Виды вольфрамовых электродов
Модели вольфрамовых электродов различаются по цветам:
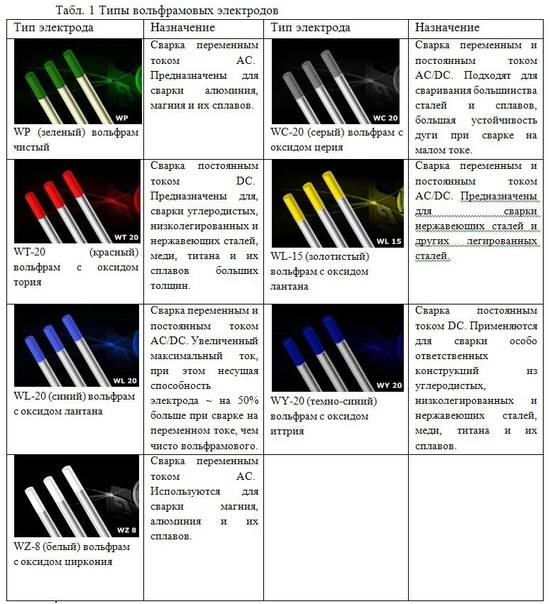
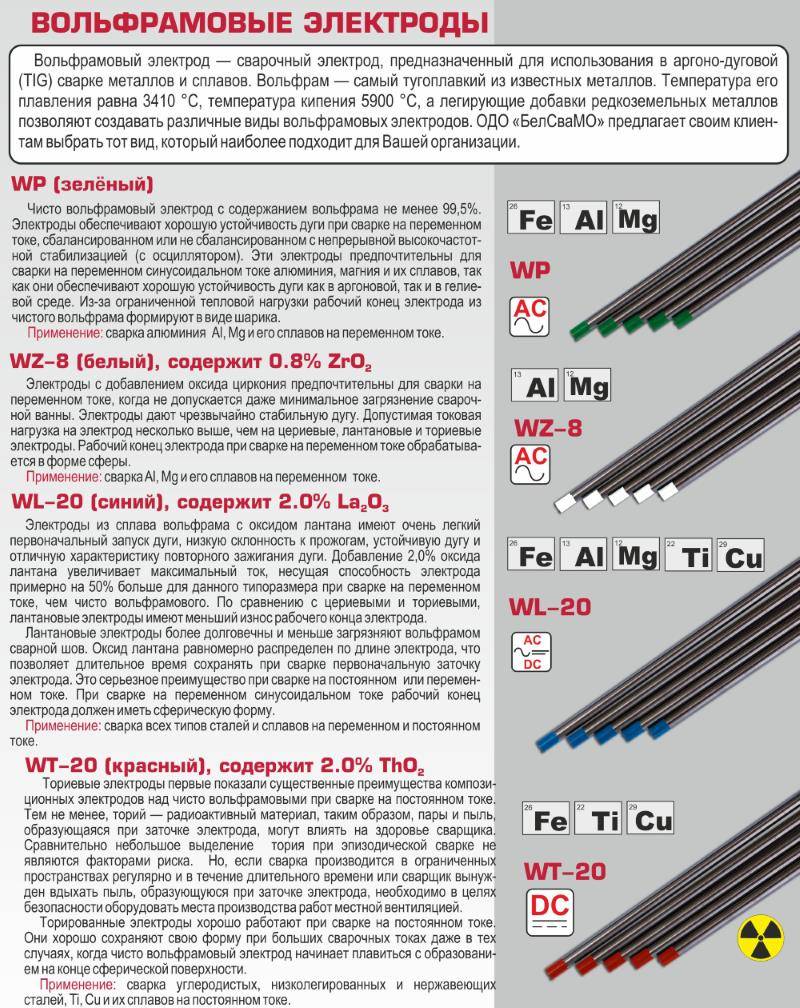
Зеленые (WP) – в данной модели самое высокое содержание чистого металла, так как доля примесей составляет всего 0,5%. При использовании переменного тока они дают отличную стабильность горения дуги. Баланс может быть улучшен при помощи высокочастотной стабилизации осциллятором. Лучше всего свойства проявляют себя при синусоидальном переменном токе. Используются вольфрамовые электроды для сварки алюминия, а также его сплавов, и магния. По причине ограниченной тепловой нагрузки, в данных разновидностях конец инструмента выполнен в виде шарика.
Вольфрамовые электроды типа WP
Белые (WZ8) – в данной модели дополнительно присутствует оксид циркония. Здесь ни в коем случае не должно присутствовать какое-либо загрязнение в сварочной ванне. Использование предпочтительно на переменном токе. Данная разновидность обеспечивает повышенную стабильность дуги. Токовая нагрузка является более высокой, которую могут выдержать ториевые, лантановые и цериевые электроды. Заточка вольфрамовых электродов здесь выполнена в виде сферы. Используется для сваривания никеля, магния, бронзы, алюминия, а также сплавов этих металлов.
Вольфрамовые электроды WZ8
Красные (WT20) – в данной модели присутствует оксид тория. Красные являются одними из самых распространенных, так как смогли лучше всех проявить себя при сварке на постоянном токе, существенно превосходя модели без добавок. Сам торий относится к радиоактивным металлам низкого уровня, поэтому они дают негативный осадок не только на окружающую среду, но и на здоровье мастера. Выделения при периодическом использовании не подвергают здоровье большому риску, но постоянное использование может дать осложнения. Вольфрамовый электрод для аргонной сварки с торием отлично проявляется себя как на постоянном, так и на переменном токе. У него можно изменять угол затачивания наконечника, так как даже при высокой силе тока они не плавятся в своих тонких местах. Стандартная заточка делается в виде площадки с выступами. Могут подходить для сваривания мели, никеля, титана, тантала, молибдена и кремниевой бронзы.
Вольфрамовые электроды WT20
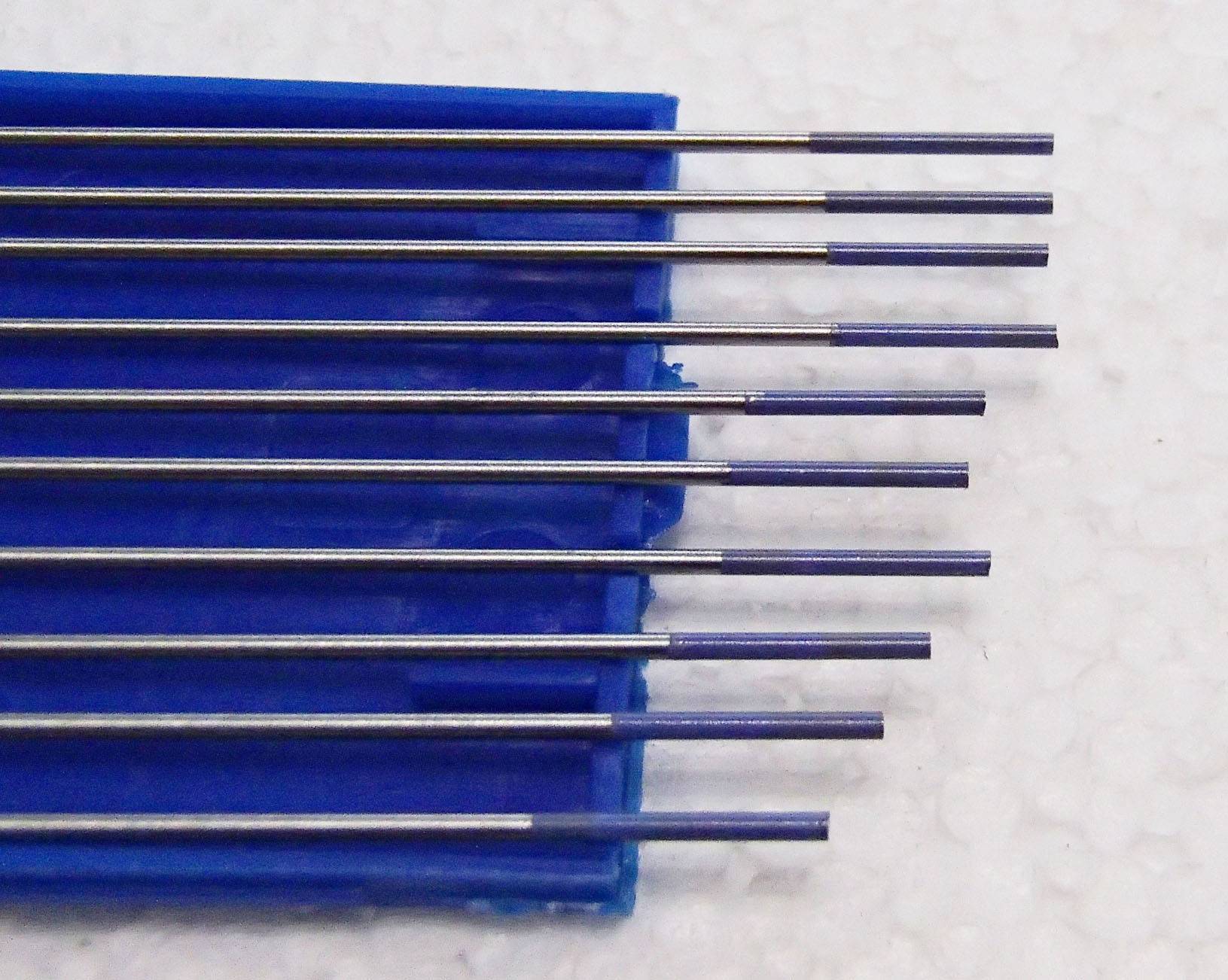
Тёмно-синие (WY20) – это иттрированная модель, которая обладает повышенной стойкостью к воздействию высоких температур. Применяют их при постоянном токе с прямой полярностью. Служит инструмент для сварки особо ответственных конструкций. Оксидная добавка здесь составляет около 2%. Благодаря иттрированию повышается стабильность катодного пятна, поэтому, даже при изменении тока в широком диапазоне дуга остается стабильной. Используются вольфрамовые электроды для сварки нержавеющих сталей, низколегированных и углеродистых металлов.
Вольфрамовые электроды WY20
Серые (WC20) – в данной модели присутствует около 2% оксида церия. Церия является весьма распространенным редкоземельным нерадиоактивным металлом. Он положительно влияет на эмиссию электрода. Благодаря этому начальный запуск становится легче, а диапазон работы по току становится шире. Это универсальные инструменты, которые могут применяться при любом роде электричества. Здесь заметна высокая стабильность дуги даже при небольшом токе. Они используются для орбитальной сварке трубопроводов и тонких листов металла. При высоких температурах церий концентрируется в наконечнике, что становится недостатком. Их применяют для работы с необием, танталом, молибденом, бронзой, кремниевой бронзы.
Вольфрамовые электроды WC20
Золотистые и синие (WL15 и WL20) – обе марки содержат в себе оксид лантана. Это дает хорошие показатели для начального запуска дуги. С ними намного ниже вероятность сделать прожог металла. Дуга остается устойчивой на протяжении всего времени эксплуатации. Отличия в марках состоит в том, что в золотистых имеется 1,5% добавок, а в синих – 2%. Чем больше оксида лантана в составе, тем выше диапазон рабочего тока. Здесь он в 1,5 раза больше, чем в других марках. Это влияет на износ поверхности наконечника, который считается одним из самых тонких в этой отрасли. С его помощью сваривают стали высокого легирования, медь, алюминий и бронзу.
Вольфрамовые электроды WL-15
Особенности аргонодуговой сварки и ее технология
Сварка аргонодуговым методом предусматривает соединение металлов под аргоновой защитой. Существует два способа такой сварки, ручной и автоматический , давайте рассмотрим их ниже.
Сварка ручным способом при применении вольфрамового электрода под аргоновой защитой состоит из следующих этапов:
- подведение аргона и тока к горелке. Затем вторая фаза приводится к сварочной поверхности. Между присоединенным к горелке электродом и поверхностью появляется дуга, к которой подается присадочная проволока;
- зажигается дуга посредством угольной пластины. Это не испортит свариваемые поверхности, и защитит шов от возможных загрязнений;
- дуга возбуждается посредством осциллятора;
- следим за движением электрода, чтобы он продвигался строго по шву. В противном случае работа прерывается, чтобы он не расплавился.
При таком способе допускается использование переменного тока при сварке.
Автоматическую аргонодуговую сварку с элементами на основе вольфрама в основном применяют с целью соединения трубопроводов в местах неповоротных стыков. Для этой цели применяют разные приборы разных конструкций, которые отвечают за весь сварочный процесс. Сварочная дуга появляется между концом проволоки и металлической поверхностью. При этом в качестве проволочного конца тут выступает электрод. Но при этом аппараты для данного вида работ нельзя применять в ряде работ, в частности, по причине того, что короткий шов таким способом не выполняется.
Приборы на основе вольфрама для аргонодуговой сварки можно применять, если они оснащены такими маркировками, как:
- WZ;
- WY;
- WT;
- WP.
Они надежны и универсальны в применение, а некоторые из них можно применять для соединения даже тонких металлических листов.
Правила сварочного процесса
Правила сварки аргонодуговым способом следующие:
- если вы соединяете тонкие листы металла, то используйте при работе только специальные приспособления сборочно-сварочного назначения. Это позволит вам точно соединить кромку, и шов в итоге выйдет тонким и прочным;
- вольфрамовые электроды должны иметь идеально чистые концы, это обеспечит высокое качество шва;
- перед работой не забудьте определиться с тем, какой будет сила тока. Таким образом, вы грамотно просчитаете расход материалов и время заточки;
- старайтесь не впускать в сварочную зону воздух, это может ухудшить качество швов.
Если вы примите во внимание эти правила и примените это на практике, шов будет качественным и долговечным, вам не придется чинить дыры, поскольку первоначальное состояние может сохраниться на несколько десятилетий. Теперь вы имеете представление о том, что такое вольфрамовые электроды, как их различить по маркировке и правильно выбирать
Это поможет облегчить выбор материалов для сварки
Теперь вы имеете представление о том, что такое вольфрамовые электроды, как их различить по маркировке и правильно выбирать. Это поможет облегчить выбор материалов для сварки.
Это интересно: Чугунное литье — технология печного литья, производство
Классификация и маркировки электродов
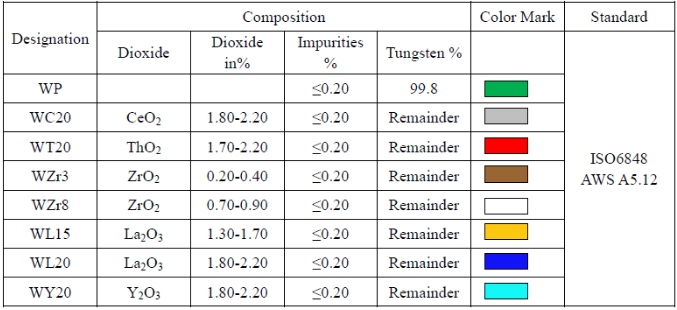
В целях облегчения подготовки к работе и исключения ошибки в выборе расходников для аргонной сварки, производители поделили их на классы, обозначив их принадлежность к классу вольфрамовых буквой W, находящейся вначале.
Далее обозначается лигатура (примесь), добавленная для улучшения сварочных характеристик:
- WP состоят из 99,5% чистого вольфрама;
- C добавлен церий;
- T содержат диоксид тория;
- L с оксидом лантана;
- Y примесью стал диоксид иттрия;
- Z оксид циркония.
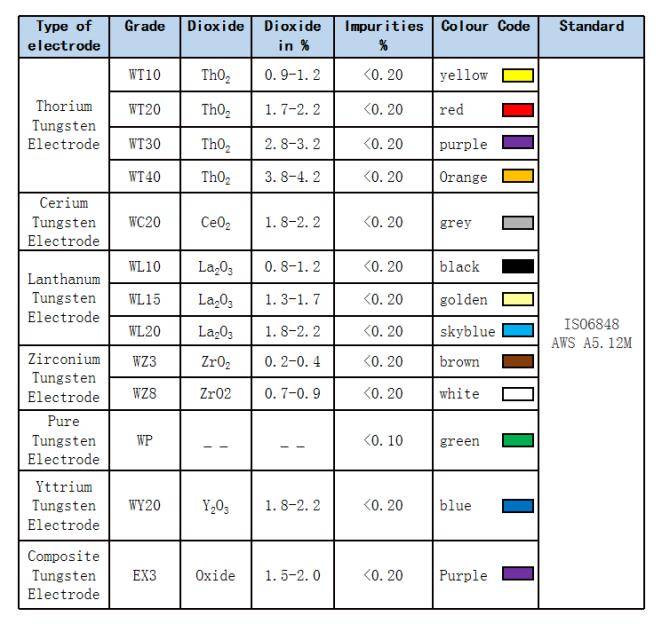
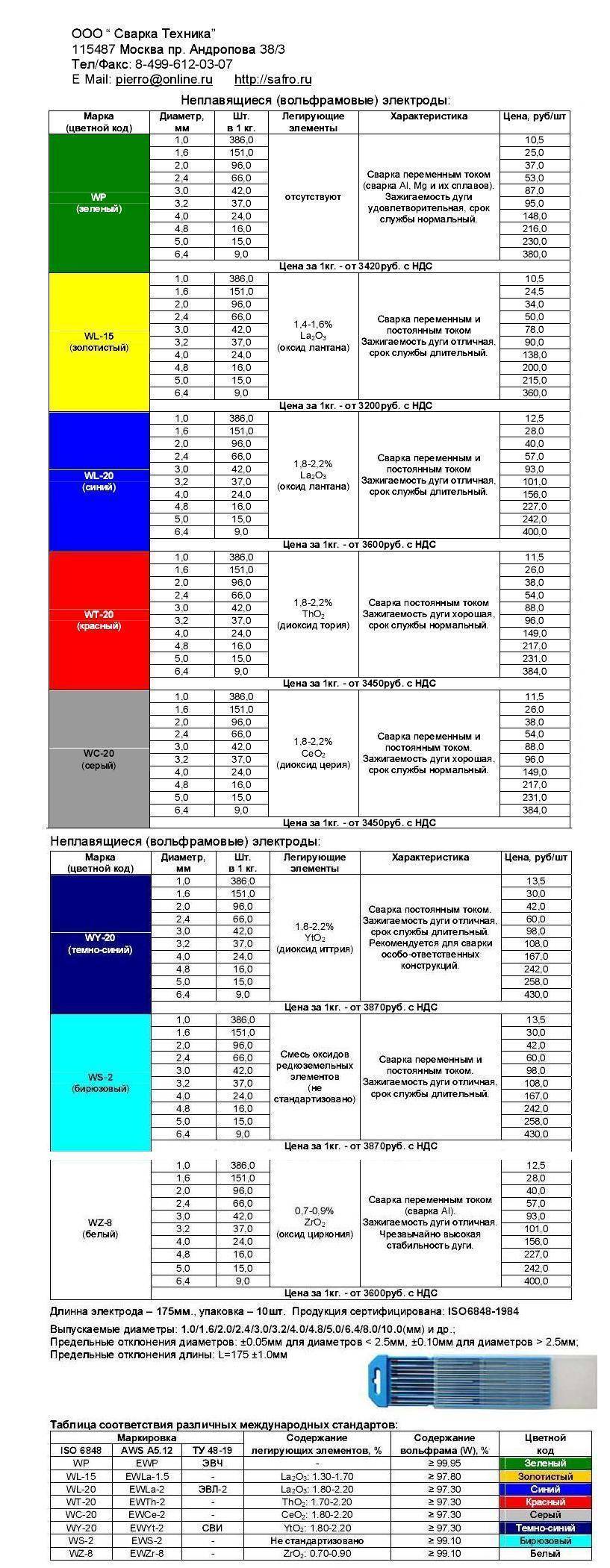
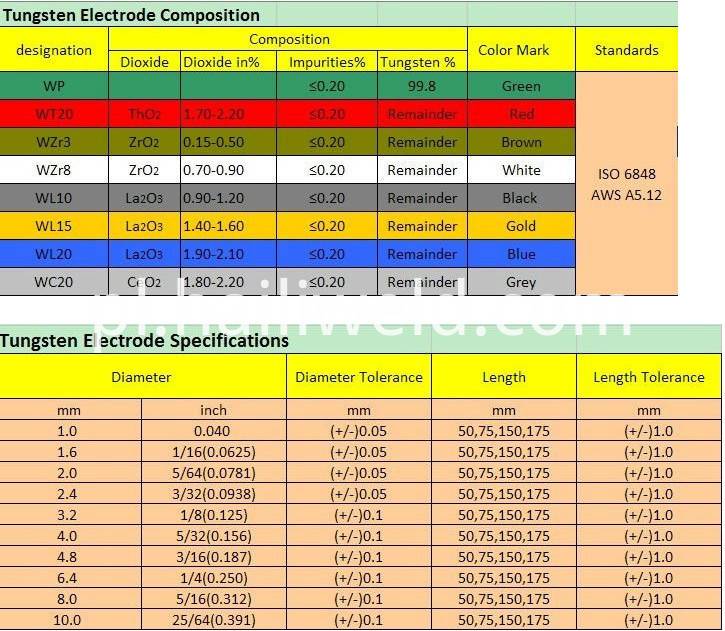
Цифры означают процентное количество лигатур и длину стержня. Сведения о каждой марке есть в справочниках. Там надо найти таблицу, где описаны ее характеристики.

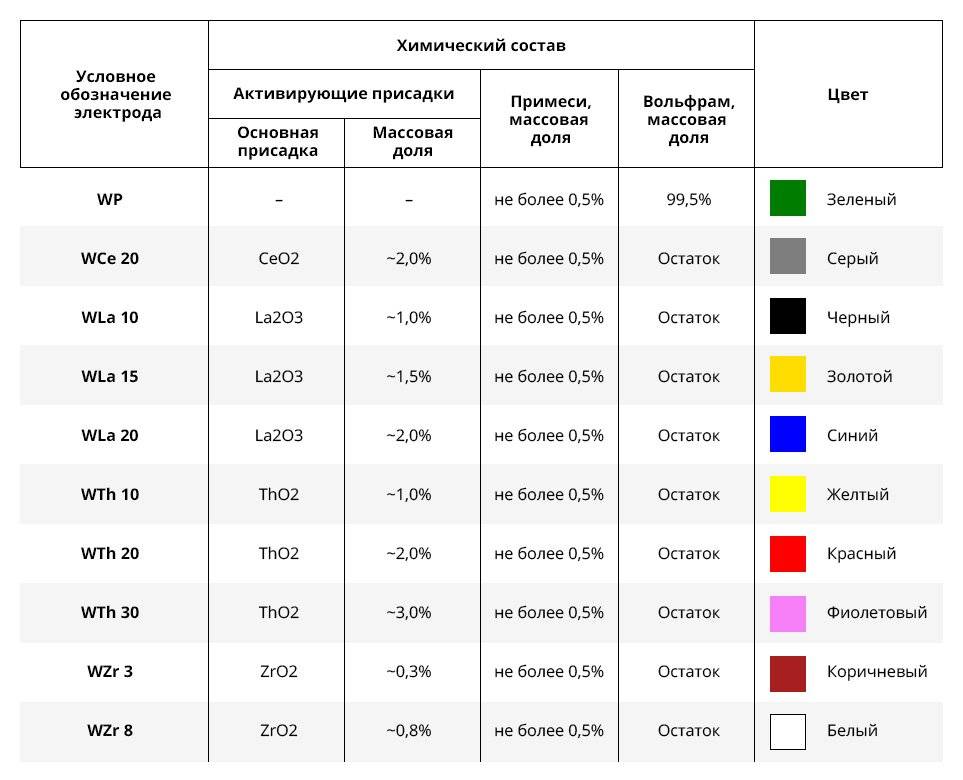
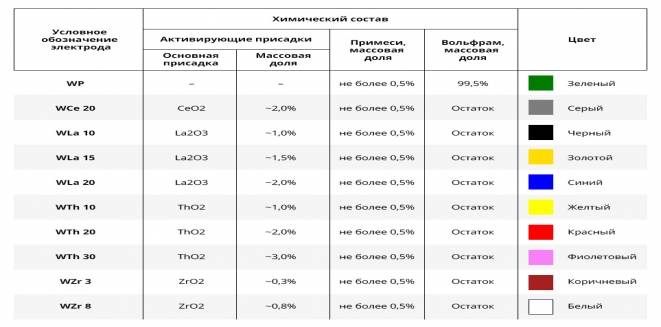
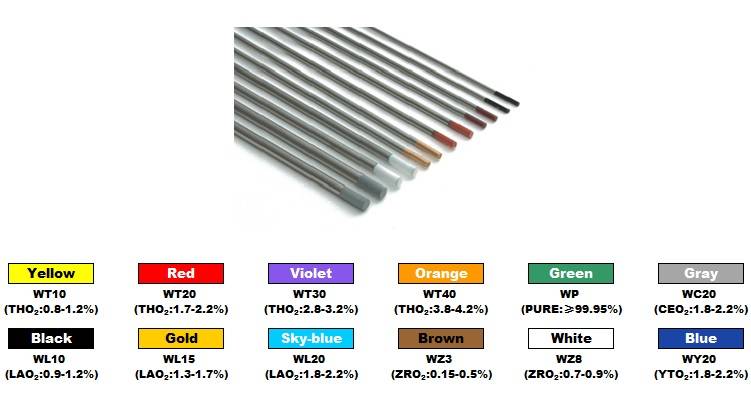

Кроме того, существует цветовая маркировка вольфрамовых электродов:
- WZ-8 с 0,8% оксида циркония с шарообразным кончиком для работы на переменных токах окрашены в белый цвет. Они производят мощную и устойчивую дугу. Рекомендованы для алюминия, бронзы, магния, никеля и их сплавов.
- WP зеленые лучше всего работают в среде аргона или гелия. Подходят для сварки магниевых и алюминиевых деталей.
- Универсальные WC-20 серого цвета с 2%-ным содержанием оксида церия запускают дугу на низких токах. Используются на трубопроводах, при сварке тонких стальных листов, а также молибдена, тантала, ниобия,титана и т.д.
- Золотистые WL-15 и синие WL-15 содержат 1,5% и 2% оксида лантана, который увеличивает рабочий ток. Такие неплавящиеся электроды характеризуются легким первоначальным розжигом дуги, сниженным наполовину износом стержня, чистотой шва и малой склонностью к прожигу тонких листов. Применяются для соединения высоколегированных сталей, медных, бронзовых, алюминиевых деталей на переменном и постоянном токе.
- От 1,8% до 2,2% иттрия находятся в составе темно-синих стержней WY-20. Работают с углеродистыми, низколегированными и нержавеющими сталями, титаном, медью и их сплавами.
- Наконечники электродов WT-20 окрашены в красный цвет и содержат оксид тория. Для сваривания на постоянном токе они стали наиболее популярными из всех вольфрамовых расходников благодаря малому расходу проволоки, сменному углу заточки и приспособленностью к сварке практически любых цветных металлов. Недостатком стала пыль, которая образуется при обработке кончика. Поскольку торий радиоактивен, то она наносит вред здоровью и окружающей среде. Постоянное использование таких электродов требует улучшенной системы вентиляции.
Рекомендуем к прочтению Правила подбора электродов для сварки чугуна

Маркировка и характеристики вольфрамовых электродов
Вольфрамовые электроды разделяют на классы, облегчающие работу сварщиков по подборке прутков, подходящих под условия сварки. Так, чтобы получить качественный шов на постоянном токе прямой и обратной полярности нужны разные неплавящиеся электроды, а ведь есть еще и переменный ток. Эти и другие критерии и обуславливают существующую классификацию вольфрамовых стержней.

Все существующие обозначения электродов вольфрамовых подходят под международные стандарты DIN EN 26848 , а значит, независимо от места производства, согласно маркировке вы можете подобрать нужный материал.
Всегда первый символ в маркировке «W» – обозначающий металл вольфрам. Второй символ обозначает тип металла, или металлов. Первым числом идет число, обозначающее долю лигатур на 1000 долей вольфрама, то есть число 20 будет означать 2% примесей, 8 – 0.8% и так далее. Второе число обозначает длину электрода, самым распространенным размером считается пруток 175 мм, но на рынке доступны изделия длиной 50, 175, 150 мм.
Чистые вольфрамовые электроды с трудом используют сварочные аппараты TIG, поэтому к сплаву добавляют различные примеси. Лигатуры нужны, чтобы придать электроду требуемых характеристик плавкости, дугообразования, проводимости, прочности и др.
- “WP” – международное обозначение электродов из чистого вольфрама, а точнее в таком изделии не меньше 99.5% металла. Как уже говорилось ранее изделие специфическое имеет ряд условий для использования и заточки. Маркируются зеленым цветом.
- “C” – данный символ в маркировке обозначает примесь Церия (нерадиоактивного редкоземельного металла). Маркируются изделия серым цветом. WC неплавящиеся электроды – универсальные и подходят как для работы с постоянным, так и с переменным током.
- “Т” — диоксид тория. Такие стержни маркируют красным цветом. Их используют для большей части работ с цветными металлами, низколегированными сталями, углеродистыми сплавами, нержавейкой. Благодаря длинному перечню доступных для работы сплавов ториевые стержни стали одними из наиболее используемых. Но есть один весомый недостаток, связанный с радиоактивностью лигатуры. Именно поэтому стержни маркируются ярким цветом. Чтобы избежать неприятных последствий рекомендую строго соблюдать все требования безопасности, начиная с использования защитной одежды и маски, заканчивая тщательной вентиляцией рабочего помещения. Еще один плюс WТ прутков – прочность, которая даже больше, чем сварка вольфрамовым электродом из чистого металла.
- “Y” — диоксид иттрия. Стержни применяемые при работах на прямой полярности постоянного тока, маркируются темно-синим цветом. Ими варят конструкции, которые должны выдерживать высокую силу тока. Подходит электрод Y неплавящийся для работы с титаном, медью, высоколегированными и низколегированными сталями.
- “Z” — оксид циркония. Используется при работе переменным током с алюминием и медью. Изделия маркируются белым цветом. Сплав в котором всего 0.8% оксида циркония позволяет получать идеально стабильную дугу, но с условием должной зачистки сварочной плоскости.
- “L” — оксид лантана. Данный металл в изделиях продается с различной маркировкой, обозначающей 1.5% примеси (наконечник окрашен в цвет золота) и 2% лантана (наконечник светло-синего цвета). Изделия относят к универсальным, способным работать с переменным и постоянным током. Характеризуют высокой прочностью самого сплава, способностью работать при высоких мощностях и стойкостью к удерживанию заточки прутка. Применение данных стержней на аргоновой сварке позволяет реже проводить ревизию заточки.
Рекомендуем! Виды электродов по чугуну. Как сделать своими руками
Предлагаем ознакомиться с особенностями применения каждого вида электродов посредством сравнительной таблицы.

Таблица сравнения вольфрамовых электродов
Хочется отметить ,что на рынке встречаются отечественные электроды длиной 1000 мм и диаметров 1.6; 2,0, 3.0, 4.0 мм. Их маркировка отличается от международной:
- “ВЛ/ЭВЛ-2” -Универсальный вольфрамовый электрод с оксидом лантана La2O3 сварка всех типов сталей и сплавов на переменном и постоянном токе.
- “ЭВИ-1/СВИ-1” – Иттрированный электрод. Сварка особо ответственных конструкций из углеродистых, низколегированных и нержавеющих сталей, титана, меди и их сплавов на постоянном токе
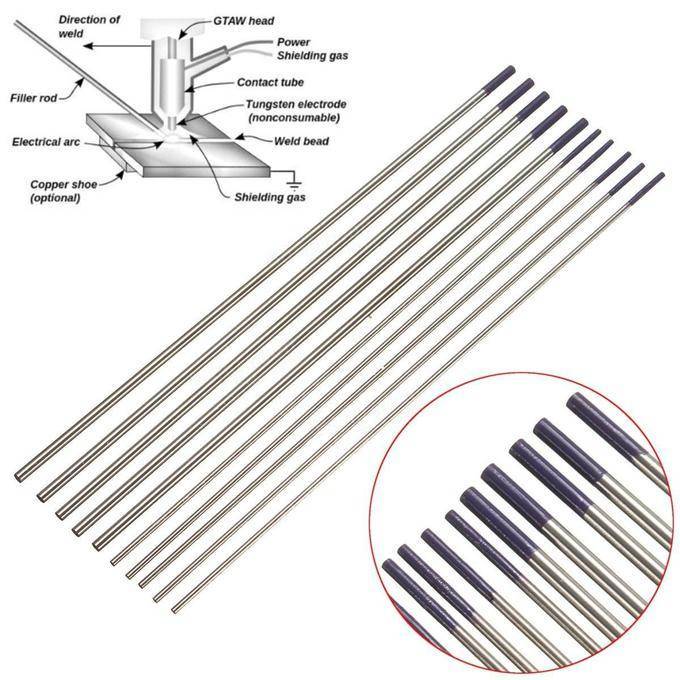
Принцип работы аргонодуговой сварки
В международном обозначении аргонодуговой метод имеет аббревиатуру TIG. Он активно применяется на производстве и в мастерских. С его помощью соединяют треснутые детали автомобилей (поддоны картера, блоки охлаждения двигателя), собирают емкости для пищевой и химической промышленности, изготавливают нержавеющие полотенцесушители, коллекторы, фильтры для жидкостей и т. д. В гараже таким аппаратом можно успешно выполнять кузовной ремонт или выпускать мелкую продукцию.
Принцип работы аргоновой сварки заключается в соединение металлов электрической дугой в среде инертного газа. Для процесса понадобиться источник тока, который понижает напряжение и повышает ампераж. Ток подается на горелку, оснащенную вольфрамовым электродом. Он неплавящийся, поэтому сварщику легче контролировать длину дуги, которая должна быть 2-5 мм. Кабель массы подключается к изделию.
Прикосновение конца вольфрамовой иглы к детали возбуждает электрическую дугу. Для тонких швов не требуется поперечных колебаний — электрод ведется ровно, справа налево вдоль линии шва, поверхность соединения получается гладкой как зеркало. Если между деталями присутствует зазор или необходимо расширить границы шва, то при ведении горелки, сварщик совершает незначительные колебания по сторонам, растягивая сварочную ванну. Это содействует образованию мелкой чешуи.
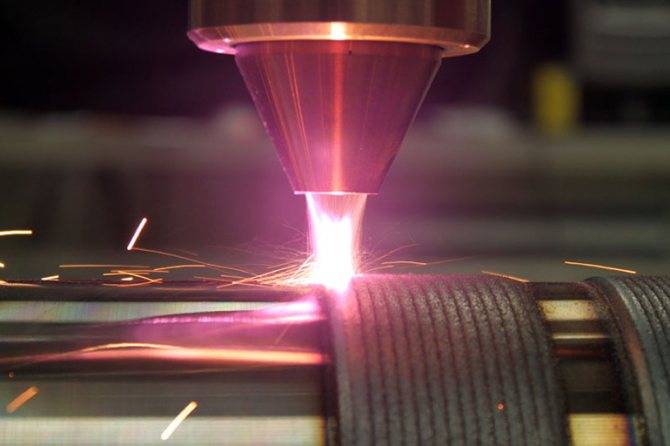
Процесс аргонодуговой сварки.
Температура дуги колеблется от 2000 до 5000 градусов, в зависимости от силы тока. Это позволяет расплавлять кромки металла и соединять его тонким швом. Чтобы усилить конструкцию, используется присадочная проволока, подающаяся второй рукой сварщика в сварочную ванну. Так, можно повысить высоту валика, придать шву чешуйчатость и даже выполнять наплавку металла под последующую механическую обработку (проточку на токарном станке, шлифовку).
Для защиты сварочной ванны от внешней среды применяется инертный газ аргон. Он подается от баллона в горелку и вытесняет обычный воздух. Это исключает образование пор в структуре шва. Соединение получается герметичным и прочным. Параллельно защитный газ охлаждает вольфрамовый электрод и керамическое сопло, чтобы они не перегревались. На заключительной стадии, когда дуга погашена, аргон содействует застыванию шва.
Схема процесса аргонодуговой сварки.
Плюсы и минусы метода TIG
У метода TIG есть явные преимущества перед другими способами сварки, но работа аргоновым сварочным аппаратом имеет и несколько недостатков, к которым нужно быть готовым, выбирая этот метод сваривания.
Плюсы метода TIG
- локальный нагрев исключает серьезные деформации изделия;
- тонкая вольфрамовая игла позволяет создавать узкие, аккуратные швы;
- можно вести сварку с присадкой и без нее, влияя на высоту валика;
- соединение получается без шлаковой корки сверху;
- в большинстве случаев не требуется последующая
- механическая обработка;можно сваривать нержавеющие стали и цветные металлы;
- швы герметичны и выдерживают высокое давление;
- отсутствуют брызги металла, прилипающие к поверхности.
Минусы метода TIG
- скорость соединения уступает MIG;
- колпак горелки мешает работе в труднодоступных местах;
- керамическое сопло немного ограничивает видимость сварочной ванны;
- качество шва зависит от навыков пользователя (сразу взять и варить, как полуавтоматом не получится);
- требуется постоянно подавать второй рукой присадку и контролировать ее длину (при сварке длина проволоки быстро сокращается, а длинные куски неудобно держать в руках,
- поскольку они «гуляют»);
- вольфрамовые электроды стоят дороже покрытых;
- дополнительные расходы на аргон;
- нельзя качественно сварить детали на улице при сильном ветре (сдувается аргон и сварочная ванна остается незащищенной).
Для алюминия
Соединение алюминиевых деталей должно быть легким и прочным. Эти требования возможно выполнить, используя сварку. Но вся проблема в том, что при отличных эксплуатационных качествах, алюминий очень сложно сваривать.
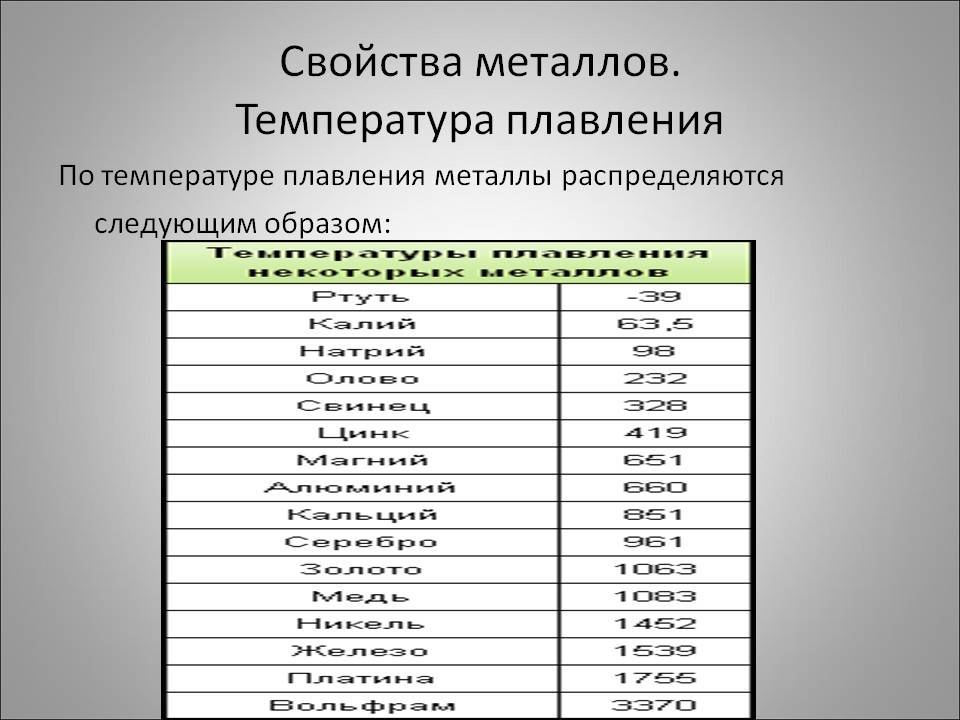
Проблемы при сваривании обусловлены химическими и физическими свойствами металла. На поверхности изделий всегда присутствует алюминиевая окисная пленка, которая имеет температуру плавления более 2000 °C при том, что сам алюминий плавится уже при 650 °C. Это требует от сварщика удаления и прожигания окисной пленки до прогрева алюминия.
Алюминий на воздухе, да еще в разогретом состоянии быстро окисляется, что создает предпосылки для образования тугоплавкой пленки на расплавленном металле.
В результате шов получается неоднородным. Для устранения этого фактора необходимо обеспечить отсутствие доступа воздуха в зону сварки, что и делает аргон при вольфрамовом методе.




Большой коэффициент температурного расширения и возникающая поэтому усадка при остывании приводит к значительной деформации изделия. Высокая теплопроводность материала требует применения тока, который превосходит по значению ток, необходимый для соединения более тугоплавких материалов.
Для качественного соединения свариваемых деталей с учетом вышеописанных свойств, применение вольфрамового электрода для аргонодуговой сварки алюминия становится наиболее целесообразным. Лучшим решением в этом случае будет применение вольфрамовых стержней без добавок.
Для устранения окисной пленки на поверхности материала необходимо сварку производить непременно током обратной полярности.
Маркировка вольфрамовых электродов
Вольфрам идеально подходит в качестве тугоплавкого материала, который предназначен для стабилизации образующейся дуги. К особенностям этого расходного материала отнесем следующие моменты:
- Выдерживает длительную работу под высоким напряжением.
- Применяемый материал при изготовлении способен выдерживать длительное воздействие высокой температуры.
- Плавится вольфрам намного медленнее, чем другие материалы, применяемые при изготовлении электродов.
Вольфрамовые электроды для аргонодуговой сварки классифицируются по цветам и многим другим признакам. Деление на классы позволяет существенно упростить выбор. При выборе учитываются многие особенности процесса сварки металлов. Маркировка электродов проводится для обозначения размера прутка и химического состава, а также других значимых характеристик.

Характеристики различных марок вольфрамовых электродов
Уделяя внимание обозначению маркировки вольфрамовых электродов ТИГ и других вариантов, исполнения следует отметить нижеприведенные моменты:
- Первый символ в маркировке, который указывает на применение вольфрама в качестве основного материала при изготовлении электродов, всегда «W».
- Следующий символ предназначается для обозначения металлов. Как правило, концентрация примесей указывается в процентном соотношении. К примеру, число 20 говорит о концентрации примеси 2%.
- Следующее число указывает на длину прутка. Наиболее распространенным вариантом исполнения можно назвать вольфрамовый электрод с длиной 175 мм. На рынке можно встретить и другие варианты исполнения рассматриваемого изделия.
Стоит учитывать, что пруток из чистого вольфрама на сегодняшний день применяется крайне редко, так как с ним могут работать исключительно сварочные аппараты TIG (даже при их использовании может возникнуть много трудностей). Примеси применяются для изменения следующих показателей:
- проводимости;
- плавкости;
- дугообразования;
- прочности.
Международные стандарты, применяемые при обозначении, определяют следующие моменты:
- WP – обозначение, которое используется для электродов с чистым вольфрамом. На примеси уходит менее 0,5%. Как ранее было отмечено, подобные варианты исполнения довольно трудно применять при сварке.
- С – символ, применяемый для обозначения примеси Церия. Стоит учитывать, что для данного варианта исполнения применяется также серый цвет обозначения. Подходит вольфрамовый электрод с подобной примесью для многих аппаратов
- Т – применяется для обозначения диоксида тория. Для маркировки подобного стержня принято использовать красный цвет. Область применения весьма обширна, как правило, проводится плавка цветных металлов, к примеру, нержавеющей стали. При выборе этого варианта исполнения следует помнить о его существенном недостатке – применяемая лигатура зачастую радиоактивная. Именно поэтому при изготовлении применяется столь яркий цвет. Во время проведения работы нужно соблюдать технику безопасности. Достоинством этого типа прудков можно назвать высокую прочность.
- Z–обозначение оксида циркония. Для обозначения данной примеси применятся белый цвет. Чаще всего подобный вариант исполнения вольфрамового электрода используется при работе с медью или алюминием. За счет определенной концентрации оксида циркония повышается стабильность образующейся дуги.
- Y – диоксид иттрия. Для обозначения этого легирующего элемента применяется темно-синий оттенок. Область применения – производственные цехи, в которых получают конструкцию, рассчитанную на выдерживание высокой нагрузки. Подходит для сваривания меди, титана и некоторых сталей.
- L – обозначение оксида лантана. Стоит учитывать, что данный вариант исполнения может маркироваться самым различным образом. Изделие считается универсальным предложением, которое подходит для работы с постоянным и переменным током. Основными эксплуатационными качествами можно считать высокую прочность и устойчивость к воздействию критических температур.
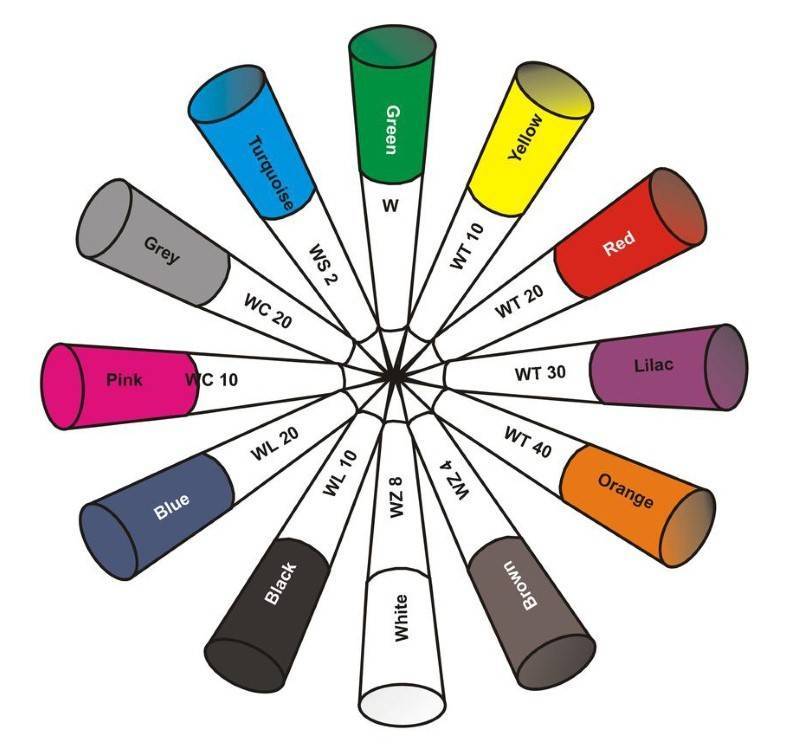
Цветовая маркировка вольфрамовых электродов
Цветная маркировка вольфрамовых электродов применяется для того, чтобы упростить процесс подбора расходного материала к определенным условиям работы.
Последовательность действий
Перед тем как приступить к TIG сварке, стыки необходимо очистить от жира, ржавчины и прочего. Металл должен быть идеально чистым, иначе все останется в сварочном шве, что скажется на его качестве.
Большую часть сталей сваривают постоянным током. Алюминий, магний, медные сплавы с большим содержанием алюминия сваривают переменным током.
Сила тока выбирается по таблицам, зависит от вида материала, его габаритов и толщины сварочного прутка. Если во время TIG сварки выбрать слишком сильный ток, то пруток расплавится. При слабом токе дуга неустойчива.
Рекомендуемая длина дуги 1,5-3 мм. Увеличение длины дуги приводит к увеличению ширины шва и уменьшению глубины проваривания.
При сваривании встык сварочная игла должна выходить из сопла на 3-5 мм, при угловых на 5-8 мм.
Сварка неплавящимся электродом начинается с запуска инертного газа. Процесс сварки завершается отключением аргона через 10-15 с после того, как погасла дуга. Это необходимо, чтобы процесс кристаллизации произошел без доступа воздуха.
Для очень важных соединений применяется бесконтактный способ разжигания дуги. Имеется в промышленном оборудовании. Применяется при сваривании стойких к коррозии сталей. Это исключает попадание вольфрама в шов. Для менее ответственных соединений применяют аппарат с контактным способом розжига дуги. Он обычно имеется в бытовых установках.
При применении присадочной проволоки необходимо контролировать, чтобы расплавляемый конец находился под струей инертного газа. Сварочная ванна должна иметь вытянутую форму, никак не круглую.
Электроды из вольфрама, их маркировка
Вольфрамовые электроды используются в среде инертного газа при сварке с аргоном. Они качественные и безопасные, поэтому их можно использовать для работы даже новичкам сварочного дела. Символы и цвет маркировки, нанесенные на каждый электрод, указывают на его тип и состав. Так, о присутствии вольфрама говорит буква W . Вторая, следующая за ней буква, означает оксид того элемента, который выступает в роли легирующей добавки.







В качестве легирующих оксидов в составе электрода могут присутствовать:
- С – оксид церия;
- Z – оксид циркония;
- L – оксид лантана;
- T – оксид тория ;
- Р – чистый вольфам без легирующих добавок.
Следом за второй буквой, обозначающей легирующее вещество, идет цифра, которая обозначает процент такого вещества. Например, если стоит цифра 20, то это говорит о присутствии легирующего вещества в составе 2 процентов. Далее через дефис идет следующее число – это длина в миллиметрах, чаще всего это 175 мм, но есть и 50, и 75 и 150 мм соответственно. А диаметр электродов из вольфрама может составлять от 1 до 6,4 мм.
Например, такая маркировка, как WL 15 — 175, говорит о следующих характеристиках электрода:
- он включает вольфрам;
- содержит в себе легирующие добавки из лантана в размере 1,5 процента ;
- длина элемента составляет 175 мм.
Однако при приобретении электрода для сварки следует обращать внимание не только на буквы и цифры, но и на цвет изделий. Маркировка целиком включает в себя все необходимые характеристики изделия, согласно которым можно сделать правильный выбор
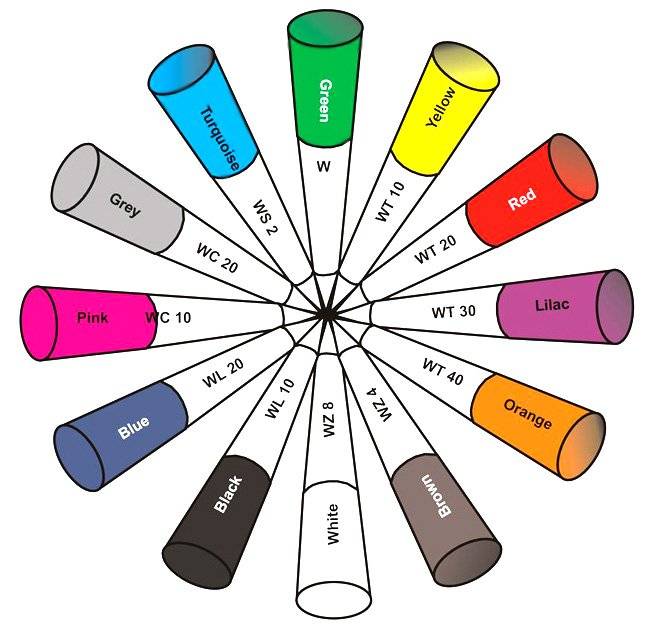
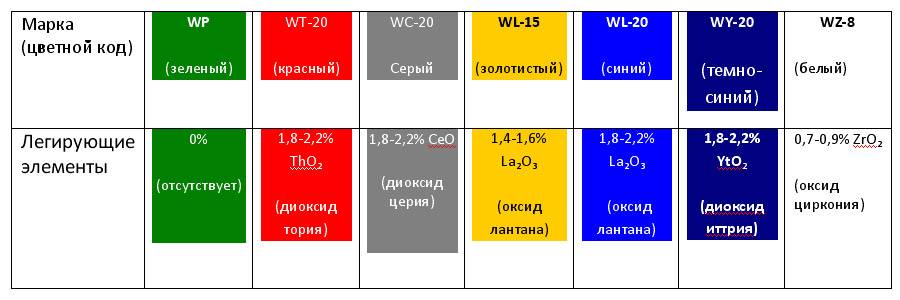
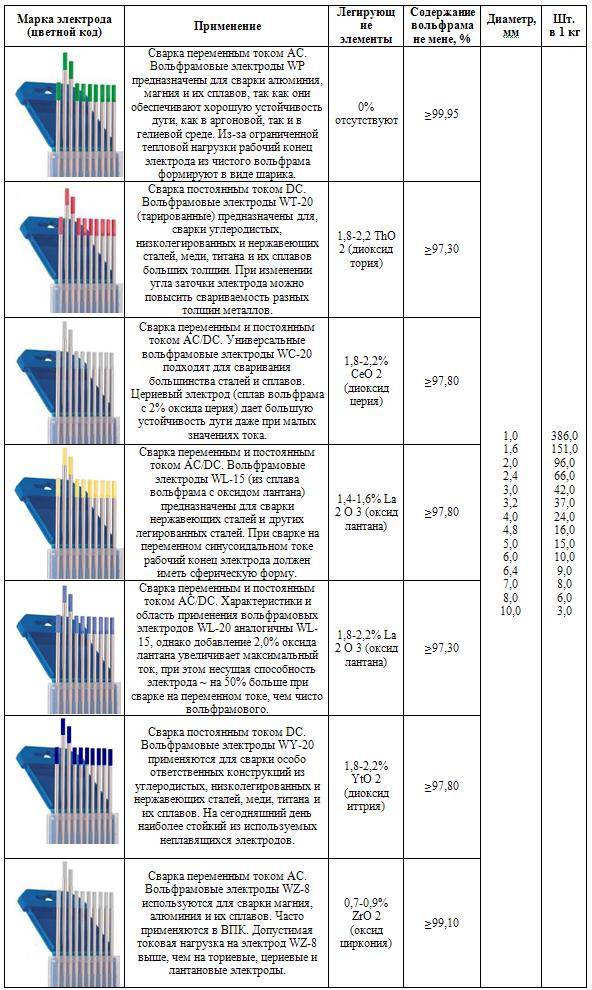
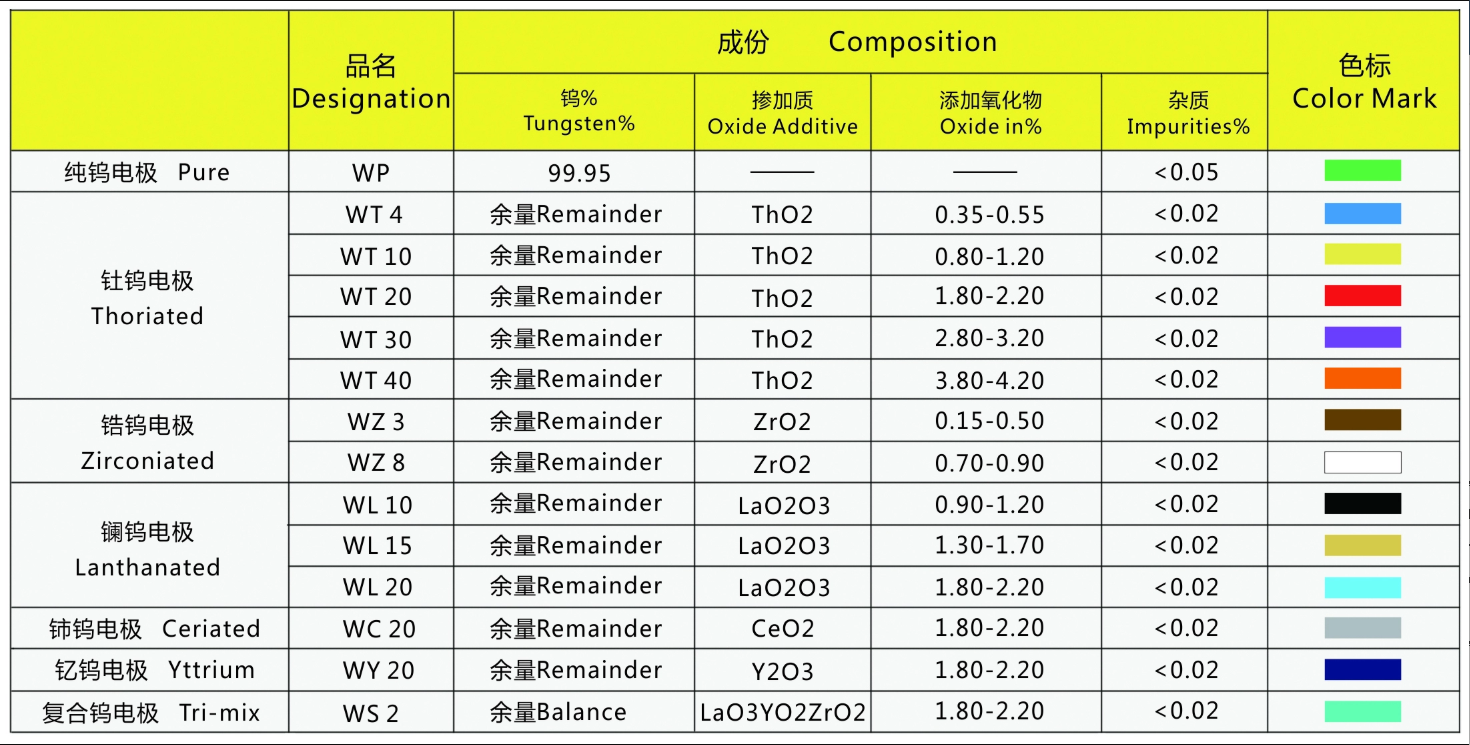
Ниже приводим таблицу маркировки вольфрамовых электродов:
- WP зеленого цвета – в таких электродах вольфрам является ключевым элементом, его содержится здесь более 99 процентов. Их используют при сварке алюминия и магния, сам процесс совершается с применением синусоидального тока. Защитными газами являются гелий и аргон;
- WC-20 серого оттенка включает в себя оксид церий в составе 2 процентов от состава электрода. Он относится к универсальным элементам, его применяют при сварке с использованием переменного тока с положительной полярности. Также их можно задействовать при соединении трубопроводов в неповоротных стыках;
- WL-15 и WL-20 синего оттенка на 1,5 и 2 процента соответственно состоят из лантана, что позволяет сделать устойчивую дугу и повторный розжиг. Часто такие электроды применяются в промышленных целях, также лантан увеличивает рабочий ток и наполовину снижает износ. Сделанные с их помощью швы долговечны и менее подвержены загрязнениям, чем другие. Для работы электрода нужно придать его концу сферичную форму;
- WT-20 красного цвета. В состав такого элемента входит торий , пыль которого может представлять некоторую опасность для здоровья. Но даже несмотря на этот факт, подобный электрод многие применяют гораздо чаще, чем сделанные целиком из вольфрама. Все это за счет свойств тория, который может мгновенно соединить даже самые трудно соединяемые металлы. Для сварки желательно использовать постоянный ток, поскольку синусоидальный может спровоцировать «прыжки» дуги по поверхности свариваемых материалов, а это приведет к их порче;
- WZ-8 белого оттенка. В таком электроде присутствует оксид циркония в количестве чуть меньше процента. При сварке обязательно следите за чистотой поверхности, также используйте переменный ток. Концу прибора лучше всего придавать сферическую форму. Такой элемент лучше всего подходит для сварки деталей из алюминия;
- WY-20 темно-синего цвета. Такие вольфрамовые электроды имеют тонкое покрытие на основе итрия . Они отличаются своей устойчивостью, поэтому часто они используются при сварке очень важных и ответственных конструкций;
- WL 30 фиолетовый – на три процента состоит из оксида тория ;
- WL 40 оранжевого оттенка включает в себя 4 процента оксида тория .
Перед тем как выбирать электрод для сварки, выберите ее метод, а также уточните все свойства материала, с которым планируете работать. Иногда, чтобы соединить одну конструкцию, потребуются вольфрамовые электроды разных видов и с разными маркировками.
Итоги
Для современной промышленности характерно активное и динамичное развитие. Это становится причиной более активного практического применения разнообразных сплавов на основе вольфрама и иных тугоплавких металлов. Но работа с ним – процесс сложный. В первую очередь, это обуславливается трудоёмкостью процесса, сложностью и, конечно, тугоплавкостью исходного сырья.
Труднее всего ведётся работа со сплавами на основе металлов, классифицирующихся как тугоплавкие, когда их сформировали посредством прессования.
Чтобы гарантировать наилучший результат, желательно приступать непосредственно к сварке вольфрама только по завершении предварительного этапа – нагрева рабочего участка металла до температуры в 500 градусов.