ПУТИ СОВЕРШЕНСТВОВАНИЯ ПРОИЗВОДСТВЕННОЙ СТРУКТУРЫ ПРЕДПРИЯТИЯ
Производственную структуру предприятия совершенствуют, чтобы сократить трудоемкость на всех производственных участках и рабочих местах, улучшить качество продукции. Сокращение трудоемкости и улучшение качества выпускаемой продукции позволяют предприятию снизить расходы, включаемые в себестоимость продукции (как основные, так и косвенные).
За счет эффективного совершенствования структуры производственного предприятия можно сократить трудовые издержки (например, автоматизировать отдельные производственные процессы), провести рационализацию производственных площадей.
Основные пути совершенствования производственной структуры предприятия:
- Укрупнение цехов, частичное объединение производственных процессов в некоторые производственные участки и дальнейшее объединение производственных участков. Большое количество специалистов узкого профиля в составе одного участка нельзя считать рациональным с экономической точки зрения, поэтому предлагается расширять спектр работ, выполняемых работниками (даже путем дополнительного обучения работников на выполнение новых видов работ).
- Совершенствование принципов построения производственных участков и цехов, путей взаимодействия между ними. Тем самым можно сократить производственный цикл, высвободить возможность увеличить объем выпускаемой продукции, прибыльность и доходность предприятия в целом.
- Совершенствование планировки производственных зданий и сооружений, что даст возможность сократить временные расходы на внутренние переходы и транспортировку при соблюдении норм расстановки и дистанций между оборудованием.
- Интеграция предприятий в промышленные объединения, что позволяет разграничить производственные процессы между несколькими предприятиями, сократив затраты каждого из них.
- Соблюдение пропорциональности между элементами производственной структуры, недопущение нерационального роста затрат на обслуживающие и вспомогательные производства.
- Сокращение времени пребывания изделия (деталей, составных частей) на конкретном производственном участке, а также сокращение простоев и перерывов в рабочем процессе.
- Изменение специализации предприятия и усовершенствование структуры управления. Некоторые мелкие и средние предприятия отказываются от создания цехов в пользу бесцехового типа производства, при котором все производственные процессы разделены между несколькими производственными участками, что облегчает планирование и контроль за исполнением, избегая раздутой системы руководства.
ЭТО ВАЖНО
В первую очередь совершенствование должно коснуться вопроса соотношения между основными, вспомогательными и обслуживающими цехами. Основной удельный вес работ (в том числе количества работников и общей занимаемой производственной площади) должен быть выделен для основного производства, так как именно там идет процесс изготовления продукции.
На некоторых предприятиях наблюдается обратная тенденция, когда удельный вес трудоемкости вспомогательных и обслуживающих производственных процессов куда выше основного производства. Такое тождество достигается за счет высокого уровня автоматизации основного производства, что влечет за собой сокращение трудоемкости выпуска основной продукции. Как следствие, увеличивается трудоемкость по обслуживанию большого количества дорогостоящего оборудования.
Распространенное решение проблемы перевеса обслуживающих и вспомогательных производственных процессов над основными производственными — передача соответствующих работ сторонним профильным организациям. Зачастую такая передача становится экономически эффективнее, чем самостоятельное выполнение работ (например, работ по обслуживанию и ремонту оборудования, заготовительных работ и др.).
Массовое производство
Массовый тип организации производства максимально полезен там, где требуется выпуск больших объемов однотипной продукции в течение длительного времени. В основном это крупные заводы и корпорации, выпускающие станки, оборудование, автомобили, сельскохозяйственную технику, товары массового потребления и др.

Все технологические процессы на таких предприятиях жестко регламентированы, что вызывает многочисленные трудности и затраты при необходимости перестройки или внесения изменений. Поэтому детально отлаженные технологические алгоритмы рассчитаны на годы. Ассортимент выпускаемой продукции не отличается разнообразием, однако стоимость таких товаров невысока.
При организации массового производства появляется возможность автоматизировать большинство операций, использовать новейшее высокопроизводительное оборудование и унифицированные детали. Участие человека в таком производстве ограничивается рабочими-наладчиками, квалификация которых должна соответствовать сложности используемой техники, и операторами, выполняющими одну-две несложных манипуляции. Время на изготовление одного изделия в таком цехе может исчисляться минутами.
Контроль качества при массовом производстве также осуществляется автоматически.
Массовый тип производства экономически является наиболее выгодным, но имеет серьезные недостатки. Это, прежде всего, жесткость и «неповоротливость» системы, тяжелый монотонный труд рабочих-операторов, лишенный индивидуальности «безликий» товар.
Единичное производство
Этот процесс отличается выпуском, как правило, уникальных товаров различного вида и назначения объемом несколько штук.
Обычно изделия не повторяются, или их выпуск осуществляется крайне редко. Примером такого вида производства может служить изготовление штамповых изделий или пресс-форм.
Технологические зоны не настроены на выполнение однотипных операций, которые обусловлены только производственными характеристиками изделий и их размерами. Сам технологический процесс отличается наличием универсального оборудования и повторных действий.
Особенности единичного производства:
- наличие незавершенного выполнения;
- отсутствие фиксации операций за рабочими местами;
- использование уникальных станков;
- довольно частая переналадка оборудования;
- высокая квалификация специалистов;
- преобладание ручного труда;
- значительная трудоемкость и длительность процессов изготовления;
- высокая себестоимость изделий.
Такой тип производства экономически обоснован только при изготовлении уникальной и сложной продукции, выпускаемой в небольших объемах. Сюда можно отнести выпуск крупных устройств, уникальных приборов, прокатных станов и т. д.
Типы организации производства
Тип организации производства – это своеобразная характеристика процесса изготовления продукции. Их классификация напрямую зависит от многих факторов, например, таких, как специализация, объем выпуска товаров, методы создания продукта и др. Различают следующие типы организации производства:
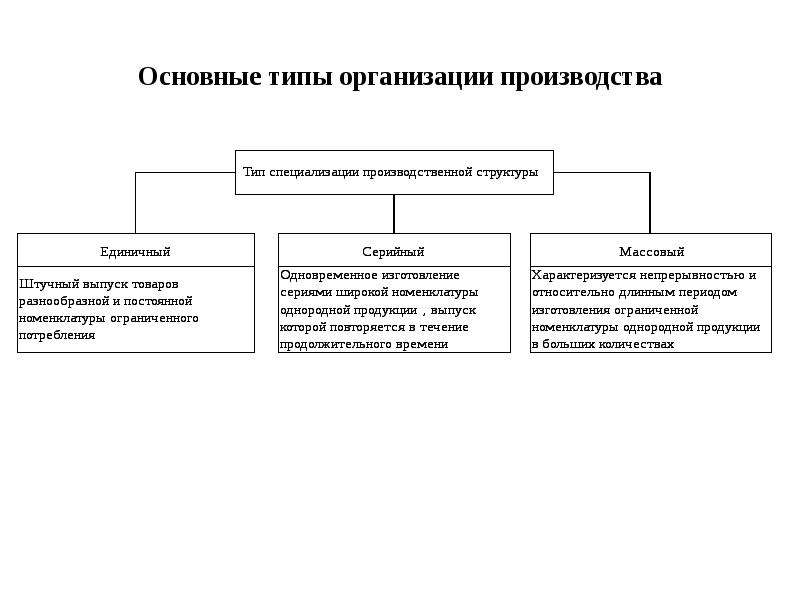
- единоличное, которое характеризуется штучным выпуском разных видов товаров;
- серийное производство отличается большим объемом выпуска однородных продуктов разной номенклатуры;
- массовый тип – это непрерывное производство небольшой номенклатуры продукции в больших объемах.
Сравнительная характеристика типов организации производства
Единичный, массовый и серийный тип организации производства значительно отличаются друг от друга:
| Характеристика | Единоличный тип | Серийный | Массовый |
| Объем производства | Штучное (по количеству заказов) | Большое количество однородной продукции (партии) | Неограниченное число |
| Номенклатура | Не ограниченная | Широкая | Ограниченная |
| Повтор цикла | Нет | Случается в некоторых случаях | Присутствует постоянно |
| Тип оборудования | Универсальное | Универсальное и в некоторых случаях — специализированное | Только специализированное |
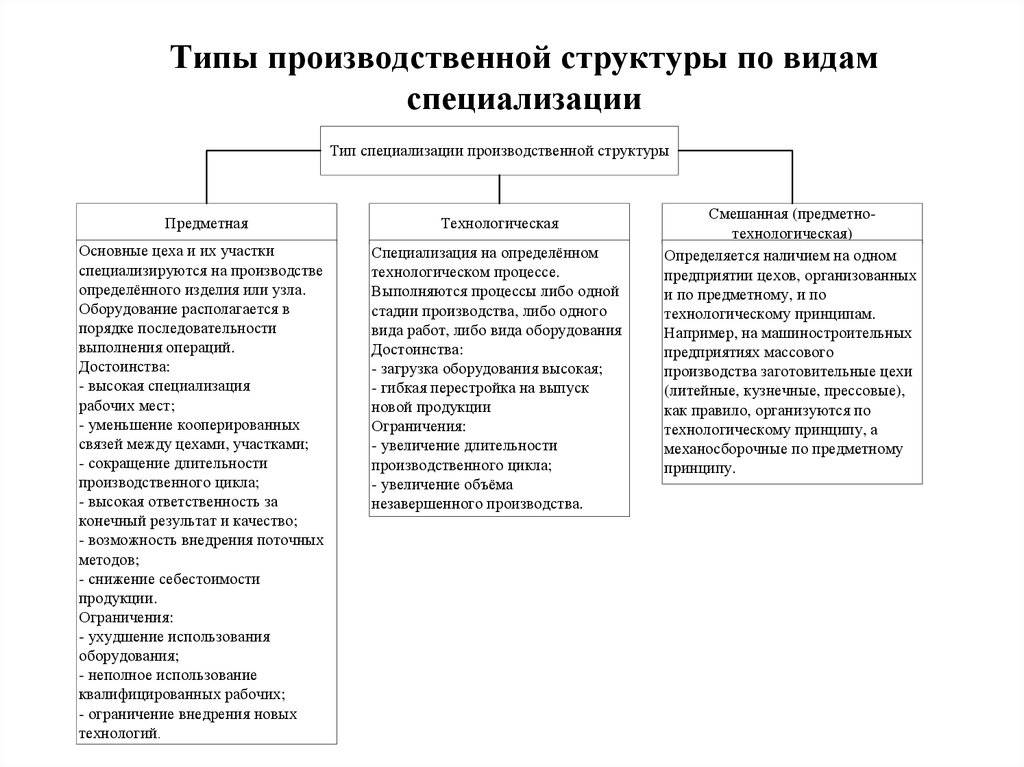
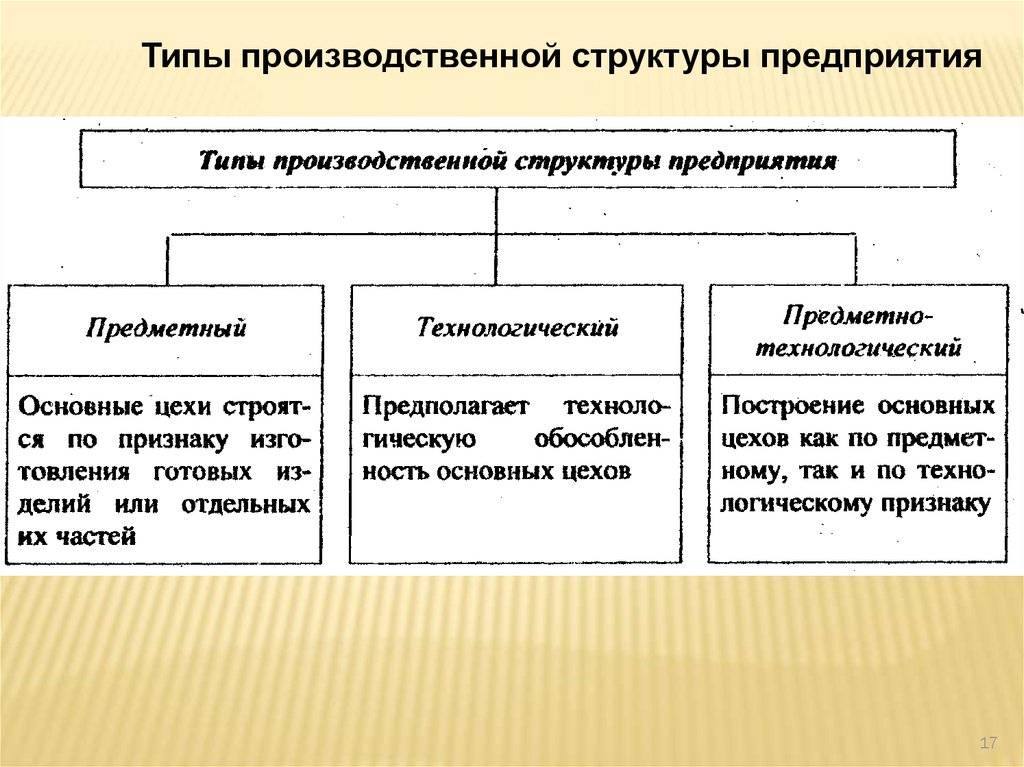
| Тип структуры производства | Технологический | Предметно-технологический | Предметный |
| Коэффициент закрепления | 40 и более | 2 — 39 | 1 |
Также единичное, массовое и серийное производство можно сравнить по месторасположению основных средств, по закреплению операций за оборудованием, а также по периодичности передачи производимых объектов из одного цеха в другой.
Формы организации производства
Выше мы говорили о формах организации производственного процесса и соответствующих им методах передачи предметов труда с операции на операцию. Таким образом, форма организации процесса производства представляет собой определенное сочетание во времени и в пространстве элементов этого процесса — предметов труда.
Напомним, что единичному производству соответствует технологическая форма организации с последовательной передачей предметов труда с операции на операцию; серийному производству — предметная, групповая или гибкая предметная форма с параллельно-последовательным методом движения предметов труда; и наконец, массовому типу производства свойственна прямолинейная форма с параллельной передачей деталей с операции на операцию.
Рассмотрим эти формы организации производства более подробно.
Организация производства с последовательной передачей предметов труда представляет собой процесс, в ходе которого предметы труда передаются на каждую последующую операцию лишь после окончания обработки всей партии деталей на предшествующей операции. Эта форма наименее производительна, производственный цикл здесь затягивается, так как детали, прошедшие обработку, пролеживают в ожидании окончания обработки всей партии. Вместе с тем преимуществом данной формы служит ее гибкость по отношению к изменениям производственной программы, что нередко является объективной необходимостью.
Параллельная организация производства позволяет запускать в обработку и передавать на следующую операцию предметы труда без какой-либо задержки, поштучно, по мере окончания обработки данной детали на данном станке. Таким образом, детали не пролеживают в ожидании обработки всей партии, что сокращает длительность производственного цикла, уменьшает объем незавершенного производства. Однако различия в длительности отдельных операций могут приводить к простою оборудования и рабочих.
Наиболее прогрессивная, оптимальная форма организации производства — параллельно-последовательная. Она содержит в себе преимущества и параллельной, и последовательной форм организации производства. Так, предметы труда с операции на операцию передаются так называемыми транспортными партиями. Партии деталей проходят по операциям параллельно. Оборудование здесь расположено по направлению движения обрабатываемых деталей, его количество определяет величину необходимой производственной площади. В результате обеспечивается максимальная непрерывность использования оборудования и рабочей силы, что позволяет достигнуть относительно высокого уровня производительности труда и низкого уровня себестоимости изготовляемой продукции.
В современных условиях на машиностроительных предприятиях все большее распространение получают такие формы организации производства, как гибкие и блочно-модульные. Гибкие формы позволяют быстро переналаживать производство на изготовление других деталей и изделий. Блочно-модульная форма позволяет сконцентрировать на отдельном производственном участке весь комплекс технологического оборудования, необходимого для непрерывного производства ограниченной номенклатуры деталей и изделий.


На основе расчетов рациональной потребности в ресурсах, с поставкой их в определенные сроки, достигается непрерывность процесса производства. Рассчитывается и обеспечивается сопряженность по мощности и загрузке между заготовительными, металлообрабатывающими и сборочными производствами. В условиях блочно-модульной формы организации производства возрастают роль и ответственность коллектива работников за результаты своего труда, комплексно реализуются вопросы организации производства, труда и управления. При этом достигается наивысший уровень производительности труда, эффективности всего производства.
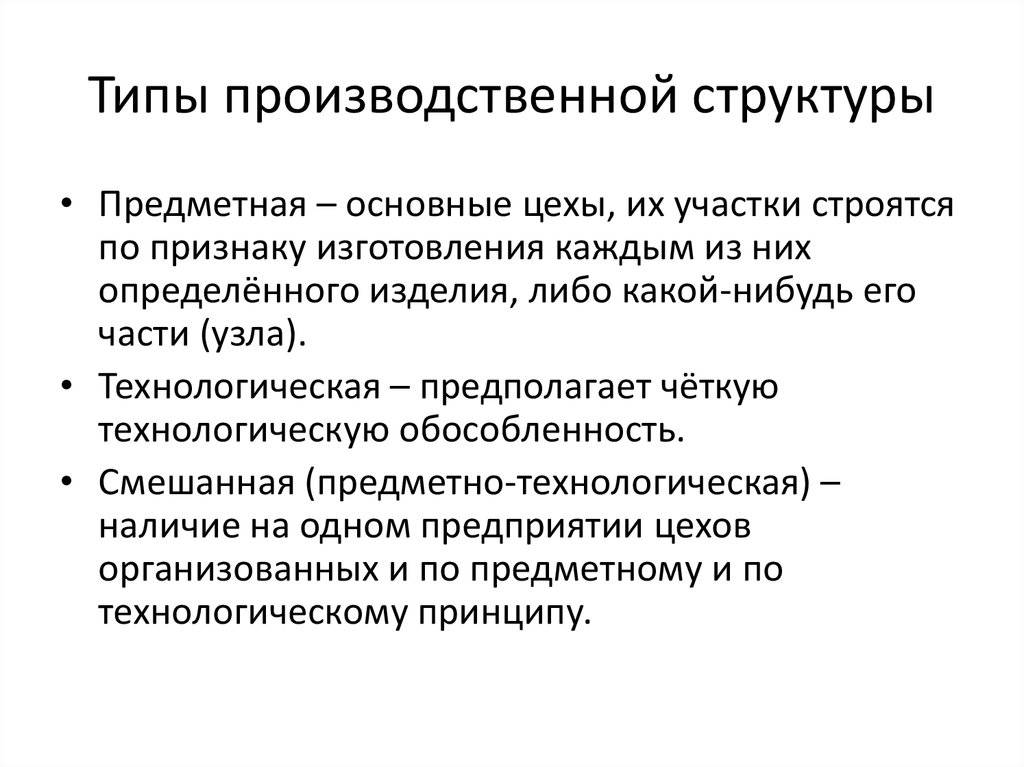
Производственная структура
Понятие производственной структуры промышленного предприятия включает участки, цеха, службы и взаимодействие этих составляющих. Рабочие места, участки, цеха — главные элементы.
На производственную структуру влияют:
- вид продукции;
- масштаб производства;
- кооперирование и его уровень.
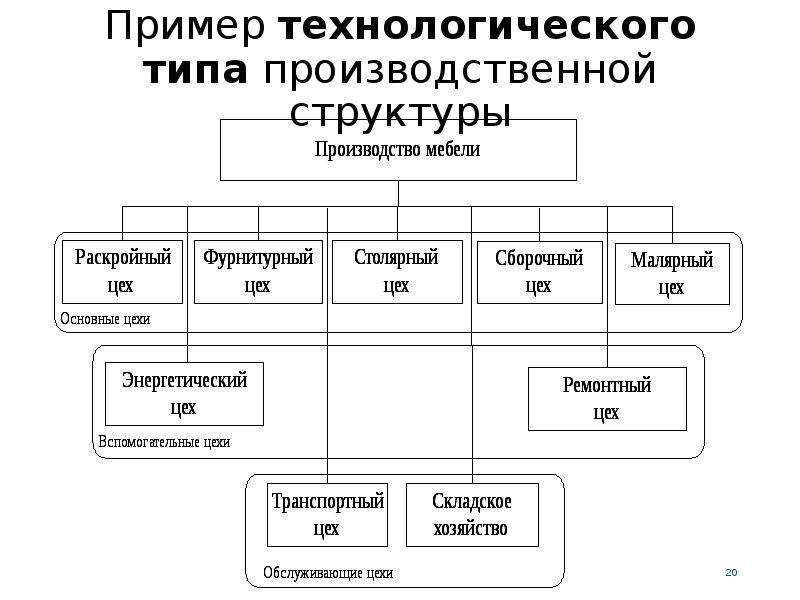
Цеха — главные подразделения промышленной структуры предприятия. В них «рождается» продукция и реализуются все мыслимые стадии производства.
 Схематичное изображение производственной структуры промышленного предприятия, включающей базовые блоки (цеха, службы, участки) и связи между ними
Схематичное изображение производственной структуры промышленного предприятия, включающей базовые блоки (цеха, службы, участки) и связи между ними
Цеха разделяются на:
- основные, где сырье превращается продукцию;
- вспомогательные — удовлетворяют внутренние потребности, создают условия для производства (ремонт, энергетика, инструменты);
- обслуживающие — склад, транспорт, упаковка;
- побочные — для переработки отходов.
Между работниками предусмотрено разделение труда. Подобная кооперация решает проблемы совершенствования мастерства, применения специализированного оборудования, эффективности, производительности.
Пути усовершенствования производственной структуры следующие.
- Укрупнение цехов или предприятия.
- Поиск более совершенных принципов построения структуры, включая проектирование и строительство новых промышленных предприятий.
- Рационализация соотношения между основными и прочими цехами.
- Усовершенствование планировки, в том числе реконструкция промышленных предприятий.
- Развитие кооперирования и специализации.
- Стандартизация, унификация.
- Приватизация промышленных предприятий (переводит их из государственной собственности в частную).
Факторы производства
Факторы производства – это ресурсы, которые используются в процессе производства товаров и услуг. Они обеспечивают возможность осуществления производственной деятельности и её результативность.
Факторы производства характеризуются взаимодополняемостью и взаимозаменяемостью.
Взаимодополняемость ресурсов: использование одного ресурса невозможно без использования в комплекте и в определённой пропорции другого ресурса. Если взаимодополняющий ресурс отсутствует, то процесс производства останавливается.
Взаимозаменяемость ресурсов: возможность альтернативного использования различных ресурсов, так что недостаток одного из них, может быть возмещен дополнительным количеством другого.
Выделяют 4 основных фактора производства, иногда добавляя к ним пятый фактор – информацию:
| Фактор производства | Характеристика |
|---|---|
| Труд | Умственные и физические усилия трудоспособного населения |
| Земля | Земельные ресурсы используемые для выращивания сельскохозяйственной продукции, строительства домов, дорог, городов и др. |
| Капитал | Денежные ресурсы, вкладываемые в средства производства – здания, инструменты, материалы и др. |
| Предпринимательские способности | Способность организовать эффективное использовать всех остальных факторов производства |
| Информация | Знания и сведения способствующие максимально выгодному производству |
Разновидности производства
Говоря о том, какие виды производства существуют, прежде всего следует выделить материальные. Они включают в себя непосредственное изготовление тех продуктов, которые имеют реальную вещественную форму. Сюда можно отнести продукты питания, бытовую технику, архитектурные строения, одежду и многое другое.

Если же говорить о нематериальных видах организации производства, то сюда относятся услуги самых различных сфер, например, образования, здравоохранения и других. Несмотря на то что здесь отсутствует вещественная форма, эти услуги все же имеют конкретную ценность и несут определенный результат.
Технология швейного производства
Технологический процесс делится на три этапа:
- раскройка;
- изготовление;
- контроль.
В первую очередь проводится раскрой, рассчитывается и подготавливается необходимый материал. Данный процесс может осуществляться ручным или механизированным способом. Из полученного материала формируется готовое изделие. Для этого используют ткань, декор, нитки и фурнитура (молнии, пуговицы, заклепки). Кроме этого, применяют различные подкладки, флизелин, дублерин.
В швейном производстве все чаще внедряют компьютерные технологии, при помощи которых можно максимально точно произвести расчеты, нанести печать, выполнить оригинальный узор на ткани.
Типы производства
Определение 1
Тип производства – это комплексная характеристика особенностей организации, техники и экономики производства.
На тип производства влияют несколько факторов: широта номенклатуры и уровень специализации, масштабность производства, стабильность выпускаемой продукции и т.п.
Существует три типа производства:
- Единичное производство.
- Серийное производство.
- Массовое производство.
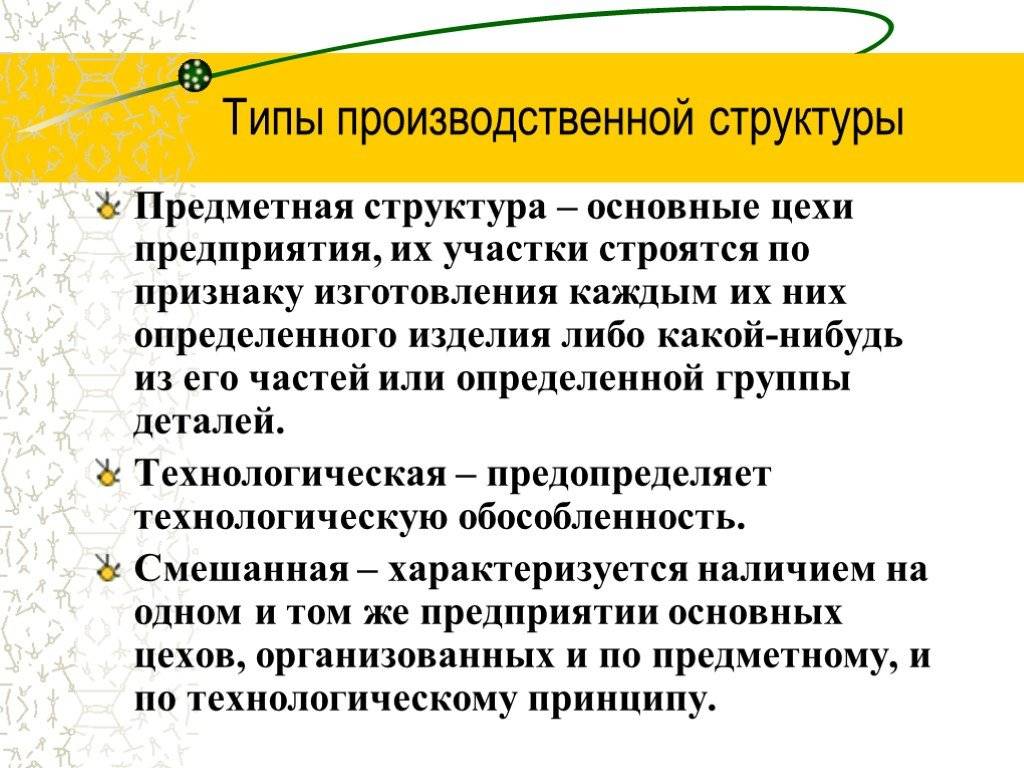
Основная характеристика единичного производства – штучный объём выпуска разнообразной и непостоянной номенклатуры продукции ограниченного потребления.
Замечание 1
Повторное производство данной продукции, а также ремонт выпускаемой продукции, не предусматривается.
Серийному производству свойственно одновременное изготовление сериями широкой номенклатуры однородной продукции, выпуск такой продукции повторяется на протяжении длительного периода. Одновременно с тем серия представляет собой выпуск ряда конструктивно одинаковых изделий, запускаемых в производство партиями, последовательно, непрерывно на протяжении заранее установленного периода времени.
Массовому производству характерна непрерывность и относительно длительный период изготовления ограничений номенклатуры однородной продукции в больших количествах.
Сравнить все три типа производства можно в таблице ниже. Из неё становится понятно, что единичное и мелкосерийное производство основано на производстве деталей и изделий неограниченной, широкой номенклатуры. Для этого типа производство свойственна определённая гибкость, здесь нет повторяемости выпуска, а также предусмотрена последовательная передача предметов труда с операции на операцию.
Сравниваемый признак | Тип производства | ||
| Единичный | Серийный | Массовый | |
| Номенклатура и объем выпуска | Неограниченная номенклатура деталей, изготовляемых по заказу | Широкая номенклатура деталей, изготовляемых партиями | Ограниченная номенклатура деталей, изготовляемых в большом объеме |
| Повторяемость выпуска | Отсутствует | Периодически повторяется | Постоянно повторяется |
Применяемое оборудование | Универсальное | Универсальное, частично специальное | В основном специальное |
| Закрепление операций за станками | Отсутствует | Закрепляется ограниченное число деталеопераций | Закрепляются одна-две операции |
Расположение оборудования | По группам однородных станков | По группам для обработки конструктивно и технологически однородных деталей | По ходу технологического процесса обработки деталей |
| Передача предметов труда с операции на операцию | Последовательная | Параллельно последовательная | Параллельная |
| Форма организации производственного процесса | Технологическая | Предметная, групповая, гибкая предметная | Прямолинейная |
Факторы развития, совершенствования и внедрения технологий производства
Развитие технологий производства и внедрения инноваций зависит от нескольких факторов:
Персонал. Чтобы добиться устойчивого результата, необходимо привлекать квалифицированный и обученный персонал. Только таким образом можно в короткие сроки удовлетворить потребности потребителя.






Средство труда. К ним относят различного рода материальные предметы, при помощи которых можно создать продукцию или осуществить услуги. К подобным средствам относят различное оборудование и инструменты, аппарата, компьютеры, машины, тракторы, сложная техника
Важное значение имеют естественные ресурсы, например, вода. Благодаря таким средствам, природные компоненты трансформируются в полезную продукцию
Предмет труда
Представляет собой совокупность вещей, которые используются людьми для удовлетворения их потребностей. Они разделяются на две категории. К первой можно отнести природные элементы, которые не проходили специальную обработку, и компоненты, прошедшие обработку.
Информация. Данный фактор является одним из самых главных. Именно информация играет связующую роль в производстве и продвижении товара. Даже если иметь обученный и профессиональный персонал, качественную технику и предметы труда, не владея сведениями о спросе и предложении, об общей ситуации на рынке, добиться успеха невозможно.
Комбинирование
Еще одной формой общественной организации производства является комбинирование.
Комбинирование представляет собой сочетание разнородных производств одной или различных отраслей в рамках одного предприятия (комбината).
Его основные признаки:
- объединение разнородных производств
- их пропорциональность
- технико-экономическое
- и производственное единство.
Технико-экономическое единство выражается в том, что все разнородные производства соответствуют по качеству, номенклатуре и количеству выпускаемой продукции. Оно обеспечивается во многом централизацией управления комбинатом.
Производственное единство заключается в том, что все составные части производственной структуры комбината располагаются, как правило, на одной территории и связаны между собой общими коммуникациями, имеют единое энергетическое хозяйство и общие вспомогательно-обслуживающие хозяйства.
Комбинирование обеспечивает, как правило, снижение себестоимости продукции и повышение прибыли предприятия.
Читайте подробнее далее – справочник Аспект, другие материалы на эту тему. А также подписывайтесь на нашу рассылку с обновлениями статей и анонсов мероприятий – гарантируем скидки подписчикам!
Схема методов организации производства
Пройдите наш авторский курс по выбору акций на фондовом рынке → обучающий курс
Бесплатный Экспресс-курс “Оценка инвестиционных проектов с нуля в Excel” от Ждановых. Получить доступ
Схема методов организации производства включает в себя не поточные, поточные и автоматизированные приемы:
Не поточные методы изготовления продукции – это один из вариантов производственного процесса, при котором предприятие занимается единичным выпуском разных товаров. То есть, на одном рабочем месте может производиться несколько видов продукции, но в ограниченных количествах.
Поточные приемы производства характеризуются планомерным выпуском большого объема продукции. В таком случае предмет труда поступает из одного цеха в другой, минуя остановки на складах или передаточных центрах.
Автоматизированный метод – это самый продуктивный прием производства продукции. При нем практически все операции производятся в автоматическом режиме с использованием специализированной техники.
Не поточный
Не поточный метод организации производства характеризуется выпуском разной продукции в небольших объемах. Данный прием имеет следующие отличительные особенности:
- рабочие места размещаются по сериям оборудования, независимо от этапов производственного цикла;
- работники занимаются изготовлением разного вида продукции;
- исчисление выпущенных товаров производится в единицах;
- в процессе производства применяется универсальное оборудование;
- изготавливаемые составные части выпускаемого продукта перемещаются в процессе изготовления сложным маршрутом, задерживаясь на складах и передаточных пунктах.
Поточный
Поточный метод производства считается наиболее используемым. Его применяют компании, выпускающие средний и крупный объем продукции. Для данного приема характерны следующие особенности:
- разделение процесса изготовления товаров;
- сосредоточение конкретной операции на одном месте;
- специализация рабочих мест;
- выполнение действий в ритмичном и последовательном темпе;
- передача предмета труда из одного цеха в другой с минимальными затратами времени.
Надо отметить, что при применении поточного метода все места, где выполняются разные операции, расположены последовательно.
Поточная технология производства делится на группы и классифицируется по таким признакам, как:
- номенклатура;
- метод обработки;
- степень непрерывности;
- вариант поддержания ритмичности;
- производственный охват.
| Признак классификации | Вид поточной производственной линии | Описание |
| Номенклатура | Постоянная однопредметная | Производство одного вида продукции с повторяющимся циклом |
| Постоянная многопредметная | Производство нескольких видов продукции, которые схожи по своей конструкции | |
| Метод обработки | Переменная | Изготовление разной продукции, схожей по конструкции |
| Групповая | Изготовление большого объема номенклатуры на одном оборудовании | |
| Степень непрерывности | Непрерывные | Производственный процесс осуществляется один за другим без перерывов |
| Прерывистые | Поочередная передача готового продукта из одного цеха в другой без четкой синхронизации операций | |
| Вариант поддержания ритмичности | Регламентированный ритм | Операции производятся по заданному плану и четко обозначенному времени |
| Свободный ритм | Продукт труда передается в другой цех для доработки по мере выполнения всех необходимых действий | |
| Производственный охват | Поточный | Передача предмета труда происходит при помощи специализированной техники |
| Участковый | Продукция транспортируется из одного участка цеха в другой | |
| Цеховой | Предмет труда перемещается по цеху при помощи ручного труда | |
| Межцеховой | Изготавливаемый товар передают из одного цеха в другой | |
| Сквозной | Производимая продукция проходит несколько цехов |
Поточный метод организации производства, как правило, объединяется с автоматизированным.
Автоматизированный
Автоматизированный прием выпуска продукции можно считать подвидом поточного метода. Все дело в том, что характеристики рассматриваемых вариантов изготовления товаров практически не отличаются друг от друга.
Единственное различие между автоматизированным и поточным методом — в том, что при использовании первого приема все операции производятся в автоматическом режиме с использованием специальной техники.
Таким образом, автоматизированный подход к производству продукции можно рассматривать внутри поточного, когда операции выполняются с минимальными затратами ручного труда.
ВЫВОДЫ И РЕКОМЕНДАЦИИ
- Производственная структура должна отвечать принципам оптимизации и сочетания в пространстве и времени всех составных элементов процесса.
- Совершенствование производственной структуры предприятия позволит более эффективно использовать трудовые, материальные и финансовые ресурсы одновременно с ростом качества выпускаемой продукции.
- Для совершенствования производственной структуры предприятие должно обеспечить бесперебойность производственного процесса, пропорциональность, ритмичность и прямоточность при соблюдении норм и правил, которые касаются условий труда основных производственных рабочих.
4. На основании корректно построенной производственной структуры предприятие достигает высоких результатов: сокращается производственный цикл, трудоемкость, себестоимость выпускаемой продукции, улучшается ее качество. Это положительно влияет на работу предприятия, способствует росту его доходности, облегчает планирование производства и контроль за выполнением производственных процессов.





5. Занимаясь построением производственной структуры, можно руководствоваться разработанными схемами других предприятий, но мы не рекомендуем использовать их из-за отличий в технологиях, разной специализации и кооперации, из-за разной квалификации работников и т. д.
6
Прежде чем приступить к формированию или корректировке существующей производственной структуры, уделите внимание аспектам, которые непосредственно влияют на вид структуры:
- установление состава цехов и производственных участков;
- расчет производственных площадей для каждого рабочего места, а затем для производственного участка и цеха, определение их пространственного расположения с учетом временных потерь на транспортировки и внутренние перемещения;
- изучение технологической и конструкторской документации;
- расчет трудовых затрат на осуществление производственной деятельности с выделением категорий основного, вспомогательного и обслуживающего производства;
- выбор пространственного и временного структурирования;
- расчет потерь от брака, простоев, нерегламентированных перерывов, внутренних перемещений и транспортировок.