Назначение и область применения
Станок этой модели получил название школьного. Главная причина – в том, что оборудование участвует в обучении основам фрезерного дела для старшеклассников. Станок выполняет следующие дополнительные функции:
- Обрабатывание пазов, горизонтальных поверхностей.
- Работа с изогнутыми плоскостями, имеющими определённый угол изгиба.
- Обработка плоскостей по вертикали.
- Попутное и встречное фрезерование.
Если мелкой стружки нет – станки могут обрабатывать изделия, выполненные из цветных металлов. Настольный горизонтальный агрегат запрещается применять в случаях с другими металлами, которые не отвечают данному требованию.
Интернет-аукцион Старина
Интернет-аукцион Старина
Все с рубля!
- Зачем регистрироваться?
- Как покупать?
- Как продавать?
- Частые вопросы
Корзина
Продать
Регистрация
Недавние
- Лоты
Разделы
Поиски
Избранные
- Лоты
Разделы
Поиски
- Недавние
- Лоты
- Разделы
- Поиски
Избранные
Лоты
Разделы
Поиски
Покупаю
Торгуюсь сейчас
Я купил
Не купил
Подписка на новые лоты
Запросы лотов у продавцов
Предложения продавцов
Продаю
Сделки
Завершенные торги
Пополнить счет
Спрос
Настройки продавца
Мой магазин
Активация
Настройка
Торгуюсь сейчас
Я купил
Подписка на новые лоты
Запросы лотов у продавцов
Предложения продавцов
Продаю
Продать
В продаже
Сделки
Завершенные торги
Пополнить счет
Спрос
Настройки продавца
| Добро пожаловать на интернет-аукцион Старина Используйте тематические разделы слева, строку поиска сверху или метки справа для поиска лотов. Хотите узнать больше?
Рекомендованные лоты: (показать все) 190 р 5 гривен Украина 2020 Академия наук 100 лет национальной академии наук unc 350 р Фотография девочки, маленькая барышня. Винтаж . коллекционное .Ателье Л.Смелянский. Александрия 749 р 1 цент 1911 d год США пшеничный one cent оригинал РЕДКАЯ ! 385 р 2004 Польша Ватикан Совместный выпуск Гербы Флаги Геральдика Папа Римский Ян Павел-2 ** 410 р РСФСР Удостоверения 1921 г. 190 р Гражданская Авиация. Аэрофлот. Грамота. 1984 295 р 2 СЕНТИ 1934 г. ДОВОЕННАЯ ЭСТОНИЯ . ОТЛИЧНОЕ СОСТОЯНИЕ . № 295 15 р Приднестровье 1 рубль 2007(2012) p42b ЕС пресс unc 130 р 15 КОПЕЕК 1923 г. СССР . ХОРОШЕЕ СОСТОЯНИЕ . ОРИГИНАЛ . № — 1313 690 р Цирк комплект из 2 блоков 1500 р «premiere» №5-98 Шэрон Стоун,Лавров,Е.Шевченко,Этан Хоук,Пэлтроу Хоффман,Такеши Кетано,»Титаник» 120 р 1 КОПЕЙКА 1949 г. СССР . ХОРОШЕЕ СОСТОЯНИЕ . ОРИГИНАЛ . № — 264
|
Особенности модификаций
Модель НГФ-110 была первой, из серии настольных школьных станков. Ее модифицировали и стали выпускать широкоуниверсальные станки.
НГФ-110Ш1
Отличительные особенности модели:
- круглый хобот;
- штурвал вертикальной подачи расположен в основании винта;
- рычаг переключения скоростей на корпусе металлический.

Нижняя плита литая, низкая, как у модели НГФ-110.
НГФ-110Ш3
Визуально сильно отличается от предыдущих моделей:
- прямоугольный хобот с дугообразным верхом – «горбатый»;
- основание тонкое;
- кнопки включения-остановки двигателя на колонне, внизу;
- рядом табличка с маркировкой модели;
- на концах ручек переключения скоростей накручены пластмассовые шарики;
- двигатель внутри станины;
- вертикальная передача производится маховичком на консоли.

Модель считается переходной к следующей модификации.
110Ш4
Последняя, модернизированная модель, которая выпускалась дольше остальных. Отличается от предыдущих вариантов фрезерного станка:
- прямоугольный хобот с перемещающейся, по его направляющим, серьгой;
- основание высокое 100 мм, полое;
- местное освещение;
- ручки переключения скоростей полностью пластмассовые;
- табличка с маркировкой расположена на хоботе.
На основании сбоку находятся кнопки включения, внутри трансформатор тока под местное освещение 36 В. Двигатель расположен в нижней части стойки, внутри.
НГФ-110 (НГФ-110Ш4) Станок фрезерный горизонтальный настольный. Паспорт, схемы, описание, характеристики

Фрезерный горизонтальный настольный станок модели НГФ-110 выпускается предприятием Ростовский завод малогабаритного станочного оборудования МАГСО, КомТех-Плюс, основанный в 1956 году.
Завод МАГСО входит в Финансово-промышленную группу КомТех, которая на рынке станочного оборудования существует уже несколько лет и имеет приоритет по выпуску малогабаритных металлорежущих станков токарных, фрезерных, вибрационных, заточных, сверлильных, которыми комплектуются школы, профтехучилища, колледжи, институты, ремонтно-монтажные организации всех регионов России.
Станки, выпускаемые Ростовским заводом малогабаритного станочного оборудования МАГСО
Фрезерный станок НГФ-110Ш4 выпускается по ТУ-79 РСФСР 441-79 и заменил устаревшую модель фрезерного станка НГФ-110Ш3, который выпускался по ТУ-79 РСФСР 355-72.
Горизонтально-фрезерный станок НГФ-110Ш1 выпускался заводом № 5 имени Дзержинского г. Щелково Московской области пос. им. Свердлова в 60-х годах прошлого века.









Горизонтальный консольно-фрезерный станок НГФ-110 настольного типа предназначен для выполнения фрезерных операций по обработке горизонтальных плоскостей, пазов и других поверхностей. Установка вертикально-фрезерной головки ВФГ позволяет дополнительно производить обработку вертикальных плоскостей, а также плоскостей под определенным углом. Обработка плоскостей производится дисковыми, торцовыми, концевыми, угловыми и фасонными фрезами.
Настольный горизонтально-фрезерный станок модели НГФ-110Ш4 является специальным школьным оборудованием и предназначен для производственного обучения в средней школе для оборудования школьных учебных мастерских.
Обозначение фрезерного станка НГФ-110Ш4. Буквы и цифры означают:
- Н – настольный станок
- Г – горизонтальный станок
- Ф – фрезерный станок
- 110 – наибольший диаметр фрез, применяемых на станке (мм)
- Ш – широкоуниверсальный
- 3, 4 – модель
НГФ-110Ш4 Габариты рабочего пространства фрезерного станка
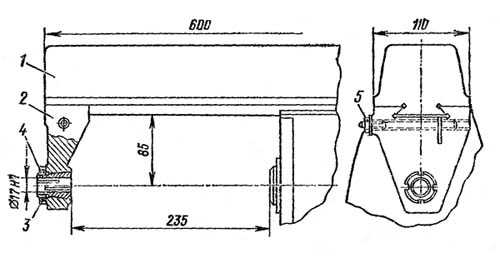
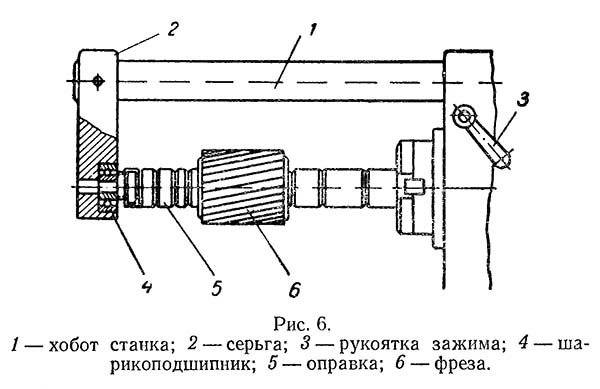
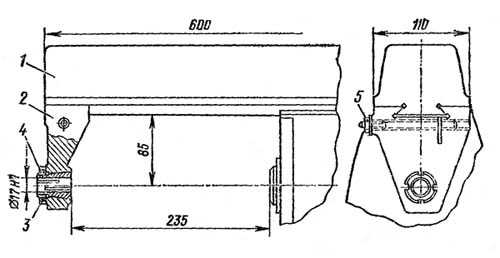
Эскиз хобота с серьгой горизонтально-фрезерного станка НГФ-110
- хобот
- серьга
- гайка
- втулка серьги
- гайка
Стойка в верхней части имеет направляющие типа «ласточкин хвост», в которых установлен хобот 1. Хобот можно перемещать по направляющим вручную. Зажим хобота на направляющих осуществляется клином, который при завертывании винта затягивается и закрепляет хобот на стойке.
В переднем конце хобота установлена серьга 2. Серьга на хоботе стягивается гайкой 5. Перестановка серьги с одного станка на другой в связи с индивидуальной подгонкой не допускается.
Бронзовый подшипник-втулка серьги 4 имеет коническую наружную поверхность и два продольных разреза, за счет которых гайкой 3 регулируется зазор в подшипнике.
Перед началом работы необходимо смазать маслом И-30А внутреннюю полость втулки серьги.
Регулировка зазора определяется по нагреву втулки серьги (при обкатке в течение одного часа при максимальной частоте вращения шпинделя нагрев втулки не должен превышать 50—60° С, при достаточно обильной смазке).
Оправка предназначена для крепления цилиндрических дисковых и других фрез.
Фрезы крепятся на оправке с помощью установочных колец и гайки.
Для обеспечения жесткости режущего инструмента свободный конец оправки устанавливается в опору серьги. Серьга закрепляется на хоботе.
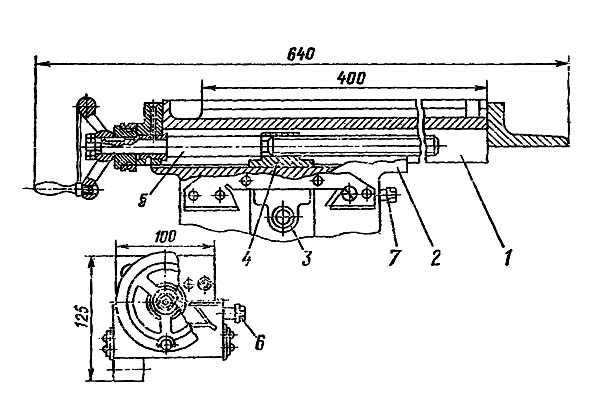
НГФ-110 Посадочные и присоединительные базы фрезерного станка. Стол с салазками
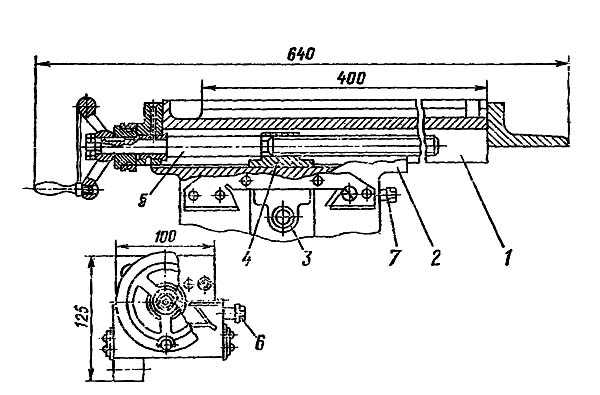
- стол
- салазки
- гайка поперечной подачи
- гайка продольной подачи
- винт продольной подачи
- винт зажима cтола на салазках
- винт зажима салазок на консоли
Рабочий стол станка является последним элементом в цепи подач и имеет возможность перемешаться в трех направлениях: по направляющим салазок — в продольном, вместе с салазками по направляющим консоли — в поперечном и вместе с консолью по направляющим стойки— в вертикальном.
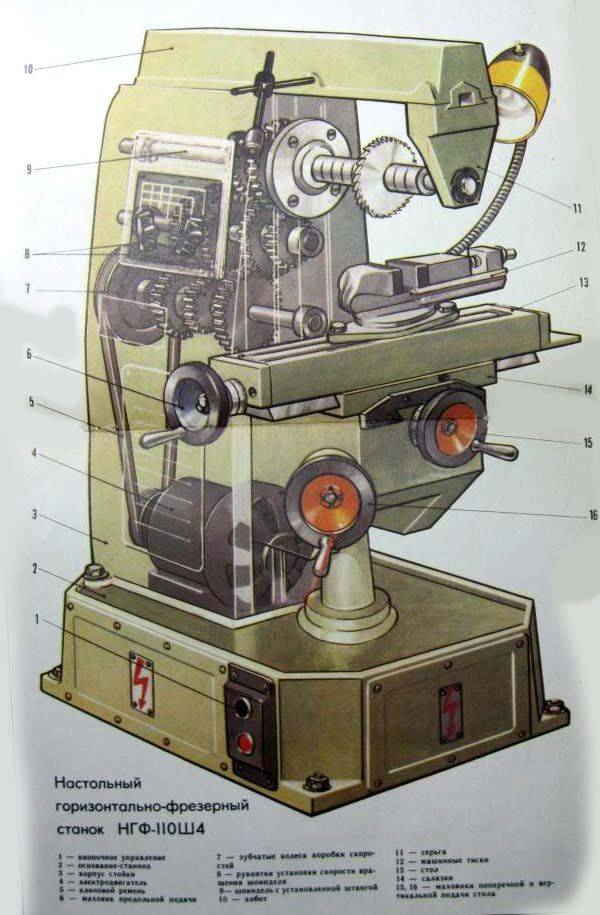
Перечень составных частей фрезерного станка
- стойка с коробкой скоростей
- консоль
- стол с салазками
- хобот с серьгой
- оправка
- плита с электроаппаратурой
- экран защитный
- тиски
- светильник местного освещения
Перечень органов управления фрезерным станком НГФ-110
- рукоятка, переключения частот вращения шпинделя
- рукоятка, переключения частот вращения шпинделя
- маховичок продольной подачи
- маховичок поперечной подачи
- маховичок вертикальной подачи
- кнопочный пост управления
Техника безопасности
Инструкция требует тщательного изучения, без неё нельзя приступать к эксплуатации. При установке станка надо тщательно соблюдать рекомендации, данные производителем.Необходимо проследить за тем, чтобы плоскость стола оставалась абсолютно ровной. Нужного результата проще добиться ножками регулировки у оборудования. Подходит и площадка, которую применяли при монтаже станка.
Основные правила имеют такое описание:
- Резервуар СОЖ заполняется после того, как основные настройки выставлены. Смазка компонентов коробки передач происходит на следующем этапе.
- Скорости шпинделя регулируются отдельно. Для этого достаточно повернуть одну из рукоятей в подходящее положение.
Другие параметры тоже важно постоянно контролировать. Данный станок выпускается, начиная с 1956 года Ростовским заводом малогабаритных станков МАГСО, под предводительством компании КомТех Плюс. Само это предприятие состоит в промышленной группе компаний, которая закрепила свои позиции на рынке, по выпуску малогабаритного станочного оборудования, ещё более 10 лет назад и держит их по сей день
Но каковы же технические характеристики самого НГФ 110 Ш4 и что стоит о нём знать перед покупкой?
Само это предприятие состоит в промышленной группе компаний, которая закрепила свои позиции на рынке, по выпуску малогабаритного станочного оборудования, ещё более 10 лет назад и держит их по сей день. Но каковы же технические характеристики самого НГФ 110 Ш4 и что стоит о нём знать перед покупкой?
Данный станок выпускается, начиная с 1956 года Ростовским заводом малогабаритных станков МАГСО, под предводительством компании КомТех Плюс. Само это предприятие состоит в промышленной группе компаний, которая закрепила свои позиции на рынке, по выпуску малогабаритного станочного оборудования, ещё более 10 лет назад и держит их по сей день. Но каковы же технические характеристики самого НГФ 110 Ш4 и что стоит о нём знать перед покупкой?

Фрезерные аппараты с ЧПУ
Данные станки нашли свое применение в массовом производстве деталей с высоким качеством. Фрезерные станки с ЧПУ намного отличаются от обыкновенных фрезерных станков, потому что на них оборудование производят с использованием последних технологий. С их помощью можно добиться высокого качества изготовления деталей, при высокой скорости производительности.
В малосерийном и серийном производстве, где нужно выполнить сверление, зенкерование, растачивание отверстий в деталях из пластмасс, черных и цветных металлов применяются станки с ЧПУ. Данное оборудование снабжается приводом, который управляется контроллером, подключенным к любому компьютеру.
Среди главных превосходств отмечают:
- высокое повышение производительности со станком на ручном управлении;
- явное понижение нужды в квалифицированных рабочих;
- очевидное снижение сроков перехода на производство новых заготовок;
- более элементарное и практическое оснащение;
- высокое сокращение сроков производственного цикла.
Сведения о производителе фрезерного горизонтального настольного станка НГФ-110ш3
Фрезерный горизонтальный настольный станок модели НГФ-110ш3 выпускается предприятием Ростовский завод малогабаритного станочного оборудования МАГСО, КомТех-Плюс, основанный в 1956 году.
Завод МАГСО входит в Финансово-промышленную группу КомТех, которая на рынке станочного оборудования существует уже несколько лет и имеет приоритет по выпуску малогабаритных металлорежущих станков токарных, фрезерных, вибрационных, заточных, сверлильных, которыми комплектуются школы, профтехучилища, колледжи, институты, ремонтно-монтажные организации всех регионов России.
Станки, выпускаемые Ростовским заводом малогабаритного станочного оборудования МАГСО
- НС-16 — станок сверлильный настольный Ø 16
- НГФ-110Ш3 — станок фрезерный небольшой мощности 0,6кВт, размер стола 100х400 мм
- НГФ-110Ш4 — станок фрезерный небольшой мощности 0,75кВт, размер стола 100х400 мм
- СНВШ — станок сверлильный настольный Ø 16
- СНВШ-2 — станок сверлильный настольный Ø 16
- ТВ-4 — станок токарно-винторезный учебный Ø 200, РМЦ 350 мм
- ТВ-6 — станок токарно-винторезный учебный Ø 200, РМЦ 350 мм
- ТВ-6М — станок токарно-винторезный учебный Ø 200, РМЦ 350 мм Дубно
- ТВ-7 — станок токарно-винторезный учебный Ø 220, РМЦ 330 мм
- ТВ-7М — станок токарно-винторезный учебный Ø 220 мм, РМЦ 275 мм
- ТВ-9 — станок токарно-винторезный учебный Ø 220 мм, РМЦ 525 мм
- ТВ-11 — станок токарно-винторезный учебный с частотным преобразователем Ø 240, РМЦ 750 мм
Как устроен хобот и коробка скоростей вместе с другими узлами?
Для установки хобот на этот настольный станок используются «ласточкины хвосты», что располагаются в верхней части агрегатной стойки и зажимаются при помощи специальных клиньев, для обеспечения жёсткости конструкции. Тот в свою очередь крепко затягивают, закручивая винт и шпиндель, что позволяет надёжно закрепить узел и обезопасить использование устройства в школе. В переднюю часть хобота вставляют специальную индивидуальную под каждую комплектацию серьгу, которую запрещается использовать повторно. Но даже с учётом всего этого, фрезерование на таком станке всё ещё нельзя осуществить.
Далее хобот стягивается с серьгой при помощи гайки и первая располагается подшипник состоящий из сплава бронзы и нескольких других металлов. Для удобства фрезера она имеет несколько продольных разрезов и наружную поверхность в виде конуса.

Устройство станка НГФ 110 Ш4
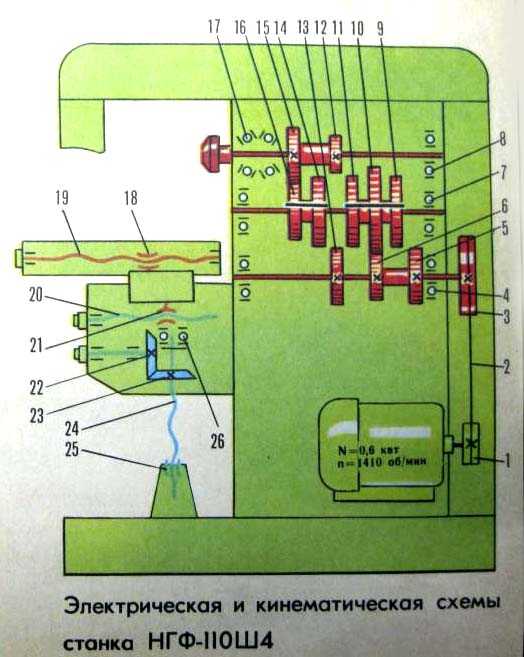
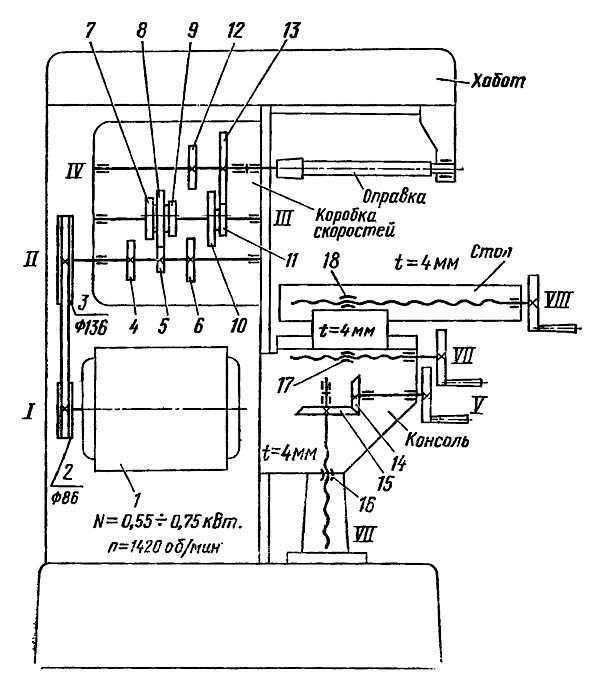
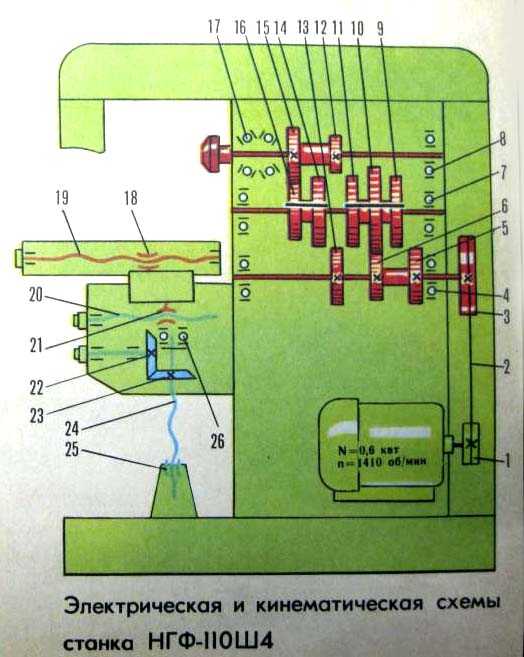
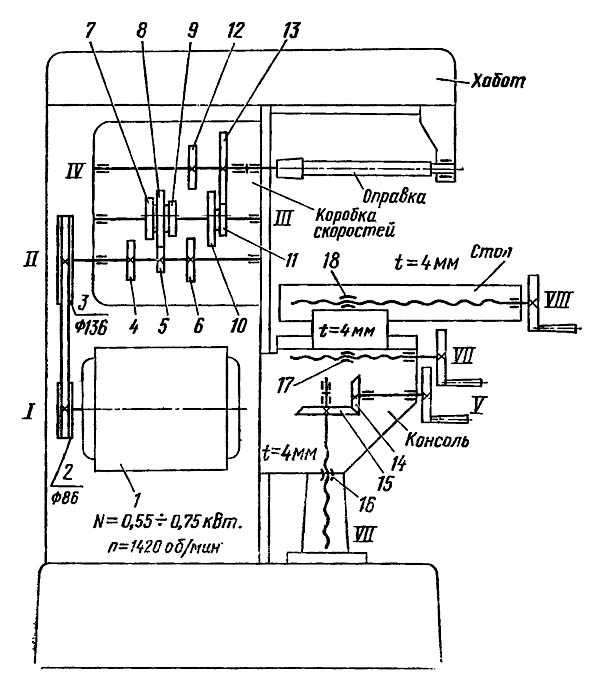
Базой любого станка считают его стойку, на которой монтируют каждый механизм и рабочий узел. Стойку выполняют снизу-вверх при помощи трапецеидального сечения, и располагают массивным основанием к полу. Таким образом обеспечивается жёсткая конструкция на любой поверхности. Включает в себя она несколько отделений – верхнее и нижнее. В первом располагают коробку скоростей (всего их 6), запасной шпиндель и 3 вала, а во второй электрический двигатель, который и запускает весь аппарат, позволяя ему заготавливать детали по чертежам мастера.
Подготовка станка к работе
Перед пуском необходимо:
- а) заполнить масляный резервуар маслом до рисок маслоуказателя;
- б) смазать с помощью шприц-масленки все точки вращения винтов подач, для чего необходимо отвернуть винты смазки, смазать и завернуть винты.
Во время эксплуатации станка необходимо постоянно следить за уровнем масла. Для предварительного детального ознакомления со станком рекомендуется обкатать его на холостом ходу, усвоить назначение и действие органов управления, опробовать переключение скоростей шпинделя, а также проверить поступление смазки.
При этом надо иметь в виду следующее: если при переключении скоростей шпинделя ощущается препятствие движению рукоятки, это значит, что шестерни уперлись зубом в зуб.
В этом случае не следует увеличивать усилие, нужно повернуть шестерни поворотом шпинделя за накатную гайку. После проворачивания шестерни продолжать переключение, не допускается переключение скоростей на ходу, так как это может привести к поломке зубьев шестерен.
Установка скоростей шпинделя
Установка выбранного числа оборотов шпинделя осуществляется поворотом рукоятки до момента, пока фиксирующий палец острием не войдет в соответствующее гнездо на шкале с цифрами и буквами А и Б при соответствующей установке ремня по схеме.
Для установки ремня необходимо снять ограждение, отвернув две фасонные гайки, а затем поставить ремень и ограждение.
Крепление фрезы на станке НГФ-110ш1
Крепление фрезы на станке НГФ-110ш1
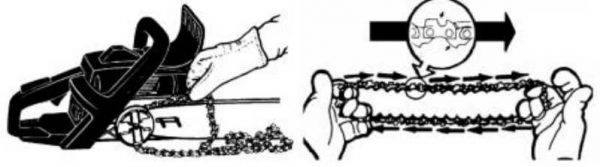
В зависимости от вида применяемой фрезы крепление ее производится соответствующими способами:
- 1. Вставить фрезерную оправку коническим концом в отверстие шпинделя, совместив пазы во флянце оправки с сухарями на конце шпинделя, и закрепить оправку затяжным винтом при помощи ключа, предварительно протерев коническое отверстие шпинделя и конус оправки.
- 2. Снять с фрезерной оправки установочные кольца и надеть на оправку столько колец, чтобы после установки оправки она была как можно ближе к станине. При надевании фрезы на оправку нужно следить, чтобы направление резания фрезы совпадало с направлением вращения шпинделя. Если направление резания цилиндрической фрезы не совпадает с направлением вращения шпинделя, то следует снять фрезу и повернуть ее другим концом. Надев фрезу, надо установить на оправку остальные установочные кольца и затянуть гайку. При завинчивании гайки на оправку нужно следить за тем, чтобы гайка не закрывала шейку оправки.
- 3. Установить подвеску хобота так, чтобы конец (шейка) оправки вошел в подшипник подвески. Выполнение этих операций показано на рисунке 20, а и б.
- 4. Закрепить фрезу на оправке, завернув гайку ключом, и закрепить подвеску. При этом надо следить, чтобы зев ключа плотно садился на грани гайки и не мог сорваться при работе во избежание травмы.
- 5. Закрепить хобот и смазать подшипник подвески. Когда фреза и хобот закреплены, можно включить станок и привести фрезерную оправку с надетой фрезой во вращении. Если при вращении фреза бьет, следует остановить станок и исправить установку либо заменить фрезу или оправку. При необходимости выполнения работ торцовыми и концевыми фрезами, имеющими хвостовик с конусом Морзе, установка производится с переходными втулками.
Описание основных узлов фрезерного станка НГФ 110
«Ласточкин хвост» – место, куда устанавливают хобот учебного станка. Верхний участок стойки агрегата – вот где установлена деталь. Для зажима применяют специальный клин. Закручивая винт, пользователи могут надёжно закрепить эту конструкцию.Движение хобота идёт только вручную.
Серьга находится в передней части. Её габариты подгоняют под параметры, которыми обладает каждый из конкретных станков. Нельзя переставлять серьги по разным агрегатам.
Соединение хобота и серьги происходит с участием гайки. Серьгу снабжают втулкой, по сути-подшипником. Его изготавливают из сплава бронзы. Наружная поверхность-конус, разрезы вдоль – основные элементы детали.
Иногда зазор внутри втулки меняет своё положение, но периодический ремонт помогает справиться с проблемой. То же касается регулярного смазывания, для которого используется состав с обозначением И-30А.

Если подшипник нагревается слишком сильно во время работы оборудования –значит, пора провести как минимум диагностику.
Стойка станка –одна из базовых составляющих. На ней монтируют остальные рабочие узлы и механизмы. У неё есть свои особенности.








- Сечение с формой трапецией по высоте.
- Хорошо развитое основание.
- Благодаря таким деталям конструкция может похвастаться высоким уровнем жёсткости.
Любые стойки снабжены двумя отделениями, сверху и снизу. Внизу – двигатель на электричестве,вверху – коробка скоростей. Последняя поддерживает шесть передач, снабжается тремя валами.
Узел со шпинделем движется с определёнными частотами, регулируемыми коробкой скоростей.Переключающие рукоятки позволяют без проблем выбирать нужный показатель для конкретной ситуации. Сами рукоятки находятся слева у фрезерного оборудования.
Коробку скоростей закрывают с помощью специальной крышки, которую требуется снимать при проведении осмотров по оборудованию.

Основной элемент в механизме подач – это станочная консоль. Направляющие – места монтажа салазок с рабочей поверхностью. Шпиндель классического вида – полый вал, у которого две опоры. К подшипнику радиального типа идёт шейка детали сзади. К двум другим радиальным подшипникам направлена часть сзади.
Детали вмещают друг между другом кольца, элементы для распора. У шпиндельного узла есть и компенсационное кольцо. Это позволит защититься от осевого смещения конструкции.
НГФ-110 (НГФ-110Ш4) Станок фрезерный горизонтальный настольный. Паспорт, схемы, описание, характеристики

Фрезерный горизонтальный настольный станок модели НГФ-110 выпускается предприятием Ростовский завод малогабаритного станочного оборудования МАГСО, КомТех-Плюс, основанный в 1956 году.
Завод МАГСО входит в Финансово-промышленную группу КомТех, которая на рынке станочного оборудования существует уже несколько лет и имеет приоритет по выпуску малогабаритных металлорежущих станков токарных, фрезерных, вибрационных, заточных, сверлильных, которыми комплектуются школы, профтехучилища, колледжи, институты, ремонтно-монтажные организации всех регионов России.
Станки, выпускаемые Ростовским заводом малогабаритного станочного оборудования МАГСО
Фрезерный станок НГФ-110Ш4 выпускается по ТУ-79 РСФСР 441-79 и заменил устаревшую модель фрезерного станка НГФ-110Ш3, который выпускался по ТУ-79 РСФСР 355-72.
Горизонтально-фрезерный станок НГФ-110Ш1 выпускался заводом № 5 имени Дзержинского г. Щелково Московской области пос. им. Свердлова в 60-х годах прошлого века.
Горизонтальный консольно-фрезерный станок НГФ-110 настольного типа предназначен для выполнения фрезерных операций по обработке горизонтальных плоскостей, пазов и других поверхностей. Установка вертикально-фрезерной головки ВФГ позволяет дополнительно производить обработку вертикальных плоскостей, а также плоскостей под определенным углом. Обработка плоскостей производится дисковыми, торцовыми, концевыми, угловыми и фасонными фрезами.
Настольный горизонтально-фрезерный станок модели НГФ-110Ш4 является специальным школьным оборудованием и предназначен для производственного обучения в средней школе для оборудования школьных учебных мастерских.
Обозначение фрезерного станка НГФ-110Ш4. Буквы и цифры означают:
- Н – настольный станок
- Г – горизонтальный станок
- Ф – фрезерный станок
- 110 – наибольший диаметр фрез, применяемых на станке (мм)
- Ш – широкоуниверсальный
- 3, 4 – модель
НГФ-110Ш4 Габариты рабочего пространства фрезерного станка
Эскиз хобота с серьгой горизонтально-фрезерного станка НГФ-110
- хобот
- серьга
- гайка
- втулка серьги
- гайка
Стойка в верхней части имеет направляющие типа «ласточкин хвост», в которых установлен хобот 1. Хобот можно перемещать по направляющим вручную. Зажим хобота на направляющих осуществляется клином, который при завертывании винта затягивается и закрепляет хобот на стойке.
В переднем конце хобота установлена серьга 2. Серьга на хоботе стягивается гайкой 5. Перестановка серьги с одного станка на другой в связи с индивидуальной подгонкой не допускается.
Бронзовый подшипник-втулка серьги 4 имеет коническую наружную поверхность и два продольных разреза, за счет которых гайкой 3 регулируется зазор в подшипнике.
Перед началом работы необходимо смазать маслом И-30А внутреннюю полость втулки серьги.
Регулировка зазора определяется по нагреву втулки серьги (при обкатке в течение одного часа при максимальной частоте вращения шпинделя нагрев втулки не должен превышать 50—60° С, при достаточно обильной смазке).
Оправка предназначена для крепления цилиндрических дисковых и других фрез.
Фрезы крепятся на оправке с помощью установочных колец и гайки.
Для обеспечения жесткости режущего инструмента свободный конец оправки устанавливается в опору серьги. Серьга закрепляется на хоботе.
НГФ-110 Посадочные и присоединительные базы фрезерного станка. Стол с салазками
- стол
- салазки
- гайка поперечной подачи
- гайка продольной подачи
- винт продольной подачи
- винт зажима cтола на салазках
- винт зажима салазок на консоли
Рабочий стол станка является последним элементом в цепи подач и имеет возможность перемешаться в трех направлениях: по направляющим салазок — в продольном, вместе с салазками по направляющим консоли — в поперечном и вместе с консолью по направляющим стойки— в вертикальном.
Перечень составных частей фрезерного станка
- стойка с коробкой скоростей
- консоль
- стол с салазками
- хобот с серьгой
- оправка
- плита с электроаппаратурой
- экран защитный
- тиски
- светильник местного освещения
Перечень органов управления фрезерным станком НГФ-110
- рукоятка, переключения частот вращения шпинделя
- рукоятка, переключения частот вращения шпинделя
- маховичок продольной подачи
- маховичок поперечной подачи
- маховичок вертикальной подачи
- кнопочный пост управления
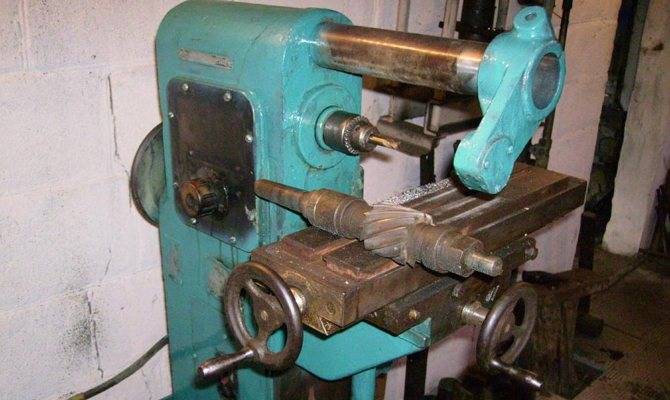
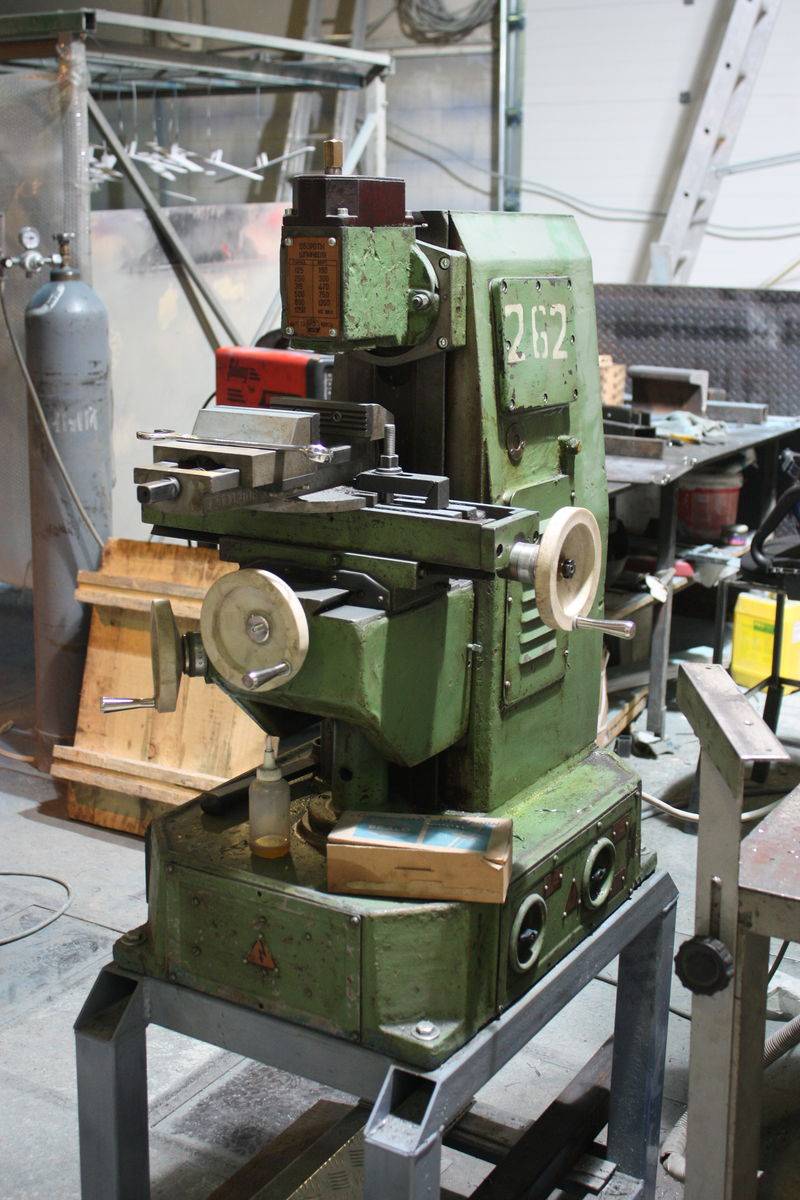
НГФ110Ш4 — для себя, в гараж…
Приветствую вновь форумчан,обладателей НГФов,ВНФов и просто интересующихся.
Тему конечно следовало «дернуть» еще осенью прошлого года,но так сложилось,что
обстоятельства не позволили вплотную заняться агрегатом и он просоял в неприкосновенности
почти год.А ведь надо! — надо! Потому как чувствую,вопросы будут и идеи!
Достался мне сей аппарат благодаря одному из форумчан (кстати земляк, Омск). Поехал тогда
к нему за коробкой ТВшки и невзначай завели разговор про фрезер. Для своих хобийно
гаражных дел мне нужен был малогабаритный и универсальный агрегат с средней точностью
обработки и простотой конструкции узлов.Коим и стал вариант настольного горизонтального
фрезера типа НГФ110Ш4. применявшийся для обучения в ремесленных и школьных учреждениях.
И вот как раз к осени денежка скопилась и земляк позвонил — есть фрезер,заберай!
Порадовало почти комплектное состояние и мизерный износ узлов агрегата.Приехав забирать НГф на пикапе знакомого (Evgen_matross-спасибо!) Мы не особо представляли,что возникнут трудности с погрузкой…но ничего, в пятером вперли сочлененную колонну с плитой и моторм))) Но еще хуже было вести его до «базы»,хотя и увезали как положено таким грузам,все равно — когда стали преодолевать переезд Ж/д (под горочку)) ссзади за пикапом пристроился какой то идъот на тойоте..мне почему то казалось,что вот вот сорвется,снесет борт к чертям и проломит ему копот с мотором НГФина) Но ничего,оказалось все довольно жестко закреплено и потихоньку доставили до моей «базы».как на зло — вечер,темнеет и ни досок ни швеллера (мне аж стыдно стало) как его с пикапа снять в троем)) вобщем спустили без травм.
Весь вечер Я уже во всю расчленял колонну с основанием и заносил в «токарку» узлы агрегата. Восторг и непрерывный поток мыслей о приобретении в перемешку с запахом консервантной смазки заряжали мою голову.Спать и вовсе не хотелось (было уже 2.00 ночи!)
Вот такие вот были впечатления в тот день — чувствовал себя карапузом, которому купили долгожданный велосипед!
Ну а дальше по накатанной — не торопясь, стал по чайной ложке в день разбирать и смотреть, параллельно читая форум.
Комплектность досталась такая — тумба(плита),колонна,консоль,хобот с серьгой, оправка с шомполом, не хватало стола и гайки, гаек на серьгу и оправку, ну и так по мелочи.
С клиньями вообще засада — в наличии только от хобота и то немного гнутый. В принципе вопрос клиньев меня и останавливал с оживлением станка.
Стол как то быстро нашел! Здесь же на форуме. А вот винт с гайкой и клинья стали «пятилеткой»
Пока нет клиньев, занялся монтажом установочного места (тумбой). Соорудил из толстого уголка скрепив по бокам попереченами. Основание фрезера пришлось править «болгаркой», т.к. дефект литья припятствовал нормальному прилеганию к тумбе.
ну а там все на четырех болтах и прикручено.
Фото еще старые, с телефона деланные.Тем не менее постарался сделать много фотографий, в том числе знаменитой «плиты электромотора», которой частенько нет у многих при покупке НГФа.она не сложна в
конструкции,но удобно,когда есть образец.
На данный момент фрезер стоит на тумбе,
частично собраны координаты (кроме стола), подключена электрика на 220В (станок был монтирован на 380в)) через кондеры — 2х25мКф, 400в по схеме «звезда».
Как бы долго я не хотел — клины и винт сами не придут.Побороть ленивый порог клиностроения помог земляк Kot(Omsk) за что ему спасибо!!! Так ведь и в правду сказал — за то время,которое ты ждешь клинья, мог бы уже сам выстругать!.








И в правду, взял пару полосок 8ки сталь,обрезал «болгаркой»,потом доводил на наждаке и самопальным шабером из резца…в итоге забацал два клина (верт. и поперечн.) за недельку.
К сожалению фотографий процесса изготовления клиньев нет — не хотелось отвлекаться,пока » прет муза». За образец послужил клин от хобота. По очередно вставлял его в подачи и маркером делал пометки размерности…
Сейчас занимаюсь винтом подачи стола непосредственно — продольный. Подобрал от какого то домкрата легкового. Резьба трап,шаг 2 , гайка и винт сталь. гайка сырая. Фото добавлю в последующем.
Особая благодарность форуму! Так же продавцу станка!За адекватную цену и хороший станок!И
другу и товарищу по работе за предоставленный транспорт! ребята — Вам респект!!! :good: :good: :good:
На этом пока все, продолжение следует..
Описание составных частей фрезерного станка 6Т80
Станина станка
Станина является базовой частью станка, на которой монтируется все остальные составные части и механизмы. Стойка станины жестко соединена с плитой (основанием), являвшейся резервуаром охлаждающей жидкости.
Коробка скоростей
Коробка скоростей горизонтального шпинделя станков 6Т80 (рис. 23) и станка 6T10 (рис. 24) смонтирована в станине. Соединение с электродвигателем осуществляется через клиноременную передачу. Осмотр и доступ к коробке скоростей — через окно узла переключения скоростей с левой стороны станины.
Привод вертикального шпинделя станка 6Т80 осуществляется от электродвигателя, вынесенного на верх головки, через клиноременную передачу, роликовую муфту 8 сцепления и коробку скоростей.
Шпиндель смонтирован в выдвижной гильзе 7.
Шпиндельная головка станка 6Т80 крепится к хоботу через зажим (рис. 27) и имеет возможность поворота в поперечном и продольном направлениях стола.
Консоль и коробка подач
Привод подач размещен в консоли. Спереди, в нижнюю часть консоли встроен фланцевый электродвигатель, с левой стороны консоли крепится коробка подач с механизмом переключения подач и механизмом включения вертикального перемещения стола, с правой — механизм включения поперечного перемещения стола.
Восемнадцатиступенчатая коробка подач (рис. 30) имеет цепь ускоренного хода с предохранительной муфтой 2, исключающей возможность поломки привода подач при перегрузках.
На одном валу с предохранительной муфтой смонтированы электромагнитная муфта I и обгонная муфта 3. Включение быстрых перемещений стола осуществляется кнопкой II (см.рис. 12). Механизм переключения подач (ряс. 31) состоит из рукояток I и 2, кулачка с профильными пазами 3, лимба 6 ж рычагов 5 для переключения зубчатых колес
Переключение зубчатых колес коробки подач происходит при вращении лимба 6 вокруг оси рукояткой 2 и при вращении оси 4 рукояткой I.
Включение вертикального и поперечного механических перемещений стола осуществляется рукоятками 3 и 15 (см.рис. 12).
Направление движения рукояток мнемонически увязано с направлением движения стола.
Ручное вертикальное перемещение стола осуществляется рукояткой I, поперечное — маховиком 2.
Задняя стенка консоли выполнена в виде направляющих «ласточкин хвост».
Верхняя часть консоли имеет прямоугольные направляющие, по которым перемещаются салазки.
Стол с салазками
Салазки перемещаются на консоли в поперечном направлении и имеют направляющие для стола (рис. 32).
Со столом связан винт 2 продольной подачи. В салазках находятся конические шестерни 5, вращающие винт, рукоятки и механизм включения продольной подачи.
При работе методом попутного фрезерования предусмотрена выборка зазоров между резьбой ходового винта 2 ж гаек 3,4 поворотом червяка I.
При работе методом встречного фрезерования сильно изнашивается ходовой винт. Поэтому, если на станке длительное время выполняется одна работа, следует менять участок работы винта.
Кронштейн с гайкой
Для осуществления поперечной подачи служит кронштейн с гайкой (рис. 33), который закреплен на корпуса салазок и соединен с винтом консоли.
Техника безопасности
Инструкция требует тщательного изучения, без неё нельзя приступать к эксплуатации. При установке станка надо тщательно соблюдать рекомендации, данные производителем.Необходимо проследить за тем, чтобы плоскость стола оставалась абсолютно ровной. Нужного результата проще добиться ножками регулировки у оборудования. Подходит и площадка, которую применяли при монтаже станка.
Основные правила имеют такое описание:
- Резервуар СОЖ заполняется после того, как основные настройки выставлены. Смазка компонентов коробки передач происходит на следующем этапе.
- Скорости шпинделя регулируются отдельно. Для этого достаточно повернуть одну из рукоятей в подходящее положение.
Другие параметры тоже важно постоянно контролировать