Разновидности
Инструмент для резки бывает ручным, с электроприводом. Первыми инструментами для резки пользуются в домашних мастерских, бригадами кровельщиков, автослесарями. Электрические модели устанавливают на производстве.
По расположению режущих роликов и их подвижности, различают ножницы:
- с неподвижными роликами;
- с одним подвижным роликом;
- с двумя вращающимися ножами.
Модели с неподвижными роликами используются для резки полос по ровной линии. Устройство движется вдоль линейки, или закрепляется неподвижно и через него протягивается лист. Раскрой ограничен толщиной листа до 0,7 мм.
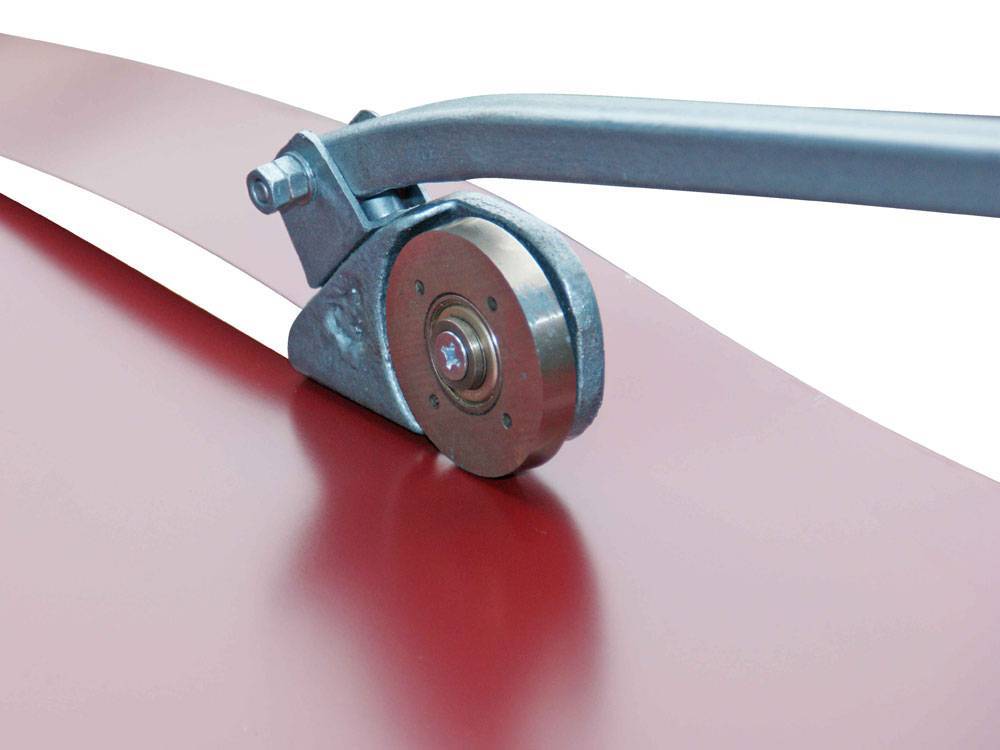
Пользуясь инструментами для резки листа с верхним вращающимся роликом, рабочий затрачивает сил на 20–30% меньше. Металл скользит по нижней опоре под вращающийся круглый нож. Кроме ровных полос, ножницы могут резать лист по дуге радиусом более 1 м.
Два вращающихся ножа со скосами по плоскостям, образующим режущую кромку, способны вырезать сложные фигурные детали, резать профилированный лист. Минимальный радиус поворота моделей от 50 мм. Ножницы с подвижными роликами легко скользят по металлу, разрезая его. Проводя роликами по разметке, получают сложные по форме заготовки. Для изготовления больших партий используют шаблон.
Ножницы с одним подвижным роликом (Фото: Instagram / sferainnova)
Особенности домашнего изготовления

Инструмент, отличающийся отсутствием «зверского» шума при работе, не требующий электроэнергии, можно назвать идеалом. Однако станет он таким совершенством только в одном случае — если правильно подобрать материалы для его изготовления. Лишь они обеспечат отсутствие проблем при обработке, а также долгий срок службы, мало отличающийся от того, что имеют «профессиональные» коллеги — заводские роликовые ножи. Нет, разница все же есть: дома можно собрать только тот механизм, который предназначен для прямолинейной резки. Но чаще всего домашним мастерам требуется именно она.
- Режущие элементы. Два ножа, располагающихся сверху и снизу в одной плоскости, обязательно изготавливают из высококачественного сплава, чья прочность должна быть выше, чем у обрабатываемых листов. В роли ножей выступают подшипники, удовлетворяющие этим требованиям. Чем больше их диаметр, тем выше будет скорость резки. Материал-идеал — инструментальная углеродистая сталь.
- Основание (станина с направляющими), по совместительству — рабочая поверхность, на которой располагается разрезаемый лист, перемещаются роликовые ножи.
- Корпус инструмента. Потенциальный материал — стальной уголок, имеющий определенные характеристики: линейные размеры — от 40 до 60 мм, толщину — 3 мм.
- Дополнительные детали: для надежного прижимания материала — фиксаторы (например, ручка, рукоятка), устройства, регулирующие зазор между режущими дисками.
Самая большая трудность при подготовке к работе — подбор достойного материала для роликовых ножниц. Для их изготовления используют подшипники, чей диаметр зависит от корпуса инструмента, однако чаще выбирают детали 20-30, 50 мм. Грани их стачивают точно под углом 90°. В противном случае качественное, эффективное изделие собрать не получится.
Инструкция по изготовлению
Продающиеся в магазине фабричные модели резаков, даже в стандартной комплектации, обойдутся в большую сумму. Цена предложенных на рынке моделей стартует от 20000 руб. Такие условия не выгодны в приобретении инструмента для домашнего использования или в небольшую мастерскую, да и использоваться он будет крайне редко.
Для начала конструируется основное тело инструмента, которое каждый подбирает под себя. Изготавливается главный атрибут станка – роликовый нож для листового металла. Материал из которого будет изготовлена деталь напрямую воздействует на долговечность и производительность агрегата. Как упоминалось выше характеристики прочности должны быть значительно выше аналогичных характеристик нарезаемого им материала. В ином случае минимальной проблемой станет низкокачественный рез, вынуждающий мастера чистить и обрабатывать кромки каждой нарезанной заготовки.
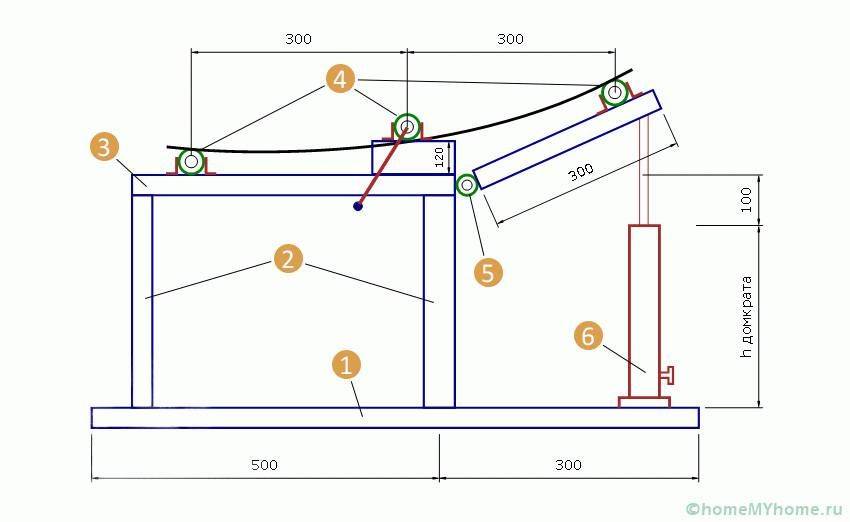
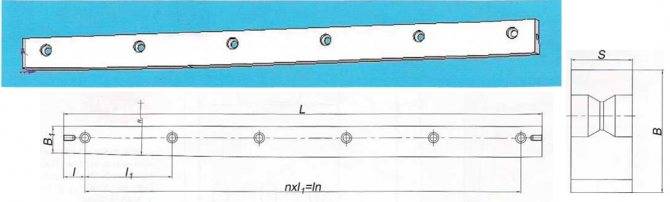
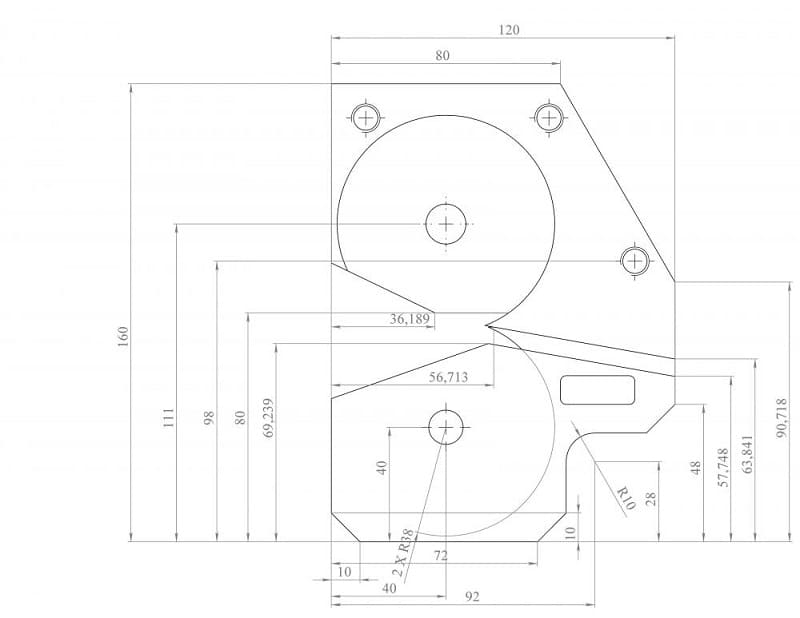
Схема для сборки роликового ножа
Своими руками, роликовые ножницы по металлу, в большинстве своем, изготавливаются из подшипников. Заточка торцов детали формирует режущие поверхности. Главный ролик, подключенный к приводу, крепится непосредственно на ручку. Нижний же устанавливается на неподвижную нижнюю часть станка. При наличии навыков обработки железных сплавов изготовление подобного устройства займет максимум чуть более недели, включая настройку агрегата.
Купить или не купить?
Нельзя сказать, что найти и приобрести данный инструмент по вполне разумной цене сейчас невозможно, поэтому сначала лучше заняться взвешиванием всех «за» и «против».

- Частота использования. Если инструмент мастер планирует использовать чуть ли не ежедневно, то лучше взять удобную заводскую модель, дающую к тому же возможность ее точной настройки.
- Качество реза. Если требуется точность до десятых долей миллиметра, то в домашних условиях создание такого инструмента будет крайне затруднительным, если вообще возможным. И в этом пункте преимущество не на стороне самодельного роликового ножа.
- Экономия — то, что способно перечеркнуть все доводы покупных инструментов. Все затраты при создании своей конструкции обойдутся максимум в 5000 рублей. Промышленное изделие — как минимум в 4-5 раз дороже.
- Длительность работ. В совокупности изготовление собственной модели может потребовать около 2 недель. В этот срок входит регулировка и настройка роликового ножа. Тому, кто считает, что время — деньги, этот вариант вряд ли понравится.
Хозяин, решающий небольшие бытовые задачи, скорее всего, выберет «рукотворный» инструмент. Тот, кто имеет дело с листовым металлом чуть ли не каждый день, приобретет промышленное оборудование. Однако каждый мастер задачу выбора решает сам.
Конструктивные элементы
Ручная гильотина для резки металла имеет следующие составные элементы:
- Станина;
- Рабочий стол;
- Нож;
- Вертикальные направляющие;
- Зубчатые рейки (привод);
- Редуктор;
- Рычаг;
- Линейка.

Особенности рабочего стола
В качестве рабочей поверхности выступает металлическая плита толщиной не меньше 1 см. Использовать для этого древесину, пусть и очень толстую панель, не рекомендуется, так как она станет пружинить, деформироваться
Оборудованию же важно оставаться в одном неизменном положении
На плиту устанавливаются 2 направляющие (труба круглая или профильная). По ним станет двигаться верхняя балка с ножом. Желательно выбрать толстостенный материал. При этом направляющие необходимо разместить таким образом, чтобы они были точно параллельны друг другу и в перпендикулярной плоскости к столу.
К горизонтальной балке впоследствии будет закреплен нож. Балке необходимо обеспечить свободное перемещение по направляющим. При этом не должно быть лишнего сопротивления, но и люфта допускать тоже не нужно. Добиться этого возможно путем наваривания по краям балки втулок, которые будут вставляться в направляющие с небольшим зазором. Внутренние поверхности втулок следует смазать.
Приводной механизм
Обеспечить вертикальное движение балки можно с помощью зубчатых реек, приварив их на ее торцах. Разместив рейки по обеим сторонам, можно добиться равномерного движения. Усилия на рейку будет передаваться с шестеренки, соединяемых с рычажным механизмом. Учитывая различные соотношения рычага и диаметр шестерни, возможно достичь необходимых усилий, прикладываемых ножом. При этом влияние на привод будет минимальным.
Для того чтобы обеспечить равномерное вращение шестерен, их необходимо соединить общим валом, который можно разместить под рабочей плоскостью. Аналогом конструкции может стать педальный привод. Чтобы исключить самопроизвольное опускание балки рекомендуется установить фиксатор верхнего положения или возвратную пружину.
Режущие ножи
Создавая гильотину своими руками лучше использовать нож промышленного изготовления. Он будет обладать рядом преимуществ, одно из которых заточка под необходимым углом, необходимым для качественной рубки. При этом исходный угол требуется сохранять при последующих заточках. Также желательно применять 2 ножа, один из которых фиксируется на станине, а второй – к верхней балке.
Рекомендуемый зазор составляет 0,1 – 0,7 миллиметров. Все зависит от толщины раскраиваемых листов.
На промышленных гильотинных установках наклон режущего ножа может регулироваться. Угол наклона может меняться до 3 градусов. Условия домашней сборки подобной регулировки добиться не позволят. Поэтому необходима строго вертикальная установка.
Соблюдая основные технологические правила, данные чертежей можно создать высокоэффективный станок для домашнего применения, который способен разрезать как бумажный листа, так и толстый лист металла.
Рекомендуем также к прочтению:
Other types of knives
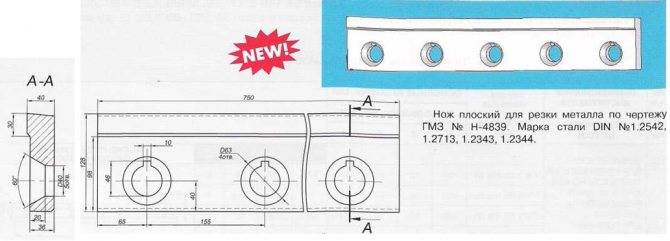
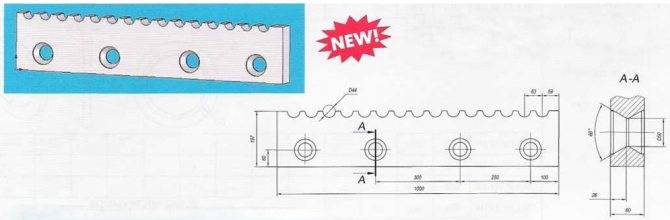
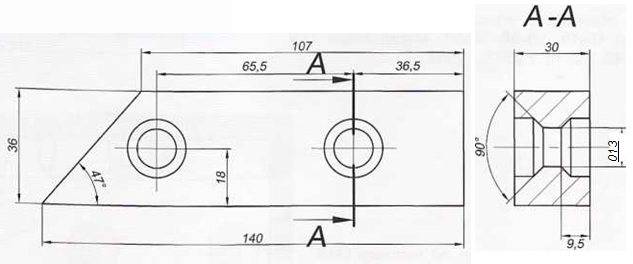
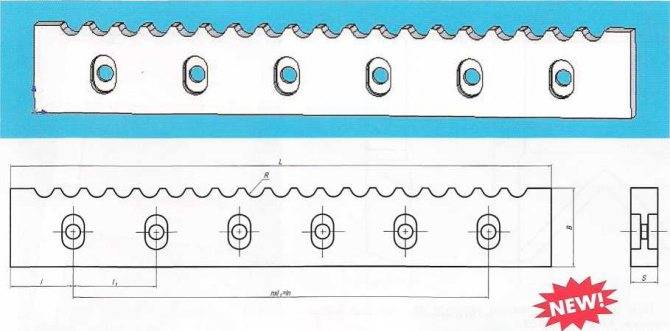
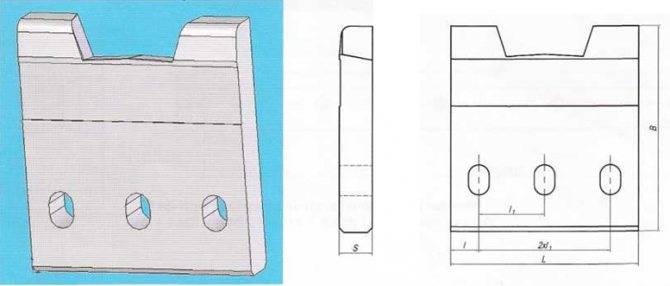
Нож плоский для резки металла по чертежу ГМЗ № Н-4839. Марка стали DIN №1.2542, 1.2713, 1.2343, 1.2344.
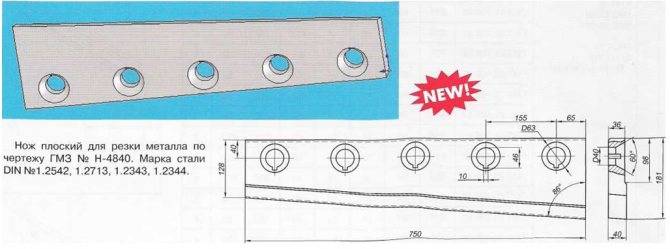
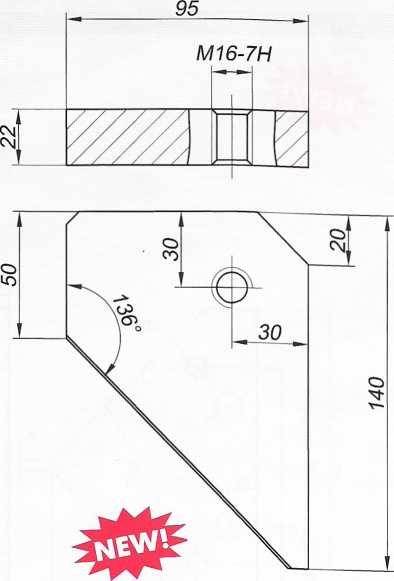
Нож плоский для резки металла по чертежу ГМЗ № Н-4840. Марка стали DIN №1.2542, 1.2713, 1.2343, 1.2344.
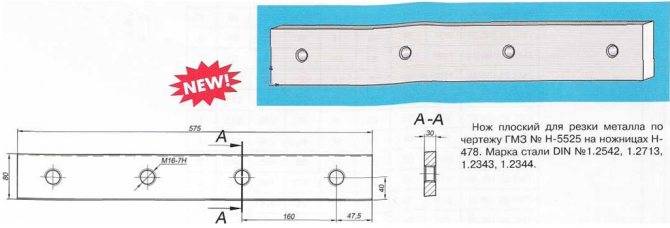
Нож плоский для резки металла по чертежу ГМЗ № Н-5525 на ножницах Н-478. Марка стали DIN №1.2542, 1.2713, 1.2343, 1.2344.










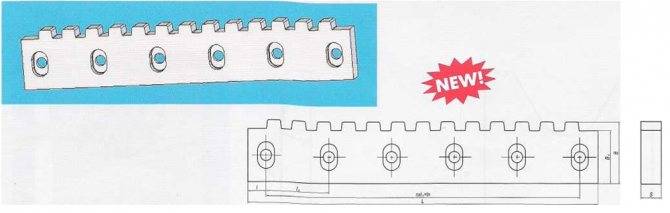
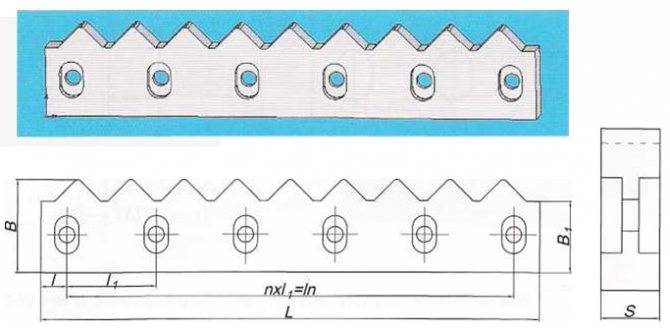
Наряду с традиционными, изготавливается широкая гамма эксклюзивной продукции по чертежам, образцам или эскизам заказчика; среди них множество разновидностей ножей для резки фасонного профиля. Ножи производятся из отечественных и импортных инструментальных легированных сталей DIN №1.2542, 1.2723, 1.2344 с высокой степенью точности на оборудовании с ЧПУ, твердость 55±2 HRC.
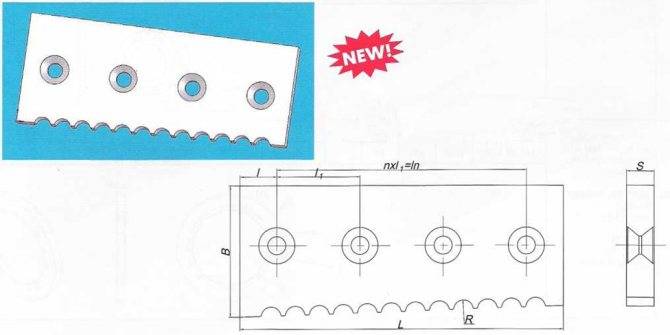
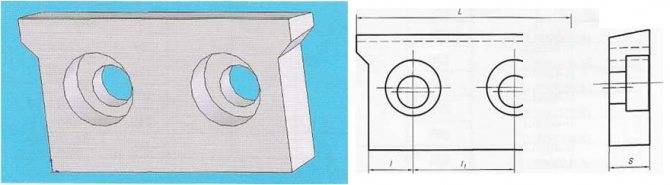
Shaped metal knives
Ножи предназначены для резки металла фасонного профиля в холодном и горячем состоянии на кривошипных прессах, ножницах и другом кузнечно-прессовом оборудовании, установленных автономно и в линиях прокатных станов.
Нож плоский для резки прутка по чертежу ГМЗ № Н-4665 к машине SCHLDEMANN. Марка стали DIN №1.2343, 1.2344.
Нож верхний по чертежу ГМЗ № Н-4624 для резки диаметром 30-43 мм. Марка стали DIN №1.2542, 1.2713, 1.2343, 1.2344.
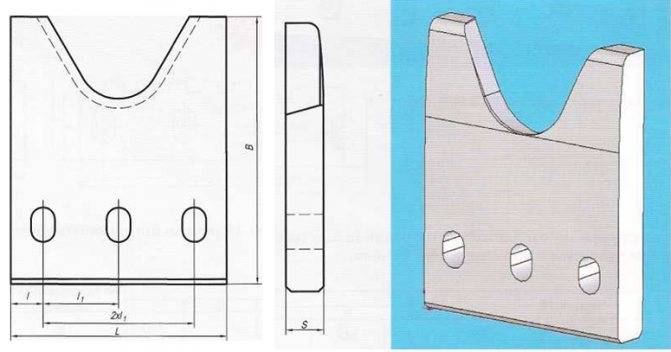
Нож верхний по чертежу ГМЗ № Н-4629 для уголков 45×45, 50×50, 63×63. Марка стали DIN №1.2542, 1.2713, 1.2343, 1.2344.
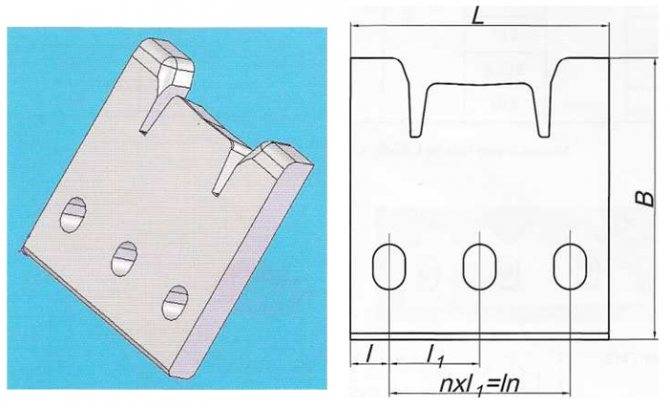
Нож нижний по чертежу ГМЗ N° Н-4632 для резки швеллеров №10 DIN 1026. Марка стали DIN №1.2542, 1.2713, 1.2343, 1.2344.

Нож плоский для резки металла по чертежу ГМЗ Na Н-4951 к станку С229. Марка стали DIN №1.2542, 1.2713, 1.2343, 1.2344.
Нож плоский для резки металла по чертежу ГМЗ № Н-5227 к станку НВ5221. Марка стали DIN №1.2542, 1.2713, 1.2343, 1.2344.
Нож плоский для резки металла по чертежу ГМЗ N“ Н-5516 к станку НВ-52-24. Марка стали DIN №1.2542, 1.2713, 1.2343, 1.2344.
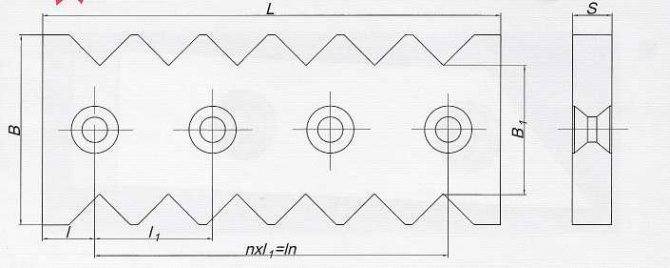
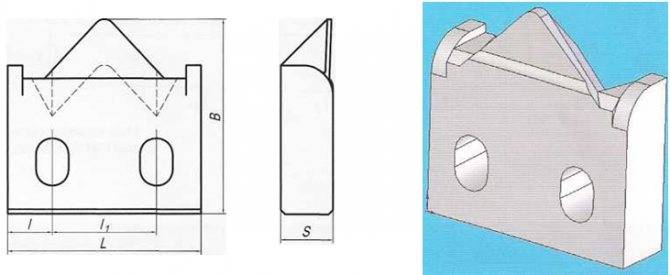
Danieli mill knives (for round, angle bars and channels)
Нож фигурный по чертежу ГМЗ № Н-4869.
Нож фигурный по чертежу ГМЗ № Н-4801 для резки уголка.
Нож фигурный по чертежу ГМЗ № Н-4868 для резки круга.
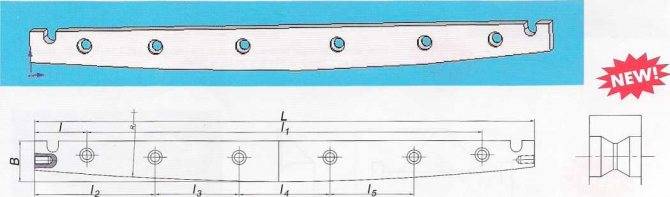
Нож нижний летучих ножниц по чертежу ГМЗ № Н-6151. Марка стали DIN №1.2542, 1.2713, 1.2343, 1.2344.

Нож кривошипных ножниц верхний по чертежу ГМЗ № Н-6152. Марка стали DIN №1.2542, 1.2713, 1.2343, 1.2344.
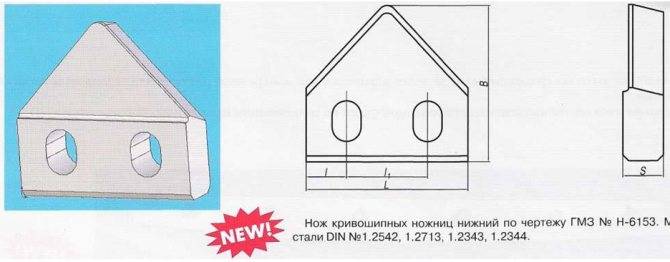
Нож кривошипных ножниц нижний по чертежу ГМЗ № Н-6153. Марка стали DIN №1.2542, 1.2713, 1.2343, 1.2344.
Нож нижний летучих ножниц по чертежу ГМЗ № Н-6155. Марка стали DIN №1.2542, 1.2713, 1.2343, 1.2344.
Нож верхний летучих ножниц по чертежу ГМЗ № Н-6160. Марка стали DIN №1.2542, 1.2713, 1.2343, 1.2344.
Нож по чертежу ГМЗ № H-5986 для резки круга диаметром 62-75 мм. Марка стали DIN №1.2542, 1.2713, 1.2343, 1.2344.
Нож нижний по чертежу ГМЗ № Н-5997. Марка стали DIN №1.2542, 1.2713, 1.2343, 1.2344.
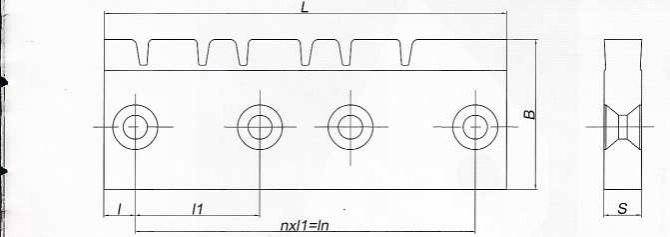
Metal knives with radial and combined edge
Ножи используются на гильотинных и летучих ножницах для поперечной резки металла (полос) и переработки металлолома. Изготавливаются из отечественной легированной стали на современном импортном оборудовании с ЧПУ.
Нож верхний по чертежу ГМЗ № Н-5231. Марка стали DIN №1.2542, 1.2713, 1.2343, 1.2344.
Нож верхний по чертежу ГМЗ № Н-5231. Марка стали DIN №1.2542, 1.2713, 1.2343, 1.2344.








Если вы применяете нестандартные размеры ножей плоских по металлу, которых нет в нашем каталоге, предлагаем изготовить их на нашем производстве. Для этого необходимо предоставить чертеж, эскиз или образец изделия.
Задать вопрос специалисту
Роликовый нож своими руками
- Роликовые ножи для металла
- Самодельные роликовые ножи
- Из чего можно изготовить нож
Как сделать роликовый нож для листового металла своими руками. Из чего можно изготовить самодельный роликовый нож?
Резка металла в домашних условиях – процесс достаточно утомительный. Да и качество её зачастую оставляет желать лучшего, вынуждая проводить дополнительную обработку полученных граней. Исправить ситуацию во многом позволяет задействование специальных приспособлений, в том числе и изготовленных своими руками. Об одном из таких устройств, а именно о роликовом ноже, мы с вами сегодня и поговорим.
Роликовые ножи для металла
Роликовый нож обретает сегодня всё большую востребованность и популярность. Связано это не только с высокой продуктивностью подобного приспособления, но и достаточно простым его устройством. Принцип действия механизма прост – два режущих диска-ролика вращаются в разные стороны, вдавливаясь в поверхность металла и проводя, таким образом, его резку. Трение между металлом и ножами обеспечивает беспрепятственное продвижение заготовки по инструменту. В подавляющем большинстве случаев роликовые ножи для резки листового металла включают в себя два вращающихся ролика – верхний и нижний. В зависимости от используемой вариации режущего элемента, подобные инструменты могут быть классифицированы следующим образом:
- Ножи параллельного положения – используются для резки металла на полосы, обеспечивая при этом весьма приемлемое качество;
- Кромки с одной наклонной – данная группа позволяет проводить не только продольную нарезку материала, но и вырезать кольцевые и круглые заготовки;
- Ножи с несколькими наклонными – подобные устройства дают возможность проводить эффективный рез заготовок круглой, криволинейной или же кольцевой формации при небольшом радиусе.
Стоит заметить, что все вышеперечисленные вариации прекрасно справляются с резкой листовой стали, при этом обрезанные края не требуют к себе дополнительного внимания и последующей обработки.
Самодельные роликовые ножи
При всех своих несомненных преимуществах, даже наиболее простая модель роликового ножа имеет вполне приличную стоимость. Этим и обусловлена нецелесообразность его приобретения для проведения разовых работ или же периодического задействования. Впрочем, оптимальное с финансовой точки зрения решение всё же существует – роликовый нож вполне можно изготовить своими руками в домашних условиях.
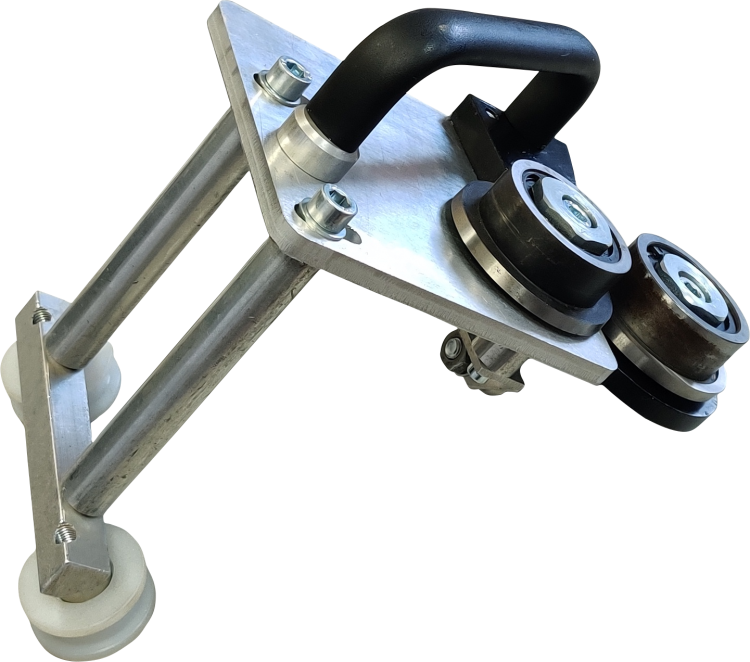
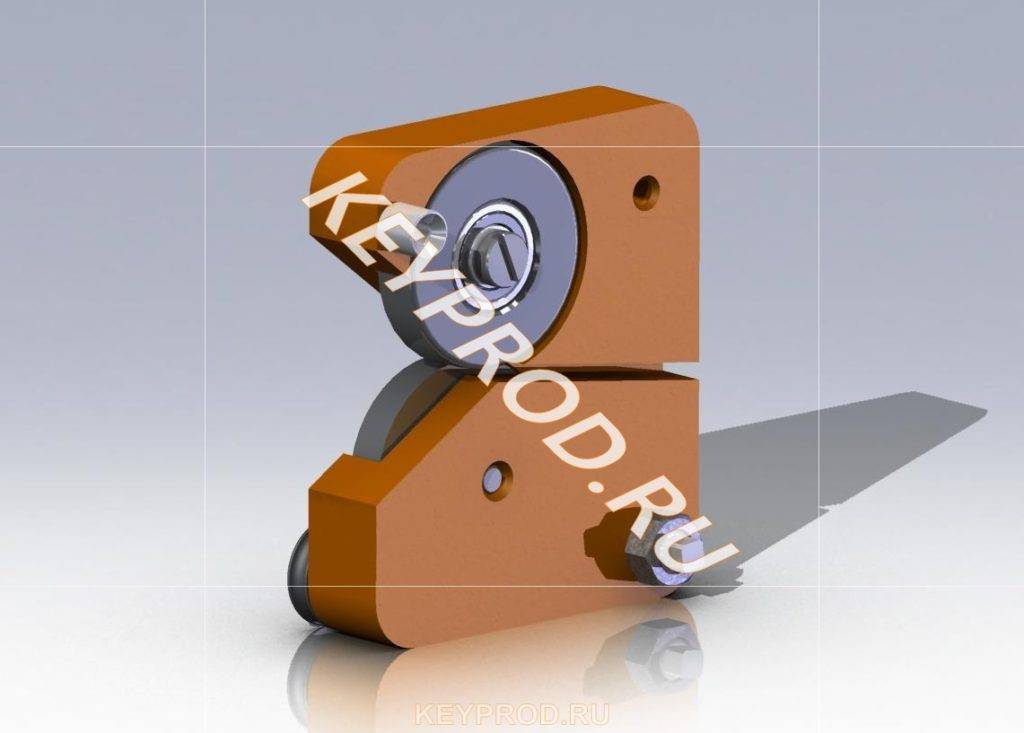
Конструкция подобного приспособления может быть самой разной. Наиболее распространённые вариации представлены ниже (фото, фото 2). Но в любом случае, основная часть остаётся неизменной – режущий нож. Изготавливать его следует из максимально прочного и надёжного стального сплава, прочностные показатели которого в обязательном порядке должны превосходить аналогичные параметры у разрезаемого материала. При несоблюдении этого условия качество реза будет невысоким, что потребует дополнительной обработки обрезанных кромок.
Практика показывает, что рабочий ресурс ножей фабричного производства составляет порядка 25 км листовой стали, при условии, что толщина её составляет 0,5 мм. При большей толщине ресурс соответственно будет ниже. Впрочем, инструмент можно без проблем заточить и продолжить его эффективное функционирование.
Если же говорить о ресурсе самодельных ножей, то он находится в прямой зависимости от того материала, из которого выполнены режущие части агрегата.
Инструкция как сделать роликовые ножницы из подшипников своими руками
Как уже говорилось, вариантов изготовления самодельного роликового режущего инструмента много, но какой выбрать для себя, зависит не только от возможностей, но еще и наличия необходимых расходных материалов. Если понадобился простой самодельный роликовый нож, то сделать его можно из подшипников. Принцип изготовления простой, и для начала разберемся, какие инструменты и материалы понадобятся для того, чтобы его сделать:
- Два подшипника 204 или 205. Использовать можно и другие подшипники, какие есть в наличии. Они не обязательно должны быть одинакового размера
- Уголок 50-60 мм длиной до 30 см
- Резьбовые соединители, шайбы, гайки и прочие мелкие расходники
- Стальная трубка, из которой необходимо изготовить рукоятку для роликовых ножниц
- Из инструментов понадобится сварочный аппарат, а также дрель и болгарка
Когда все необходимые материалы готовы к работе, можно приступать к делу. Инструкция по самостоятельному изготовлению роликового ножа имеет следующий вид:
Сначала необходимо подготовить уголок, так как он будет выступать в роли корпуса, на котором будут размещаться дополнительные элементы
Стачиваем кромку подшипников. Причем сделать это нужно так, чтобы в итоге кромка получилась с острым углом. На обоих подшипниках необходимо «снять» кромку, так как от этого зависит возможность применения роликовых ножниц по назначению
Далее необходимо просверлить отверстие в уголке, и закрепить на нем один подшипник. Для закрепления используется болт с потайной шляпкой. Для закрепления подшипника используется также шайба, за счет которой будет обеспечиваться надежный прижим к стенке уголка
Подшипник крепится так, чтобы его наружная обойма выступала на 1-2 мм сверху от края уголка
Немаловажно предусмотреть возможность его регулировки соприкосновения со вторым подшипником, подложив шайбы с внутренней стороны
С обратной стороны при закреплении подшипника нужно предусмотреть, чтобы шляпка крепежного болта была утоплена в основании уголка. Это надо для того, чтобы самодельный инструмент свободно перемещался по краю верстака
Если утопить шляпку не получается, то можно сделать для нее паз в конструкции верстака, что также вполне уместно при использовании самодельных ножниц
Первая часть работ на данном этапе считается выполненной, поэтому следует перейти к изготовлению второй части. Это рукоятка, второй подшипник, а также отгибатель листа
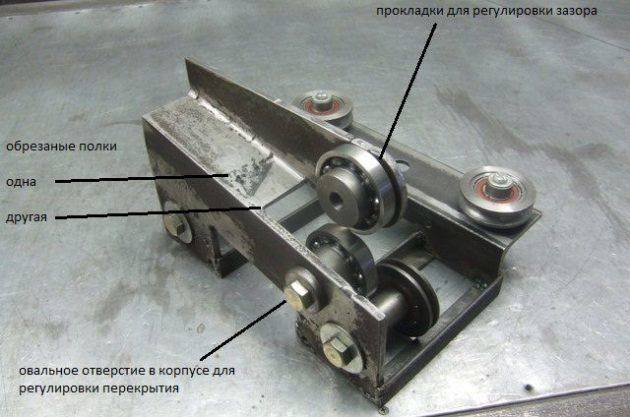
Используя аналогичный уголок длиной в 2 раза меньше, необходимо закрепить на нем второй подшипник. Предварительно уголок при помощи болгарки необходимо вырезать такой формы, как показано на фото ниже
На торцевую часть полученной заготовки необходимо закрепить подшипник, просверлив предварительно отверстие
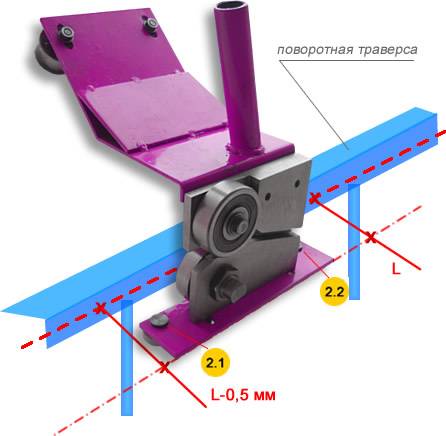
Заготовку из уголка приварить к основной части так, как показано на фото. При этом важно учитывать, что верхний подшипник должен вплотную соприкасаться с нижним подшипником, а его наружная обойма должна располагаться на расстоянии к основанию уголка до 1 мм
В завершении необходимо присоединить ручку к получившейся установке, чтобы удобно было работать

В итоге получается самодельный режущий инструмент для резки металлических листов толщиной до 0,5 мм. При использовании устройства надо учитывать, что предназначается оно исключительно для работы с листовыми материалами. В процессе эксплуатации будет изнашиваться кромка подшипников, поэтому целесообразно предусмотреть при изготовлении возможность регулировки соприкосновения подшипников. Все подробности изготовления и применения такого инструмента на видео ниже.
Это интересно!При вращении одного подшипника рукой, второй также должен вращаться, что говорит о правильности изготовления самоделки. Чем больше расстояние между торцевыми частями подшипников, тем ниже качество работы инструмента. В завершении для примера стоит привести пример того, сколько стоит заводской роликовый нож, а также, какие технические параметры он имеет. Для примера рассмотрим станок марки Trim Cutter 3017 и его технические параметры:
- Толщина листового металла максимальная — 0,7 мм
- Вес устройства составляет 4 кг
- Габаритные размеры — 220х180х260 мм
- Стоимость от 25 000 рублей
Исходя из вышесказанного, можно отметить, что сделать роликовые ножницы для резки тонколистового металла своими руками вовсе не трудно. Для этого не понадобится много сил и расходных материалов. Уделив всего 3-4 часа свободного времени, можно сделать высокоэффективный режущий инструмент в домашних условиях. С роликовыми ножницами не понадобится думать, чем отрезать металлический лист при монтаже оконных откосов или как порезать оцинковку на полоски, так как с ним любые подобные работы выполняются легко, быстро и эффективно.
Изготовление роликового инструмента

Для работы потребуются:
- два шарикоподшипника (204 либо 205, или другие), одинаковый размер их — условие необязательное;
- труба из стали для рукоятки;
- уголок (40-60 мм, примерная длина — 300-400 мм);
- крепеж — болты, гайки, шайбы и т. п.;
- инструменты: болгарка, дрель, сварочный аппарат.
Весть процесс выглядит таким образом:
- Из уголка вырезают деталь необходимых размеров. На обоих шарикоподшипниках под острым углом стачивают кромку.
- В детали-уголке сверлят отверстие для закрепления подшипника. Для его фиксации используют болт, имеющий потайную шляпку, и шайбу, обеспечивающую требуемый прижим к полке уголка.
- Крепят будущий нож так, чтобы его край выступал за ребро уголка на один-два миллиметра. Чтобы иметь возможность регулировки, шайбу подкладывают с внутренней стороны. Шляпку болта утапливают в основание профиля. Если это невозможно, то паз делают в верстаке.
- Отрезают от профиля второй элемент, он вдвое короче первого, на котором уже закреплен подшипник. Из него болгаркой вырезают деталь, заостренную с одной стороны. На ее торцевой части, просверлив отверстие, фиксируют второй будущий нож.
- Новую заготовку приваривают к большому элементу так, чтобы верхний и нижний подшипники соприкасались вплотную, а расстояние от наружной обоймы до полки основания составляло около 1 мм.
- Последний этап — приваривание рукоятки, которую предварительно сгибают так, как удобно мастеру.
Изготовленный режущий инструмент будет в состоянии резать металлические листы, чья толщина составляет максимум 0,5 мм. Так как изнашивание кромки шарикоподшипников — неизбежное зло при эксплуатации, необходимо предусмотреть устройство для их удобной, точной регулировки.
Роликовый нож для листового металла своими руками — хороший способ значительно упростить работу, сократить время на обработку материала, минимизировать число дефектов, количество мусора, а также избежать длительных физических «упражнений». Поэтому описанный механизм, сделанный самостоятельно, не только выгоден в плане экономии, он — идеальная замена как ножницам по металлу, так и промышленной гильотине.
Так как то, что написано «пером», не всегда позволяет досконально понять все этапы работ, без вспомогательного видео представить четкую картину довольно трудно. Именно оно, описывающее весь процесс, находится здесь:
Основные принципы гибки металла
Для изменения формы металлического проката можно использовать несколько различных методик.
Очень часто в этом случае используют сварку, однако такое тепловое воздействие на металл не только сильно влияет на его структуру, но и значительно снижает показатели его прочности, а соответственно, и уменьшает срок службы.
В этом случае изменить форму листового металла можно за счет определенного усилия, при котором в заготовке не происходят структурные изменения.
Особенности гибки металлического проката заключаются в том, что при выполнении этой слесарной операции происходит растяжение наружных слоев материала и соответственно сжатие внутренних.
Видео:
Технология гибки любого листового металла заключается в том, что часть проката перегибается по отношению к другой на строго определенный угол.
Получить величину заданного угла перегиба позволяет расчет.
Конечно, за счет прилагаемого усилия сам металл определенным образом подвергается деформации, которая имеет допустимый предел, который согласно ГОСТ зависит от таких параметров, как толщина материала, величина угла изгиба, а также хрупкости и скорости проведения операции.
Данная технологическая операция проводится на специальном оборудовании, которое дает возможность получить в итоге изделие без каких-либо дефектов.
И в том, и в другом случае необходимо обязательно учитывать то, что если изделие будет согнуто с нарушениями, то на поверхности материала образуются микротрещины, которые впоследствии станут причиной ослабления металла непосредственно в месте изгиба, что может привести к серьезным последствиям.
Современные возможности позволяют проводить изгиб проката самой разной толщины, при этом создаваемое напряжение должно превышать такой параметр, как предел упругости.
В любом случае, деформация листового металла должна носить пластический характер.
Следует отметить, что получаемая таким образом бесшовная конструкция, будет иметь высокую прочность и обладать определенной устойчивость к воздействию коррозии.
Сгибание металлического листа при помощи молотка
Для того чтобы выполнить гибку листа толщиной до 1,2 мм под прямым углом, используют простейшие инструменты – плоскогубцы (струбцины) и резиновый молоток.
Обработку производят на ровном деревянном бруске. Линию сгиба прочерчивают при помощи карандаша и линейки. Затем лист зажимают плоскогубцами так, чтобы их концы пришлись точно на линию разметки.





Край постепенно отгибают вверх, продвигаясь вдоль сгиба. После того, как угол приблизится к 90 градусам, лист помещают на брусок и при помощи молотка окончательно выравнивают.
Таким образом изготавливают узкие детали, например кромки из жести.
Сгибание листа толщиной до 2 мм удобно проводить на рабочем столе. Металл располагают так, чтобы линия разметки приходилась на кромку. Под обрабатываемый материал подкладывают стальной уголок.
Лист зажимают в тисках при помощи двух деревянных брусков. Сгибание производят при помощи молотка, простукивая металл от одного конца к другому. Край листа при этом направляют вниз так, чтобы в итоге он полностью лег на закрепленный по краю стола уголок. Этим способом изготавливают изделия любой ширины, в том числе ящики или мангалы.
Видео:
Самодельные рычажные ножницы
Вариант 1
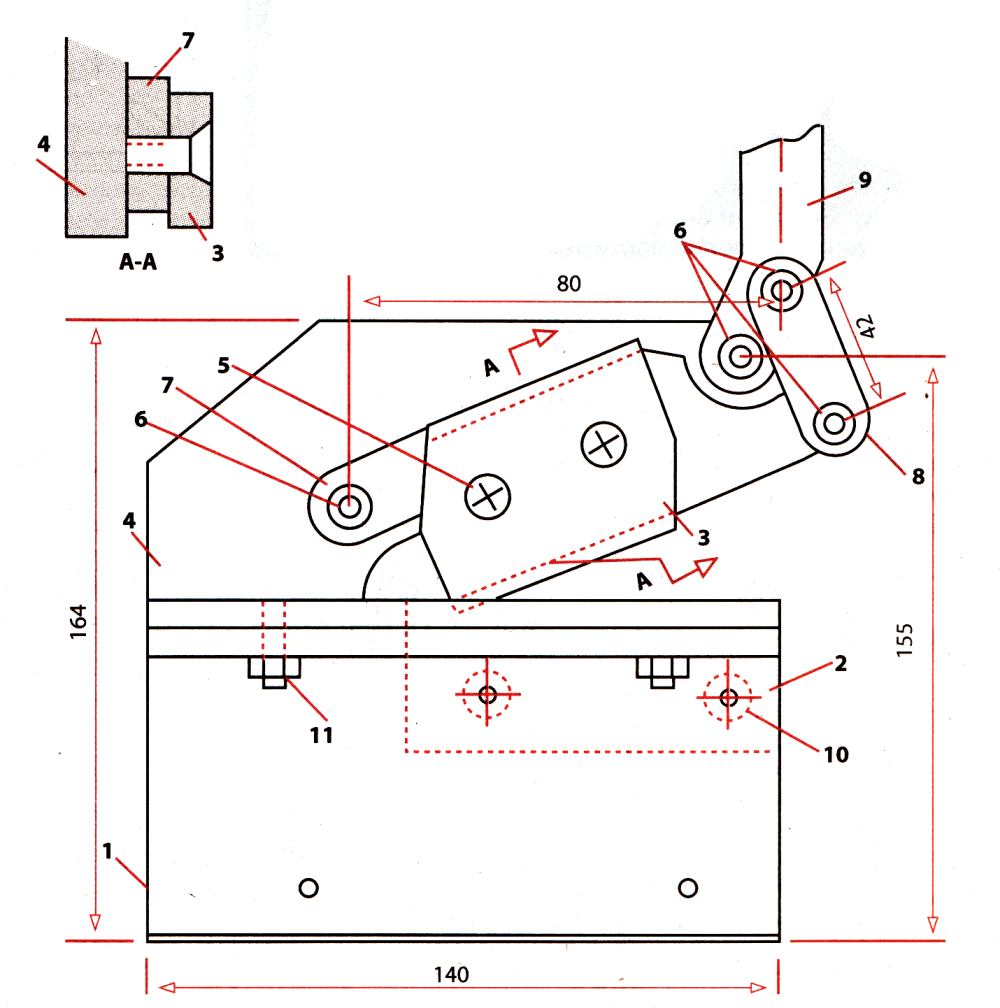
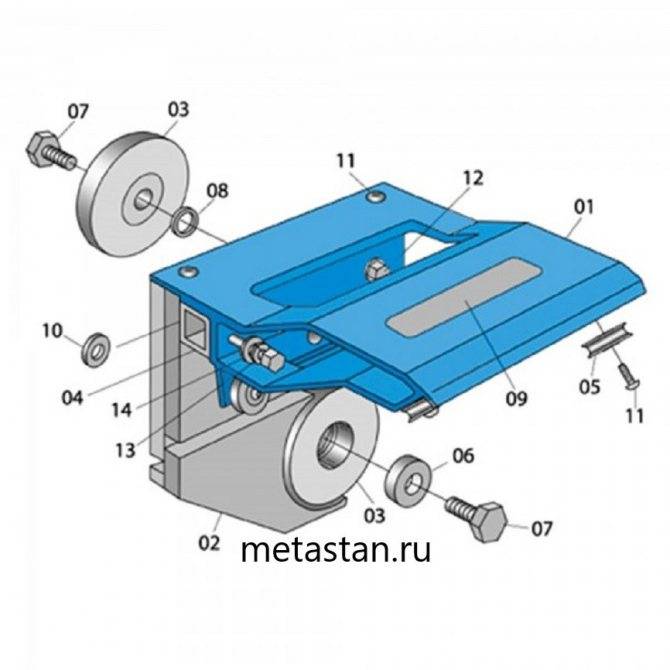
чертеж рычажных ножниц: 1 — нижняя щека, 2 — фиксированное лезвие, 3 — подвижное лезвие, 4 — верхняя основа, 5 — винт для фиксации лезвия (2 штуки), 6 — болты 4 штуки, 7 — ножевой рычаг, 8 — серьга, 9 — рычаг, 10 — винт, 11 — болт для стяжки (2 штуки)
- Станина этой модели ручных ножниц собирается своими руками из пары уголков 7,5 х 7,5 х 0,8 см. Фиксированный нож с помощью пары винтов прикрепляется к горизонтальной основе. Для совмещения с подвижным лезвием верх основы срезается наполовину. В лезвиях проделываются отверстия, прозенкованы для винтов М8 длинной 24 мм впотай.
- На верхней основе с помощью шарнирных крепежей установлены: на нижней поверхности лезвие и рычаг ножа (размеры 6,5 х 3 х 0,6 см), на верхней части рычаг (24,5 х 1,8 х 0,7 см) и серьга (6 х 1,8 х 7 см), обеспечивающая подвижность.
Заготовки своими руками выпиливаются ножовкой. Лезвия вытачиваем из закаленной стали, угол заточки 30 градусов.
Сначала собираем все детали в готовый станок, налаживаем. После разбираем, красим. Когда краска подсохнет — собираем начисто.
Вариант 2
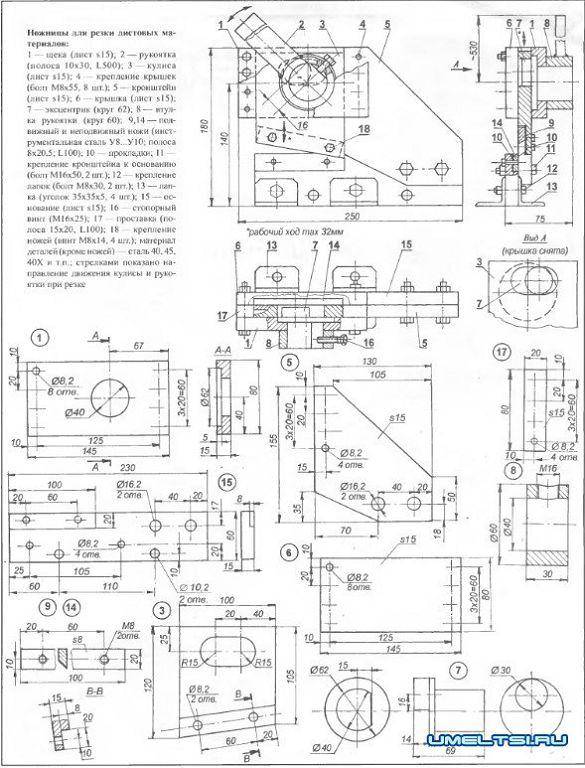
Эта модель ручных ножниц дополняется подробным чертежом. Кроение металла производится парой лезвий длиной 10 см каждое. Подвижное лезвие крепится к кулисе на кривошипном механизме. Эксцентриситет кривошипа составляет 16 мм и дает максимальную амплитуду 3,2см. К его хвосту прикрепляем ручку длиной 50 см.
Рекомендуется сделать стационарный вариант ножниц, которые надежно один раз прикрепятся к рабочей поверхности болтами М10. Для крепежа предусматриваются лапки с отверстиями. Корпус рычажных ручных ножниц необходимо делать из качественной стали 45 или 40, а лезвия из марок Р18, Р9 или У10.
Сделанные по этому чертежу ножницы уже больше 2 лет успешно работают, справляются со стальным листом толщиной до 3,5 мм.
Видеоролик с подробным описанием чертежей, конструкции и изготовления рычажных ножниц по металлу:
Рычажные ножницы по металлу являются востребованным инструментом, с помощью которого выполняются различные процедуры резки материалов — листового металла, жести, профилей, проволоки. Хотя на рынке предлагаются всевозможные ручные инструменты данного типа, не редко находятся авантюристы, предпочитающие сделать гильотинные приспособления своими руками.
- Гильотинные приспособления для резки металла основаны на рычажном принципе работы;
- Процесс резки осуществляется парой режущих поверхностей;
- При этом длина ножа по металлу может составлять порядка 20 сантиметров;
- Одна режущая поверхность прочно фиксируется на основании станка и на нее воздействует вся сила давления во время резки металла;
- Подвижная часть располагается на станине, что способствует выполнению резки высокой точности;
- На стационарном лезвии ручные инструменты предусматривают наличие специального паза для ползуна. Он предназначен для смещений ползуна по мере необходимости. Паз осуществляет перемещения в одной плоскости;
- Подвижная часть резака соединяется с ползуном;
- Рабочий ход данного ползуна обычно составляет 15-30 миллиметров;
- Подвижный нож прочно соединен с ручкой, длина которой составляет порядка 500 миллиметров. За счет нее в процессе резки можно прикладывать меньшее усилие своими руками, чтобы сделать нарезку листового металла нужного качества;
- Гильотинные приспособления имеют металлический корпус, что существенно продлевает срок службы, увеличивает нагрузки, с которыми может справиться инструмент во время резки листового металла, профилей, прутка;
- Ножи для резки изготавливаются из высокопрочной инструментальной стали. Это позволяет разрезать детали листового металла с минимальными усилиями и без деформации режущих кромок.
Используя гильотинные ручные приспособления для резки металла, можно своими руками обработать:
- Листы стали толщиной до 5 миллиметров;
- Изделия из листового алюминия толщиной до 6 миллиметров;
- Латунь толщиной 6 миллиметров;
- Металлические профили с сечением 6 на 80 мм;
- Стальной прут №13.
Простейший станок-листогиб своими руками
 Сооружение самодельного ручного листогиба сэкономит ваши деньги и будет настоящей находкой всякий раз, когда нужно иметь дело с листовым железом
Сооружение самодельного ручного листогиба сэкономит ваши деньги и будет настоящей находкой всякий раз, когда нужно иметь дело с листовым железом
. Благо в интернете можно найти самые разные чертежи с описаниями. Все предлагаемые модели разные, но можно найти общее в конструкции всех вариантов любого листогибочного станка:
Кстати, все детали вовсе не обязательно изготавливать из металла, можно использовать и дерево
. Прочности древесины достаточно, чтобы обработать тонкие алюминиевые или железные листы. Обычная древесина для этого, конечно, мягковата, лучше брать твердые породы вроде дуба, ясеня, ореха и т.д. Но на крайний случай простейшего гаражного листогиба подойдет и сосновый материал.
За основу возьмите представленные чертежи:
- Укрепляем дерево металлическими уголками или листами металла;
- Где потребуется настоящая прочность, так это петли для станка, при помощи которых двигается его сгибающее звено;
- Если сгибающее звено будет приличного размера, то вам не понадобится даже утяжеляющая рама, чтобы оказывать нужное давление на тонкий металлический лист;
- Обжимной пуансон следует фиксировать барашковыми гайками, главное, положить под них шайбы;
- Для работы с листами разной толщины можно сделать заготовки нескольких пуансонов, у которых пазы разной толщины;
- Чтобы гнуть металлические листы под 90 градусов, нужно оборудовать ограничительную поверхность с наклоном около 5 градусов. Иначе идеально прямой угол сделать будет невозможно.
Секрет!
Чтобы делать точные изгибы, нужно в предполагаемом месте изгиба сделать надпил, который будет направлять процесс в нужное русло.