Инструкция по сборке
Строить самодельный токарный станок по металлу, лучше всего начав со станины. На верхней грани основания готовятся посадочные места под продольные направляющие суппорта, шпинделя, двигателя и другие необходимых элементов. Ведущее требование к этим поверхностям — обеспечение базовой плоскости всего оборудования. Самым лучшим подходом будет фрезеровка площадок на промышленном оборудовании. На нем же желательно сразу просверлить и крепежные отверстия. В противном случае потребуется значительно больше времени для установки и выверки направляющих.
Продольные направляющие суппорта крепятся непосредственно к основанию станка с помощью винтов. Там же устанавливаются и подшипниковые блоки ходового винта. При монтаже добиваются соосности всех элементов. После окончательного закрепления направляющих, на них надеваются подшипниковые модули. Сверху, на монтажную поверхность, крепят основание поперечной оси. В качестве последнего используется металлическая пластина с крепежными отверстиями. Такая же пластина устанавливается на подшипники поперечного перемещения и служит для крепления резцедержки. Завершит самодельный токарный суппорткрепление миниатюрных индикаторных лимбов и маховиков ручного привода на концы приводных винтов.
Шпиндельный узел выполняется из двух подшипниковых щитов, которые также крепятся на станине. Щиты могут быть готовыми или самодельными.
Вал шпинделя необходимо изготовить на токарном станке, либо попытаться подобрать готовый. При монтаже вал запрессовывается в подшипники. С одной его стороны устанавливается токарный патрон, с другой шкив для ременной передачи. Применение каких-либо других типов передач в небольшом станке нецелесообразно. Для возможности грубого регулирования скорости и увеличения вращающего момента шпинделя рекомендуется изготовить ступенчатые многоручьевые шкивы. Аналогичный шкив монтируется и на вал электромотора. Сам мотор устанавливается на раме снизу или сзади шпиндельной бабки. Крепление двигателя должно предусматривать механизм натяжения ремня.
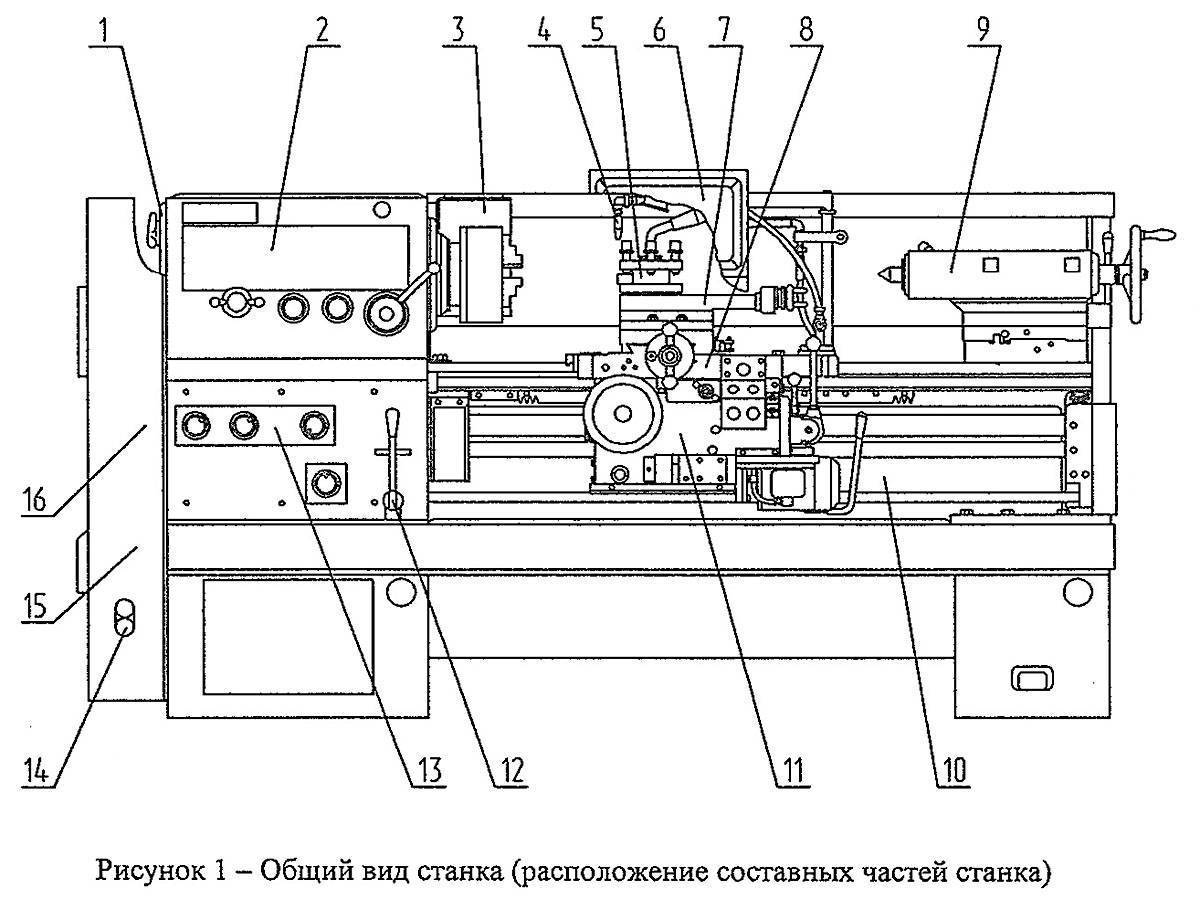
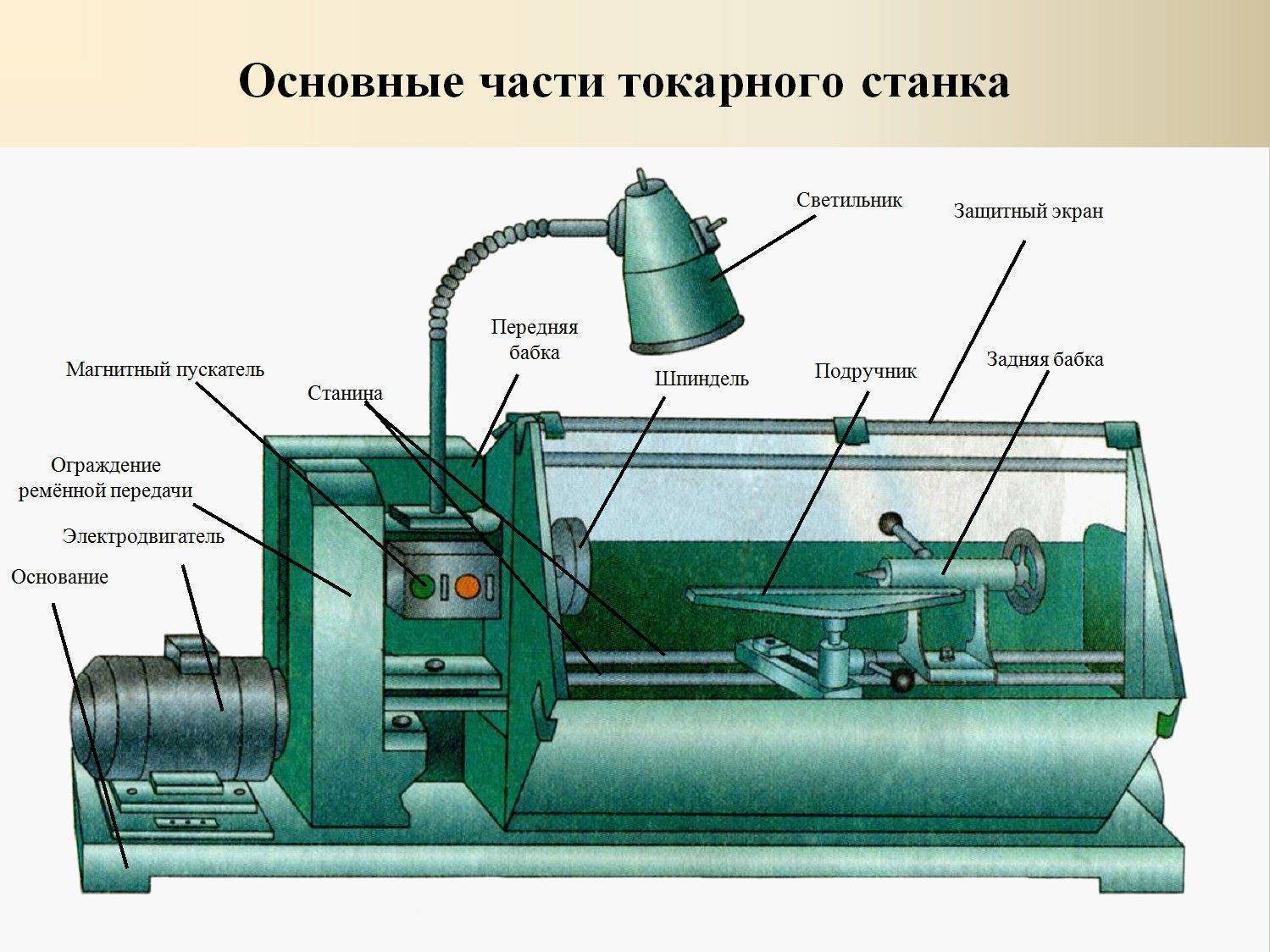
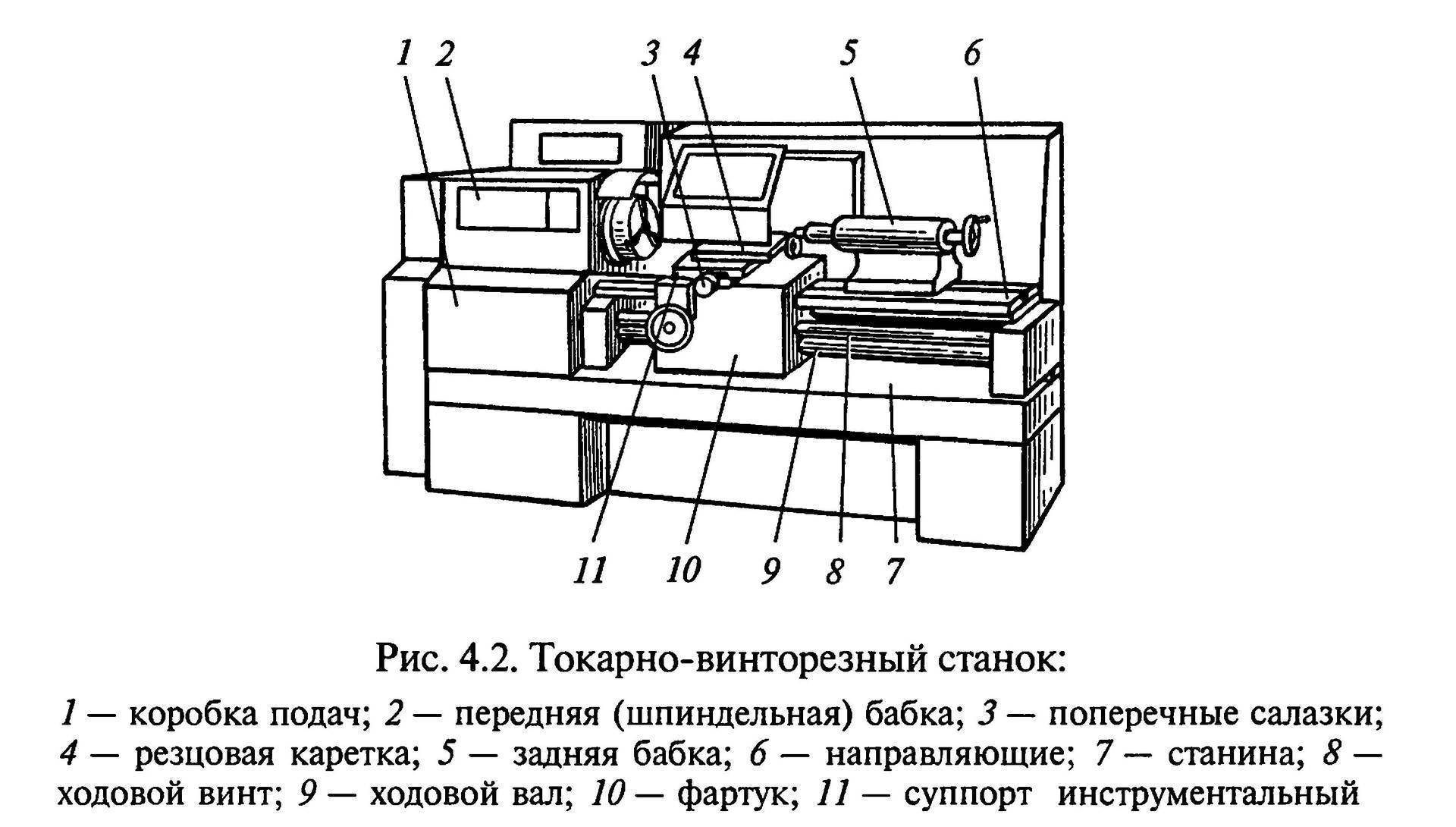
Составные части самодельного токарного станка
На последнем этапе осуществляется монтаж электрооборудования станка. Он заключается в комплектации силового шкафа, в который устанавливаются преобразователь частоты, вводной автоматический выключатель и кнопки пуска и останова шпинделя. Также подключается двигатель и электрическая сеть. На этом сборка станка может считаться оконченной.
Изготовление токарного станка из дрели своими руками
Если вы хотите сэкономить на запчастях и значительно упростить себе задачу по сборке самодельного токарного станка, в качестве привода можно использовать обычную электрическую дрель. У такого конструктивного решения есть ряд преимуществ:
- Возможность быстрой сборки и разборки конструкции – дрель легко отсоединяется от станины и может быть использована по прямому назначению.
- Простота переноса и транспортировки станка – хороший вариант, если вам приходится работать с металлическими заготовками в гараже и на улице.
- Экономия – дрель выступает не только в качестве электродвигателя, но и избавляет от необходимости использовать передачу, а также позволяет использовать сменные насадки в качестве рабочего инструмента.
Конечно, есть и отрицательные стороны у токарного станка из дрели. Как сделать обработку с помощью данного инструмента крупных деталей возможной? Это практически неосуществимо, так как у дрели относительно небольшой крутящий момент и большое число оборотов. Конечно, можно повысить эти параметры, если все-таки установить ременную передачу и с ее помощью передавать вращающий момент от дрели на шпиндель, но это в значительной мере усложнит конструкцию, главным преимуществом которой является простота и компактность.
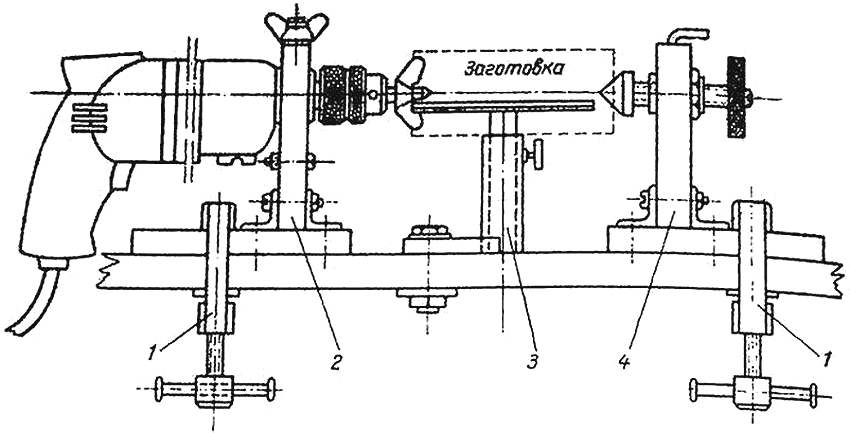
Схема устройства самодельного токарного станка на основе дрели: 1 — крепления к столу или верстаку; 2 — передняя опора; 3 — опора под заготовку; 4 — задняя опора
Изготовление самодельного настольного токарного станка по металлу на основе дрели имеет смысл в тех случаях, когда у вас нет необходимости в проведении масштабных работ, а вытачивать нужно только мелкие детали.
Для изготовления токарного станка по металлу на основе электродрели вам понадобятся те же детали, что и для обычной конструкции за исключением электродвигателя и передней бабки. Роль последней также выполняет дрель. Учитывая компактность конструкции, в качестве станины может использоваться обычный стол или верстак, на котором будут фиксироваться все составляющие станка. Сама дрель закрепляется в конструкции при помощи хомута и струбцины.
С помощью самодельного токарного станка можно не только вытачивать детали, но и наносить на вращающуюся заготовку краску, осуществлять намотку проволоки на трансформатор, делать на поверхности детали спиральные насечки и выполнять многие другие действия. Кроме того, если собрать для станка приставку-копир, то с ее помощью можно быстро и без особых усилий производить небольшие одинаковые детали.
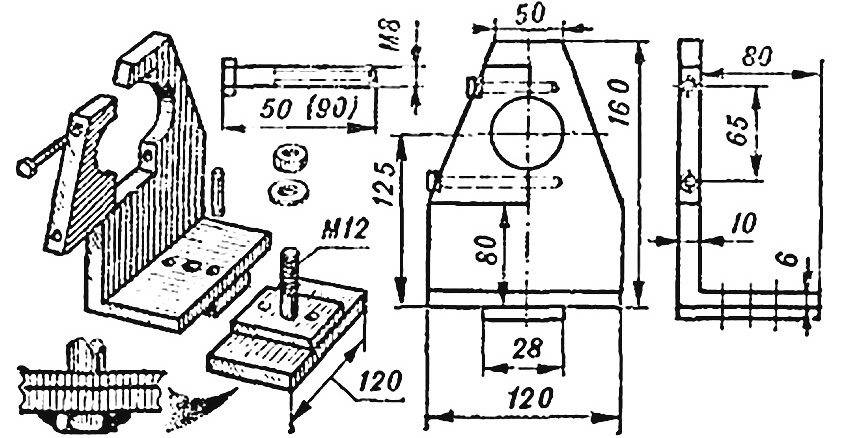
Чертеж передней опоры, внутри которой закрепляется дрель
Обзор моделей токарных мини-станков
Если перед вами стоит задача приобрести токарный станок по дереву для бытового использования, то при поиске оборудования выбор следует делать в пользу импортных моделей. И дело здесь не только в том, что станки отечественных компаний отличаются более низким качеством в сравнении с зарубежными аналогами. Импортные модели токарных станков по дереву имеют более высокий класс мощности.
Самодельный министанок по дереву.
Они могут использоваться в промышленных целях. Выбор такого оборудования достаточно большой. Вне зависимости от страны производителя большинство моделей собираются в Китае
Поэтому, выбирая такое оборудование для своей мастерской, необходимо обращать внимание на такие параметры, как цена, качество и функциональность. Лучшим выбором будет станок, у которого соотношение этих параметров оптимальное
Proma DSO-1000
Если говорить о самой доступной модели импортного токарного станка по дереву, то таковым является чешский агрегат Proma DSO-1000. Его минимальная стоимость составляет 6500 р. Он обладает мощностью 400 Вт. У него имеется возможность для регулировки частоты вращения шпинделя в диапазоне от 850 до 2500 об/мин. Вес этого станка составляет 35 кг. Он отличается достаточно компактными размерами:1450х250х370 мм.
Proma DSO-1000.
HolzStar DB450
Если вы ищите станок с оптимальным соотношением цены и качества, то вам следует обратить внимание на модель HolzStar DB450. Этот станок китайского производства имеет минимальный ценник 12000 р
В своем оснащении этот токарный мини-станок имеет станину, выполненную из чугуна, благодаря которой при его использовании вибрация минимальна. А это означает, что при совершении операций обработка мелких деталей будет производиться с высокой точностью. Однако главное преимущество этого оборудования перед конкурентами — высокая скорость вращения шпинделя. Этот параметр можно изменять в диапазоне от 500 до 3150 об/мин. Что касается мощности оборудования, у этого станка этот параметр составляет 370 Вт. Вес станка равен 38 кг, а его габариты невелики — 820х300х430 мм.
HolzStar DB450.
JET JWL-1220
Еще одна модель, о которой стоит сказать — китайский токарный станок JET JWL-1220. От моделей, представленных выше, он отличается своей высокой ценой. Минимальная стоимость этого оборудования составляет 18500 р. Однако, платя такие деньги, вы получаете оборудование с большой мощностью 750 Вт. Основной элемент этого оборудования (станина) выполнен из серого чугуна. Из него же изготовлен ряд важных элементов этого станка. Благодаря выбору такого материала при совершении операций на этом оборудовании исключены вибрации. Двигатель, которым снабжен этот станок, имеет 6 скоростей и два режима.
При использовании первого режима частота вращения варьируется в диапазоне от 400 до 3300 об/мин. Второй имеет плавную регулировку от 500 до 3900 об/мин. Этот токарный станок можно легко зафиксировать, используя быстрозажимной рычаг. В оснащении станка имеются резиновые ножки, благодаря которым его смещение при совершении операций исключено. Дополнительно с комплектом оборудования производитель предлагает удлинитель станины длиной 710 мм. Что касается веса этого оборудования, то он составляет 45 кг.
Таблица сравнительных характеристик современных моделей токарных станков по дереву.
1 Станина и передняя бабка токарного агрегата
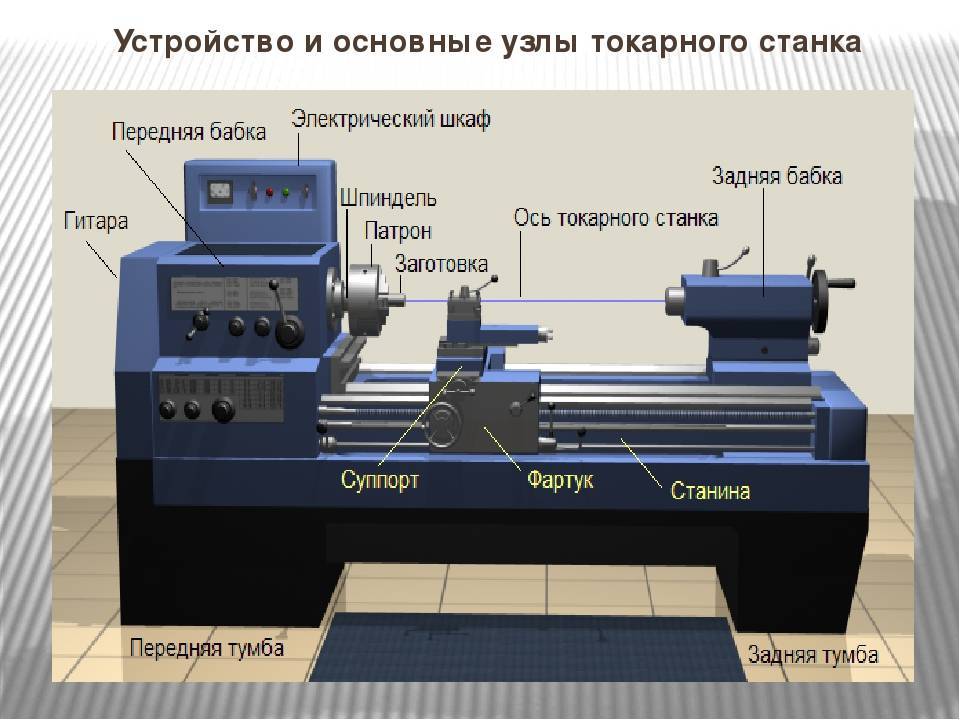
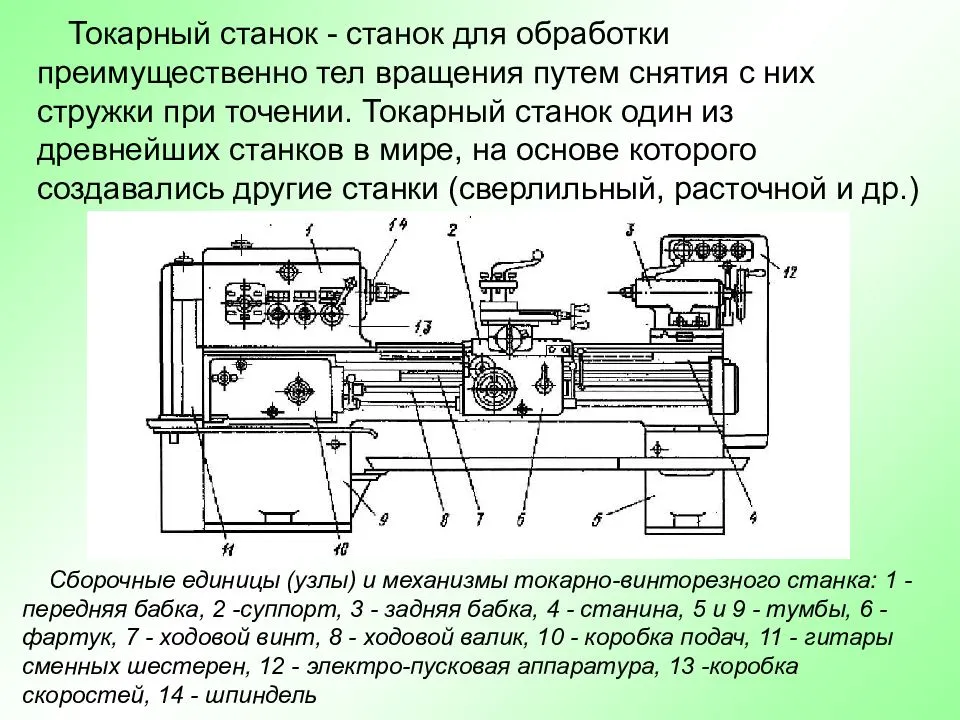
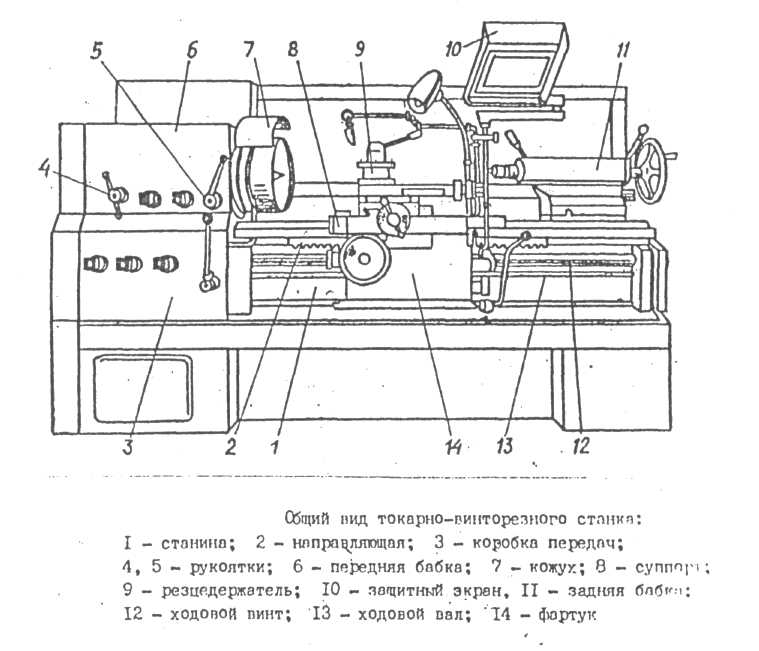
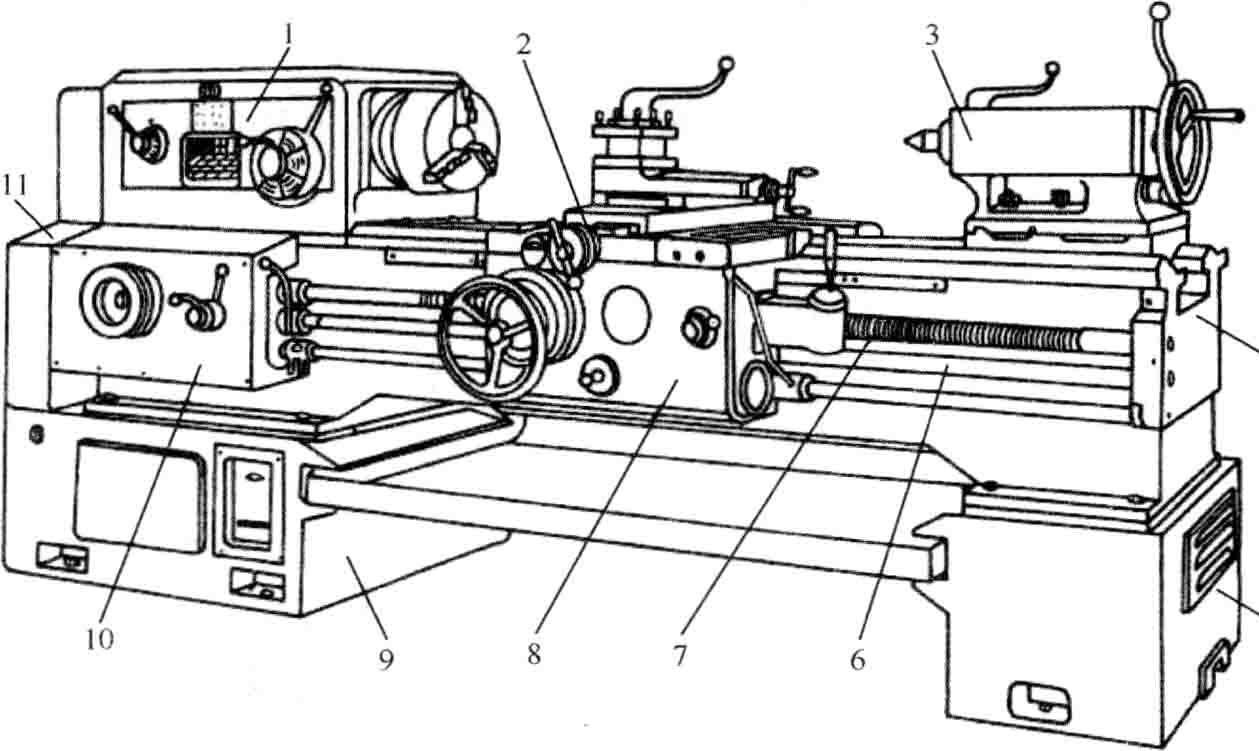
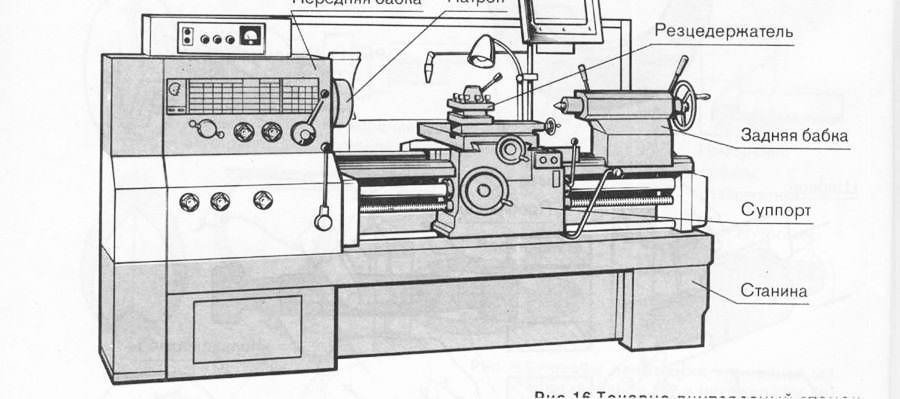
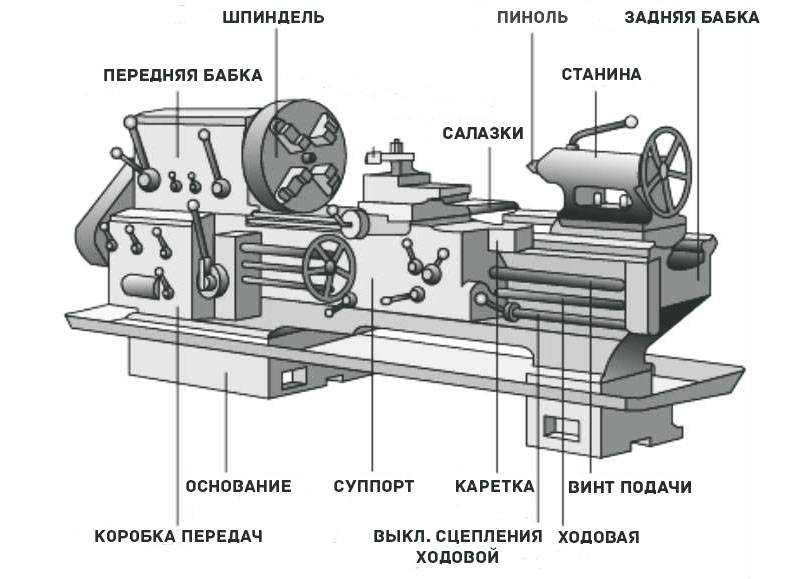
Можно выделить следующие основные узлы любого станка для выполнения токарных работ по металлу – станина, две бабки (передняя и задняя), фартук, суппорт, коробки подач и скоростей, шпиндель, электродвигатель. Все механизмы и части токарного агрегата устанавливаются тем или иным образом на станине. Именно этот узел представляет собой базовый центр станка.
Станина – это продольные стенки в количестве двух штук, которые между собой соединяются поперечными ребрами, увеличивающими общую жесткость установки. Интересующий нас узел, кроме того, располагает несколькими направляющими, часть из коих имеет призматический вид. Задняя бабка в токарных агрегатах всегда располагается на внутренних направляющих. По ним она передвигается на требуемое при работе расстояние.

На внешней стороне передняя бабка располагает рукоятками еще одной важной части станка – коробки скоростей. Эти рукоятки позволяют выбирать во время работы нужное число оборотов шпиндельного узла
На табличке, которую прикрепляют к бабке (имеется в виду передняя бабка), есть схематический чертеж с указанием того, каким именно образом нужно поворачивать рукоятку, чтобы выставить требуемые обороты. Шпиндель вращается в подшипниках качения либо скольжения в корпусе бабки. На окончание шпинделя с резьбой надевается патрон поводкового или кулачкового типа.

Строение и применение ЧПУ
Современный токарный станок имеет числовое программное управление (ЧПУ). Применение электрической схемы и видоизменение основных узлов позволяет добиться высокой точности обработки.

Особенности станков с ЧПУ:
- При выборе оборудования нужно учитывать данные, указанные в ГОСТе. Там указываются класс точности и другие параметры.
- Устройство имеет сложную электрическую схему и мини-блок управления.
- Несмотря на свои небольшие размеры и вес, модели могут выдерживать большую нагрузку.
- Прибор имеет блок, на который выводится вся информация. Для этого применяются языки программирования, установленные стандартом.
- Оборудование небольших размеров и высокой точности востребовано. На нем производятся детали для электроники и бытовой техники.

Старые советские модели станков по дереву и металлу
Советское оборудование все еще эксплуатируется на производстве. Некоторые принципиально предпочитают оборудовать домашние мастерские агрегатами из СССР.
Важно!
На советское оборудование иногда проблемно найти оснастку или комплектующие в случае поломки.
Токарно-винторезный станок ИТ-1М
Станок облегченного типа предназначался для наработки практики в мастерских. Позволяет обрабатывать цилиндрические заготовки снаружи, сверлить и растачивать, нарезать резьбу. В настоящее время снят с производства.
Токарно-винторезный станок ТВ-6
Появился на рынке в 80-х годах. Применяется в основном для обучения будущих токарей в мастерских и учебных центрах. Позволяет выполнять базовые операции.
Характеристики:
- Диаметр шпинделя — 12 мм.
- Частота вращения шпинделя — 130-170 об./мин.
- Расстояние между центрами — 350 мм.
- Максимальная длина обработки — 300 мм.
Токарные станки Универсал 2 и Универсал 3
Настольные станки для изготовления мелких деталей. Возможно выполнение большинства токарных работ. Максимальный диаметр и длина заготовки — 12,5 см и 18 см.
Токарный станок ТШ-3
Выполняет функцию точильного и шлифовального агрегата. Пригоден к эксплуатации в домашней мастерской и промышленных целях. Кроме классических токарных работ, агрегат пригоден для финишной шлифовки изделий и заточки режущих, а также слесарных инструментов.
1Е61М, 1Е61ПМ, 1Е61ВМ токарно-винторезные станки
Относятся к специальным станкам, обеспечивающим более высокую точность обработки. Все три модификации относятся к токарно-винторезной группе с высотой над центрами 175 мм.
Диаметр обрабатываемого прутка не превышает 32 мм. Максимальное расстояние перемещения суппорта составляет 200 мм.
Токарно-винторезный станок 1М63Н
Многофункциональный агрегат, предназначенный для выполнения всех типов токарных операций. Данная модель позволяет также работать с коническими поверхностями и нарезать многозаходные резьбы.
Буква Н в маркировке говорит о способности получить размеры нормальной точности. Возможна установка дополнительной оснастки при работе с крупногабаритными заготовками.
Токарно-револьверный станок 1341
Станок револьверной группы позволяет выполнять обработку с использованием нескольких инструментов одновременно. Доступные операции:
- Обработка наружных и внутренних поверхностей.
- Нарезка резьбы.
- Сверловка, зенкование, развертывание.
- Работа с фасонными поверхностями.
Обработка выполняется в автоматическом и полуавтоматическом режиме. Возможно изготовление деталей из прутка и штучных заготовок.
Токарно-винторезный станок 1Н65
Усовершенствованная модификация агрегата 1М65. Возможна обработка цилиндрических и конических деталей, а также сложных фасонных поверхностей.
Технические характеристики:
- Высота центра над станиной и суппортом — 500 и 325 мм.
- Диаметр шпинделя — 128 мм.
- Максимальный вес заготовки — 5 т.
- Максимальный диаметр заготовки в кулачках — 870 мм.
Токарно-винторезный станок 1М63
Разработан в 50-х годах для обработки заготовок из разного металла. По тем временам это был агрегат с уникальными характеристиками, и его закупали крупные промышленные предприятия. Он обеспечивал высокое качество и точность обработки при точении изделий любой сложности.
Станок токарно-винторезный 1А616
Агрегат выпущен в 50-х годах прошлого века. В ту эпоху технические характеристики были одними из лучших. На многих предприятиях станок успешно используется по сей день.
Оборудование предназначено для широкого спектра работ с небольшими заготовками. Буква А говорит про особо высокую точность обработки. Возможно нарезание модульной, дюймовой, питчевой резьбы без перестройки кинематики.
Токарный школьный станок ТВ-4
Разрабатывался для обучения токарному делу в школьных мастерских и учебных центрах. Универсальный станок, пригодный для выполнения базовых токарных операций. Имеет небольшой вес и габариты, из-за чего пользуется популярностью в домашних мастерских.
Токарный станок по металлу Школьник ТВ-7
Станок с ручным управлением, предназначен для обработки заготовок 100-300 мм. Поддерживает четыре скоростных режима. Позволяет выполнять базовые операции — наружное точение, расточка, нарезка метрической резьбы, обработка торца, сверление отверстий. Назначение — практическое обучение будущих токарей.
Настольный токарный станок по металлу ТВ-16
Станок с малыми габаритами для выполнения операций средней сложности. Доступно сверление отверстий, нарезка резьбы, наружное точение, расточка.
Параметры:
- Расстояние между центрами — 250 мм.
- Максимальный диаметр заготовки над станиной — 160 мм.
- Диаметр отверстия шпинделя — 18 мм.
- Мощность — 0,4-0,5 кВт.
Классификация металлорежущих станков
Металлорежущий станок – машина для обработки резанием металлических и др. материалов, полуфабрикатов или заготовок с целью получения из них изделий путём снятия стружки металлорежущим инструментом.
Все металлорежущие станки классифицируются по определенным признакам, зависящим от рода технологического процесса, режущего инструмента, компоновки станка.
Металлорежущие станки подразделяются на 9 групп (рисунок 1).
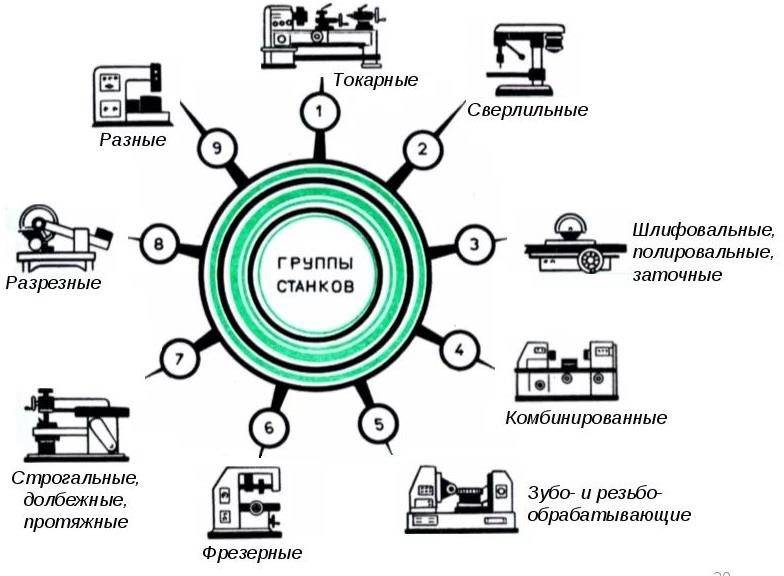
Рисунок 1 – Классификация станков по методу обработки
Каждая группа станков делится на типы. Так например, токарные станки бывают специализированные, одношпиндельные, многошпиндельные, револьверные, лобовые, многорезцовые, карусельные и т.д.

Станки одного и того же типа могут отличаться компоновкой (например, фрезерные универсальные, горизонтальные, вертикальные), кинематикой, т.е. совокупностью звеньев, передающих движение, конструкцией, системой управления, размерами и точностью обработки (рисунок 2).
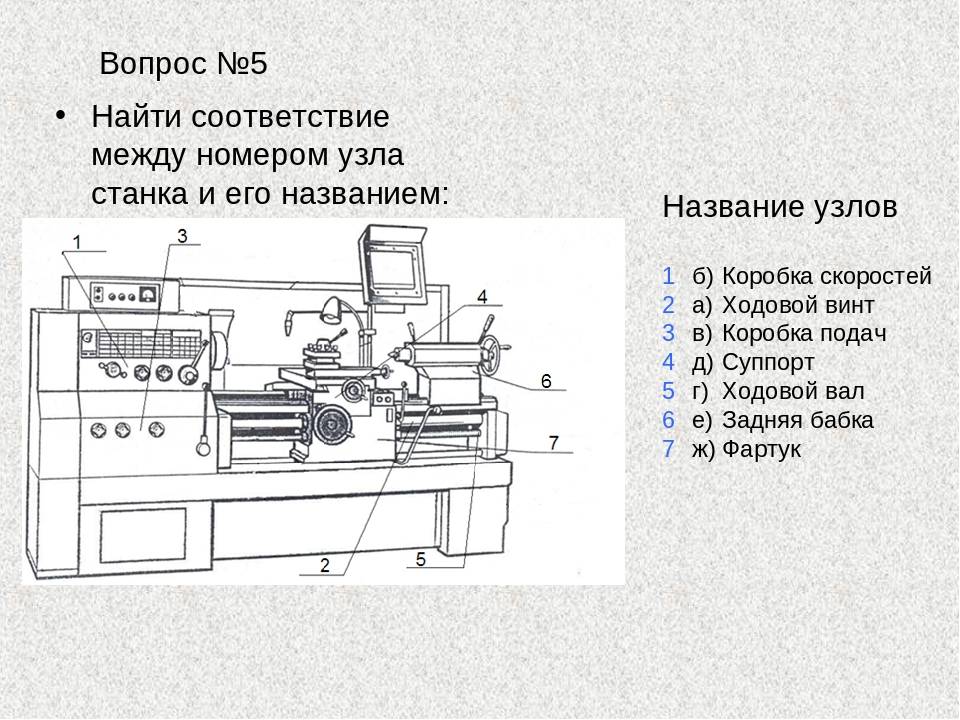


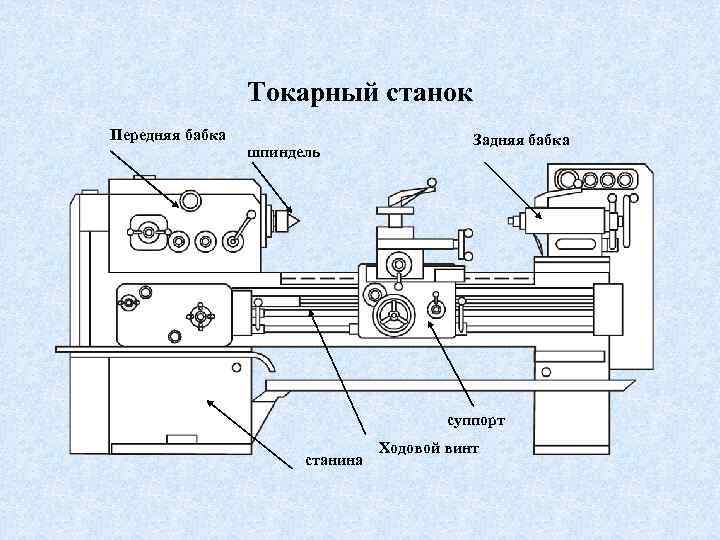
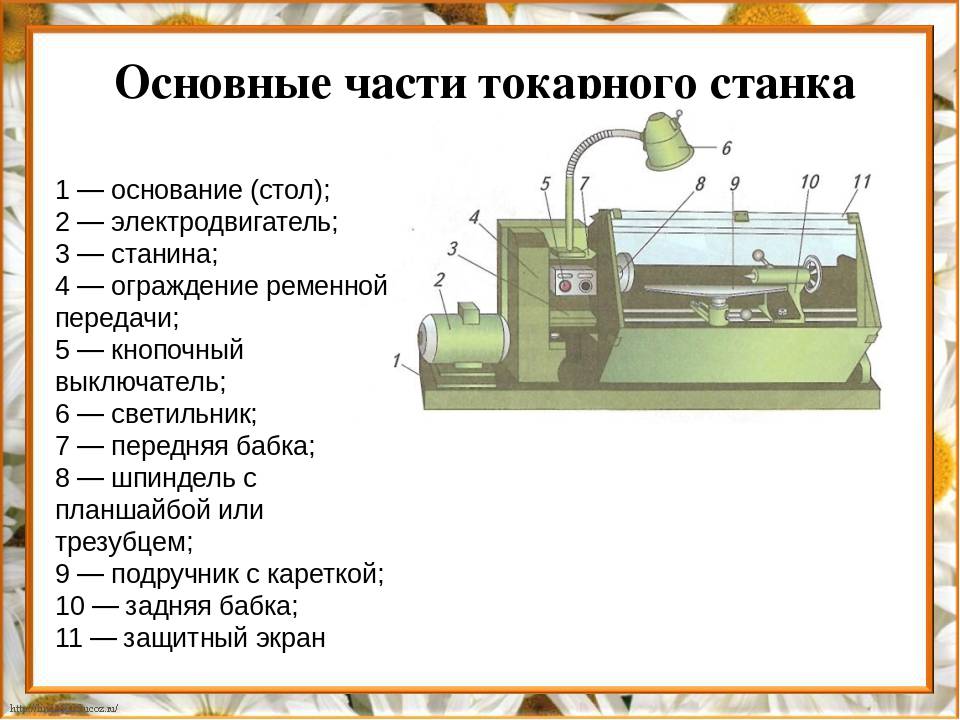
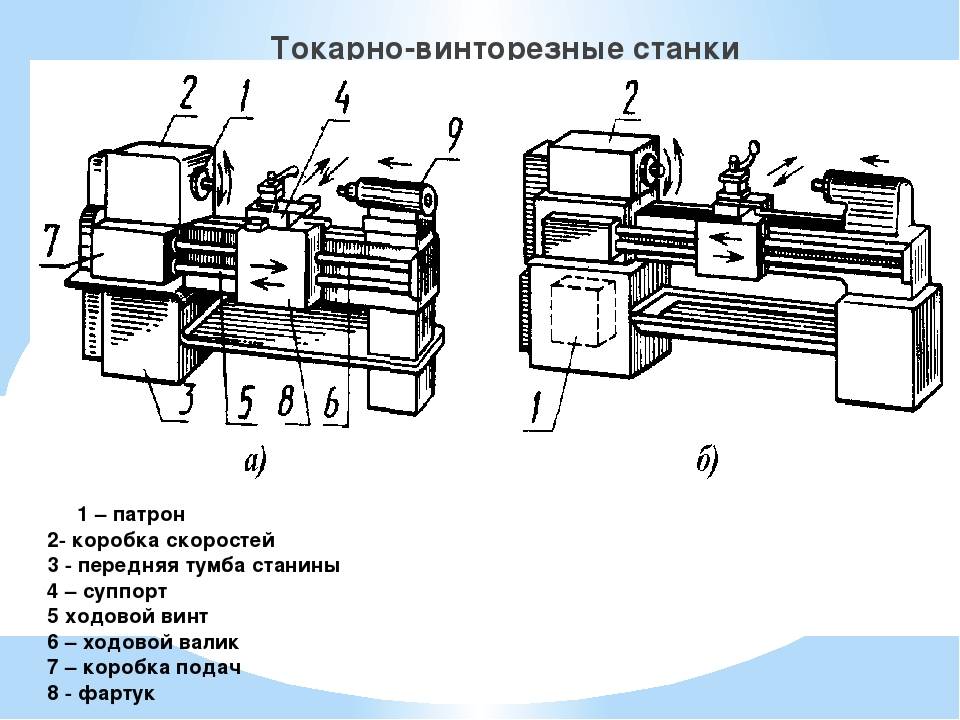

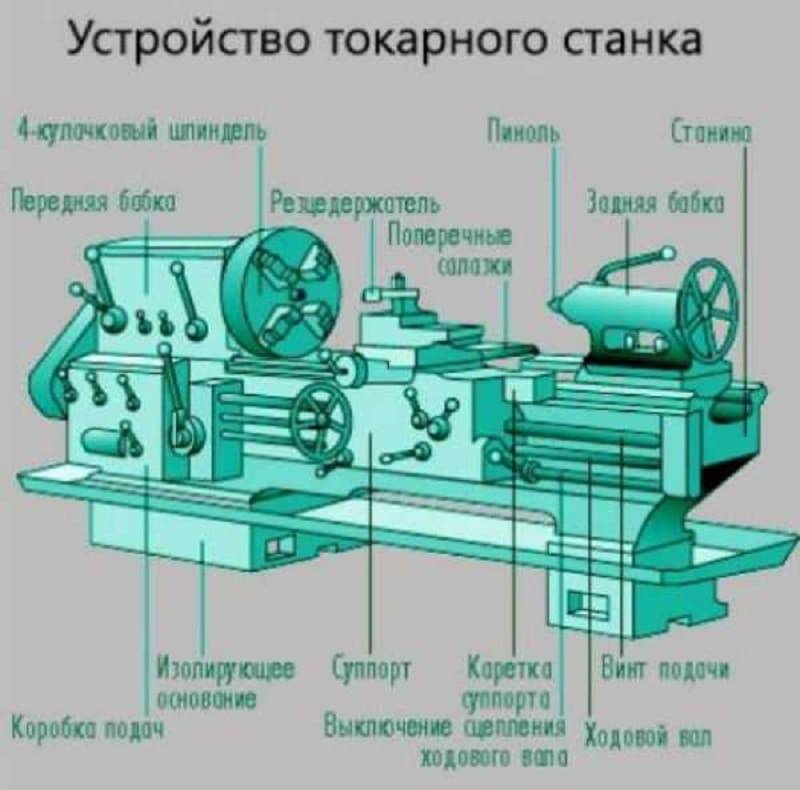
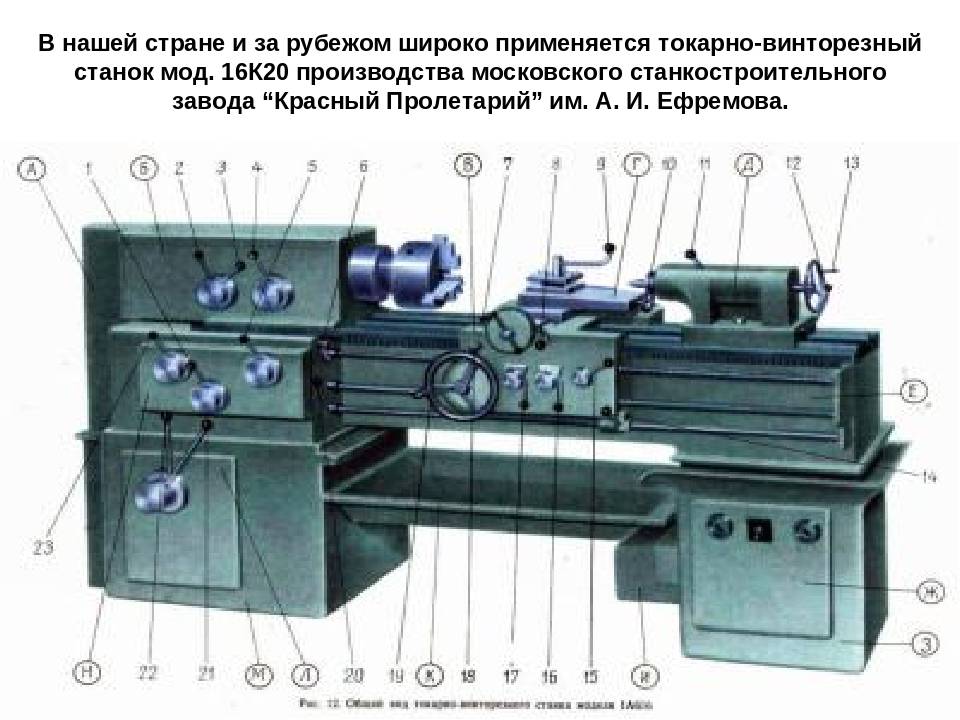
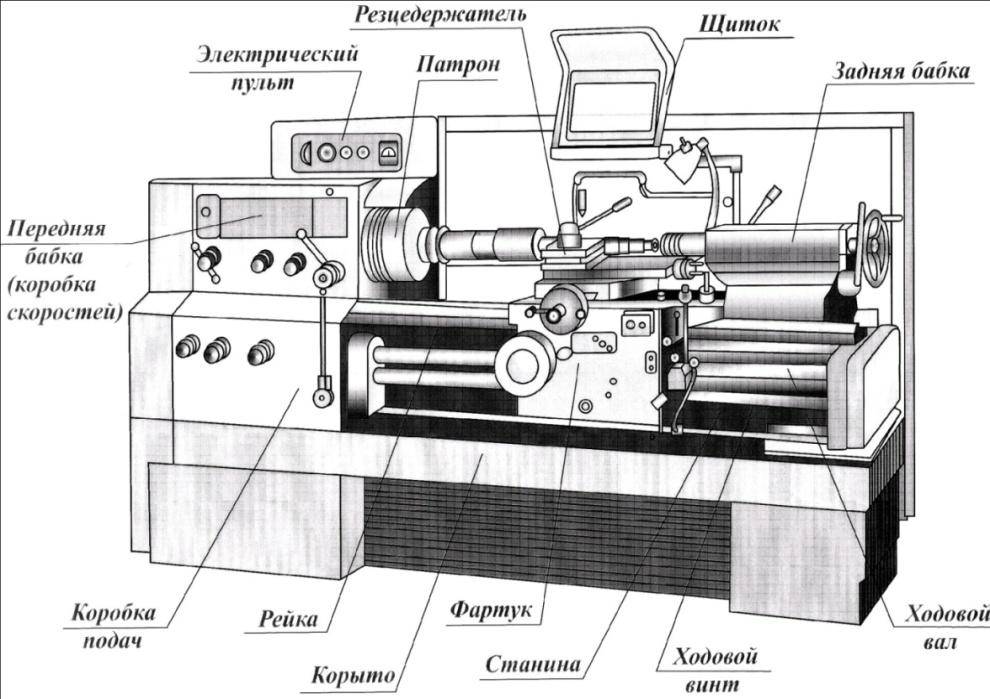
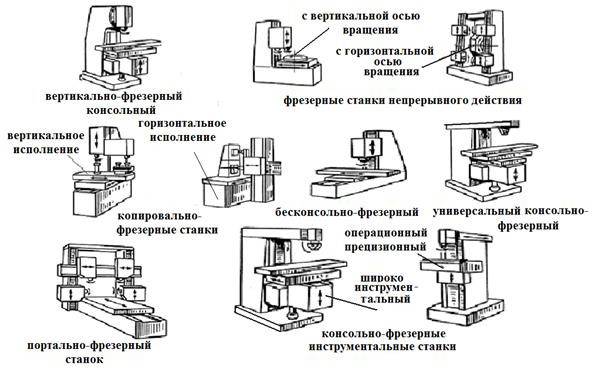
Рисунок 2 – Основные виды фрезерных станков
При этом, например, если рассматривать операцию зубофрезерную, то для этой операции можно выбрать станки 5-й группы, но это будет зубофрезерный станок, а фрезерные станки расположены в 6-й группе. То есть четкого разграничения между группами нет, тем более появляются новые станки, реализирующие ранее неиспользуемые методы обработки.
Согласно стандартов, оборудование имеет основные размеры, характерные для станков каждого типа. Так, например, для токарных и круглошлифовальных станков это наибольший диаметр обрабатываемой заготовки (рисунок 3), для фрезерных станков — длина и ширина стола, на который устанавливаются заготовки или приспособления, для поперечно- строгальных станков — наибольший ход ползуна с резцом.

Рисунок 3 – Наибольший диаметр заготовки для токарных станков
Группа однотипных станков, имеющих сходную компоновку, кинематику и конструкцию, но разные основные размеры, составляет размерный ряд. Так, по стандарту, для зубофрезерных станков общего назначения предусмотрено 12 типоразмеров с диаметром устанавливаемого изделия от 80 мм до 12,5 м.
Конструкция станка каждого типоразмера, спроектированная для заданных условий обработки, называется моделью. Каждой модели присваивается свой шифр — номер, состоящий из нескольких цифр и букв. На рисунке 4 показан пример обозначения токарного станка с ЧПУ (числовое программное управление).

Рисунок 4 – Обозначение токарного станка с ЧПУ
Первая цифра означает группу станка, вторая – его тип, третья цифра или третья и четвертая цифры отражают основной размер станка. Например, модель 16К20Ф3 означает: токарно-винторезный станок с наибольшим диаметром обрабатываемой заготовки 400 мм. Буква между второй и третьей цифрами означает определенную модернизацию основной базовой модели станка.
Выделяют станки-автоматы и полуавтоматы. Автоматом называют станок, в котором после наладки все движения, необходимые для выполнения цикла обработки, в том числе загрузка заготовок и выгрузка готовых деталей, осуществляется автоматически, т.е. выполняется механизмами станка без участия оператора.
Цикл работы полуавтомата выполняется также автоматически, за исключением загрузки-выгрузки, которые производит оператор, он же осуществляет пуск полуавтомата после загрузки каждой заготовки.
С целью комплексной автоматизации для крупносерийного и массового производства создают автоматические линии и комплексы, объединяющие различные автоматы, а для мелкосерийного производства – гибкие производственные модули (ГПМ). Пример ГПМ приведен на рисунке 5.
Автоматизация мелкосерийного производства деталей достигается созданием станков с программным управлением (цикловым), в обозначение моделей вводится буква Ц (или числовым буква Ф).
Цифра после буквы Ф обозначает особенность системы управления:
- Ф1 – станок с цифровой индикацией (с показом чисел, отражающих, например, положение подвижного органа станка) и предварительным набором координат;
- Ф2 – станок с позиционной или прямоугольной системой; Ф3 – станок с контурной системой;
- Ф4 – станок с универсальной системой для позиционной и контурной обработки, например, модель 1Б732Ф3 – токарный станок с контурной системой ЧПУ.
Станки с ЧПУ постепенно вытесняют другие установки, благодаря высокой точности обработки, повышенной производительности и соответственно сравнительно быстрой окупаемости.

Рисунок 5 – Пример гибкого производственного модуля
Кроме того, металлорежущие станки делятся по степени универсальности, по степени автоматизации и классу точности. Классификация станков представлена на рисунке 6.

Рисунок 6 – Классификация станков
Устройство бабки токарного станка (шпиндельный узел)
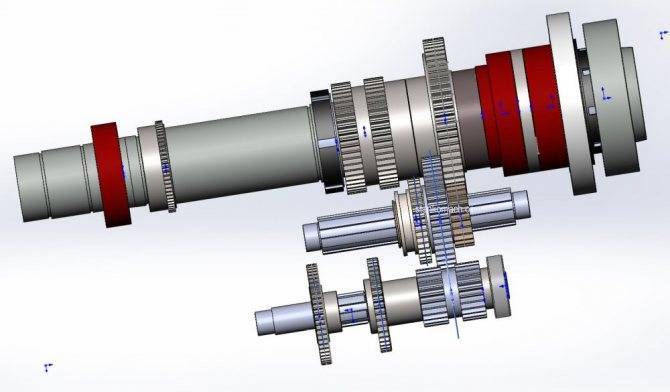
Передняя бабка состоит из корпуса (чаще всего чугунного) и шпинделя. В станках с коробкой скоростей добавляются валы, шестерни и устройство переключения диапазонов для обеспечения различных моментов резания для обработки заготовок, система смазки шпиндельной бабки. Усилие вращения на деталь передается через шкив на первом валу. При установке шпинделя «картриджного» типа — вращательное движение патрона передается от двигателя через ремни на шкив, установленный на шпинделе. При установке электрошпинделя — ременная передача и внешний двигатель не применяются.
Корпус шпиндельной бабки может иметь различную форму, отливается, как правило, из чугуна. В современных станках в жестком корпусе передней бабки имеются точные отверстия для установки передних и задних подшипников шпинделя, это достигается расточкой корпуса на расточном станке с борштангой, с последующим контролем на измерительной машине. Предусмотрена возможность регулировки оси шпинделя в плоскости движения оси Х (для станков с горизонтальной станиной это будет горизонтальная плоскость, направление «к оператору или от оператора»). В вертикальной плоскости точность достигается пришабриванием
Передача вращательного движения от двигателя к шпинделю, чаще всего, осуществляется посредством клиновых или поликлиновых ремней и шестерней зубчатой передачи. В станках токарной группы с ЧПУ для обеспечения функций нарезания резьбы и поддержания постоянства скорости резания устанавливается дополнительный датчик — энкодер шпиндель. Энкодер воспринимает вращение шпинделя и преобразует его в электрический импульс, посылаемый в модуль ЧПУ. В свою очередь, контроллер управляет работой серводвигателя привода для плавного(не дискретного) регулирования частоты оборотов шпинделя.
Шпиндельный узел, как правило, имеет систему циркуляционной смазки и может иметь систему охлаждения. В шпинделя «картриджного» типа консистентная смазка закладывается на весь срок службы подшипников.
Кинематическая схема шпиндельной бабки обычно приведена в документации на конкретный станок.
Шпиндель передней бабки
Шпиндель — полый внутри вал, изготовленный из углеродистой стали, в отверстие которого пропускают длинномерные заготовки. Установлен шпиндель в корпус передней бабки посредством переднего и заднего подшипниковых узлов.
Торец шпинделя токарных станков, в зависимости от исполнения, соответствует ГОСТ 12595-2003 или ГОСТ 26651-85. На современных станках ЧПУ, в зависимости от запросов потребителя, геометрия торца шпинделя может быть изменена. На торец устанавливается зажимное устройство: токарный патрон, цанга, планшайба, упорный центр.
Посадочные поверхности торца шпинделя имеют обработку не ниже 6 квалитета, при изготовлении поверхность подвергается закалке и шлифовке. В противном случае радиальное и торцевое биение установленного патрона или другого зажимного устройства, установленного на шпиндель, будут превышать допустимые значения. Это скажется на точности обработки заготовки. После установки шпиндель проверяется на наличие вибраций, и, при необходимости, производится балансировка
В связи с этим, при замене зажимной оснастки посадочные поверхности шпинделя необходимо оберегать от различного рода повреждений, не допускать наличия стружки и грязи, а также проверять биение вновь установленных патрона или цанги.
пример — шпиндель «картриджного» типа |
пример — шпиндель с валами и шестернями коробки скоростей |

Проверка точности
Геометрическую точность на токарных станках с ЧПУ проверяют по контрольным скалкам и оправкам. Проверка методом проточки не входит в проверки по ГОСТ(в токарный патрон зажимается заготовка диаметром не менее 80 мм длиной до трех диаметров и обтачивается цилиндрическая поверхность перемещением по оси Z без поджима задней бабкой), является неточной и не отражает реальное положение оси шпиндельной бабки. на результаты проточки влияет очень много факторов и погрешность измерения будет превышать величину допуска (режимы резания, высота режущей кромки и вылет оправки, состояние подшипников шпинделя и остальной кинематики . Допустимые отклонения указаны в приложении к свидетельству о приемке станка.
При неудовлетворительных результатах проверки точности выявляют и устраняют причину и проводят повторную проверку.
Принцип работы
Обрабатываемая деталь закрепляется на планшайбе, которой
сообщается вращательное движение в горизонтальной плоскости. Режущие
инструменты закрепляются в боковом и верхних суппортах. Боковой суппорт 3
служит в основном для обточки наружных поверхностей, выточки канавок и подрезки
торцов; в его четырехпозиционной головке закрепляются резцы различных типов.
Верхний поворотный суппорт Биспользуется для обработки наружных и
внутренних конических поверхностей. Верхний суппорт Г имеет пятипозиционную
револьверную головку, в которой закрепляются инструменты, предназначенные
главным образом для обработки отверстий.
Рис 1, д
Карусельные станки, предназначенные для
обработки деталей диаметром больше 1500 мм, изготовляют с двумя вертикальными
стойками. Диаметр стола у таких станков доходит до 25 м. Карусельные станки
значительно удобнее лобовых как в отношении установки и закрепления деталей,
так и в отношении точности обработки и производительности. Удобное расположение
стола (горизонтальное) позволяет сравнительно просто и быстро устанавливать
крупные детали для обработки и снимать их со станка. В серийном производстве
находят применения многорезцовые токарные станки и токарно-револьверные станки,
в массовом производстве – токарные полуавтоматы и автоматы.
Характеристика токарных станков
Модель станка | Растояние между | Наибольший | Диаметр прутка, | Пределы частот | Пределы подач, | Мощность | ||
над станиной | над суппортом | продольных | поперечных | |||||
1612П | 500 | 260 | 140 | 18 | 33,5-1520 | 0,008-0,2 | 0,008-0,0075 | 1,5 |
ТС 135 | 500 | 270 | 140 | 18 | 33,5-2000 | 0,008-0,2 | 0,0003-0,0075 | 2,8 |
1615М | 750 | 320 | 150 | 18 | 44-1000 | 0,006-2,72 | 0,025-1,1 | 2,8 |
1661 | 750 1000 | 320 | 170 | 32 | 16-2000 | 0,041-1,082 | 0,013-0,35 | 4,5 |
1Л61 | 500 | 170 | 32 | 10-1250 | 0,041-1,082 | 0,013-0,35 | 2,8 | |
1161 | 750 | 320 | 175 | 34 | 16,5-1180 | 0,05-1,6 | 0,025-0,8 | 4,5 |
ТВ320 | 500 | 320 | 170 | 24 | 36-2000 | 0,03-0,48 | 0,012-0,184 | 2,8 |
1А62 | 750 1000 1500 | 400 | 210 | 36 | 11,5-1200 | 0,082-1,59 | 0,027-0,52 | 7,0 |
1616 | 750 | 320 | 175 | 34 | 44-1980 | 0,06-3,6 | 0,044-2,47 | 4,5 |
1Д62М | 750 1000 1500 | 410 | 210 | 37 | 11,5-600 | 0,082-1,59 | 0,027-0,52 | 4,3 |
1М620 | 710 | 400 | 220 | 48 | 12-3000 | 0,075-4,46 | 0,037-4,46 | 14 |
1624 | 1000 | 500 | 290 | 56 | 10-1400 | 0,07-2 | 0,035-1,0 | 7,0 |
1Б20П | 400 | 220 | 50 | 16-1600 | 0,05-2,8 | 0,025-1,4 | 4,1 | |
1Д63А | 1500 3000 | 615 | 345 | 68 | 14-750 | 0,15-2,65 | 0,05-0,9 | 10 |
1А64 | 2800 | 800 | 450 | 80 | 7,1-750 | 0,2-3,05 | 0,07-1,04 | 20 |
165 | 2800 | 1000 | 600 | 80 | 5-500 | 0,2-3,05 | 0,07-1,04 | 28 |
1658 | 8000 | 1000 | 650 | 80 | 5-500 | 0,2-3,05 | 0,07-1,04 | 28 |
1660 | 6300 | 1250 | 860 | 75 | 3,15-200 | 0, 19-11,4 | 0,075-4,5 | 60 |
Используемая
литература
1.
Г.А. Левит. Металлорежущие станки, 2 изд., т. 1, М., 1965.


.
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело. Уч. Пособие для проф.
техн. училищ. – М: Высшая школа, – 1972. – 304 с.
.
Ятченко С.В. “Токарное дело”, М.: Сельхозгиз, 1958 г., 532 с.
.
Михайлин, Ю.А. Конструкционные полимерные композиционные материалы. – Санкт –
Петербург: Научные основы и технологи. 2008 г.
5. Классификация
токарных станков – http://delta-grup.ru/bibliot/4/21. htm
Варианты и расшифровка вариантов модификаций
Маркировка оборудования показывает, какими особенностями оно обладает, его сферу применения.
Токарные станки имеют буквенное и числовое название. Буквенные обозначения характеризуют его конструктивные особенности: уровень автоматизации, степень точности обработки, модификацию, тип ЧПУ.
Значение букв в маркировке приборов:
- С – особая точность.
- В – высокая точность.
- Н – нормальная точность.
- А – особо высокая точность.
- П – повышенная точность.
Цифры обозначают:
- первая цифра 1 указывает на то, что это токарный станок;
- вторая цифра обозначает тип устройства;
- третья и четвертая – показывают особенности обработки.
Например, 16К20Т обозначает:
- 1 – токарный станок;
- 6 – тип лобовой;
- 20 – 200 мм основной параметр;
- Т – модифицированный.
Несколько советов по обслуживанию
Зная, как обслуживать станок, можно продлить срок его эксплуатации. Советы:
- После обработки заготовок требуется выполнять очистку оборудования от остатков материала.
- Работать только с цельными и острыми резцами.
- Проверять работоспособность отдельных элементов станка перед его запуском.
- Использовать охлаждающую жидкость при длительном процессе работы.
Нельзя забывать про использование защитных очков, которые помогут уберечь глаза от попадания металлической стружки.
https://youtube.com/watch?v=vtaEQnN8HSs
Токарные станки используются для проведения различных технологических операций. Зная устройство этого оборудования, можно чинить поломки, правильно ухаживать за механизмами, проводить очистку.
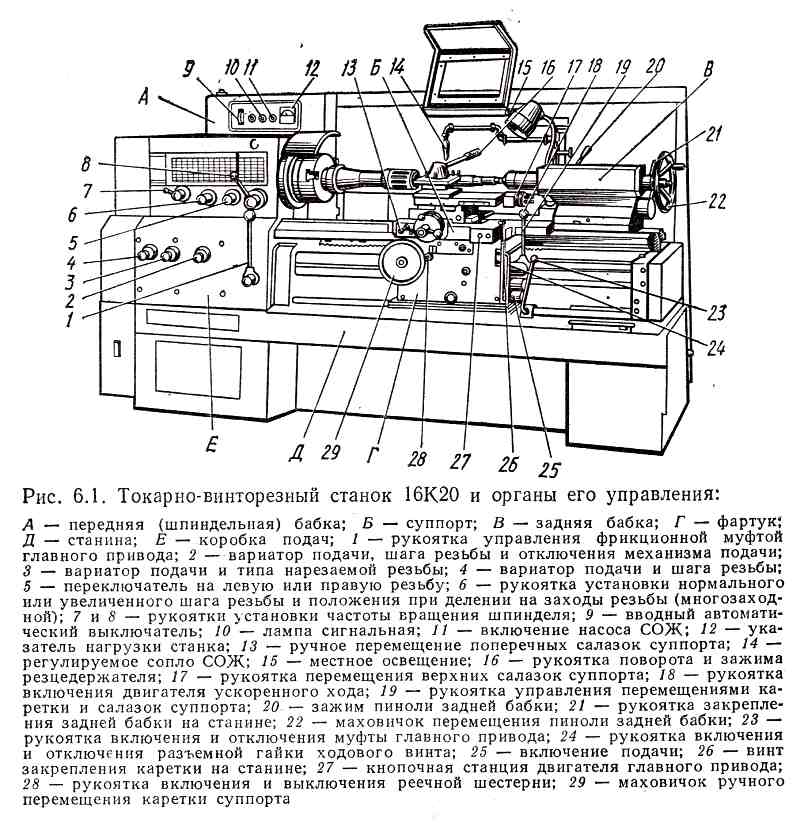
Типовые ремонтные работы, выполняемые при плановых ремонтах 16К20
За период межремонтного цикла необходимо проводить осмотры станка. Регламентом предусмотрены следующий порядок обслуживания агрегата:
Сроки проведения ремонтов указаны в рекомендуемом графике плановых ремонтных работ:

Максимальная эффективность использования станка достигается только при рациональном чередовании осмотров и плановых ремонтов, выполняемых с учетом конкретных для условий эксплуатации, индивидуальных для каждого случая.
Категории ремонтосложности станка:
механическая часть — 12; электрическая часть — 8,5.
Технический осмотр станка:
- Наружный осмотр без разборки станка как полностью, так и по узлам в частности для выявления дефектов.
- Проверка прочности и плотности неподвижных жестких соединений. При этом осматривается основание с фундаментом; станина с основанием; шпиндельная бабка; коробки подач со станиной; каретки с фартуком; шкивов с валами и т. п.).
- Открывание крышек узлов для осмотра и проверка состояния механизмов.
- Выборка люфта в винтовой паре привода поперечных салазок.
- Проверка правильности переключения скоростей шпинделя и подач.
- Регулировка фрикционной муфты главного привода и ленточного тормоза шпинделя.
- Проверка состояния, очистка и мелкий ремонт ограждающих кожухов, щитков и т. п.
- Проверка состояния и мелкий ремонт системы смазки.
- Выявление изношенных деталей, требующих восстановления либо замены при ближайшем плановом ремонте.
Осмотр перед капитальным ремонтом:
Работы, выполняемые при осмотрах перед другими видами ремонтов и, кроме того, выявление де талей, требующих восстановления или замены, эскизирование или заказ чертежей изношенных деталей из узлов, подвергающихся разборке.
При проведении осмотра выполняются те из перечисленных работ, необходимость в которых обусловлена состоянием станка.