Какими ещё особенностями обладает оборудование?
Следующие технические показатели агрегатов должны стать главными для покупателей.
- Сечение шайбы.
- Скорость, с которой двигается поперечина, установленная для станков с двумя стойками.
- Максимум дистанции передвижения суппортов, горизонтального и вертикального.
- Сечение с высотой детали для обработки.
- Количество оборотов у планшайбы.
- Величина угла для наклона планшайбы.
- Количество скоростей.
- Общая мощность.
Когда детали обрабатываются карусельными механизмами, характерно сохранение больших скоростей. Серьёзные консольные нагрузки не вредят шпинделю, использование планшайбы предотвращает повреждения. Эта часть размещается на конструкции особенным образом для достижения лучшего результата.

Передвижение суппортов – это то же самое, что движение подачи. Основным движением считается вращение изделия, которое закрепляется в планшайбе. Но используются и так называемые дополнительные движения. Благодаря такому механизму обрабатываемая заготовка максимально сближается с инструментом, проводящему основную работу. Обычно используется движение траверсы станка.
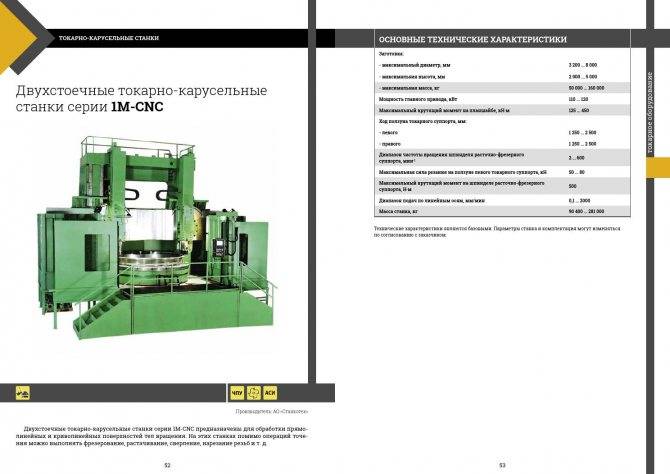
16,5-25 метров – стандартный диаметр деталей, которые обрабатываются двухстоечными типами агрегатов. Если конфигурация сложная, то больше всего подходят агрегаты, снабжённые ЧПУ. Даже непростая расточка, обточка поверхностей выполняются без проблем. На процесс не должно влиять наличие прямо-, криволинейных образующих.
Суппорту сбоку не ставятся на оборудование с ЧПУ. Комплекс ПО управляет приводом основного движенияс, практически вся работа осуществляется на автомате. Следующие возможности получают владельцы числового программного обеспечения:
- Инструменты на верхнем суппорте легко контролируются при передвижении.
- Резцы допускают использование нулевого положения.
- Корректируется величина подач, положение рабочих инструментов.
- Револьверная головка поворачивается к нужному положению, дополнительная фиксация.
- Возможность самостоятельно выбрать величину вращения планшайбы.

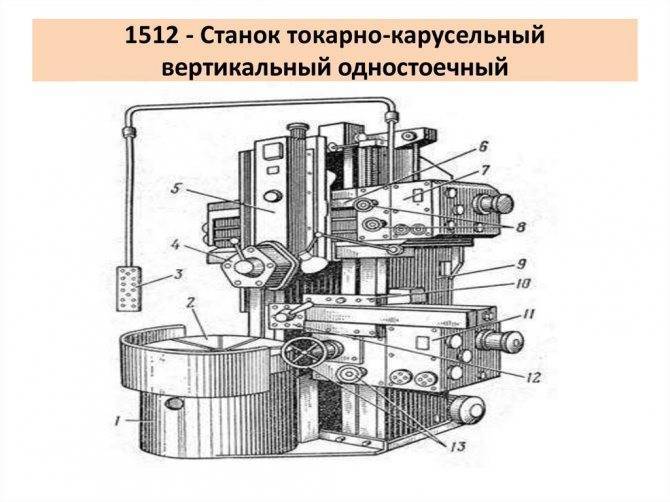
Отечественные модели серий 1512, 1516 и 1525
Завод станкостроения имени Г. М. Седина – вот какое учреждение считалось главным среди производителей во времена СССР. В 1953 появился первый карусельный агрегат. Проектировка в данном направлении проводилась специалистами предприятия.
После того момента токарно-каркусельные станки стали главной специализацией завода. Станки этого предприятиях до сих пор активно применяются во многих сферах промышленности. Серии 1512 и 1516 получили максимально широкое распространение. Это устройства универсального назначения, с одной стойкой. Назначение – мелкосерийная обработка деталей из цветных и чёрных металлов.
Функционала станка хватает, чтобы выполнить токарную работу любой разновидности.

У некоторых вариантов устройств были планшайбы самоцентрирующейся конструкции. Благодаря чему технические возможности агрегатов начинали расширяться.
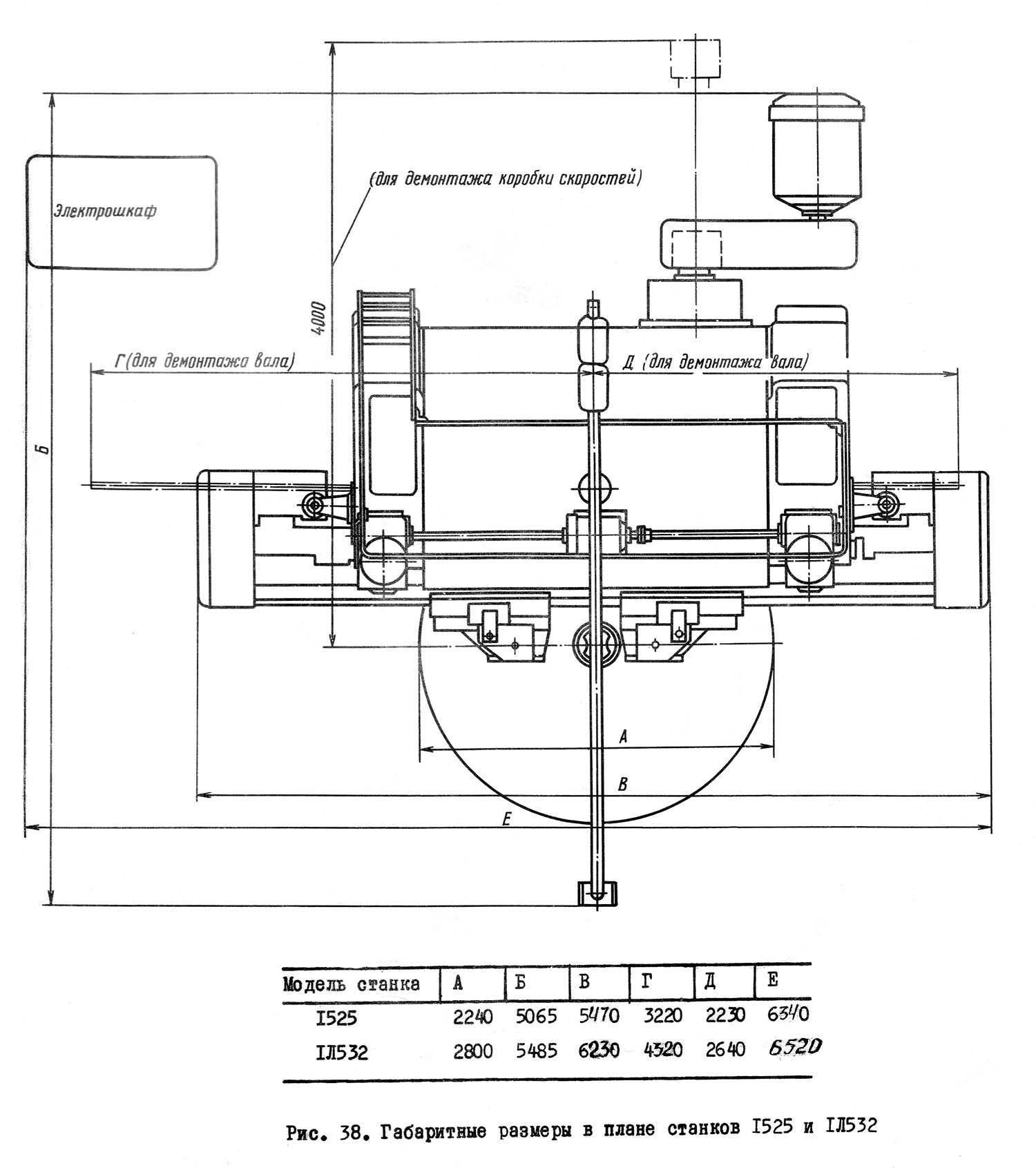
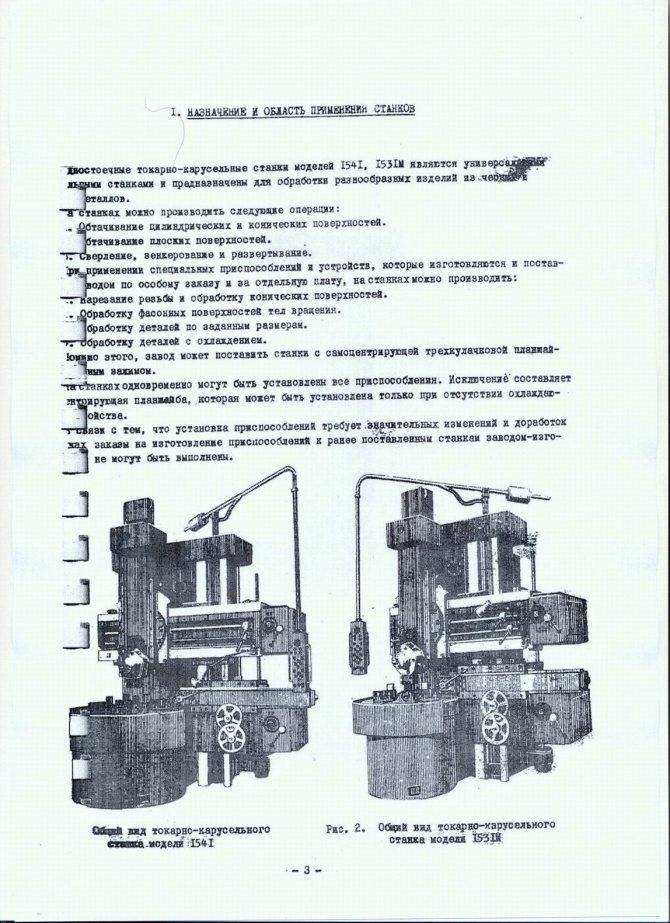
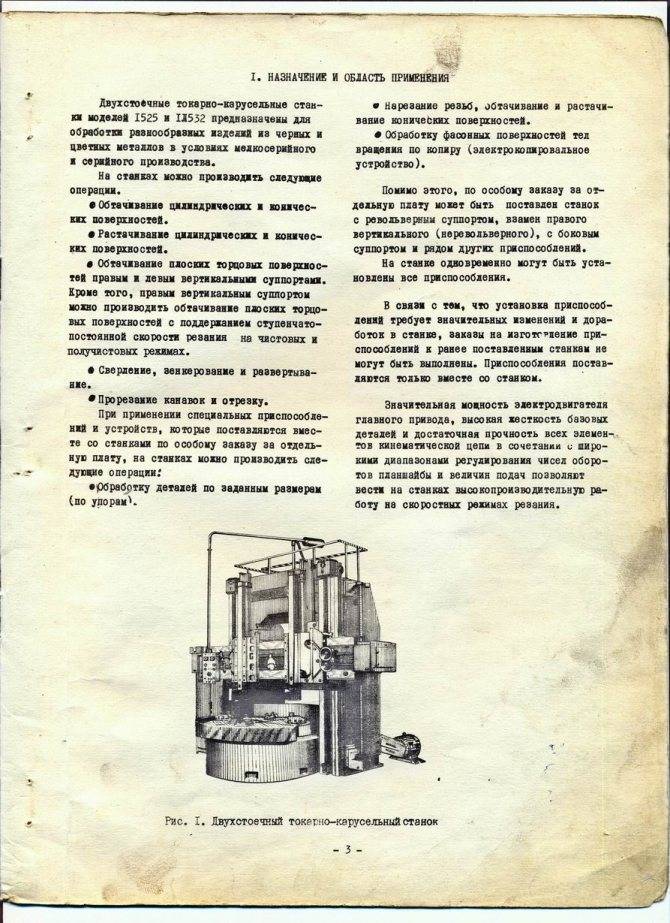
Станок 1525 – двухстоечная разновидность оборудования, которая была выпущена тем же заводом имени Седина. Отличительные особенности – реверсивные движения у планшайбы. Имеется так же два верхних поворотных суппорта. С помощью двух муфт владелец без труда выберет интервалы частот у вращения в том или ином случае. Скорость, на которой работает двигатель, корректируется преобразователем-транзистором. Для этого используется бесступенчатая схема.
Указанные выше разновидности станков при необходимости дополняются ЧПУ. Тогда устройства работают на основе программного комплекса.

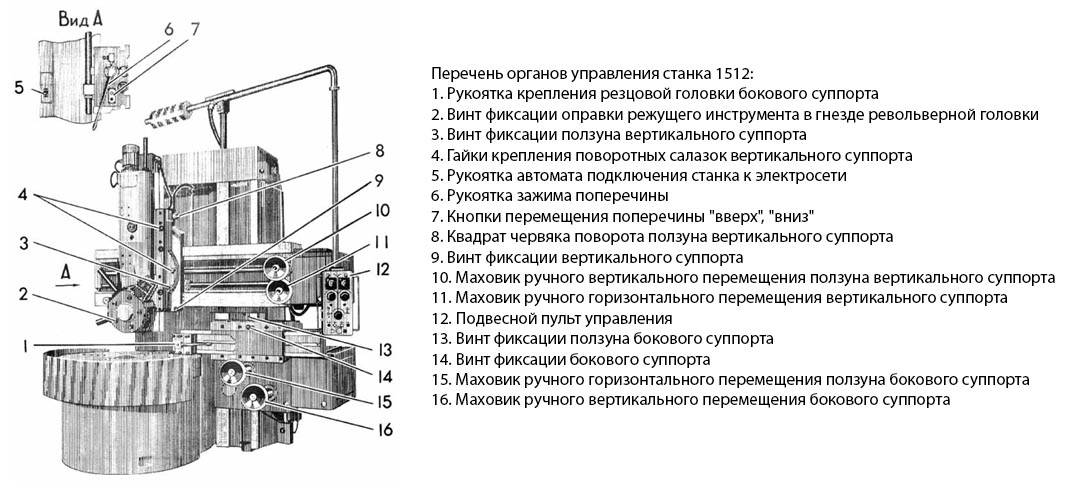
Компоновка станка
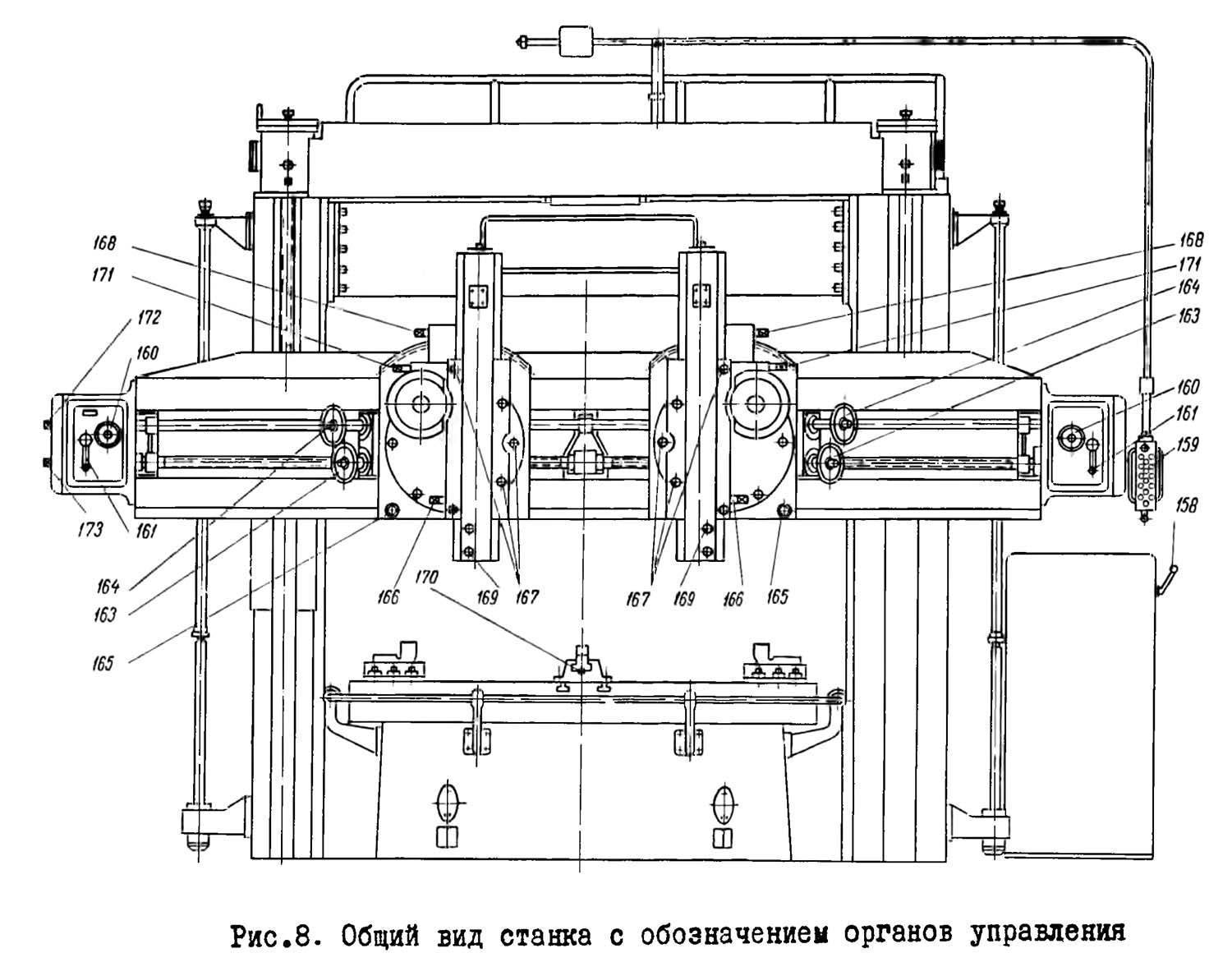
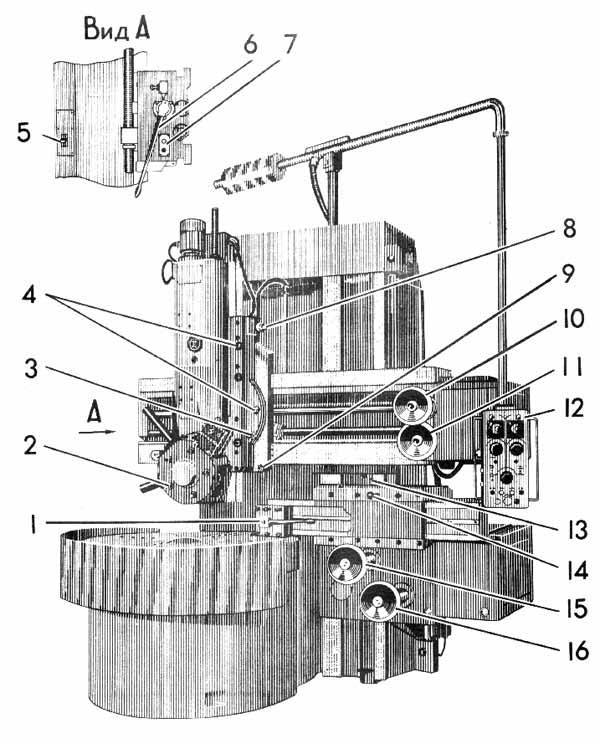
На рисунке 3 изображены основные узлы станка, которые входят в его компоновку.
Рис.3 Компоновка станка
Описание элементов: 1-стол, 2-защитное кольцо планшайбы, 3-суппорт вертикального движения, 4-пульт управления станком, 5-крепления для пульта, 6-поперечина, 7-направляющие для поперечины, 8-станина, 9-маховик ручного перемещения суппорта вертикального движения, 10-коробка подач суппорта вертикального движения, 11-коробка скоростей, 12-защитный кожух, 13-вал для передачи движения на подачу, 14-система смазки, 15-боковой суппорт, 16- коробка подач для бокового суппорта.
Большинство составных частей этого станка выполнены в виде самостоятельных изделий, что очень облегчает работы по сборке станка во время изготовления, а также уменьшает время ремонта и наладки.
Одним из важнейших элементов компоновки станка является стол. Данный узел включает в себя круговые направляющие, планшайбу, привод, помещенные в корпус. Для придания жесткости корпус стола выполнен из чугуна с развитой системой ребер. Для предотвращения попадания различных загрязняющих элементов (стружки, смазки, эмульсии, пыли) внутрь стола существуют кольцевые выступы, которые соединяются с кольцевыми канавками в верхней части корпуса. Планшайба получает вращающий момент от привода планшайбы, который в свою очередь связан с электродвигателем с помощью систем валов, шестерней и муфт, представляющих из себя коробку скоростей.
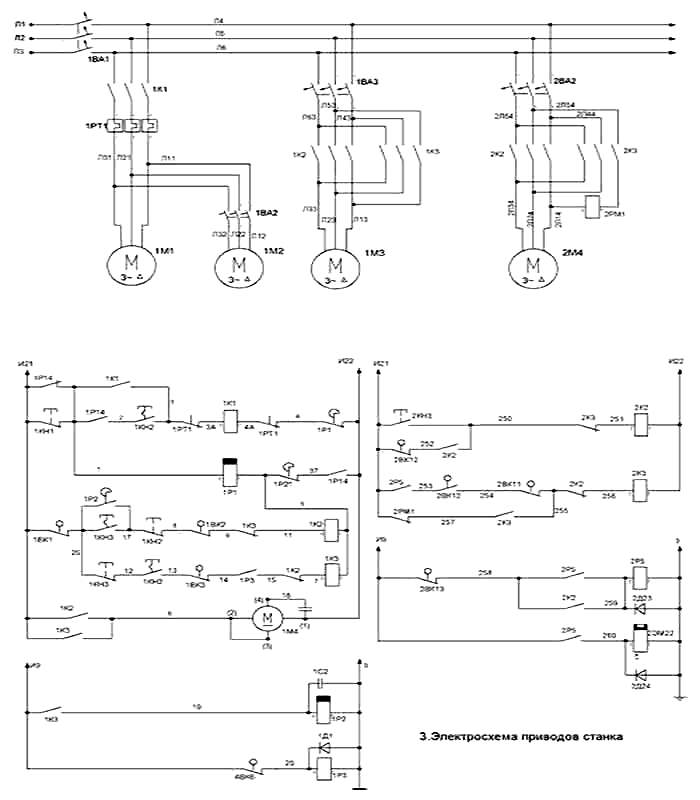
Характеристика электрооборудования станка 1512
Электрооборудование станков состоит из электродвигателей, электрических органов управления, конечных выключателей для ограничения перемещении подвижных частей станка и аппаратуры управления.
На станках установлены пять трехфазных асинхронных электродвигателей с короткозамкнутым ротором:
- двигатель главного привода 1M1;
- двигатель привода маслонасоса 1M2;
- двигатель перемещения поперечины 1M3;
- двигатель установочных перемещений верхнего суппорта установочных перемещений бокового суппорта 4М1 и три однофазных асинхронных конденсаторных электродвигателя с короткозамкнутым ротором привода лубрикатора системы смазки;
- двигатель поперечины 1M4;
- двигатель верхнего суппорта 2М2 и 2М3
На станке приняты следующие величины напряжений
- 380В трехфазного переменного тока, частотой 50 Гц — питание силовых цепей;
- 110В однофазного переменного тока — питание катушек магнитных пускателей и однофазных электродвигателей;
- 36В однофазного переменного тока — питание схемы выбора направлений хода шагового искателя;
- 24В — питание постоянного тока ламп местного освещения;
- 24В — питание постоянного тока цепей управления и электромагнитных муфт;
- 90В — питание постоянного тока катушек шагового искателя.
Вся электроаппаратура управления станком размещена в нише станка. Управление станком осуществляется с подвесного пульта управления.
Электрооборудование станка выполняет следующие функции:
- Управление планшайбой:
- пуск в рабочем режиме;
- пуск в толчковом режиме;
- ступенчатое изменение скорости при вращающейся планшайбе;
- поддержание ступенчато-постоянной скорости резания при обтачивании торцовых поверхностей верхним суппортом (изменение скорости вращения планшайбы с помощью кулачковой рейки и конечного выключателя);
- останов планшайбы.
Управление суппортами:
- рабочие подачи (выбор подачи и включение);
- установочные перемещения (выбор скорости перемещения и включение).
Перемещение поперечины.
Описание работы электрооборудования
Электросхема предусматривает выполнение следующих операций
- пуск и останов электродвигателя главного привода и электродвигателя системы смазки;
- подъем и опускание поперечины.
Управление электродвигателей главного привода
Управление электродвигателем главного привода осуществляется с подвесного пульта управления кнопками 1Кн2 — «Пуск» и IKHI — «Стоп».
При нажатии кнопки 1Кн2 — «Пуск» включается пускатель 1К1 главного привода. Одновременно включается реле 1Р1 ограничения холостого хода электродвигателя главного привода, которое срабатывает с выдержкой времени. Если в течение этого времени не будет включена планшайба, то размыкающий контакт этого реле (цепь 4) отключит пускатель главного привода.

Отключение электродвигателя главного привода производится нажатием кнопки IKHI — «Стоп».
При включенной планшайбе кнопка IKHI блокируется замыкающим контактом шагового искателя ШИТ. Двигатель главного привода можно отключить только после отключения планшайбы, когда шаговый искатель находится в нулевом положении.
Назначение и область применения
Цифры в маркировке имеют следующую расшифровку, если опираться на отечественный классификатор:
- 1 – отнесение к определённой группе оборудования. В данном случае она токарная.
- 5 – тип машины. Она карусельная.
- 12 – характеристика, описывающая размеры. 1250 миллиметров – предельный размер детали для обработки.
У названия «карусельный» своя история. По сути, термин обозначает, как устроена установка. К главным частям относят планшайбу с элементами зажима. Вращение вокруг вертикальной оси делает устройство похожим на одноимённые аттракционы. Лоботокарный тип станков ближе всего по свойствам из конкурентов. Отличаются шпинделем с традиционным расположением по горизонтали. Паспорт это подтверждает.
Назначение обоих типов приспособлений – точение деталей с небольшой длиной. Но именно карусельная разновидность обладает широким набором преимуществ.
- Качественное закрепление составных компонентов и деталей.
- Удобная загрузка заготовок.
- Шпиндель не подвергается изгибающим усилиям.
- Обработка может быть более протяжённой по времени. 1 – параметр соотношения между высотой и диаметром.
Из недостатков отмечают возможные сложности с удалением стружки. Диаметральные измерения так же для многих оказываются неудобными.
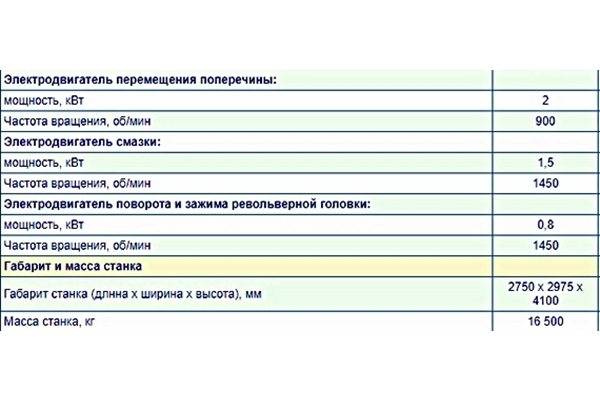
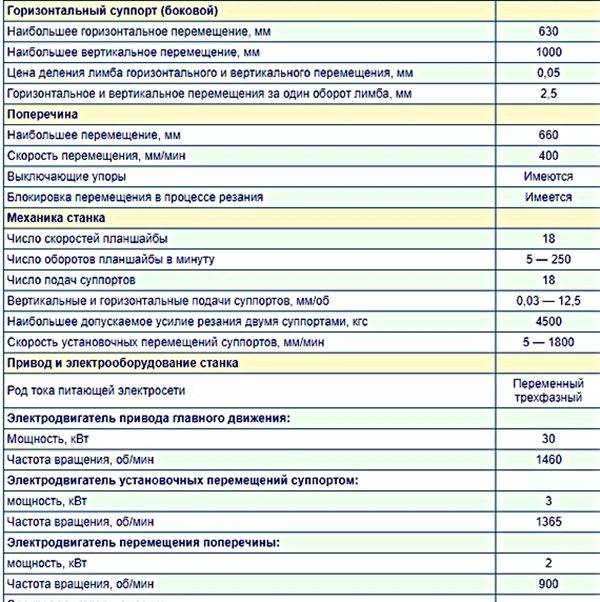
Технические характеристики
Полностью технические характеристики описываются в руководстве по эксплуатации.
- Устанавливаемая заготовка может максимум иметь следующие параметры по массе, высоте и диаметру: 4000 килограмм, 1000 и 1250 миллиметров, соответственно.
- 11200 – диаметр самой платформы.
- 5-250 оборотов в минуту – угловая скорость для планшайбы.
- Величина подачи инструмента равна 0,03-12,5 оборотов в минуту. Всего у этого и предыдущего показателей до 18 ступеней.
- 5-1800 – скорость по установочным перемещениям.
- мощность главного движения составляет 30 кВт.
- 16,5 – показатель общей массы для установки.

Технические характеристики
Рассматривая технические характеристики также уделим внимание расшифровке названия станка 1512, которое было дано в соответствии с ранее введенными стандартами: первая цифра обозначает принадлежность токарной группе, вторая токарно-карусельной подгруппе, две последующие – максимальный размер устанавливаемых заготовок. Основные технические характеристики следующие:. Максимальный показатель высоты расположения режущего инструмента над столом 1 000 мм
Ограничение по массе заготовки составляет 5 000 кг. Установленная планшайба может вращаться с частотой от 1 до 250 об/мин. При этом производитель внес в паспорт информацию о присутствии двух передач переключения скорости вращения. Регулировка бесступенчатая. Электрическая схема предусматривает установку главного электродвигателя, который имеет внушительную мощность 55 кВт. Эта информация определяет то, что токарно-карусельный металлообрабатывающий станок 1512 оказывает существенную нагрузку на сеть электропитания помещения. Траверса может перемещаться в вертикальном направлении на расстояние 660 мм
Максимальный показатель высоты расположения режущего инструмента над столом 1 000 мм. Ограничение по массе заготовки составляет 5 000 кг. Установленная планшайба может вращаться с частотой от 1 до 250 об/мин. При этом производитель внес в паспорт информацию о присутствии двух передач переключения скорости вращения. Регулировка бесступенчатая. Электрическая схема предусматривает установку главного электродвигателя, который имеет внушительную мощность 55 кВт. Эта информация определяет то, что токарно-карусельный металлообрабатывающий станок 1512 оказывает существенную нагрузку на сеть электропитания помещения. Траверса может перемещаться в вертикальном направлении на расстояние 660 мм
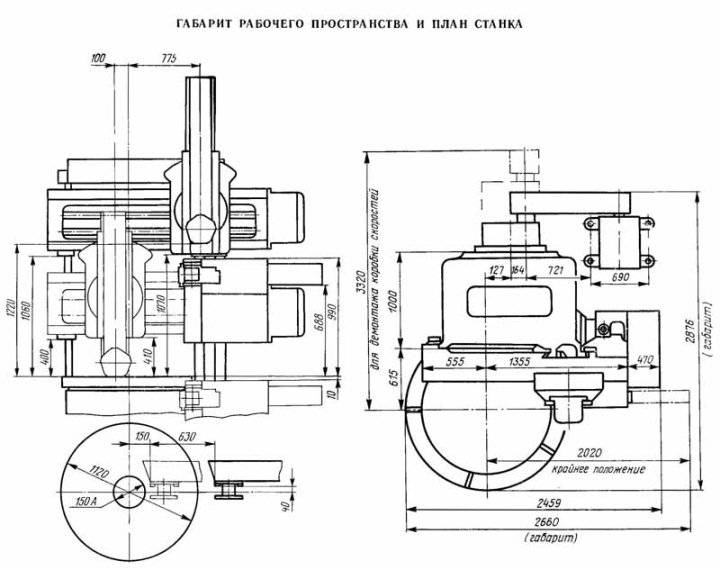
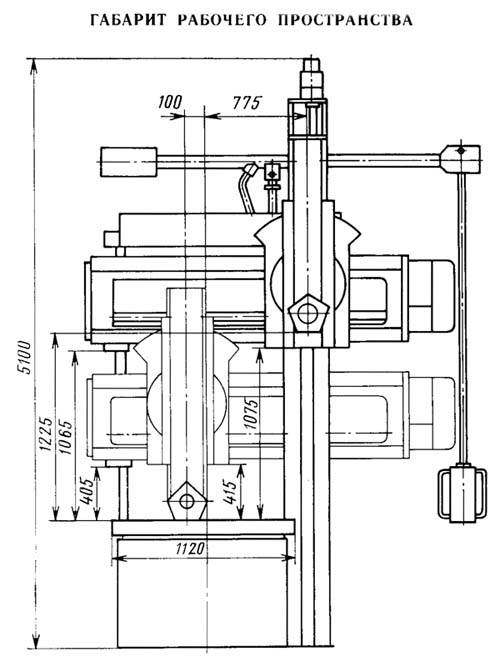
Ограничивает перемещение механические стопоры. Схема станка также определяет присутствие суппорта, который может перемещаться по горизонтали на 775 мм, по вертикали на 700 мм
При выборе режима резания следует уделить внимание тому, что максимально допустимое усилие на момент обработки составляет 35 кН. Присутствует механизм поворота ползуна на угол не более 45 градусов
У установленной револьверной головки есть 5 позиций. Она посажена на втулку цилиндрической формы
Мастер проводит смену режущего инструмента путем нажатия соответствующей клавиши на пульте управления. Вращение передается от электрического двигателя через шестерни. Основной суппорт может перемещаться по вертикали на 1 000 мм, по горизонтали на 630 мм, показатель наибольшего усилия при резании составляет 25 кН. Установить положение этого элемента можно со скоростью 2 000 мм/мин. В паспорт также занесена информация о том, что у данного суппорта есть 18 подач.
Выбирая данную модель стоит учесть, что ее вес составляет 14 800 кг. Этот момент определяет предъявление особых требований к основанию, на котором будет проводиться установка оборудования. Электросхема оборудования определяет его подключения к трехфазной сети с напряжением 380В.
Устройство карусельного станка
Установки карусельного типа состоят из таких конструктивных элементов:
- станина;
- стойка (одна или две в зависимости от диаметра планшайбы);
- планшайба;
- траверса;
- вертикальный револьверный резцедержатель;
- боковой резцедержатель;
- привод главного движения;
- привод подачи.
Кинематическая схема состоит из таких цепей движения: скоростной, подачи вертикального резцедержателя, подачи бокового резцедержателя и установочного передвижения траверсы и резцедержателей.

Рабочий стол, с размещенной на нем планшайбой, является основным составляющим конструкции агрегата и служит для установки обрабатываемой болванки. Плоскость стола расположена горизонтально, благодаря чему процесс установки и выверка болванки большого веса значительно облегчается.
При всем многообразии моделей карусельные установки делятся на два типа: одностоечные и двухстоечные. Установки, имеющие одну стойку, могут быть как с числовым ПУ, так и управляться вручную, и применяются для обработки болванками, чье сечение не превышает 1500 мм. Более крупные болванки (сечением от 1650 см) обрабатываются на устройствах с двумя стойками.
Стойки скрепляются друг с другом порталом. На вертикально размещенной станине имеются две направляющие, служащие для перемещения траверсы с двумя зафиксированными резцедержателями – расточным и револьверным. Резцедержатели движутся по направляющим траверсы, расположенным горизонтально.
Расточный резцедержатель состоит продольных салазок, с размещенным на них поворотным устройством, ползуна и устройства для фиксации резцов. Расточным резцедержателем производится обработка конусов, растачивание отверстий и прорезка канавок.
Револьверный резцедержатель оснащен возможностью передвигаться по вертикали и по горизонтали, благодаря продольным салазкам и вертикальному ползуну. Револьверная головка устанавливается на ползун, а в ее отверстиях фиксируются резцы, благодаря чему производится обработка торцов, высверливание и прочие виды работ.


На одностоечных агрегатах ставится боковой резцедержатель, состоящий из осевых салазок, ползуна и устройства фиксации резцов. Передвигается в вертикальной и горизонтальной плоскостях автоматически или вручную.
Резцедержатель, связанный с револьверной головкой, движется по направляющим поперечины автоматическим способом и в горизонтальном направлении вручную. Болванка может одновременно обрабатываться револьверным и боковым суппортами с установленными на них несколькими видами режущих инструментов одновременно. Данная возможность значительно повышает функциональность оборудования.
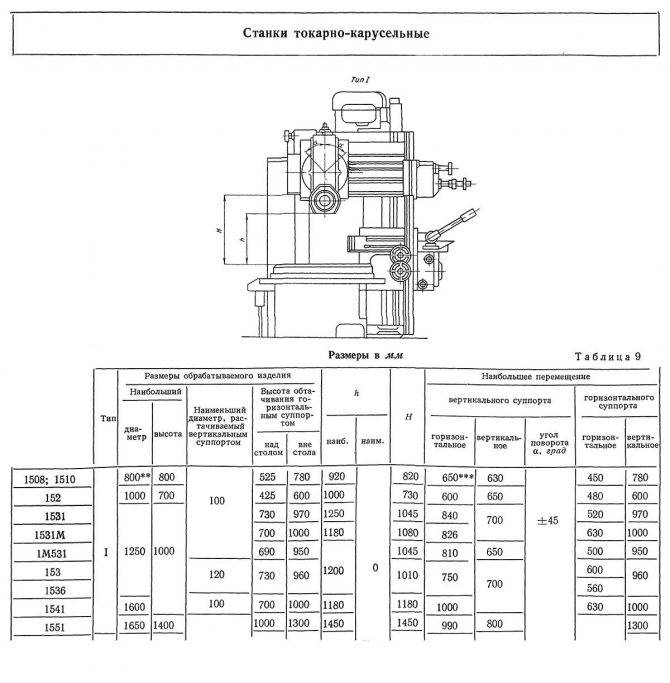
Технические характеристики токарно-карусельного станка 1510
| Наименование параметра | 1508 | 1510 | 1512 | 1516 |
| Основные параметры | ||||
| Наибольший диаметр изделия, обрабатываемого вертикальным и боковым суппортами, мм | 800 | 1000 | 1250 | 1600 |
| Наибольшая высота обрабатываемого изделия, мм | 800 | 800 | 1000 | 1000 |
| Диаметр планшайбы, мм | 1120 | 1400 | ||
| Наибольшая масса устанавливаемого изделия, кг | ||||
| при 5—80 оборотах планшайбы в минуту | 2500 | 3200 | 6300 | |
| при 100 оборотах планшайбы в минуту | 3000 | |||
| при 125 оборотах планшайбы в минуту | 2700 | |||
| при 160 оборотах планшайбы в минуту | 1900 | |||
| при 200 оборотах планшайбы в минуту | 1300 | 2400 | ||
| при 250 оборотах планшайбы в минуту | 1000 | |||
| Вертикальный суппорт | ||||
| Количество позиций револьверной головки | 5 | 5 | 5 | 5 |
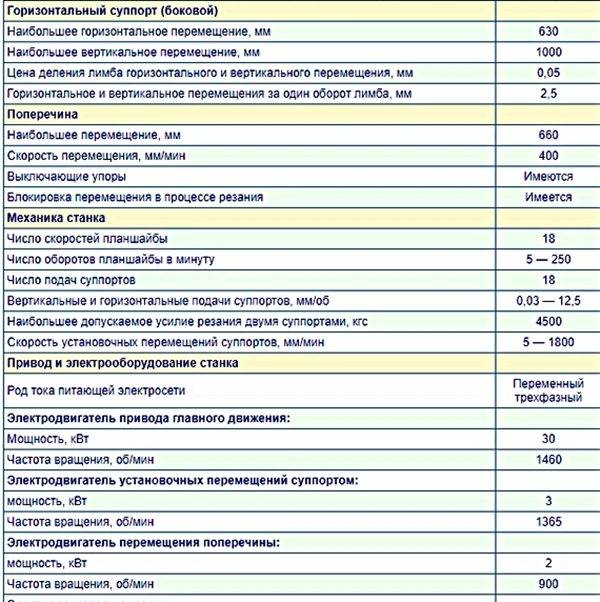
| Наибольшее горизонтальное перемещение суппорта, мм | 775 | 775 | 950 | |
| Наибольшее вертикальное перемещение ползуна суппорта, мм | 700 | 700 | 700 | |
| Цена деления лимба горизонтального и вертикального перемещения, мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Горизонтальное и вертикальное перемещение за один оборот лимба, мм | 2,5 | 2,5 | 2,5 | 2,5 |
| Наибольший угол поворота ползуна суппорта, град | ±45° | ±45° | ±45° | ±45° |
| Цена деления лимба поворота ползуна суппорта, мин | 1 | 1 | ||
| Цена деления шкалы поворота ползуна суппорта, град | 1 | 1 | ||
| Диаметр отверстий револьверной головки суппорта, мм | 70А | 70А | ||
| Наибольшие размеры сечения державки резца (ширина х высота), мм | 25 х 40 | 25 х 40 | ||
| Наибольшее допустимое усилие резания, кН | 35 | |||
| Горизонтальный суппорт (боковой) | ||||
| Наибольшее горизонтальное перемещение, мм | 630 | 630 | 630 | |
| Наибольшее вертикальное перемещение, мм | 1000 | 1000 | 1000 | |
| Цена деления лимба горизонтального и вертикального перемещения, мм | 0,05 | 0,05 | ||
| Горизонтальное и вертикальное перемещения за один оборот лимба, мм | 2,5 | 2,5 | ||
| Наибольшее допустимое усилие резания, кН | 25 | |||
| Количество позиций резцедержателя | 4 | 4 | ||
| Поперечина (траверса) | ||||
| Наибольшее перемещение, мм | 660 | 660 | 660 | |
| Скорость перемещения, мм/мин | 450 | 400 | 400 | |
| Выключающие упоры | Имеются | Имеются | ||
| Блокировка перемещения в процессе резания | Имеется | Имеется | ||
| Механика станка | ||||
| Число скоростей планшайбы | Б/с | Б/с | 18 | 18 |
| Число оборотов планшайбы в минуту | 8..400 | 8..400 | 5..250 | 5..250 |
| Число подач суппортов | 18 | 18 | ||
| Вертикальные и горизонтальные подачи суппортов, мм/об | 0,03 — 12,5 | 0,03 — 12,5 | ||
| Наибольшее допускаемое усилие резания двумя суппортами, кгс | 4500 | 4500 | ||
| Скорость установочных перемещений суппортов, мм/мин | 5 — 1800 | 5 — 1800 | ||
| Наибольший крутящий момент на планшайбе, кН*м | 20 | |||
| Привод и электрооборудование станка | ||||
| Род тока питающей электросети | Переменный трехфазный | Переменный трехфазный | Переменный трехфазный | Переменный трехфазный |
| Электродвигатель привода главного движения, кВт (об/мин) | 30 (1460) | 30 (1460) | ||
| Электродвигатель установочных перемещений суппортом, кВт (об/мин) | 3 (1365) | 3 (1365) | ||
| Электродвигатель перемещения поперечины, кВт (об/мин) | 2 (900) | 2 (900) | ||
| Электродвигатель смазки, кВт (об/мин) | 1,5 (1450) | 1,5 (1450) | ||
| Электродвигатель поворота и зажима револьверной головки, кВт (об/мин) | 0,8 (1450) | 0,8 (1450) | ||
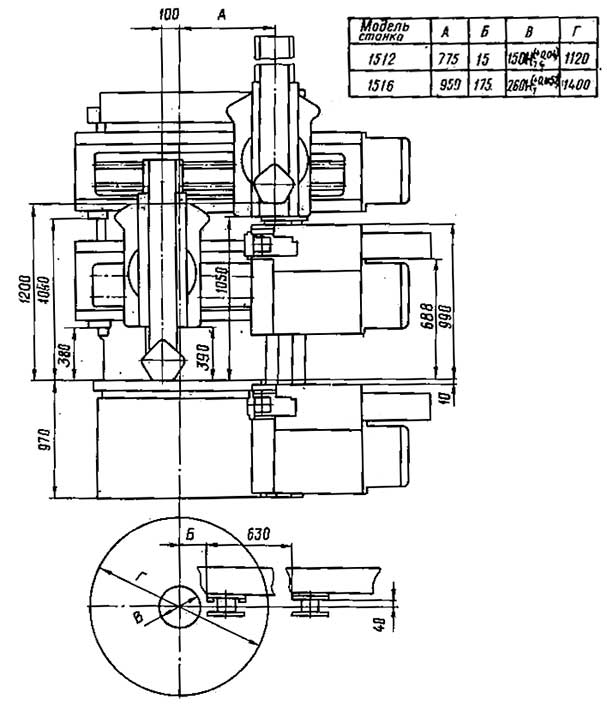
| Габарит и масса станка | ||||
| Габарит станка (длнна х ширина х высота), мм | 2370 х 2365 х 3210 | 2750 х 2975 х 4100 | 3170 х 3030 х 4100 | |
| Масса станка, кг | 10500 | 16500 | 20000 |
Список литературы
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Батов В.П. Токарные станки., 1978
Белецкий Д.Г. Справочник токаря-универсала, 1987
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973, стр.44.
Чернов Н.Н. Металлорежущие станки, 1988
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Скачать паспорт Интересное видео Деревообрабатывающие станки КПО Производители
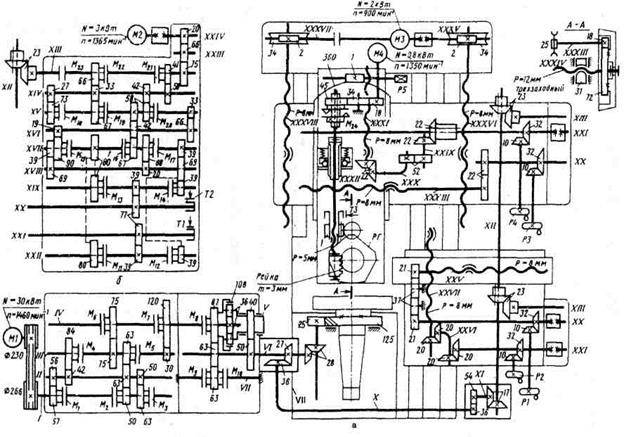
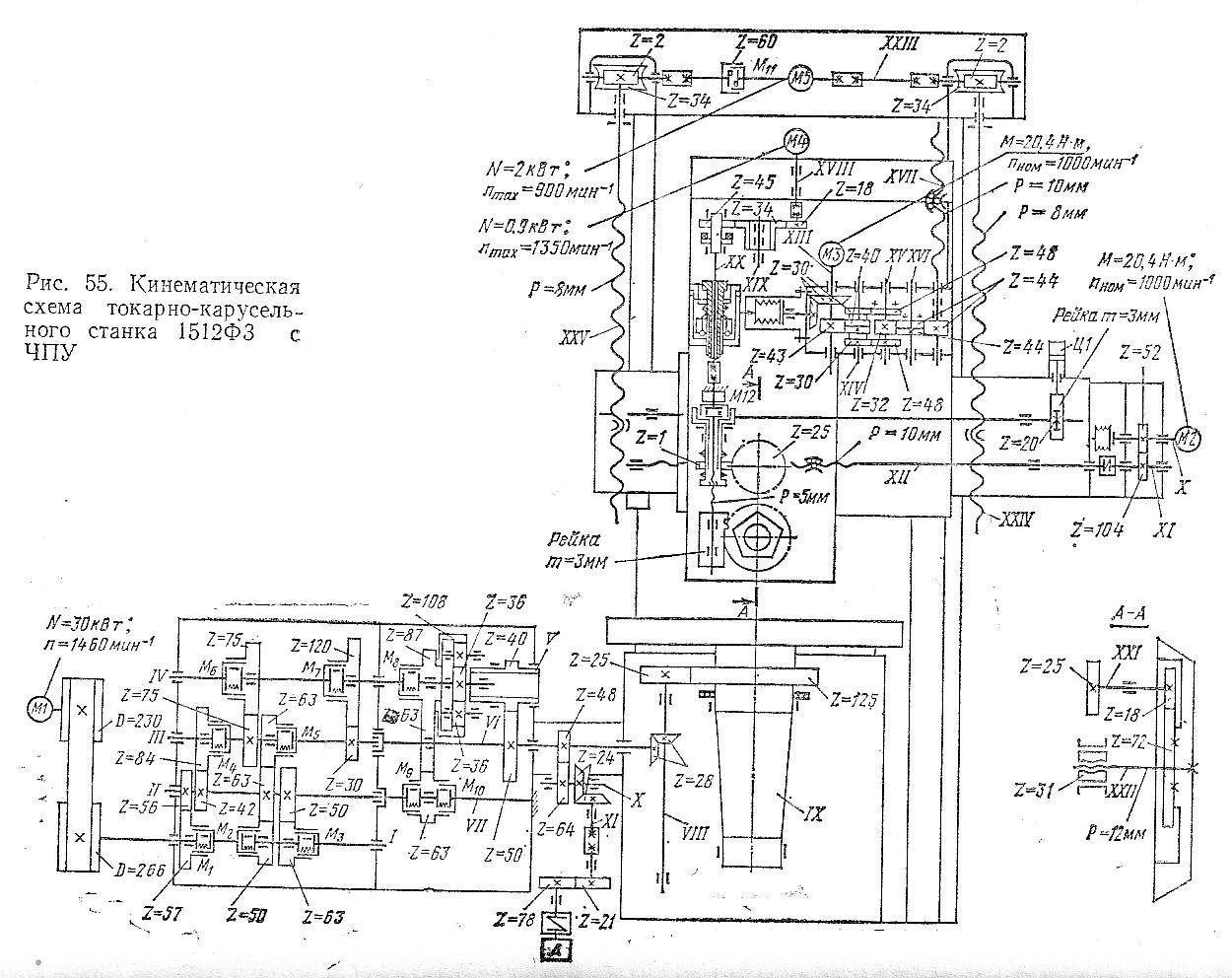
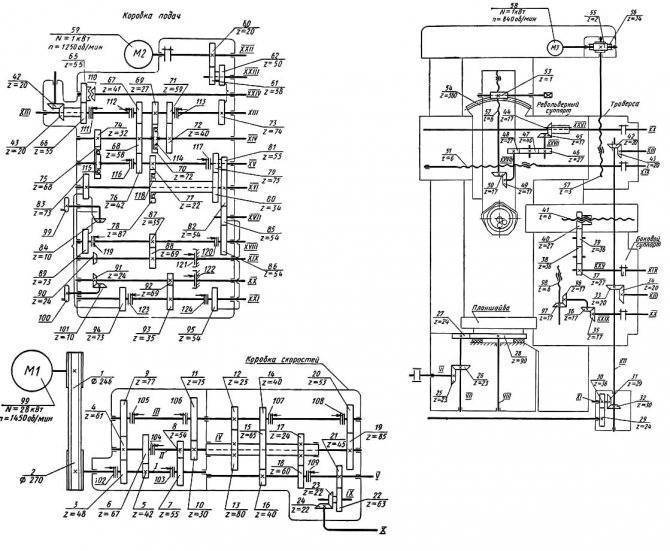
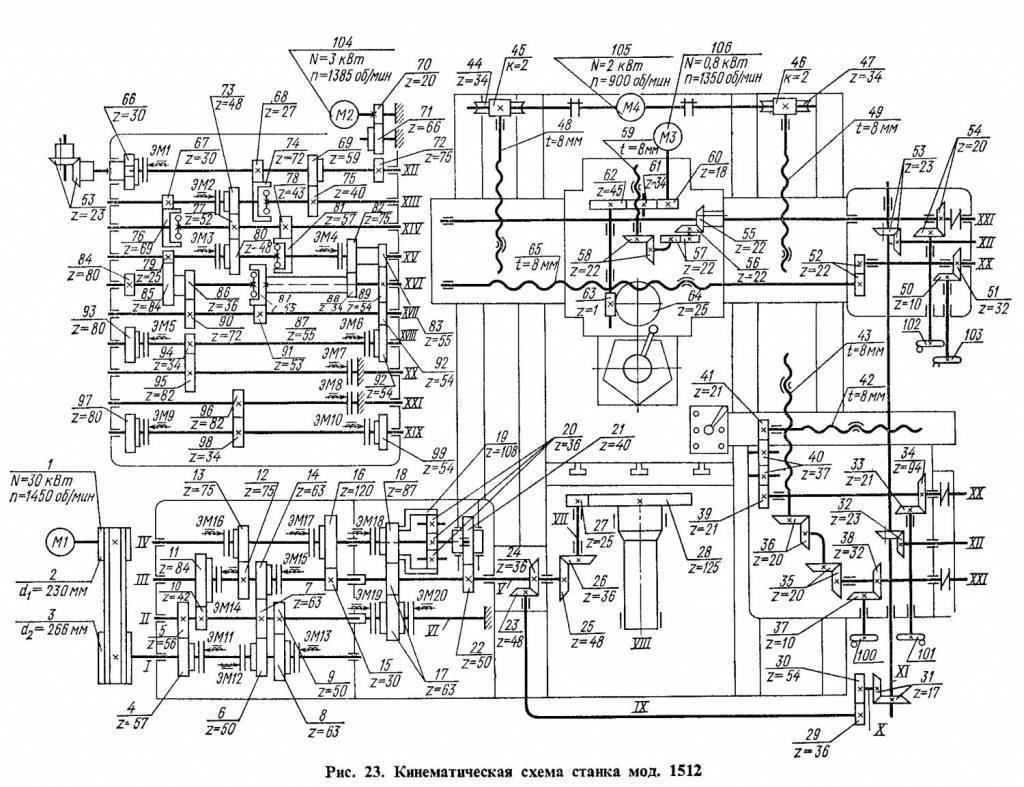
Кинематическая схема станка 1510
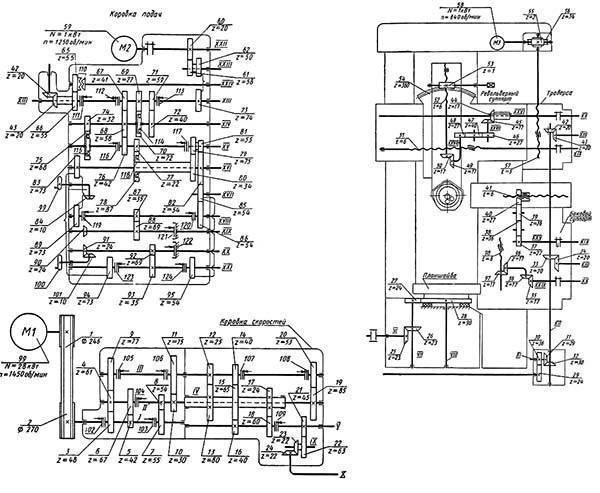
Схема кинематическая токарного карусельного станка 1510
Главное движение
Главное движение (вращение планшайбы) производится от электродвигателя 99 через ременную передачу 1-2, зубчатые передачи 3-4 или 5-6, или 7-5 на вал //, затем через передачи 4-9 или 10-11, или 19-20 на вал III; далее через передачи 12-13, 17-18 или 14-15-16 на вал V и через коническую пару 25-26 и передачу 27-28 на шпиндель VIIL Коробка скоростей сообщает планшайбе 18 различных значений частот вращения.
Движения подач
Подачи суппортов (револьверного и бокового) заимствуются от планшайбы через две независимые двенадцатискоростные коробки подач с одинаковой кинематикой.
Горизонтальная подача револьверного суппорта осуществляется от вала VIII планшайбы, через зубчатую передачу 28-27, коническую пару 26-25, зубчатые передачи 21-22 и 23-24, передачи 29-30 и 31-32, коническую пару 42-43, вал XIII коробки подач (показана отдельно, слева), муфту 111, зубчатые передачи 67-68 или 69-70, или 71-72 и электромагнитные муфты 112, ИЗ или муфту обгона 114, зубчатые передачи 74-75 или 68-76 и муфты 115 или 116, передачи 77-78, 80-79,81-82 и муфту 118 или 81-82 и муфту 117, вал XVI, реверсивный механизм, состоящий из зубчатых колес 83-89 и муфты 119 или 82-85-86 и муфты 120, зубчатую передачу 87-88 и вал XIX на винт 51 в каретке револьверного суппорта.
Вертикальная подача револьверного суппорта осуществляется по той же цепи до вала XVI коробки подач и далее, через зубчатые передачи 83-94 и муфту 123 или 85-95 и муфту 124, передачу 93-92 и вал XX на вал XXVI в каретке суппорта, затем через коническую пару 44-45, зубчатые колеса 46-47-48 и коническую пару 49-50 на винт 52.
Горизонтальная подача бокового суппорта осуществляется от электродвигателя 99 до вала XII по той же цепи, далее через коническую пару 33- 34 на вал XIII другой коробки подач, затем через коробку подач по цепям, указанным выше, до вала XIX, далее на вал XXV в каретке бокового суппорта и через передачи 37-38-39-40 на винт 41.
Вертикальная подача бокового суппорта осуществляется по той же цепи до вала XVI коробки подач, затем на вал XX этой же коробки по цепям, указанным выше, далее на вал XXIX в каретке суппорта и через конические передачи 35-36 и 96-97 на винт 98. Установочные перемещения.
Установочные перемещения
Установочное перемещение револьверного суппорта (горизонтальное или вертикальное) осуществляется от электродвигателя быстрых ходов 59, зубчатые передачи 60-61, 62-73, при разомкнутой муфте 111, через коробку подач до валов XIX или XX и далее по цепям этого суппорта, указанным выше. Установочное перемещение бокового суппорта производится от электродвигателя быстрых ходов другой коробки подач и далее, по цепям бокового суппорта, указанным выше. Установочное перемещение траверсы осуществляется от электродвигателя 58, через червячную передачу 55-56 на винт 57.
Ручное установочное перемещение суппортов производится с помощью маховиков 99 и 100 в коробках подач, через конические передачи 84-90 или 101-91 на валы XIX или XX и далее по указанным ранее кинематическим цепям суппортов. Ползун револьверного суппорта при обработке конической поверхности поворачивается через червячную передачу 53-54. В Советском Союзе изготовляется большое количество карусельных станков. Станки с диаметром обработки 800-1600 мм и высотой обрабатываемой детали 800-1000 мм строятся в одностоечном исполнении, а с диаметром 2300-8000 мм и высотой 1600-3200 мм-в двухстоечном. Вообще говоря, станки выпускаются в зависимости от потребности и больших размеров (до 25 м).
Кинематические схемы станков 1510 и 1508 сходны между собой и отличаются друг от друга лишь кинематикой цепи механизма передачи движения на подачу и числом зубьев зубчатых колес стола.
Вследствие разного числа зубьев зубчатых колес стола станки 1510 и 1508 имеют при одинаковой коробке скоростей различные пределы чисел оборотов планшайбы.
Кинематика цепей механизма передачи движения на подачу у станков различна, но их передаточные отношения подобраны таким образом, что общее передаточное число кинематической цепи от планшайбы до коробки подач одинаково для обоих станков. Это позволяет использовать одни и те же коробки подач и получать одинаковые величины подач.
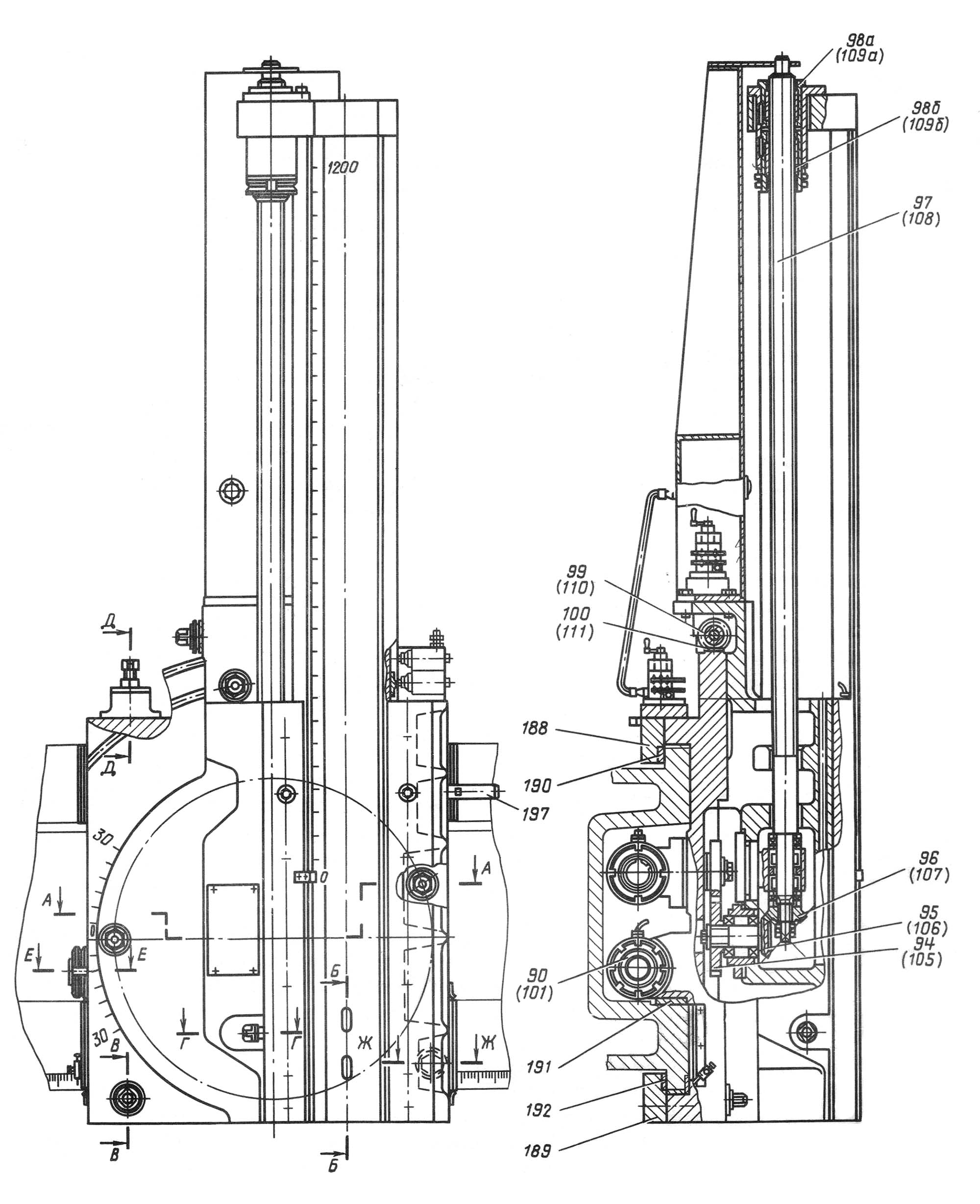
Вертикальный суппортный узел
На нем установлена 5-позиционная револьверная головка для инструмента, обладающая двумя взаимно-перпендикулярными движениями: вертикальным и горизонтальным. Первое обеспечивают направляющие самого суппорта, а второе — направляющие поперечины (траверсы), имеющей, в свою очередь, установочное вертикальное движение вдоль стойки. Приводом перемещений служит коробка подач (КП), смонтированная на траверсе.
Вертикальное передвижение поперечины обеспечивается самостоятельным приводом со своим электродвигателем. Смена позиций головки производится с помощью червячного механизма от отдельного электропривода. Суппорт можно наклонять в обе стороны на угол до 45°. Это позволяет обрабатывать конические элементы.
Возможности с технологической точки зрения
Главное назначение карусельных станков – обрабатывать сравнительно плоские детали, обладающие круглой конфигурацией. Из возможных заготовок:
- Шестерни.
- Колёсные установки.
- Маховики.
- Крышки.
- Фланцы.
- Диски.

Установка использует стандартный инструмент, включающий развёртки, зенкеры, свёрла, головки с резцами, и тому подобное. К числу основных технологических операций для устройства относят:
- Обработку отверстий при помощи стержневого инструмента.
- Функцию расточки сквозных и ступенчатых отверстий.
- Прорезка канавок в форме круга.
- Протачивание торцов, уступов.
- Наружное точение деталей в форме конуса, цилиндра.
Круг выполняемых операций расширяется при добавлении специального оборудования:
- Притирка, прикатывание при помощи роликов.
- Шлифование, суперфиниширование.
- Нарезание резьбы.
- Глубокое сверление.
- Обработка нелинейных поверхностей, в том числе – сферических.
Переставные прихваты облегчают закрепление заготовок при необходимости. То же самое касается кулачков. В дополнительных самоцентрирующихся патронах устанавливают детали, обладающие небольшим размером.

Эволюция станка
Выпуск новой серии пришелся на 1970-й год. Предшествующая имела цифровое обозначение 152. За период выпуска станок неоднократно модернизировался. Сначала на нем применили электронную цифровую индикацию, обозначение — 1512Ф1. Затем стал оснащаться цифровым управлением — 1512Ф3. Системы ЧПУ постоянно обновлялись, первые работали еще от бумажных перфолент. 1512Ф3 лишился бокового суппортного устройства, а вертикальный суппорт — поворота. Привод вращения планшайбы стал 2-диапазонным с бесступенчатым регулированием скорости. Отпали за ненадобностью и механические КП.
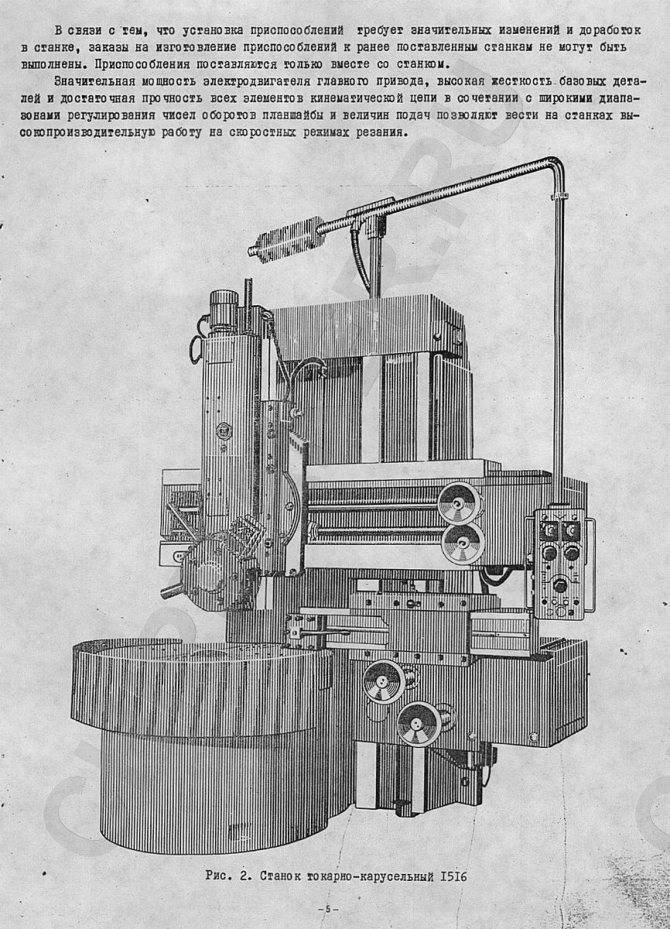
Наконец, исполнение 1А512МФ3 получило дополнительный инструментальный механизм. Последние машины способны, кроме токарных, выполнять фрезерные операции с индексацией рабочего стола. Некоторые владельцы старых экземпляров своими силами модернизируют привод вращения планшайбы. Из 18-ступенчатой коробка превращается в 2-диапазонную, а обороты регулируют с помощью частотного преобразователя. Как выглядит КС до и после модернизации, показано на рис. 2 и 3.
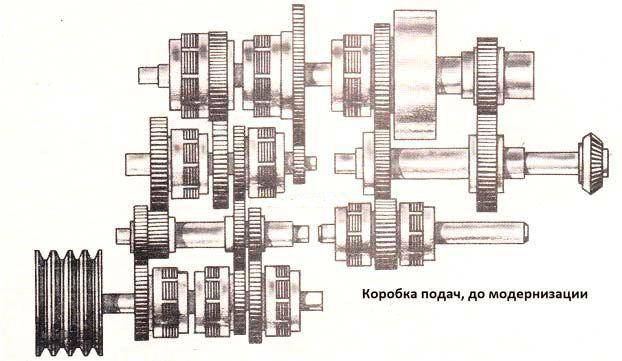
Рис. 3. Было

Рис. 4. Стало
Посмотреть работу карусельного станка можно на этом видео.
Купить станок мод. 1512 не составит труда. Новые машины стоят до 10 млн. рублей, после капитального ремонта — в районе 3 млн. Б/у карусель можно купить за полмиллиона, возможно — и дешевле. Цена продавца обычно является договорной.