

Особенности конструкции
Агрегат предназначен для возделывания деталей из разносортной стали, “радужных” металлов вращательным методом. Также на нем можно осуществлять процесс резания, без предварительного прогрева металлических изделий.
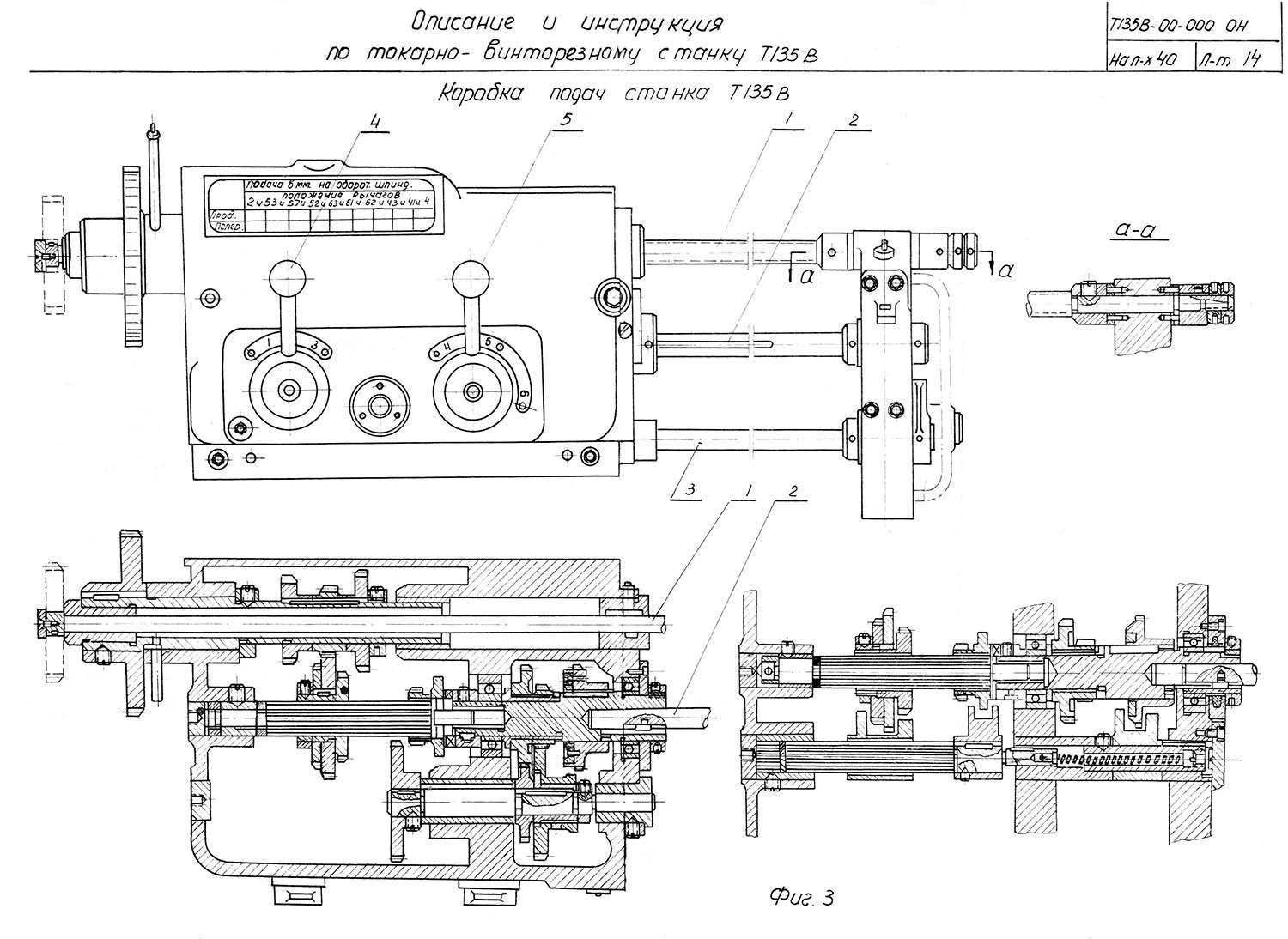
Главные отличия прототипа кроются в конструкционной особенности переднего механизма и блока коробки переключения передач. Преобразование порядка работы осуществляется посредством переброса ремней по роликам основного и вспомогательного вала. Все это происходит при запуске пониженной передачи. Как итог, к функциональным характеристикам аппарата добавились три вспомогательные подачи и потенциал нарезки трех видов метрической резьбы.
Чтобы правильно понять конструктивные свойства оборудования, необходимо внимательно ознакомиться с его узлами:
Несущая станина. Это основание станка, выполненное из чугуна, на котором включены остальные составляющие устройства.
Лицевой механизм. Приспособления системы предназначаются для крепежа отделываемой заготовки, трансформации ее позы и сообщения ей вращательного действа. Для привода используется коробка скоростей, совмещенная с роликом главного вала.
Коробка с пониженной передачей. Конструкция подает вращательный момент на фартук оборудования в конечном счете создается резьба.
Суппорт. Этот узел предназначается для крепежа режущего инструмента и смены его положения касательно обращающейся заготовки.
Тыльный механизм. Конструкция системы обычна и предназначается для монтажа возделываемой детали. В него помещается инструментарий для сверления проемов и отверстий
В период эксплуатирования важно контролировать совмещение пиноли заднего механизма и оси основного вала.
Трехфазный двигатель асинхронного типа. Мощность мотора 1, 1 кВт
За преобразование показателей отвечает электрический переключатель кулачкового типа.
Особенности работы шпиндельного узла
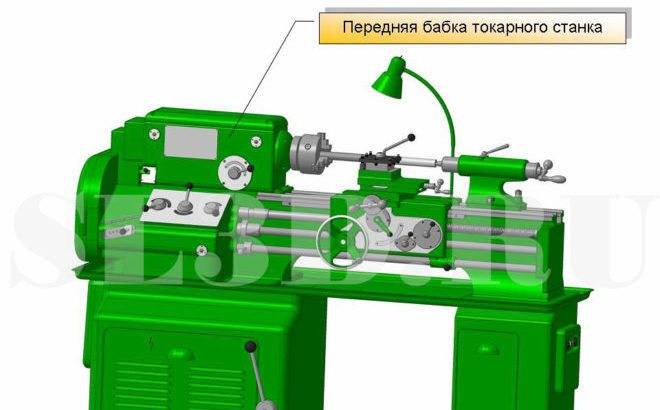
Передняя бабка токарного станка размещается в левой части основания из чугуна. В ее состав входит шпиндельный узел, который необходим для осуществления вращательных движений.
Данная деталь очень важна, поскольку с ее помощью производится перемещение обрабатывающейся заготовки.
Шпиндель обладает следующими техническими характеристиками:
- диаметр отверстия по всей толщи шпинделя – 18 мм;
- количество ступеней вращения равняется восьми, что обеспечивает более качественную обработку деталей;
- наличие посадочного конуса Морзе №3;
- диапазон скорости вращения за одну минуту – 60-1000 оборотов.
Фиксация заготовки на поверхности шпинделя во время ее обработки осуществляется при помощи специального патрона или планшайбы. Сами эти детали фиксируются на агрегате благодаря наличию резьбового соединения. Если возникает потребность обработки заготовки в центрах, на шпиндель монтируется нужный конусный центр.
Чтобы данный узел смог работать качественно и бесперебойно, его устанавливают в опорные элементы передней бабки. Они оснащены специальными подшипниками, которые обеспечивают все эти качества.
Плюсы и минусы
Исходя из вышеописанного, можно выделить главные преимущества этого станка. Во-первых, этот станок не только токарный, он также является винторезным оборудованием.
Это означает, что на нём разрешается проводить все основные виды работ по механической отделке металла и ещё нарезать резьбы при помощи ходового винта. Станок ТВ-7 очень тяжёлый, что указывает на его устойчивость и пониженную вибрацию. Всё это понижает риск получения травм. К другим плюсам относится:
- Высокая мощность главного привода.
- Число ступеней вращения шпинделя большое.
- Высота центров понята.
- Метрическая резьба состоит из 6 шагов.
- Наличие двухскоростной понижающей коробки.
- На конце шпинделя большой диаметр резьбы.
- Размеры корпуса достаточно компактные. То позволяет размещать оборудование в помещениях даже с маленькой площадью.
У токарного станка есть и минусы:
В сравнении с предыдущими моделями, на ТВ-7 расстояние между центрами, наоборот уменьшено.
Управление оборудованием
Поскольку ТВ-7 создавался для применения в качестве школьного или учебного оборудования, управление его работой не представляет больших сложностей. Даже по фото устройства понятно, что освоить работу на таком агрегате нетрудно.
Органы управления ТВ-7 (нажмите, чтобы увеличить)
В конструкции токарного ТВ-7 имеется несколько выключателей пакетного типа; кнопка, отвечающая за экстренную остановку рабочего процесса; кнопка, при помощи которой запускается реечная шестерня; маховик для управления продольным перемещением каретки; второй маховик, при помощи которого перемещают заднюю бабку; а также целый ряд управляющих органов, отвечающих за выполнение таких операций, как:
- включение реверсного режима работы главного двигателя;
- натяжение ремня, соединяющего электродвигатель с редуктором;
- запуск подачи суппорта станка в продольном направлении;
- фиксация задней бабки на направляющих станины;
- перемещение салазок в поперечном направлении;
- изменение направления подачи;
- включение в работу ходового винта и ходового валика;
- изменение частоты вращения шпиндельного узла;
- выбор величины подач и шага нарезаемой резьбы.

Основное назначение ТВ-7 — обучение молодых специалистов
Обзор конструкции агрегата будет неполным без упоминания трех рукояток, отвечающих за:
- включение гайки ходового винта;
- крепление пиноли;
- фиксацию резцовой головки в требуемом положении.
Все указанные органы управления позволяют эффективно выполнять простейшие токарные операции над заготовками из металла.
Конструктивные особенности
Его часто используют в качестве прибора, на котором проходят обучение, с помощью него закрепляется усвоенный материал на практике по методу использования обработки твердых изделий. Данный прибор состоит из нескольких основных деталей:
- станины;
- опорных тумб в количестве двух штук;
- бабок, расположенных с двух обеих сторон;
- суппорта.
Уникальная конкретика при получении необходимых деталей обеспечивается благодаря шпинделю, который находится на опорах.
Управление
Изначально токарный станок этого вида предполагался для проведения практических занятий для школьников (часто его так и называют —школьный токарный станок по металлу), поэтому управление не вызывает много трудностей. Выполнение работы на таком оборудовании не вызовет много вопросов.
В конструкции ТВ-7 есть несколько основных деталей, благодаря которым осуществляется весь процесс. К этим деталям относится кнопка, останавливающая процесс при экстренных ситуациях, кнопка, запускающая реечную шестерню и прочее.
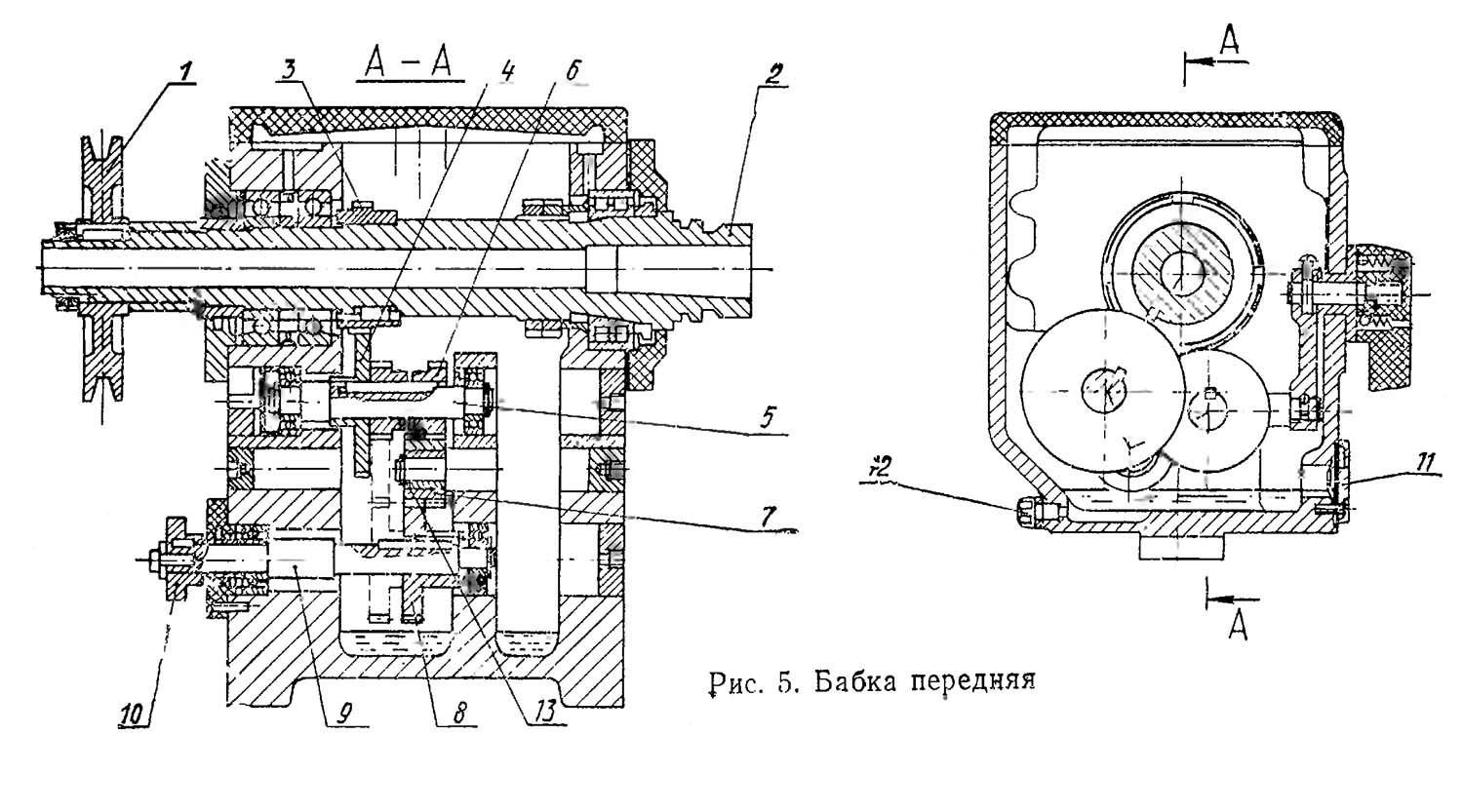
Станина и передняя бабка
Бабка по праву считается основным узлом, так как без него слаженной работы не будет. Она расположена на тумбах. При её изготовлении используется прочный материал – чугун.
Бабка двигается благодаря передней направляющей, которая плоская, задняя же, напротив – призматическая. Суппорт двигается благодаря плоским очертаниям задней и передней призматической формы.
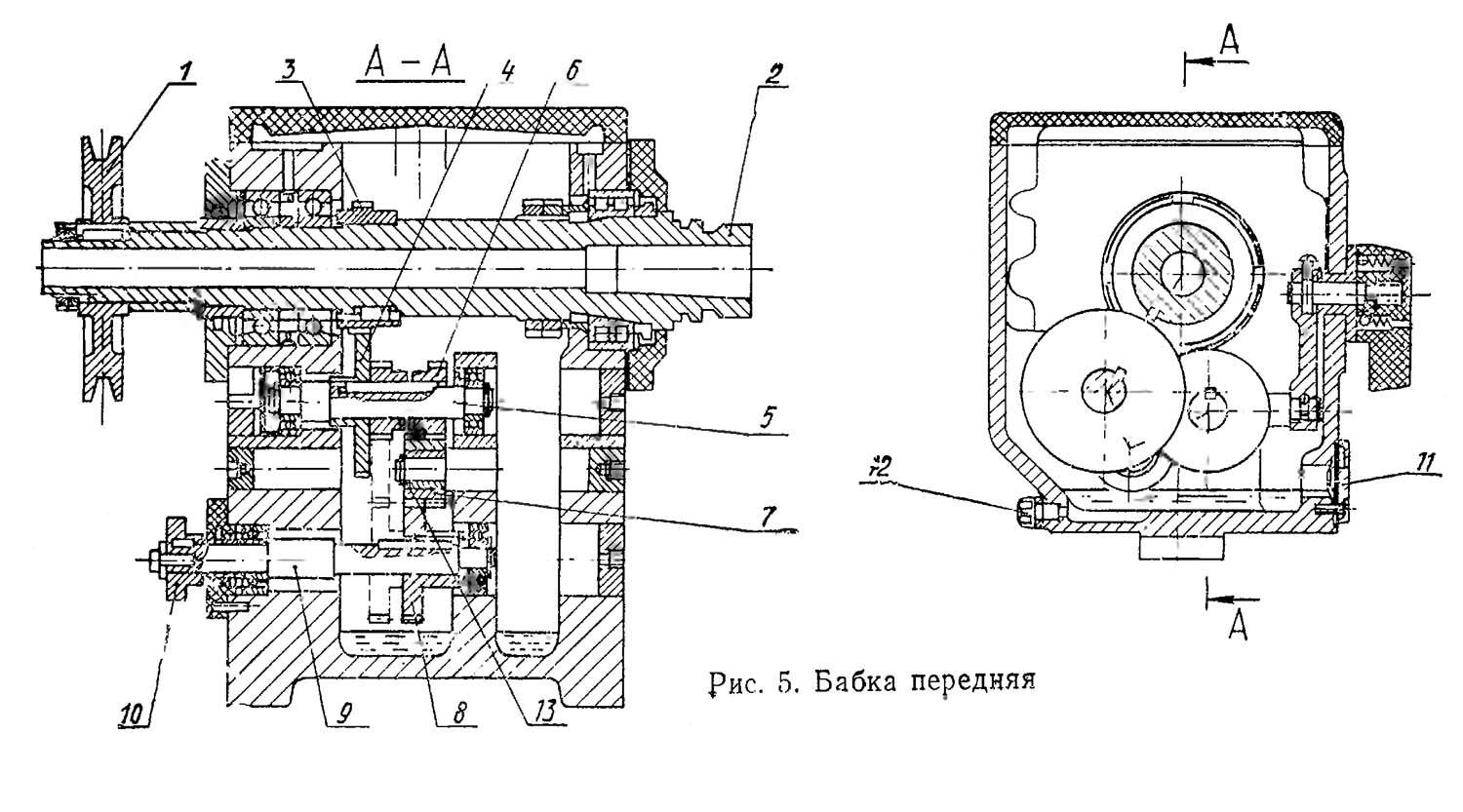
Бабка находится на левой стороне. Шпиндель патрона крепится на ней. Он поддерживает изготавливаемое изделие в удобном месте, он же обеспечивает необходимую частоту вращения.
Суппорт, задняя бабка и коробка подач
Держатель, помогающий менять расположение резцов, находится на суппорте. Двигается только ручным способом в двух направлениях: продольном и поперечном.
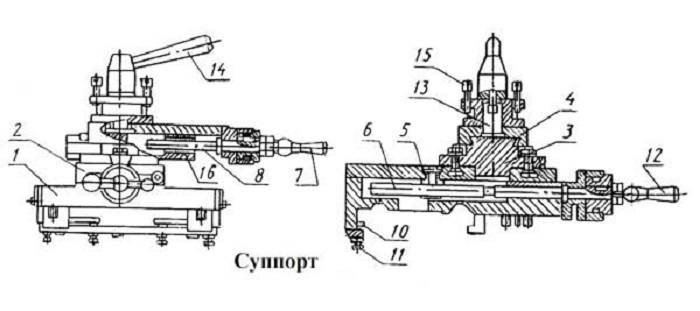
Резцедержатель вращается в разные стороны с радиусом в 40 градусов благодаря удобной рукоятке, в конце перед работой он тщательно фиксируется. Фартук размещается на нём, отвечающий за механическую подачу резца рабочим валом или же винтом.
Бабка придёт в действие, если выполнить следующие действия:
- Подсоединить разъёмную гайку к винту, способному перемещаться.
- К валу распределительное механическое зажимное устройство.
Люфты направляющих, появляющиеся во время проведения работы, легко утилизируются, используя клинья и планки. Отрегулировав их, можно устранить вибрацию деталей, которые предстоит обработать.



Детали, которые обрабатываются на станке, легко крепятся при помощи задней бабки, в которой расположены патроны. Главная их функция заключена в реализации сверления, развертывания.
Важно!
Главное, чтобы пиноли и оси шпинделя совпадали.
Коробка передач предназначена для того, чтобы изменить скорость перемещения фартука. Благодаря ему можно обеспечить механическую и ручную продольную подачу суппорта. Управляется, используя рукоятку, имеющую 3 фиксированных положения.
Электрооборудование
Электрический двигатель и понижающая коробка скоростей смонтированы в тумбе. Их валы оснащены четырьмя шкивами разных диаметров. Они расположены в порядке возрастания.
В состав электрооборудования входят детали:
- Асинхронный двигатель мощность 1,1 квт, который расположен в левой трубе.
- Щиток, находящийся в тумбе с правой стороны. На нём располагаются также и другие важные детали.
- Кулачковый переключатель, расположенный в задней части станины.
- Кнопка включения в сеть и устройства освещения.
ТВ 7М
Изучив характеристики модели ТВ 7, нельзя не рассмотреть технические аспекты альтернативного решения в лице ТВ 7М.
ТВ 7М выпускался тем же Ростовским станкостроительным заводом. Выпуск модели ТВ 7М начался в 1956 году.
ТВ 7М — это универсальный настольный токарно-винторезный станок. Его предназначение — это обучение профессиональных токарей. На данном станке можно тренироваться в проведении всевозможных токарных мероприятий. При этом станок ограничивает по предельной массе обрабатываемой заготовки — до 5 кг.
С помощью ТВ 7М можно выполнять следующие токарные операции:
- Отрезать;
- Сверлить;
- Нарезать резьбу;
- Подрезать торцы;
- Протачивать конические и цилиндрические поверхности;
- Растачивать заготовки цилиндрической и конической формы.
Хотя производство ТВ 7М было начато не один десяток лет назад, данное токарно-винторезное оборудование продолжают выпускать.
Технические характеристики
Чтобы сопоставить ТВ 7 и ТВ 7М, рассмотрим технические характеристики последнего. Это позволит определить имеющуюся разницу между ними.
- Габариты установки — 1120 на 640 на 680 мм;
- Вес — 220 кг;
- Электрический двигатель асинхронного типа с мощностью 750 Вт (против 1,1 кВт у модели ТВ 7);
- Конус Морзе на задней бабке станка — №2;
- Предельное перемещение пиноли задней бабки — 65 мм;
- Класс точности — Н;
- Предельный диаметр заготовки при размещении над станиной -220 мм;
- Максимальный диаметр заготовки при установке над суппортом — 100 мм;
- Предельная длина заготовок в центрах — 275 мм;
- Максимальная длина детали в патроне — 250 мм;
- Высота держателя резца — до 16 на 16 мм;
- Предельный вес обрабатываемых деталей — 5 кг;
- Диаметр отверстия шпинделя — 18 мм;
- Максимальный диаметр устанавливаемых прутков — 17 мм;
- Конус Морзе шпинделя станка — №3;
- Количество ступеней при прямом и обратном вращении шпинделя — 6.
Оба представленных токарно-винторезных станка имеют объективные преимущества и весомые технические характеристики. Но выбор относительно их покупки вам следует решать самостоятельно, опираясь на личные требования и представления об оптимальном токарно-винторезном устройстве.
Токарный станок модели ТВ-7, часто называемый «Школьник», позволяет эффективно осваивать как теоретические, так и практические азы токарного дела. Данный станок пришел на смену модели ТВ-6, которая была подвергнута незначительной модернизации. Основное отличие данных школьных станков состоит в том, что у них по-разному устроены коробки скоростей и шпиндельные бабки.
Понижающая коробка скоростей токарного станка ТВ-7 имеет два режима работы. Частота вращения шпинделя регулируется с ее помощью, а также посредством ручной переброски приводного ремня на требуемую позицию. В конструкции ТВ-7 не предусмотрены рычаги для переключения скоростей, которые присутствовали в более ранних моделях.
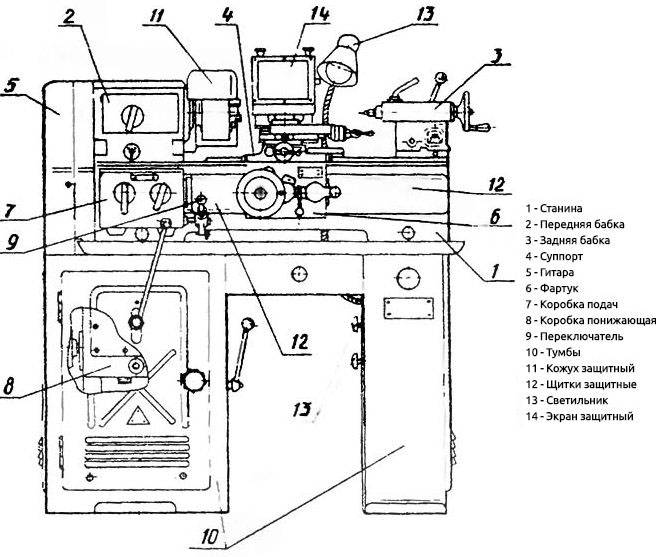
Основными конструктивными элементами токарного станка ТВ-7 являются:
- несущая станина;
- передняя и задняя бабки;
- защитные щитки, кожух и экран;
- переключатель;
- суппорт;
- коробка переключения подач;
- двухступенчатая коробка переключения скоростей (понижающая);
- гитара;
- фартук оборудования;
- светильник для освещения зоны обработки;
- несущие тумбы.
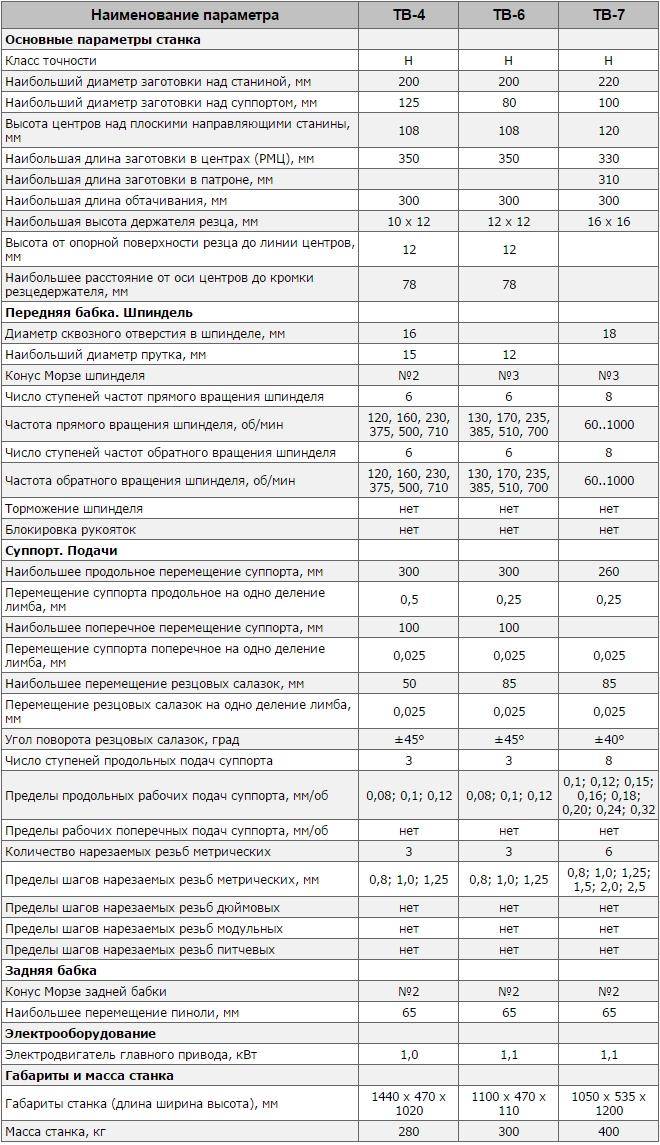
Характеристики станка ТВ-7
Технические возможности токарного станка ТВ-7 позволяют использовать его для выполнения следующих технологических операций по обработке металла:
- проточки и расточки поверхностей, имеющих цилиндрическую и коническую конфигурацию;
- подрезки торцов заготовки;
- отрезки части заготовки;
- сверления;
- нарезания резьбы метрического типа и др.
2 Обзор станков ТВ — отличия, технические характеристики
Первым серийно производившимся школьным токарным станком является модель ТВ-2. Данный агрегат имеет три подачи и способен нарезать три типа резьбы. ТВ-2 выполнялся в двух модификациях — крупногабаритной (с литой крышкой передней бабки) и компактной, с штампованной крышкой.

ТВ-2
Технические характеристики ТВ-2:
- высота центров — 100 мм;
- диаметр обработки над суппортом — 100 мм;
- ход суппорта: продольный — 250, поперечный — 100 мм;
- класса шпинделя — КМ2, диаметр отверстия — 15 мм.
Агрегат ТВ-2 комплектовался электроприводом мощностью 500 Вт с частотой вращения шпинделя 900 об/мин.

ТВ-4
Более современной моделью являлся модернизированный токарно-винторезный станок ТВ-4, который имел идентичную компактной версии ТВ-2 конструкцию, но отличался в плане технических характеристик. Токарный станок ТВ-4 производится и в наше время, поставками на рынок данной модели занимается завод промышленного оборудования «МАСГО» (г. Ростов).
Токарно-винторезный станок ТВ-4 — технические характеристики:
- высота центров — 108 мм, расстояние между центрами — 350 мм;
- диаметр обработки над суппортом — 100 мм;
- ход суппорта: продольный — 300, поперечный — 100 мм;
- класса шпинделя — КМ2, диаметр отверстия — 16 мм.
ТВ-4 отличается от предшественника увеличенной до 600 Вт мощностью двигателя, максимальная частота вращения шпинделя в нем возросла до 1500 об/мин. Всего предусмотрено 6 фиксированных скоростей — на 710, 500, 375, 230, 160 и 120 об/мин.

ТВ-6
Следующей модификацией, производство которой началось в 1970 году, являлся токарно-винторезный станок ТВ-6. Данный агрегат является практически полной копией ТВ-4 за исключением мелких деталей — удлиненных карболитовых ручек, и наличия электрощита на правой тумбе, тогда как в ТВ-4 электрощит отсутствовал, а переключатели и пускатели располагались в расположенном над мотором металлическом ящике. Технические характеристики в ТВ-6 потерпели минимальные изменения — мощность привода увеличилась до 1.1 кВт, а частота вращения шпинделя снизилась до 1410 об/мин.

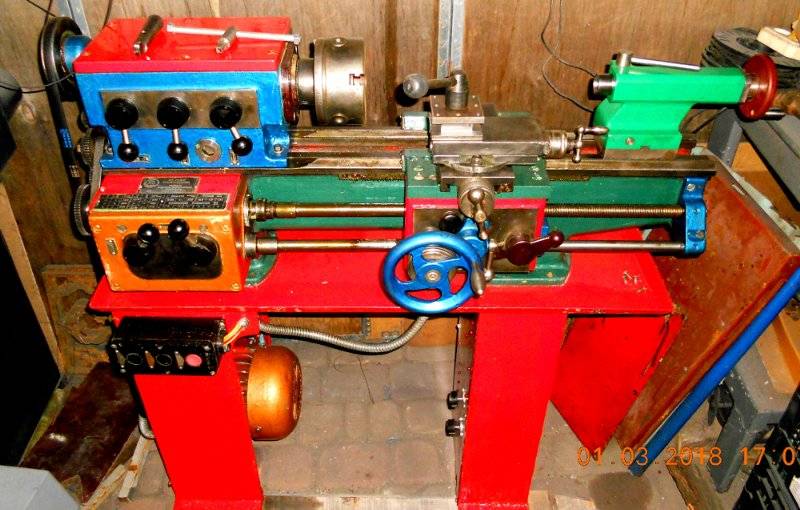
Отреставрированный ТВ-7
Токарный станок ТВ-7 имеет серьезные отличия от 6-ой версии токарного агрегата. В нем убрали 2 рукоятки на передней бабке — переключать скорости необходимо посредством изменения положения ремня, и расширили функциональность устройства, станок получил возможность делать 6 типов резьбы и обзавелся тремя дополнительными шагами подачи.



Технические характеристики:
- высота центров — 120 мм, расстояние между центрами — 330 мм;
- диаметр обработки над суппортом — 100 мм;
- ход суппорта: продольный — 300, поперечный — 110 мм;
- класса шпинделя — КМ3, диаметр отверстия — 18 мм;
- подачи: 0.1, 0.12, 0.16, 0.2, 0.24, 0.32.
Мощность привода осталась неизменной — 1.1 Вт, однако обороты уменьшились до 920 об/мин. На сегодняшний день выпускается усовершенствованная модификация — станок ТВ 7М, с частотой вращения в 1410 об/мин.
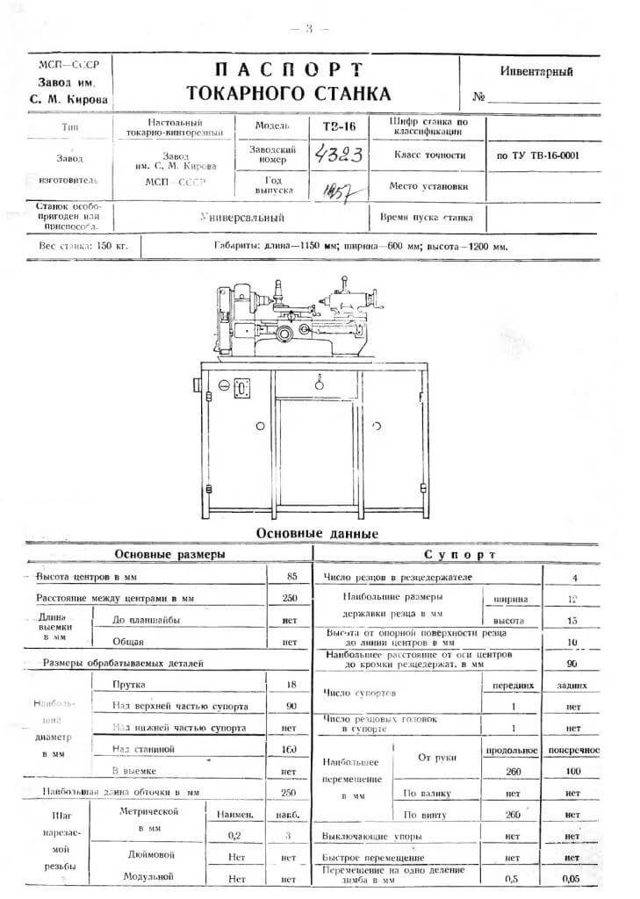
ТВ-16
Наиболее распространенной версией оборудования серии ТВ был токарно-винторезный станок ТВ16, являющийся компанией чехословацкого агрегата TOS MN-80. Единственным отличием между ними были посадочные гнезда в резцедержателе — в оригинале предусмотрены квадратные отверстия, а в отечественном аналоге стандартные пазы.
Токарный станок ТВ-16 имеет следующие характеристики:
- высота центров — 90 мм, расстояние между центрами — 330 мм;
- диаметр обработки над суппортом — 160 мм;
- ход суппорта: продольный — 260, поперечный — 100 мм;
- класса шпинделя — КМ3, диаметр отверстия — 18 мм;
- подачи: от 0.01 до 0.5 (19 позиций).
На сегодняшний день данная модель не производится, в продаже можно найти бывшие в эксплуатации агрегаты стоимостью 30-40 тыс. рублей, либо подобрать новые станки, подходящие по характеристикам.
Особенности конструкции
Агрегат используется для обработки деталей из различных металлов и сплавов в процессе обучения и представляет собой обновленный вариант ТВ-6. Различия моделей не слишком значительны и заключаются в устройстве коробки скоростей и узла главного вала.
Переключение скоростей происходит благодаря двухрежимной коробке и ремню привода, который перебрасывается на необходимую позицию по шкивам, из-за чего переключатели скоростей на переднем узле отсутствуют. Переключение скоростей осуществляется при пониженной передаче, отчего оборудование оснащено возможностью включения трех дополнительных подач, не предусмотренных ранее.
Основные узлы установки имеют следующие особенности:
Станина. Основа агрегата, изготовленная из литого чугуна, на которой установлены остальные составляющие конструкции в специально предусмотренных нишах.
Передний узел. Механизмы узла предназначены для закрепления обрабатываемой болванки, изменения ее положения и передачи ей вращательного движения. Для привода используется коробка подач, соединенная со шкивом главного вала.
Понижающая коробка. Устройство служит для увеличения вариантов скоростей главного вала. Располагается вместе с электрическим двигателем на салазках. На передней части корпуса располагается указатель, показывающий уровень масла.
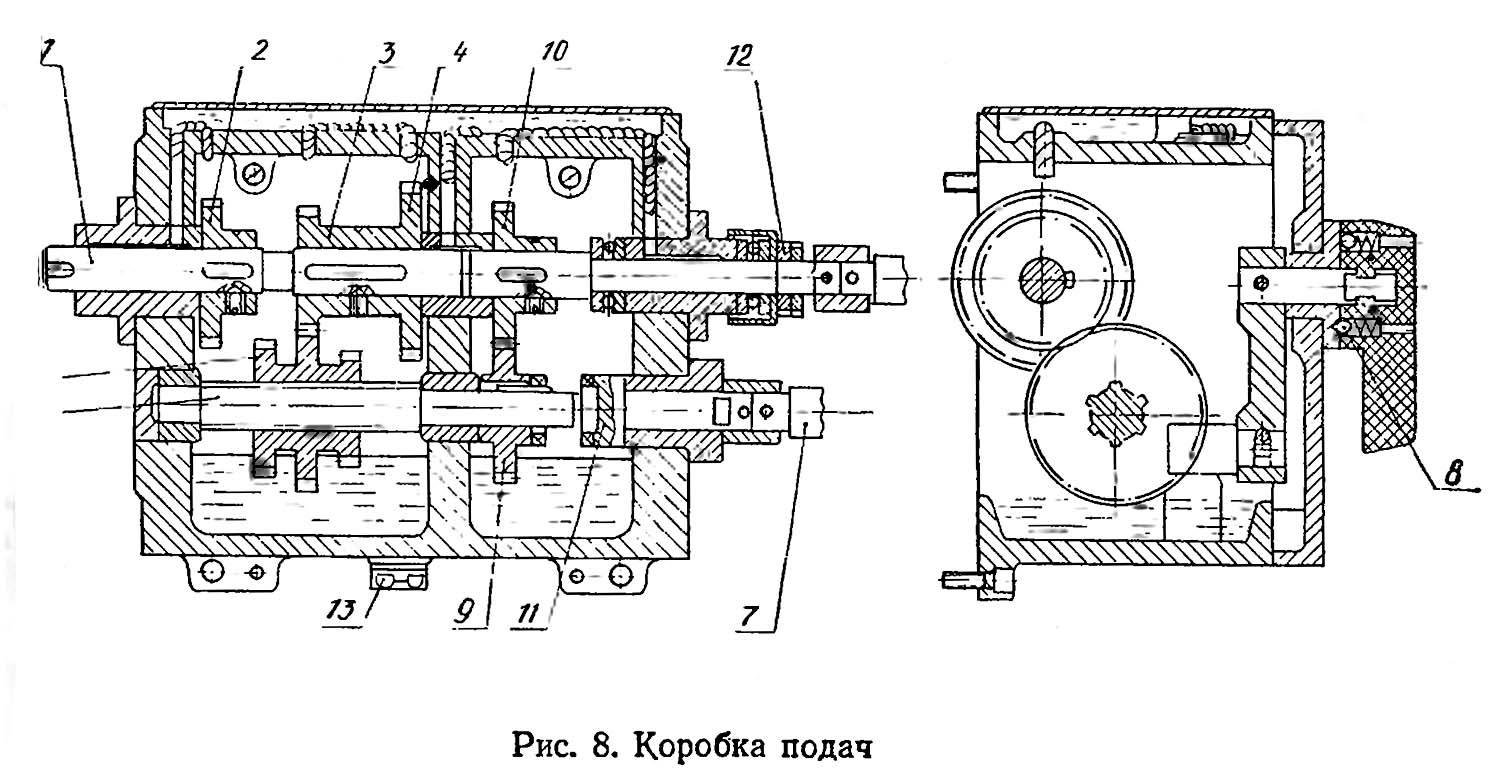
Коробка передач. Устройство передает вращательный элемент на фартук установки, благодаря чему формируется резьба.
Суппорт. Элемент предназначен для закрепления режущего инструмента и изменения его положения относительно вращающейся болванки.
Задний узел. Конструкция узла стандартна и предназначена для установки обрабатываемой болванки. В него устанавливается инструмент для высверливания отверстий
Во время обработки важно следить за совпадением пиноли заднего узла и оси главного вала.
Асинхронный двигатель. Имеет три фазы и мощность 1,1 кВт
За изменение параметров отвечает кулачковый переключатель.
Система смазки токарного станка
Своевременное смазывание всех рабочих узлов токарного оборудования является, залогом долгосрочной и безотказной работы станка. В системе смазки учебно-производственного агрегата ТВ-7М следует использовать индустриальное масло И-20А и солидол марки Ж.
Подшипники и шестерни передней бабки смазываются автоматически путём разбрызгивания масла из специальной масляной ванны, расположенной в корпусе узла. Масляная жидкость заливается в ванну при снятии верхней крышки. Контроль смазки в передней бабке осуществляется с помощью специального глазка указателя уровня. Уровень не должен быть ниже середины глазка. Смена масла впервые производится через 10 дней эксплуатации, последующие – каждые 40 дней.
Коробка подач имеет специальное место для заполнения маслом в верхней части узла. Из этого места масло попадает на поверхности трущихся деталей и шестерней посредством фитильной подачи. При точении заготовок в этом лотке постоянно должно быть немного масла.
 Слив скопившейся смазки в нижней части осуществляется с помощью сливной пробки. Доливать смазывающую жидкость в корыто нужно, как правило, раз в 5 дней. Сливать отработку с корпуса узла нужно первый раз через 10 дней, а последующие – через каждые 20 дней.
Слив скопившейся смазки в нижней части осуществляется с помощью сливной пробки. Доливать смазывающую жидкость в корыто нужно, как правило, раз в 5 дней. Сливать отработку с корпуса узла нужно первый раз через 10 дней, а последующие – через каждые 20 дней.
Механизмы фартука, суппорта и задней бабки смазываются вручную не реже одного раза в рабочую смену. Смазку подшипников, направляющих, а также ходовых валиков и винта на станине необходимо производить вручную с частотой не реже 1 раза в месяц. Гитара должна смазываться вручную с периодичностью 1 раз в месяц работы.
2 Органы управления токарным агрегатом
Управление станка осуществляется по достаточно простому принципу. Для этих целей используется несколько пакетных выключателей, кнопка экстренного окончания выполнения рабочих процессов, кнопка запуска реечной шестерни, два маховика (один позволяет вручную передвигать каретку в продольном направлении, другой предназначен для ручного передвижения задней бабки), а также далее указанные рукоятки:
- натяжения редукторного шкивного ремня;
- включения двигателя станка в режиме реверса;
- запуска механической продольной подачи;
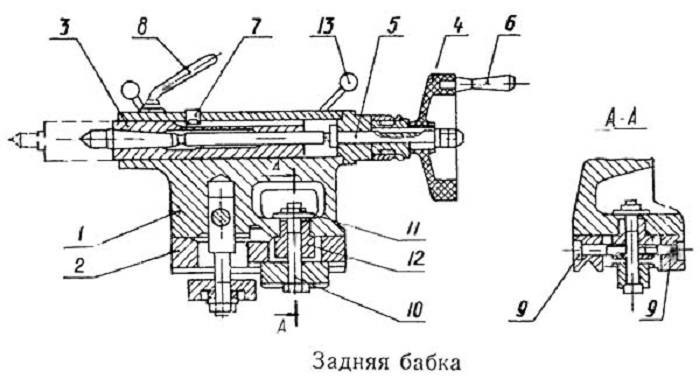
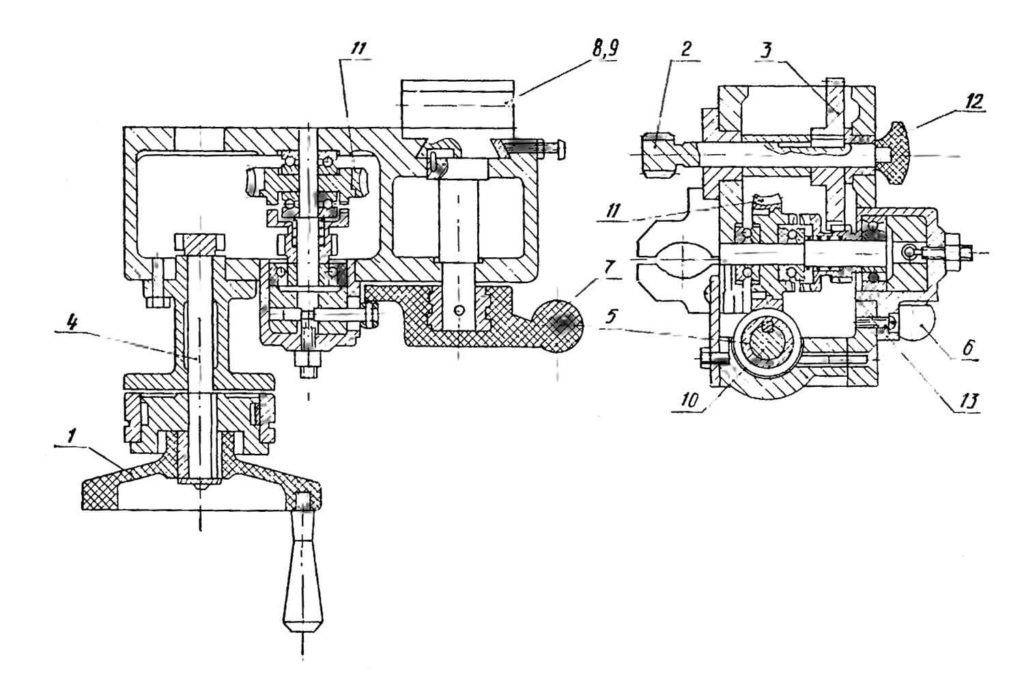
- фиксации к направляющим задней бабки (ниже приводится чертеж данного элемента агрегата);
- передвижения поперечной и верхней салазки;
- выбора направления подачи;
- включения и отключения винта и валика, выполняющих ходовую функцию;
- частоты, с которой вращается шпиндель.

Кроме того, в конструкции станка имеются такие рукоятки: запуска гайки винта, соединения пиноли, фиксации резцовой головки, выбора показателя резьбового шага и подач. Все указанные органы обеспечивают эффективный контроль операций, в ходе коих производится обработка разнообразных простых по конфигурации металлических деталей и заготовок. Школьный станок по металлу полностью оправдывает свое назначение, так как молодежь очень быстро осваивает все его особенности и возможности регулирования рабочих процедур.
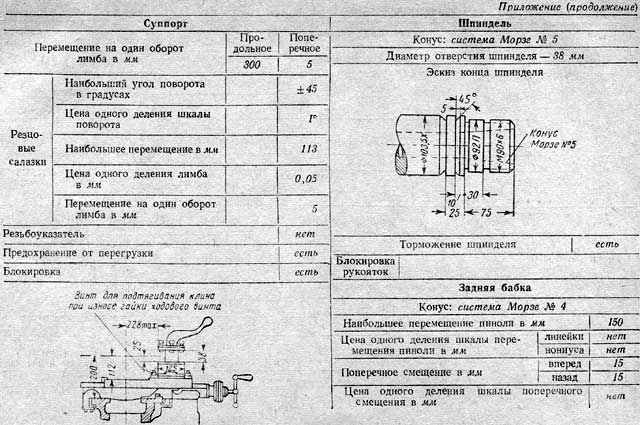
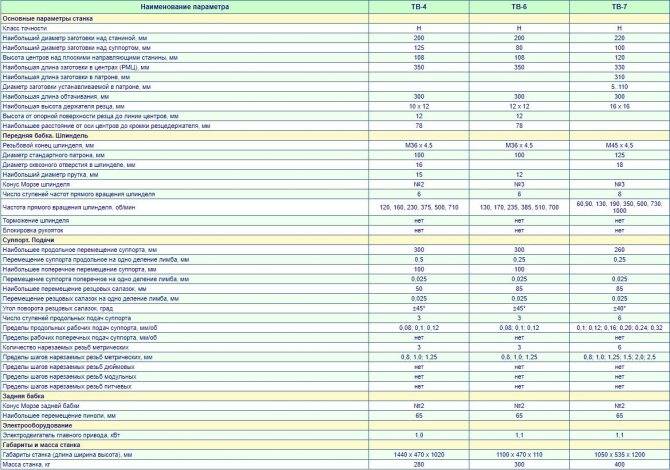
Технические характеристики
Новое приспособление было получено в результате модернизации станка ТВ-6.Оно отличается от предыдущего наличием коробки скоростей, вала, служащего для передачи усилия от электродвигателя к обрабатываемой детали. Устройство позволяет осуществить выверку соосности детали с ее осью вращения.
Описание главных отличительных признаков:
- классификация по точности изготовления резьбы – «Н»;
- масса – 40 кг;
- размеры – 105х53,5 см и 105х120 см;
- расстояние от станины до центральной части – 120 мм;
- протяженность закрепленной в центральной части точке болванки – 330 мм, то же в патроне – 310 мм;
- расстояние проточки болванки – 300 мм;
- длина передвижения салазок резца – 85 мм;
- хорда просвета главного вала, проходящего через внутреннюю часть детали – 18 мм;
- величина периода вращения детали вокруг оси – 8;
- степень повторений кручения головки главного вала – 60-1000 об/мин;
- поперечник болванки, которая закреплена над корпусом приспособления – 220 мм, резцедержателем – 100 мм;
- высота приспособления, удерживающего резец – 16х16 мм;
- расстояние передвижки резцедержателя – 260 мм;
- продольное и поперечное перестановка резцедержателя соответственного разбивки лимба – 0,025 мм;
- величина периода подвода резцедержателя – 8;
- угол разворота салазок, где установлен резец – +/- 45.

Первый установлен над патроном, а второй – на суппорте. Он опущен над зоной, в которой обрабатывается деталь.
https://youtube.com/watch?v=zxcLVpPoYJ4
Технические характеристики
Эта модель стала улучшенной версией прошлого вида станка. Он имеет много отличий от своей предыдущей версии, что позволяет проводить работу более качественно и намного быстрее. Механизм делает возможным осуществление выверки соосности получившейся детали с осью вращения.
Основными качествами и характеристиками, отличающими этот станок от остальных моделей, являются:
- Классификация по точности изготовления резьбы–«Н».
- Вес равняется сорока килограммам.
- Размеры изменились.
- Расстояние от болванки, расположенной в центральной части – 330 мм, а в патроне – 310 мм.
- Расстояние проточки болванки – 300 мм.
- Длина передвижения салазок резца составляет 85 мм.
- Хорда просвета главного вала, который пересекает внутреннюю часть детали, 18 мм.
- Период вращения детали вокруг оси равняется 8.
- В минуту головка главного вала делает 60–1000 об.
- Поперечник болванки, закрепленный над корпусом приспособления – 220 мм, резцедержателем – 100 мм.
- Высота приспособления, удерживающего резец, составляет 16х16 мм.
- Расстояние передвижки резцедержателя – 260 мм.
- Продольная и поперечная перестановка резцедержателя соответственно разбивки лимба – 0,025 мм.
- Величина периода подвода резцедержателя равняется 8.
- Угол разворота салазок – +/- 45.
Также на нём есть специальные элементы, которые защищают прибор от случайного получения сколов, царапин и даже поломок, а именно это щиток и экран, выполненный из прозрачного материала.
Технические особенности устройства
Рабочие габариты токарного агрегата подобны параметрам схожих моделей из серийного ряда. Основное отличие кроется в небольшом изменении величин для требуемых операций обрабатывания болванок. Вес оборудования составляет 400 кг. Значительная масса частично сглаживает вибрационные потоки во время эксплуатирования устройства. Параметры корпуса в сборном виде составляют 105*53,5*120 см. Для правильной работы оборудования необходимо изучить технические свойства, подобрать размеры болванок и создать схему ее обрабатывания. Тут поможет технический паспорт оборудования. Но стоит учитывать и факт того, что если станок по металлу работал длительное время, то его первоначальная наладка, заданная изготовителем, могла модифицироваться.
Промышленные габариты механизмов, входящих в токарную установку ТВ -7:
- ограничительные параметры болванок. При обрабатывании над несущей станиной допустимый поперечник заготовок составляет 220 мм, а над узлом крепления инструментария – 100 мм;
- максимальные периметры возделываемых изделий. При крепеже в патронаже – 310 мм, между центрами – 330 м;
- уровень для держателя резцов – 16 * 16 мм;
- поперечник углубления, размещенного в шпинделе, составляет 18 мм;
- прямая и обратная пропорциональность направления хода имеет 8 ступеней вращения;
- вращательные колебания шпиндельного механизма насчитывает 600-1000 об/ в мин;
- степень сдвига суппорта в осевой направленности – 260 мм;
- салазки резцового типа определяются сдвигом на 85 мм. Угловой показатель их обзора составляет 45 градусов в обоих направлениях;
- позиция пиноли заднего узла агрегата может изменяться до 65 мм.
Стоит отметить, что на токарном аппарате ТВ-7 формируется только метрическая нарезка. Допустимые значения максимального шага находятся в интервале 0,8 – 2,5 мм. При эксплуатации агрегата следует учитывать, что в конструкции станка не предусмотрена система вынужденного затормаживания шпинделя и фиксация рукоятей.
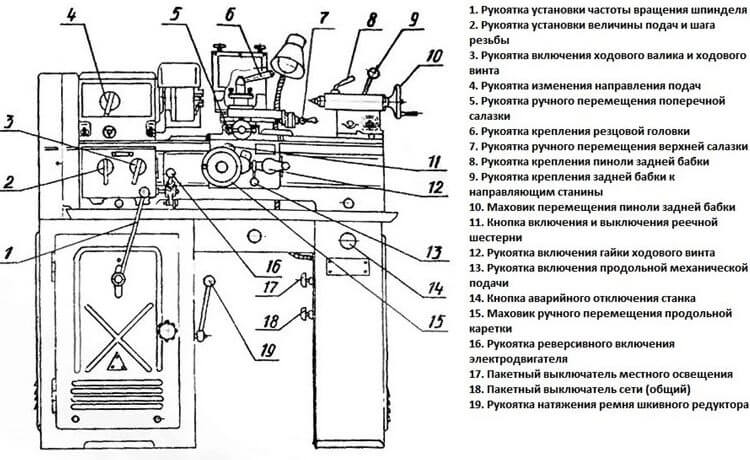
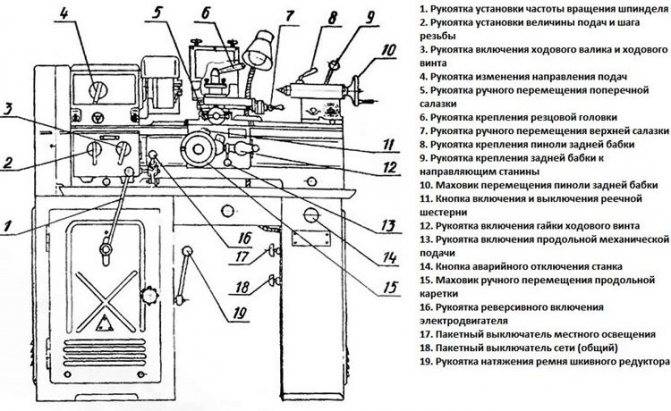
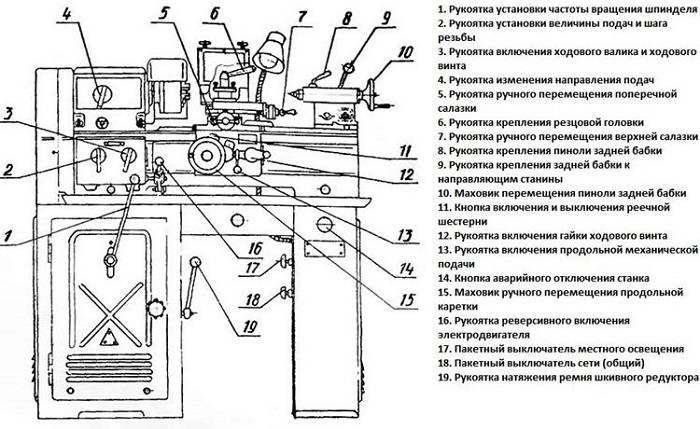
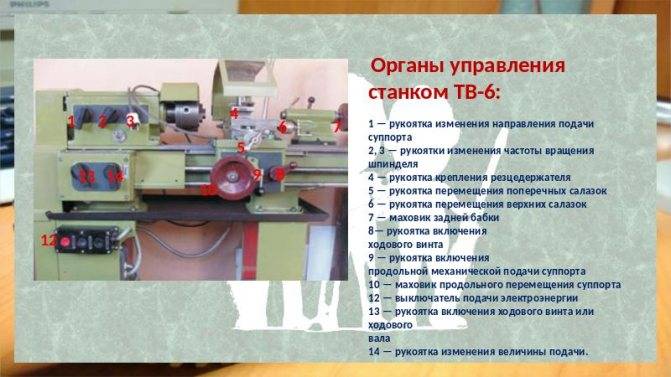
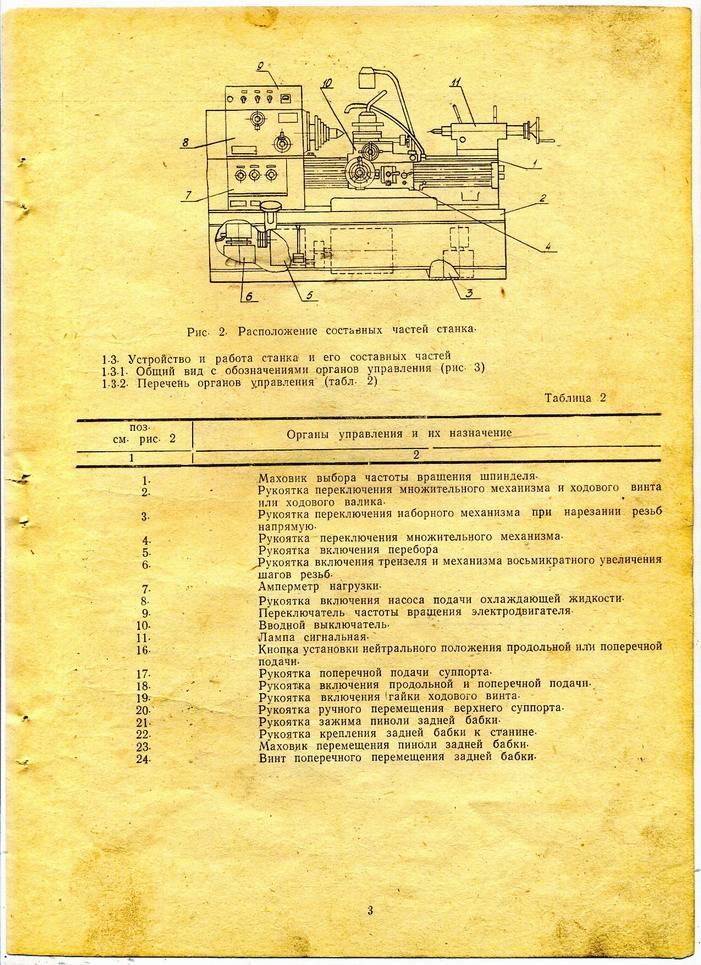
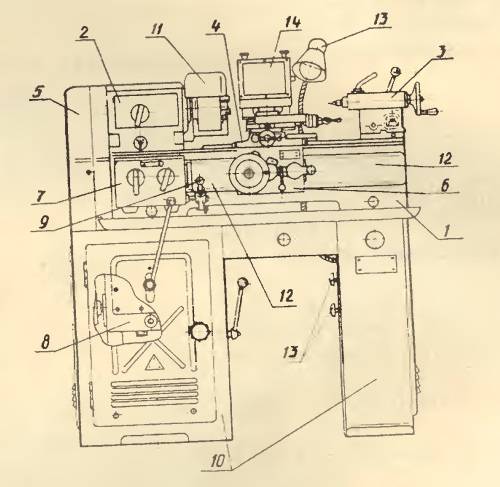
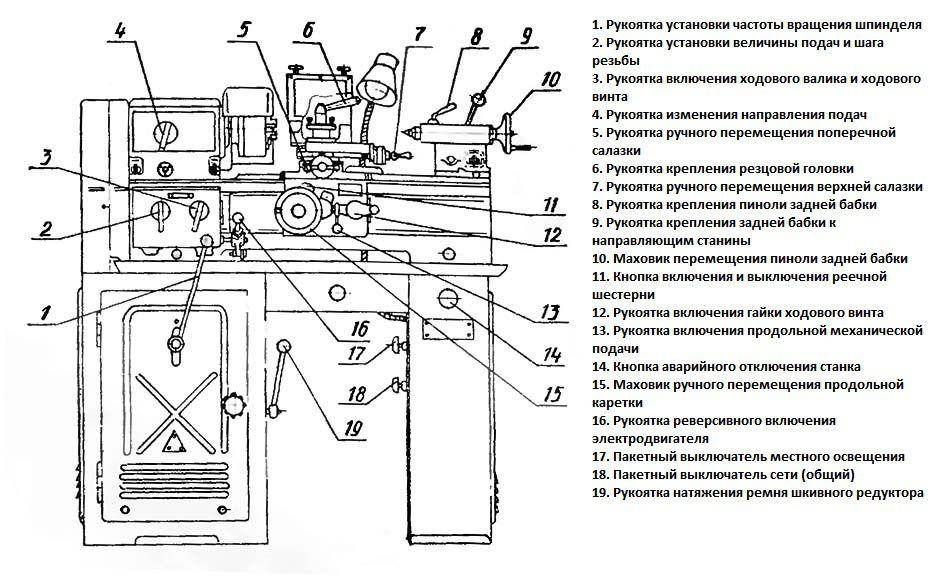
Расположение органов управления токарно-винторезным станком ТВ-7
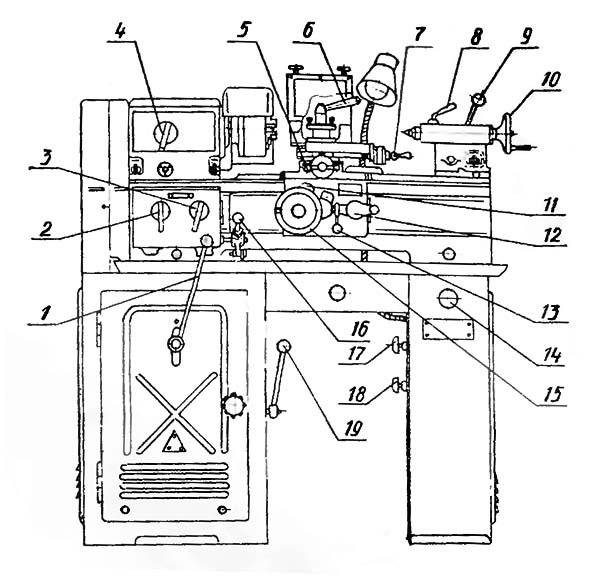
Расположение органов управления токарно-винторезным станком ТВ-7
Спецификация органов управления токарно-винторезного станка ТВ-7
- Рукоятка установки частоты вращения шпинделя
- Рукоятка установки величины подач и шага резьбы
- Рукоятка включения ходового валика и ходового винта
- Рукоятка изменения направления подач
- Рукоятка ручного перемещения поперечной салазки
- Рукоятка крепления резцовой головки
- Рукоятка ручного перемещения верхней салазки
- Рукоятка крепления пиноли задней бабки
- Рукоятка крепления задней бабки к направляющим станины
- Маховик перемещения пиноли задней бабки
- Кнопка включения и выключения реечной шестерни
- Рукоятка включения гайки ходового винта
- Рукоятка включения продольной механической подачи
- Кнопка аварийного отключения станка
- Маховик ручного перемещения продольной каретки
- Рукоятка реверсивного включения электродвигателя
- Пакетный выключатель местного освещения
- Пакетный выключатель сети (общий)
- Рукоятка натяжения ремня шкивного редуктора
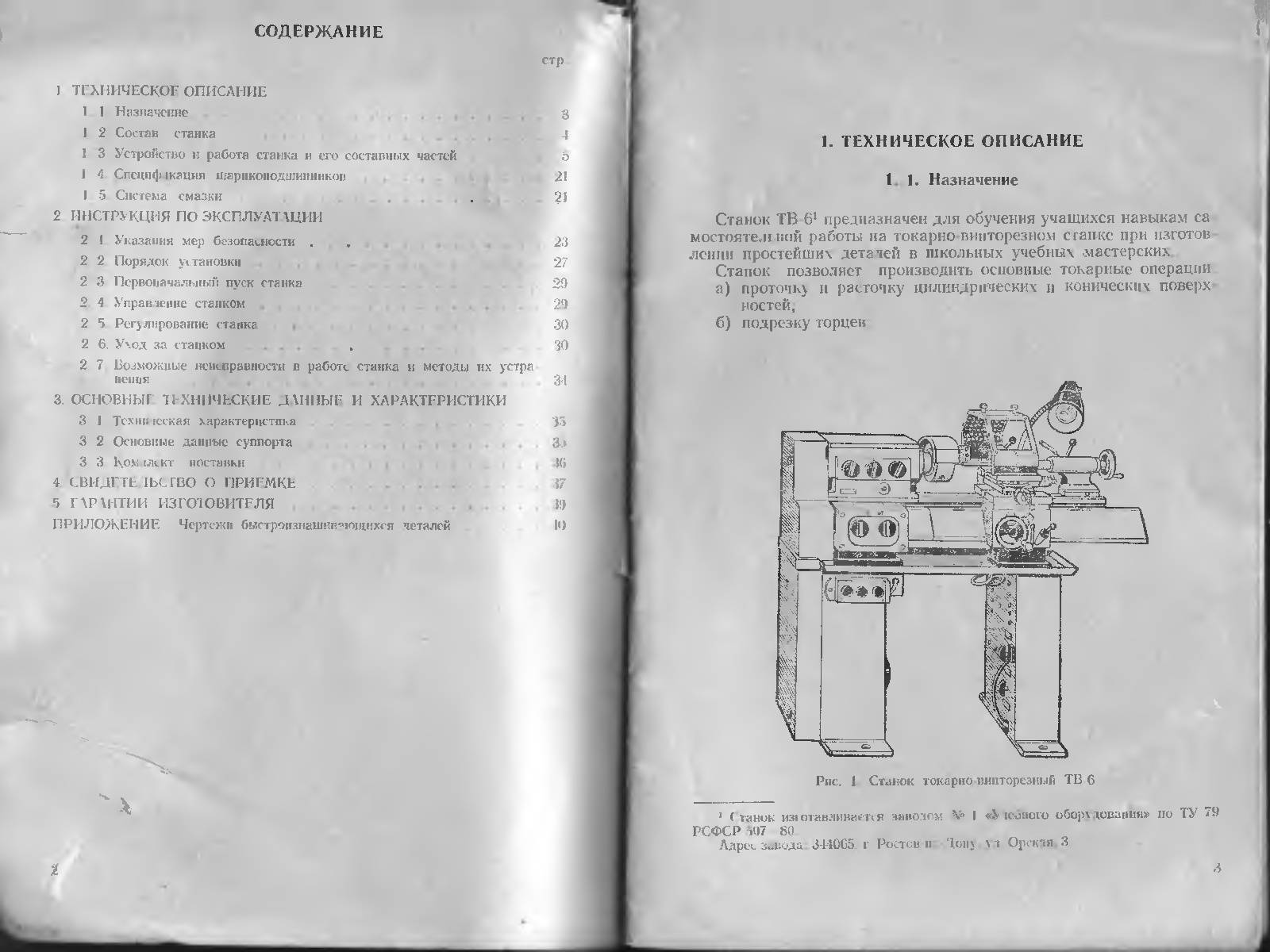
ТВ-4 (ТВ4) Станок токарно-винторезный учебный. Назначение, область применения
Токарно-винторезный станок ТВ-4 заменил в производстве устаревшие первые школьные токарно-винторезные станки ТВШ-2 и ТВШ-3 (ТВ-3) и выпускался в 70-х годах прошлого века. Станок ТВ-4 был заменен на более совершенную модель ТВ-6
Токарный станок ТВ-4 является учебным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ в мастерских школ для политехнического обучения и по холодной обработке металлов резанием.
Учебный токарно-винторезный станк ТВ-4, несмотря на упрощенную конструкцию, имеет все узлы «взрослого» токарно-винторезного станка: коробку скоростей шпинделя, гитару, коробку подач, ходовой вал и ходовой винт, суппорт с механической подачей.
Станок позволяет производить следующие виды токарных работ:
- Проточку и расточку цилиндрических и конических поверхностей
- Подрезку торцов
- Отрезку
- Нарезание метрических резьб
- Сверление и ряд других работ
Принцип работы и особенности конструкции станка
Передний конец шпинделя станка ТВ-4 имеет резьбу М36х4 для установки промежуточного фланца с патроном (смотрите статью Токарные патроны). Стандартный патрон для станка ТВ-4 — Ø100 мм.



Шпиндель токарного станка ТВ-4 получает 6 ступеней вращения (120, 160, 230, 375, 500, 710 об/мин) от коробки скоростей в передней бабке.
Коробка скоростей за счет переключения шестерен позволяет понизить частоту вращения шпинделя, необходимую для резьбонарезания метчиками, а также для тяжелых работ, требующих повышенного крутящего момента. Повышенная скорость шпинделя используется для чистовых работ.
Привод станка осуществляется от асинхронного электродвигателя ~220 В. Через клиноременную передачу и одноступенчатые шкивы движение передается на входной вал коробки скоростей. Внутри коробки скоростей движение через шестерни передается на шпиндель. Шпиндель, в зависимости от положения рукояток на передней бабке, вращается с одной из 6-и скоростей. Направление вращения шпинделя определяется двигателем.
От шпинделя движение передается на выходной вал коробки скоростей, затем на гитару, и от нее на входной вал коробки подач.
Коробка подач обеспечивает 3 скорости подач суппорта и может нарезать 3 метрические резьбы без перестановки шестерен в гитаре.
На выходе коробки подач имеются ходовой вал и ходовой винт, которые вращаются попеременно с одной из 3-х скоростей.
Ходовой винт включается при нарезании резьб. Скорость ходового винта задается рукоятками на коробке подач и определяет одну из 3-х метрических резб (ходовой винт можно использовать в режиме продольной подачи, но не используется, чтобы не изнашивать его). Направление вращения ходового винта задается левой рукояткой на передней бабке.
Ходовой вал дает возможность получить одну из 3-х продольных подач суппорта. Скорость подачи задается рукоятками на передней стенке коробки подач.
Ходовой винт и ходовой вал проходят сквозь фартук суппорта, который преобразует вращательное движение ходового винта или ходового валика в поступательное продольное движение суппорта. Поперечное механическое движение суппорта в станке ТВ-4 не предусмотрено.
Смазка коробки скоростей — разбрыгиванием шестернями масла из масляной ванны на дне передней бабки. Смазка коробки подач — фитильная с лотка, который заполняется маслом раз в смену. Фартук, суппорт, гитара, задняя бабка и станина смазываются вручную раз в смену.
Основные технические характеристики школьного токарно-винторезного станка ТВ-4
Изготовитель — г. Ростов на Дону. Основные параметры станка — в соответствии с ГОСТ 18097-93. Станки токарно-винторезные и токарные. Основные размеры. Нормы точности.
- Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной — Ø 200, мм
- Наибольший диаметр заготовки типа Вал, обрабатываемой над верхней частью суппорта — Ø 125 мм
- Расстояние между центрами — 350 мм
- Наибольшая длина обтачивания — 300 мм
- Мощность электродвигателя — 0,6 кВт
- Вес станка полный — 280 кг
Шпиндель токарно-винторезного станка ТВ-4
- Конец шпинделя резбовой — М36х4
- Диаметр отверстия в шпинделе — Ø 16 мм
- Наибольший диаметр обрабатываемого прутка — Ø 15 мм
- Пределы чисел оборотов шпинделя в минуту — (6 ступеней) 120, 160, 230, 375, 500, 710 об/мин
- Диаметр стандартного патрона — Ø 100 мм
1 Особенности токарной установки
Школьный токарно-винторезный станок ТВ-7 позволяет молодому поколению изучить основы процессов холодной металлообработки и закрепить их на практике. Агрегат является модернизированной моделью станка ТВ-6, от которого он отличается устройством коробки скоростей и шпиндельной бабки.
Скорости в описываемом в этой статье оборудовании переключаются посредством специальной понижающей коробки с двумя режимами работы и при помощи приводного ремня, перебрасываемого на нужную позицию. Конструкция установки не предполагает наличия рычагов для переключения скоростей выполнения рабочих операций, располагавшихся на ранних школьных станках Ростовского завода на передней бабке.

К главным составным узлам агрегата относятся:
- две бабки (передняя и задняя);
- защитный экран, кожух и специальные щитки;
- переключатель;
- коробка подач;
- гитара;
- станина;
- осветительное устройство;
- тумбы;
- понижающая коробка (двухскоростная);
- фартук.

Станок ТВ-7 дает возможность производить пять основных вариантов токарной обработки металлов – нарезание резьбы (метрической), отрезку, расточку и проточку поверхностей типа конус и цилиндр, сверление, подрезку торцов заготовок, а также некоторые иные мероприятия.





