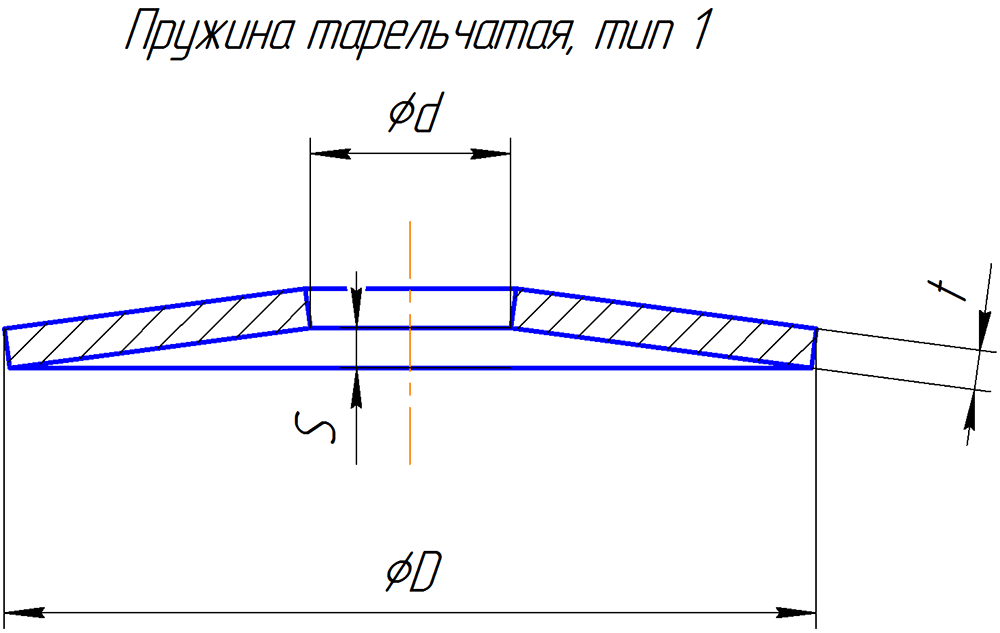
Описание пружин тарельчатых.
Данная разновидность пружин востребована в различных сферах производственной промышленности, в частности:
- военной;
- аэрокосмической;
- энергетической;
- нефтехимической;
- тяжелом машиностроении.
При их выборе приоритетное значение отдается соотношению параметров нагрузка-деформация.
Эти пружины называть по разному:
- шайба тарельчатая пружинная;
- пружина пластинчатая;
- пружина дисковая;
- плоская пружина;
- пружина прорезная;
- пружина шайба.

высоте пружины
Имеют они дисковую форму, позволяющую воспринимать сильные нагрузки при минимальных деформациях.
Это главная особенность данных пружин, обеспечивающих компактность и надежность узла, где они используются + малый ход.
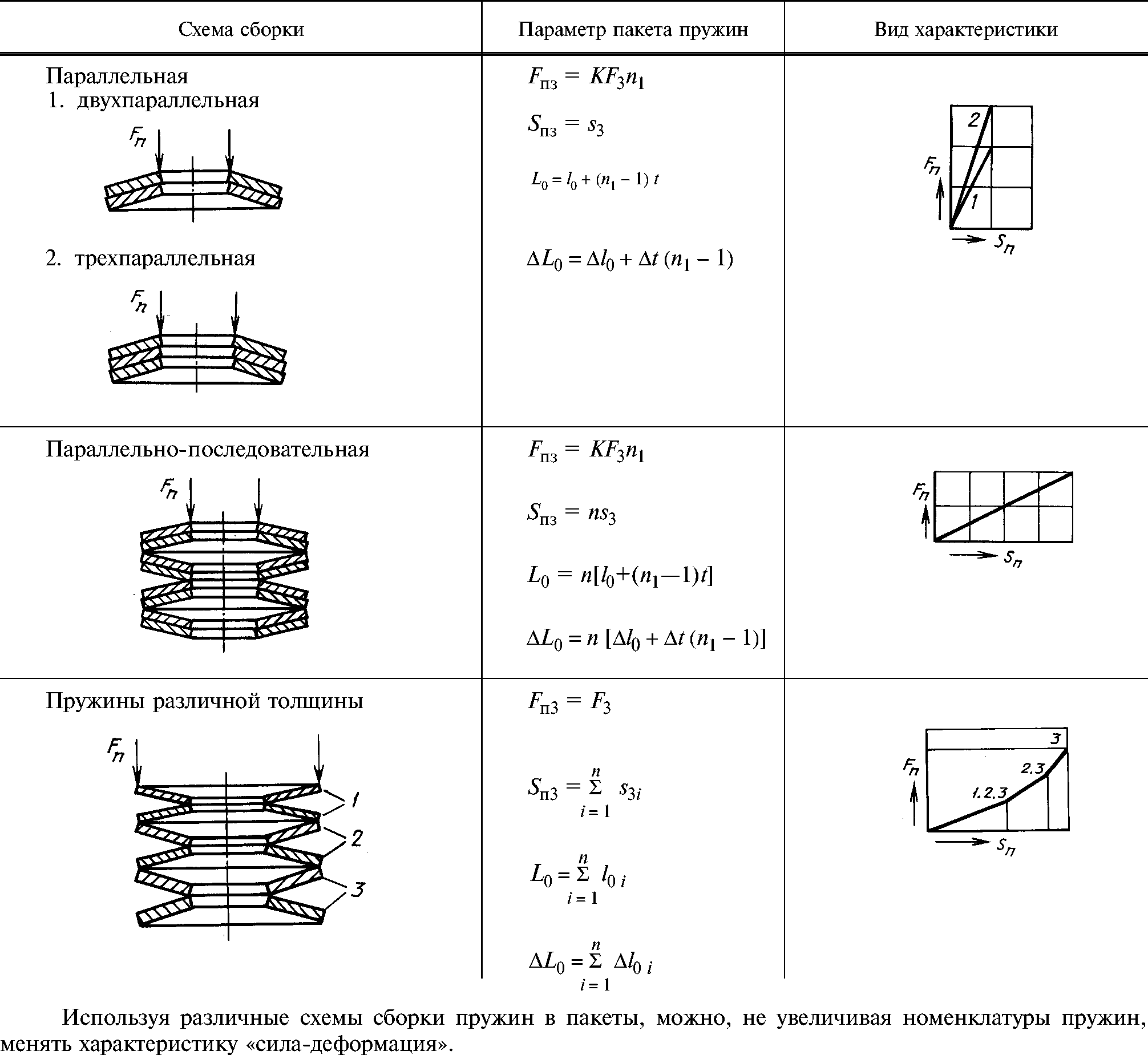
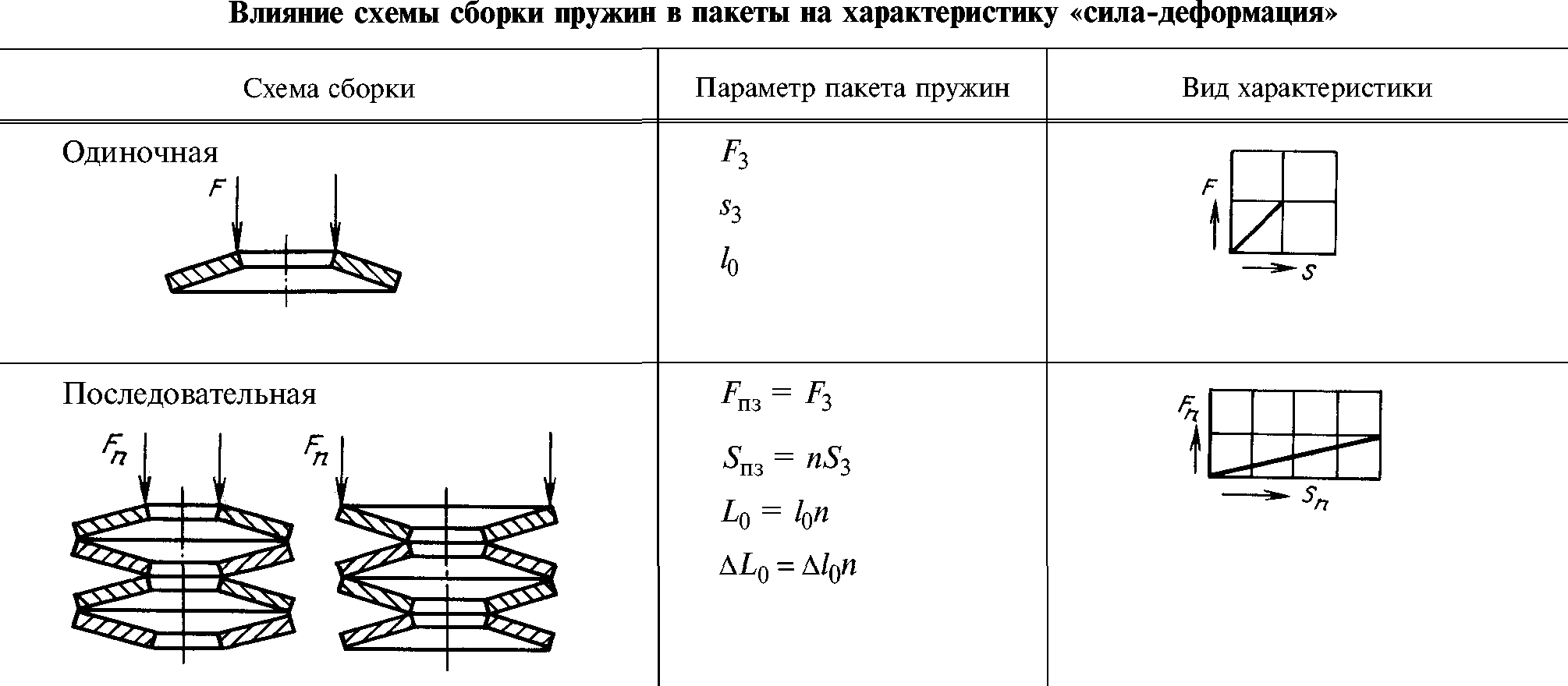
Тарельчатые пружины отличаются по видам сборки в зависимости от расположения упругого элемента:
- параллельно;
- последовательно;
- параллельно-последовательно (комбинированный тип).
Если пластинчатая пружина состоит из однонаправленных частей, то ее называют пакетом либо набором. При соединении разнонаправленных элементов шайба тарельчатая получила название одиночной.
В первом случае упругость набора соответствует упругости любой составляющей пакета, а при разнонаправленности – эту величину определяют путем суммирования показателей упругости каждой отдельно взятой пружины.
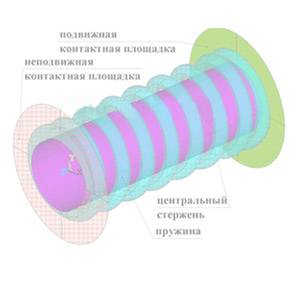
Пружины кручения
Параметры пружин кручения
Физические параметры
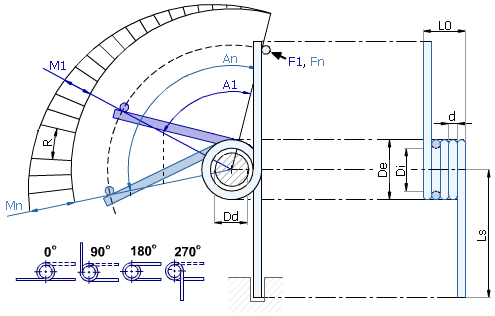
d (Диаметр проволоки) : данный параметр указывает толщину проволоки, используемой для изготовления пружины.
Dd (Стержень) : данный параметр соответствует максимальному диаметру стержня, который может вставляться в пружину. Допустимое отклонение для этого параметра составляет +/- 2 % (для сведения).
Di (Внутренний диаметр) : внутренний диаметр пружины может вычисляться путем вычитания из значения внешнего диаметра пружины величины диаметра проволоки, умноженной на два. Внутренний диаметр пружины уменьшается до размера стержня во время его использования. Допустимое отклонение для этого параметра составляет +/- 2 % (для сведения).
De (Внешний диаметр) : внешний диаметр пружины может вычисляться путем прибавления к значению внутреннего диаметра пружины величины диаметра проволоки, умноженной на два. Внешний диаметр пружины кручения уменьшается при использовании
Допустимое отклонение для этого параметра составляет +/- 2 % с допуском +/- 0,1 мм.
L0 (Свободная длина) : ВНИМАНИЕ: свободная длина уменьшается во время использования пружины. Допустимое отклонение для этого параметра составляет +/- 2 % (для сведения). Ls (Длина плеч) : данная длина измеряется от осевой линии витка до края плеча пружины кручения
Ls (Длина плеч) : данная длина измеряется от осевой линии витка до края плеча пружины кручения
Допустимое отклонение для этого параметра составляет +/- 2 % (для сведения).
An (максимальный угол) : максимальный угол поворота пружины (в градусах). Допустимое отклонение для этого параметра составляет +/- 15 градусов (для сведения).
Fn (Максимальная нагрузка) : максимальная нагрузка, которая может оказываться на край плеча. Допустимое отклонение для этого параметра составляет +/- 15 % (для сведения).
Mn (Максимальный крутящий момент) : максимально допустимый крутящий момент (Ньютонов * мм). Допустимое отклонение для этого параметра составляет +/- 15 % (для сведения).
R (Угловой коэффициент упругости) : данный параметр определяет противодействие пружины при ее использовании. Единицей измерения углового коэффициента упругости являетсяНьютон* мм/градус . Допустимое отклонение для этого параметра составляет +/- 15 % (для сведения).
A1 & F1 & M1: (угол крутящего момента или под нагрузкой) : следующая формула позволяет вычислить угол в зависимости от крутящего момента:A1 = M1/R . Для вычисления крутящего момента, исходя из нагрузки, используют следующую формулу:M = F*Ls
Положение плеч : существует 4 положения плеч пружин кручения: под углом 0, 90, 180 или 270 градусов (см. схему, представленную выше).
Направление навивки : правое направление навивки обеспечивает движение кручения против часовой стрелки. Левое направление навивки обеспечивает движение кружения по часовой стрелке. Каждый артикул предусматривает оба вида навивки.
Артикул: все пружины имеют уникальный артикул:тип . (De * 10) . (d * 100) . (N * 100) . Для пружин с правым направлением навивки типу соответствует букваD . Для пружин с левым направлением навивки типу соответствует букваG . БукваN обозначает количество витков. Например: артикулD.028.020.0350 — это пружина кручения с правым направлением навивки, внешним диаметром 2,8 мм, из нержавеющей стальной проволоки 0,9 мм и образующая 3,5 витка.
Материалы
I (Нержавеющая сталь) : нержавеющая сталь 18/8, соответствующая стандарту Z10 CN 18.09.
Допуски
- Положение плеч : +/- 15 градусов
- Длина плеч : +/- 3 %
Оглавление
1 Основные параметры пружины
2 Технические требования
3 Приемка
4 Методы контроля
5 Транспортирование и хранение
6 Указание по эксплуатации
Приложение 1 (рекомендуемое) Методика определения параметров тарельчатых пружин
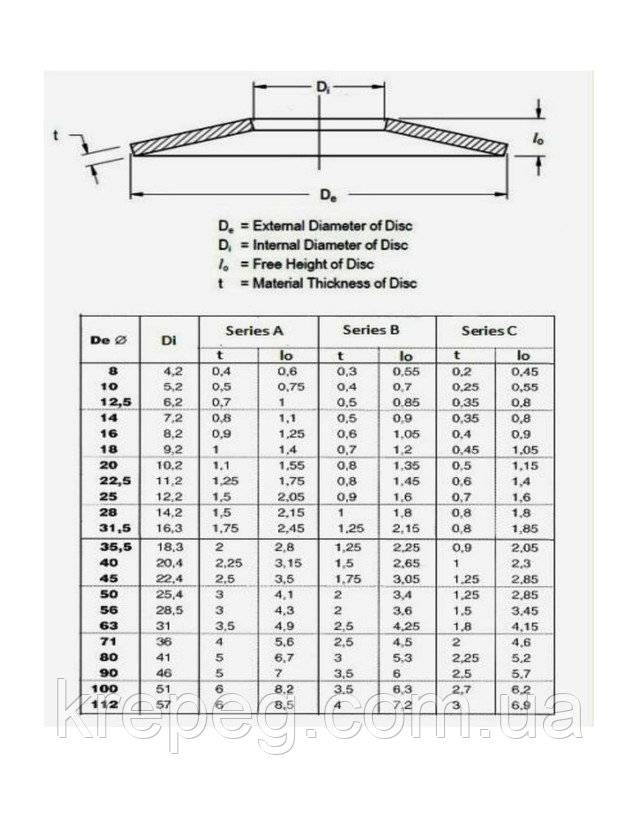
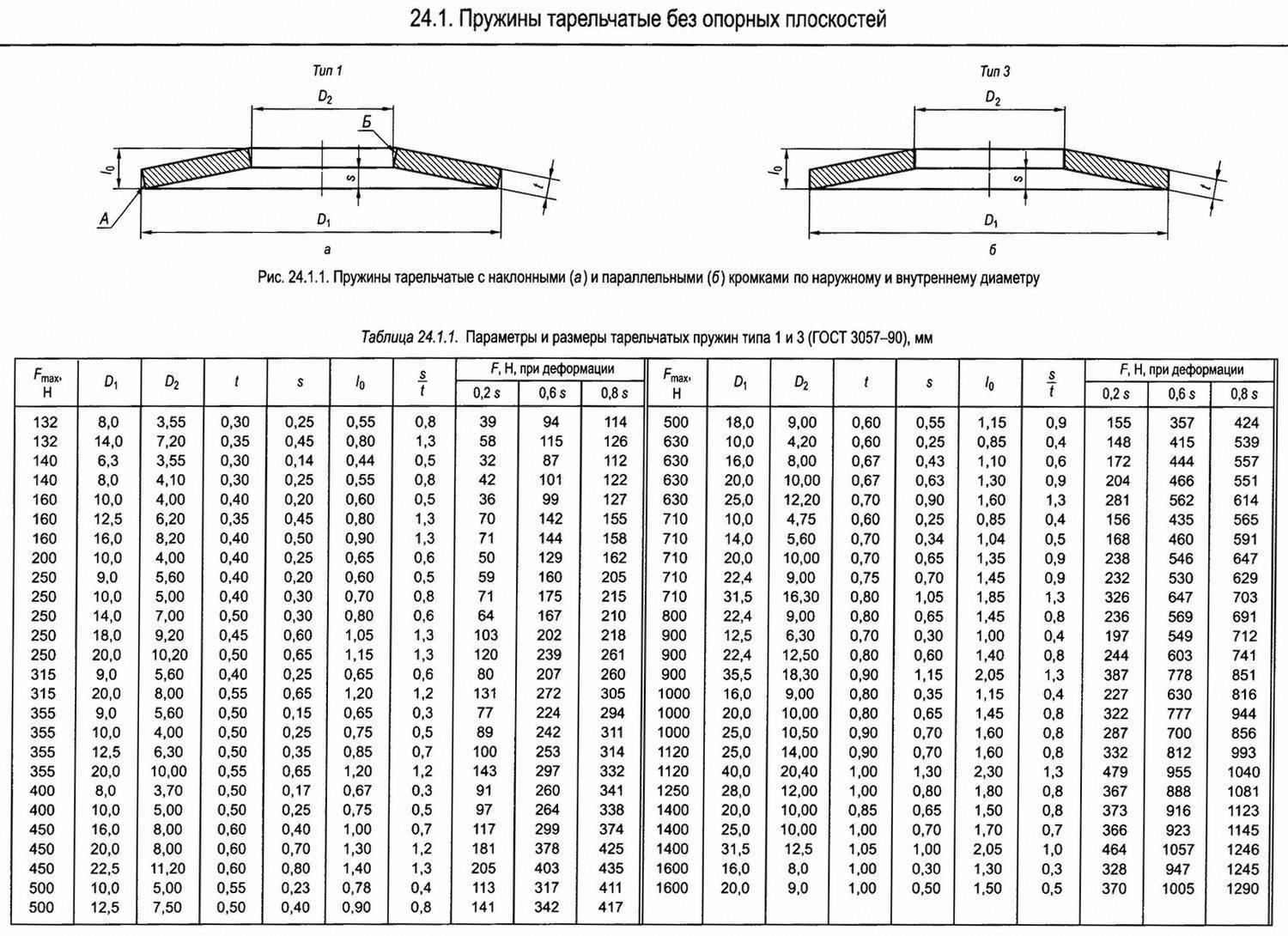
Приложение 2 (обязательное) Параметры и размеры пружин
Приложение 3 (рекомендуемое) Рекомендации по проектированию пакетов тарельчатых пружин
Приложение 4 (рекомендуемое) Рекомендации по изготовлению тарельчатых пружин, работающих в условиях ударного нагружения
Нормативные ссылки:
- ГОСТ 16493-70 Качество продукции. Статистический приемочный контроль по альтернативному признаку. Случай недопустимости дефектных изделий в выборке
- ГОСТ 2999-75 Металлы и сплавы. Метод измерения твердости по Виккерсу
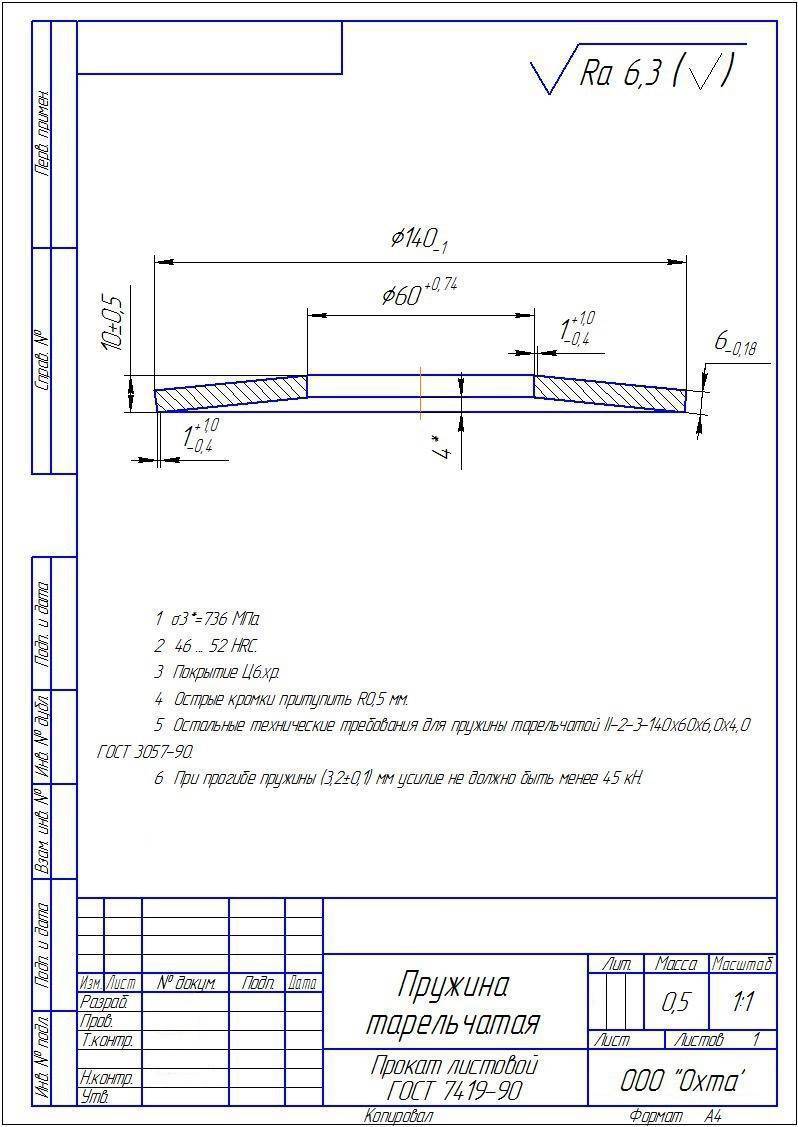
- ГОСТ 7419-90 Прокат стальной горячекатаный для рессор. Сортамент
- ГОСТ 9012-59 Металлы. Метод измерения твердости по Бринеллю
- ГОСТ 9.301-86 Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Общие требования
- ГОСТ 9.302-88 Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Методы контроля
- ГОСТ 9.303-84 Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Общие требования к выбору
- ГОСТ 14192-96 Маркировка грузов
- ГОСТ 9.014-78 Единая система защиты от коррозии и старения. Временная противокоррозионная защита изделий. Общие требования
- ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
-
ГОСТ 14959-79Прокат из рессорно-пружинной углеродистой и легированной стали. Технические условия. Заменен на ГОСТ 14959-2016. - ГОСТ 9378-93 Образцы шероховатости поверхности (сравнения). Общие технические условия
- ГОСТ 15841-88 Ящики деревянные для продукции сельскохозяйственного и тракторного машиностроения. Технические условия
- ГОСТ 16536-90 Ящики деревянные для продукции автомобильной промышленности. Технические условия
- ГОСТ 1763-68 Сталь. Методы определения глубины обезуглероженного слоя
- ГОСТ 18617-83 Ящики деревянные для металлических изделий. Технические условия
- ГОСТ 2.401-68 Единая система конструкторской документации. Правила выполнения чертежей пружин
-
ГОСТ 21150-87Смазка ЛИТОЛ-24. Технические условия. Заменен на ГОСТ 21150-2017. - ГОСТ 2283-79 Лента холоднокатаная из инструментальной и пружинной стали. Технические условия
- ГОСТ 5959-80 Ящики из листовых древесных материалов неразборные для грузов массой до 200 кг. Общие технические условия
- ГОСТ 8.064-94 Государственная система обеспечения единства измерений. Государственная поверочная схема для средств измерений твердости по шкале Роквелла и Супер-Роквелла
- ГОСТ 9013-59 Металлы. Метод измерения твердости по Роквеллу
- ГОСТ 9450-76 Измерение микротвердости вдавливанием алмазных наконечников
- ГОСТ 9762-76 Смазка МС-70. Технические условия
- Показать все
Изготовление пружин по индивидуальным чертежам заказчика — статьи компании «ЦентрМеталлТорг» — 3
Наша компания производит пружины по чертежам заказчика. Именно по ним наши мастера изготавливают пружины растяжения, сжатия, манжетные и фасонные изделия, изготовленные из пружинной проволоки. Готовые изделия на выходе полностью соответствуют всем техническим параметрам, которые указаны в чертежах заказчика.
Винтовые пружины
Тарельчатые пружины
Плоскоспиральные пружины
Оформите заказ на пружины онлайн
ФОСФАТИРОВАНИЕ Химическое оксидирование с промасливанием — защитное покрытие. Обеспечивает коррозионную стойкость поверхности, при периодическом возобновлении смазывающего вещества на поверхности;
ЦИНКОВАНИЕ Обеспечивает защиту от коррозии в специфических условиях;
КАДМИРОВАНИЕ Применяется для защиты от коррозии при контакте с морской водой и в условиях тропического климата.
При изготовлении пружин по чертежам заказчика наши специалисты выполняют следующие процедуры:
- во время общения с представителем фирмы, желающей приобрести у нас пружины, мы предлагаем осмотреть все имеющиеся модели на складе. Если там нет необходимого размера и конфигурации, мы просим предоставить свои параметры с учетом возможностей нашего технологического оборудования;
- после получения эскиза от клиента мастера производят расчет технических параметров изделий в нескольких вариантах;
- в случае одобрения одного из выбранных видов изделия заявка проходит этап утверждения и направляется в производственный цех;
- изготовление продукции в необходимом объеме осуществляется в самые короткие сроки с соблюдением регламента.
Как мы работаем
При обращении к нам, заказчик, при отсутствии необходимой пружины или фасонного изделия у нас на складе, может сделать заказ на изготовление изделия, указав необходимые ему параметры.
При необходимости наши мастера могут изготовить пружины по образцам или чертежам, в случае отсутствия последних, просто можно сообщить необходимые пожелания и технические характеристики, а наши специалисты сами произведут все необходимые расчеты.
Сообщить данную необходимую информацию, можно приехав к нам офис или заполнив форму заказа на нашем сайте. Чертежи мы принимаем на электронную почту.
 После того, как наши опытные специалисты произведут все необходимые расчеты, наши менеджеры свяжутся с вами и предложат несколько вариантов, которые будут предполагать эксплуатацию готовых изделий в разных условиях и режимах. После выбора необходимо варианта, заказ утверждается и запускается в работу.
После того, как наши опытные специалисты произведут все необходимые расчеты, наши менеджеры свяжутся с вами и предложат несколько вариантов, которые будут предполагать эксплуатацию готовых изделий в разных условиях и режимах. После выбора необходимо варианта, заказ утверждается и запускается в работу.
Наши специалисты и менеджеры всегда по максимуму прикладывают все усилия для выполнения пожеланий и требований наших клиентов, это касается не только производственных моментов, но и общей организации сотрудничества.
При организации процесса поставок уже готовой продукции мы всегда выдерживаем все указанные сроки и предлагаем нашим клиентам удобные условия и время. Наши постоянные клиенты имеет ряд определенных преимуществ, в том числе и гибкую систему скидок.
Приходите к нам и сами убедитесь в качестве нашей продукции и отличном сервисе. Мы всегда рады новым клиентам.
Составные пружины
Пружина составного типа используются в случае больших нагрузок. Среди особенностей отметим:
- В большинстве случаев изделие работает на сжатие. При этом все элементы имеют одинаковую длину.
- Составной вариант исполнения представлен сочетанием нескольких, которые имеют различный диаметр витков и вставляются друг в друга. При этом все они имеют общую ось, за счет чего обеспечивается равномерное распределение нагрузки.
- Для снижения вероятности перескоков витков, из-за чего не происходит сжатие, их выполняют в противоположном направлении закручивания.
Подобный вариант исполнения получил весьма широкое распространение, устанавливается на автомобилях и другом оборудовании. Не стоит забывать о том, что за счет увеличения количества пружин существенно повышается стоимость изделия.
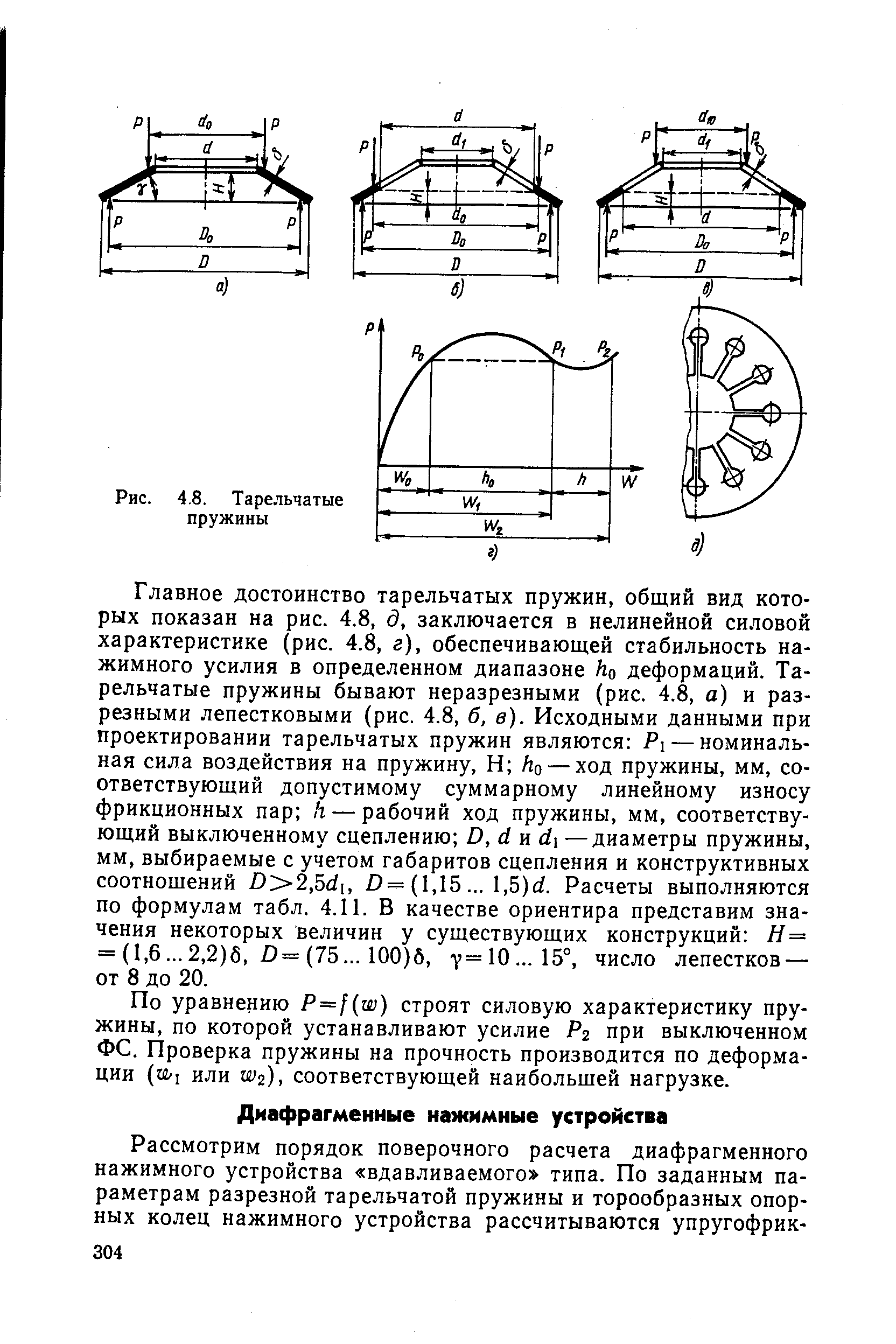
Тарельчатая пружина: ГОСТ, расчет, изготовление
В продаже встречаются самые различные варианты исполнения пружин, их основные характеристики определяют область применения и многие другие моменты. Применение определенных материалов определяет то, что изделие может выдержать температуру из достаточно широкого диапазона. При производстве применяются определенные стандарты, которые упрощают процедуру выбора. Также соответствие стандартам позволяет быть уверенным в том, что изделие соответствует установленным нормам эксплуатации.

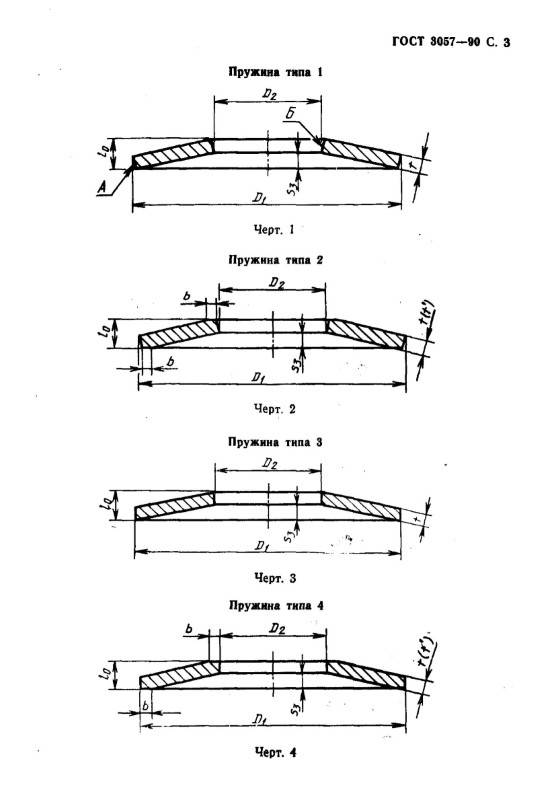
Тарельчатая пружина и ее госстандартизация
Как и многие другие изделия, тарельчатая пружина изготавливается с учетом соблюдения определенных стандартов. Они обеспечивают:
- Наличие требуемых свойств у всех изделий.
- Стандартизацию классификации, которая упрощает процесс выбора.
Примером служит пружина din 2093. Этот немецкий стандарт получил весьма широкое распространение, так как деталь применяется в промышленности, в строительной сфере и производстве. Также есть пружина тарельчатая ГОСТ 3057, стандарт которой распространен на территории России.
Сегодня din 2093 пружина шайба тарельчатая применяется в случае, когда нужно обеспечить устойчивость соединения к высоким силовым нагрузкам при несущественных деформациях. При этом пружина тарельчатая din 2093 может изготавливаться при применении различных сплавов, зачастую используется рессорно-пружинная, так как она обладает всеми требующимися свойствами.

Принцип действия детали достаточно прост. Он заключается в использовании свойства определенных металлов, связанных к изменению своей формы и ее восстановления при воздействии силы. За счет этого шайба пружинная тарельчатая позволяет существенно повысить прочность соединения в случае, когда устройство принимать вибрационные нагрузки.
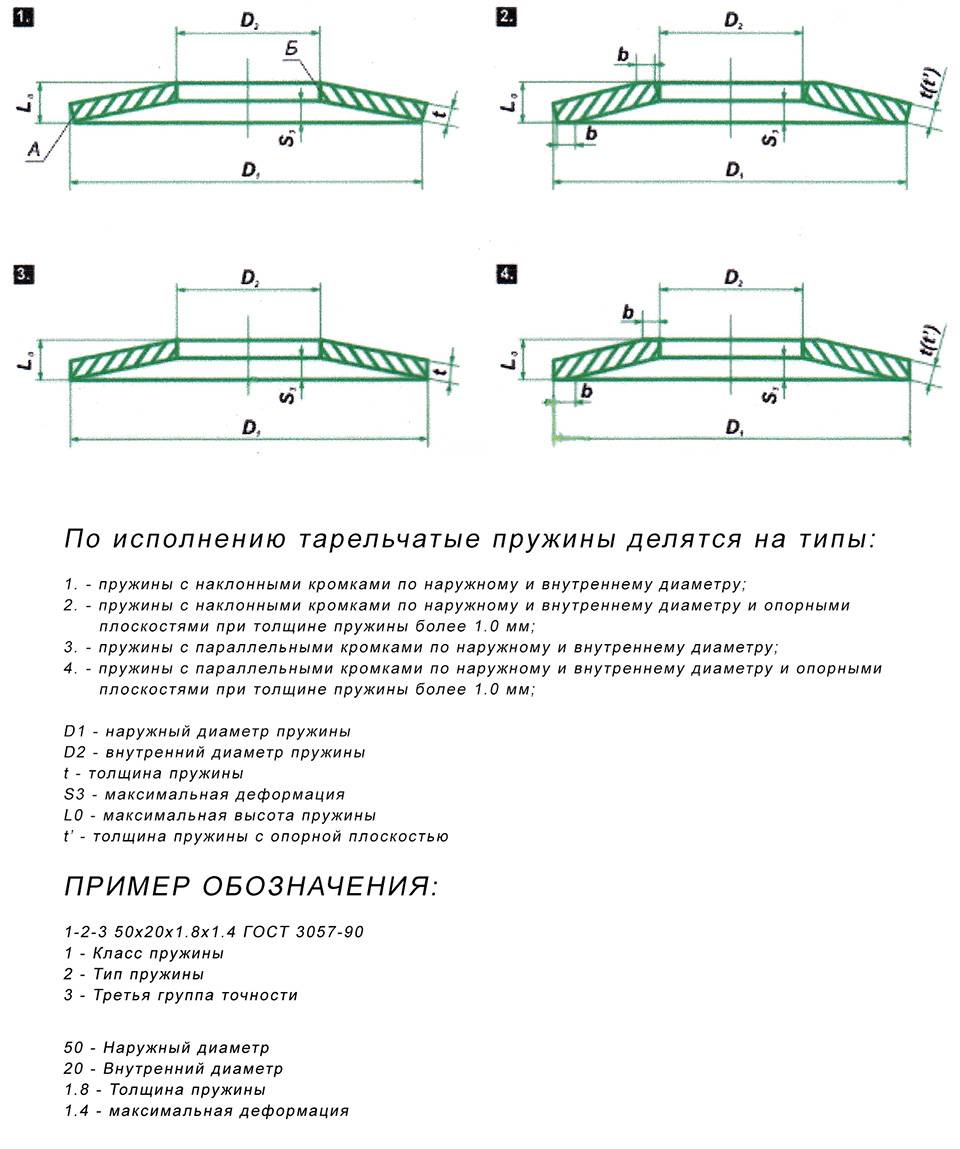
Разновидности и основные формы пружин
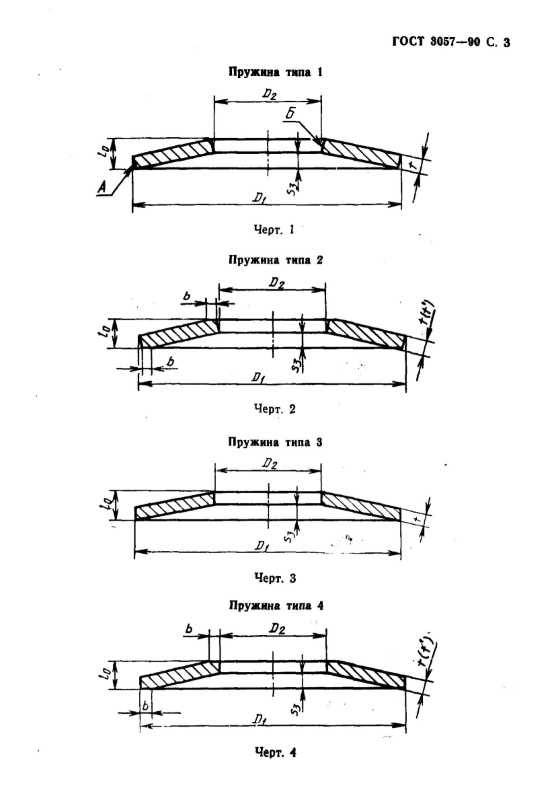
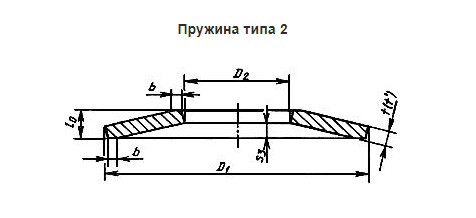
Стоит учитывать, что в продаже встречается несколько вариантов исполнения рассматриваемого изделия. При этом пружины тарельчатые могут классифицироваться по размерам, за счет чего есть возможность приобрести наиболее подходящий элемент крепежа. Классификация дин 2093 шайбы пружинной тарельчатой выглядит следующим образом:
- С наклонными кромками.
- С наклонными кромкам и специальными опорными плоскостями. Главное условие заключается в толщине пластины не менее 1 миллиметра.
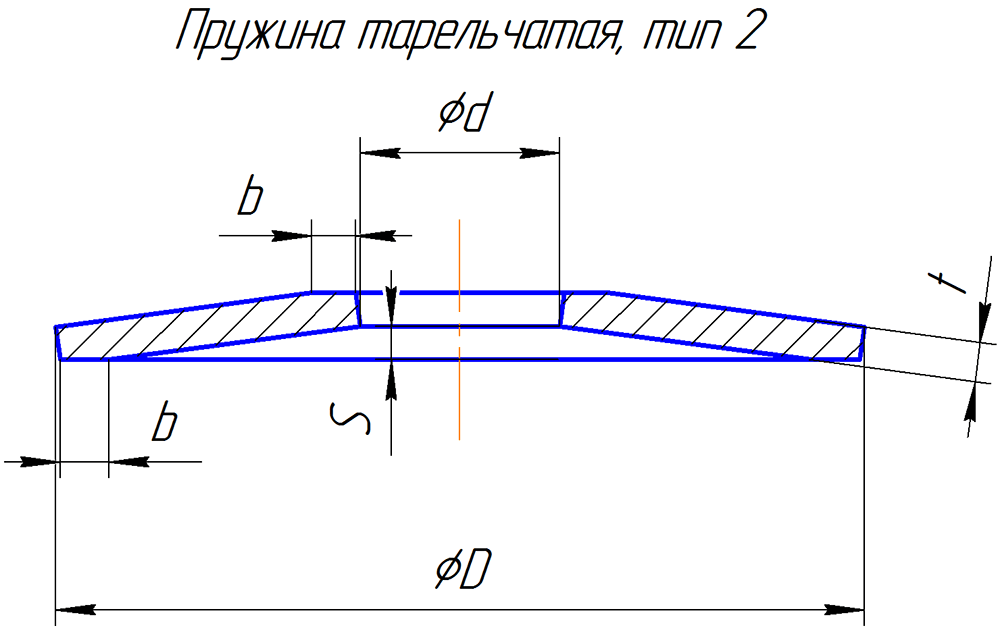
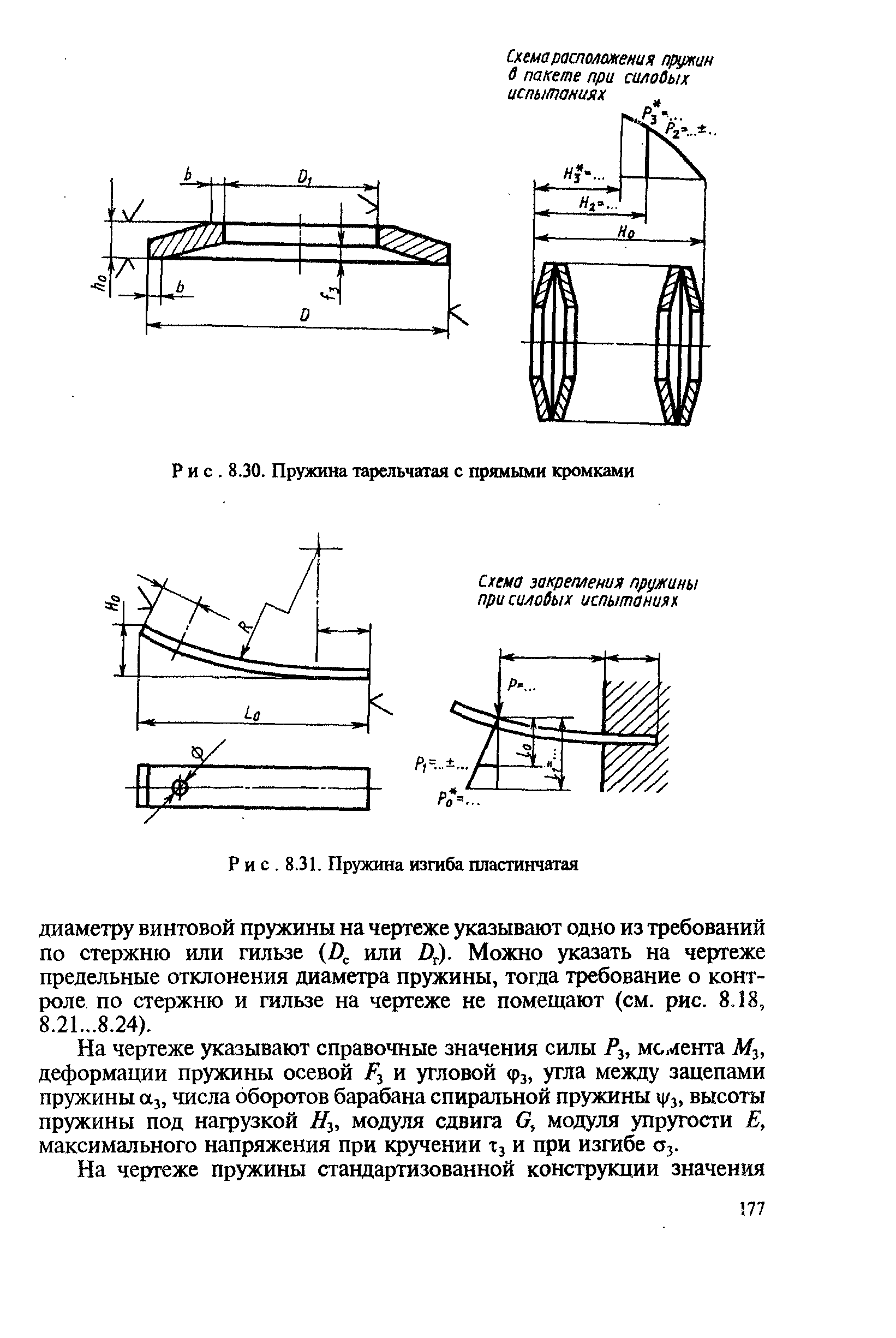
- С параллельными кромками по наружному и внутреннему диаметру.
- Вариант исполнения с параллельными кромками по внутреннему и наружному диаметру и опорным плоскостями при толщине пружины 1 миллиметр.
Стоит учитывать, что некоторые варианты исполнения изготавливаются исключительно при согласовании основных параметров с заказчиком. Серьезные отклонения могут стать причиной существенного снижения прочности.
Применяемая пружина тарельчатая 50 30 1 мм классифицируется по точности на несколько основных групп:
- Изделия первой группы точности имеют толщину более 3 мм. При этом предельное отклонение составляет 5%.
- Вторая группа характеризуется тем, что толщина имеет 1 мм. Отклонение может составить около 10%.
- В третью группу включены изделия, которые могут иметь самую различную толщину. Показатель предельного отклонения составляет 20%.
Не стоит забывать о том, что 60с2а не дают нужное усилие в случае эксплуатации в сложных условиях. При этом производство проводится только с учетом стандартов.
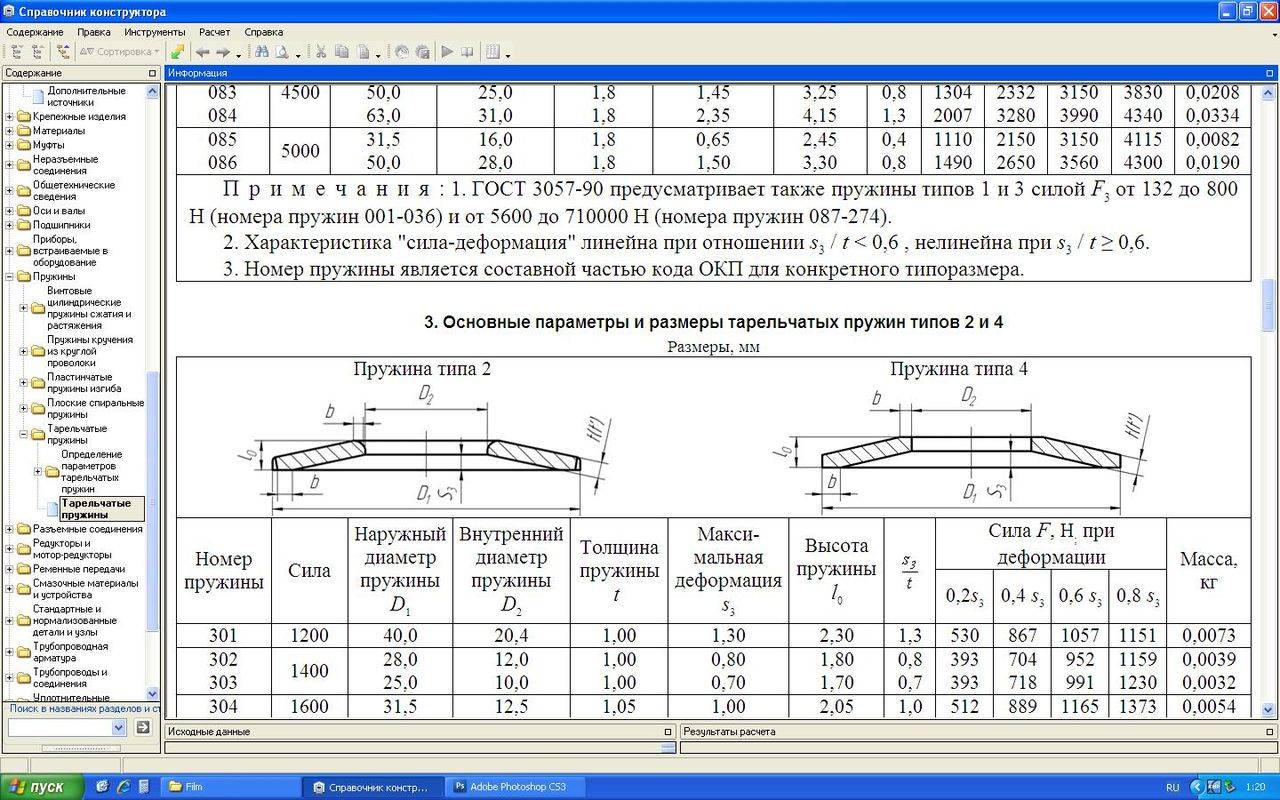
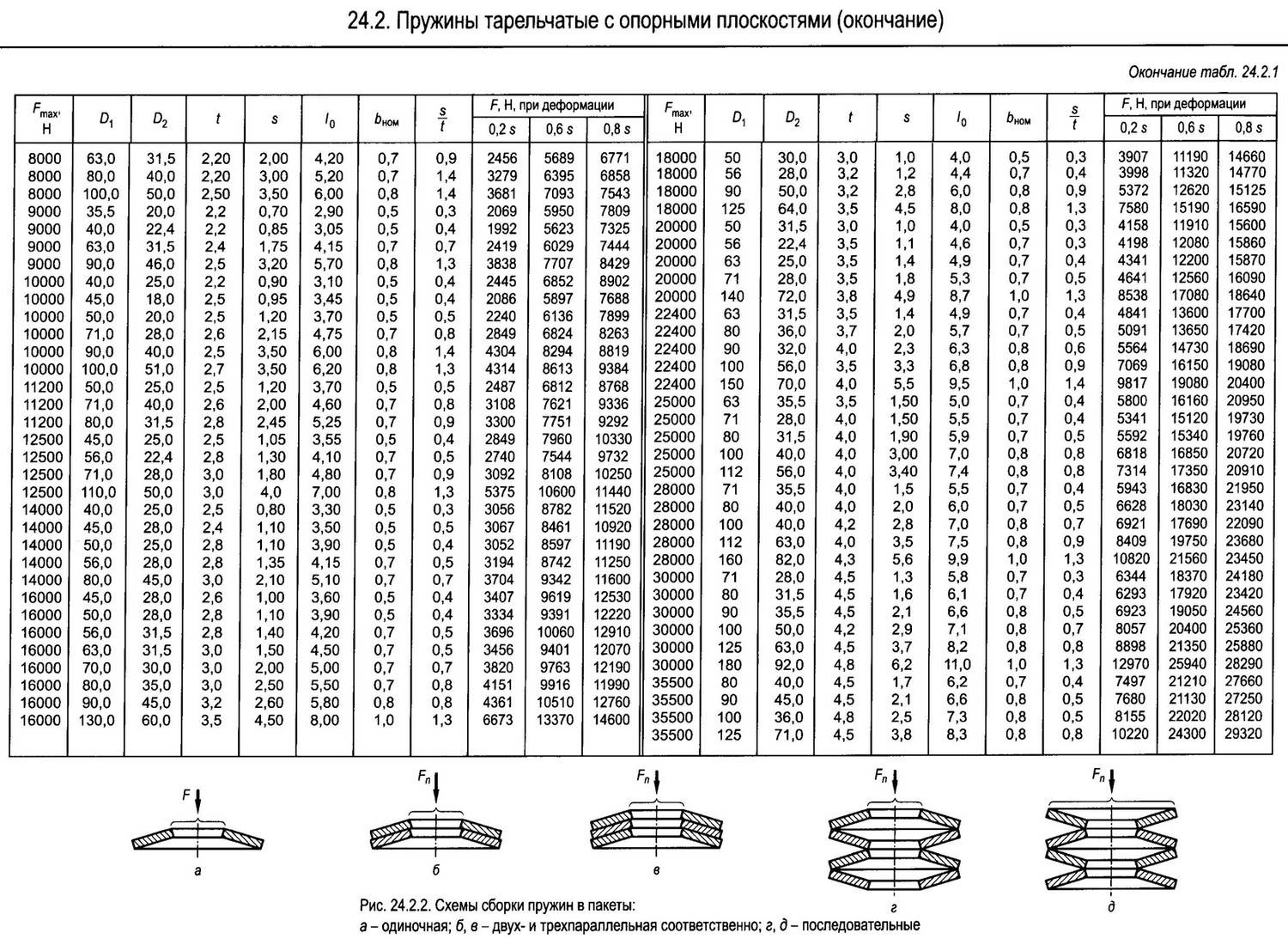
Основные параметры пружин
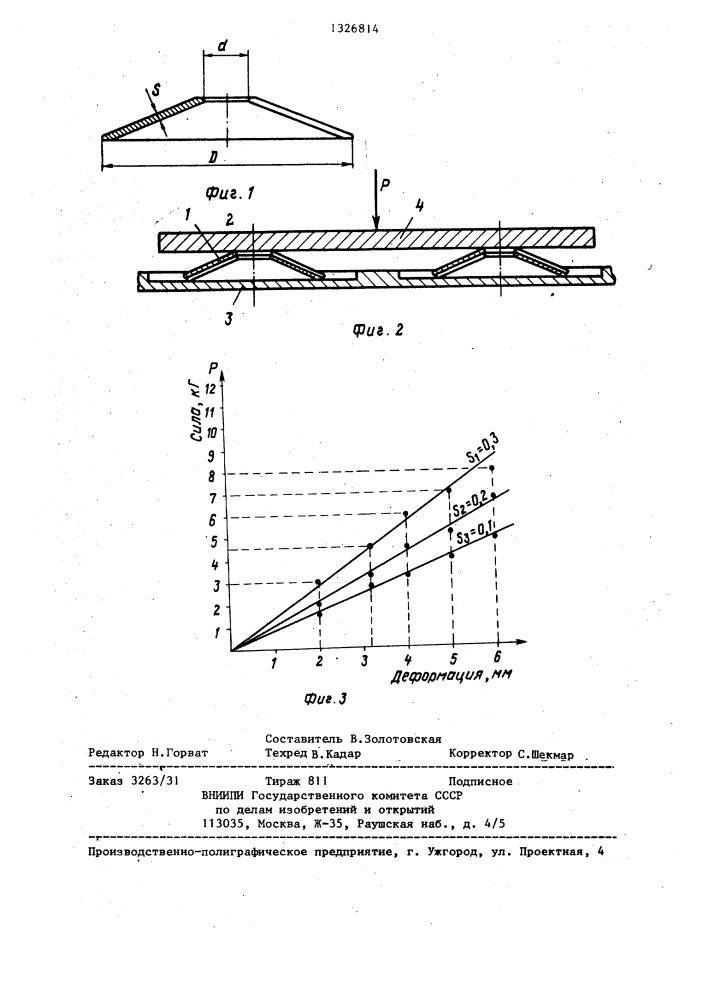
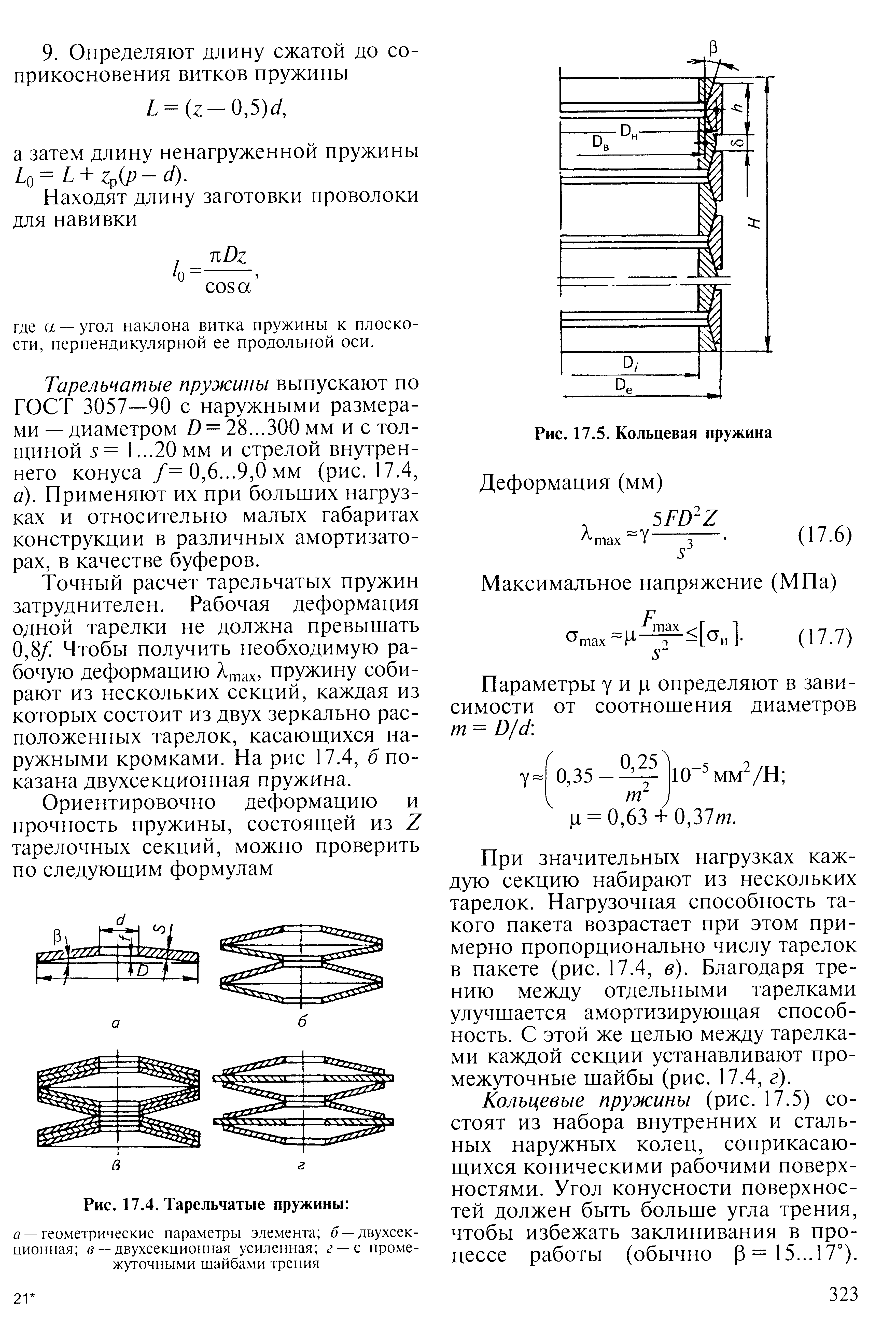
Применяется пакет тарельчатых пружин для достижения самых различных целей. Наиболее важными параметрами принято считать:
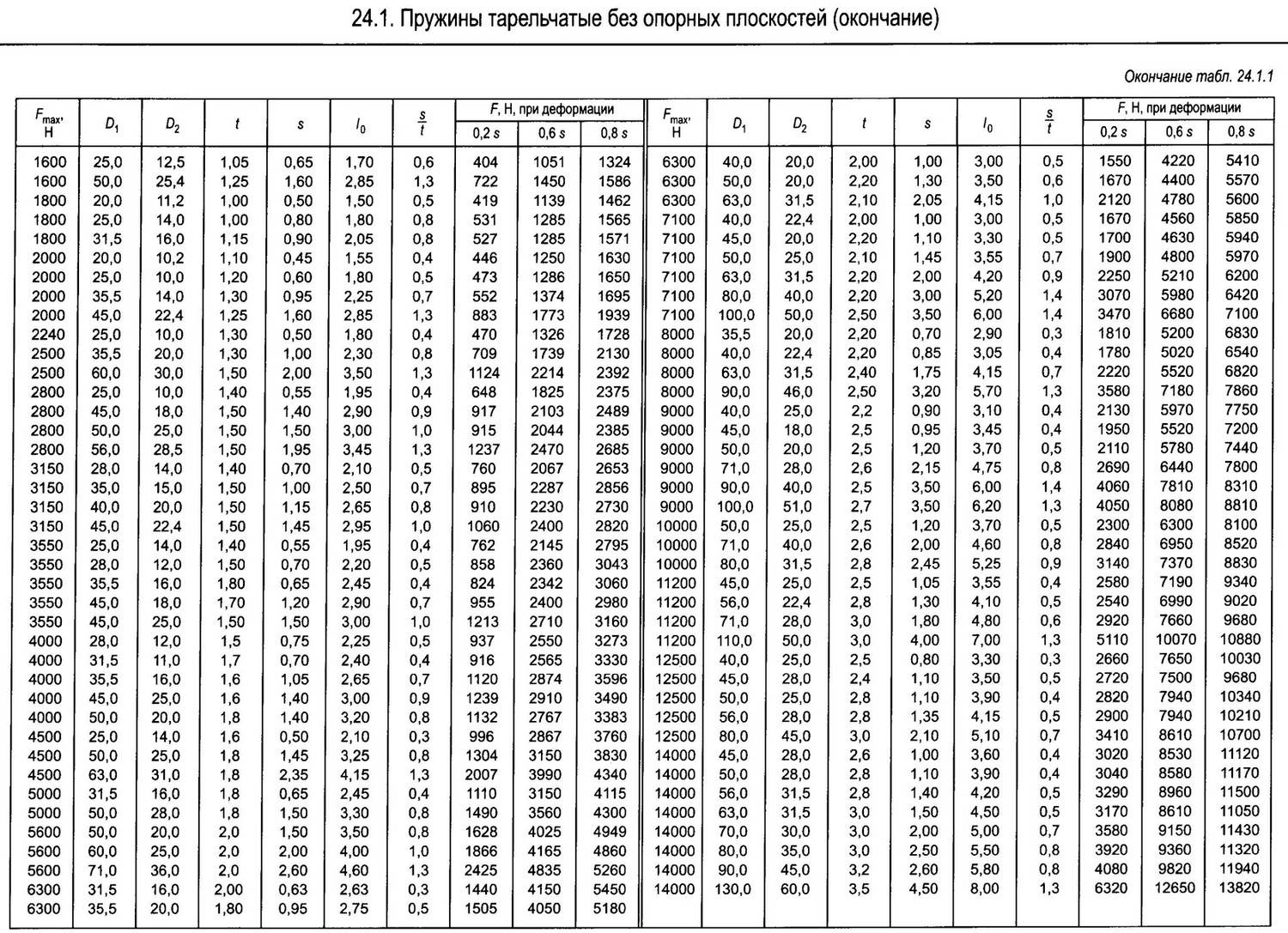
- Сила, которая может оказываться на изделие. Этот показатель указывается в специальных таблицах.
- Изделие обладает внутренним и наружным диаметрами, которые также должны учитываться при выборе наиболее подходящей шайбы.
- Подбирается опора пружины в соответствии с показателем ее высоты.
- Максимальная деформация также варьирует в достаточно большом диапазоне. При оказании механического воздействия поверхность принимает ее, может несущественно изменять свою форму и основные свойства.
- Максимальный показатель устойчивости при деформации.
- Масса детали. Этот показатель при необходимости рассчитывается, а также может быть взят из таблиц для стандартизированных изделий. Показатель массы зависит от типа применяемого сплава при изготовлении, размеров, проводимой термической обработки и многих других моментов.

Кроме этого, указывается номер изделия. По нему существенно упрощается выбор подходящей тарельчатой пружины.
Шарнирная установка пружин
Довольно часто проводится шарнирная установка различных видов пружин. Примером можно назвать создание подвески автомобиля, которая предназначена для стабилизации кузова и гашения колебаний. Особенностями подобного применения назовем следующее:
- Обеспечивается центрирование в требуемом положении.
- Снижается вероятность смещения центра оси, после чего нужно проводить процедуру центрирования.
- Есть возможность проводить периодической обслуживание конструкции и замену рассматриваемого элемента.
Шарнирная установка встречается в самых различных ситуациях
При этом важно подобрать наиболее подходящий вид пружины, так как не все подходят для рассматриваемого случая
Стали и сплавы стойкие к коррозии, использующиеся при производстве
Из-за высокого содержания никеля устойчивые к коррозии материалы обычно обладают в исходном состоянии аустенитной кристаллической решеткой. Они не могут подвергаться закалке и отпуску с мартенситным или бейнитным превращением, как стандартные легированные стали.
Хорошие механические свойства в сплавах, стойких к коррозии, достигаются путем изменения кристаллических структур сплава, деформационным наклепом при прокатке и упрочнением дисперсными частицами при термической обработке.
Коррозионностойкие тарельчатые пружины делают из:
- X12CrNi 17 7 (1.4310). Сплав по стандарту DIN 17224 широко применяется для изготовления пружин тарельчатого типа. Холодная прокатка усиливает прочность изделий. А вот максимальная толщина заготовок составляет всего 2 мм и ограничивается нагартованным листом. Небольшие магнитные свойства получаются в результате деформационного наклепа при холодной прокатке.
- Х7CrNiAl17 7 (1.4568). Коррозионностойкая пружинная сталь X7CrNiAl 17 7 по DIN 17224 упрочняется закалкой и отпуском. Дополнительную прочность обеспечивает деформационный наклеп листов и упрочнение дисперсионными частицами. Отрицательными свойствами сплава является его высокая магнитность. Она не проходит после отожжения, а холодная прокатка ее усиливает.
- Х5CrNiMo 18 10 (1.4401). Данный сплав отличается высокой стойкостью металла к коррозии. Преимуществом является отсутствие магнитных свойств.

изготовление тарельчатых пружин – Обработка резанием
спасибо большое, расписали красиво и доходчиво:sad: чувствую, что придется заказывать пружинки на стороне, мне такие сложности ни к чему – время дороже. но в целом по этапам можно задать вам вопросы по этапам:
1. штамповка колец – производится просто штамповка плоских колец, или уже с заданным изгибом?
2. отпуск – без вопросов
3. пескоструйка – этот этап нужен для снятия окалины? можно ли его заменить химической очисткой, например? а то трудно представляю себе, как расположить множество колец в пескоструйке.
4. зачистка заусенцев – это производится методом торцевой обработки на токарном станке? или при хорошем штампе заусенки как таковые исключены, как лучше сделать при массовости обработки?
5. галтовка – можно ли заменить эту процедуру на барабан с мелкими шариками, установленный в патроне токарного станка? соорудил такой барабанчик, весьма эффективно чистил детальки, сейчас валяется без дела.
6. потом формовка – можно ли формировать выпуклость пружины уже на стадии штамповки, или все-таки ее лучше делать после пунктов 1-5?
7. термообработка на оправках в заневоленом состоянии – случайно не вспомните точные режимы термообработки, какие диапазоны твердости допустимы? как выглядит спецоправка? наверное что-то вроде длинного винта с гайкой, на которые продеваются отформованные кольца и зажимаются гайкой. оправка нужна для удержания формы?
8. пескоструйка – понятно, что для снятие окалины, но как крепить эти кольца, чтобы они со всех сторон отпескоструились?
9. проточка по наружному и внутреннему диаметру на специальных оправках. в этих вопросах у меня проблем нет, проточу хоть кубик-рубик:D
10. плоская шлифовка на треб.высоту – еще и плоскошлифовальный станок нужен??? надеюсь задать требуемую высоту за счет точности изготовления штампа.
никогда не думал, что изготовление пружин такой трудоемкий процесс. в очередной раз понимаю истину, что иногда выгоднее купить, чем делать самому. никто не подскажет конторы, где на этих пружинах собаку съели? а то думается мне я только время потеряю, всего уметь нельзя. заранее спасибо
Изменено 5 февраля 2008 пользователем Плазар
Область применения
Рассматриваемое изделие получило весьма широкое распространение. Это связано со следующим:
- Многие соединения характеризуются низкой устойчивостью к вибрации. Именно поэтому при соответствующем воздействии степень крепления существенно снижается.
- Вибрация и перемененные нагрузки могут стать причиной раскручивания соединения. Часто при эксплуатации различных механизмов возникает вибрационная нагрузка, которая создает довольно большое количество проблем. Даже незначительное смещение двух объектов относительно друг друга становится причиной, по которой существенно снижается прочность, может происходить деформация крепежных элементов.
- Применение особого сплава при изготовлении тарельчатой пружины позволяет компенсировать возникающие вибрации и переменные нагрузки. За счет этого существенно повышается степень надежность получаемого соединения.
Применяется тарельчатая пружина в машиностроительной и многих других областях. При этом следует отметить относительно невысокую стоимость, за счет чего есть возможность создавать надежные механизмы при минимальных вложениях.

Важно провести правильный выбор наиболее подходящего варианта исполнения тарельчатой пружины. При этом учитываются следующие условия:
- Пакет тарельчатых пружин выбирается в том случае, когда при установке одиночной не обеспечивается требуемый ход. Кроме этого, сочетание рассматриваемого изделия подходит в случае, когда одного не подходит для нормальной функциональности.
- За счет существенного увеличения диаметрального размера уменьшается длина. За счет этого появляется возможность создания компактных механизмов.
- При оказании циклической нагрузки рекомендуется проводить последовательную сборку. За счет последовательной сборки существенно повышается коррозионная стойкость поверхности.
Установка тарельчатых пружин проводится при создании самых различных устройств и механизмов. Примером можно назвать следующее:
Шарикоподшипниковые механизмы, которые могут применяться для снижения степени трения поверхности. Подшипники сегодня устанавливаются при создании самых различных устройств. Основное требование, предъявляемое в этом случае, заключается в точности расположения всех элементов. Кроме этого, на момент эксплуатации может возникать вибрация и переменная нагрузка
При этом уделяется внимание тому, чтобы шарикоподшипники обладали требуемой коррозионной стойкостью. Тормозные устройства
Они часто устанавливаются на автомобилях и других транспортных средствах
На момент торможения есть вероятность также возникновения переменной нагрузки, которая становится причиной вибрации и повышенного износа. Зажимные приборы, которые предназначены для фиксации деталей при их обработке и проведении другой работы. Довольно большое распространение получили различные тиски и другие подобные механизмы. На момент эксплуатации может оказываться переменная нагрузка, которая становится причиной снижения прочности соединения. Подъемные механизмы. Они применяются для транспортировки различных объектов. К подобным устройствам предъявляется довольно большое количество требований, касающихся надежности. Именно поэтому отдается предпочтение высокоточным изделиям.
Не стоит забывать о том, что в продаже встречаются самые различные варианты исполнения изделия. Стандартные тарельчатые пружины устанавливаются при создании систем безопасности лифтов. Некоторые организации проводят выпуск по индивидуальным чертежам, что позволяет получить деталь с особыми эксплуатационными характеристиками.
Применение рассматриваемого изделия помогает сэкономить монтажное пространство. При этом требуемые показатели достигаются при минимальном объеме упругого элемента.
В заключение отметим, что встречаются изделия с покрытием и без него. При этом основной состав характеризуется повышенной устойчивостью к воздействию окружающей среды, переменным и постоянным нагрузкам.
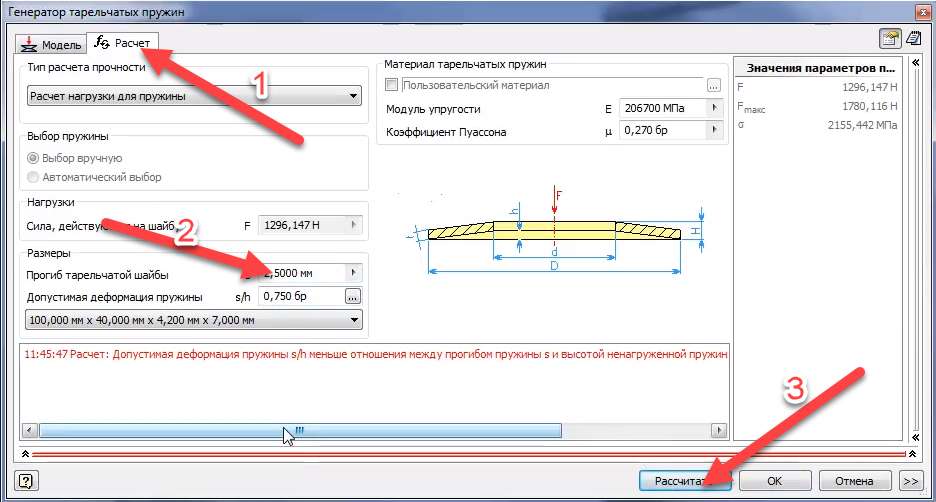
On-line расчёт пружин
Уважаемые заказчики!
Мы предлагаем Вашему вниманию формы on-line расчёта пружин, которые помогут Вам провести первичную оценку конструкции того или иного упругого элемента.
Следует отметить, что предлагаемый расчёт пружин носит оценочный характер и не учитывает характер работы пружины в реальных условиях эксплуатации, таких как:
- Превышение допускаемых напряжений в витках пружины
- Релаксацию усилий
- Ударные и циклические нагрузки при работе пружины
- Температурные воздействия на пружину и т.д.
Если у Вас возникли вопросы касаемо расчета пружин онлайн, позвоните нам по телефону 8-800-555-03-32 и получите бесплатную консультацию специалиста.
Другие предложения нашего завода
Наша компания поставляет цилиндрические пружины конические пружины, пружины сложной формы бочкообразные пружины. По требованию заказчика мы поставляем как пружины без покрытия, так и с покрытием(гальванияеское покрытие, покраска, эмалью, порошковое напыление, химическое оксидирование, покрытие целиком, кадием, никелем). Мы производим типовые пружины сжатия и пружины сжатие по чертежам заказчика. Расчет пружин сжатия осуществляется в день обращения.
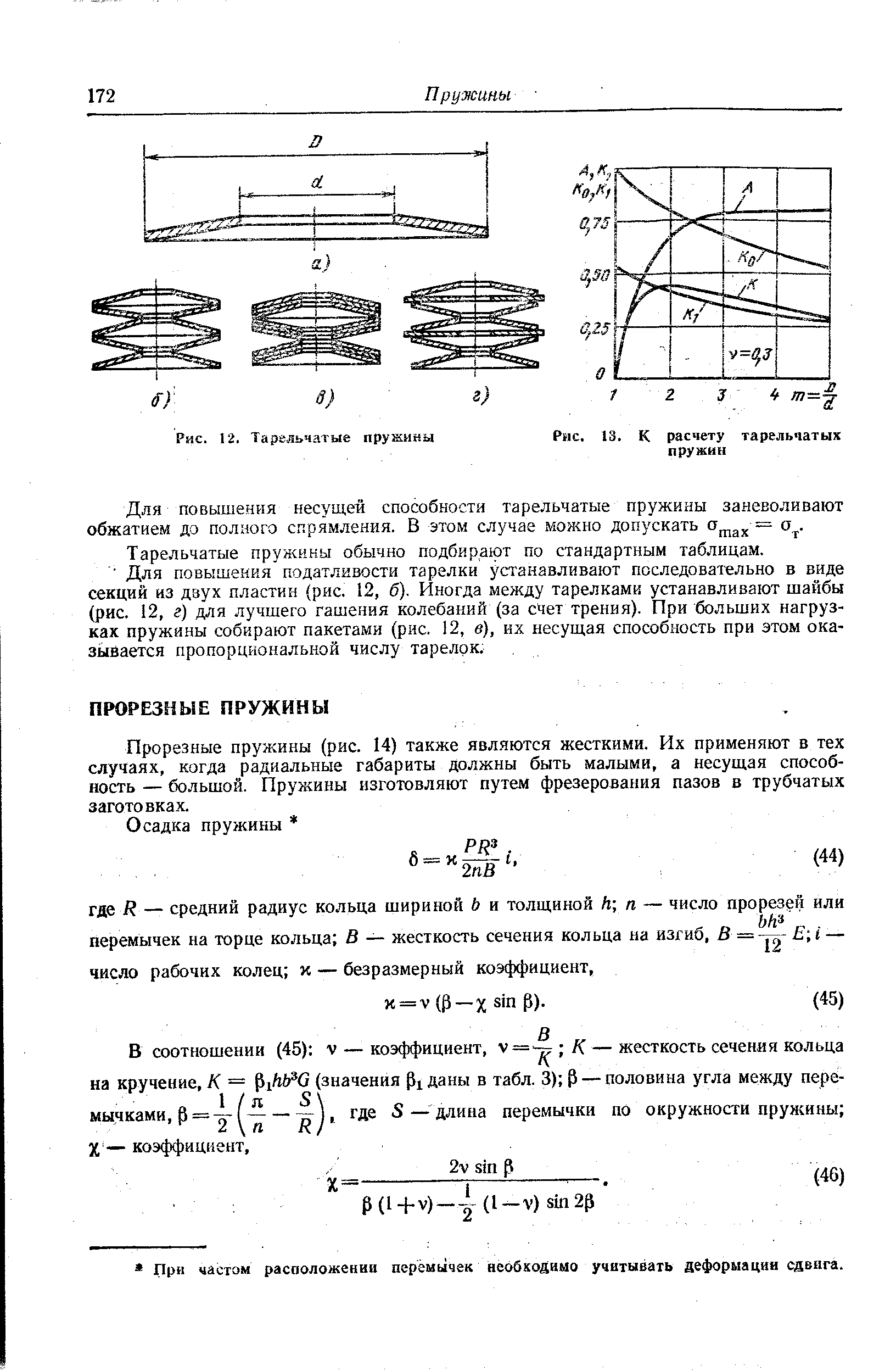
Расчет пружин
Довольно большое распространение получили цилиндрические виды пружины, которые представлены определенным сочетанием витков. Принцип действием изгиба несколько отличается от сжатия, что стоит учитывать. Сред особенностей проводимых расчетов отметим следующие моменты:
- На тело оказывается осевая растягивающая сила. Стоит учитывать, что также оказывается и поперечное сила, расчет момента проводится по формуле: Mz=FD/2.
- Момент совпадает с плоскостью пары сил. При этом нормальное поперечное сечение витков наклоняется к плоскостью под определенным углом.
- На момент построения проекция силы на оси следует учитывать, что они равны моментам.
- При проводимых расчетах также учитывается условие прочности надежности.
- Проводится расчет диаметра проволоки, а также требуемое число витков и полная длина пружины.
Основные показатели рассчитываются для того, чтобы подобрать наиболее подходящий вид пружины.
Резонансные колебания
Довольно высокий показатель пластичности витков определяет то, что есть большая вероятность возникновения резонансного колебания. Подобная ситуация связана с довольно большим количеством опасностей, так как может привести к снижению прочности механизма. Особенностями подобного параметра можно назвать следующее:
- Возникает в случае отсутствия дополнительных элементов крепления.
- Колебания возникают на момент воздействия переменной нагрузки.
- За счет резонансного колебания есть вероятность того, что сила будет распространяться не вдоль оси. Подобная ситуация становится причиной смещения и деформации отдельных витков.
Стабилизация пружины проводится самым различным образом. Стоит учитывать, что резонансные колебания увеличиваются в случае повышения показателя длины. При этом набольшее отклонение наблюдается в центральной части витков.
Используемое оборудование и оснастка
Чтобы сделать упругий элемент, требуется специализированное оборудование. Это навивочные станки. Сделать деталь можно и на обычном токарном станке, но потребуется его дооборудование специальной оснасткой. Средние и крупные серии изготавливают на полуавтоматических установках, работающих с минимальным вмешательством оператора. Сделать пружину из проволоки можно и вручную. Для этого также потребуется специальная оснастка. На следующем этапе механической обработки торцы шлифуются на торцешлифовочных станках. При единичном производстве или малых сериях это можно сделать шлифовальном круге.
Термообработка проводится с применением оправок, предотвращающих деформацию изделия, в специализированных печах для закалки и отпуска. Обе операции можно сделать и в универсальной печи.
Используемое оборудование и оснастка
Для контроля качества используются нагрузочные установки и измерительные комплексы. При единичном производстве измерения можно сделать и универсальным инструментом.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
В ноябре 2021 года произведена модернизация производственных мощностей ООО «ПРУЖИНА.RU». В 2021.
В связи с расширением производственных мощностей обновлен список открытых вакансий в нашей.
Примите наши искренние поздравления с наступающим Новым 2017 годом! Пусть наступающий год.
На нашем сайте создан новый раздел «Чертежи пружин и изделий из проволоки», мы надеемся, что он.
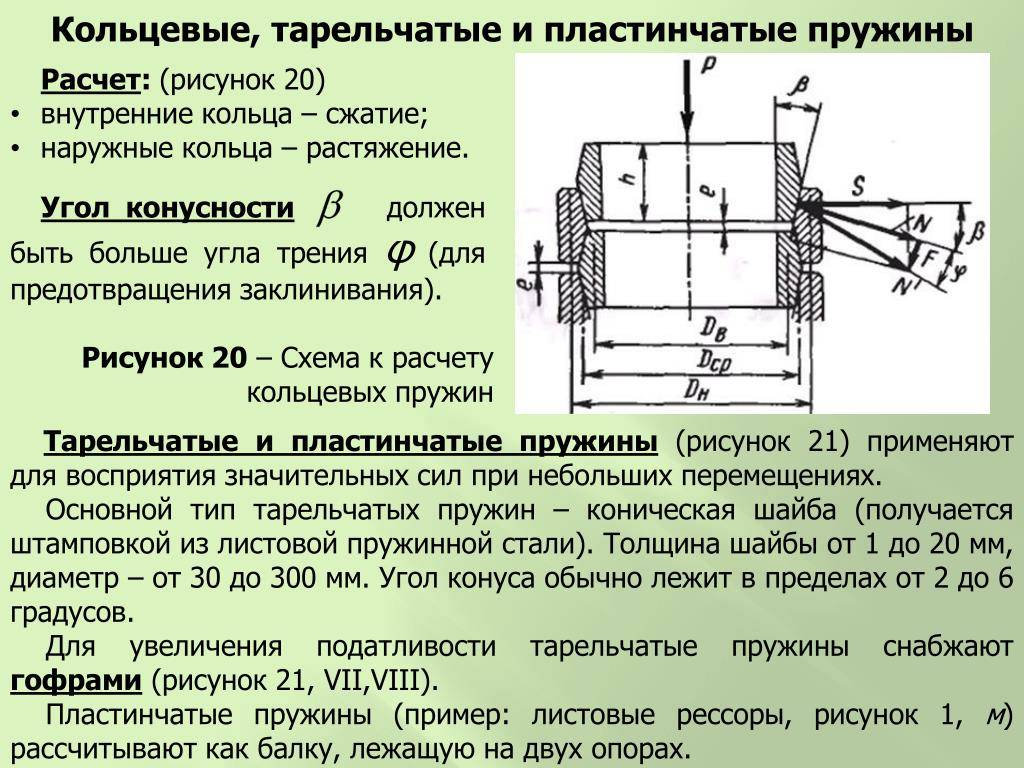
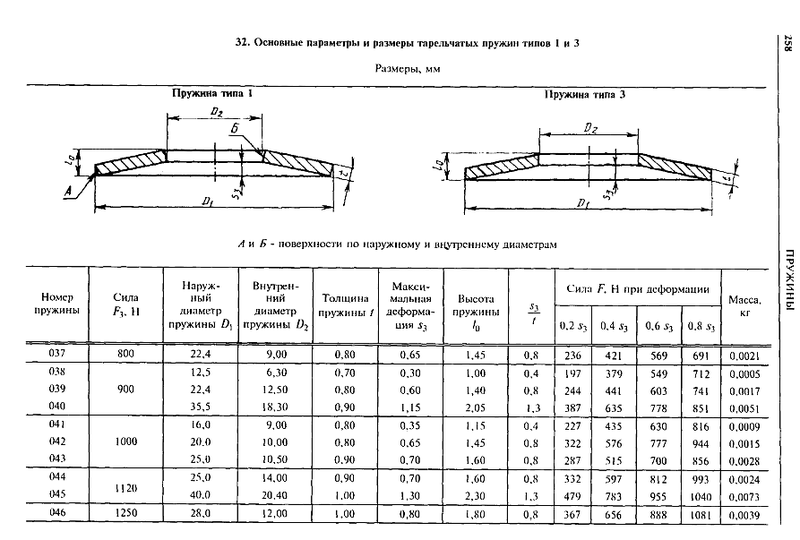
Плоские пружины представляют собой пластины заданной формы (изогнутой или прямой), работающие на изгиб (упруго изгибающиеся под воздействием внешних нагрузок). Используются при воздействии на устройство сил в небольших диапазонах хода.
Плоские пружины — все виды:
По форме плоские пружины делятся на прямые и спиральные. По способам крепления и местам приложения нагрузок плоские пружины делятся на работающие в качестве: • консольной балки. Нагрузка на свободном конце. • балки на двух опорах. Нагрузка на опоры. • балки с закрепленным концом и вторым свободно лежащим. Нагрузка на вторую опору. • балки с шарнирно закрепленным концом, и вторым свободно лежащим на опоре. Нагрузка на вторую опору. • Круглые пластины, с закрепленными краями и нагрузкой посредине (мембраны)
Конструирование и изготовление плоских пружин:
При конструировании листовых плоских пружин желательно осуществлять выбор наиболее простых форм, облегчающих их расчеты. Установка плоских пружин предусматривает предварительное их натяжение.
Плоские спиральные пружины:
Действие этого типа пружин основывается на возникновении в плоскости нормальной к оси пружины изгибающего момента. Применение – часовые, механизмы, самописцы и аналогичные приборы в качестве заводных пружин — аккумулятора энергии. Размещаются в барабанах для обеспечения смазки и фиксации внешних размеров.
Коэффициент полезного действия:
КПД спиральных плоских пружин называют отношение работы пружины, совершаемой при развертывании к величине работы затраченной на заводку. КПД лежит в диапазоне от 0,7 до 0,85, предельная величина до 0,9.
Особенности производственного процесса
Основой деталей служит стальная пружинная проволока, процесс производства которой достаточно трудоемкий. На волочильных станках протягивается основа, периодически подвергаемая термической обработке и травлению для создания требуемого сечения. Поверхность проволоки должна быть особенно качественной, поскольку при набивке на ней не должны появляться вмятины, сколы и прочие дефекты, которые в дальнейшем могут стать причиной ненадежности и быстрого выхода из строя механизмов.
Важным производственным этапом является закалка, требующая точного следования технологическому процессу, зависящему от используемой марки стали.
При изготовлении пружин из проволоки с незначительным сечением, их можно не подвергать термической обработке, используя готовую основу. Однако силовые детали, испытывающие серьезные нагрузки, должны производиться из отожженной стали, дополнительно закаляемой после формовки.
Самым опасным видом закаливания считается закалка в воде, в процессе которой происходит значительное охлаждение материала. Поскольку используемые в производстве пружин стали имеют минимальную теплопроводность, слишком быстрое охлаждение может стать причиной появления закалочных трещин – следствия влияния чрезмерных внутренних напряжений. Данный метод закалки используется редко, при этом в воду добавляются разнообразные примеси, замедляющие процесс охлаждения. Наиболее качественными получаются элементы, закаляемые на воздухе или в масле, закалочных средах, не вызывающих быстрых и ощутимых перепадов температур в изделиях.
Для навивки применяются специальные автоматы, позволяющие создавать пружины как с правой, так и левой навивкой, при этом все работы производятся автоматические (если только не возникает необходимости отгибать крайние нитки для придания зацеплению нужной формы). С помощью автоматов можно создавать как крупные, так и мелкие пружины, если это необходимо, обрабатывая термически используемый материал.
Технология холодной навивки без закалки
Сначала необходимо сделать подготовительные операции. Перед тем, как из проволоки навивать заготовку, ее подвергают процедуре патентирования. Она заключается в нагреве материала до температуры пластичности. Такая операция готовит проволоку к предстоящему изменению формы.
В ходе операции навивки должны быть выдержаны следующие параметры:
- Внешний диаметр изделия (для некоторых деталей нормируется внутренний диаметр).
- Число витков.
- Шаг навивки.
- Общая длина детали с учетом последующих операций.
- Соблюдение геометрии концевых витков.
Холодная навивка без отпуска
Далее проводится стачивание концевых витков до плоского состояния. Это необходимо сделать для обеспечения качественного упора в другие детали конструкции, предотвращения их разрушения и выскальзывания пружины.
Следующий этап технологического процесса — термообработка. Холодная навивка пружин предусматривает только отпуск при низких температурах. Он позволяет усилить упругость и снять механические напряжения, возникшие в ходе навивки.
После термообработки необходимо сделать испытательные и контрольные операции.
Далее по необходимости могут наноситься защитные покрытия, предотвращающие коррозию. Если они наносились гальваническим методом, изделия подвергаются повторному нагреву для снижения содержания водорода в приповерхностном слое.
Цилиндрическая
Обычно цилиндрическая пружина состоит из конечных витков, переходных витков и пружинных витков. Цилиндрическая пружина может быть сконструирована как с линейной характеристикой, так и прогрессирующей характеристикой (это достигается изменением шага). Преимущество цилиндрических пружин заключается в том, что во время изготовления их легко обрабатывать автоматически.
Цилиндрические пружины также отличаются тем, что их можно сгибать в продольном направлении. Этот вариант изготовления может быть полезен, когда конструктору необходимо скомпенсировать поперечные силы, влияющие на амортизатор.
Это интересно: Шарико-винтовая передача — принцип работы, назначение