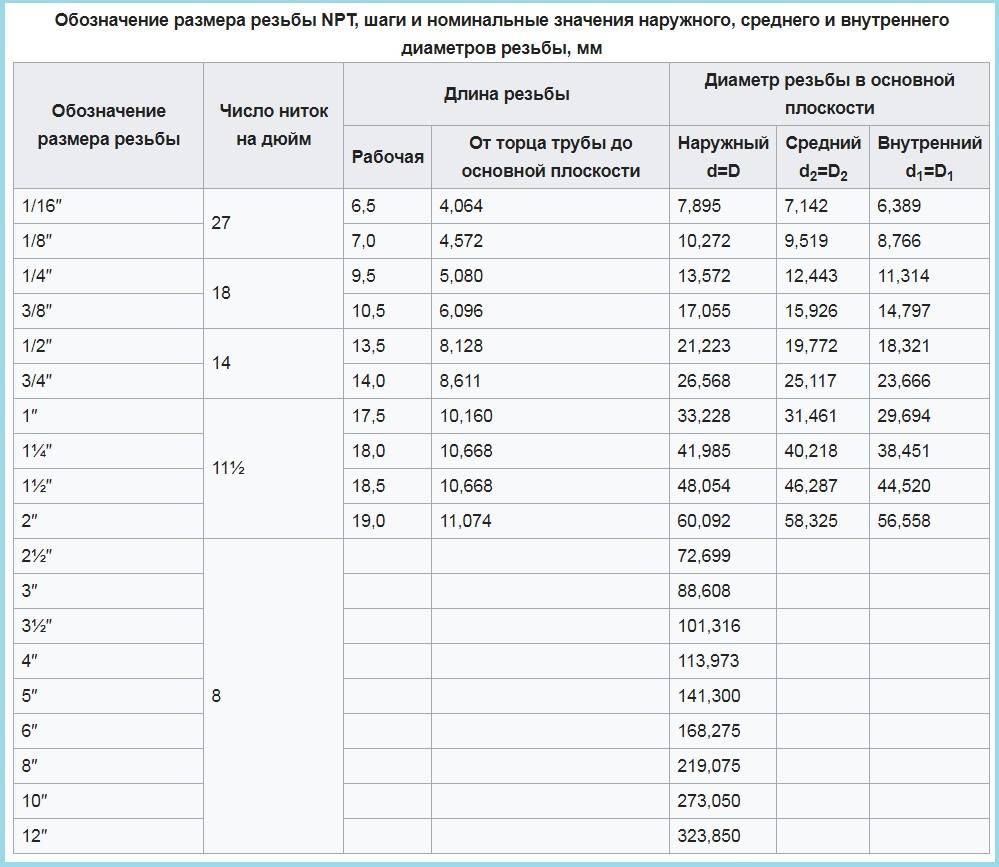
Основные параметры самых распространенных резьбовых соединений NPTF:
| Номинальный диаметр, дюйм | Основной диаметр, мм | Отверстие под резьбу, мм | Число витков на дюйм | Шаг, мм |
| NPTF 1/16″ | 7.870 | 6.00 | 27 | 0.940 |
| NPTF 1/8″ | 10.217 | 8.25 | 27 | 0.940 |
| NPTF 1/4″ | 13.577 | 10.70 | 18 | 1.411 |
| NPTF 3/8″ | 17.016 | 14.10 | 18 | 1.411 |
| NPTF 1/2″ | 21.211 | 17.40 | 14 | 1.814 |
| NPTF 3/4″ | 26.566 | 22.60 | 14 | 1.814 |
| NPTF 1″ | 33.195 | 28.50 | 11.5 | 2.209 |
| NPTF 1 1/4″ | 41.952 | 37.00 | 11.5 | 2.209 |
| NPTF 1 1/2″ | 48.021 | 43.50 | 11.5 | 2.209 |
| NPTF 2″ | 60.060 | 55.00 | 11.5 | 2.209 |
| NPTF 2 1/2″ | 72.642 | 65.50 | 8 | 3.175 |
| NPTF 4″ | 113.913 | 107.00 | 8 | 3.175 |
Основные параметры самых распространенных резьбовых соединений NPT:
| Номинальный диаметр, дюйм | Основной диаметр, мм | Отверстие под резьбу, мм | Число витков на дюйм | Шаг, мм |
| NPT 1/16″ | 7.870 | 6.00 | 27 | 0.940 |
| NPT 1/8″ | 10.217 | 8.25 | 27 | 0.940 |
| NPT 1/4″ | 13.577 | 10.70 | 18 | 1.411 |
| NPT 3/8″ | 17.016 | 14.10 | 18 | 1.411 |
| NPT 1/2″ | 21.211 | 17.40 | 14 | 1.814 |
| NPT 3/4″ | 26.566 | 22.60 | 14 | 1.814 |
| NPT 1″ | 33.195 | 28.50 | 11.5 | 2.209 |
| NPT 1 1/4″ | 41.952 | 37.00 | 11.5 | 2.209 |
| NPT 1 1/2″ | 48.021 | 43.50 | 11.5 | 2.209 |
| NPT 2″ | 60.060 | 55.00 | 11.5 | 2.209 |
| NPT 2 1/2″ | 72.642 | 65.50 | 8 | 3.175 |
| NPT 4″ | 113.913 | 107.00 | 8 | 3.175 |
| NPT 5″ | 141,300 | 134,384 | 8 | 3.175 |
| NPT 6″ | 168,275 | 161,191 | 8 | 3.175 |
| NPT 8″ | 219,075 | 211,673 | 8 | 3.175 |
| NPT 10″ | 273,050 | 265,311 | 8 | 3.175 |
| NPT 12″ | 323,850 | 315,793 | 8 | 3.175 |
Для создания NPT (NPTF) соединения применяются специальные резьбонарезные установки с метчиком (плашкой или резьбонарезной головой).
ПрофИнст Строй предлагает вашему вниманию оборудование, с помощью которого вы сможете качественно нарезать NPT (NPTF) резьбу на трубах и заготовках:
- Резьбонарезные головы от 1/2 до 2 дюймов. Предназначены для качественной высокопроизводительной нарезки резьбы. Безопасная и быстрая замена.
- Ручные резьбонарезные клуппы от 1/2 до 1.1/4 дюймов. Предназначены для нарезания трубной конической резьбы на водопроводных, электрических или газовых трубах. Обладает высокой производительностью и удобный в транспортировке.
- Ручные резьбонарезные клуппы от 1/2 до 2 дюймов. Могут широко использоваться при монтаже оборудования и в строительной промышленности, идеально подходят для повышения производительности труда, сокращения времени строительства, обеспечения его качества, а также снижения интенсивности труда.
- Электрические резьбонарезные станки от 1/2 до 2 дюймов. Высокопроизводительный резьбонарезной станок для мобильного и стационарного использования. Подходит для долговременной эксплуатации в интенсивном режиме в цехе и на стройплощадке, применяется при монтаже систем отопления и водоснабжения и в серийном производстве. Станок нарезает точную резьбу очень высокого качества.
- Электрические резьбонарезные станки от 1/2 до 3 дюймов. Станок предназначен для нарезки винтовой и цилиндрической резьбы на трубах. Используется для изготовления точных, надежных резьбовых соединений на трубах и болтах в соответствии с нормами. Он рассчитан на длительное промышленное использование.
- Электрические резьбонарезные станки от 1/2 до 4 дюймов. Станок предназначен для нарезки трубной и метрической резьбы. Используется для изготовления точных, надёжных резьбовых соединений на трубах и шпильках в соответствие с нормами.
Резьба NPT используется в соединениях с повышенными требованиями к герметичности. Соединения с такой резьбой способны выдерживать сильное давление циркулирующей среды по трубопроводу.
Чтобы купить оборудование для нарезания конической резьбы NPT (NPTF) на трубах, свяжитесь с менеджерами ПрофИнст Строй по контактным телефонам: +375 (17) 256-22-55, +375 (29) 602-00-80, +375 (29) 766-07-00, мы подробно расскажем об особенностях работы, устройстве и специфике данного типа оборудования.
Способы нарезки
Дюймовая резьба может наноситься практически на любые цилиндрические или конические детали. Это могут быть трубы, болты, специальные заготовки и так далее. Основные способы нарезки:
- Ручная нарезка. При таком способе обработки нарезка осуществляется с помощью метчика или плашки. Главным плюсом технологии является высокая мобильность методики. Рабочему не нужно нести заготовку в цех для нарезки — можно взять с собой весь необходимый инструмент, чтобы выполнить нарезку на месте. Для нарезки рекомендуется зафиксировать заготовку в тисках. Потом нужно надеть плашку на конец трубы либо вставить метчик во внутреннюю часть трубы. После этого нужно провернуть инструмент для создания внутренней или внешней резьбы на детали. Чтобы упростить работу, рекомендуется использовать плоскогубцы или похожее оборудование. При необходимости ручную нарезку можно выполнить в несколько заходов (это увеличит качество обработки).
- Применение токарных станков. В таком случае обработка выполняется с помощью нарезного резца, который можно использовать для создания внешней или внутренней резьбы. Станки обычно имеют крупные габариты и электрическое питание, что делает их не слишком мобильными. Для нарезки заготовка фиксируется в патроне станка, а резец вставляется в суппорт. После включения станка выполняется нарезание детали, а с помощью суппорта регулируется скорость работы, направление подачи резца. Современные токарные станки могут оборудоваться панелью ЧПУ, что позволяет автоматизировать ряд процедур и упростить задачу рабочему.
Каждая из технологий обладает своими плюсами и минусами. Ручную нарезку рекомендуется использовать в случае небольшого количества деталей (домашнее производство или небольшая мастерская). Токарная нарезка подойдет для крупных или средних производств с высокой производственной загруженностью. Перед проведением работ необходимо оценить параметры изделия (толщина, жесткость, габариты). В случае больших крупногабаритных деталей рекомендуется станковый способ обработки, поскольку ручная нарезка может быть невозможна по объективным причинам (рабочий будет быстро уставать, что снизит скорость нарезки).
Дюймовая резьба — таблица, размеры, виды
Крепеж с помощью резьбы известен еще со времен античности. Ученые до сих пор находят остатки деталей, внешне напоминающих современные винты и гайки. Но наибольшее распространение резьба получила во времена промышленной революции 18-го века.
Первоначально распространению разъемного резьбового соединения мешало отсутствие стандартизации, что лишало возможности обеспечения взаимозаменяемости изделий. Решил данную проблему талантливый английский инженер Чарльз Витворт. Он разработал единую систему размеров и обозначения, использовав для этого английский дюйм.
Так появилась на свет дюймовая резьба. А все размеры занесены в таблицу по ГОСТ.
Параметры
Дюймовая резьба представляет собой разъемное соединение треугольного профиля, угол вершин которых равен 55 градусам. Ее единица измерения — дюймы. Стоит отметить сразу, что в России использование дюймовой резьбы при проектировании новых изделий запрещено.
Ее применение разрешается только в случае изготовления запасных частей оборудования, на которые уже ранее была изготовлена дюймовая резьба.
Помимо этого, разрешается воспользоваться данной резьбой в качестве трубного соединения и при изготовлении уплотняющих гидравлических элементов.
Дюймовая, как и любая другая, характеризуется следующими основными параметрами:
- Наружный диаметр – расстояние между вершинами витков, расположенных на противоположных сторонах резьбы. Чем больше величина этого параметра, тем большую осевую нагрузку может выдержать резьба. Обратной стороной медали является ухудшение герметичности, связанное с накоплением погрешностей при нарезке резьбы.
- Номинальный (средний) диаметр — окружность, вписанная в профиль резьбы, диаметр которой зависит от шага, и занимает промежуточное положение между внутренним и наружным диаметром. Данный параметр в обычных условиях тяжело измерить, и для его определения существует справочная таблица по резьбам.
- Внутренний диаметр – диаметр окружности, вписанной по впадинам профиля резьбы.
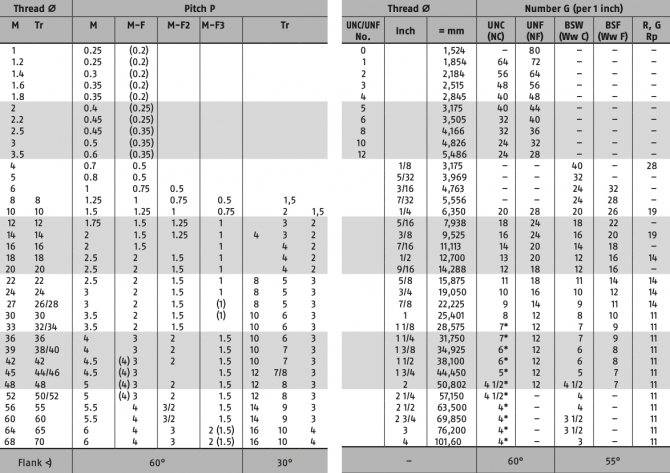
- Шаг – расстояние между соседними гребешками резьбового соединения. Данный параметр измеряется в количестве витков на дюйм. Величина шага характеризует значение и распределение напряжения между витками дюймовых резьб. Конструкторы в своей практике увеличивают шаг при воздействии на резьбу больших механических нагрузок. Если же к резьбе предъявляются требования по сохранению герметичности, то шаг уменьшается.
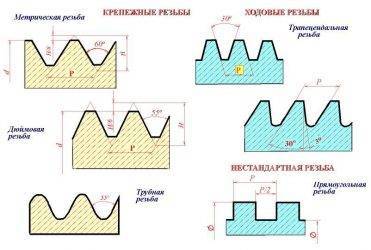
- Угол подъема витков – угол между боковыми сторонами профиля витков. Первоначально его значение для всех видов дюймовых резьб составлял 55 градусов. Но сейчас все больше и больше встречаются дюймовые резьбы с углом профиля 60 градусов.
Чем отличается дюймовая резьба от метрической
Конструктивное отличие дюймовой резьбы от метрической заключается в более острых гребнях: они расположены под углом 55° друг к другу, тогда как у метрической резьбы угол между гребнями составляет 60°.
Благодаря более острым углам гребней, дюймовая резьба обеспечивает повышенное качество соединения. За счет этого узел сопряжения лучше выдерживает переменные нагрузки и высокое давление, что имеет большое значение при монтаже трубопроводов. В некоторых случаях дюймовые резьбы применяют при изготовлении винтов, болтов и других метизов, при производстве деталей некоторых видов техники (например, они широко применяются в фотоаппаратах).
Для определения параметров разных видов резьб применяют разные единицы измерения. Для метрической используются миллиметры, а для дюймовой — дюймы. Размеры дюймовой резьбы указываются в дробных и целых числах. Шаг дюймовой резьбы в таблицах может указываться в нитках — количестве витков, нарезанных на одном дюйме длины.
Определить соответствующие основные размеры резьбы метрической и дюймовой разных видов можно по специальным таблицам. Пример такой таблицы:
В чем отличие метрической резьбы от дюймовой?
Дюймовая резьба – это резьба, все параметры которой выражены в дюймах, шаг резьбы в долях дюйма (дюйм = 2,54 см). Для трубной дюймовой резьбы размер в дюймах характеризует условно просвет в трубе, а наружный диаметр самой трубы немного больше.
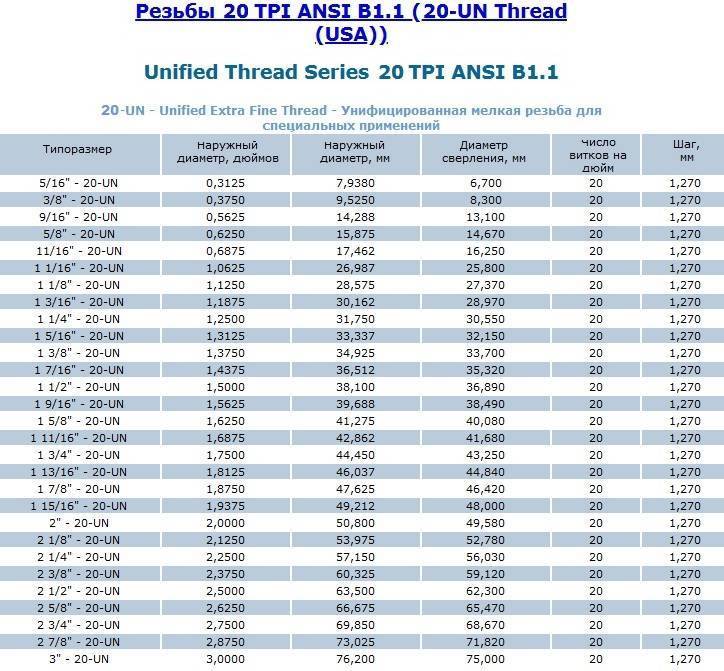
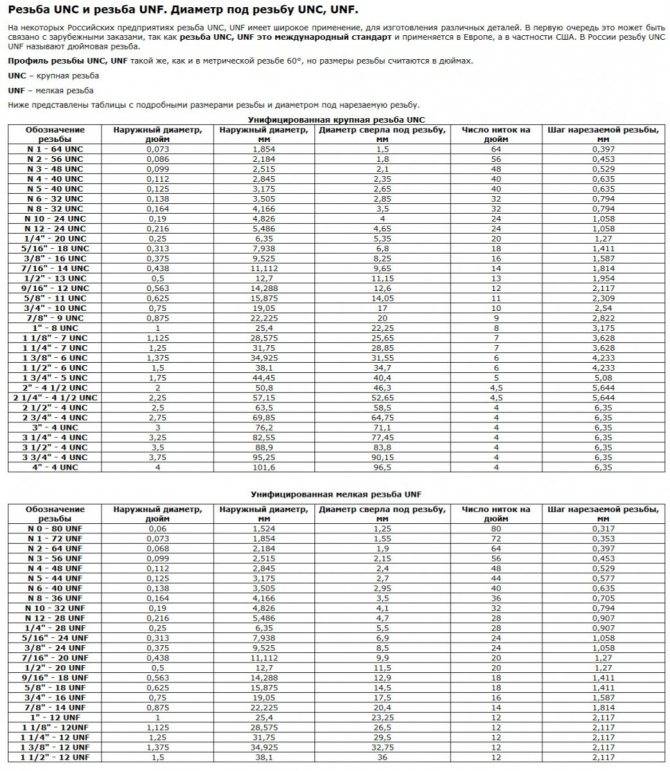
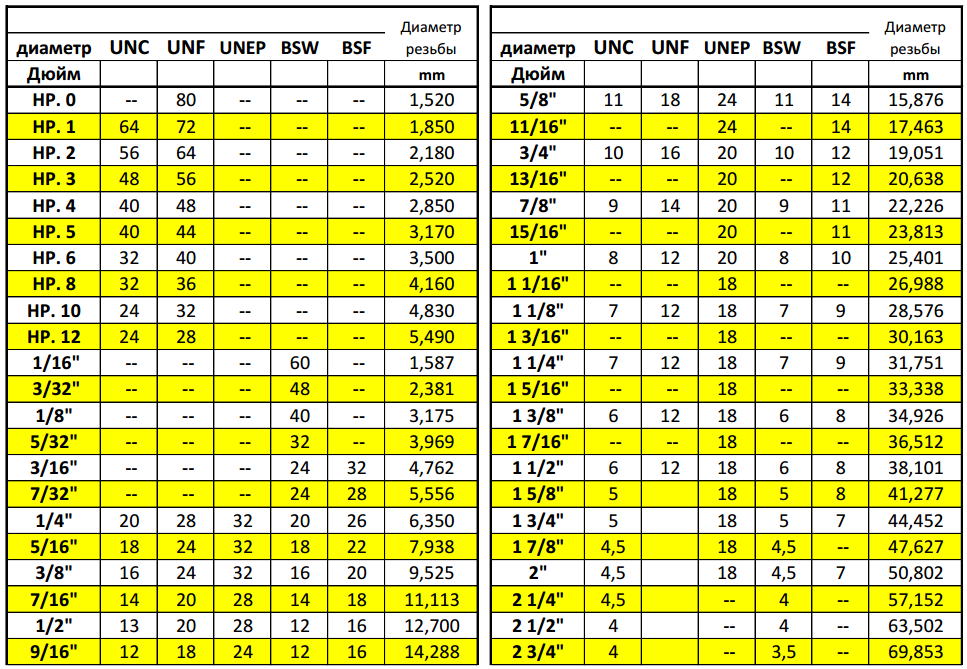

Дюймовая резьба применяется в резьбовых соединениях и винтовых передачах. Дюймовая резьба бывает следующих видов:
- Дюймовая цилиндрическая – UTS (Unified Thread Standard). Такая резьба широко распространена в США и Канаде. Угол при вершине у такой резьбы составляет 60 градусов. В зависимости от шага подразделяется на: UNC (Unified Coarse); UNF (Unified Fine); UNEF (Unified Extra Fine); 8UN; UNS (Unified Special). Наибольшее распространение получила резьба UNC. Такая резьба соответствует стандарту ANSI 1.
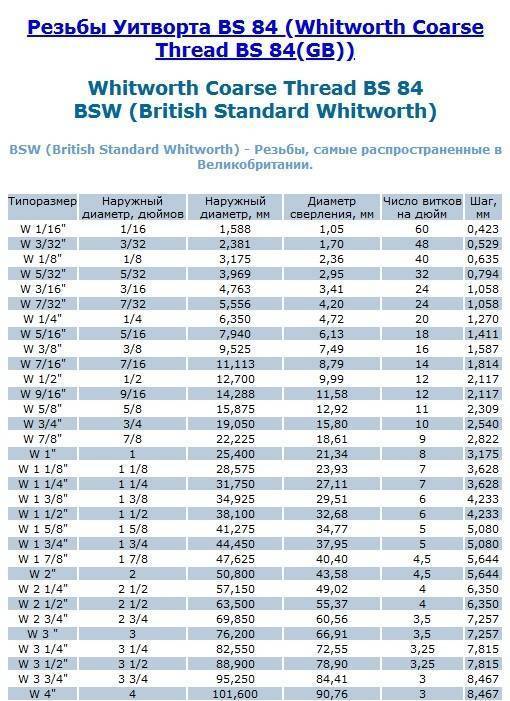
- Дюймовая резьба британского стандарта – BSW . Резьба с мелким шагом называется BSF (British Standard Fine). Угол при вершине у такой резьбы 55 градусов.
- Дюймовая коническая NPT или цилиндрическая NPS. Соответствует стандарту ANSI/ASME 20.1. Такая резьба применяется для трубных соединений. Имеет угол при вершине 60 градусов. В России такой резьбе соответствует ГОСТ 6111-52.
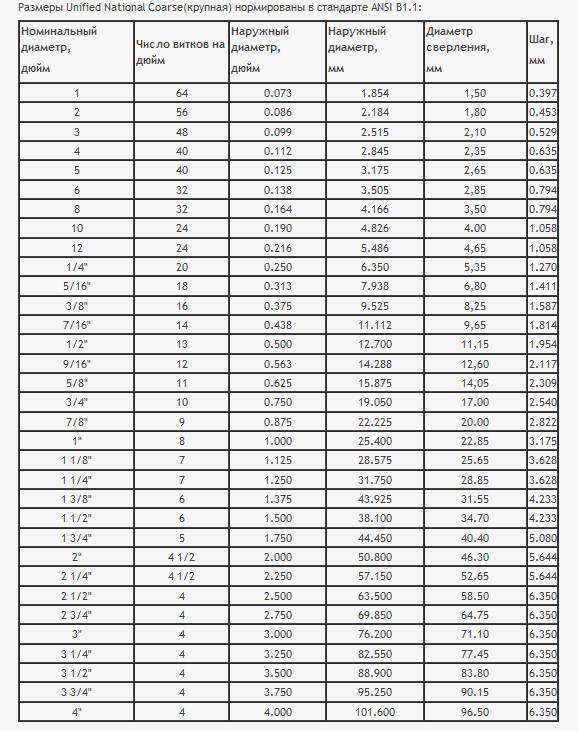
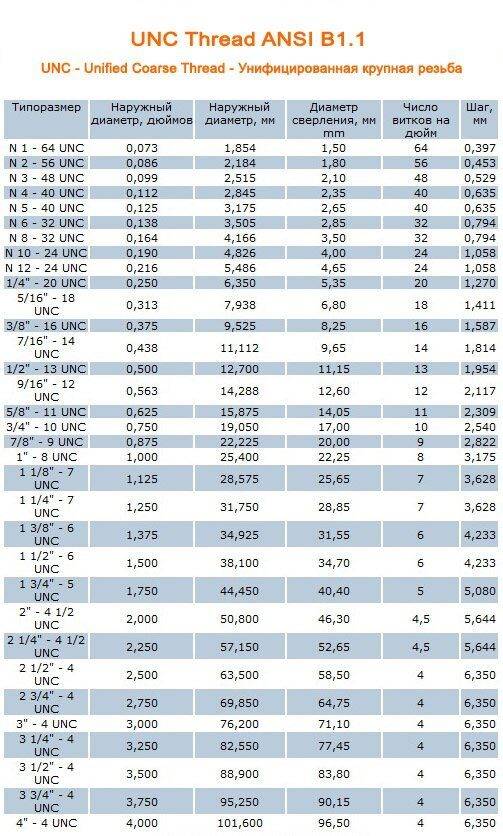
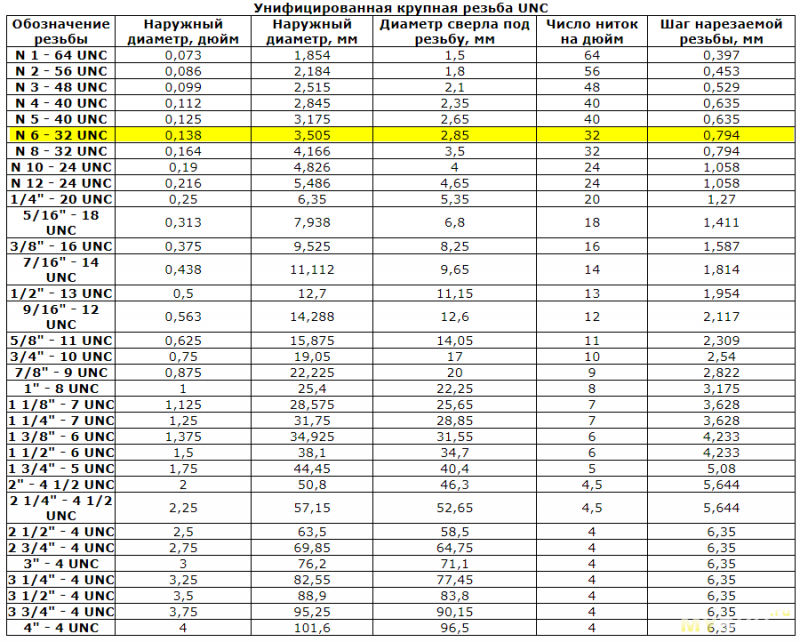
Наиболее часто в России в последнее время можно встретить крепёж с дюймовой резьбой UNC (унифицированная крупная резьба).
Такой крепёж часто встречается на ввозимой в нашу страну технике (газонокосилки, триммеры, генераторы, культиваторы, автомобили американской сборки и т.д.) из США, Китая и некоторых других стран.
При работе с дюймовым крепежом необходимо помнить, что размеры ключей для дюймового крепежа отличаются от ключей для метрического крепежа.
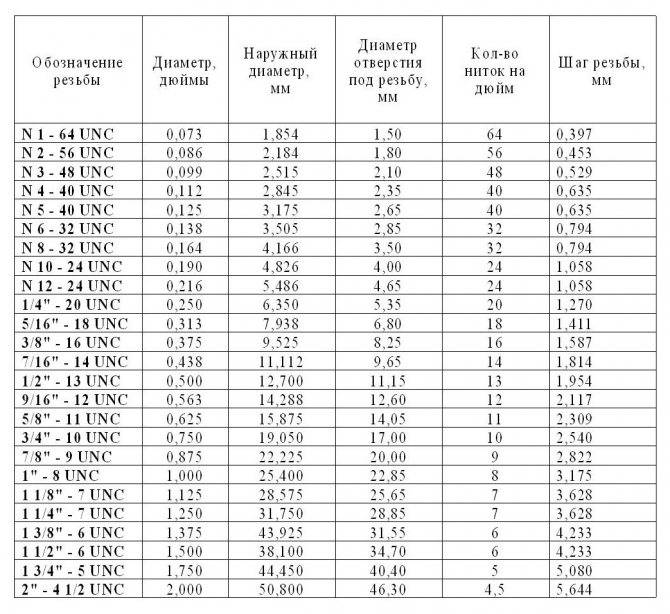
Основные размеры дюймового крепежа UNC приведены в таблице дюймовых резьб
| N 1 – 64 UNC | 0,073 | 1,854 | 1,50 | 64 | 0,397 |
| N 2 – 56 UNC | 0,086 | 2,184 | 1,80 | 56 | 0,453 |
| N 3 – 48 UNC | 0,099 | 2,515 | 2,10 | 48 | 0,529 |
| N 4 – 40 UNC | 0,112 | 2,845 | 2,35 | 40 | 0,635 |
| N 5 – 40 UNC | 0,125 | 3,175 | 2,65 | 40 | 0,635 |
| N 6 – 32 UNC | 0,138 | 3,505 | 2,85 | 32 | 0,794 |
| N 8 – 32 UNC | 0,164 | 4,166 | 3,50 | 32 | 0,794 |
| N 10 – 24 UNC | 0,190 | 4,826 | 4,00 | 24 | 1,058 |
| N 12 – 24 UNC | 0,216 | 5,486 | 4,65 | 24 | 1,058 |
| 1/4″ – 20 UNC | 0,250 | 6,350 | 5,35 | 20 | 1,270 |
| 5/16″ – 18 UNC | 0,313 | 7,938 | 6,80 | 18 | 1,411 |
| 3/8″ – 16 UNC | 0,375 | 9,525 | 8,25 | 16 | 1,587 |
| 7/16″ – 14 UNC | 0,438 | 11,112 | 9,65 | 14 | 1,814 |
| 1/2″ – 13 UNC | 0,500 | 12,700 | 11,15 | 13 | 1,954 |
| 9/16″ – 12 UNC | 0,563 | 14,288 | 12,60 | 12 | 2,117 |
| 5/8″ – 11 UNC | 0,625 | 15,875 | 14,05 | 11 | 2,309 |
| 3/4″ – 10 UNC | 0,750 | 19,050 | 17,00 | 10 | 2,540 |
| 7/8″ – 9 UNC | 0,875 | 22,225 | 20,00 | 9 | 2,822 |
| 1″ – 8 UNC | 1,000 | 25,400 | 22,25 | 8 | 3,175 |
| 1 1/8″ – 7 UNC | 1,125 | 28,575 | 25,65 | 7 | 3,628 |
| 1 1/4″ – 7 UNC | 1,250 | 31,750 | 28,85 | 7 | 3,628 |
| 1 3/8″ – 6 UNC | 1,375 | 34,925 | 31,55 | 6 | 4,233 |
| 1 1/2″ – 6 UNC | 1,500 | 38,100 | 34,70 | 6 | 4,233 |
| 1 3/4″ – 5 UNC | 1,750 | 44,450 | 40,40 | 5 | 5,080 |
| 2″ – 4 1/2 UNC | 2,000 | 50,800 | 46,30 | 4,5 | 5,644 |
| 2 1/4″ – 4 1/2 UNC | 2,250 | 57,150 | 52,65 | 4,5 | 5,644 |
| 2 1/2″ – 4 UNC | 2,500 | 63,500 | 58,50 | 4 | 6,350 |
| 2 3/4″ – 4 UNC | 2,750 | 69,850 | 64,75 | 4 | 6,350 |
| 3″ – 4 UNC | 3,000 | 76,200 | 71,10 | 4 | 6,350 |
| 3 1/4″ – 4 UNC | 3,250 | 82,550 | 77,45 | 4 | 6,350 |
| 3 1/2″ – 4 UNC | 3,500 | 88,900 | 83,80 | 4 | 6,350 |
| 3 3/4″ – 4 UNC | 3,750 | 95,250 | 90,15 | 4 | 6,350 |
| 4″ – 4 UNC | 4,000 | 101,600 | 96,50 | 4 | 6,350 |
Моменты затяжки
Моменты затяжки крепежных изделий с дюймовой резьбой стандарта UNC для болтов и гаек SAE класса прочности 5 и выше приведены в следующей таблице.
| 1/4 | 12± 3 | 9±2 |
| 5/16 | 25 ± 6 | 18± 4,5 |
| 3/8 | 47± 9 | 35 ± 7 |
| 7/16 | 70± 15 | 50± 11 |
| 1/2 | 105± 20 | 75±15 |
| 9/16 | 160 ± 30 | 120± 20 |
| 5/8 | 215± 40 | 160 ± 30 |
| 3/4 | 370 ± 50 | 275 ± 37 |
| 7/8 | 620± 80 | 460 ± 60 |
| 1 | 900 ± 100 | 660 ± 75 |
| 11/8 | 1300 ± 150 | 950 ± 100 |
| 1 1/4 | 1800 ±200 | 1325 ±150 |
| 1 3/8 | 2400 ± 300 | 1800 ± 225 |
| 1 1/2 | 3100 ± 350 | 2300 ± 250 |
*1 Ньютон-метр (Н*м) равен примерно 0,1 кГм.** Фунт силы-фут – британский и американский эквивалент Н*м.
Маркировка дюймовых крепежных изделий
Дюймовый крепеж имеет более сложную систему маркировки, не позволяющую визуально, без использования специальных таблиц определить механические свойства крепежной детали. Наиболее часто встречающаяся маркировка на головке дюймовых болтов и соответствие их классам прочности приведена в таблице ниже.
| 1 или 2 | 6.8 |
| 5 | 8.8 |
| 6 | 10.9 |
Как отличить метрическую резьбу от дюймовой
Дюймовая резьба используется преимущественно для создания соединений труб: ее наносят как на сами трубы, так и на металлические и пластиковые фитинги, необходимые для монтажа трубных магистралей различного назначения. Основные параметры и характеристики резьбовых элементов таких соединений регламентирует соответствующий ГОСТ, приводя таблицы размеров дюймовой резьбы, на которые и ориентируются специалисты.
Сантехнические изделия с трубной дюймовой резьбой
Таблицы переводов дюймовых размеров в метрические. Резьба размер: таблица метрических и дюймовых резьб
Таблица перевода дюймовых размеров в метрические
| дюймы | мм. | дюймы | мм. | дюймы | мм. | дюймы | мм. | дюймы | мм. |
|---|---|---|---|---|---|---|---|---|---|
| — | — | 1 | 25,4 | 2 | 50,8 | 3 | 76,2 | 4 | 101,6 |
| 1/8 | 3,2 | 1 1/8 | 28,6 | 2 1/8 | 54,0 | 3 1/8 | 79,4 | 4 1/8 | 104,8 |
| 1/4 | 6,4 | 1 1/4 | 31,8 | 2 1/4 | 57,2 | 3 1/4 | 82,6 | 4 1/4 | 108,8 |
| 3/8 | 9,5 | 1 3/8 | 34,9 | 2 3/8 | 60,3 | 3 3/8 | 85,7 | 4 3/8 | 111,1 |
| 1/2 | 12,7 | 1 1/2 | 38,1 | 2 1/2 | 63,5 | 3 1/2 | 88,9 | 4 1/2 | 114,3 |
| 5/8 | 15,9 | 1 5/8 | 41,3 | 2 5/8 | 66,7 | 3 5/8 | 92,1 | 4 5/8 | 117,5 |
| 3/4 | 19,0 | 1 3/4 | 44,4 | 2 3/4 | 69,8 | 3 3/4 | 95,2 | 4 3/4 | 120,6 |
| 7/8 | 22,2 | 1 7/8 | 47,6 | 2 7/8 | 73,0 | 3 7/8 | 98,4 | 4 7/8 | 123,8 |
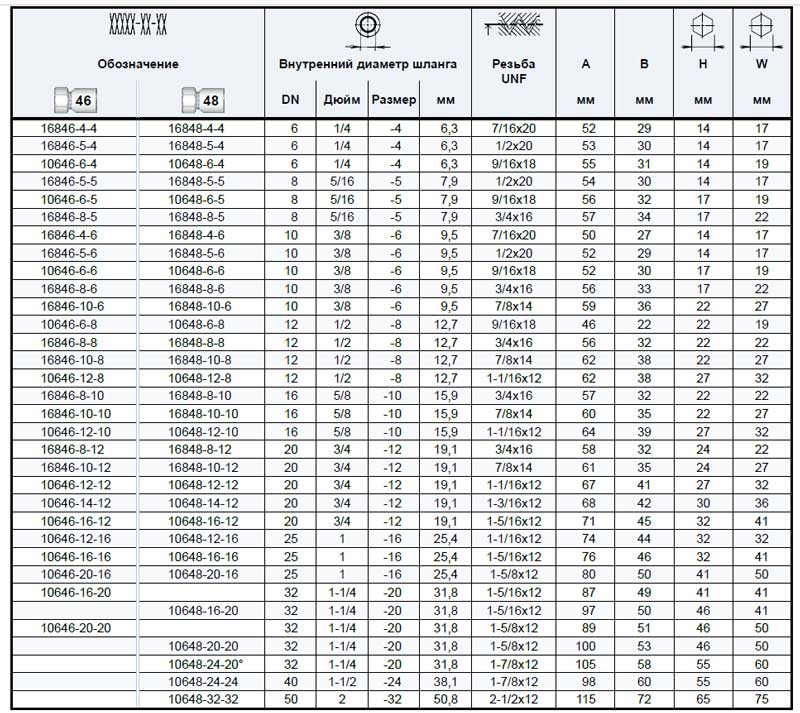
Параметры дюймовых резьб
| Наружный диаметр подсоединяемой трубы | Номинал резьбы SAE | Номинал резьбы UNF | Наружный диаметр резьбы, мм | Средний диаметр резьбы, мм | Шаг резьбы | ||
| мм | дюйм | мм | ниток/дюйм | ||||
| 6 | 1/4»» | 1/4»» | 7/16»»-20 | 11,079 | 9,738 | 1,27 | 20 |
| 8 | 5/16»» | 5/16»» | 5/8»»-18 | 15,839 | 14,348 | 1,411 | 18 |
| 10 | 3/8»» | 3/8»» | 5/8»»-18 | 15,839 | 14,348 | 1,411 | 18 |
| 12 | 1/2»» | 1/2»» | 3/4»»-16 | 19,012 | 17,33 | 1,588 | 16 |
| 16 | 5/8»» | 5/8»» | 7/8»»-14 | 22,184 | 20,262 | 1,814 | 14 |
| 18 | 3/4»» | 3/4»» | 1»»-14 | 25,357 | 23,437 | 1,814 | 14 |
| 18 | 3/4»» | — | 1»»1/16-14 | 26,947 | 25,024 | 1,814 | 14 |
| 20 | 7/8»» | — | 1»»1/8-12 | 28,529 | 26,284 | 2,117 | 12 |
| 22 | 7/8»» | 7/8»» | 1»»1/4-12 | 31,704 | 29,459 | 2,117 | 12 |
| 22 | 7/8»» | — | 1»»3/8-12 | 34,877 | 32,634 | 2,117 | 12 |
| 25 | 1»» | 1»» | 1»»1/2-12 | 38,052 | 35,809 | 2,117 | 12 |
Медные жилы, проводов и кабелей
| Сечение токопроводящей жилы, мм | Медные жилы, проводов и кабелей | |||
| Напряжение, 220 В | Напряжение, 380 В | |||
| ток, А | мощность, кВт | ток, А | мощность, кВт | |
| 1,5 | 19 | 4,1 | 16 | 10,5 |
| 2,5 | 27 | 5,9 | 25 | 16,5 |
| 4 | 38 | 8,3 | 30 | 19,8 |
| 6 | 46 | 10,1 | 40 | 26,4 |
| 10 | 70 | 15,4 | 50 | 33,0 |
| 16 | 85 | 18,7 | 75 | 49,5 |
| 25 | 115 | 25,3 | 90 | 59,4 |
| 35 | 135 | 29,7 | 115 | 75,9 |
| 50 | 175 | 38,5 | 145 | 95,7 |
| 70 | 215 | 47,3 | 180 | 118,8 |
| 95 | 260 | 57,2 | 220 | 145,2 |
| 120 | 300 | 66,0 | 260 | 171,6 |
Алюминиевые жилы, проводов и кабелей
| Сечение токопро водящей жилы, мм | Алюминиевые жилы, проводов и кабелей | |||
| Напряжение, 220 В | Напряжение, 380 В | |||
| ток, А | мощность, кВт | ток, А | мощность, кВт | |
| 2,5 | 20 | 4,4 | 19 | 12,5 |
| 4 | 28 | 6,1 | 29 | 15,1 |
| 6 | 36 | 7,9 | 30 | 19,8 |
| 10 | 50 | 11,0 | 39 | 25,7 |
| 16 | 60 | 13,2 | 55 | 36,3 |
| 25 | 85 | 18,7 | 70 | 46,2 |
| 35 | 100 | 22,0 | 85 | 56,1 |
| 50 | 135 | 29,7 | 110 | 72,6 |
| 70 | 165 | 36,3 | 140 | 92,4 |
| 95 | 200 | 44,0 | 170 | 112,2 |
| 120 | 230 | 50,6 | 200 | 132,0 |
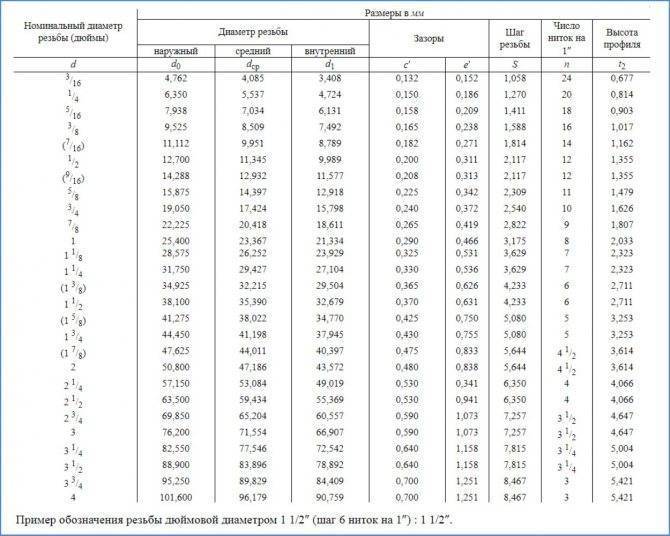
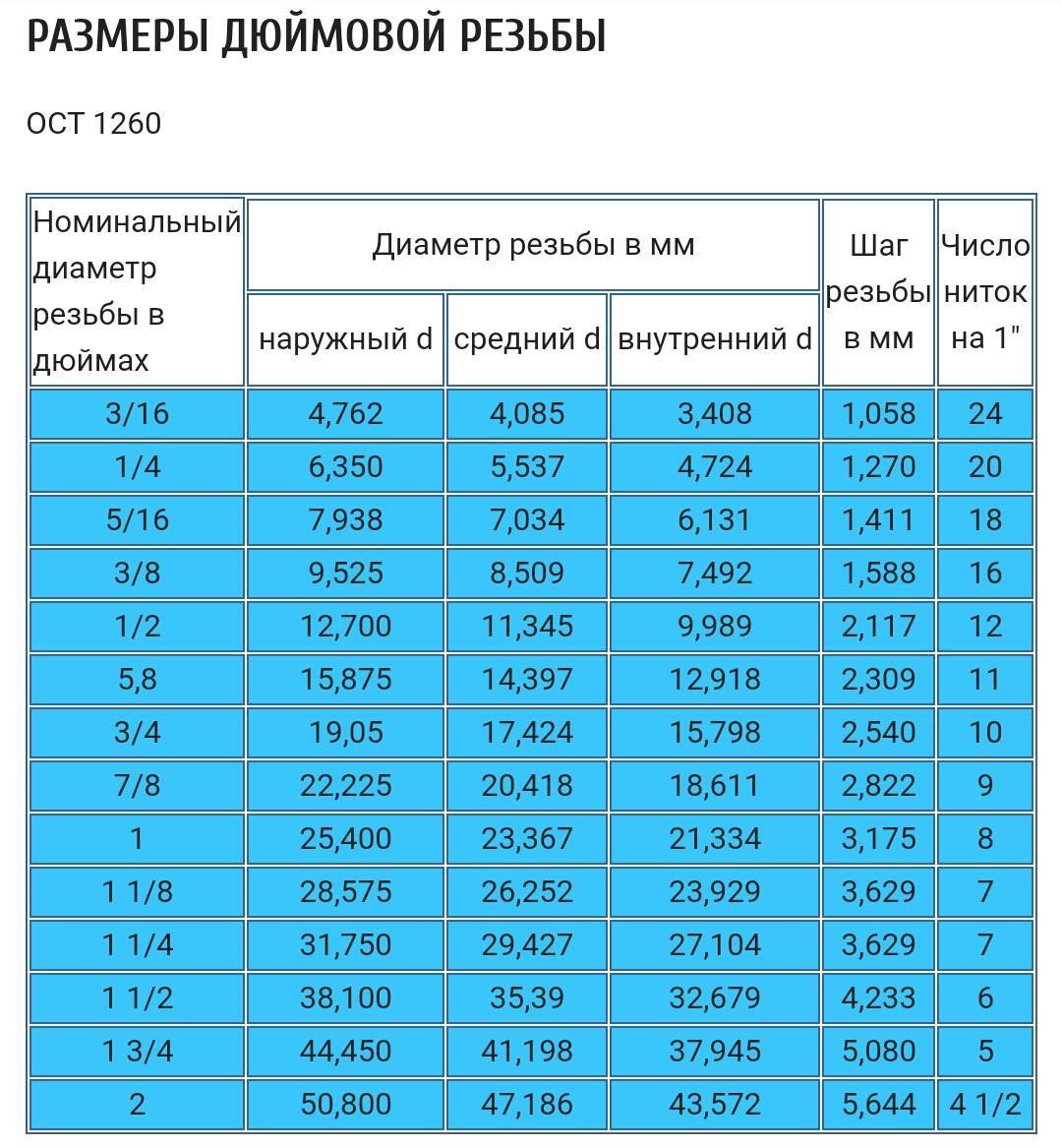
Размеры дюймовой резьбы
ОСТ 1260
| Номинальный диаметр резьбы в дюймах | |||||
| Диаметр резьбы в мм | Шаг резьбы в мм | Число ниток на 1″ | |||
| наружный d | средний d | внутренний d | |||
| 3/16 | 4,762 | 4,085 | 3,408 | 1,058 | 24 |
| 1/4 | 6,350 | 5,537 | 4,724 | 1,270 | 20 |
| 5/16 | 7,938 | 7,034 | 6,131 | 1,411 | 18 |
| 3/8 | 9,525 | 8,509 | 7,492 | 1,588 | 16 |
| 1/2 | 12,700 | 11,345 | 9,989 | 2,117 | 12 |
| 5,8 | 15,875 | 14,397 | 12,918 | 2,309 | 11 |
| 3/4 | 19,05 | 17,424 | 15,798 | 2,540 | 10 |
| 7/8 | 22,225 | 20,418 | 18,611 | 2,822 | 9 |
| 1 | 25,400 | 23,367 | 21,334 | 3,175 | 8 |
| 1 1/8 | 28,575 | 26,252 | 23,929 | 3,629 | 7 |
| 1 1/4 | 31,750 | 29,427 | 27,104 | 3,629 | 7 |
| 1 1/2 | 38,100 | 35,39 | 32,679 | 4,233 | 6 |
| 1 3/4 | 44,450 | 41,198 | 37,945 | 5,080 | 5 |
| 2 | 50,800 | 47,186 | 43,572 | 5,644 | 4 1/2 |
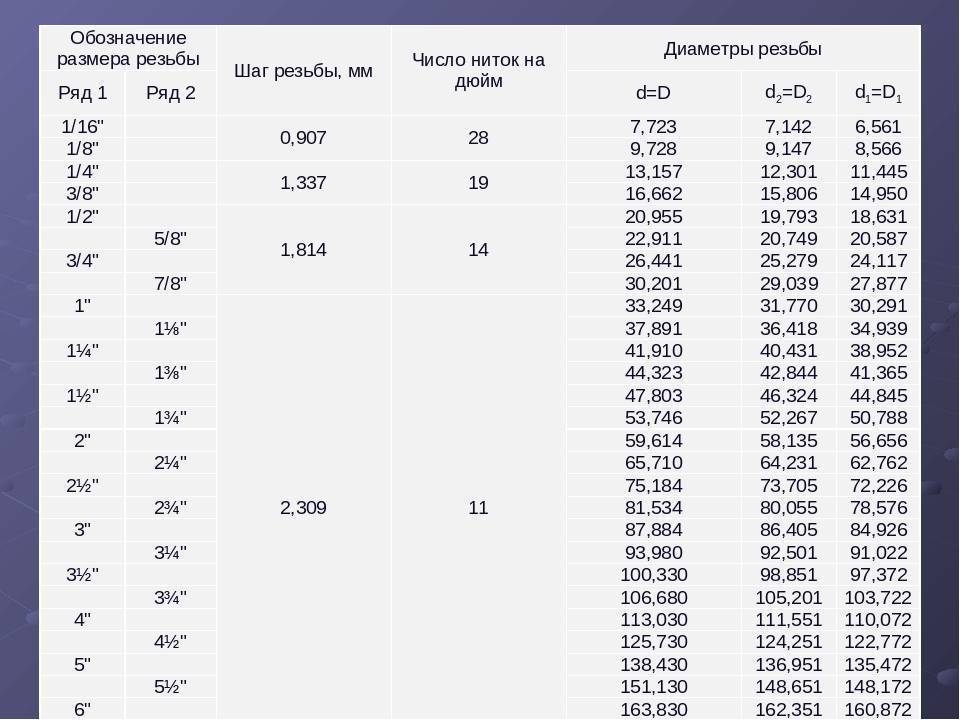
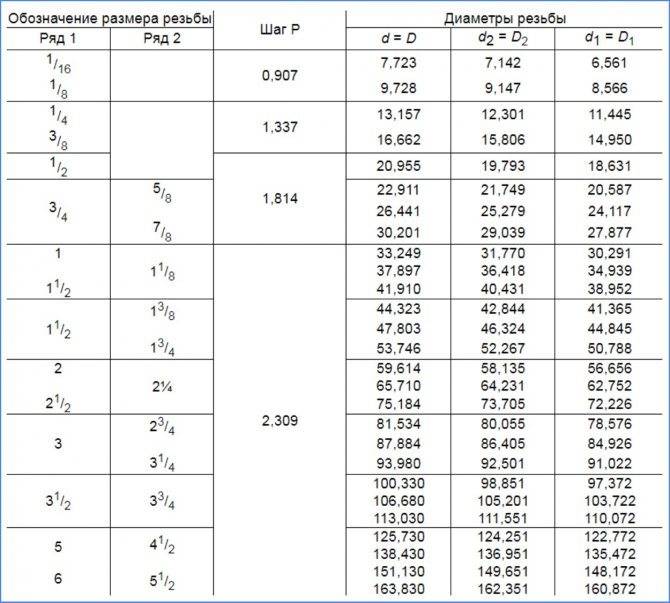
ОСТ 266
| Номинальный диаметр резьбы в дюймах | |||||
| Диаметр резьбы в мм | Шаг резьбы в мм | Число ниток на 1″ | |||
| наружный d | средний d | внутренний d | |||
| 1/8 | 9,729 | 9,148 | 8,567 | 0,907 | 28 |
| 1/4 | 13,158 | 12,302 | 11,446 | 1,337 | 19 |
| 3/8 | 16,663 | 15,807 | 14,951 | 1,337 | 19 |
| 1/2 | 20,956 | 19,794 | 18,632 | 1,814 | 14 |
| 5/8 | 22,912 | 21,750 | 20,588 | 1,814 | 14 |
| 3/4 | 26,442 | 25,281 | 24,119 | 1,814 | 14 |
| 7/8 | 30,202 | 29,040 | 27,878 | 1,814 | 14 |
| 1 | 33,250 | 31,771 | 30.293 | 2,309 | 11 |
| 1 1/8 | 37,898 | 36,420 | 34,941 | 2,309 | 11 |
| 1 1/4 | 41,912 | 40,433 | 38,954 | 2,309 | 11 |
| 1 3/8 | 44,325 | 32,846 | 41,367 | 2,309 | 11 |
| 1 1/2 | 47,805 | 46,326 | 44,847 | 2,309 | 11 |
| 1 3/4 | 53,748 | 52,270 | 50,791 | 2,309 | 11 |
| 2 | 59,616 | 58,137 | 56,659 | 2,309 | 11 |
Таблица перевода единиц
Перевод энергетических единицПеревод единиц давления
| 1 Дж = 0,24 кал | 1 Па = 1 Н/м*м |
| 1 кДж = 0,28 Вт*ч | 1 Па = 0,102 кгс/м*м |
| 1 Вт = 1 Дж/с | 1 атм =0,101 мПа =1,013 бар |
| 1 кал = 4,2 Дж | 1 бар = 100 кПа = 0,987 атм |
| 1 ккал/ч = 1,163 Вт | 1 PSI = 0,06895 бар = 0,06805 атм |
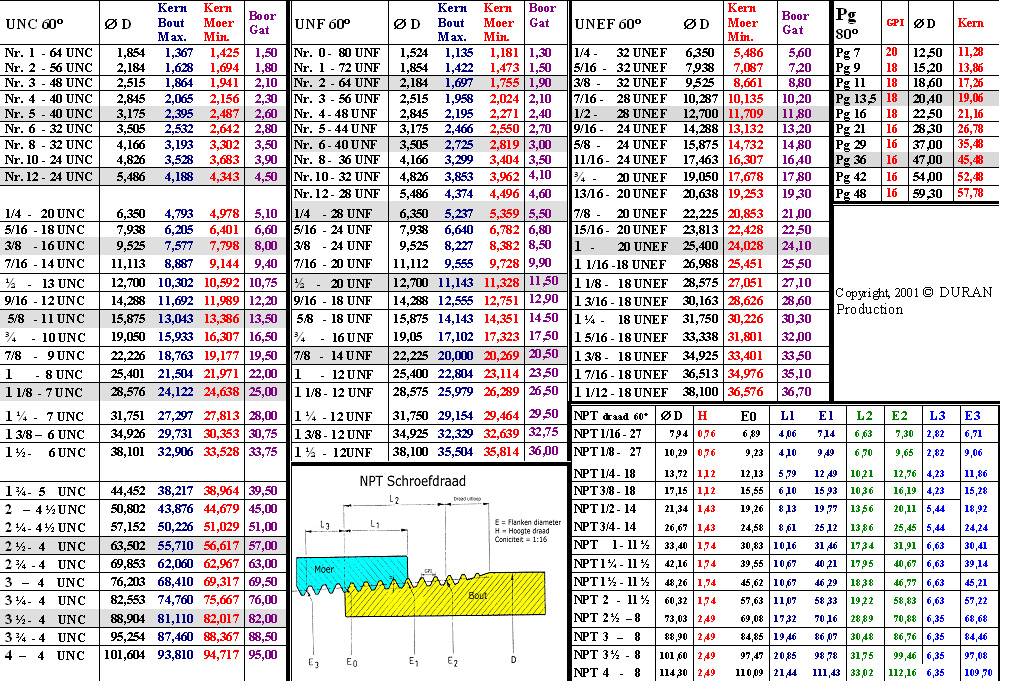
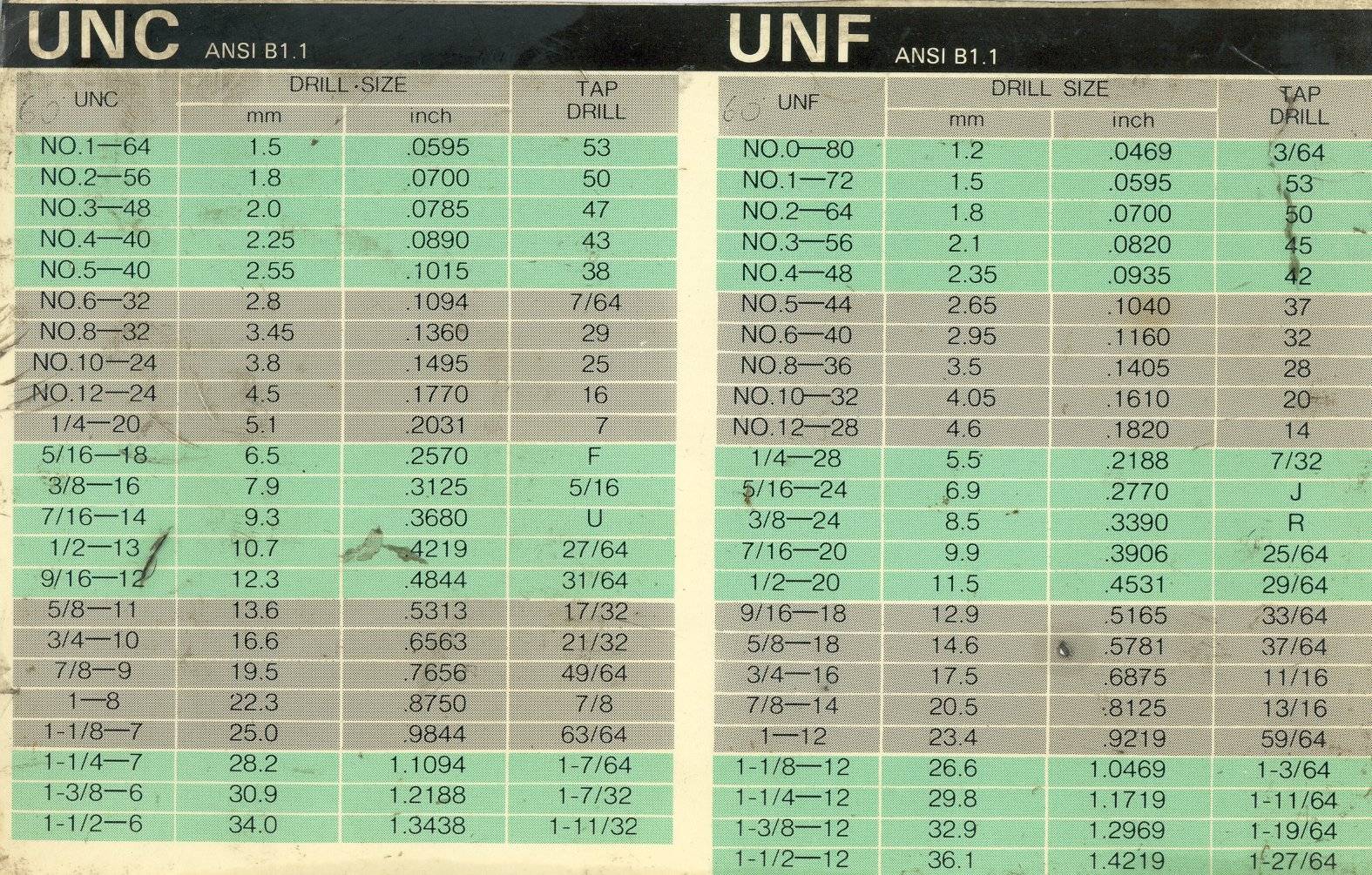
Американские стандарты резьбы
| UNC Thread ANSI B1.1 | |||||
| UNC – Unified Coarse Thread. The old definition NC – National Coarse is comparable with the metric thread. The new term UNC is comparable with the ISO metric thread. NC and UNC threads are interchangeable, in an similar manner to the metric and the ISO metric thread. | |||||
| Nominal | Major | Major | Tapping | TPI | Pitch |
| Diameter | Diameter | Diameter | Drill Size | mm | |
| Inch | mm | mm | |||
| 1 – 64 UNC | 0.073 | 1.854 | 1.50 | 64 | 0.397 |
| 2 – 56 UNC | 0.086 | 2.184 | 1.80 | 56 | 0.453 |
| 3 – 48 UNC | 0.099 | 2.515 | 2.10 | 48 | 0.529 |
| 4 – 40 UNC | 0.112 | 2.845 | 2.35 | 40 | 0.635 |
| 5 – 40 UNC | 0.125 | 3.175 | 2.65 | 40 | 0.635 |
| 6 – 32 UNC | 0.138 | 3.505 | 2.85 | 32 | 0.794 |
| 8 – 32 UNC | 0.164 | 4.166 | 3.50 | 32 | 0.794 |
| 10 – 24 UNC | 0.190 | 4.826 | 4.00 | 24 | 1.058 |
| 12 – 24 UNC | 0.216 | 5.486 | 4.65 | 24 | 1.058 |
| 1/4″ – 20 UNC | 0.250 | 6.350 | 5.35 | 20 | 1.270 |
| 5/16″ – 18 UNC | 0.313 | 7.938 | 6.80 | 18 | 1.411 |
| 3/8″ – 16 UNC | 0.375 | 9.525 | 8.25 | 16 | 1.587 |
| 7/16″ – 14 UNC | 0.438 | 11.112 | 9.65 | 14 | 1.814 |
| 1/2″ – 13 UNC | 0.500 | 12.700 | 11.15 | 13 | 1.954 |
| 9/16″ – 12 UNC | 0.563 | 14.288 | 12.60 | 12 | 2.117 |
| 5/8″ – 11 UNC | 0.625 | 15.875 | 14.05 | 11 | 2.309 |
| 3/4″ – 10 UNC | 0.750 | 19.050 | 17.00 | 10 | 2.540 |
| 7/8″ – 9 UNC | 0.875 | 22.225 | 20.00 | 9 | 2.822 |
| 1″ – 8 UNC | 1.000 | 25.400 | 22.85 | 8 | 3.175 |
| 1 1/8″ – 7 UNC | 1.125 | 28.575 | 25.65 | 7 | 3.628 |
| 1 1/4″ – 7 UNC | 1.250 | 31.750 | 28.85 | 7 | 3.628 |
| 1 3/8″ – 6 UNC | 1.375 | 34.925 | 31.55 | 6 | 4.233 |
| 1 1/2″ – 6 UNC | 1.500 | 38.100 | 34.70 | 6 | 4.233 |
| 1 3/4″ – 5 UNC | 1.750 | 44.450 | 40.40 | 5 | 5.080 |
| 2″ – 4 1/2 UNC | 2.000 | 50.800 | 46.30 | 4.5 | 5.644 |
| 2 1/4″ – 4 1/2 UNC | 2.250 | 57.150 | 52.65 | 4.5 | 5.644 |
| 2 1/2″ – 4 UNC | 2.500 | 63.500 | 58.50 | 4 | 6.350 |
| 2 3/4″ – 4 UNC | 2.750 | 69.850 | 64.75 | 4 | 6.350 |
| 3″ – 4 UNC | 3.000 | 63.500 | 71.10 | 4 | 6.350 |
| 3 1/4″ – 4 UNC | 3.250 | 82.550 | 77.45 | 4 | 6.350 |
| 3 1/2″ – 4 UNC | 3.500 | 88.900 | 83.80 | 4 | 6.350 |
| 3 3/4″ – 4 UNC | 3.750 | 95.250 | 90.15 | 4 | 6.350 |
| 4″ – 4 UNC | 4.000 | 101.600 | 96.50 | 4 | 6.350 |
| UNC Thread |
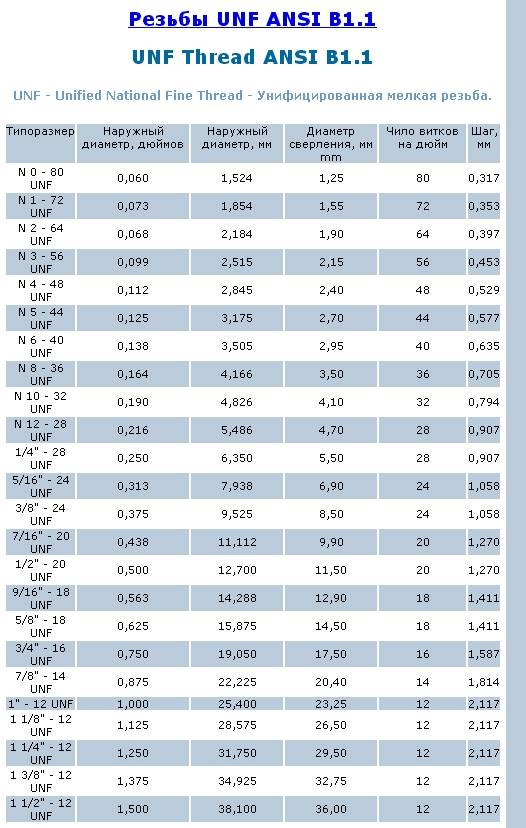
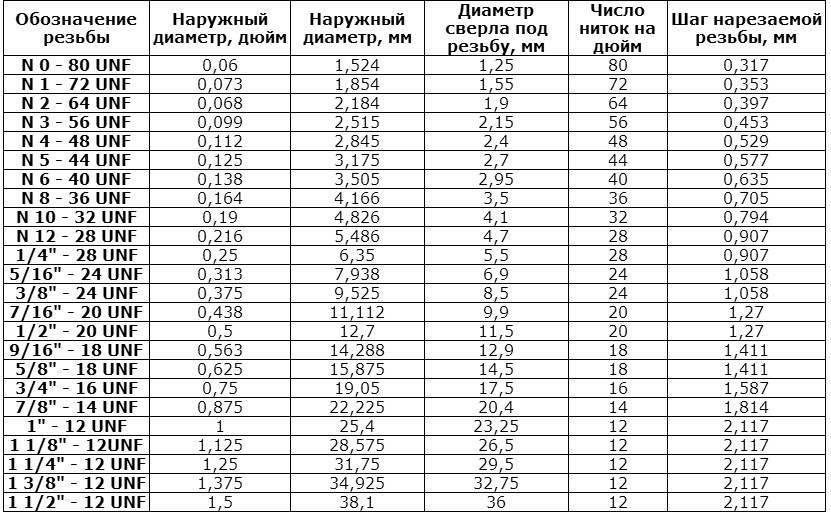
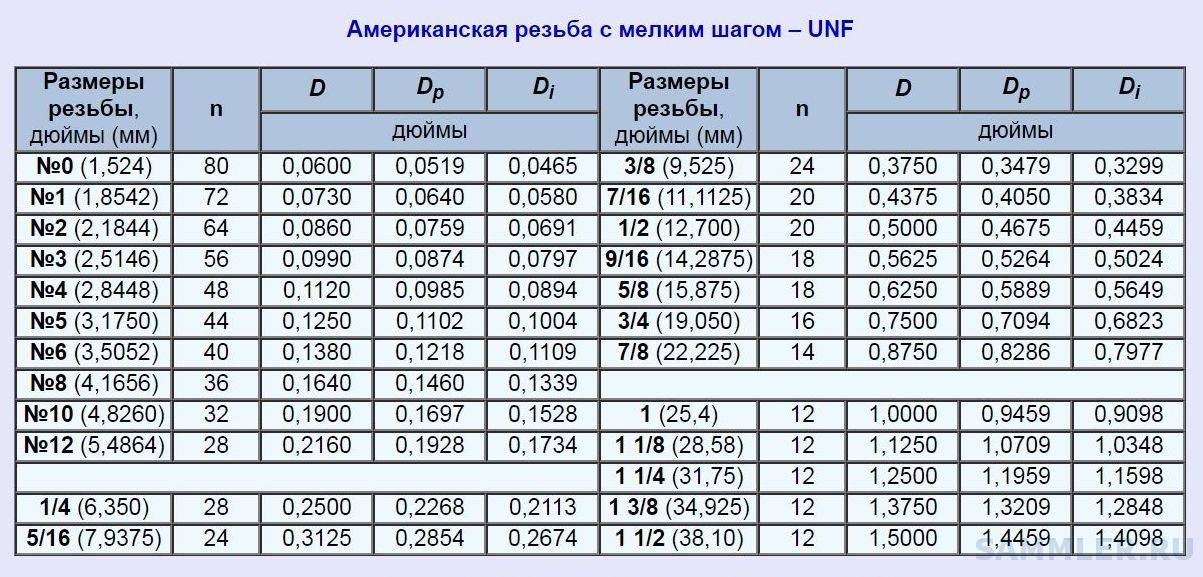
| UNF Thread ANSI B1.1 | |||||
| UNF – Unified National Fine Thread. Similar to UNC. UNC and UNF threads are the choices for the customary Unified screws and nuts. | |||||
| Nominal Diameter | Major Diameter Inch | Major Diameter mm | Tapping Drill Size mm | TPI | Pitch mm |
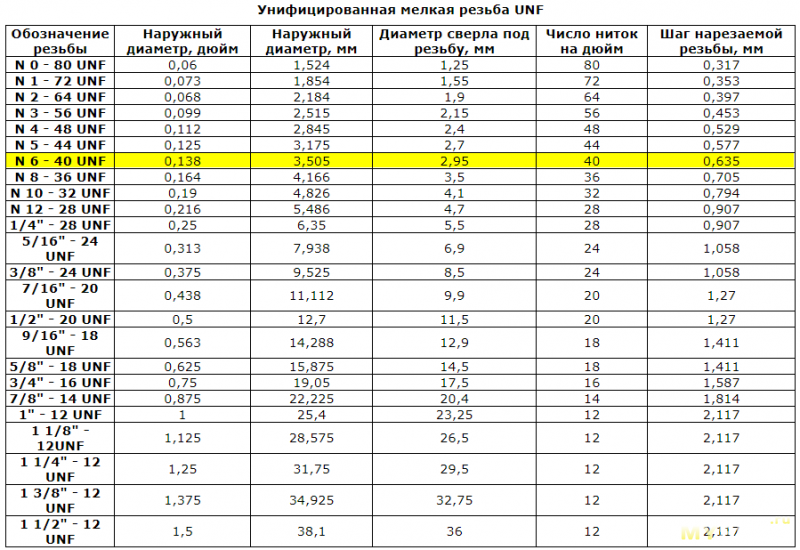
| 0 – 80 UNF | 0.060 | 1.524 | 1.25 | 80 | 0.317 |
| 1 – 72 UNF | 0.073 | 1.854 | 1.55 | 72 | 0.353 |
| 2 – 64 UNF | 0.068 | 2.184 | 1.90 | 64 | 0.397 |
| 3 – 56 UNF | 0.099 | 2.515 | 2.15 | 56 | 0.453 |
| 4 – 48 UNF | 0.112 | 2.845 | 2.40 | 48 | 0.529 |
| 5 – 44 UNF | 0.125 | 3.175 | 2.70 | 44 | 0.577 |
| 6 – 40 UNF | 0.138 | 3.505 | 2.95 | 40 | 0.635 |
| 8 – 36 UNF | 0.164 | 4.166 | 3.50 | 36 | 0.705 |
| 10 – 32 UNF | 0.190 | 4.826 | 4.10 | 32 | 0.794 |
| 12 – 28 UNF | 0.216 | 5.486 | 4.70 | 28 | 0.907 |
| 1/4″ – 28 UNF | 0.250 | 6.350 | 5.50 | 28 | 0.907 |
| 5/16″ – 24 UNF | 0.313 | 7.938 | 6.90 | 24 | 1.058 |
| 3/8″ – 24 UNF | 0.375 | 9.525 | 8.50 | 24 | 1.058 |
| 7/16″ – 20 UNF | 0.438 | 11.112 | 9.90 | 20 | 1.270 |
| 1/2″ – 20 UNF | 0.500 | 12.700 | 11.50 | 20 | 1.270 |
| 9/16″ – 18 UNF | 0.563 | 14.288 | 12.90 | 18 | 1.411 |
| 5/8″ – 18 UNF | 0.625 | 15.875 | 14.50 | 18 | 1.411 |
| 3/4″ – 16 UNF | 0.750 | 19.050 | 17.50 | 16 | 1.587 |
| 7/8″ – 14 UNF | 0.875 | 22.225 | 20.40 | 14 | 1.814 |
| 1″ – 12 UNF | 1.000 | 25.400 | 23.25 | 12 | 2.117 |
| 1 1/8″ – 12 UNF | 1.125 | 28.575 | 26.50 | 12 | 2.117 |
| 1 1/4″ – 12 UNF | 1.250 | 31.750 | 29.50 | 12 | 2.117 |
| 1 3/8″ – 12 UNF | 1.375 | 34.925 | 32.75 | 12 | 2.117 |
| 1 1/2″ – 12 UNF | 1.500 | 38.100 | 36.00 | 12 | 2.117 |
| UNF Thread |
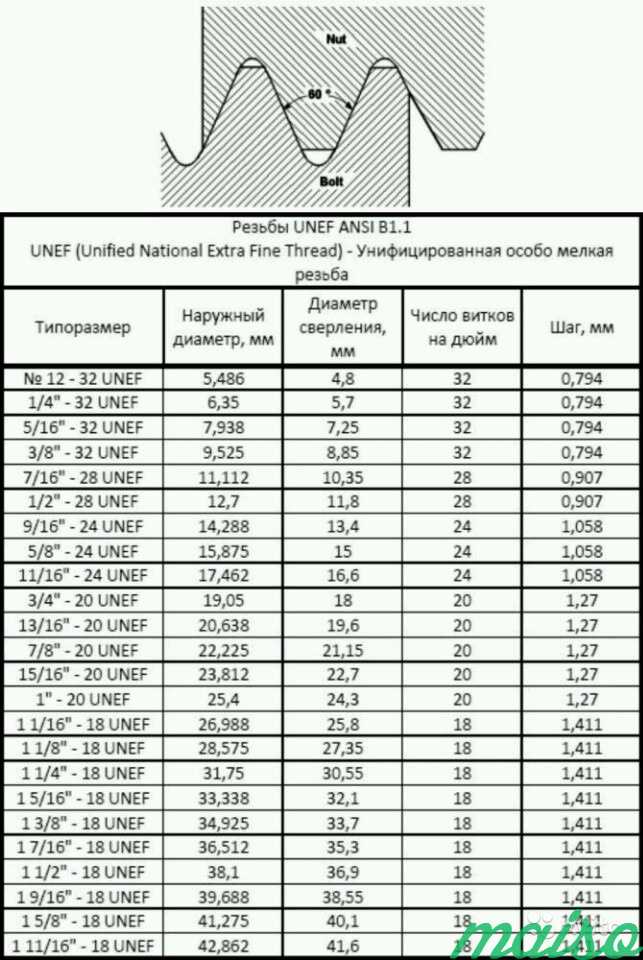
| UNEF Thread ANSI B1.1 | |||||
| UNEF – Unified Extra Fine Thread, which is used for special purposes. | |||||
| Nominal Diameter | Major Diameter Inch | Major Diameter mm | Tapping Drill Size mm | TPI | Pitch mm |
| 12 – 80 UNEF | 0.216 | 5.486 | 4.80 | 32 | 0.794 |
| 1/4″ – 32 UNEF | 0.250 | 6.350 | 5.70 | 32 | 0.794 |
| 5/16″ – 32 UNEF | 0.313 | 7.938 | 7.25 | 32 | 0.794 |
| 3/8″ – 32 UNEF | 0.375 | 9.525 | 8.85 | 32 | 0.794 |
| 7/16″ – 28 UNEF | 0.438 | 11.112 | 10.35 | 28 | 0.907 |
| 1/2″ – 28 UNEF | 0.500 | 12.700 | 11.80 | 28 | 0.907 |
| 9/16″ – 24 UNEF | 0.563 | 14.288 | 13.40 | 24 | 1.058 |
| 5/8″ – 24 UNEF | 0.625 | 15.875 | 15.00 | 24 | 1.058 |
| 11/16″ – 24 UNEF | 0.688 | 17.462 | 16.60 | 24 | 1.058 |
| 3/4″ – 20 UNEF | 0.750 | 19.050 | 18.00 | 20 | 1.270 |
| 13/16″ – 20 UNEF | 0.813 | 20.638 | 19.60 | 20 | 1.270 |
| 7/8″ – 20 UNEF | 0.875 | 22.225 | 21.15 | 20 | 1.270 |
| 15/16″ – 20 UNEF | 0.938 | 23.812 | 22.70 | 20 | 1.270 |
| 1″ – 20 UNEF | 1.000 | 25.400 | 24.30 | 20 | 1.270 |
| 1 1/16″ – 18 UNEF | 1.063 | 26.988 | 25.80 | 18 | 1.411 |
| 1 1/8″ – 18 UNEF | 1.125 | 28.575 | 27.35 | 18 | 1.411 |
| 1 1/4″ – 18 UNEF | 1.250 | 31.750 | 30.55 | 18 | 1.411 |
| 1 5/16″ – 18 UNEF | 1.313 | 33.338 | 32.10 | 18 | 1.411 |
| 1 3/8″ – 18 UNEF | 1.375 | 34.925 | 33.70 | 18 | 1.411 |
| 1 7/16″ – 18 UNEF | 1.438 | 36.512 | 35.30 | 18 | 1.411 |
| 1 1/2″ – 18 UNEF | 1.500 | 38.100 | 36.90 | 18 | 1.411 |
| 1 9/16″ – 18 UNEF | 1.563 | 39.688 | 38.55 | 18 | 1.411 |
| 1 5/8″ – 18 UNEF | 1.625 | 41.275 | 40.10 | 18 | 1.411 |
| 1 11/16″ – 18 UNEF | 1.688 | 42.862 | 41.60 | 18 | 1.411 |
| UNEF Thread |
Принципы обозначения
Для определения основных качеств следует разобраться с ее обозначением. Обозначение резьбы на чертежах несколько отличается от тех, которые применяются изготовителем при производстве изделий. Таблицы резьб позволяют только по обозначению определить основные характеристики.



К особенностям маркировки можно отнести нижеприведенные моменты:
- Условное обозначение рассматриваемой резьбы G.
- Размер диаметра указывается после буквы. Примером обозначения назовем 1 ½.
- Символ L указывает на то, что витки левосторонние.
- Следующий символ H указывает на класс точности.
- Длина свинчивания представлена цифрами в конце маркировки.
Обозначение конической резьбы на чертеже предусматривает указание класса точности. Символ, обозначающий класс точности, может указываться в технической документации. Создание витков проводится при соблюдении одного из трех классов. Кроме этого, рядом с цифрой может указываться буква «А» и «В»: первая обозначает наружный показатель, вторая внутренний. Первому классу соответствуют самые грубые резьбы, третьему самые качественные.