Описание
Шаблон сварщика универсальный производится в соответствии с описаниями ГОСТ 15150 из инструментальной качественной стали. На элементы прибора дополнительно наносится антикоррозийное напыление. Производителем обеспечено сохранение функциональности прибора без снижения точности на протяжении не менее 10 тысяч измерительных циклов.
Инструмент состоит из таких элементов:
- Главная измерительная панель.
- Бегунок с переменной толщей на протяжении элемента.
- Стрелка-указатель.
- Ось поворачивания бегунка
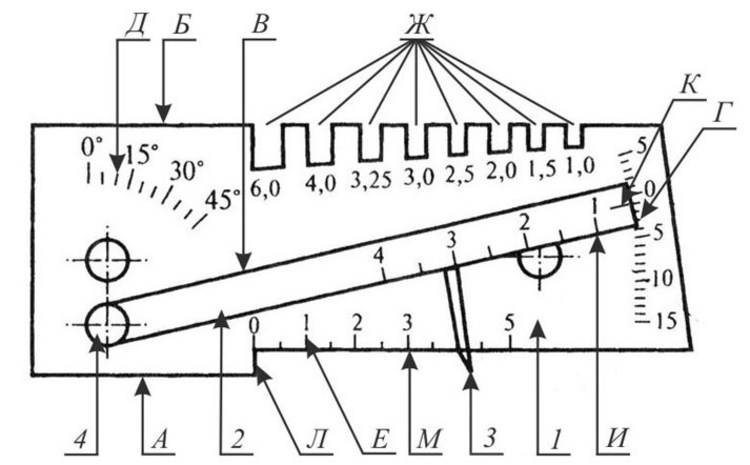
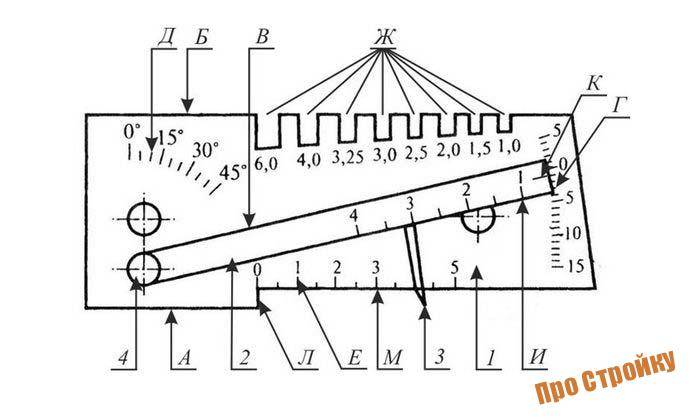
На центральной части устройства выделены такие плоскости и области измерения:
- А – плоскость установочная, используемая для накладки на прямые поверхности соединенного изделия для определения характеристик шва.
- Б – плоскость для измерения укоса угла для сварки.
- В – указатель двигающийся.
- Г – шкала для измерений размеров шва по высоте.
- Д – линейка для установления угла скошенной кромки.
- Е – линейка, определяющая затупление и суммарную высоту шва.
- И – линейная шкала, служащая для установления расстояния между подлежащими сварке изделиями.
- Ж – углубления для выявления толщи металла в области сварки.
- К – линия-индекс на бегунке, используемая для отсчета результата измерений по линейке Г.
Панель для измерений должна быть прямой. Вогнутость и наличие вмятостей недопустимо. Ось для поворота бегунка должна допускать мягкое передвижение элемента без рывков.
Описание
Принцип работы шаблонов – механический.
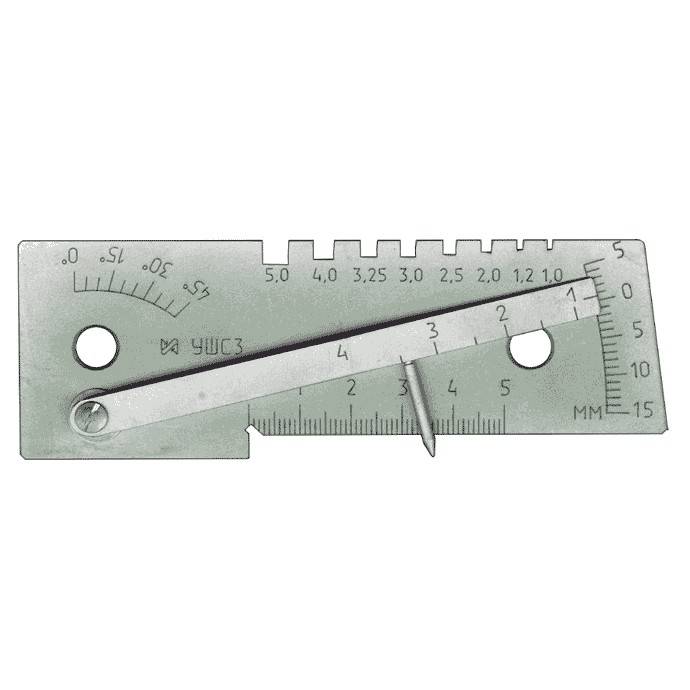
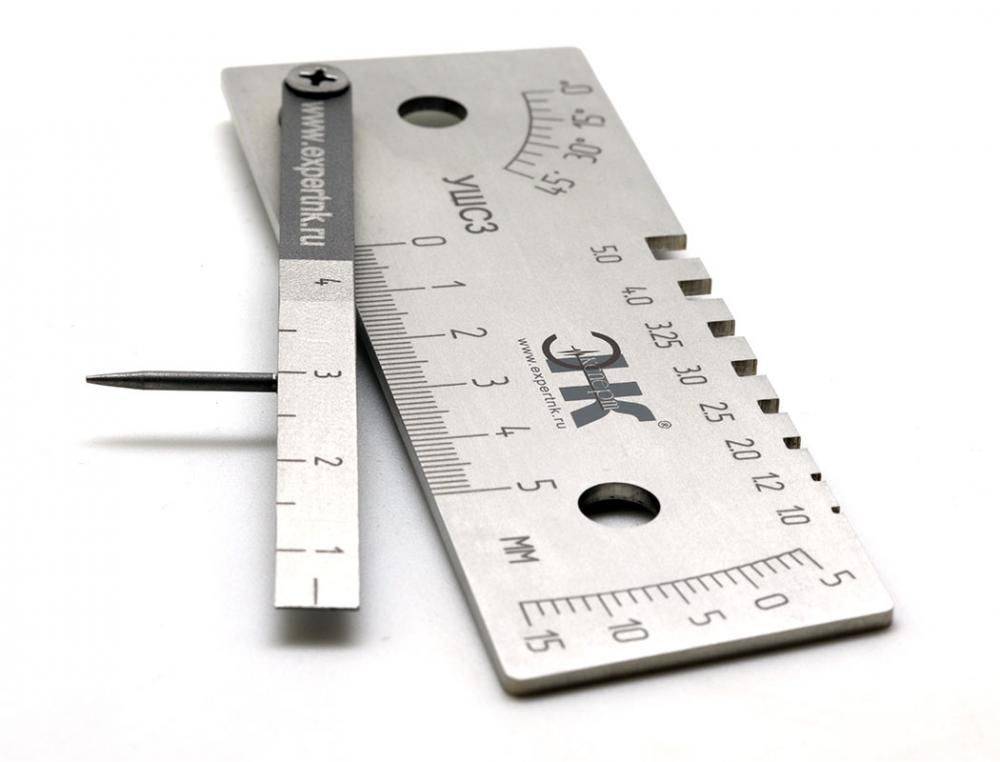
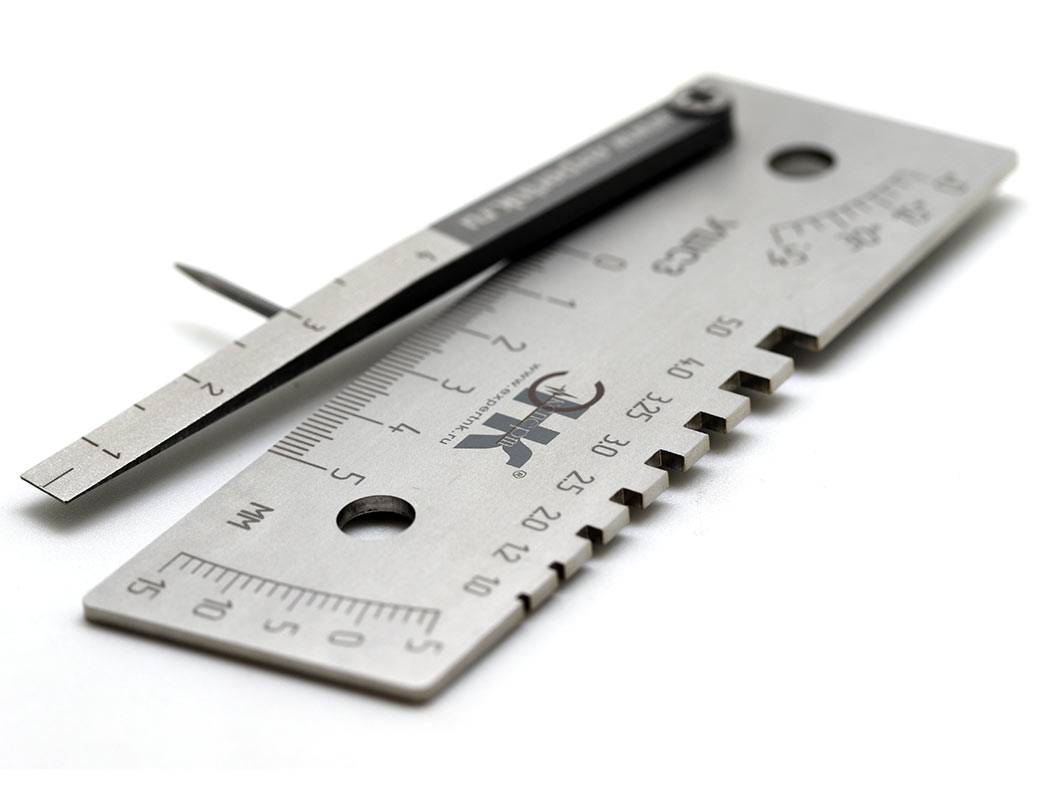
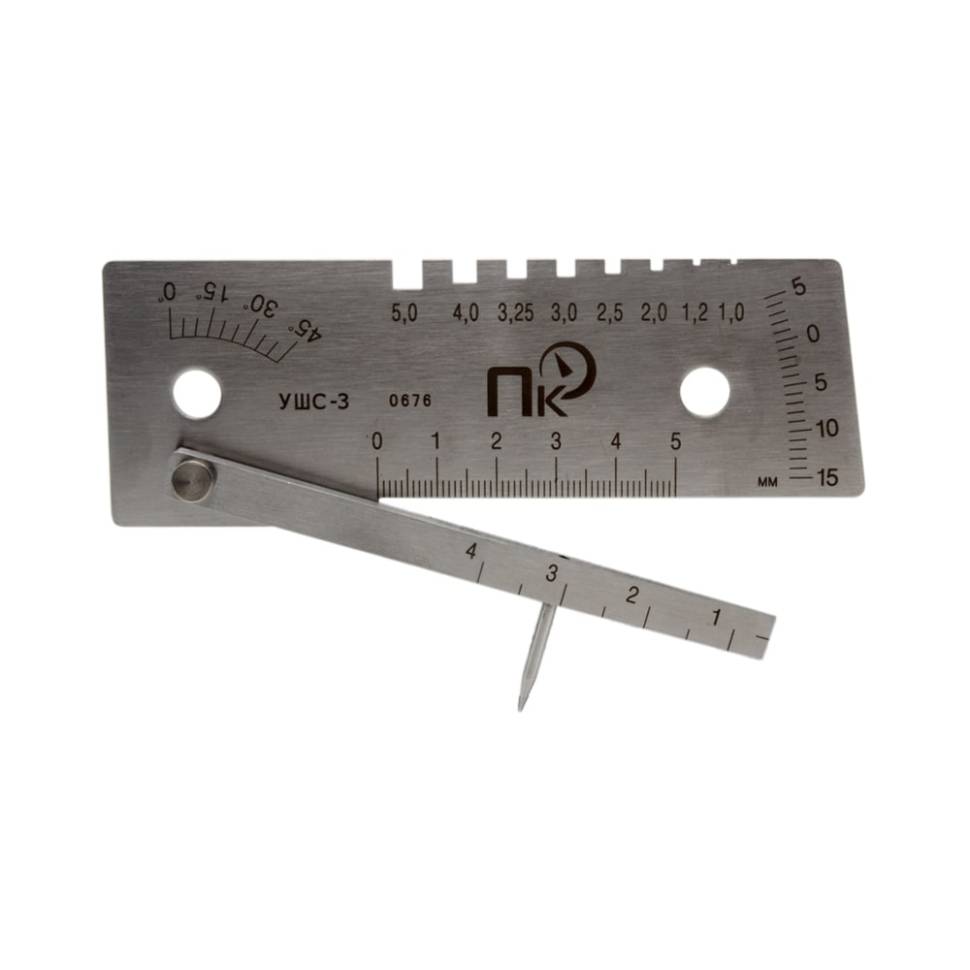
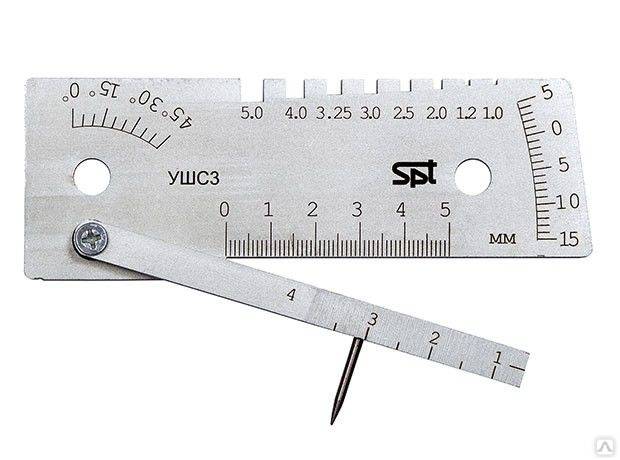
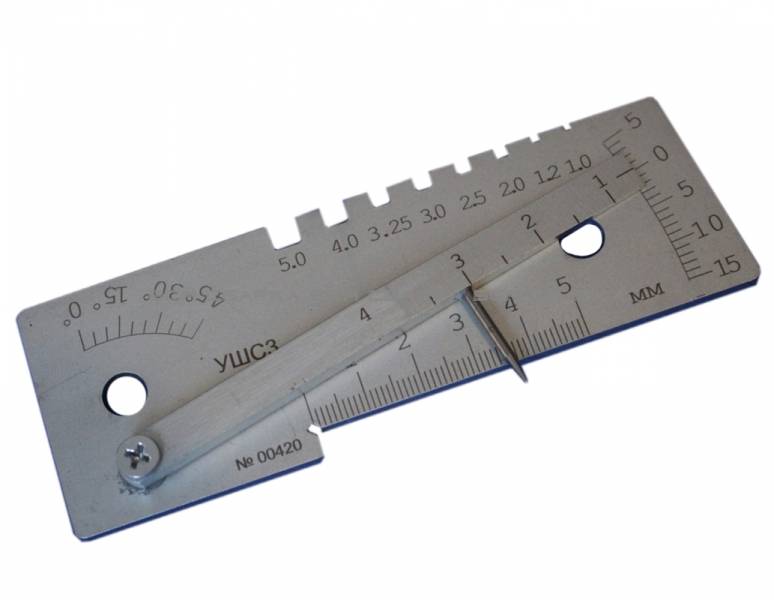
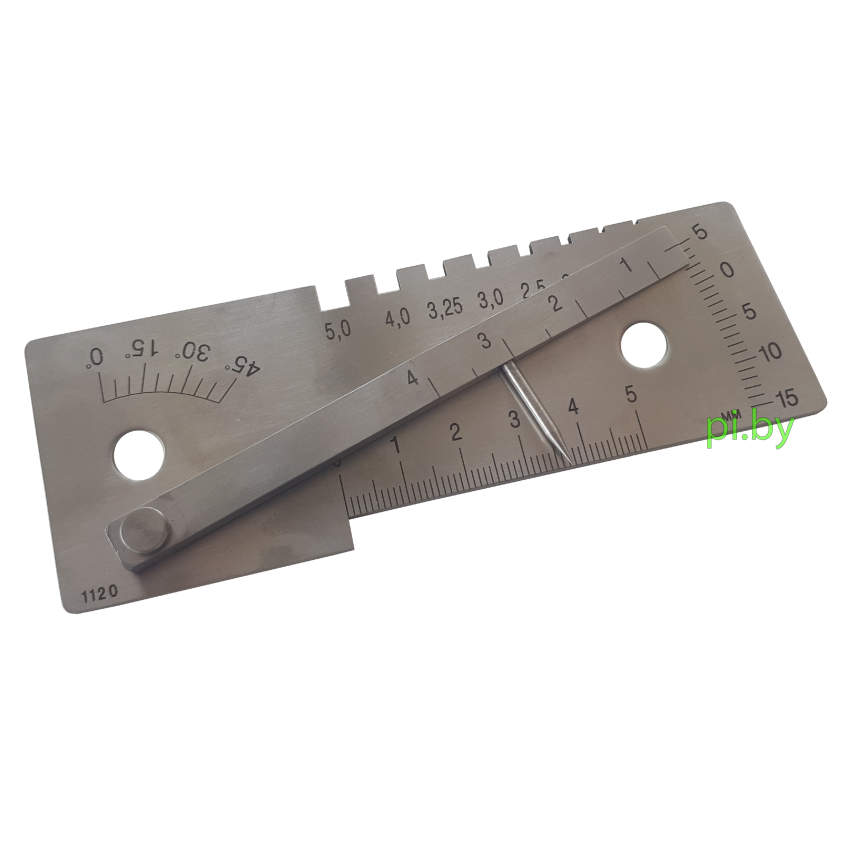
Шаблон состоит из основания, на котором с помощью оси установлен движок с неподвижно закрепленном на нем указателем. Движок может поворачиваться относительно основания на оси. Движок выполнен в виде пластины, один конец которой выполнен в виде клина. На лицевой поверхности клиновой части движка нанесена шкала для контроля зазора между свариваемыми деталями. На клиновом конце движка нанесена риска, являющаяся индексом для измерения глубины разделки до корневого слоя, превышения кромок, высоты усиления шва. Также на основании выполнены пазы, позволяющие контролировать диаметры используемых электродов. Измерения высоты притупления, ширины шва производятся с помощью шкалы, нанесенной на основании шаблона. На основании шаблона нанесена также шкала для измерений угла скоса кромок.
Общий вид шаблона представлен на рисунке 1.
Рисунок 1 – Общий вид шаблона сварщика универсального УШС-3 Пломбирование шаблонов сварщика универсальных УШС-3 не предусмотрено.
Что такое Шаблон Сварщика. Его основные виды
За многолетнюю историю использования технологии сварного соединения металлов было создано, доведено до максимального уровня удобства и простоты использования четыре вида измерительных приспособлений:
- УШК-1. Расшифровывается как «Универсальный Шаблон Красновского».
- УШС-2. Часто называется «Катетометр».
- УШС-3.
- УШС-4.
УШК-1
Он наиболее простой из всей линейки. Представляет собой пластину металла каплеобразной формы. На нее нанесены способом гравировки, выделены темной износостойкой краской две измерительные шкалы.
УШК-1 позволяет измерить зазор между соединяемыми деталями, а также три вида сварочных швов:
- нахлесточный;
- тавровый;
- стыковый.
УШС-2

Часто его называют катетометром. Как можно из этого догадаться, с помощью него определяют величину катетов угловых швов. Это осуществляется путем постепенного подбора искомого угла от максимума к минимуму (в данном случае от 14 до 4 мм).
Внешне УШС-2 выглядит как три небольших металлических детали скрепленные кольцом. На каждой из пластин имеется по два фигурных выреза — повторяющие катет соответствующего размера (имеется цифровая маркировка). Измерение осуществляется путем последовательного прикладывания пластин вырезом к шву (перпендикулярно).

Размер катета считается найденным, когда зазор между вырезом в пластине и самим швом минимален. Разумеется, он ограничен — не охватывает все возможные размеры катета углового сварного шва.
УШС-3

Он наиболее распространен. Может оперативно контролировать качество, величину дефектов соединения:
- превышение кромок;
- забоины;
- углы скоса;
- зазоры;
- притупления.
УШС-3 позволяет контролировать одиннадцать характеристик сварных швов, соединяемых ими деталей:
- Скос свариваемых кромок деталей.
- Зазоры между краями деталей.
- Размер дефектов.
- Выпуклость.
- Вогнутость.
- Размер стыкового усиления.
- Величину притупления.
- Ширину шва.
- Сдвиг кромки. Под сдвигом здесь понимается различие в уровне нахождения плоскостей свариваемых деталей в стыковом соединении.
- Подрез основания шва. Это несовпадение реальной величины его катета запланированному. Он может доходить до 5 мм. Обычно причиной этого становится излишне высокое рабочее напряжение электрической дуги или слишком толстый электрод. Этот дефект снижает механическую прочность соединения. Исправить его можно, лишь аккуратно дополнив ниточным швом.
- Глубину дефектов. Это расстояние между дефектом внутри соединения и его поверхностью.
Диапазон измерений этого УШС достаточно широк для производственной практики. Он колеблется от 0 до 45º и от 0 до 50 мм. Величина допустимой погрешности не превышает 0.5 мм.








УШС-4

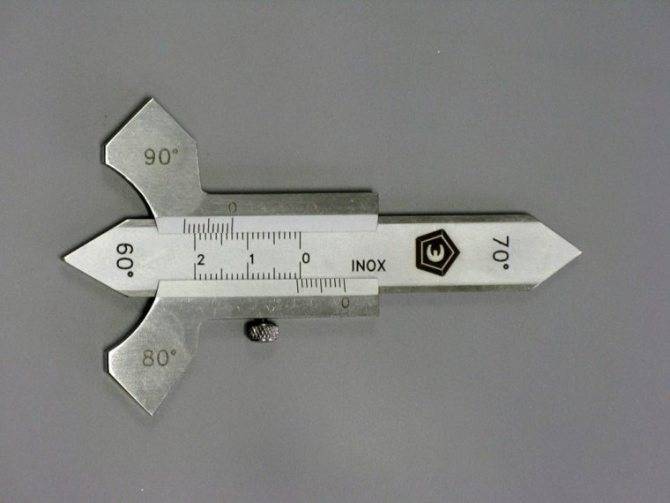
Является наиболее новым по происхождению. Он отчасти повторяет конструктивно универсальный шаблон сварщика УШС-3, но имеет ряд усовершенствований. К примеру, в него интегрировано устройство Маршака-Ушерова. Это упрощает многие измерительные операции.
Существует более современный аналог устройства Маршака-Ушерова — это INOX или SELTOR. Он способен измерить зазоры перед сваркой, высоту сварочного валика, катет углового шва, выпуклость его корня. Диапазон измерении имеет предел в 20 мм.
УШС-2 – что это такое?
Универсальный шаблон сварщика изготавливается по требованиям ГОСТ 15150. Для производства инструмента берется только высококачественная инструментальная сталь, к тому же все составляющие обрабатываются специальным антикоррозионным покрытием. Благодаря такому тщательному подходу измерительный инструмент способен обеспечивать первоначальную точность и работоспособность даже спустя 10 тысяч измерительных циклов.
УШС-3 (рис. 1) в своей конструкции предусматривает следующие составляющие:
- Измерительная панель.
- Бегунок, меняющий собственную толщину по длине.
- Указатель.
- Ось для поворота бегунка.
В свою очередь сама измерительная панель шаблона сварщика имеет следующие плоскости и измерительные области:
- А – установочная плоскость. Этой стороной измерительный инструмент прикладывается к поверхности сваренного элемента для вычисления ширины и высоты шва.
- Б – плоскость, позволяющая определить угол скоса кромки для сварки.
- В – указатель (подвижный).
- Г – шкала для вычисления высоты шва.
- Д – шкала для отсчета угла скоса кромки.
- Е – шкала для определения общей ширины и притупления сварного шва.
- И – шкала, позволяющая измерить зазор между сварными элементами.
- Ж – пазы для определения толщины металла в области сварки.
- К – риска-индекс, благодаря ей у сварщика есть возможность вычислить результат согласно шкале Г.

Правильная работоспособность универсального шаблона сварщика обеспечивается при температуре плюс/минус 45 градусов. При покупке шаблона в специализированном магазине, а также при периодических проверках точности измерений, инструмент способен гарантировать точность показаний в следующих диапазонах и пределах:
- 0-15,0 +/-2,5 градуса по показателю вогнутости сварного шва;
- 0-15,0 +/-0,5 миллиметра при определении любых глубинных параметров, например, глубинных дефектов и подрезов шва;
- 1,0-5,0 миллиметров при вычислении толщины сварных смежных элементов;
- 0-45 градусов +/-2,5 градуса по угловым замерам;
- 1,0-4,0 +/-0,25 миллиметров по зазорам;
- 0-50,0 +/- 0,25 миллиметров при оценке притупления шва на месте сварки;
- 0-4,0 +/- 0,5 миллиметра по высотным определениям.

Сведения о методах измерений
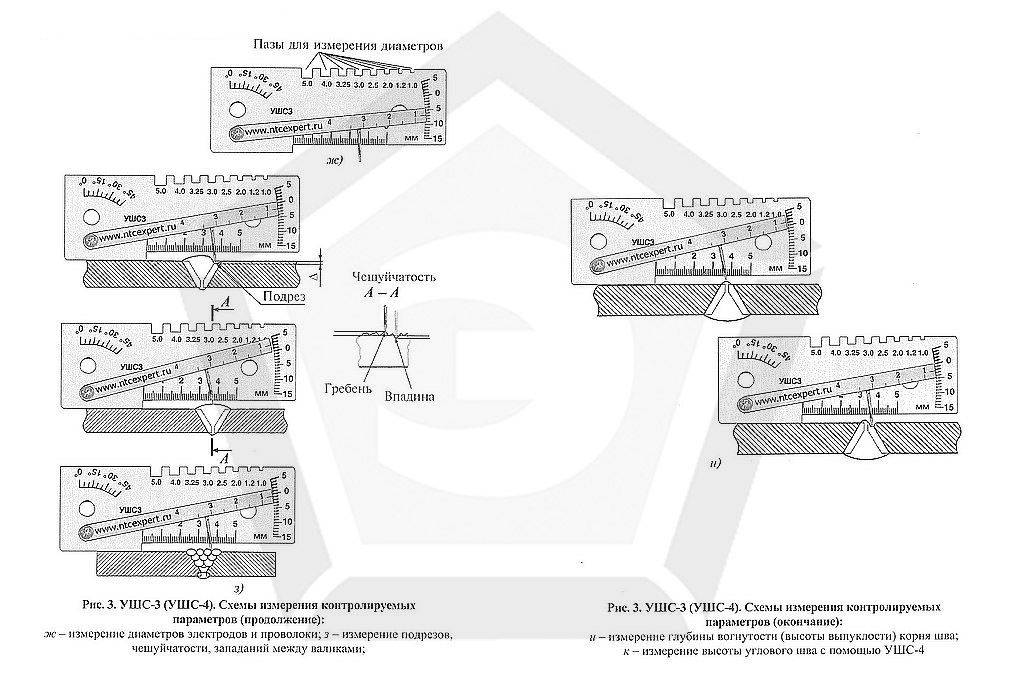
Пользоваться инструментом нужно только после предварительной очистки от окалины, жировых, масляных и иных загрязнителей. Для измерения параметров высоты и глубины сварочного шва g шаблон следует приложить плоскостью А к измеряемой поверхности. Бегунок поворачивается до контакта указательной шкалы с подлежащей контролю поверхностью. Величина определяется при совмещении отметки К с соответствующим значением линейки Г.
Таким же образом производится определение глубины шовного подреза h и расстояние Δ2 между высотами находящихся рядом швов. Для определения высоты е сварочного шва применяется линейка Е. Величина наклона плоскости измерения относительно поверхности изделий не имеет значения, однако, для швов небольшой длины рекомендуется ставить инструмент перпендикулярно этой плоскости.
Определение величины сдвигаемых скосов либо установочных кромок на соединенных сваркой деталях, необходимо установить шаблон, как указано на рисунке. Значение отсчитывается по указателю линейки Г.
Определение величины имеющихся по факту зазоров производится после поворота шаблона под углом 90° относительно линии будущего шва. Бегунок вводится в зазор до контакта с материалом изделий.
Определение угловых параметров разделки сварочного соединительного шва выполняется после поворота плоскости Б по направлению «вниз». Верхняя часть бегунка укладывается на определяемую плоскость, отсчеты снимаются по линейке Д. Для определения толщины сварных электродов и присадочной проволоки, толщины кромок сопрягаемых элементов используются пазы Ж.
Глубина дефектов поверхностей и превышение кромок измеряется по линейке Г.
По окончании пользования инструментом УШС-3, прибор следует очистить от технологических жидкостей, удалить масла, окалины, обезжирить. Для протирки инструмента рекомендуется использовать только фланелевые ткани.
Сведения о методах измерений
Пользоваться инструментом нужно только после предварительной очистки от окалины, жировых, масляных и иных загрязнителей. Для измерения параметров высоты и глубины сварочного шва g шаблон следует приложить плоскостью А к измеряемой поверхности. Бегунок поворачивается до контакта указательной шкалы с подлежащей контролю поверхностью. Величина определяется при совмещении отметки К с соответствующим значением линейки Г.
Таким же образом производится определение глубины шовного подреза h и расстояние Δ2 между высотами находящихся рядом швов. Для определения высоты е сварочного шва применяется линейка Е. Величина наклона плоскости измерения относительно поверхности изделий не имеет значения, однако, для швов небольшой длины рекомендуется ставить инструмент перпендикулярно этой плоскости.
Определение величины сдвигаемых скосов либо установочных кромок на соединенных сваркой деталях, необходимо установить шаблон, как указано на рисунке. Значение отсчитывается по указателю линейки Г.
Определение величины имеющихся по факту зазоров производится после поворота шаблона под углом 90° относительно линии будущего шва. Бегунок вводится в зазор до контакта с материалом изделий.
Определение угловых параметров разделки сварочного соединительного шва выполняется после поворота плоскости Б по направлению «вниз». Верхняя часть бегунка укладывается на определяемую плоскость, отсчеты снимаются по линейке Д. Для определения толщины сварных электродов и присадочной проволоки, толщины кромок сопрягаемых элементов используются пазы Ж.



Глубина дефектов поверхностей и превышение кромок измеряется по линейке Г.
По окончании пользования инструментом УШС-3, прибор следует очистить от технологических жидкостей, удалить масла, окалины, обезжирить. Для протирки инструмента рекомендуется использовать только фланелевые ткани.
Катетомер КМС-3-16
| Набор катетомеров сварщика КМС-3-16 предназначен для контроля катетов сварного шва при ручной электродуговой сварке. КМС-3-16 удобно использовать вместе с шаблоном УШС-4. Пара этих шаблонов обеспечивает контроль всех основных параметров сварных швов и заготовок. Калибровка катетомера проводится собственной метрологической службой по методике МК 12.2017. Данный шаблон сертификацию в системе ГОСТ Р Росстандарта РФ. Технические характеристики:
Собственное производство. Комплект поставки: набор катетомеров КМС-3-16 с чехлом, паспорт, МС НТЦ «Эксперт» (по заявке). Видео Использование шаблонов сварщика Подпишитесь на наш канал YouTube |
Функции, диапазоны измерения и погрешности шаблонов сварщика российского и зарубежного производства
| Контролируемый параметр | УШС-2 | УШС-3 | УШС-4 | WG-01 | WG-1 | WG-2 | BRIDGE CAM | HI-LO | SINGLE HI-LO | V WAC | FILLET WELD GAUGE | AWS WELD GAUGE | SKEW-T WELD GAGE | Ушерова- Маршака | Катетомер КМС 3-16 | Красовского УШК-1 | |||||||||||||||
| Диап. | Погр. | Диап. | Погр. | Диап. | Погр. | Диап. | Погр. | Диап. | Погр. | Диап. | Погр. | Диап. | Погр. | Диап. | Погр. | Диап. | Погр. | Диап. | Погр. | Диап. | Погр. | Диап. | Погр. | Диап. | Погр. | Диап. | Погр. | Диап. | Погр. | Диап. | Погр. |
| Угол разделки кромки | 0-45° | ±2,5° | 0-45° | ±2,5° | 90- 155° | ±30’ | 90- 150° | ±2,5° | 80- 160° | ±2,5° | 0-60° | ±2,5° | 37.5° | ±2,5° | |||||||||||||||||
| Измерение толщины стенки труб и заготовок | 0-45 мм | ±0,2 мм | |||||||||||||||||||||||||||||
| Измерение внутренней несоостности | 0-30 мм | ±0,2 мм | 0-40 мм | ±0,2 мм | |||||||||||||||||||||||||||
| Смещение кромок | 0-15 мм | ±0,5 мм | 0-15 мм | ±0,5 мм | 0-15 мм | ± 0,2 мм | 0-13 мм | ±0,2 мм | 0-15 мм | ±0,2 мм | 0-25 мм | ±0,2 мм | 0-6 мм | ±0,2 мм | |||||||||||||||||
| Размер зазоров | 1-4 мм | ±0,25 мм | 1-4 мм | ±0,25 мм | 0-3,5 мм | ±0,2 мм | 1-5 мм | ±0,2 мм | 1-5 мм | ±0,2 мм | 0-40 мм | ±0,2 мм | |||||||||||||||||||
| Измерение угла вертикальной заготовки | 30- 90° | ±2,5° | |||||||||||||||||||||||||||||
| Высота усиления стыкового шва | 0-5 мм | ±0,5 мм | 0-5 мм | ±0,5 мм | 0-15 мм | ± 0,2 мм | 0-12 мм | ±0,2 мм | 0-15 мм | ±0,2 мм | 0-25 мм | ±0,2 мм | 0-30 мм | ±0,2 мм | 0-6 мм | ±0,2 мм | 0-3 мм | ±0,2 мм | 0-10 мм | ±0,1 мм | 0-4 мм | ±0,5 мм | |||||||||
| Высота углового шва | 0-10 мм | ±0,5 мм | 0-11 мм | ±0,2 мм | 0-15 мм | ±0,5 мм | 0-15 мм | ±0,5 мм | 0-20 мм | ±0,2 мм | 0-20 мм | ±0,1 мм | 0-15 мм | ±0,5 мм | |||||||||||||||||
| Высота катета углового шва | 0-20 мм | ± 0,3 мм | 0-25 мм | ±0,2 мм | 0-30 мм | ±0,2 мм | 0-20 мм | ±0,2 мм | |||||||||||||||||||||||
| Измерение высоты катета углового шва > или ˂ 90° | 0-50 мм | ±0,2 мм | |||||||||||||||||||||||||||||
| Расчет нормативной высоты катета углового шва > или ˂ 90° | Комплект с линейкой сварщика | ||||||||||||||||||||||||||||||
| Радиус катетов | 4-14 мм | ±0,04 мм | 3-25 мм | ±0,02- 0,04 мм | |||||||||||||||||||||||||||
| Размер катетов | 3-25 мм | ±0,02- 0,04 мм | 3-12 мм | ±0,3 мм | |||||||||||||||||||||||||||
| Притупление и ширина кромки шва | 0-50 мм | ±0,5 мм | 0-50 мм | ±0,5 мм | 0-50 мм | ±0,5 мм | 0-40 мм | ±0,2 мм | 0-40 мм | ±0,2 мм | 0-50 мм | ±0,2 мм | 0-60 мм | ±0,2 мм | 0-20 мм | ±0,2 мм | |||||||||||||||
| Подрезы, западания, глубина вогнутости | 0-15 мм | ±0,5 мм | 0-15 мм | ±0,5 мм | 0-7 мм | ±0,1 мм | 0-8 мм | ±0,1 мм | 0-2 мм | ±0,2 мм | 0-6 мм | ±0,2 мм | 0-10 мм | ±0,1 мм |
Катетомер КМС-3-16 в наличии на складе. Заказать доставку шаблонов можно до двери либо до терминалов транспортной компании в городах: Москва, Санкт-Петербург, Екатеринбург, Саратов. Амурск, Ангарск, Архангельск, Астрахань, Барнаул, Белгород, Бийск, Брянск, Воронеж, Великий Новгород, Владивосток, Владикавказ, Владимир, Волгоград, Волгодонск, Вологда, Иваново, Ижевск, Йошкар-Ола, Казань, Калининград, Калуга, Кемерово, Киров, Кострома, Краснодар, Красноярск, Курск, Липецк, Магадан, Магнитогорск, Мурманск, Муром, Набережные Челны, Нальчик, Новокузнецк, Нарьян-Мар, Новороссийск, Новосибирск, Нефтекамск, Нефтеюганск, Новочеркасск, Нижнекамск, Норильск, Нижний Новгород, Обнинск, Омск, Орёл, Оренбург, Оха, Пенза, Пермь, Петрозаводск, Петропавловск-Камчатский, Псков, Ржев, Ростов, Рязань, Самара, Саранск, Смоленск, Сочи, Сыктывкар, Таганрог, Тамбов, Тверь, Тобольск, Тольятти, Томск, Тула, Тюмень, Ульяновск, Уфа, Ханты-Мансийск, Чебоксары, Челябинск, Череповец, Элиста, Ярославль и другие города. А так же Республики Казахстан, Белоруссия и другие страны СНГ.
Поверка катетомера, шаблона сварщика (УШС)
Личные сведения и безопасность
Компания Тулбокс гарантирует, что никакая полученная от Вас информация никогда и ни при каких условиях не будет предоставлена третьим лицам, за исключением случаев, предусмотренных действующим законодательством Российской Федерации. В определенных обстоятельствах компания Тулбокс может попросить Вас зарегистрироваться и предоставить личные сведения. Предоставленная информация используется исключительно в служебных целях, а также для предоставления доступа к специальной информации.
Личные сведения можно изменить, обновить или удалить в любое время в разделе «Аккаунт» > «Профиль».
Чтобы обеспечить Вас информацией определенного рода, компания Тулбокс с Вашего явного согласия может присылать на указанный при регистрации адрес электронный почты информационные сообщения. В любой момент Вы можете изменить тематику такой рассылки или отказаться от нее.
Как и многие другие сайты, Тулбокс использует технологию cookie, которая может быть использована для продвижения нашего продукта и измерения эффективности рекламы. Кроме того, с помощь этой технологии Тулбокс настраивается на работу лично с Вами. В частности без этой технологии невозможна работа с авторизацией в панели управления.
Сведения на данном сайте имеют чисто информативный характер, в них могут быть внесены любые изменения без какого-либо предварительного уведомления.
Чтобы отказаться от дальнейших коммуникаций с нашей компанией, изменить или удалить свою личную информацию, напишите нам через форму обратной связи
Как использовать шаблон УШС-1
Это самый простейший шаблон, который только и может быть у сварщика. Изготавливался он для контроля катетов создаваемого шва. Состоит шаблон из трёх пластин.
Стоит ли говорить о том, что любая работа сварщика проходит многократный контроль. Наиболее распространёнными видами контроля являются: визуальный осмотр специалистом (для этого и нужны шаблоны, строго говоря), магнитографика, рентгеноскопия, ультразвук.
Все вышеозначенные методики, кроме первой, используются уже на финишном этапе, когда изделие проходит отдел технического контроля. Сварщик же контролирует создание шва во время работы и сразу по завершению.
Геометрические параметры сварного шва
Основные геометрические параметры сварных соединений перечислены ниже
- Ширина шва
- Выпуклость шва
- Толщина свариваемого металла
- Глубина провара
- Зазор
- Толщина шва
- Катет углового шва
- Расчетная высота углового шва
- Толщина углового шва
Измерить указанные значения геометрических параметров сварного шва можно с помощью шаблонов сварщика, а, уже зная значения указанных геометрических параметров, можно рассчитать по формулам коэффициенты формы шва, выпуклости шва и коэффициент доли основного металла в металле шва. Формулы для расчета коэффициентов смотрите на рисунке ниже
Универсальные шаблоны сварщика УШС-3, УШС-4, УШК-1, Ушерова-Маршака, WG-1, WG-2, WG-5, WG-18, V-WAC, Hi-Lo, ШПС, Bridge Cam, УШС-2, КМС-3-16 в наличии.
Купить шаблоны сварщика можно с доставкой в города России и СНГ.
Наша компания может предоставить вам сертификат о калибровке или свидетельство о поверке шаблонов сварщиков. С ценами можно ознакомиться здесь
Технические характеристики
Таблица 1 — Метрологические характеристики
| Наименование характеристики | Значение |
| Диапазон измерений | |
| — глубины дефекта шва, мм | от 0 до 15 |
| — высоты усиления стыкового шва, мм | от 0 до 5 |
| — высоты притупления и ширины шва, мм | от 0 до 50 |
| — зазора между свариваемыми деталями, мм | от 1 до 4 |
| — угла разделки (скоса кромки),0 | от 0 до 45 |
| Наименование характеристики | Значение |
| Ширина паза контролируемого диаметра электрода, мм | 1; 1,2; 2; 2,5; 3; 3,25; 4; 5 |
| Цена деления шкалы | |
| — глубины дефекта шва, мм | 1,0 |
| — высоты усиления стыкового шва, мм | 1,0 |
| — высоты притупления и ширины шва, мм | 1,0 |
| — зазора между свариваемыми деталями, мм | 0,5 |
| — угла разделки (скоса кромки),0 | 5,0 |
| Пределы допускаемой абсолютной погрешности | |
| измерений | |
| — глубины дефекта шва, мм | ±0,5 |
| — высоты усиления стыкового шва, мм | ±0,5 |
| — высоты притупления и ширины шва, мм | ±0,15 |
| — зазора между свариваемыми деталями, мм | ±0,25 |
| — угла разделки (скоса кромки),° | ±2,5 |
| Пределы допускаемого отклонения от номинального | |
| значения, мм: | |
| — ширины паза контролируемого диаметра | |
| электродов 1; 1,2; 2; 2,5; 3; 3,25 мм | ±0,1 |
| — ширины паза контролируемого диаметра | |
| электродов 4 и 5 мм | ±0,3 |
Таблица 2 — Основные технические характеристики
| Наименование характеристики | Значение |
| Габаритные размеры, мм, не более (ШхВхГ) | 130x45x16 |
| Масса, кг, не более | 0,18 |
| Условия эксплуатации: | |
| — температура окружающей среды, °С | от +15 до +35 |
| — относительная влажность, % | от 45 до 80 |
| — атмосферное давление, кПа | от 84 до 106,7 |
| Срок службы, лет, не менее | 5 |
Катет сварного шва: способы визуального контроля параметров
Для неразрушающего контроля качества сварки существует несколько достаточно эффективных методов, основанных на разных физических принципах. Это радиографический метод, просвечивание рентгеновскими и гамма-лучами, а к безопасным методам относятся вихретоковое дефектоскопирование и ультразвуковой контроль.







Не последнее место занимает магнитное зондирование и капиллярный способ исследования. Методы такого контроля требуют дорогостоящей аппаратуры, радиоактивных источников или реактивов, поэтому являются довольно затратными и не применяются повсеместно, а лишь в ответственных и особо важных узлах и регламентируются инструкцией СН 375-67.
Существуют компьютерные программы расчёта прочности соединений, где ключевым параметром является катет шва при сварке, при этом становится необходимым проводить измерения основных геометрических характеристик. Такие замеры выполняются во время визуального контроля шва с помощью разнообразных универсальных шаблонов, а именно:
- сварочный шаблон Красовского, универсальный (УШК-1), служит для измерения зазоров между заготовками и параметров нахлёсточных, тавровых и стыковых соединений;
- универсальный измеритель УШС-2, представляющий собой набор шаблонов для определения катетов по выпуклой гипотенузе от 4 до 14 мм;
- более сложный измеритель УШС-3, служит для промеров углов разделки стыков, а также позволяет замерять смещение между деталями и высоту валика стыкового шва;
- шаблон сварщика УШС-4 со встроенным измерителем Маршака-Ушерова позволяет измерять различные углы, величину катета и корня шва, является наиболее универсальным измерителем.
Очень важно уметь правильно пользоваться измерительным инструментом, чтобы не получить искажённые данные, влияющие на расчёт прочности соединения. Мы убедились в важности такого показателя, как катет сварного шва при визуальном контроле качества работ и расчёта прочности всего соединения в целом
Метод оценки соответствия выполненных работ техническому заданию с помощью замеров, является наиболее недорогим и проверенным временем способом, который не требует использования высокотехнологичной аппаратуры и дорогостоящего обучения персонала
Мы убедились в важности такого показателя, как катет сварного шва при визуальном контроле качества работ и расчёта прочности всего соединения в целом. Метод оценки соответствия выполненных работ техническому заданию с помощью замеров, является наиболее недорогим и проверенным временем способом, который не требует использования высокотехнологичной аппаратуры и дорогостоящего обучения персонала
Комплектность
В комплект поставки прибора входят:
- шаблон сварщика УШС 3-го типоразмера – 1 шт;
- паспорт изделия, совмещенный с инструкцией по эксплуатации – 1 шт;
- чехол – 1 шт.
При использовании шаблон не разрешается подвергать ударным воздействиям, не допускаются падения во избежание механических повреждений. Перемещение инструмента измерительными плоскостями по подлежащим контролю поверхностям не допускается.
Интервал между калибровками шаблона устанавливается метрологической службой предприятия-потребителя в зависимости от условий и интенсивности пользования инструментом, объема выпускаемой продукции, подлежащей определению качества. Рекомендуемая производителем периодичность проведения поверок – 12 месяцев.