ТЕХНОЛОГИЧЕСКАЯ ДОКУМЕНТАЦИЯ
Любое столярное изделие изготовляется по общему и рабочим чертежам и на основании технологических карт. На общем чертеже (находится обычно в конторе цеха) изображено в трех проекциях и в разрезах изделие и показаны сложные узлы. Рабочие чертежи разрабатываются на каждый узел и каждую деталь. На них изображения даются в большом масштабе, с точным показом форм и простановкой всех размеров деталей.Рабочий чертеж выдается на руки рабочему. К нему всегда нужно обращаться для проверки точности выполнения работы.Важнейшим технологическим документом является технологическая карта. Технологические карты составляют на изготовление каждой детали, на сборку каждого узла, комбината, изделия в целом, на отделку изделия. В них указываются все операции независимо от их сложности. К технологической карте прилагается объяснительная (инструкционная) записка, в которой содержатся необходимые указания относительно выполнения операций и технические условия.Иногда, главным образом для внешней отделки, составляют технологические карты на каждую отдельную операцию. Такие карты называются операционными. В них указываются: 1) назначение операции; 2) способы ее выполнения; 3) инструменты и приспособления; 4) материалы; 5) требования к выполненной работе; 6) нормы расхода материала; 7) норма времени. К технической документации относится наряд, содержащий производственное задание. В нем указываются: вид и объем работы, срок выполнения, расценки. Наряд нужно всегда получать до начала работы. Если наряд выдан на бригаду, полезно всей бригадой обсудить содержащееся в нем задание и наметить пути к наилучшему его выполнению. После окончания работы наряд «закрывается», т. е. в нем проставляются все необходимые сведения отчетного характера, и сдается в контору цеха. По закрытому наряду начисляется заработная плата.
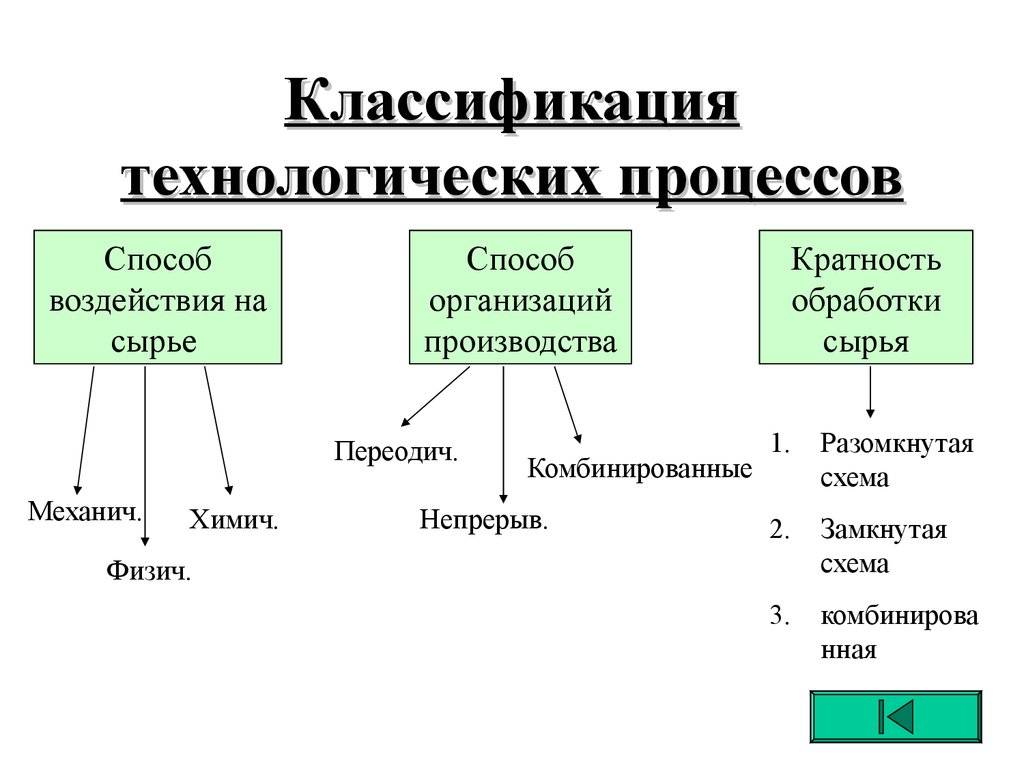
Виды техпроцессов [ править | править код ]
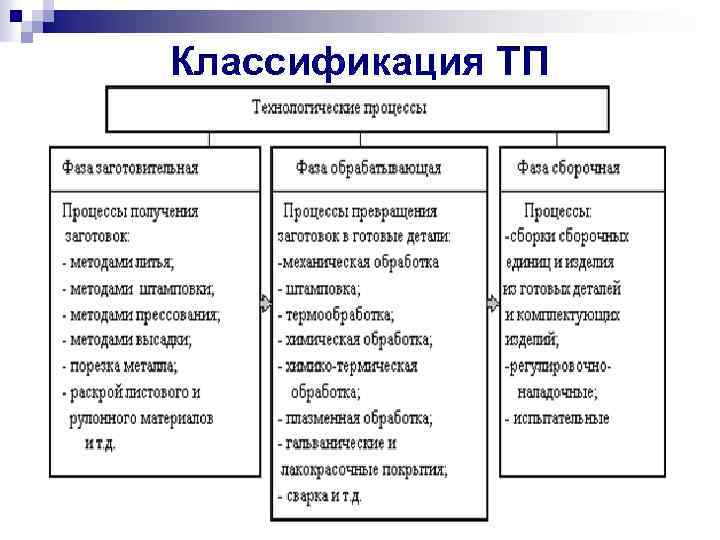
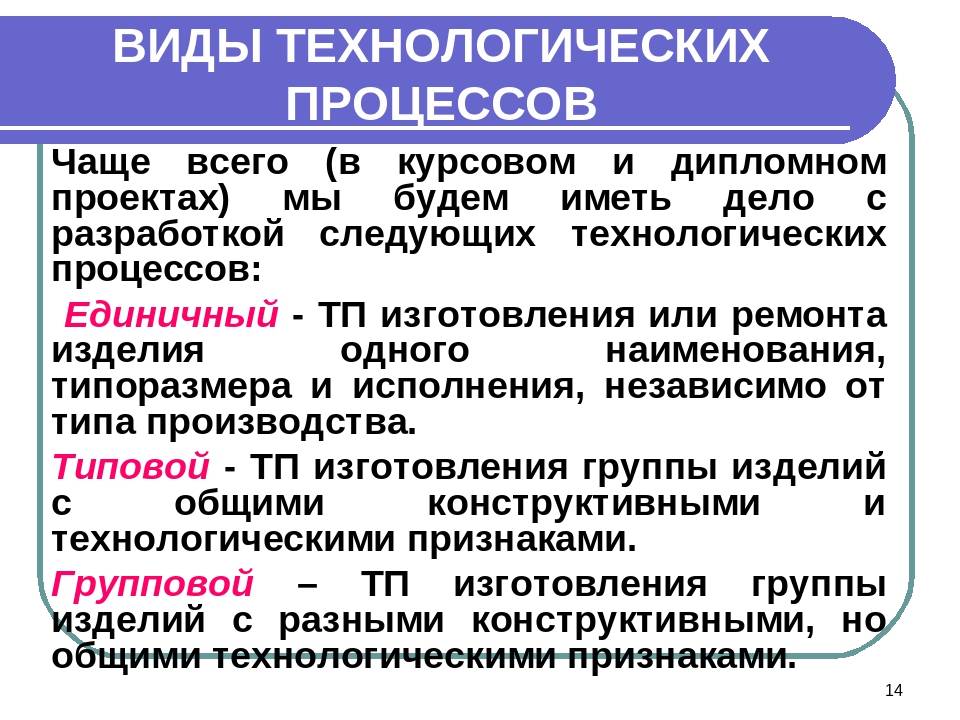
В зависимости от применения в производственном процессе для решения одной и той же задачи различных приёмов и оборудования различают следующие «виды техпроцессов»:
- Единичный технологический процесс (ЕТП) — технологический процесс изготовления или ремонта изделия одного наименования, типоразмера и исполнения, независимо от типа производства.
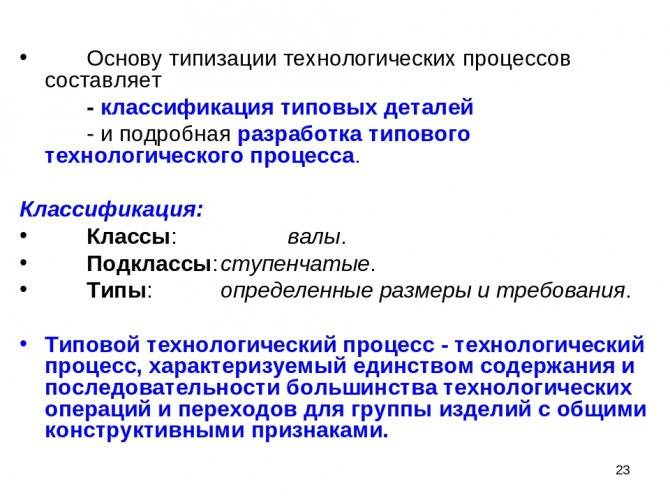
- Типовой технологический процесс (ТТП) — технологический процесс изготовления группы изделий с общими конструктивными и технологическими признаками.
- Групповой технологический процесс (ГТП) — технологический процесс изготовления группы изделий с разными конструктивными, но общими технологическими признаками .
В промышленности и сельском хозяйстве описание технологического процесса выполняется в документах, именуемых операционная карта технологического процесса (при подробном описании) или маршрутная карта (при кратком описании).
- Маршрутная карта — описание маршрутов движения по цеху изготовляемой детали.
- Операционная карта — перечень переходов, установок и применяемых инструментов.
- Технологическая карта — документ, в котором описан: процесс обработки деталей, материалов, конструкторская документация, технологическая оснастка.
Технологические процессы делят на «типовые» и «перспективные».
- «Типовой» техпроцесс имеет единство содержания и последовательности большинства технологических операций и переходов для группы изделий с общими конструкторскими принципами.
- «Перспективный» техпроцесс предполагает опережение (или соответствие) прогрессивному мировому уровню развития технологии производства.
Управление проектированием технологического процесса осуществляется на основе маршрутных и операционных технологических процессов».
- «Маршрутный технологический процесс» оформляется маршрутной картой, где устанавливается перечень и последовательность технологических операций, тип оборудования, на котором эти операции будут выполняться; применяемая оснастка; укрупненная норма времени без указания переходов и режимов обработки.
- «Операционный технологический процесс» детализирует технологию обработки и сборки до переходов и режимов обработки. Здесь оформляются операционные карты технологических процессов.
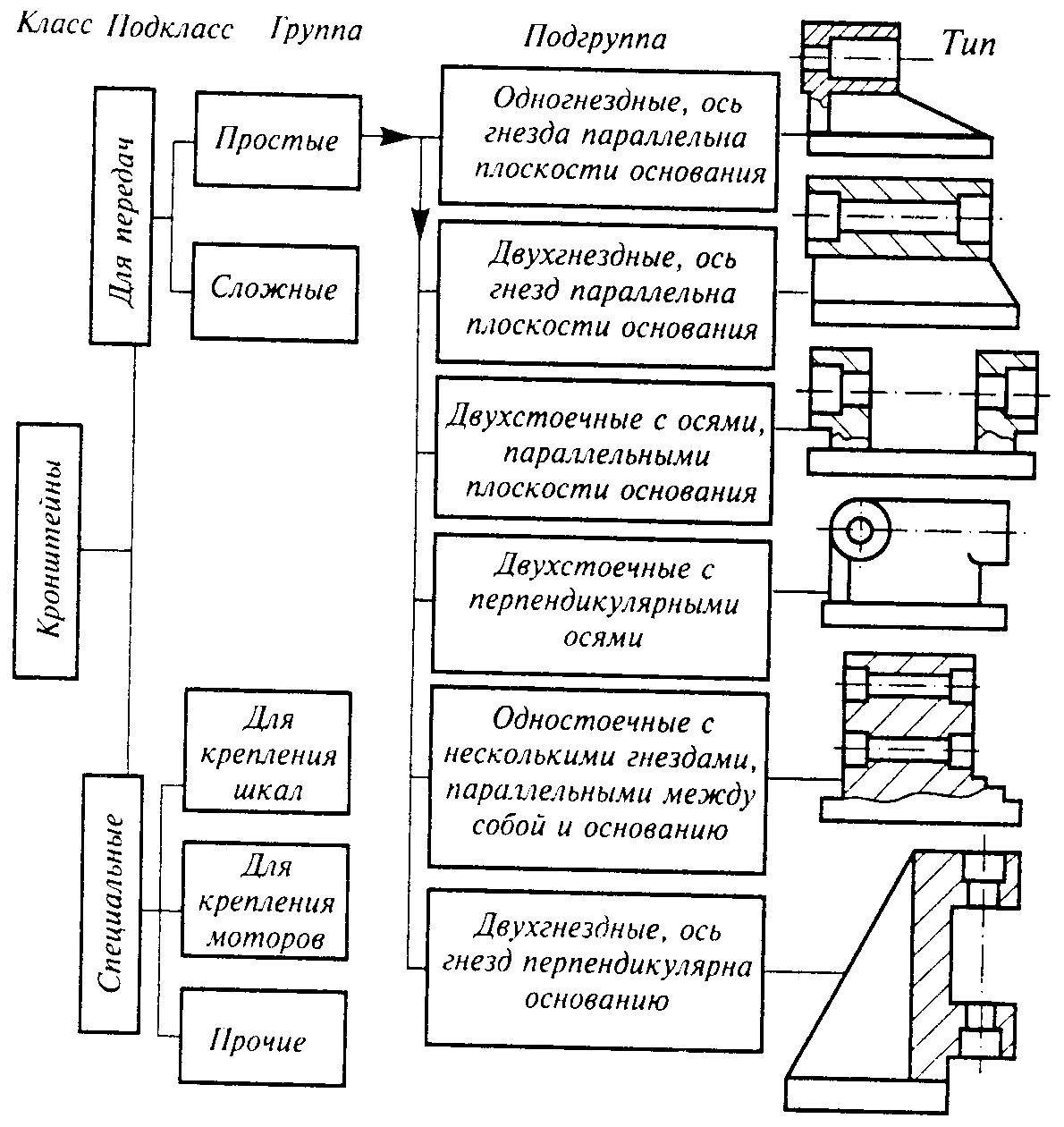
Классификация станочных приспособлений
В зависимости от типа используемого станка приспособления классифицируют на: токарные, сверлильные, фрезерные, расточные и другие.
В зависимости от уровня механизации приспособления могут быть: с применением ручного зажима, механического, полуавтоматического и автоматического вида.
По степени специализации выделяют следующие типы станочных приспособлений:
- УП – универсальные приспособления. Предназначены для обработки различных деталей. Использование таких приспособлений не требует замены установочных и зажимных элементов.
- Специальные приспособления. Применяют для обработки определенного вида деталей.
Переналаживаемые приспособления.
Переналаживаемые приспособления подразделяется на следующие группы:
универсально-наладочные приспособления (УНП). Состоят такие приспособления из двух основных частей: постоянной (универсальной) и сменной (наладочной), используются для обработки деталей близких по конструктивно-технологическим признакам ко всем типам станков серийного производства ;
специализированные наладочные приспособления (СНП). Состоят из базового агрегата и сменной наладки, базовая часть представляет собой на 80% готовое приспособление и наладок, применяется для геометрически подобных заготовок в серийном производстве;
универсально-сборные приспособления (УСП). Представляют собой приспособления, собираемые из набора ранее изготовленных деталей и сборочных единиц. Из комплекта УСП можно очень быстро собрать различные фрезерные, сверлильные, токарные и другие приспособления.



По целевому назначению приспособления делят на пять групп:
- станочные приспособления;
- приспособления для крепления рабочих инструментов;
- сборочные приспособления;
- контрольные приспособления;
- приспособления для захвата, перемещения и перевертывания обрабатываемых заготовок.
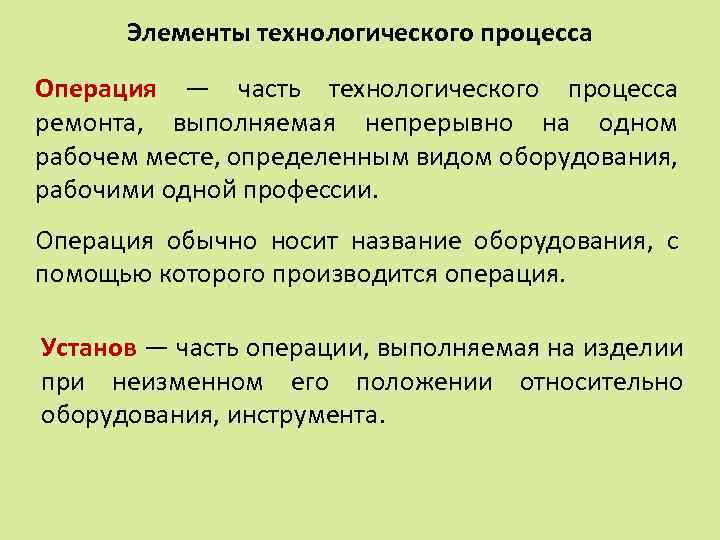
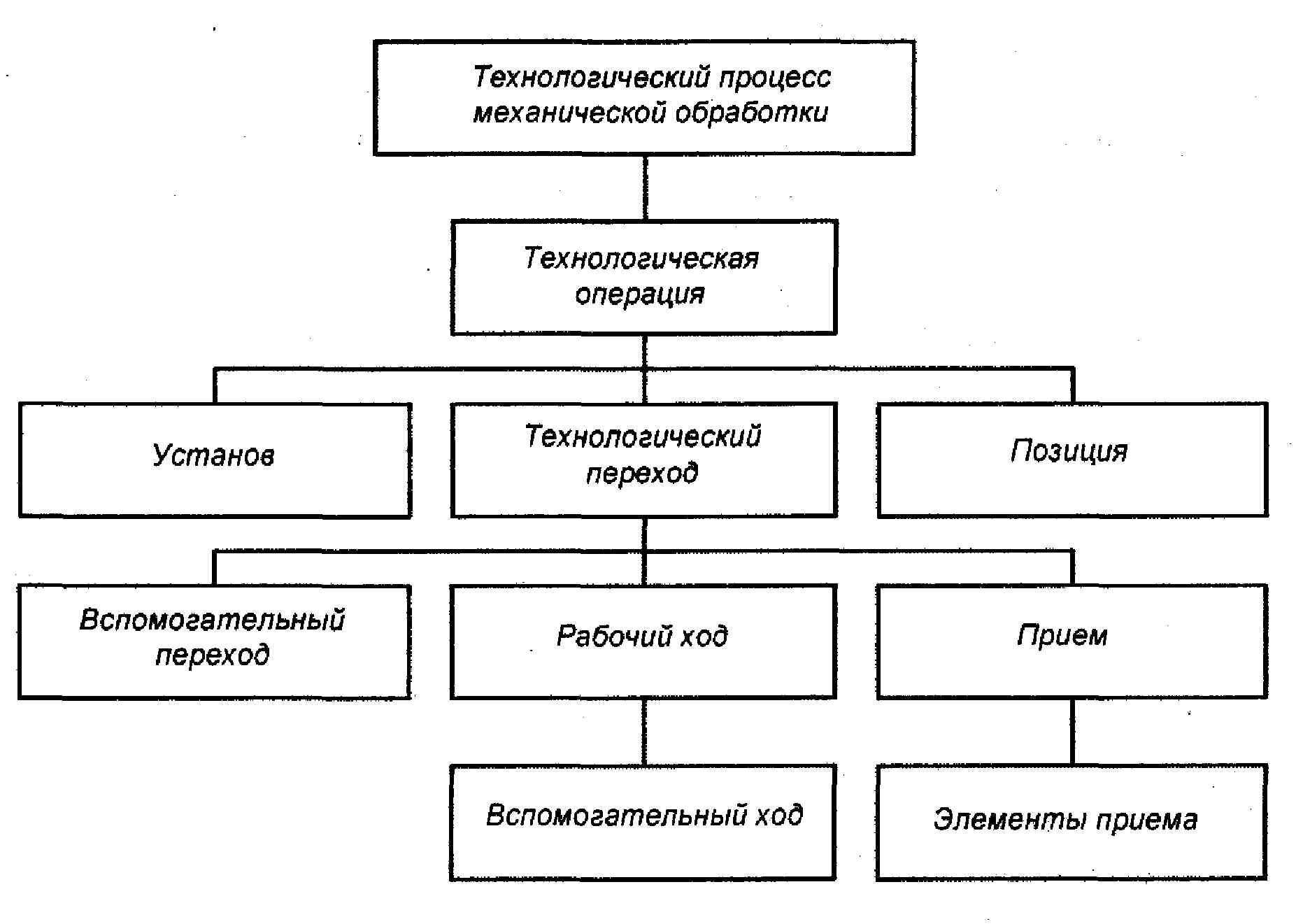
Основные элементы
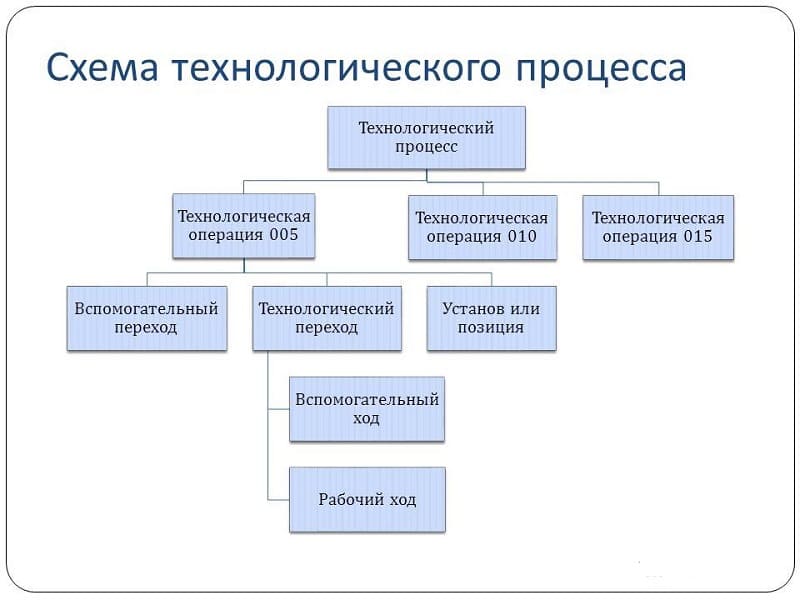
Выделяют самые различные элементы технологической операции. Основными можно назвать следующие:
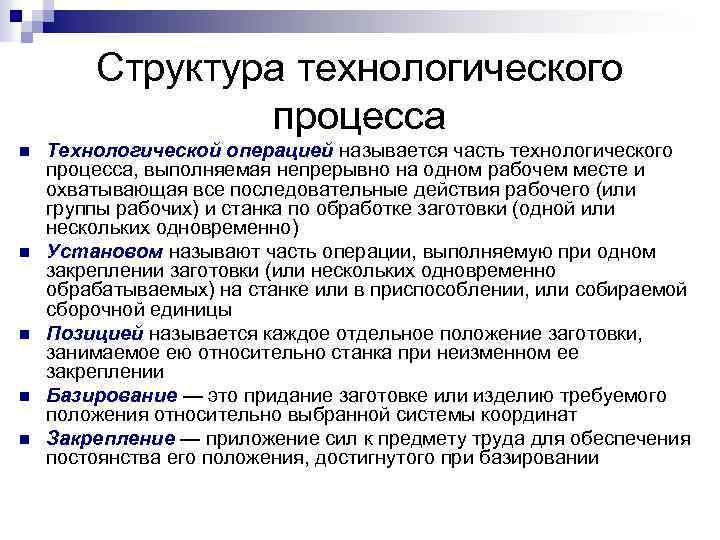
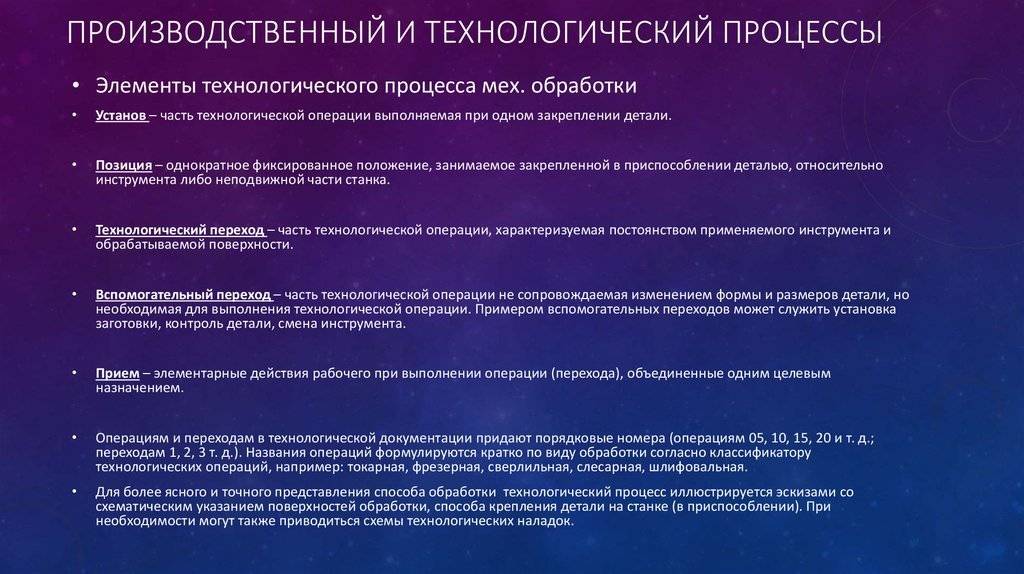
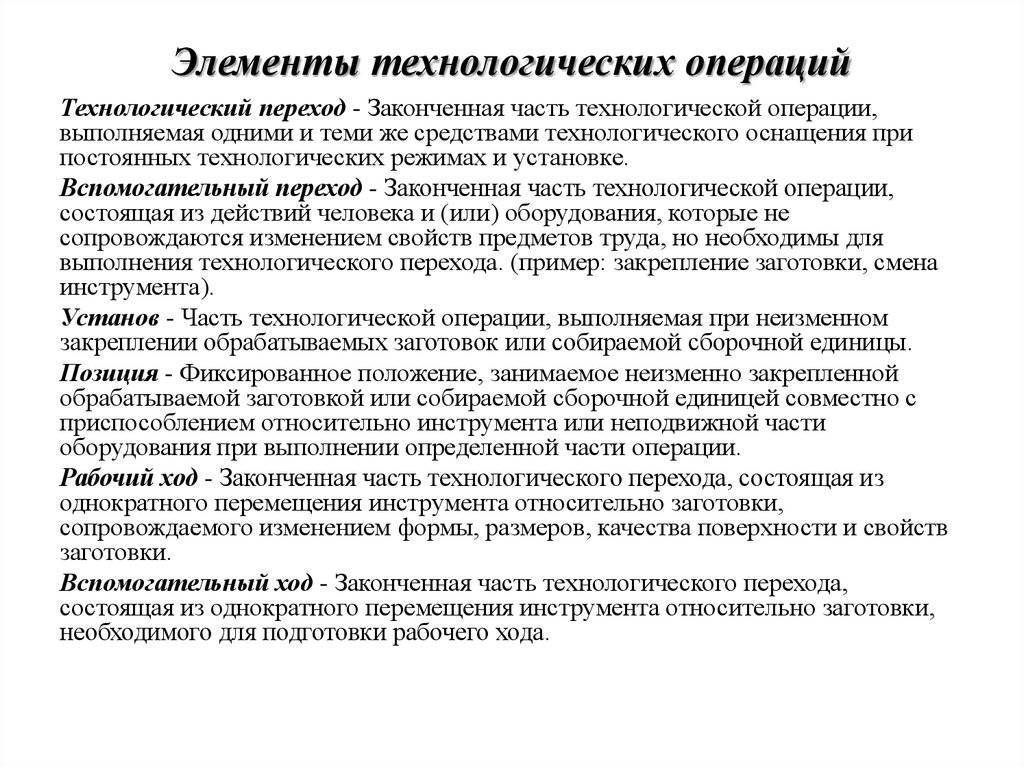
- Установка. Эта часть технологической операции, выполняемая при неизменном закреплении, проводится в самом начале. Ей уделяется также довольно много внимания, так как допущенные ошибки могут стать причиной смещения заготовки при ее обработке.
- Позиция. Законченная часть технологической операции, характеризуемая постоянством, должна проводится при фиксировании положения заготовки. Стоит учитывать, что на данном этапе может проводиться и сборка технологической оснастки, которая отвечает за непосредственную фиксацию заготовки.
- Технологический переход. Технологический процесс перехода могут осуществляться в рамках одной операции без изменения ранее установленных режимов работы. Он осуществляется в случае, когда обработка заготовки не может быть завершена по причине недостаточной функциональности оборудования. Количество переходов во многом зависит от того, насколько сложна заготовка. Нумерация переходов проводится с учетом последовательности механической обработки заготовки.
- Рабочий ход. Именно этот элемент технологической операции считается наиболее важным, так как он обеспечивает механическое удаление материала с поверхности для придания требуемой формы и размеров. Как правило, совершается перемещение инструмента относительно поверхности заготовки с заданными параметрами при определенном углублении режущей кромки в обрабатываемый материал. Также при рабочем ходе обеспечивается обработка поверхности для получения определенной шероховатости. Рабочий ход может быть продольным или поперечным, при этом определяется глубина и скорость резания, а также многие другие параметры. Как правило, он более продолжительный и точный, рассчитан на оказание серьезного механического воздействия на рабочий орган.
- Вспомогательный ход. Он также является неотъемлемой частью технологического процесса. Вспомогательный ход представлен однократным перемещением инструмента относительно заготовки, однако при этом не происходит изменение формы, размеров и других параметров заготовки. Применяется вспомогательный ход в большинстве случаев для смещения основных органов относительно заготовки. Примером можно назвать подвод инструмента в зону резания, а также фиксирующего элемента.
- Наладка. Перед непосредственным производством проводится наладка оборудования, а также применяемой оснастки. Наладка предусматривает установку всех приспособлений, выверку размера инструмента и их положения. Наладочному процессу уделяется довольно много внимания, так как неправильная фиксация инструмента может привести к весьма серьезным последствиям. Сложнее всего провести наладку станков с ЧПУ, так как они должны обеспечивать высокую точность обработки. Кроме этого, часто финишным этапом проводимой наладки становится контрольная обработка заготовки, в ходе которой определяется точность и другие моменты.
- Подналадка. Еще одним вспомогательным процессом можно назвать подналадку, которую выделяют крайне редко. Она предусматривает регулировку технологического оборудования или применяемой технологической оснастки. В некоторых случаях только после того, как было налажено производство можно определить неправильное позиционирование инструмента и технологической оснастки.
- Технологическое оборудование. Также встречаются различные средства обеспечения проводимой процедуры. В эту категорию относят материалы и заготовки, а также требуемую оснастку. Встречается в продаже просто огромное количество различной оснастки, которая существенно упрощает поставленную задачу по обработке заготовки самой различной формы и размеров.
- Технологическая оснастка. Это определение применяется для определения технологического оснащения, без которого провести обработку заготовки практически невозможно. Она может быть самой различной, подбирается в зависимости от того, какая процедура проводится.
В целом можно сказать, что технологическая операция является сложной процедурой, которая состоит из довольно большого количества различных частей
Операционная технология мехобработки: специфика разработки
При выборе оптимального варианта очередности механообработки металлоизделия необходимо учитывать два основных фактора:
- тип производства;
- требования, которым должно соответствовать качество обработанной детали.

На предприятиях, специализирующихся на выпуске единичной продукции, технологические операции включают множество переходов и установов. Этим обуславливается необходимость часто сменять металлорежущий инструмент и настраивать его, что ведет к увеличению вспомогательного времени и другим последствиям.
Для предприятий, выпускающих детали сериями, характерны техпроцессы, в которых одноименные операции разделяются на основные и вспомогательные переходы. В одной операции не предусмотрена переустановка заготовки, а режущий инструмент меняется минимальное количество раз, из-за чего сокращается время на его подналадку.
Оценить требования, предъявляемые по отношению к качеству готовой детали, при создании техпроцесса мехобработки детали удастся, если учитывать ряд аспектов. К примеру, техпроцесс должен подчиняться структурной схеме. Каждый этап операционной технологии неразрывно связан с методом механической обработки и ее точностью. При необходимости получить поверхностный слой детали с твердостью более HRC 35 нужно в ходе работ сменить лезвийный инструмент абразивным. Перейти к списку статей >>
Общие понятия автоматизированной системы
Автоматизированная система, сокращенно АС – это система, в состав которой входит объект управления и управляющие системы, некоторые функции в таких системах отведены выполнению человеком. АС – это организационно-техническая система, которая гарантирует выработку решений, основанных на автоматизации информационных процессов во всевозможных отраслях деятельности (производство, управление, проектирование, экономика).
Все функции автоматизированных систем направлены на достижения определенной цели посредством определенных действий и мероприятий. Основополагающая цель АС – наиболее эффективное использование возможностей и функций объекта управления.
Выделяют следующие цели:
- Обеспечение релевантных данных, необходимых для принятия решения.
- Более быстрый и качественных сбор информации и ее обработке.
- Уменьшение числа решений, которые обязано принимать лицо, принимающее решения (ЛПР).
- Увеличение контроля и дисциплинарного уровня.
- Оперативное управление.
- Уменьшение затрат ЛПР на реализацию процессов.
- Четко обоснованные принимаемые решения.
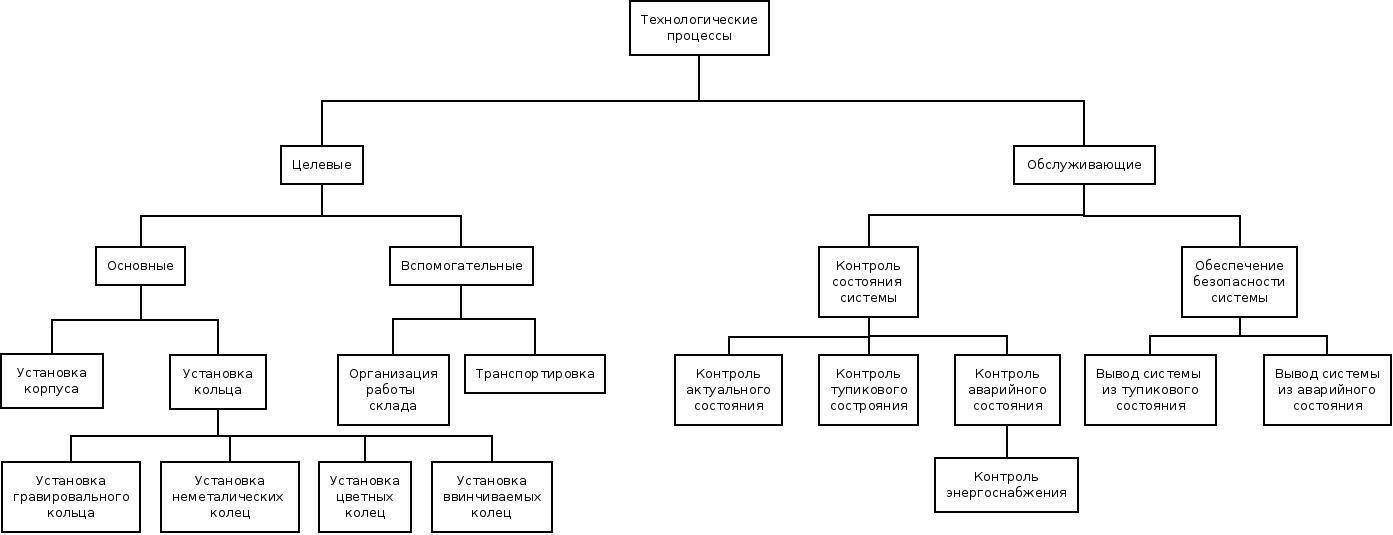
Принципы организации производственного процесса
Процесс организации предполагает упорядочение, приведение в строгую систему любого объекта. Организация производственного процесса характеризуется упорядочением элементов, его составляющих, т.е. факторов производства в основном, вспомогательном и обслуживающем производствах в пространстве и во времени. Упорядочение элементов должно проводиться с соблюдением присущих ему принципов.
Организация производственного процесса в условиях рынка базируется на следующих принципах:
- специализации и кооперировании;
- пропорциональности;
- непрерывности и параллельности;
- прямоточности;
- повторяемости;
- гибкости;
- комплексности и системности.
Специализация и кооперирование — это сосредоточение в подразделениях предприятия однородных видов работ в результате единичного разделения труда и установление взаимных связей между ними для достижения поставленных целей. Уровень специализации и кооперирования основных процессов зависит от размера предприятия, массовости производства. Повышение специализации и кооперирования вспомогательных и обслуживающих процессов ведет к обособлению их в отдельных фирмах.




Пропорциональность предполагает одинаковую пропускную способность подразделений, цехов, участков, рабочих мест при реализации технологического процесса по выпуску определенной продукции. Абсолютное соблюдение принципа пропорциональности возможно при отлаженном стабильном массовом производстве.
Частое изменение структуры товарного портфеля нарушает абсолютную пропорциональность. Основной задачей при этом является недопущение постоянной перегрузки одних подразделений при хронической недогрузке других.
Непрерывность — это отсутствие остановок в протекании производственного процесса. Обеспечение непрерывности — основной фактор сокращения продолжительности производственного цикла и, как результат, — ускорения оборачиваемости оборотных средств.
Сокращение продолжительности производственного цикла обеспечивается за счет совмещения операций технологического процесса во времени, т.е. параллельного их осуществления.
Соблюдение принципа прямоточности позволяет обеспечить минимальный путь при прохождении предметов труда от запуска их в производство до выпуска готовой продукции. Принцип прямоточности соблюдается при оптимальном построении производственной структуры предприятия.
Повторяемость предполагает тождественность технологических операций при производстве одинаковой продукции при ее массовом или серийном производстве.
Гибкость — один из важнейших принципов организации производственного процесса в рыночной экономике. Его соблюдение позволяет быстро реагировать на изменения рыночного спроса. Гибкость означает способность быстро переналаживать оборудование, корректировать действия информационной системы. Обеспечению гибкости производственного процесса способствует использование гибких автоматизированных производств.
Комплексность и системность означают обеспечение тесного взаимодействия всех элементов производственного процесса, отслеживание результатов прохождения операций технологического процесса с корректировкой их по ходу выявления отклонений.
Общие положения
В эту группу входят стандарты, устанавливающие общие положения.
Точнее всего один.
ГОСТ 3.1001—2011 Единая система технологической документации. Общие положения
Настоящий стандарт устанавливает определение, назначение, область распространения, классификацию, правила обозначения и порядок внедрения межгосударственных стандартов и рекомендаций, входящих в комплекс документов Единой системы технологической документации, применяемых машиностроительными и приборостроительными организациями. Допускается распространение требований и правил Единой системы технологической документации на технологическую документацию, разрабатываемую и применяемую организациями и предприятиями других отраслей промышленности.Установленные в межгосударственных стандартах Единой системы технологической документации правила и положения распространяются на все виды технологических документов, научно-техническую и учебную литературу в той части, в которой они могут быть для нее применены.
Взамен ГОСТ 3.1001—81.
Большая смысловая часть этого стандарта представлена в начале заметки и будет встречаться в описаниях других классификационных групп. В работе не нужен, но есть несколько полезных ссылок на другие стандарты. Радует, что хотя бы в 2011 году наблюдаются попытки к упорядочиванию электронной документации.


Ознакомиться с содержимым можно по следующим ссылкам:
ФГУП СтандартИнформ БНД GostExpert StandartGOST
Из упомянутых в стандарте нормативных ссылок рекомендую обратить внимание на следующие:
- ГОСТ 2.051—2006 Единая система конструкторской документации. Электронные документы. Общие положения
- ГОСТ 2.052—2006 Единая система конструкторской документации. Электронная модель изделия. Общие положения
- ГОСТ 2.053—2006 Единая система конструкторской документации. Электронная структура изделия. Общие положения