Как она работает, и какой она бывает
По своей сути – это деформация металлических прутков в виде их загиба. Чтобы пруток деформировался без нагрева, его нужно жестко фиксировать к шаблону станка. Такой станок не для слабых рук: прокрутка и деформация производятся с помощью ручного усилия.
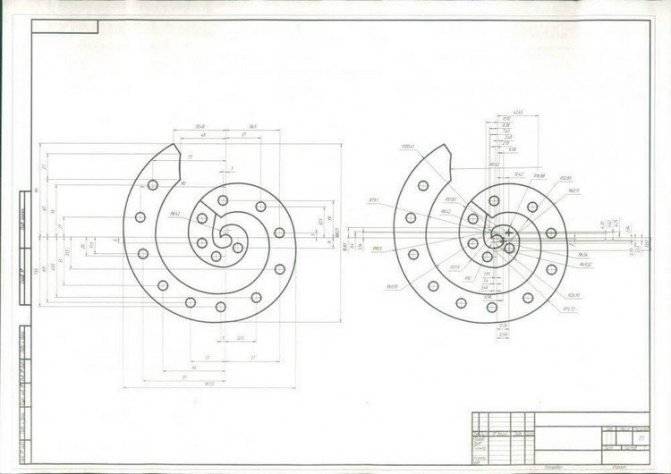
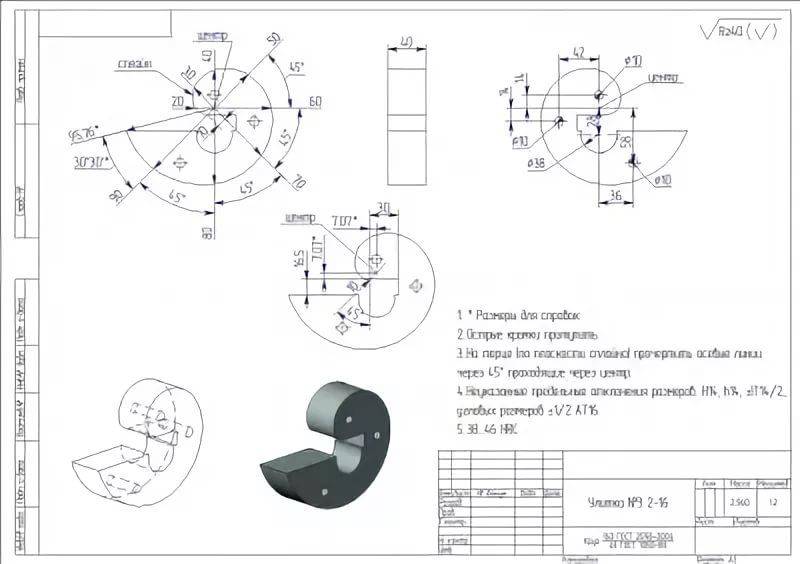
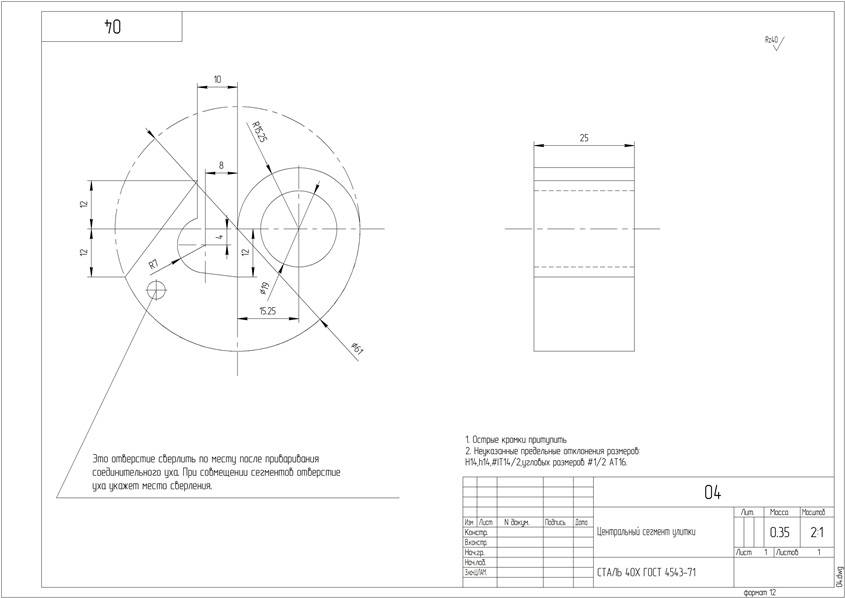
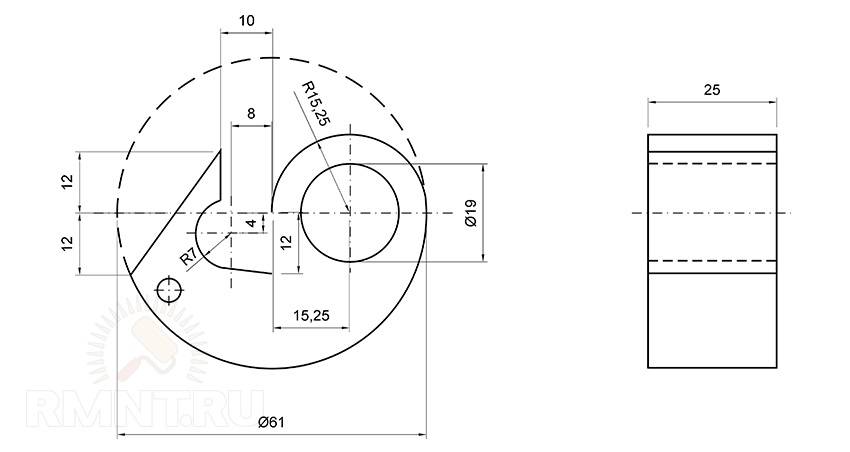
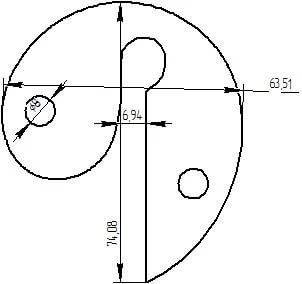
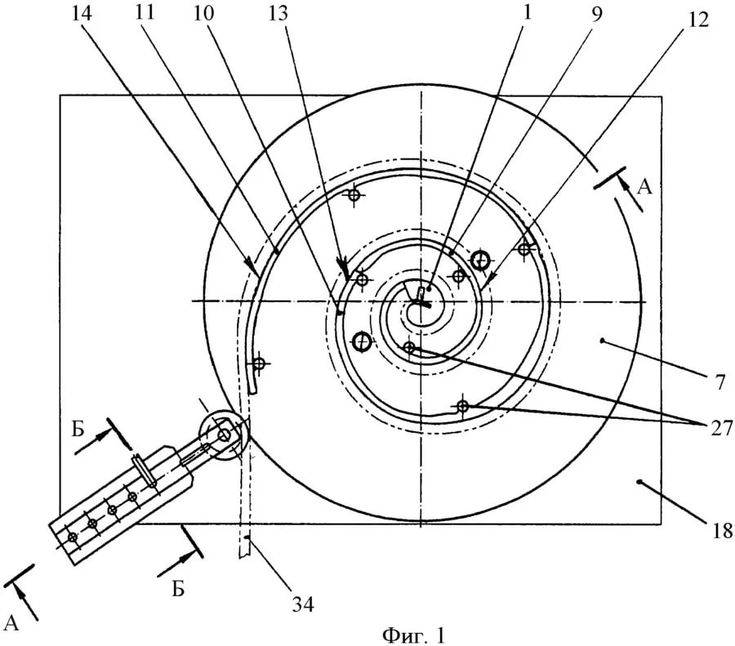
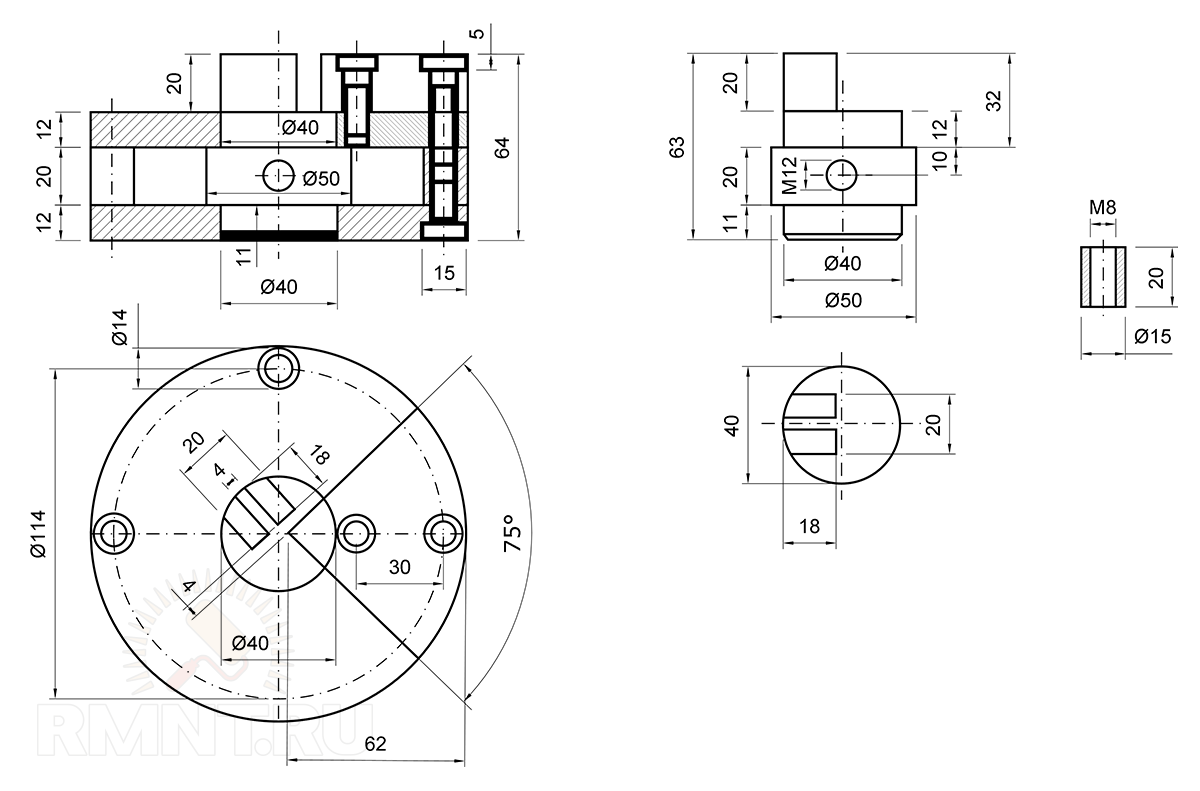
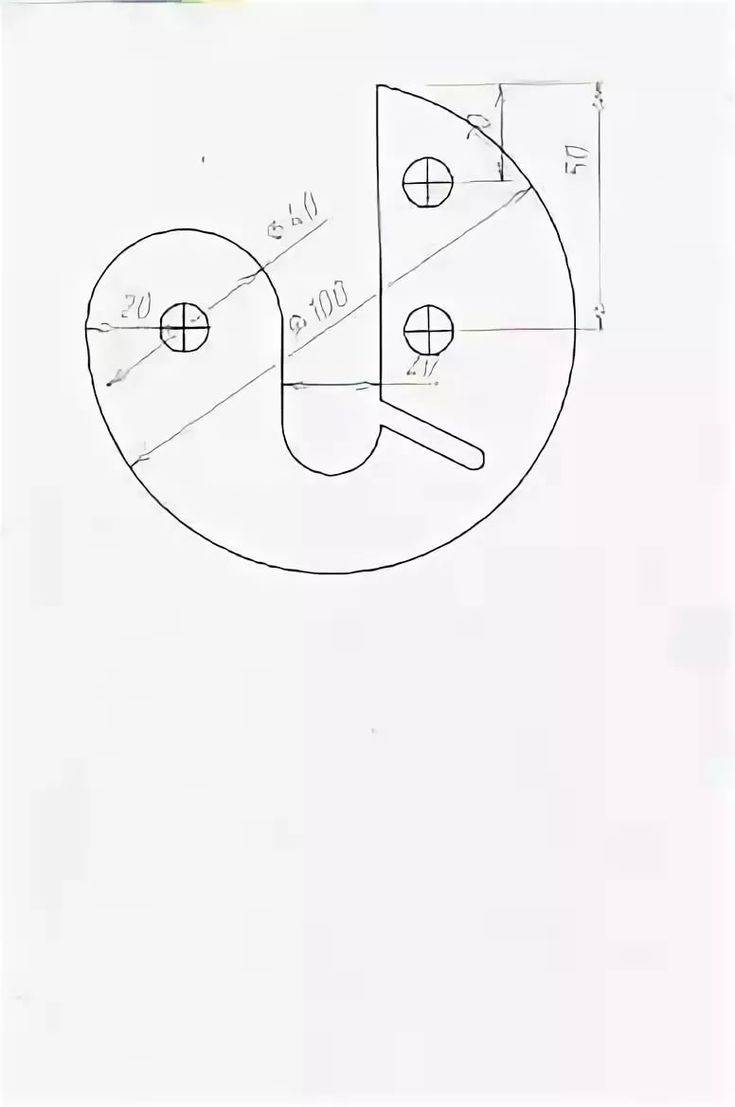
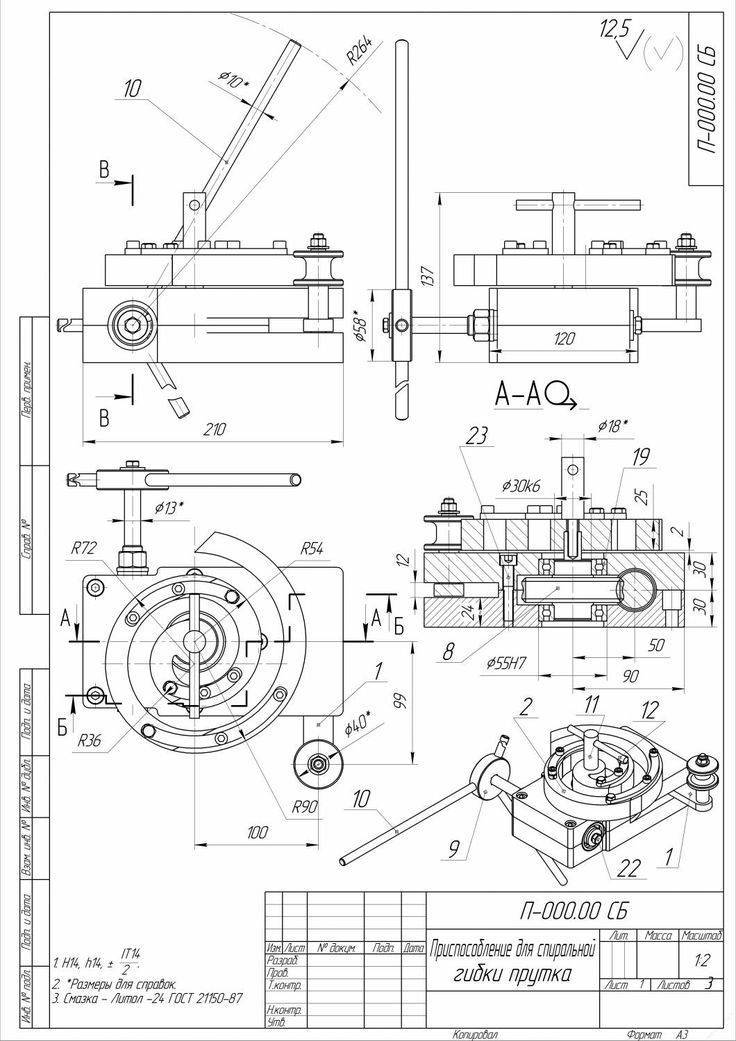
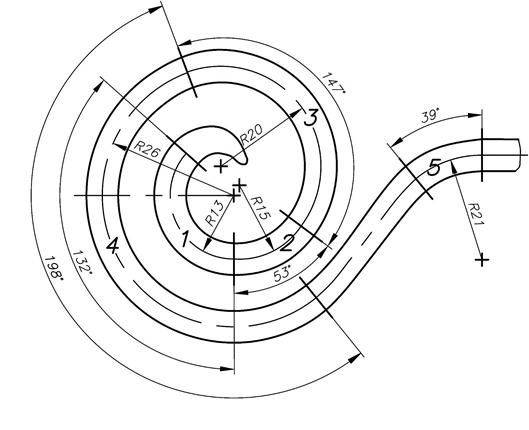
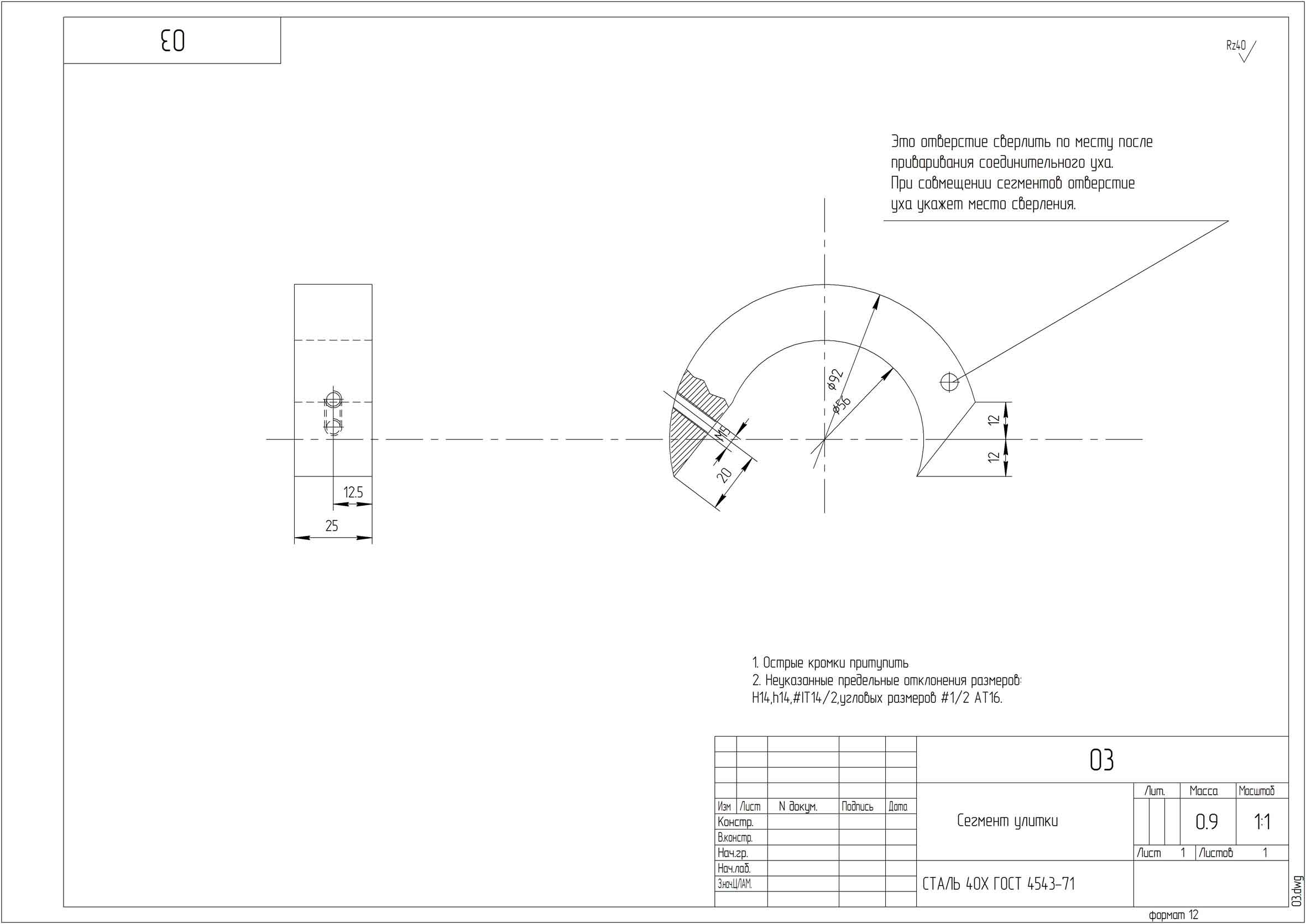
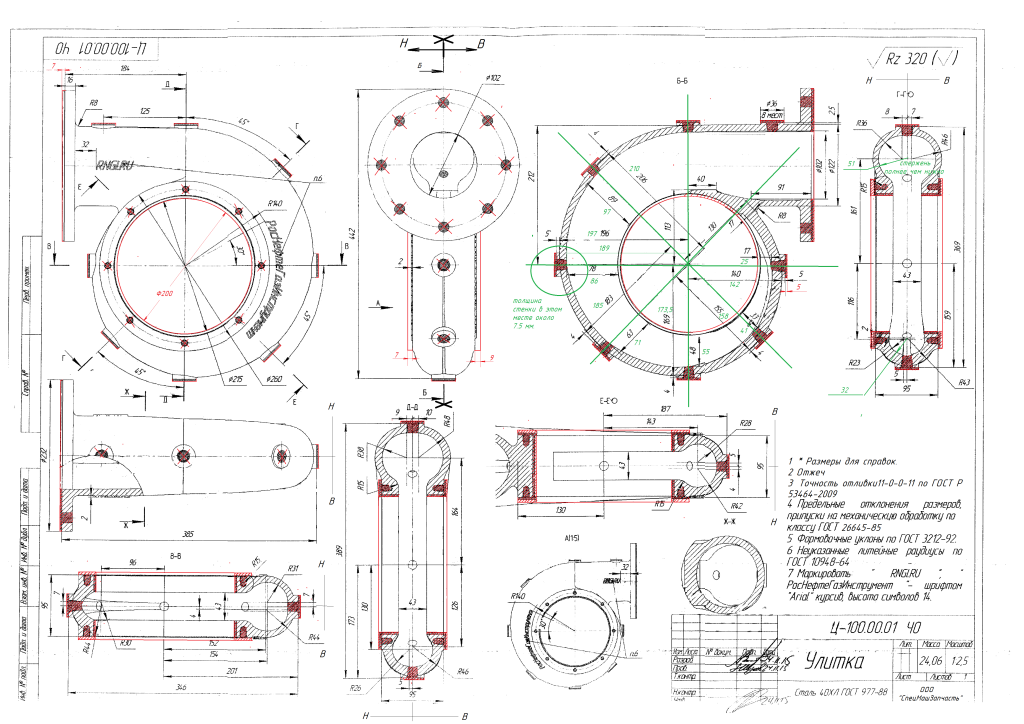
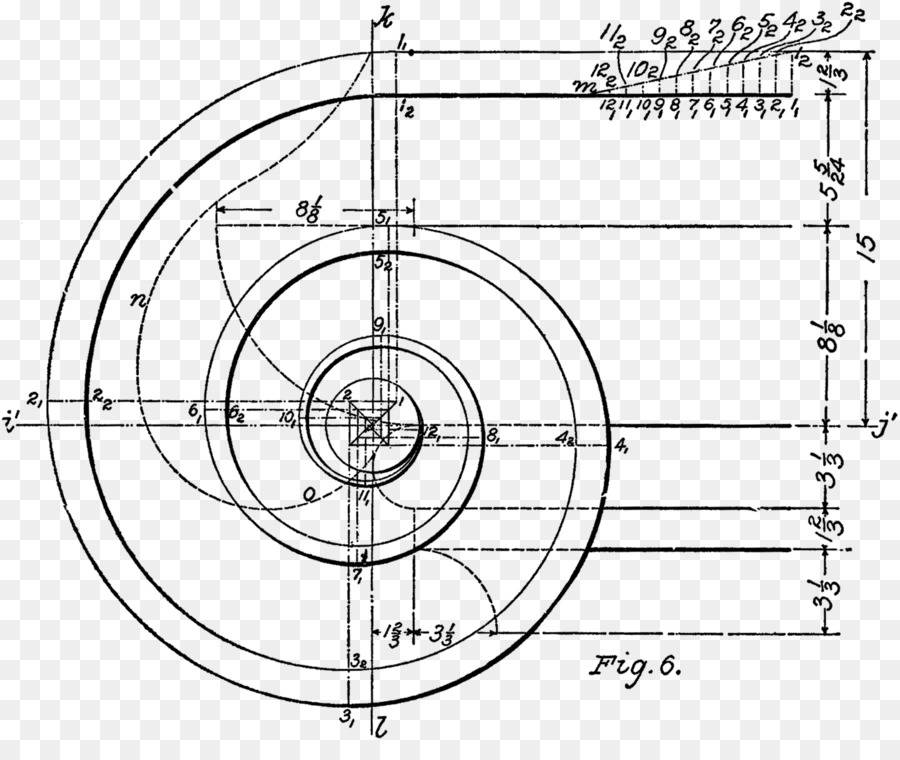
Улитка для ковки – чертеж.
Станок может работать в виде двух разных конструкций:
- Самая простая опция – приваренный шаблон к основанию. Это монолитный кондуктор с единственным вариантом завитка в форме шаблона.
- Вариант, дающий больше разнообразия в завитках – несколько модулей с завитками разного диаметра, которые крепятся на одно основание.
Ручной привод также может быть представлен в разных опциях:
- Рычагом может быть любое подходящее приспособление.
- Рычаг, который прикреплен к станине и приводится в движение подвижным подшипником.
- В конструкциях посложнее применяются целых три рычага, которые вращают ось и прикрепленный к ней кондуктор.
Как сделать улитку для холодной ковки, какую опцию выбрать – проще или сложнее? Выбор зависит опять-таки от целесообразности, иными словами – от ваших производственных планов: что вы собираетесь делать, с какой производительностью и в каком количестве?
Технология изготовления приспособления «Улитка»
Упрощенно технологический процесс изготовления станка «Улитка» своими руками можно представить в виде ряда последовательных операций.
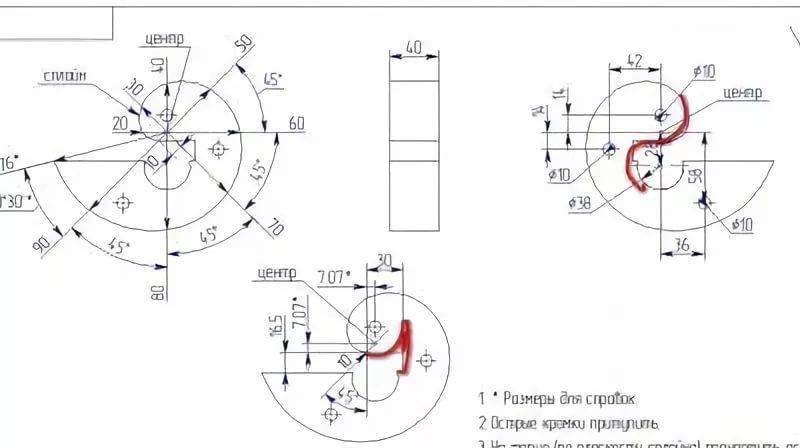
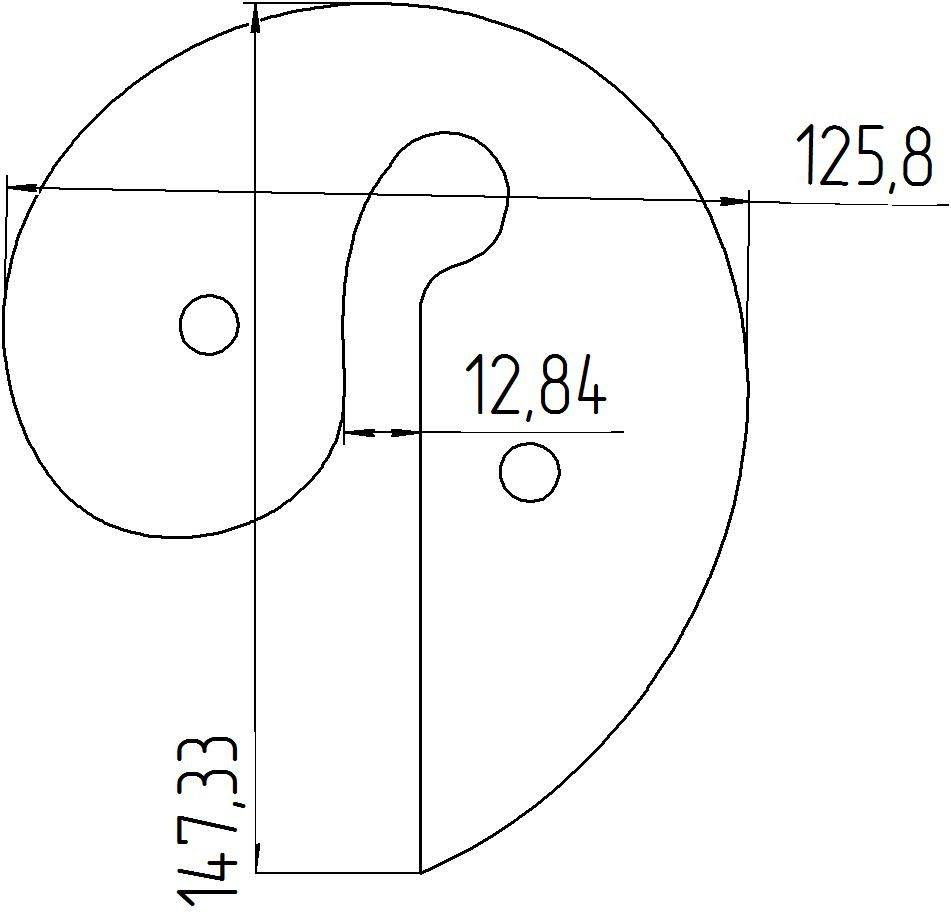
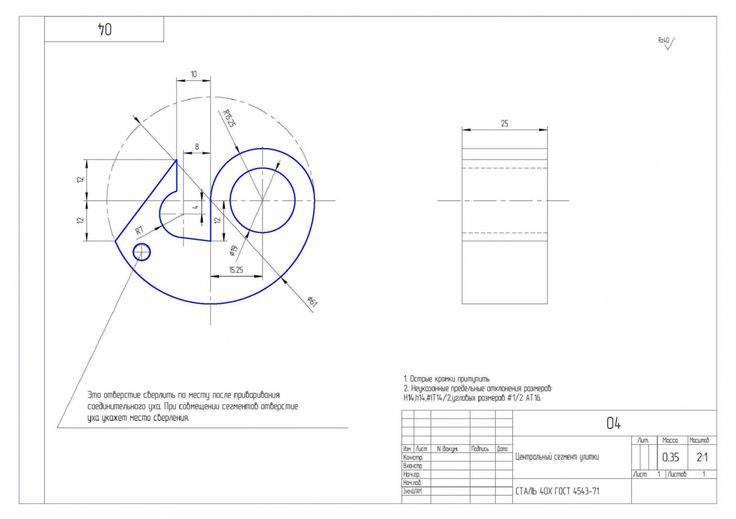
На листе бумаги вычерчивается профиль изделия, который требуется изготовить. При вычерчивании выдерживаются размеры изделия. Чертеж нужен только для получения профиля самой детали
Внимание! При проработке учитываются толщина заготовки. Нужен зазор не менее 3…4 мм, тогда изделия можно снять после его изгибания в приспособлении.
Для большинства станков изготавливают центральный упор
В нем будет фиксироваться начало.
Разные мастера используют свои приемы фиксации, поэтому изделия у них можно отличить по почерку.
Из стального листа вырезается опорная пластина. К ней будет привариваться центр, а также спираль. Толщина пластины должна быть не менее 3 мм, так как будут прилагаться значительные усилия. Размер пластины в будущем определит и параметры завитка.
Пользуясь чертежом спирали, изгибается из полосы заготовка. При ее гибке контролируются параметры. Чем точнее будет изготовлен этот элемент, тем проще будет выполнять изготовление элементов для кузнечных изделий. Внимание! При необходимости изготовления завитков с количеством витков более одного нужно срезать полосу спирали по диагонали. Поэтому используют полосу значительно ширины. Минимальный размер соответствует высоте профиля, который собираются гнуть на станке.
Приспособление размещают на специальной стойке, чтобы легче формировать готовые изделия. Для небольших по размеру деталей удобно размещать на вертикальной стойке.
Чтобы проще выполнять работу приваривают ручку. Ее устанавливают с обратной стороны, чтобы не мешала устанавливать и снимать заготовки.
Изготовление направляющей для кондуктора
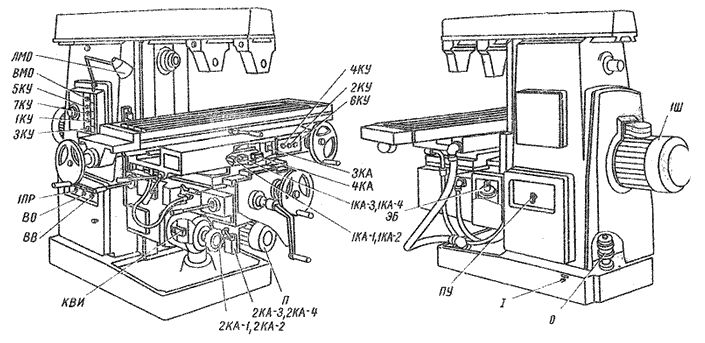
Для этих целей потребуется обычный токарный станок типа 1К62 или 16К20, который в состоянии нарезать архимедову спираль, и, конечно, опытный токарь. Функция «архимедова спираль» в токарных станках предназначена для нарезки специальных резьб, но она вполне пригодна и для получения канавки в опорной плите, где затем будет располагаться сама направляющая кондуктора .
При подготовке станка выполняются следующие переходы:
- Малую рукоятку коробки подач станка перемещают в положение «Спираль Архимеда».
- Необходимый шаг спирали, который будет определять габариты кондуктора, устанавливают при помощи большой рукоятки.
- Шаг подачи фиксируется рычагом, а величина подачи определяется глубиной канавки в плите (как установить такой параметр, будет рассказано далее).
- После включения станка рычаг подачи остается в прежнем положении, а нарезка выполняется в ходе возвратно-поступательных перемещений шпинделя.
- После каждого прохода суппорт отводится от торца заготовки.
Пример получения архимедовой спирали представлен на этом видео:
То, что на кадрах представлен не металл, а пластик, принципиально ничего не меняет: спираль получается в результате нескольких последовательных проходов резца, который перемещается по заданной траектории.
Определение размеров спиральной канавки производится, исходя из желаемых габаритов кондуктора и высоты его опорной поверхности. Если в первом случае все зависит от размеров исходной заготовки для плиты и возможностей станка, то глубину канавки следует рассчитать по высоте и толщине направляющей матрицы.
Поскольку в холодном состоянии любой металл обладает повышенной механической прочностью, то для изготовления направляющей матрицы своими руками следует принять инструментальную сталь: например, сталь марки У7 по ГОСТ 1435-84. Использовать высоко- или среднеуглеродистую конструкционную сталь типа сталь 45 или сталь 60Г не рекомендуется, поскольку для высоких улиток под воздействием изгибающего момента они могут растрескиваться.
Размеры направляющей матрицы в плане подбираются, исходя из имеющегося сортамента полосовой инструментальной стали по ГОСТ 4405-75. Поскольку кондуктор должен быть компактным, то целесообразно выбрать профили 3×20, 3×25 или 3×30 с предельным отклонением по толщине 0,4 мм. При посадке направляющей в плиту по Н11 ширина спиральной канавки должна быть на 0,5-0,7 мм больше ширины полосы. Глубина канавки должна быть не менее 1,5 высоты полосы, т.е. 4,5 мм или чуть больше. Этот параметр, кстати, определит и толщину самой плиты: она должна быть не менее 6 мм.
По нарезанной канавке в плите определяют суммарную длину направляющей (для замера можно воспользоваться гибкой рулеткой или даже обычной ниткой). После чего отрезают «в размер» нужную длину полосы, вставляют ее в паз и обваривают по контуру ( если на кондукторе будут изготавливаться только плоские улитки — то по наружной образующей, а если объемные — то можно и по внутренней).
В центре кондуктора болтами прикрепляют опорный зацеп. Он должен иметь заходный участок, которым заготовка фиксируется в начальный момент формирования спирали (см. рис. 3).
Метод холодной ковки
Способ заключается в использовании важного свойства металла — пластичности. При посредстве разнообразных оправок и механических приспособлений пруток изгибается в различных направлениях, скручивается, образует различные объемные фигуры. В качестве дополнительной обработки для соединения частей заготовок применяется сварка и слесарные операции
Станки начального уровня достаточно просты и приводятся в действие мускульной силой работающего на них мастера
В качестве дополнительной обработки для соединения частей заготовок применяется сварка и слесарные операции. Станки начального уровня достаточно просты и приводятся в действие мускульной силой работающего на них мастера.
Минимальный набор кузнечного оборудования для холодной ковки металла включает в себя:
- Гибочные станки, или Гнутики — служат для изгиба заготовок под заданными углом и радиусом.
- Твистеры, или торсионы — служат для закручивания заготовки (или группы заготовок) вокруг продольной оси
- Волна — служит для создания периодических изгибов в разные стороны.
- Станок Улитка для ковки — применяется для создания спиралеобразных завитков на конце прутка.
Можно ли освоить холодную ковку самому? Да, для этого достаточно иметь базовые навыки слесарных работ, конструирования и механической обработки.
Плюсы и особенности процесса
Холодная ковка – популярный вид работ, благодаря тому, что с ее помощью можно создавать необычные детали самых разных форм и размеров.
Используя станок для холодной ковки, вы сможете сделать ограду для клумбы, декоративный фонарь, необычный забор, перила или ручки для скамейки и другие элементы.
Плюс холодной ковки еще и в том, что сделать станок, с помощью которого можно создавать подобные детали, довольно просто сделать своими руками. Это поможет сэкономить на покупке дорогостоящего оборудования.
Процесс холодной ковки заключается в трех основных элементах: изгибание, прессование и сварка деталей. Оборудование, необходимое для этого процесса, довольно простое и компактное, его можно сделать своими руками и оно не займет много места в вашей мастерской или гараже.
С холодной ковки можно начать обучение обработке металла, т.к. этот процесс более простой и безопасный, поскольку в этом случае вам не придется иметь дело с высокими температурами, как при других видах сварки.
Для этого процесса используют обычно готовый шаблон – то есть, заготовки деталей.
Однако, используя качественный станок и чертеж будущей детали, можно без труда научиться создавать изделия витой, волнообразной и другой необычной формы. Варианты можете увидеть на фото выше.
Процесс обработки заготовок посредством холодной ковки происходит в несколько этапов. Первым делом создают шаблон или чертеж будущей конструкции.
Нужно высчитать размеры изделия, чтобы, во-первых, приобрести нужное количество материала, и, во-вторых, чтобы правильно настроить станок.
Разные станки дают разные возможности для создания узоров – это зависит от сложности изготовления инструмента.
Например, самые простые машины, сделанные своими руками, могут лишь сгибать изделия, в то время как с помощью более сложных моделей можно создавать узоры и пр.
После того как шаблон или чертеж готов, нужно купить необходимое количество материала в соответствии с вашим расчетом. Для холодной ковки вам понадобятся железные прутья, их можно купить в магазине.
Прутья для холодной ковки должны быть не слишком толстыми, иначе их сложно будет согнуть. Следующий этап – изготовление деталей своими руками:
В последнюю очередь происходит закрепление сделанных деталей на каркас. Это происходит путем сварки.
Особенно аккуратными при сварке своими руками нужно быть с тонкостенными трубками, т.к. их легко прожечь, и тогда конструкция станет неисправна и вам придется делать все заново.
Весь процесс ковки вы можете проследить по видео, прежде чем приступать к работе над своими деталями.
Но прежде чем приступать к холодной ковке, вам, конечно, нужно сделать станок, который для этого необходим. Станок «Улитка» — наиболее распространенный аппарат для обработки металлических изделий способом холодной ковки своими руками.
Все этапы по созданию станка вы сможете увидеть на видео – в этом нет ничего сложного, и практически каждому удастся справиться с этим делом самому.
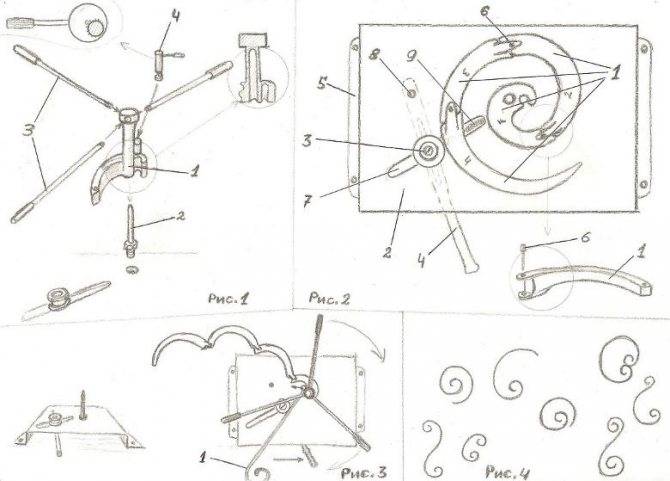
Пошаговое изготовление малогабаритного ручного станка для изготовления завитков
Небольшой станок предназначен для изготовления завитков из полосового проката шириной 20…30 мм. Его несложно сделать самому.
Центр
Сначала изготавливается центр. Для этого отпиливается небольшой фрагмент из кругляка. Заготовку фиксируют в тисках, размечают линию реза. С помощью отрезного диска и углошлифовальной машинки (УШМ) отпиливается заготовка.
Она имеет диаметр 38 мм. Боковая поверхность дополнительно не обрабатывается.
Длина центра составляет 28 мм. Можно и немного больше, но для изгибания полосы шириной 30 мм этого достаточно.
На сверлильном станке сверлится отверстие Ø 8 мм. Его располагают эксцентрично. Такое положение обусловлено тем, что нужно изготовить фиксатор для конца заготовки.
Прорисовывается профиль, который следует удалить с помощью отрезного и зачистного дисков, устанавливаемых на болгарке. Заготовку крепят в тисках и удаляют излишки металла.
Лепестковыми дисками поверхность защищается так, чтобы осуществлялся плавный переход между разными поверхностями фиксатора.
Чтобы в дальнейшем проще фиксировать конец заготовки, нужно просверлить отверстие. Его располагают на радиальной поверхности центра. Сверлится отверстие под резьбу М10.
С помощью набора метчиков нарезается внутренняя резьба. Здесь будет использоваться винт без головки. После фиксации заготовки он спрячется внутри металла центра.
К опорной пластине толщиной 4 мм приваривается центр. На этом работа с его изготовлением завершается.
Изготовление приспособления
Для удобства работы с приспособлением к обратной стороне пластины приваривается вал. Вращая его в специальной оправке, будут вращать улитку.
Наружную поверхность нужно обточить, чтобы сварные швы не мешали свободному облеганию будущих заготовок.
Будущая спираль прорисовывается на пластине. Создается контур, куда ее в дальнейшем приварят.
Из полосы толщиной 4 мм изгибают спираль. Она должна соответствовать проекту.
После проверки спирали по шаблону излишки обрезаются, а саму спираль приваривают к пластине и к центру.
В качестве стойки используется профильная труба 40·40 мм со стенкой 3 мм. На ней сверлят отверстия для крепления элементов станка. С помощью опорных площадок фиксируют подготовленные части.
С обратной стороны видна ручка. Ее закрепили к валу с помощью подшипника. Подготовленная «Улитка» может вращаться.
Проводится проверка работоспособности. За ручку выполняется поворот спирали вокруг оси центра.
Оборудование для холодной ковки
Чтобы начать массовое изготовление вещей без горячей кузнечной обработки, потребуется шесть основных приспособлений: гнутик, улитка, волна, твистер, фонарик и глобус. Для чего предназначены такие инструменты и что с их помощью можно сделать?
Гнутик
Такое приспособление служит основным инструментом при изгибании деталей. Особенность в том, что можно выбрать любой угол.
В отличие от горячей обработки, где требуется шаблон и опыт работы со специальной кузнечной вилкой, на гнутике вручную эта операция намного упрощается.
Конструкция состоит из гибочного штампа и эксцентрикового привода. В свою очередь шаблон для гибки состоит из закаленных роликов, которые смонтированы на прочной раме. Такой ручной станок может дополнительно оборудоваться различными приспособлениями. Гнутик может обрабатывать прокат в виде квадрата с размерами 12×12 мм или полосу толщиной до 3 мм.
Улитка
Это ручное приспособление применяют при создании спиралей и завитков. Название улитка прибор получил из-за своей основной составной части — кондуктора, имеющего витую форму. Завитки с проката соответствующего размера такой станок способен изготовить за один подход.
Как и гнутик, улитка вполне свободно обрабатывает основные, использующиеся в холодной ковке, виды проката — квадрат и пруток, сечением 10-12 мм, и полосу, толщиной 3-6 мм.
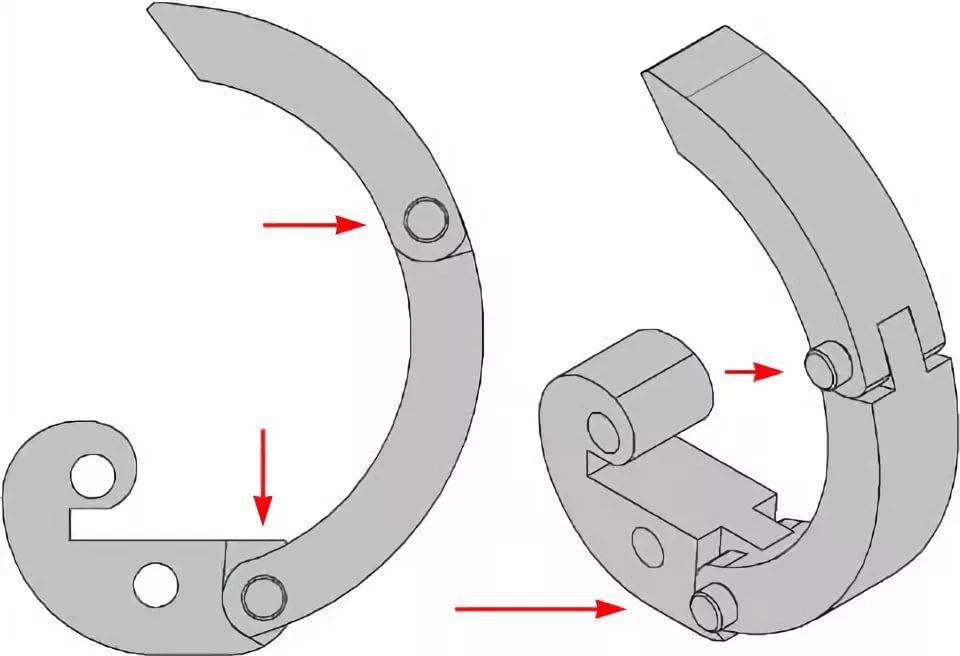
Основная рабочая часть (кондуктор) состоит из кулачка, располагающегося по центру, и двух дуг (малой и большой).
При создании небольших по размеру завитков дуги демонтируют, проводя гибку на кулачке. На фото показан один из вариантов исполнения такого ручного станка.
Волна
Приспособление, служащее для создания витых, повторяющихся узоров (довольно часто можно увидеть на оконных решетках). Основа устройства — два стальных диска, диаметром 140-150 мм, закрепленных болтами на рабочем столе. Часто можно встретить «управляемую волну» — устройство с регулируемыми зазорами между дисками. Такая функция возможна за счет наличия крепежных отверстий на разном расстоянии одно от другого. Переставляя диск можно создать различный изгиб волны. Как выглядит гибочный станок такого класса показано на фото внизу.
Твистер
Твистер закручивает вокруг своей оси пруток или квадрат. Принцип устройства похож на вороток для горячей обработки.
Конструкция состоит из основы, на которой размещается вращающаяся головка, и ползунок, регулирующий длину изделия. Заготовку фиксируют между этими двумя частями и при помощи рукояток закручивают до требуемого предела.
Фонарик
Одно из самых сложных изделий из холодной ковки — так называемая корзинка. С первого взгляда — это сложное переплетение металлических гнутых прутков или квадратов. Для производства такой детали используется такое кузнечное оборудование для холодной обработки заготовок, как фонарик.
Техника работы оборудования схожа с твистером: на основе закреплена крутящаяся головка и ползунок. Однако, заготовка «наматывается» по спирали на вставку — вал.
В принципе, корзинку можно изготовить, используя специальную вставку на твистер, однако возможен брак, который получиться исправить, лишь нагрев металл в горне. Поэтому, лучше применять фонарик, который не позволит образовываться перекосам.
Глобус
Такой ручной инструмент для холодной ковки позволяет изгибать заготовку по дуге, загибая концы под востребованный угол, при этом получается объемное изделие. За что часто этот ручной станок называют объемником.
Основа устройства — шаблон в виде дуги и закаленные ролики, позволяющие двигаться ручному приводу. В зависимости от типа инструмента, он может работать с квадратным прокатом со сторонами 14×14 миллиметров, неширокой полосой до 25 мм, а также прутком.
Чаще всего глобус применяют для производства деталей «объемных» решеток, в которых отдельные элементы не лежат в одной плоскости с остальными.
С помощью этих простейших устройств, которые не требуют механизации, можно создавать настоящие произведения искусства, состоящие со всех отдельных декоративных элементов: волюты, завитков, корзинок и прочих.
Неплохим решением будет приобрести универсальный станок для холодной ковки, который позволяет совершать основные операции по металлообработке. Однако, стоимость такого оборудования будет доступна не всем мастерским.
При обустройстве мастерской можно приобрести готовое оборудование. Ручные станки для холодной ковки металла стоят относительно недорого, но можно сделать их самому.
Разновидности и назначение станков для ковки
Станок любого назначения применяется для облегчения ручного труда. Для ковки по холодному типу может использоваться разное оборудование, сводящее к минимуму физические усилия мастера и позволяющее выполнять следующие базовые операции:
Станок для создания фигурного профиля методом холодной ковки
- изгиб профиля под нужным углом или радиусом;
- изготовление спиралей или завитков;
- продольное скручивание заготовок.
Разнообразие получаемых деталей позволяет выстраивать их в комбинации и замысловатые конструкции, создавать аккуратное художественное полотно для ограждений и беседок, симметричный декор для парковых скамеек, а также других предметов различного назначения.
Промышленный станок гнутик, позволяющий получить заготовку с заданным радиусом
Станки холодной ковки могут быть специализированными (выполнять только одну операцию) и универсальными. Различают такие типы специальных станков:
- гнутики (гибочные станки) – позволяют выгнуть заготовку под углом или заданным радиусом (волна);
- улитки – закручивают заготовки в спирали и завитки;
- торсионы – помогают продольно скрутить заготовку или несколько таких деталей одновременно;
- штамповочные станки – с их помощью делают декоративные хомуты, фасонные наконечники, волну с мелким шагом.
Универсальные станки включают в себя компоненты специального оборудования в различных его комбинациях.
Приспособления для холодной ковки приводятся в действие механически (ручные станки) или посредством электропривода. Оборудование с электроприводом отличается скоростью и легкостью обработки заготовок. Станок для холодной ковки, цена которого может оказаться довольно высокой, характеризуется высокой продуктивностью. Когда нет необходимости в производительности и скорости, то ручного станка будет вполне достаточно для выполнения работ, особенно в том случае, если кузнечное дело – это хобби.
Станок гнутик, предназначенный для обработки труб методом холодной ковки
Можно ли сделать своими руками станок для холодной ковки
Купить ручной станок для холодной ковки можно в специализированном магазине по продаже инструментов или заказать в интернете. Вопрос заключается в цене и платежеспособности покупателя. Альтернативный вариант – собрать его своими руками. Принцип работы ничем не будет отличаться от товара, приобретенного в торговой сети, а выполняемые функции абсолютно идентичны заводским. Дополнительные преимущества – выигрыш в цене, уверенность, что конструкция не выйдет из строя после первого же использования.
Для начала стоит ознакомиться с конструктивными особенностями каждого типа станка, чтобы оценить возможность его самостоятельной сборки.
Станок для холодной ковки улитка, позволяющий создавать спиральные элементы
Торсион должен выполнять скручивание металлических прутьев, поэтому его конструкция предполагает наличие двух элементов, удерживающих заготовку. Один из них служит зажимом, а другой содержит вращающийся шпиндель, который, собственно, и будет закручивать прут до нужной частоты винтовой волны. Устройство довольно просто соорудить самому, а некоторые мастера вообще обходятся тисками и незамысловатым ручным воротом.
Конструкция гибочного станка также несложная, однако она содержит несколько обязательных элементов, сборка которых невозможна без специализированного инструмента. Основание – массивная металлическая пластина с пазом посередине, в который вставляется подвижный упор, перемещаемый червячным механизмом. Два других цилиндрических упора неподвижны и крепятся на основание с двух сторон симметрично относительно паза. Именно монтаж упоров может вызвать затруднение, так как отверстия под крепеж сверлятся только на специализированном станке, воздействию дрели такая заготовка из высокопрочной стали не поддастся.
Создание элементов методом холодной ковки на самодельном станке гнутик
Станок для ковки металла улитка может иметь две разновидности: с воротом или рычажного типа. Первый вариант позволяет варьировать форму изгиба в процессе работы, однако имеет ряд уязвимых мест в конструкции и очень требователен к прочности материалов изготовления. Второй тип более устойчив, но менее производителен. Мастера считают улитку самым простым станком, самостоятельная сборка которого не вызовет затруднений.
Изготовление станка «Улитка»
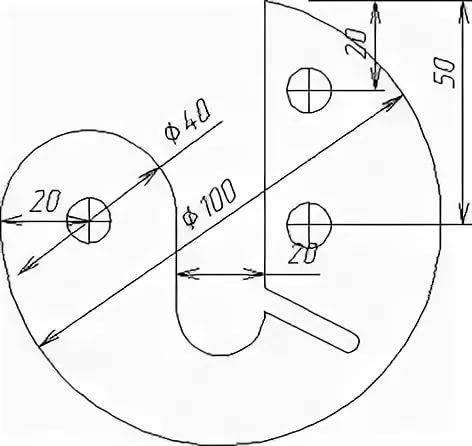
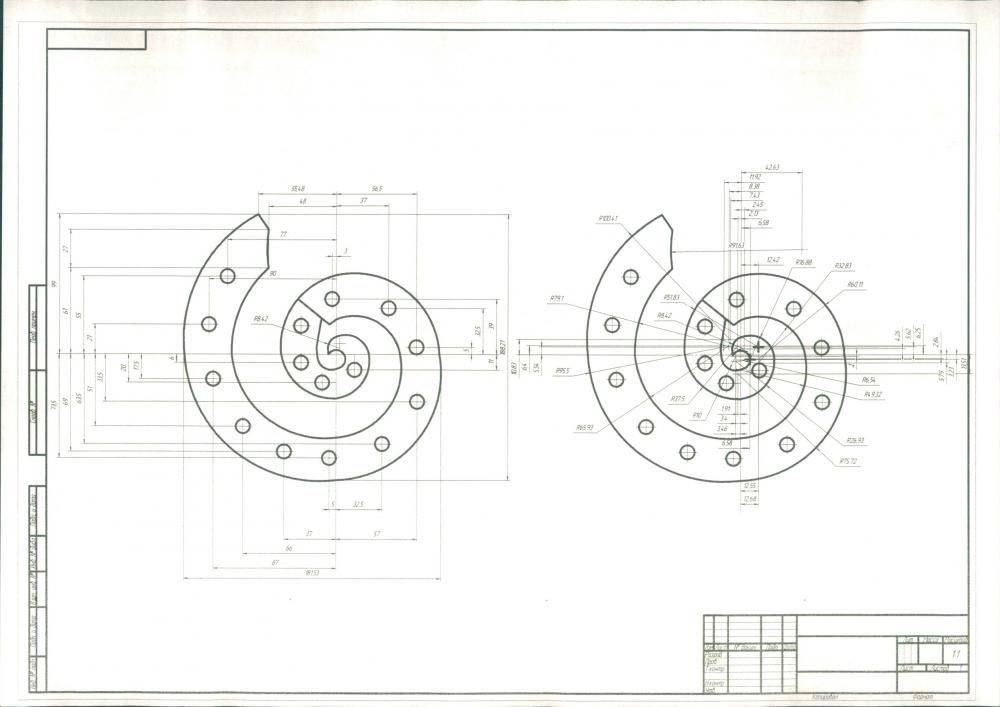
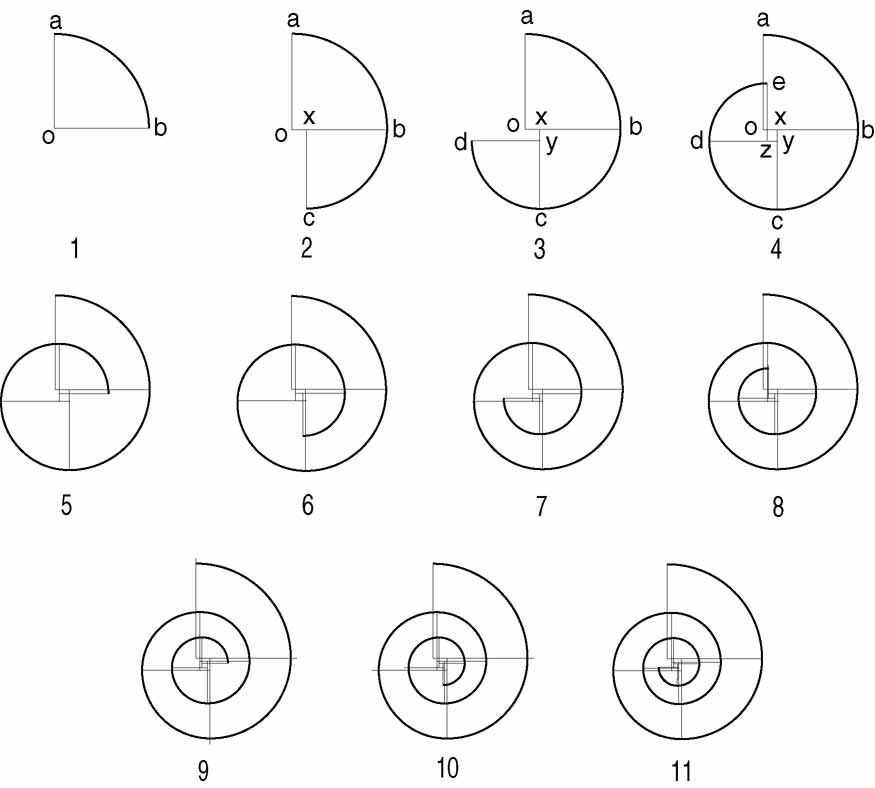
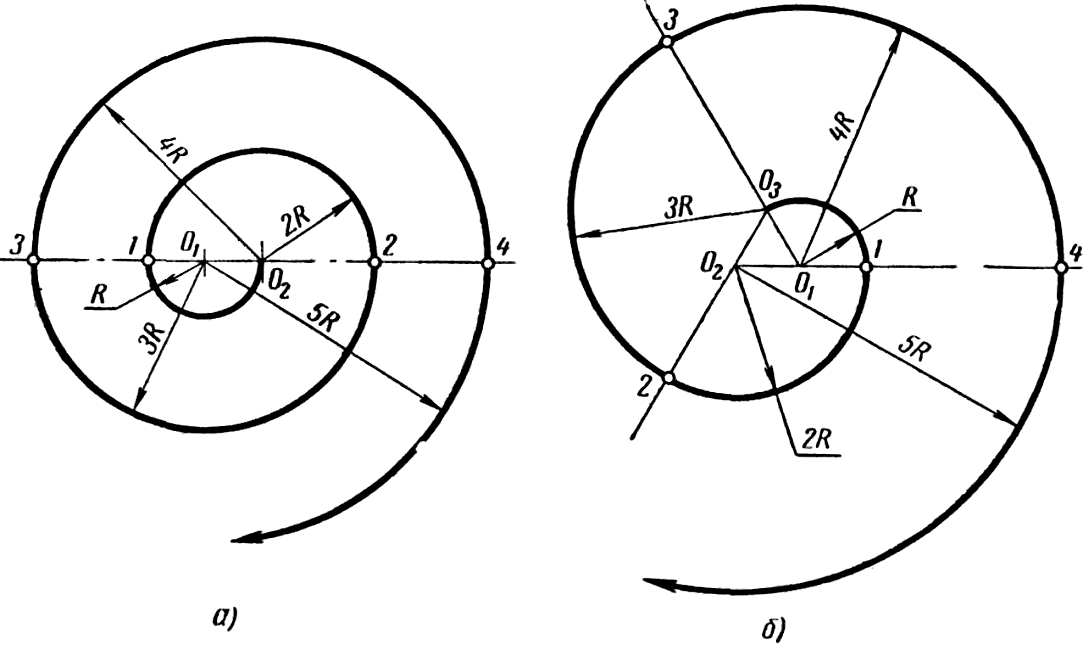
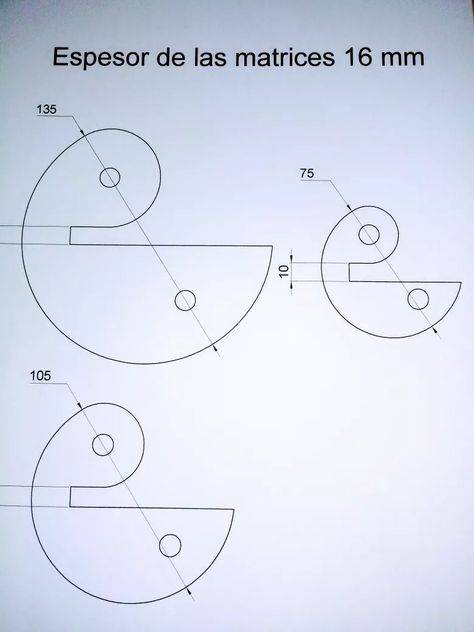
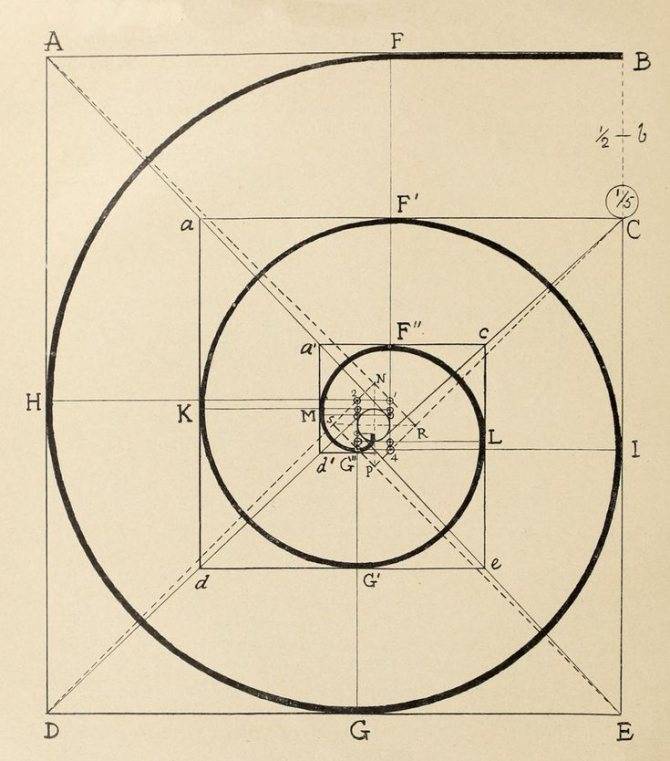
Прежде чем начать холодную ковку вам необходимо сделать чертеж и шаблон. Он изготавливается на миллиметровой бумаге, которая отражает натуральные размеры предстоящего изделия. На бумаге необходимо начинать спираль с постепенно увеличивающимися витками.
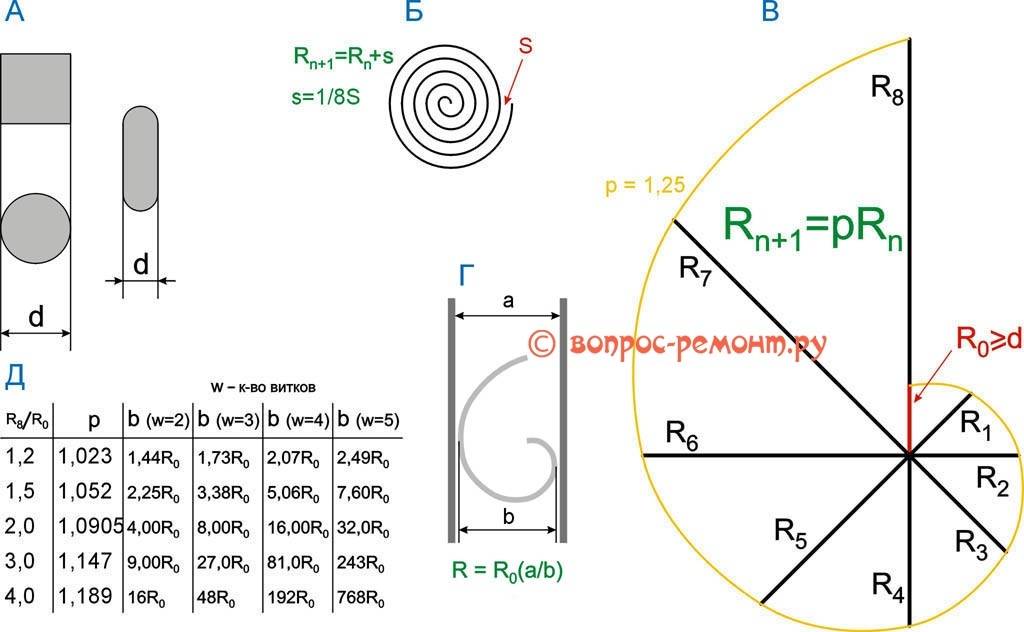
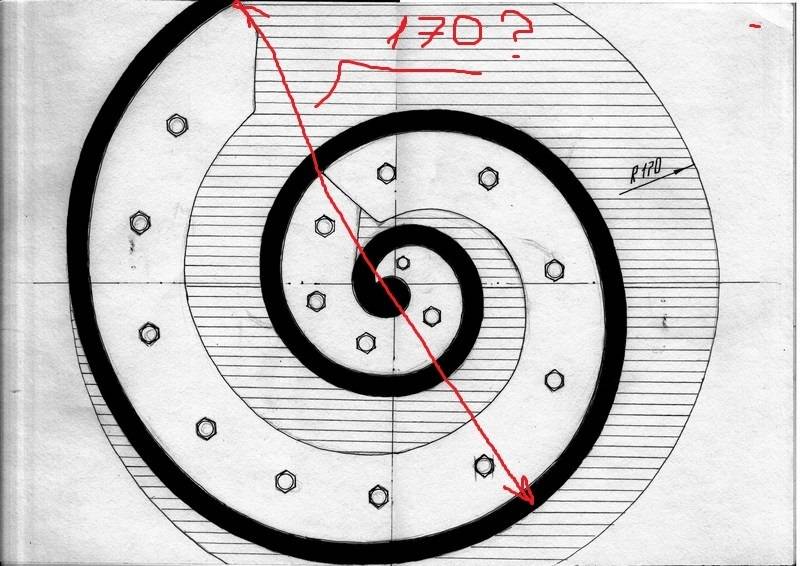
Витки нужно увеличивать с учетом шага, если вы решили изготовить симметричные изделия, если же это для вас неважно, то витки спирали можно увеличиваться непропорционально. Перед тем, как собирать станок «Улитка», необходимо сделать чертеж и определить с диаметр заготовок, которые вы затем станете на нем обрабатывать
Шаг надо подбирать, с учетом этого значения: он обязан быть больше, чем сечение обрабатываемого прута
Перед тем, как собирать станок «Улитка», необходимо сделать чертеж и определить с диаметр заготовок, которые вы затем станете на нем обрабатывать. Шаг надо подбирать, с учетом этого значения: он обязан быть больше, чем сечение обрабатываемого прута.
Если шаг сделать недостаточно большим, то вы просто-напросто не сможете достать изделие из станка, не повредив его. То есть, вся работа будет сделана зря. Рабочая поверхность улитки своими руками может быть изготовлена из листа металла толщиной от 4 миллиметров. Габариты поверхности будут зависеть от того, изделия какого размера вам нужно обрабатывать – предварительно необходимо сделать чертеж, чтобы все размеры можно было просчитать.
Чтобы изготовить форму, обычно используют полосовой металл, с толщиной не меньше 3 миллиметров. Так, с самодельной улиткой гораздо проще работать. Для того чтобы облегчить процедуру, необходимо закрепить один край заготовки, для того чтобы она не соскальзывала.
В качестве фиксатора можно применять обрезанную часть прута, которая по своему размеру не уступает полосе. В процессе холодной ковки также необходимо фиксировать деталь к верстаку. Так как во время холодной ковки усилие на деталь довольно большое, то стоит подумать о креплении отдельно, так как удерживать самостоятельно изделие у вас не получится – оно может выскочить и испортить все ваши плоды творчества.
Остальные элементы улитки изготовить очень просто – главное, перед тем как приступать к самостоятельному процессу, нужно посмотреть видео и использовать чертеж. Собранный вами станок может быть как разборным, так и монолитным – заранее определите, какая именно конструкция будет для вас более приемлемой, и составьте чертеж, чтобы производить все работы в с помощью него.


- Если вам требуется, чтобы самодельный станок улитка был изготовлен монолитно, то приварите конструкцию на рабочую площадку, для того чтобы все части находились неподвижно. Самое главное при этом виде конструкции – надежно и правильно зафиксировать конец изделия, которое вы собираетесь обрабатывать.
- Если вы решили изготовить разборным станок для холодной ковки, то в этом случае на рабочей площадке необходимо проделать посадочные отверстия, при помощи которых можно будет подсоединить «тело» конструкции с площадкой.
Съемный станок хорош тем, что его при необходимости удобней перенести, или снять конструкцию, чтобы отремонтировать или заменить поврежденные элементы – при монолитном виде конструкции этого сделать у вас не получится.
Но у съемной конструкции качество крепления деталей будет значительно хуже – вам будет необходимо все время самому поправлять резьбовые соединения, так как во время эксплуатации они неизбежно будут ослабевать.
Бывают и другие разновидности станков для холодной ковки, но конструкция типа «Улитка» — считается самой функциональной, при этом сделать ее своими руками довольно просто.
Разновидности и назначение станков для ковки
Станок любого назначения применяется для облегчения ручного труда. Для ковки по холодному типу может использоваться разное оборудование, сводящее к минимуму физические усилия мастера и позволяющее выполнять следующие базовые операции:
Станок для создания фигурного профиля методом холодной ковки
- изгиб профиля под нужным углом или радиусом;
- изготовление спиралей или завитков;
- продольное скручивание заготовок.
Разнообразие получаемых деталей позволяет выстраивать их в комбинации и замысловатые конструкции, создавать аккуратное художественное полотно для ограждений и беседок, симметричный декор для парковых скамеек, а также других предметов различного назначения.
Промышленный станок гнутик, позволяющий получить заготовку с заданным радиусом
Станки холодной ковки могут быть специализированными (выполнять только одну операцию) и универсальными. Различают такие типы специальных станков:
- гнутики (гибочные станки) – позволяют выгнуть заготовку под углом или заданным радиусом (волна);
- улитки – закручивают заготовки в спирали и завитки;
- торсионы – помогают продольно скрутить заготовку или несколько таких деталей одновременно;
- штамповочные станки – с их помощью делают декоративные хомуты, фасонные наконечники, волну с мелким шагом.
Универсальные станки включают в себя компоненты специального оборудования в различных его комбинациях.
Приспособления для холодной ковки приводятся в действие механически (ручные станки) или посредством электропривода. Оборудование с электроприводом отличается скоростью и легкостью обработки заготовок. Станок для холодной ковки, цена которого может оказаться довольно высокой, характеризуется высокой продуктивностью. Когда нет необходимости в производительности и скорости, то ручного станка будет вполне достаточно для выполнения работ, особенно в том случае, если кузнечное дело – это хобби.
Станок гнутик, предназначенный для обработки труб методом холодной ковки
Можно ли сделать своими руками станок для холодной ковки
Купить ручной станок для холодной ковки можно в специализированном магазине по продаже инструментов или заказать в интернете. Вопрос заключается в цене и платежеспособности покупателя. Альтернативный вариант – собрать его своими руками. Принцип работы ничем не будет отличаться от товара, приобретенного в торговой сети, а выполняемые функции абсолютно идентичны заводским. Дополнительные преимущества – выигрыш в цене, уверенность, что конструкция не выйдет из строя после первого же использования.
Для начала стоит ознакомиться с конструктивными особенностями каждого типа станка, чтобы оценить возможность его самостоятельной сборки.
Станок для холодной ковки улитка, позволяющий создавать спиральные элементы
Торсион должен выполнять скручивание металлических прутьев, поэтому его конструкция предполагает наличие двух элементов, удерживающих заготовку. Один из них служит зажимом, а другой содержит вращающийся шпиндель, который, собственно, и будет закручивать прут до нужной частоты винтовой волны. Устройство довольно просто соорудить самому, а некоторые мастера вообще обходятся тисками и незамысловатым ручным воротом.
Конструкция гибочного станка также несложная, однако она содержит несколько обязательных элементов, сборка которых невозможна без специализированного инструмента. Основание – массивная металлическая пластина с пазом посередине, в который вставляется подвижный упор, перемещаемый червячным механизмом. Два других цилиндрических упора неподвижны и крепятся на основание с двух сторон симметрично относительно паза. Именно монтаж упоров может вызвать затруднение, так как отверстия под крепеж сверлятся только на специализированном станке, воздействию дрели такая заготовка из высокопрочной стали не поддастся.
Создание элементов методом холодной ковки на самодельном станке гнутик
Станок для ковки металла улитка может иметь две разновидности: с воротом или рычажного типа. Первый вариант позволяет варьировать форму изгиба в процессе работы, однако имеет ряд уязвимых мест в конструкции и очень требователен к прочности материалов изготовления. Второй тип более устойчив, но менее производителен. Мастера считают улитку самым простым станком, самостоятельная сборка которого не вызовет затруднений.