Основные характеристики
Одной из основных характеристик считают показатель твердости. Следующий важный показатель – это концентрация алмазов на кубический сантиметр, измеряемая в каратах. Стандартно-типовые показатели для этих значений согласно действующему ГОСТ: K25 (1.1 ct/cm3), K50 (2.2 ct/cm3), K75 (3.3 ct/cm3), K100 (4.4 ct/ccm3), K125 (5.5 ct/cm3) и 150 (6.6 ct/cm3). Однако концентрация может изменяться в большую или меньшую сторону.
Важность этого значения в том, что он оказывает немалое влияние на некоторые технические показатели диска и его стоимость. Конструкции с твердой связкой и невысоким алмазным слоем обозначают K125

Распределению и фиксации углеродного зерна на рабочем слое помогает связывающий состав, так называемая связка. В производственной технологии пользуются тремя базовыми видами связок.
Металлические. Рабочий слой такого типа наиболее подходит для предварительной обработки, заточки деталей из металлокерамики и твердых сплавов, срезки больших слоев припуска.
Гальванические. Металлический корпус с одним или несколькими наслоениями никеля, покрытый углеродным абразивом. Разработан для разрезания, шлифования минеральных материалов. Востребован в производстве алмазных бурильных агрегатов, конечной доводке пуансонов и т. д.
Органические. При создании органического состава используется бакелит с применением формальдегидных смол. Его характерная особенность – это низкая теплопроводность, такие устройства применяют в работе без подачи СОЖ. Как правило, это чистовая шлифовка и доводка.
Еще одни параметры, влияющие на характеристики рабочих качеств прибора, — вид алмазного слоя и его ширина. Абразив наносится на периферийную или торцевую часть алмазного круга. Именно геометрия влияет на величину абразива и стоимость модели. Высота – это значение, определяющее долговечность конструкции, в то время как от ширины зависит размер площади, контактирующей с обрабатываемым изделием, а значит, температура рабочих элементов и прочих составляющих. Небольшая ширина допускает повышенную скорость и глубину реза. Большие значения ширины – это высокая точность и чистота работы.

Алмазы на наждак могут быть размером 125 мм. Маркировка 150х10х3х32 означает диск с диаметром 150 мм, шириной 10 мм, при этом высота – 3 мм и размер посадочного отверстия — 32 мм. Такой же подход требуется для расшифровки характеристик шлифовальных алмазов 150х20х5х42х32; 150х20х3х40х32.

Диски для заточки инструмента и обдирочные насадки для болгарки
Среди этого типа приспособлений в целях расширения функциональных возможностей болгарки значительно выделяются три вида – витые шарошки, абразивные заточные диски и алмазные обдирочные.
Витые шарошки используют для обдирки металлических и каменных поверхностей – если речь идет о снятии старой краски или капитально засохшего цементного раствора, то лучшего сменного инструмента вряд ли можно найти. Его изготавливают в виде стальных чашечек, по периметру которых устанавливают проволочные щетки. Размер проволоки может быть разным – в зависимости от грубости обработки шарошка может быть снабжена как толстой, так и тонкой проволокой.
Обдирочные насадки для болгарки фото
Абразивные заточные диски. Такие насадки предназначены для грубой обработки металла – с их помощью зачищают сварные швы и затачивают всевозможный режущий инструмент. Как правило, наибольшее распространение такие насадки получили на маленьких болгарках – это связано с удобством в пользовании. От отрезных кругов такую насадку можно отличить по толщине и форме – их внутренняя часть имеет углубление, что позволяет выполнять процесс затачивания плоской частью круга, а толщина не может быть меньше 5мм.
Заточные диски для болгарки фото
Алмазные обдирочные диски. В принципе, они в чем-то схожи с абразивными заточными. Только в отличие от них, обработка алмазным инструментом этого типа может выполняться только периферией диска, на которой размещены режущие грани. В противовес своему заточному собрату обдирочный алмаз не предназначен для работы с металлами, его конек – это обдирка бетонных, каменных и тому подобных материалов. Если речь идет о снятии небольшого участка цементной стяжки, то придумать что-либо лучше, чем этот алмаз, не получится.
Диски для болгарки фото
В общем, так или иначе, а диски для болгарки позволяют значительно увеличить функционал угловой шлифовальной машины. В современном строительстве и других сферах жизни найти какую-либо отрасль, где не используется болгарка, очень трудно – совместно с огромным количеством всевозможных насадок она является поистине универсальным инструментом.

Для высококачественной шлифовки металла мало приобрести углошлифовальную машинку (УШМ), следует еще правильно выбрать диск. Посредством разнообразных насадок для углошлифамашины можно разрезать, очищать и шлифовать металл и иные материалы. Среди многообразия кругов по металлу для УШМ сделать верный выбор бывает сложно даже специалисту. Сориентироваться в видах расходных материалов и принципах работы с ними позволит эта публикация.
Конструктивные особенности и сферы применения алмазных шлифовальных кругов
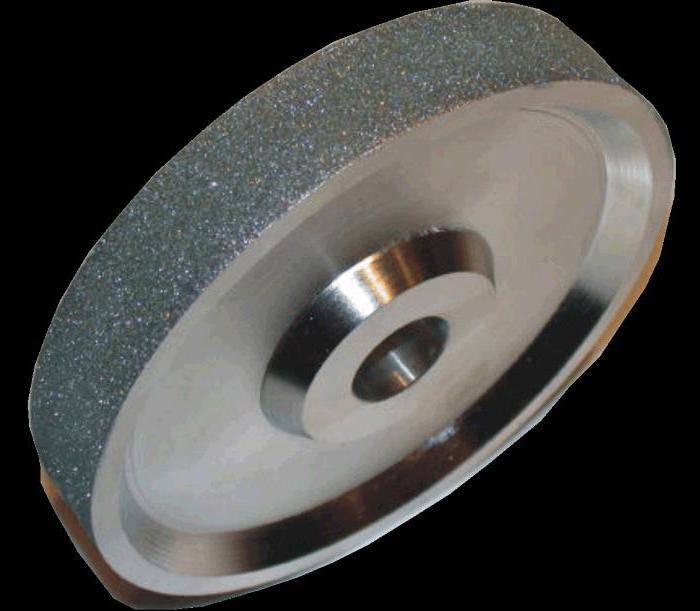
Шлифовальные круги — это расходный алмазный инструмент для ручных и автоматических шлифовальных машин.

Фотография №1: алмазные шлифовальные круги.
Расскажем о ключевых конструктивных особенностях инструментов. Начнем с того, что каждый круг состоит из корпуса и нанесенного на него алмазного слоя. Кроме алмазов в его состав входят связка с наполнителем или без него.
В маркировку алмазных кругов входят две цифры и одна буква. По этим символам определяют основные характеристики инструментов.

Изображение №1: маркировка алмазных шлифовальных кругов
Начнем с формы корпуса.
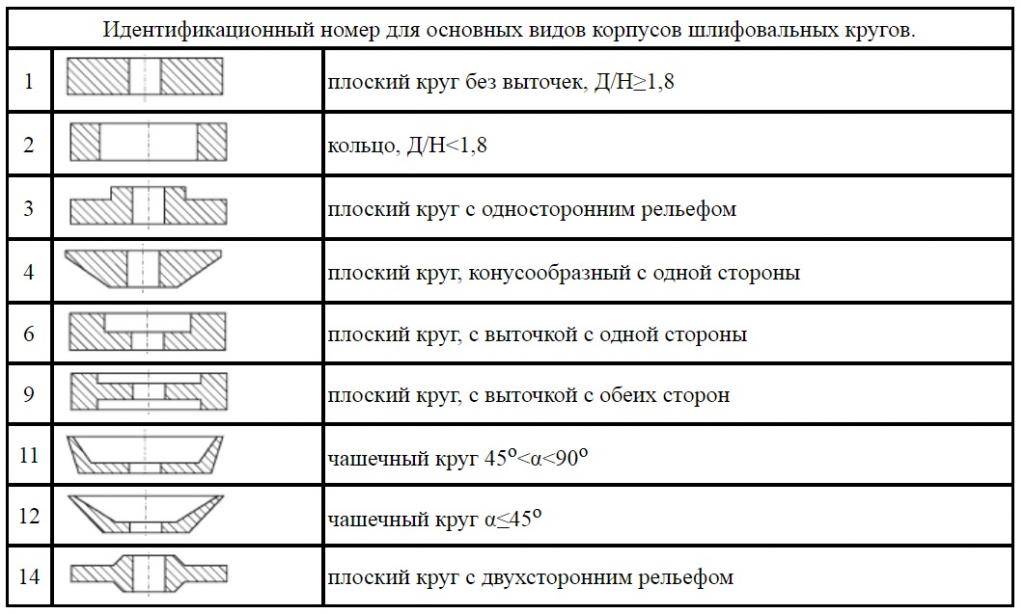
Изображение №2: формы корпусов алмазных кругов
Буква в маркировке обозначает форму сечения алмазного слоя.
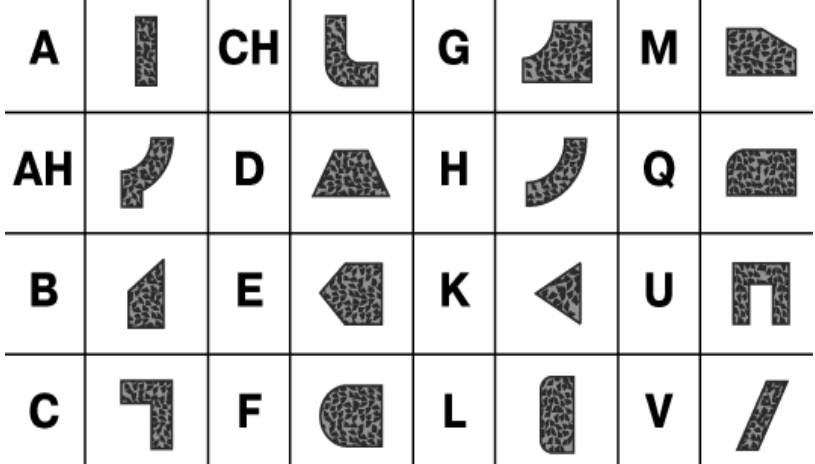
Изображение №3: формы сечения алмазных слоев
По последней цифре в маркировке определяют, где именно на круге расположен алмазоносный слой.
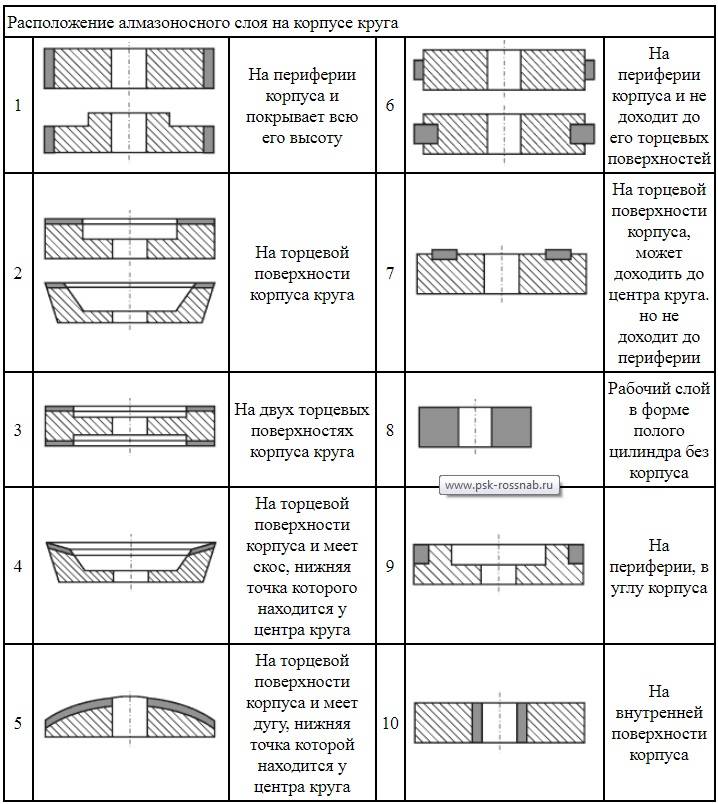
Изображение №4: варианты расположения алмазоносных слоев на алмазных кругах
К числу самых важных характеристик алмазных кругов также относится тип связки. Она может быть органической, металлической и гальванической.
Органическая связка
Представляет собой смесь, состоящую из органической связки, алмазов и наполнителя.
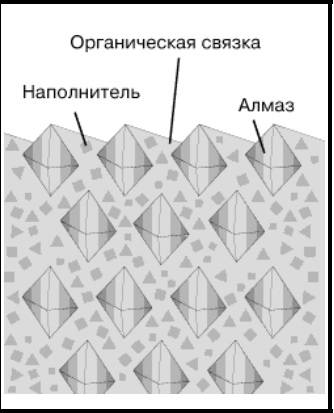
Изображение №5: органическая связка
Органическая связка имеет невысокие твердость, термостойкость и теплопроводность. Использование такого инструмента характеризуется высокой производительностью и малым количеством времени, затрачиваемым на обработку заготовок.
Перечислим основные сферы применения алмазных кругов с органической связкой.
Шлифование, заточка и доводка деталей и изделий из твердых сплавов и сверхтвердых материалов.
Обработка высокоточных измерительных и медицинских инструментов.
Изготовление изделий из огнеупорных материалов.
Полировка и огранка драгоценных камней.
Металлическая связка
Ее состав выглядит так.
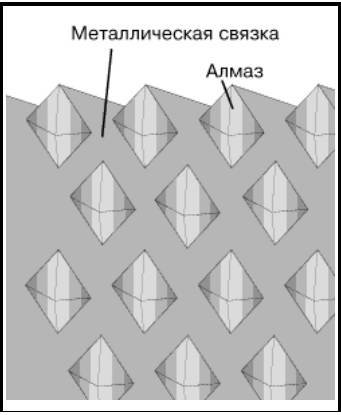
Изображение №6: металлическая связка
Металлическая связка отличается высокими твердостью, теплопроводностью и термостойкостью. Круги с такими алмазоносными слоями применяют для:
выполнения черновых операций, требующих снятия больших припусков;
заточки твердосплавных деталей и изделий;
обработки заготовок из специальной керамики и иных труднообрабатываемых материалов.
Гальваническая связка
Ей с добавлением алмазов покрывают опорные металлические основы. У таких кругов зерна выступают далеко за поверхность связки. Это значительно облегчает отвод стружки.









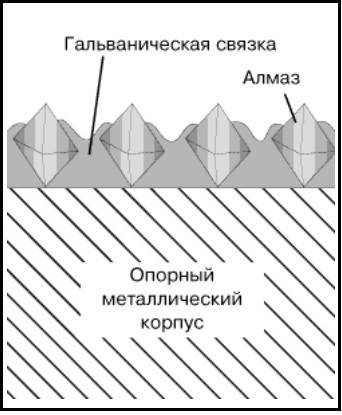
Изображение №7: гальваническая связка
Алмазные круги с гальванической связкой отличаются высокой режущей способностью, хорошей теплопроводностью, низкой стоимостью и возможностью исполнения любой геометрии. Перечислим сферы применения инструментов данной категории.
Обработка деталей и изделий из кремния, германия и иных полупроводниковых материалов.
Шлифование и резка заготовок из ситала и различных видов технического стекла.
Фактурная обработка природного и искусственного камня.
Изготовление притиров и алмазных головок различных форм.
Производство ручного инструмента для доводки штампов из легированных сталей и твердых сплавов.
Иные характеристики алмазных шлифовальных кругов
Перечислим оставшиеся параметры.
Размер корпуса. Выбор инструмента зависит от габаритов заготовки и операции, которую необходимо выполнить.
Зернистость. Определяет чистоту поверхности после обработки. Чем меньше зернистость кругов, тем более гладкими получаются поверхности. Главный недостаток мелкой зернистости заключается в том, что при работе нередко происходят засаливания инструментов. Возможно также прижигание поверхности заготовки.
Концентрация алмазов. Этот параметр напрямую зависит от зернистости. Чем выше зернистость, тем больше алмазов находится в 1 мм 3 абразивного слоя. Круги с высокой концентрацией используют для обработки малых площадей. Инструменты с низкой концентрацией предназначены для обработки больших поверхностей.
Классы точности. Их 3 — Б, А и АА. Последние — лучшие по качеству. При помощи таких алмазных кругов выполняют высокоточные операции.
Классы неуравновешенности (1–4). Зависят от качества абразивной массы.
Типы алмазных дисков для заточки
Алмазные круги для заточки инструмента имеют свою классификацию. Заводы по изготовлению абразивного инструмента выпускают алмазные диски трех форм:
- В виде чашечки – это полый внутри конус с основанием из металла и напыленным на рабочую часть слоем алмазной крошки.
- Наподобие тарелки, где бывает односторонняя или двухсторонняя выточка, профиль смотрится полукругло-выпуклым.
- Диски с прямым профилем.
Кроме этого, имеются две основные группы инструмента, в каждой из которых применяют различный алмазный материал для заточки:
- Абразив из штучно созданных алмазов, который отличается высокой однородностью зерна.
- Абразив, выполненный из натуральных кристаллов алмазов, которые относятся к техническим.
И одна из самых важных категорий, определяющая назначение алмазного диска для обработки инструмента, – это категория по величине основной массы зерна в напыленном слое:
- Мелкая фракция абразивного алмаза, используемая для шлифовок, доводок и финишных работ по обработке материала (100/80).
- Средняя фракция абразивного алмаза, используемая для целевых задач заточки, а также при чистовых операциях шлифовки (125/100).
- Крупная фракция абразивного алмаза, применяемая в черновых работах шлифовки или грубого обдира обрабатываемого материала (200/160–160/125).
Это интересно: Аэрограф для моделизма — какой лучше выбрать моделисту
Алмазные круги, конструкция, преимущество
Благодаря физико-химическим особенностям алмаза и функциональному потенциалу он успешно реставрирует режущие возможности инструмента и оперативно приводит в рабочее состояние. Изделия такого типа отличаются стоящими режущими возможностями и продуктивной точностью размеров. Эти качества нашли достойное использование в разных сферах жизни (промышленности, быту и т. д.).
Причем алмазные круги, как абразивный точильный материал применяется для заточки и доводки резцов, сверл, пил и т. д. кроме того, с их помощью обрабатывают и полируют разнообразного вида поверхности. Основное преимущество в их использовании заключается в простоте, точности, быстроте и чистоте обработки
И что еще немаловажно он имеет маленький износ – долговечен
По своей конструкции алмазные диски представлены в виде корпуса и нанесенного алмазоносного слоя, который состоит из соответствующего порошка, связующего и наполнительного материала. Корпус изделия могут изготовить из черного или цветного сплава. полимера. В таких кругах применяют два типа алмазов: искусственный и технический (природный).
При этом они представлены в виде отдельных кристаллов или порошка. Известно, что порядка 2/3, используемых, в промышленности алмазов в виде порошка идет на изготовление дисков, брусков и другого инструмента. Чтобы удержать на диске порошкообразную массу алмаза используют специальные связующие, которые крепко держат отдельные гранулы друг с другом.
Производитель в данный момент предлагает потребителю три варианта дисков на органических, керамических и металлических связках. Первая разновидность круга используют для шлифовки режущих пластин и других болванок из твердых материалов. При работе быстро подвергаются износу. Диски второго вида используют для чистовой доработки инструмента (резцы, ножи и т. п.).
Изделия на металлических связках обладают достаточной теплостойкостью, прочностью продолжительным сроком службы, недостатком считается эпизодическое засаливание, в результате нужна правка.
Профили на керамических связках
В связках на керамике используется покрытие из алмазоникеля. Это покрытие бывает однослойным либо может наноситься в несколько слоев. Толщина связующего вещества на керамической основе не превышает 2/3 величины зерен алмаза. Благодаря тому что между вершинами кристаллов и связкой имеется свободный промежуток, стружка, снятая с обрабатываемой поверхности, автоматически удаляется, не создавая дополнительных препятствий процессу заточки.
Основные свойства заточных дисков на керамической связке:
- отличная способность к снятию слоя металла во время заточки;
- возможность создавать абразивный инструмент любой конфигурации;
- высокая проводимость тепла;
- приемлемая стоимость изделий.
Связки для алмазных шлифовальных кругов
Шлифовальные алмазные круги выпускаются с тремя видами связок: металлическими, обозначаемыми литерой М (в качестве основы выступают композиции из олова, цинка, меди, алюминия), керамические, обозначаемые литерой К (с основой из стекла, или шамота и добавлением алюминия) и органические, маркируемые литерами КБ или К (из карболита или пульвербакелита). Если применяется наполнитель, то его роль выполняет порошок из графита, меди, глинозема, электрокорунда или карбида бора.
Алмазные круги в конструкции которых используется металлическая связка, характеризуются повышенной теплостойкостью и прочностью, долго сохраняют геометрическую форму и отличаются длительным сроком службой, но быстро засаливаются. Они применяются для сошлифовки большого объема материала и его предварительной обработки. В результате получается поверхность с восьмым-девятым классом шероховатости. Наполнитель в таких кругах не используется, а рабочий слой может закрепляться на переходном стальном кольце, которое крепится к корпусу.
Свойства кругов с металлической связкой:
- высокая твердость;
- большая скорость работы и производительность;
- хорошие показатели термостойкости и теплопроводности;
- высокая производительность съёма.
Органическая связка требует использования наполнителя. Имеет незначительную твердость термостойкость и теплопроводность, но достаточно высокую производительность и скорость обработки.
Круги с органической связкой применяются при доводочных и чистовых работах, для доводки и чистовой заточки изделий из сверхтвёрдых материалов и твёрдых сплавов, при обработке медицинских и мерительных инструментов. Позволяют получить поверхность одиннадцатого и двенадцатого классов шероховатости. В отличие от кругов с металлической связкой мало засаливаются, но в три раза больше расходуют алмазы.
Инструменты с керамической связкой характеризуются алмазоникилевым покрытием, которое может наноситься как в один, так и в несколько слоев. Толщина связки составляет две третьих размера алмазных зерен. Благодаря этому кристаллы выступают над поверхностью связки, но надежно фиксируются. В результате образующаяся стружка легко удаляется с обрабатываемой площади.
Свойства кругов с керамической связкой:
- высокая режущая способность;
- доступная стоимость;
- любая геометрия;
- высокая теплопроводность.
Используются для шлифования и резки германия, кремния, ситала, иных полупроводниковых материалов, технического стекла и керамики, обработки камня. Применяется и для доводки изделия из легированных сталей, твердых сплавов, при изготовлении ручного инструмента.
Алмазные круги с металлической связкой эксплуатируются только с водяным охлаждением, со связкой органической могут работать как с охлаждением, так и без него, при этом не допускается использование щелочных растворов.
Выбор основания алмазной чашки.
Так же стоит обратить внимание, что и основание у чашек может быть разным. Наиболее распространены стальные основания, но так же часто можно встретить алюминиевые и резиновые основания
Резиновая основа гасит вибрации возникающие в момент работы, чашка с алюминиевым основанием легче, что хорошо при длительной работе с ней и обычно такие чашки хорошо сбалансированы. Чашка со стальным основанием обычно стоит дешевле. Но, на мой взгляд, главное, чтобы основание было хорошо «отбалансировано», т.к. плохой баланс чашки увеличит нагрузку на вал Вашей машинки и она может рано выйдет из строя.
Форма и ширина алмазного слоя
Каждый круг имеет алмазный слой определенной формы и ширины. Большая ширина потребуется при работе «на проход». Шлифовка методом «врезания» требует ширины, соизмеримой с шириной поверхности, к которой будут прикладываться усилия, иначе после обработки появляются уступы.
Выбор формы сечения так же зависит от поставленных задач и формы обрабатываемой поверхности. Сечение алмазного слоя обозначается определенной буквой, которую можно найти в таблице:
Различаются шлифовальные круги и по диаметру, но выбор диаметра зависит как от применяемого инструмента, так и от обрабатываемой детали и необходимого результата. Так же при работе с алмазным шлифовальным инструментом требуется учитывать количество оборотов шпинделя на конкретном оборудовании.
Виды алмазного инструмента для шлифования по ГОСТ
Разновидности конструкций и виды рабочих поверхностей шлифовальных алмазных дисков регламентируются ГОСТ 24747-90, который полностью соответствует требованиям нормативов Федерации европейских производителей абразивов (FEPA, Federation of European Producers of Abrasives). Указанный ГОСТ и стандарт ISO 6168-79, принятый на основе классификации FEPA, регламентируют и кодируют:
- Конструкцию и геометрические параметры корпусов алмазных кругов.
- Форму абразивного слоя.
- Расположение абразивного слоя на корпусе.
- Конструктивные особенности отдельных корпусов.
В первую группу признаков по ГОСТ входит пятнадцать видов корпусов, пронумерованных от 1 до 15. Во вторую — двадцать шесть профилей абразивных слоев, обозначенных одной или двумя латинскими буквами. В третью — десять способов размещения абразива на поверхности корпуса, пронумерованных от 1 по 10.









В четвертую — четырнадцать конструктивных особенностей, каждой из которых присвоены одна или две латинские буквы. Таким образом, каждый вид алмазного диска представляет собой конструктивную совокупность нормированных элементов и имеет строго определенные геометрические параметры.

Их обозначения и размерные ряды также регламентированы соответствующими стандартами. К примеру, один самых распространенных алмазных кругов для плоского шлифования обозначается 1А1, что означает: (1) плоский круг без вытачек; (А) с линейным слоем абразива, (1) покрывающим всю высоту периферийной плоскости (см. фото выше).

https://youtube.com/watch?v=qaKkb0qj96Q
Маркировки
Стандартная строка маркировки алмазных кругов включает в себя две части. В первой содержится информация о конструкции и геометрических размерах изделия, а во второй — о характеристиках абразива и связки (см. рис. ниже). Помимо этого производители в соответствии со своими регламентами могут дополнять правый конец строки другими данными.

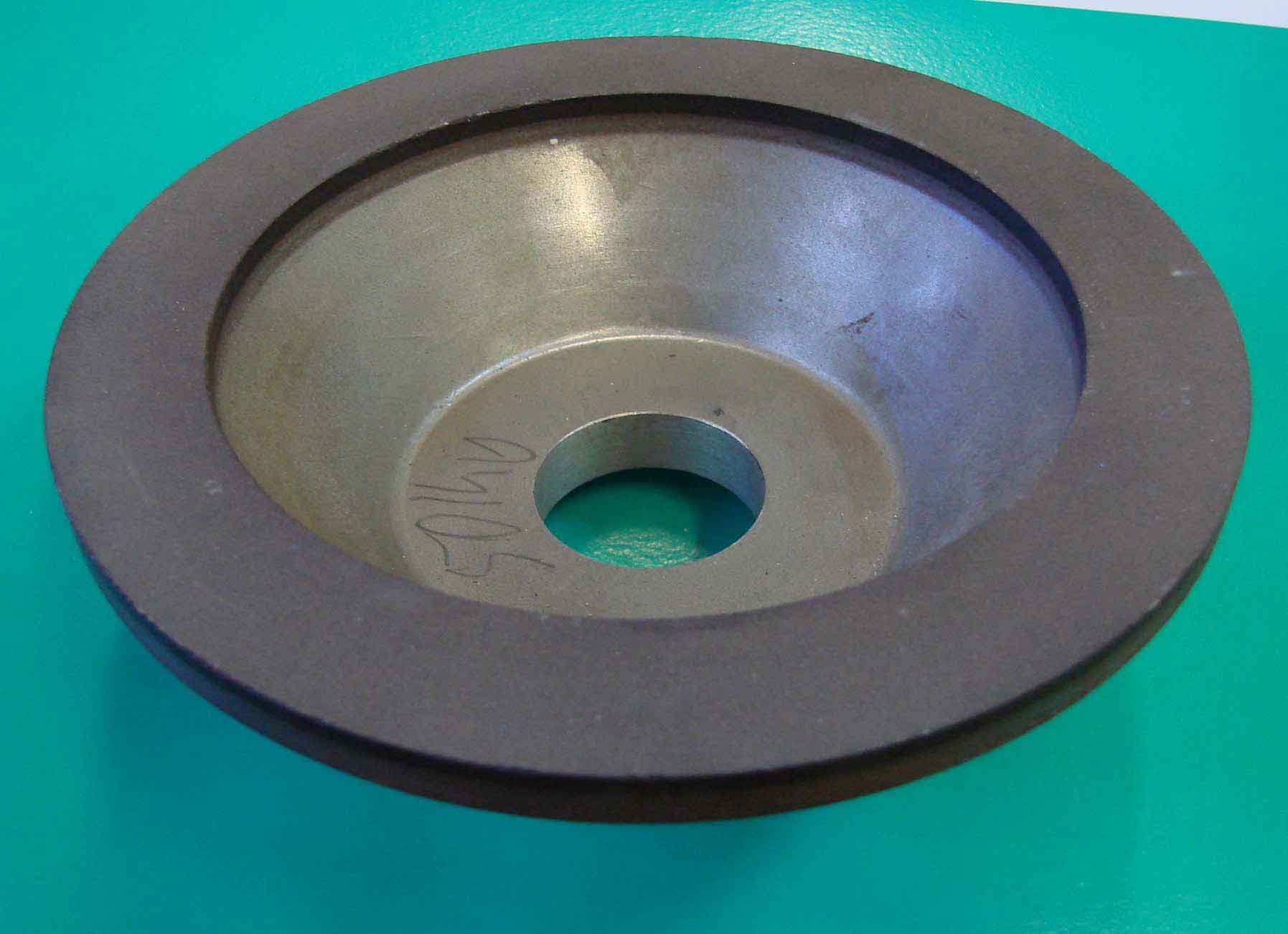
Чтобы расшифровать тип изделия, необходимо воспользоваться ГОСТ 24747-90 или таблицами с кодами и эскизами наиболее распространенных конструкций. В нашем случае это алмазный круг тарельчатый конической формы с углом 20° Ø150 мм, размером рабочего слоя 6×4 мм и посадочным отверстием Ø32 мм. Во второй части маркировки указаны следующие параметры абразивного слоя:
- D126 — номер алмазного зерна по FEPA, что соответствует диапазону 106-125 мкм или 120/140 меш.
- К75 обозначает концентрацию зерна в каратах на кубический сантиметр рабочего слоя.
- B — обозначение органической связки по FEPA.
- T — кодировка твердости связки. Регламентируется ГОСТ Р 52587-2006 (см. далее) и международными стандартами. В нашем случае круг относится к категории «весьма твердые».
Зернистость
От зернистости алмазного круга напрямую зависят его главные технологических параметры: производительность шлифовки и класс чистоты
Поэтому при подборе размера зерна важно учитывать совокупность этих характеристик. При предварительной шлифовке применяют инструмент с зернистостью D151, что сокращает количество проходов, обеспечивает высокую производительность и позволяет получить поверхности 7 класса чистоты (Ra до 1.4; Rz = 6÷8)
При чистовом шлифовании производительность не является основным критерием, поэтому в этом случае используют алмазные круги с зерном D54 и в результате получают поверхность 10 класса с Ra = 1.2 и Rz =1.0÷1.6. От размера зерна также зависит глубина резания и, соответственно, толщина припуска, снимаемая за один проход.
Рекомендуется выбирать глубину шлифования не более 1/3 нормативного размера зерна. В приведенном выше примере в первом случае эта величина будет составлять 0.05 мм , а во втором — 0.018 мм. На фото ниже — алмазное зерно размером 10÷15 мкм под электронным микроскопом при увеличении 500Х.

Концентрация алмазов (размер алмазного слоя)
Эта величина показывает пропорцию алмазных зерен в объеме рабочей части и измеряется в каратах (0.2 г) на кубический сантиметр (ct/cм³). Типовые значения этого параметра: K25 (1.1 ct/cм³), K50 (2.2 ct/cм³), K75 (3.3 ct/cм³), K100 (4.4 ct/cм³), K125 (5.5 ct/cм³) и 150 (6.6 ct/cм³), но могут выпускаться изделия с большим или меньшим значением концентрации. Он влияет сразу несколько технических характеристик алмазного круга и оказывает значительное влияние на его стоимость. Концентрация свыше К125 характерна для инструмента с твердой связкой и небольшой высотой рабочего слоя. Кроме того, она позволяет сохранять неизменной геометрию периферии в течение всего цикла шлифования.
В целом значение этого параметра пропорционально размеру абразивного слоя: чем меньше концентрация, тем он толще и шире. Алмазные круги с низкой (до К25) концентрацией обычно имеют рабочий слой большей ширины и малую зернистость.

Конструкция шлифовальных алмазных кругов
Круги представляют собой корпус, на который нанесен слой алмазов с разной структурой. В напыление, кроме алмазных элементов входит наполнитель и связка.
Все изделия имеют различные характеристики и различаются по:
- типу и форме круга;
- размеру корпуса;
- степени зернистости;
- типу связки;
- концентрации алмазов;
- классу неуравновешенности;
- классу точности;
Кроме того, они характеризуются прочностью, твердостью, износостойкостью.
Корпус
Для изготовления корпусов алмазных кругов используются стали марок Ст3, 30, 25 и 20, алюминиевые сплавы марок Д16 и АК6 или полимеры.
Для шлифовальных кругов, имеющих форму АГЦ или А1ПП необходимы хвостовики, изготовленные из сталей У8 или У7.
Концентрация алмазов
Концентрация алмазоносного слоя, которая выражается в процентном содержании, — количество зерен в 1 кубическом миллиметре порошка, используемого в абразивном слое. Эта характеристика влияет на эффективности и экономичность работы инструмента. Концентрация находится в зависимости от зернистости — чем выше зернистость и чем тверже материал для обработки, тем больший процент концентрации алмазов требуется для работы.
Выпускаются алмазные шлифовальные круги со 150-, 100-, 75-, 50- и 25-процентой концентрацией. За 100% принимается 4,39 карата (1 карат равен 0,2г), содержащихся в 1см3, что соответствует 0,878 мг/мм³.
Этот показатель определяет производительность, режущую способность, срок эксплуатации и цену инструмента. Оптимальная характеристика зависит от площади и формы обрабатываемого материала, типа используемого инструмента, качества связки, зернистости алмазного зерна и условий обработки.
Выбор концентрации круга основывается на следующие требования:
- высокая концентрация необходима, если контактная поверхность соприкосновения обрабатываемого элемента и шлифовального круга мала (к примеру, во время круглой шлифовки), это гарантирует длительное время эксплуатации инструмента и повышает его износостойкость;
- низкая концентрация выбирается для обработки контактных поверхностей большой площади.
Зернистость
Зернистостью называют величину алмазного зерна или сростков кристаллов (этот показатель определяется толщиной, шириной и высотой, но обычно учитывается только ширина). Степень зернистости определяет чистоту поверхности после обработки, производительность работы, количество материала, снимаемого за разовый проход круга, изнашиваемость инструмента и другие показатели.
Зернистость указывается согласно ГОСТу 3647-80 и обозначается в микронах дробью, в которой числитель в микронах обозначает величину верхнего сита, а знаменатель — нижнего. Согласно международным стандартам FEPA (и ГОСТу Р52381-2005) характеристика обозначается литерой F с соответствующим числом – чем оно выше, тем меньше размер зерна.
Зернистость подбирается в зависимости от необходимой шероховатости поверхности после обработки, вида материала, величины припуска, снимаемого при проходе инструмента и т.д.
Обрабатываемая поверхность получается тем чище, чем меньший размер зерна применяется. Но мелкая зернистость не всегда предпочтительна – она дает высокую чистоту, но одновременно приводит к засаливанию инструмента и прижогу обрабатываемой поверхности. Использование мелкозернистого круга так же снижает производительность.
По фракциям зернистость различается следующим образом:
- мелкая 100/80;
- средняя 125/100;
- крупная 160/125;
- более крупная 200/160.
Круги с меньшим показателем применяются при завершающей доводке лезвий, ножей, резцов и других изделий, при окончательной шлифовке. Среднее звено позволяет добиться необходимой остроты режущих частей, а крупноструктурные зерна используются для выравнивания и снятия части обрабатываемой поверхности.
Целесообразно применять низкозернистые круги для уменьшения шероховатости поверхности, а более крупное зерно тогда, когда требуется увеличить производительность и при больших припусках. Чем материал менее вязкий и более твердый, тем показатель зернистости может быть больше.
Шлифовка бетона алмазным диском: пошаговое руководство для вашего инструмента
Шлифовка бетона с помощью электрического инструмента подразумевает процесс удаления заусениц, загрязнений и сыпучих материалов с бетонной поверхности с помощью шлифовальной машины. При шлифовании бетона скрепление алмазных чашечных колец обычно должно быть противоположным бетону, то есть использовать мягкое соединение на твердом бетоне и твердое соединение на мягком бетоне. Используйте более крупную алмазную крошку для более быстрого удаления бетона и для более твердого бетона.
При шлифовании твердого бетона не образуется много пыли, обычно он мягкий и неабразивный. Алмазы режутся, притупляются и ломаются, как обычно.
Если использовать алмазные диски с высокой зернистостью, тогда увеличивается количество пыли. Также можно уменьшить площадь поверхности с меньшим количеством сегментов. При шлифовании мягкого бетона обычно образуется достаточное количество абразивной пыли, которая изнашивает связку и притупляет алмазный диск. Это часто приводит к быстрому износу шлифовального круга, поэтому приходится избавляться от пыли.
При работе с алмазными кругами для болгарки важно контролировать состояние диска. Он не должен перегреваться, поскольку это может привести к замедлению работы инструмента. Если вы неправильно подобрали диск под конкретный материал, тоже столкнетесь с проблемой
Это может обернуться не только износом диска, но и опасностью для вашего здоровья
Если вы неправильно подобрали диск под конкретный материал, тоже столкнетесь с проблемой. Это может обернуться не только износом диска, но и опасностью для вашего здоровья.
Для шлифовки бетонной поверхности нужно выполнить несколько шагов:
- Изучаем особенности поверхности. Алмазный диск подходит для тонких слоев неагрессивного покрытия.
- Выполняем зачистку поверхности перед шлифовкой. Для получения максимально гладкой поверхности нужно будет несколько раз шлифовать бетон.
- Под конкретный пол выбираем подходящий алмазный круг.
Чтобы правильно выбрать алмазных диск, учитываем зернистость, вид связки, форму сегментов. Что касается показателя зернистости, который, по сути, означает размер алмаза в связке, он бывает крупным (16-40 зерен), средним (70-80 зерен), мелким (140-150 зерен). Лучше всего начать с крупной крошки, с помощью которой удастся выровнять неровности на бетонной поверхности.

Тип связки определяет материал, который удерживает алмазы на месте. Твердое соединение лучше всего при работе с абразивными материалами, такими как мягкий бетон или дорожное покрытие, поврежденное дождем. Средняя связь может плохо работать с твердыми материалами, но быстрее истирается на абразивных материалах. Мягкие связки идеально подходят для твердых материалов, потому что они быстро стираются, обнажая слой алмаза для шлифования поверхности.
Форма сегментов определяется типом поверхности, на котором вы планируете работать. Например, квадратные сегменты имеют длинную переднюю кромку, поэтому идеально подходят для неровного бетона. Алмазы с круглой головкой имеют тонкий передний край, поэтому идеально подходят для дальнейшего разглаживания. Не забывайте и о правильном выборе шлифовальной машины.
Сфера использования
Алмазные чашки стоят на первом месте при обработке твердых пород и материалов, они помогут провести черновую и чистовую обработку кирпичной кладки, плит, бетона. Они идеально подойдут для полирования таких природных пород, как гранит или мрамор. В первую очередь, проводится грубая обработка. После этого делают финишную зачистку.
Алмазные диски выполняют следующие функции:
- счистка неровностей;
- удаление выступающих элементов;
- выравнивание стыков;
- полировка швов;
- ровная зачистка поверхности;
- чистовая обработка;
- ликвидация старых слоев.
Рекомендации по обращению
Во время шлифовки следует на болгарку оказывать умеренное давление. Слишком большое нажатие может перегреть связку, что негативно скажется на дальнейшей обработке и снизит ресурс всех элементов. Давление также не должно быть слишком маленьким. В этом случае, может не открыться второй слой алмазов на рабочей поверхности чашки после стирания первого.
Если изделие перестанет снимать обрабатываемый слой, то выкидывать его не стоит. Скорее всего, необходимо удалить верхнюю связку и новый алмазный слой вскроется сам. При работе с гранитным камнем диск часто затирается и перестает шлифовать. В этом случае лучшим вариантом будет проводка крутящейся чашки по штукатурке. Последняя будет выполнять функцию абразива. Затертый слой снимется. После этого диском можно будет обрабатывать поверхность дальше.








Безопасность при работе
Операции с оборудованием, выполняющим шлифовальные и отрезные работы, имеют несколько опасных факторов. Это вращение устройства, возможность разрушения диска на ходу, угроза прикосновения к вращающемуся оборудованию. Чтобы сохранить здоровье, нужно выполнять такие требования:
Все работы на шлифовальном электрическом оборудовании начинаются после проверки изоляции кабелей, наличия заземления, исправности кнопки аварийного отключения. Убедится в исправном состоянии кругов: нет ли трещин, сколов, выработки. Проверить работу приточно-вытяжной вентиляции. Спецодежда должна быть заправлена, длинные волосы нужно спрятать под шапочку. Перед началом шлифовки подождать 2—3 минуты, пока станок работает вхолостую
Это поможет выявить скрытые дефекты
Во время работы всё внимание обращать на производимую операцию. Не работать без защитных очков или масок
Замена абразивных кругов возможна только на отключённом оборудовании. Все вращающиеся механизмы ограждаются кожухами, а сами круги — прозрачными экранами. При подъёме этих ограждений работа станка должна блокироваться выключателями. В неработающем состоянии щитки необходимо поднять.
Современный шлифовальный инструмент и станки значительно облегчают труд человека. А правильный выбор оснастки позволит выполнить операции по зачистке с максимальным уровнем чистоты.
СМОТРИТЕ ЭТО ПОЛЕЗНОЕ ВИДЕО:
Круги наждачные для заточного станка (наждак).
Заточные наждачные круги имеют свойство изнашиваться, поэтому время от времени их приходится менять.
Есть два основных вида заточных кругов: -белый (электрокорунд белый), имеет маркировку 25А. -зеленый (карбид кремния зеленый), имеет маркировку 64С.

Белый круг предназначен для бытовых работ, заточки таких изделий бытового назначения — топоры, кухонные ножи, лопаты и др.
Читать также: Самодельное реле давления для компрессора
Диаметр наждачного круга чаще всего используется 200мм и толщиной 20мм.
Зеленый круг точило предназначен для заточки напаек на резцах, на дисковых пилах, заточки сверл по металлу и др. В основном используются круги ПП диаметром 300-350мм, а так-же чашечные и тарельчатые.
Заточные наждаки имеют разное зерно 8Н, 12Н, 16Н, 25Н, 40Н. Чем больше цифра, тем крупнее зерно и соответственно грубее обработка.
Чем крупнее зерно у точильного круга, тем быстрее стачивается слой металла, чем мельче, тем медленнее, но край будет более гладким и острым.
Есть специальные наждачные заточные круги для пил, край у них сделан под углом, для удобства заточки зубьев.
Хозяева, которые предпочитают смастерить что-нибудь вместо того, чтобы бесполезно уставиться в экран телевизора, умудряются устроить микромастерскую даже в квартирах. Людям же, имеющим частный дом или проживающим в сельской местности, обзавестись солидным инструментальным набором и простейшими приспособлениями сам Бог велел.
Точильный станок, называемый в простонародье точилом, настолько универсален, что он появляется в мастерской одним из первых. Действительно, точило поможет подогнать черенок к лопате огороднику, прорезать паз в печатной плате радиолюбителю, сделать пробойник из куска проволоки или арматуры автовладельцу, а также множество других операций. Его рабочим органом является наждачный круг, характеристики которого станут предметом обсуждения в данной публикации. Здесь же будут приведены советы по выбору оптимального абразива для наждака в соответствии с целями их применения.