

3 Обзор современного гибочного оборудования
Популярными среди строителей являются китайские агрегаты модели GW40, отличающиеся невысокой стоимостью и высоким уровнем практичности. С их помощью выполняют сгибание прутков сечением не более 4 сантиметров (арматура А2 и А1) и не более 3,2 сантиметров (А4 и А3).
GW40 реализуются в двух вариантах исполнения – мобильном и стационарном. Мобильное оборудование обычно применяется на строительных объектах, а стационарное устанавливается на предприятиях, занятых выпуском железобетонных изделий и конструкций.
Гибочный станок GW40 имеет следующие технические характеристики:
- напряжение – 380 вольт;
- угол сгибания – от 0 до 180 градусов;
- масса установки – 280 килограмм;
- вращение диска (скорость) – 8 оборотов в минуту;
- габариты – 75 (длина) на 71 (ширина) на 80 (высота) сантиметров;
- мощность электрического двигателя – 3 киловатта.

Агрегат управляется вручную и при помощи ножной педали.
Большей мощностью (4 киловатта) и техническими возможностями обладает машина GW50. Она позволяет без труда сгибать арматуру (круглый профиль) до 50 сантиметров. Но и масса такой установки повыше – 420 килограмм (как и ее габаритные размеры – 100 на 88 на 78 сантиметров).
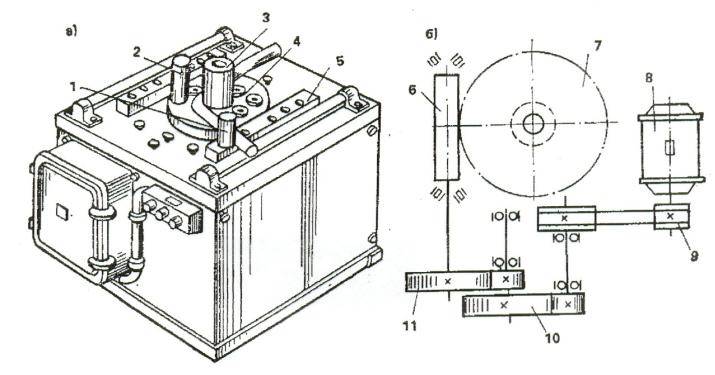
Востребован и станок для гибки арматуры МГА российского производства. Его эксплуатируют на стройплощадках (под навесом), в цехах предприятий, которые изготавливают всевозможные конструкции из металла и стали, а также из железобетона. Конструкция МГА включает в себя рабочий диск и плиту, центральный палец, кулачки реверса и остановки, рольганг, штырь, ролики, конечный выключатель реверса.
МГА снабжается 3-киловаттным электродвигателем, подключаемым к сети 380 вольт. Он сгибает арматуру класса А3 (толщиной до 3,2 см), А2 (до 3,6 см) и А1 (до 40 см). Производит данный станок для гибки арматуры компания «Долина» (Кувандыкский кузнечно-прессовый комбинат), который гарантирует высокое качество своего оборудования. Заметим, что все установки МГА имеют сертификаты качества.

Также можно приобрести и другое известное оборудование для сгибания металлоизделий. Например, станки АГ-42, АГ-40 и 40М от российско-итальянского бренда характеризуются безопасностью использования и превосходной производительностью за счет применения при их изготовлении самых новых европейских технологий. Они снабжаются демонтируемыми отверстиями в раме и колесами, что позволяет перемещать гибочные машины по производственному цеху или строительному объекту при помощи крана. Кроме того, станки АГ способны гнуть несколько металлических прутов одновременно. На них, кстати, можно монтировать дополнительные приспособления, чтобы осуществлять двойной изгиб деталей, а также выпускать спиральные изделия, петли и скобы.
Установки СГА-1 и 1ЭБ способны обработать арматуру толщиной до 4 сантиметров. Они снабжены двигателем на 3 киловатта, имеют повышенную надежность всех механизмов и составных частей, отличаются хорошей ремонтопригодностью, дают возможность посредством перестановки съемных шестерен увеличивать или уменьшать скорость, с которой вращается рабочий диск. На станок для гибки арматуры СГА-1ЭБ монтируется электронный блок, что отличает его от машины СГА-1, которая не располагает подобным устройством.
Итальянское высокотехнологичное гибочное оборудование IСARO с педальным и ручным управлением, на котором можно обрабатывать сложные с точки зрения геометрии изделия включая спирали. Особая конструкция установок IСARO разрешает эксплуатировать их без перерывов (даже на протяжении 24 часов) и добиваться при этом уникальной точности изгиба арматуры. Процесс гибки легко полностью автоматизировать, приобретя за отдельную плату специальный электронный блок (справедливости ради отметим, что стоит он недешево). В стандартную комплектацию агрегатов IСARO входят штифты и набор обкатных валов.
Заводы-производители
- Машстройконструкция
- ПромСтройМаш
- РусИнСтрой
- Гигант (Станкокомпания)
Это интересно: Где купить электрический станок для гибки арматуры
Все производственные мощности вышеперечисленных компаний располагаются на территории России. Этим обусловлена невысокая цена и быстрая скорость доставки. Тем не менее серия СГА пожалуй единственная, которая нашла применение за рубежом.
Данные производители сертифицированные имеют в распоряжении все необходимые документы и сертификаты на продажу их станки проходят процедуру контроля качества и пригодности к работе.
ВНИМАНИЕ! Если вы приобретаете б/у оборудование и продавец отказывается предоставлять сертификаты или документы, которые подтверждают факт приобретения станка на заводе, скорее всего перед вами подделка
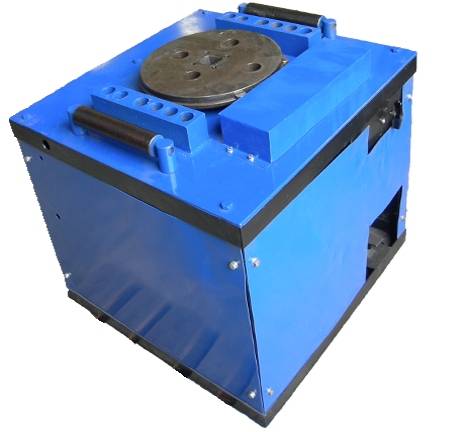
Обзор гибочного станка СГА-1: конструкция, модели, характеристики
Проектированием и изготовлением гибочных станков занимается несколько промышленных предприятий. Но наиболее удачной в техническом плане и востребованной является модель СГА-1. Она изготавливается специализированным , г. Санкт-Петербург.
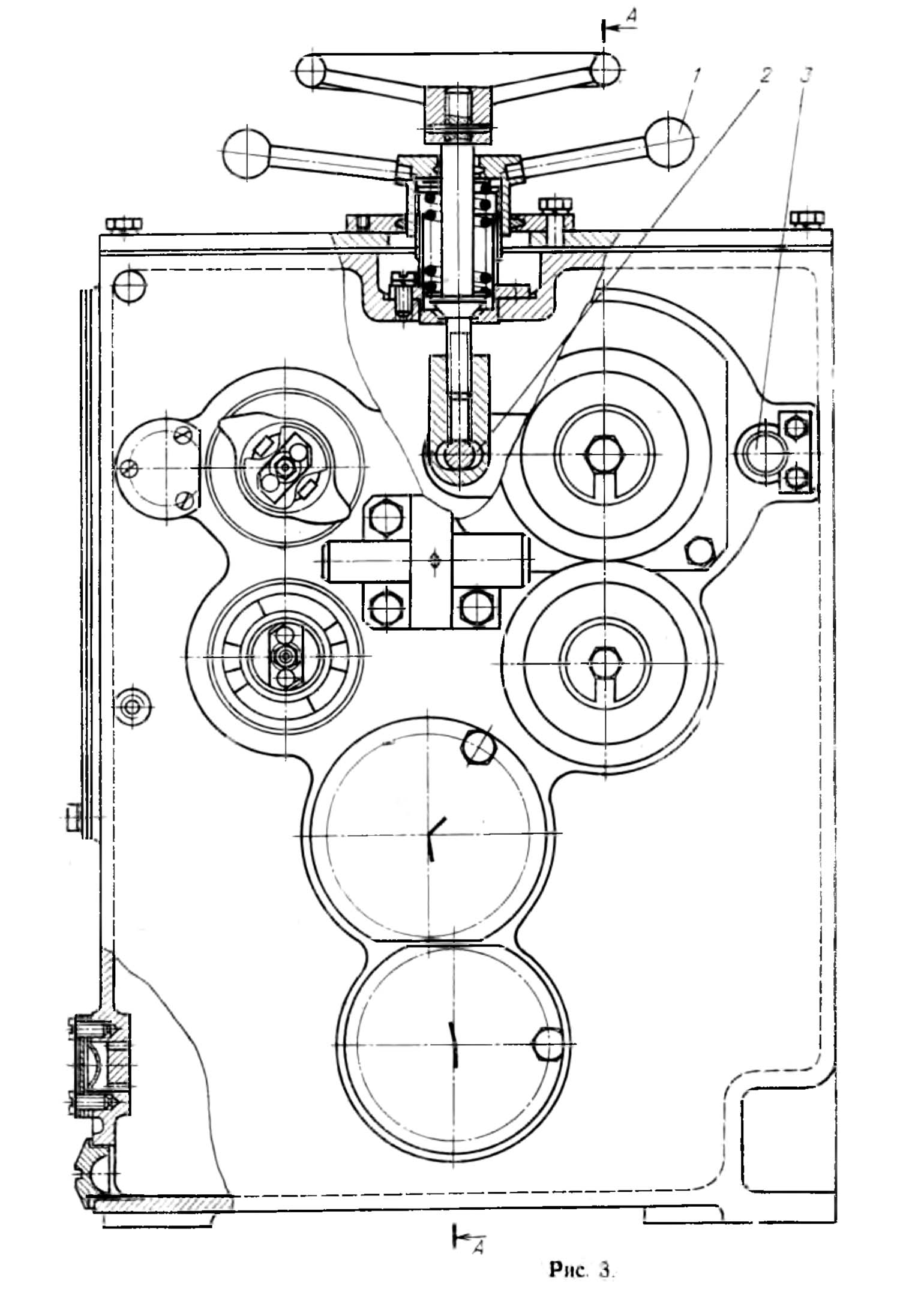
Конструкция и модели серии СГА-1
Станок был создан для выполнения операций гнутья арматуры под различным углом. Это актуально для производства ж/б конструкций, выполнения строительных работ и т.д. Поэтому данная модель обладает относительно небольшими габаритами и весом, что способствует повышению ее мобильности.
Формирование изделий нужной формы из арматуры происходит методом гибки крюков, которые в дальнейшем служат опорной точкой для изменения конфигурации заготовки. Конструкция станка проста – внутри сварной рамы располагается электродвигатель и червячный редуктор, который сообщает движение верхнему диску. Функцию опоры выполняют стержни, установленные на верхней части оборудования.
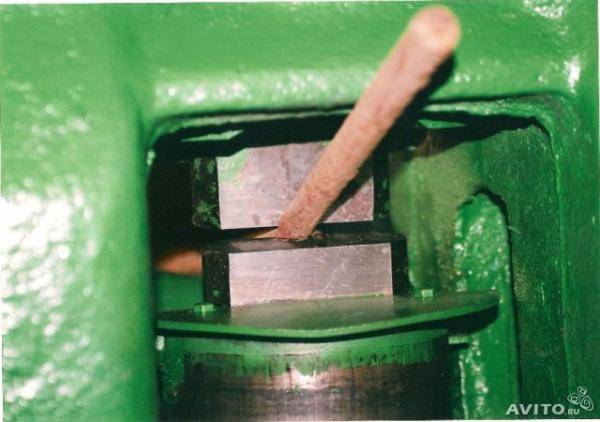
Порядок выполнения операций на станке СГА-1 для гибки арматуры.
- Установка прутка между центральным упором и регулирующим роликом.
- Во время вращения центральный упор заклинивает заготовку и происходит формирование угла.
- Затем следует включить реверс диска, чтобы освободить пруток.
- Для формирования сложных конструкций используются остальные неподвижные упоры.
Для изменения скорости вращения рабочего диска можно изменить передаточное число в коробке передач. Это осуществляется после установки нужной пары шестерен. Удаление окалины, которая формируется на поверхности стального прутка, происходит через специальную воронку.
Производитель предусмотрел возможность автоматизации работы гибочного станка. Для этого в качестве дополнительной комплектации прилагается электронный блок, с помощью которого можно контролировать процесс гибки арматуры.
Технические характеристики оборудования
Преимуществом этой модели гибочного оборудования является наличие отверстий на поверхности рабочего диска. В них устанавливаются упоры различного диаметра, в результате чего есть возможность формировать изделия нестандартной конфигурации.
Масса снаряженного гибочного станка составляет 380 кг. По сравнению с аналогами эта модель отличается небольшими габаритами, которые составляют 76*79*68 см. Это дает возможность установки оборудования в местах с ограниченным рабочим пространством. Однако следует учитывать, что станок не предназначен для эксплуатации под открытым небом. В его конструкции не предусмотрены меры защиты от влаги. Поэтому при работе на стройплощадках необходимо обустраивать навес.








Основные технические характеристики, которыми обладает станок СГА-1:
- пределы допустимых радиусов гибки варьируются от 20 до 55 мм в зависимости от диаметра стального прутка;
- скорость вращения рабочего диска может составлять от 3,4 до 14 об/мин;
- номинальная мощность электродвигателя – 3 кВт. Его необходимо подключать к трехфазной электросети 380 В.
Дополнительно следует учитывать максимально допустимый диаметр обрабатываемой арматуры. Это напрямую зависит от ее класса. Для выбора режимов гибки оборудования необходимо знать следующие параметры максимального сечения прутка:
- А-I – 40 мм;
- А-II – 36 мм;
- А-III – 32 мм.
Перед обработкой арматуры, изготовленной из нестандартных сплавов, следует провести расчеты их характеристик. Это же касается формирования радиусов для профильных труб круглого или прямоугольного сечения. Однако последний тип гибки выполнить на этом станке проблематично, так как для этого понадобятся упоры специальной конструкции.
В качестве примера можно посмотреть видео, в котором показана работа станка с электронным блоком управления:
stanokgid.ru
Популярные модели
Цена ручного гибочного оборудования зависит от производительности, скорости выполнения операций, формы и толщины изделий, которые на нем можно обрабатывать. Опишем коротко наиболее востребованные модели РСГА, продающиеся в наших строительных магазинах:
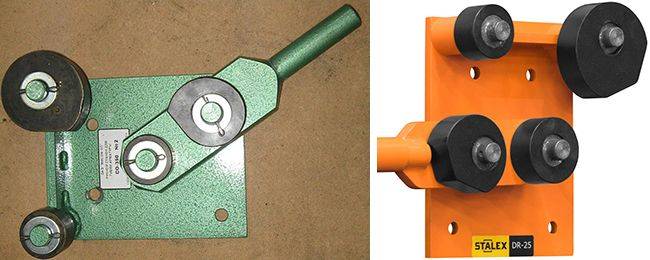
- DR-12, DR-20 и DR-25 (производитель Diam-Almaz) — ручные гибщики арматуры российского производства. Использоваться могут в домашних условиях и на строительных объектах, где нужно гнуть арматуру и прутья из углеродистой стали и прочих сплавов. Любой станок марки Diam-Almaz имеет надежные ограничители длины подачи и угла сгиба изделий. Данный инструмент свободно фиксирует детали зажимом, а установить его можно на любой верстак.
- СО-350 (производитель МИСОМ) — белорусское производство. На станках данной марки можно гнуть арматуру с сечением 12, 25, 20,30 мм. Прочные простые конструкции, позволяющие гнуть одновременно 2−4 прутка. Весят мало — 10−30 кг, гарантируют получение максимально ровных точных изгибов.
- Alba — гибочные профессиональные станки, которые предназначаются для применения в промышленных цехах и на стройке. Позволяют работать с арматурой А-III и А-I до Ø30 мм. Безотказны, имеют длительный срок службы, высокомобильны и прочны.
Популярны также российские станки УО-120, 12Е и 10Е турецкой фирмы Afagan.
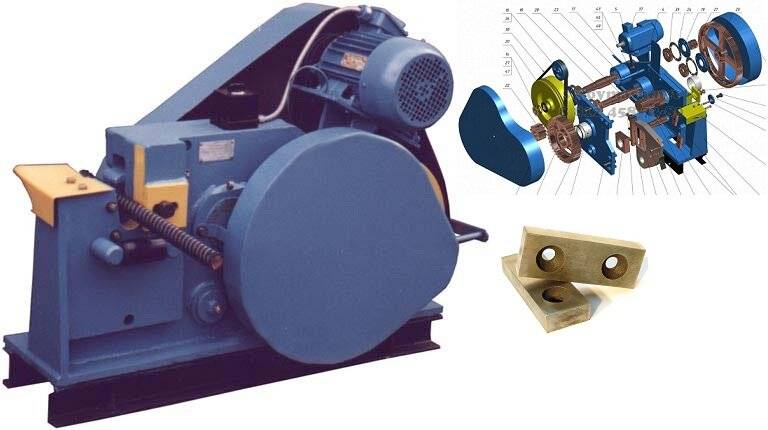
Технические характеристики

Среди основных технических параметров следует выделить расположение: оборудование может быть настольным или напольным. Последний вариант применяется для обработки массивных деталей. Такие устройства дополняются электрическим двигателем высокой мощности, который способен делать раскрой заготовок с внушительной толщиной стенок.
Если же речь идет о настольной модели, то она отличается мобильностью, что позволяет эксплуатировать станок на строительных площадках и в «полевых» условиях. Отрезной станок по металлу обладает основными техническими характеристиками, среди которых:
- номинальная мощность;
- число оборотов;
- тип передачи вращающего момента;
- посадочный и наружный;
- диаметр отрезного диска;
- возможность поворота отрезного блока;
- допустимые размеры сечения заготовок;
- вес и размеры конструкции.
Выбирая большие установки, которым свойственен высокий показатель производительности, важно обратить внимание на тип блока ЧПУ. К его характеристикам следует отнести сложность составления программы, степень автоматизации работы и точность проведения раскроя. Для крепления заготовки на рабочем столе наиболее часто применяются встроенные тиски
Их особенности влияют на допустимые размеры обрабатываемой детали из металла
Для крепления заготовки на рабочем столе наиболее часто применяются встроенные тиски. Их особенности влияют на допустимые размеры обрабатываемой детали из металла.
Основные разновидности отрезных станков

В зависимости от того, каковы конструктивные особенности прибора, они могут классифицироваться по количеству отрезных головок, типу подачи заготовок, степени регулирования угла наклона и методу управления. Если речь идет о числе головок, то их количество изменяется от 1 до 2.
Рассматривая станки по типу подачи заготовок, следует выделить:
- станок отрезной маятниковый;
- оборудование с фронтальной подачей;
- устройства с нижней подачей.
Что касается функции регулирования угла наклона пилы, то с ее помощью можно выполнять рез под определённым углом. Это условие обязательно для машиностроения, а также формирования частей несущих конструкций. В оборудовании может быть автоматический или ручной метод управления. В последнем случае человек опускает распиловку к заготовке, используя рукоятку.
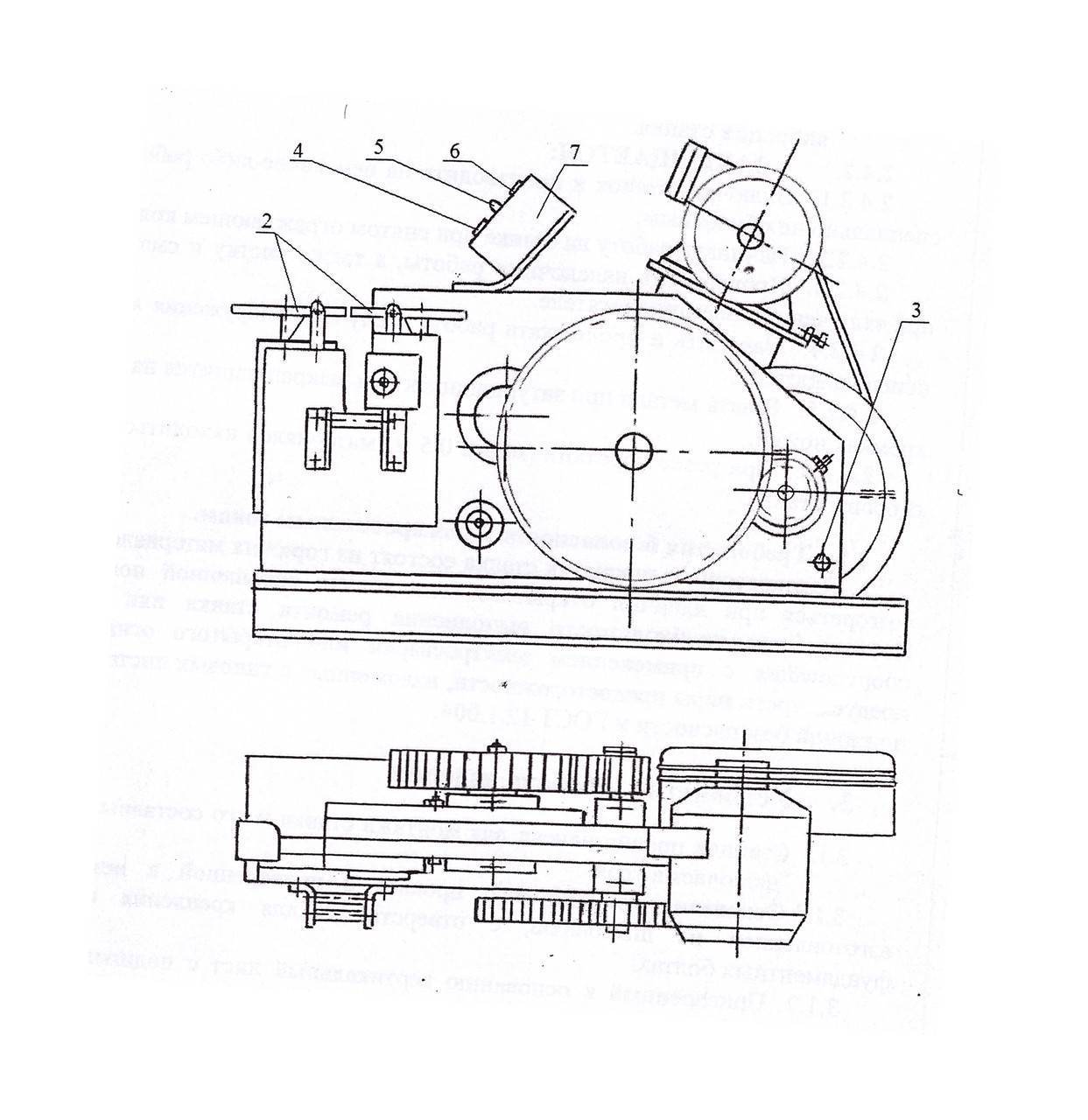
Кинематическая схема правильно-отрезного станка ГД-162
Кинематическая схема правильно-отрезного станка ГД-162
Описание кинематической схемы правильно-отрезного станка ГД162
Автомат представляет собой правильно-отрезной станок с вращающейся правильной рамкой, роликовой подачей и рычажным резом.
Привод подачи и реза осуществляется от двух скоростного электродвигателя 1 через клиноременную передачу (обозначение ремня приведено в приложении А) вращение передается маховику 3, который установлен на промежуточный вал I. Через цилиндрические шестерни 6,7, 8, 9, 10, 11 и 12 вращение передается двум парам подающих роликов заднего механизма подачи. А затем через цепную передачу и шестерни 16, 17, 18, 19 и 20 вращение получают две пары подающих роликов механизма подачи.
Отключение механизма подачи в момент реза производится посредством зубчатой муфты 31. Одна полумуфта 31 на шлицах посажена на валу III, вторая жестко связана с шестерней 7, которая постоянно вращается на валу III. При включенной муфте 31 вращение получает вал III и происходит подача материала. Включение и выключение муфты производится посредством кулака 41, закрепленного на валу Х и воздействующего на муфту через рычаг.
Правка материала осуществляется в направляющих втулках и в правильной рамке во всех плоскостях путем его многократного поперечного пластического изгиба волоками-заготовками, закрепленными в сухарях которые установлены в гнездах быстровращающейся правильной рамки.
Для регулировки зазора между нижними и верхними подающими роликами в зависимости от размера сечения материала оси роликов выполнены эксцентриковыми.
Привод правильной рамки осуществляется от электродвигателя 21 через клиноременную передачу.
Отрезка прутков осуществляется с помощью отрезной втулки, закрепленной в корпусе заднего механизма подачи и открытого ножа, закрепленного на двуплечем рычаге, свободно качающемся в оси.
Качание рычага производится посредством осевого кулака 24 жестко закрепленного на валу Х и воздействующего на консольный конический ролик рычага реза.
Включение механизма реза производится посредством пальцевой муфты 26. Одна часть с подпружиненным пальцем жестко закреплена на валу Х, вторая часть муфты сблокирована с шестерней 5, которая постоянно свободно вращается на валу Х.

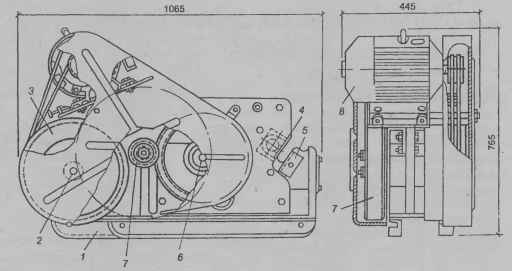






При включении муфты реза получает вращение вал Х, после отключения муфты останов вала осуществляется дисковым тормозом постоянного действия.
Управление пальцевой муфтой осуществляется электромагнитом 28 который включается выключателем 40, связанным с механизмом отмеривающим.
Отрезанные прутки из канала приемного устройства сбрасываются вниз. Планка, закрывающая канал устройства, открывается в момент реза посредством кулака 25, который жестко закреплен на валу Х.
Запчасти, шестерни, ремкомплекты, ремонт
Тоже самое касается и комплектующих
Производители не просто так акцентируют внимание на покупку именно заводских запчастей. Ознакомьтесь с блоком контактов на нашем сайте, в котором собраны проверенные производители и поставщики комплектующих, чтобы быть уверенным в правильной работе приобретенных станков. Компании, занимающиеся ремонтом и сервисом станков представлены тут
Компании, занимающиеся ремонтом и сервисом станков представлены тут.
Подведем итог обзора. Станок СГА-1 является универсальным механизмом для работы с арматурой разного назначения и структуры. Его цена и характеристики позволят запустить производство с нуля и получать чистую прибыль уже через несколько месяцев, учитывая расходы на электроэнергию и обслуживание. Эксплуатация, установка, транспортировка станка не приносит дополнительных неудобств, если заказывать оборудование у сертифицированных производителей, которые были перечислены в статье.
Не пренебрегайте диагностикой и осмотром оборудования, так как один неправильно настроенный станок может повредить всю электронную сеть, если он включён в цепочку производства или вывести из строя рядом стоящее оборудование посредством механического повреждения.
Классификация станков для гибки арматуры
Все устройства, предназначенные для гибки арматуры, делятся на две группы:
- Ручные. Загиб осуществляют с применением физической силы. Именно эта категория станков нашла широкое применение в индивидуальном строительстве, благодаря компактности, удобству использования и доступной цене.
- Электрические. К этой группе относят профессиональные устройства, предназначенные для производства больших объемов работ на комбинатах по изготовлению железобетонных конструкций и на крупных строительных объектах. Такие механизмы способны гнуть стальные прутья диаметром до 40 мм. Цена на подобные устройства колеблется в пределах 100000÷350000 рублей.

Принцип работы и конструктивные отличия ручных станков
Любой ручной станок для гибки арматуры (независимо от конструктивных особенностей) работает по одной схеме: один конец металлического прутка упирают в неподвижную часть конструкции или фиксируют на ней, второй при помощи рычага загибают вокруг вертикального ролика. Некоторые модели оборудованы дополнительными сервисными приспособлениями: фиксаторами прутка, ограничителями угла загиба, регулировкой толщины прутка.

Все станки для ручной гибки арматуры в зависимости от конструкции подразделяют на:
- Станки с простым рычагом. Изгиб прутка выполняют вокруг вертикального ролика. Пруток либо фиксируют, либо упирают в неподвижную часть. Усилие для изгиба зависит от длины рукоятки: чем она длиннее, тем меньше усилий требуется для осуществления загиба. На рынке эти модели наиболее распространены и востребованы. Известные производители: Afacan (Турция), Stalex (Россия), Alba (Испания), Мисом (Белоруссия), Kapriol (Италия).
- Станки с системой рычагов. Центральная шестерня и зубчатый сектор образуют редуктор, который позволяет уменьшить необходимое прикладываемое усилие при такой же длине ручки, как у простых станков. Этот вид станков не так широко представлен на современном рынке строительных приспособлений. Самым распространенным является гибщик арматуры с зубчатым редуктором – модель «Afacan 16D» (стоимость 8200÷8500 рублей).

Разновидности в зависимости от максимального диаметра арматурного прутка
Выбирая приспособление для гибки арматуры, основным критерием будет максимальный диаметр арматурного прутка, который можно согнуть с помощью него. Этот показатель указан производителем в документации на гибочный станок. Также эту величину указывают и в маркировке самой модели. Последняя двузначная цифра в названии соответствует максимальному диаметру прутка. Например: станок «Stalex DR-12» – цифра 12 указывает на то, что станок предназначен для работы с металлическими прутками диаметром до 12 мм; модель «Мисом СО-350-25» – цифра 25 указывает на то, что с помощью этой модели можно гнуть арматурные прутья диаметром до 25 мм. Чем больше диаметр прутка, который можно согнуть с помощью станка, тем дороже будет он стоить.
В зависимости от диаметра обрабатываемого прутка все оборудование для ручной гибки арматуры подразделяют на:
Бытовые станки, предназначенные для гибки арматурных прутьев Ø=10÷16 мм. Гибка арматуры своими руками при помощи станков этой группы наиболее широко применяют в индивидуальном малоэтажном строительстве для армирования фундаментов и других железобетонных конструкций. Цена на такие изделия варьируется в пределах 2500÷5500 рублей. Наиболее популярные модели от проверенных производителей: «Afacan 16PT» (4900÷5100 рублей), «Stalex DR-16» (5000÷5500 рублей).

Полупрофессиональные ручные станки, предназначенные для работы со стальными прутьями диаметром 20÷25 мм. Такие изделия понадобятся в случае индивидуального строительства 3÷4 этажных строений или для использования на крупных строительных объектах (при отсутствии электричества). Конструктивно этот вид станков сложнее. Обычно в комплект поставки входят сменные ролики и эксцентрики для более точной адаптации станка под конкретный диаметр прутка. Цена на эти изделия варьируется в пределах от 10000 до 35000 рублей в зависимости от производителя и комплектации. Типичные модели: «Мисом СО-350-20» (16000÷16500 рублей), «Stalex DR-25» (16500÷18000 рублей).
Все ручные устройства обладают целым рядом общих достоинств:
- Демократичной ценой (особенно на изделия для работы с прутками диаметром до 16 мм).
- Простотой и надежностью конструкции.
- Удобством в эксплуатации.
- Небольшим весом.
- Точностью и аккуратностью сгиба.
- Легкостью крепления к верстаку или рабочему столу.
- Большим выбором моделей.
Технические проблемы
Часто задаваемые вопросы.
Не меняется реверс
К примеру, у станка не изменяется реверс. Для того, чтобы решить данную проблему нужно осмотреть трехфазный двигатель, а конкретно протестировать его в холостом режиме работы. Если при холостом ходе наблюдаются такие же изменения, то скорее всего двигатель нужно менять или ремонтировать.







Вибрация

Станок СГА-1, применяющийся для гибки арматуры. Фото ПромСтройМаш
Еще одна распространенная проблема — вибрация станка, даже в виду отсутствия заготовки. Это может говорить о том, что двигатель работает в неправильном режиме, либо главная центральная ось разбалансирована, либо аппарат недостаточно хорошо закреплен на полу, либо подкладка между аппаратом и полом неровная или установлена под углом.
Другие вопросы
Также возможен выход гнутых валиков за рабочую плоскость. Иными словами, механизм стремится согнуть деталь за пределами рабочего стола. Данная проблема характерна для станков, у которых нарушена преобразующая шина, то есть поломка произошла на программном уровне. Контрольная панель не преобразует должным образом команды, передаёт механизму неверное указание и неверные координаты вращения и давления.
Ещё одна разновидность такой поломки — это нормальные показания на контрольной панели и некорректная работа механизма в реальности. То есть, на пульте управления оператор будет наблюдать, что процесс идет по стандартному алгоритму, а заготовка не будет гнуться или будет гнуться неправильно. В этом случае нужно осмотреть операционную систему станка. Возможно, придётся поменять программное обеспечение или установить его заново.
Еще одна распространенная проблема, которая может быть связана как с аппаратной частью, так и с механической — это вылет заготовки. Другими словами, при установке заготовки она не гнется должным образом, а слетает с валиков. Причины могут быть следующие: первая и самая распространенная — нарушение целостности стенок крепежа; вторая — вывод из строя зажимных валиков, третья причина — нарушения в программной оболочке, которые провоцируют слишком быструю или некорректную работу механизма. Перед началом работы рекомендуется вынимать зажимные гнущие валики и центральный вал и вставлять их заново для того, чтобы осмотреть пазы и целостность все системы, продиагностировать аппарат на наличие повреждений.
ВАЖНО! Станки относятся к механизмам потенциальной повышенной опасности. Поэтому рекомендуется обращаться к специалистам, а не ремонтировать их собственными силами, даже при наличии опыта у исполнителя. Ведь поломка механизма может обернуться не только сбоем во всей электронной сети
потери времени, снижением объемов продукции, но и травмой оператора станка
Ведь поломка механизма может обернуться не только сбоем во всей электронной сети. потери времени, снижением объемов продукции, но и травмой оператора станка.





