Арсенал инструментов резчика по дереву
Основным инструментом, позволяющим выполнять резку по дереву, как уже говорилось выше, является борфреза. Осуществление такой процедуры, в процессе которой снимается слой обрабатываемого материала различной глубины, обеспечивается за счет вращения шарошки, а также ее поступательного движения по требуемой траектории. Соответственно, требуется также оборудование, при помощи которого используемый инструмент будет приводиться во вращение. Таким оборудованием, незаменимым для гравера и любого резчика по дереву, является бормашина, часто называемая дремелем.
Компания Dremel выпускает электрические гравера бытового и профессионального класса
Слово «дремель» произошло от названия немецкой компании Dremel, производящей большой ассортимент электрооборудования, значительное место в котором занимают бормашины и специализированные граверы. Комплект бормашины от Dremel и других производителей уже включает в себя все необходимое для того, чтобы установить инструмент и начать работу.
Выполнять резку по дереву, используя шарошки, можно и при помощи обычной электродрели или шуруповерта, если оснастить их гибким валом и специальной насадкой на него, в которую устанавливается борфреза. Такое несложное приспособление подойдет и для гравера, работающего с изделиями из металла и других материалов.
Гибкий вал для дрели
Качество и привлекательность работ, выполненных при резке по дереву, напрямую зависят от характеристики используемого оборудования. Даже опыт и знания человека, выполняющего такие работы, не могут положительно повлиять на характеристики готового изделия при отсутствии соответствующего оборудования и борфрез по дереву.
Что учесть при выборе шарошки по металлу
- Диаметре рабочей головки;
- Диаметре хвостовика;
- Форме борфрезы;
- Предназначения (металл, дерево, другие материалы);
- Длине реза.
Кроме прочего, в каждой позиции имеется подробное описание фрезы, области применения, рекомендации, поэтому подобрать подходящий вариант достаточно просто.
Выполняя работы с борфрезой, следует ознакомиться с инструкцией. К примеру, нельзя допускать перегрева борфрезы, нельзя на нее оказывать повышенное давление, так как из-за этого будет повышенный износ рабочих частей и в скором времени ей потребуется замена. Зачастую легкого усилия достаточно, чтобы фреза сделала свою работу. В то же время, шарошки со временем затупляются и требуют замены.
Методы контроля и испытаний
Борфрезы, при кажущейся простоте конструкции, инструмент очень точный, прочный, испытывающий огромные нагрузки. Качество его должно быть на высоте.
Поскольку рынок борфрез переполнен предложениями самых разных производителей, зачастую стремящихся увеличивать объёмы производства в ущерб качеству, контроль над соответствием ГОСТу необходим.
Крупные предприятия, постоянно использующие борфрезы, как правило, закупают их у нескольких проверенных поставщиков. И периодически сравнивают с образцами соответствия.
Качество материала, прочность спайки ножки и рабочей головки, точная центровка, идеальная геометрия, соотношение бакелитовой основы и качественного абразива – все это имеет значение для работы борфрезы.
Методов контроля несколько:
- Визуально, с лупой и штангенциркулем, проверяют внешний вид и шероховатость;
- На микроскопе и с помощью лазерных центровщиков проверяется, не имеет ли борфреза отклонений в центровке;
- Стойкость проверяется на электрическом или пневматическом оборудовании. В сумме длина проверочного фрезерования составляет 3000 мм, если d борфрезы < 10 мм, и 10000 мм, если d > 10 мм.
После проверочной работы на борфрезе не должно остаться сколов и выкрошки и она должна оставаться пригодной к работе.
Простейшую проверку качества твердосплавной борфрезы можно провести и в бытовых условиях.
Рассмотреть однородность абразива и калибровку зернистости с применением лупы. Достаточно ли прочен соединительный шов между рабочей частью и штифтом или пайка произведена некачественно, с большими разрывами.
Можно, зажав борфрезу в патрон дрели, включить инструмент на больших оборотах – несимметричная форма крутящейся фрезы, заметная даже глазу, скажет о неправильной центровке.
Классификация борфрез
Различия в конструкции борфрез разных категорий позволяют оптимально подбирать такой инструмент для решения определенных технологических задач. Борфрезы по металлу классифицируются по своему конструктивному исполнению. Так, в зависимости от данного параметра они могут быть:
- одноконусными;
- двухконусными;
- трехконусными.
Каждый из представленных выше типов борфрез выбирается в зависимости от характера технологических задач, которые предстоит решить с их помощью.

Маркировка твердосплавеных борфрез
Форма рабочей (режущей) головки – еще один параметр, по которому борфрезы разделяются на различные категории. На сегодняшний день борфрезы выпускаются с рабочими головками следующих форм:
- цилиндрической;
- конической;
- круглой;
- полуовальной;
- овальной.
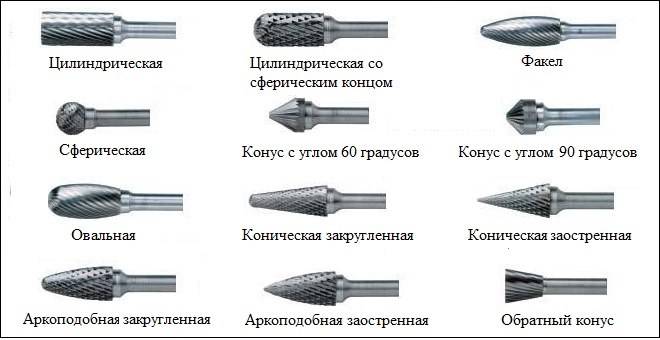
Формы режущей части борфрез по металлу
На выбор инструмента с рабочей головкой определенной формы также оказывает влияние характер предстоящих технологических задач. Например, для гравировки по металлу используется борфреза коническая, для расточки и шлифовки отверстий и пазов – инструмент с цилиндрической рабочей головкой, для зачистки сварных швов и обработки плоских поверхностей – шарошки, режущая часть которых имеет круглую форму.
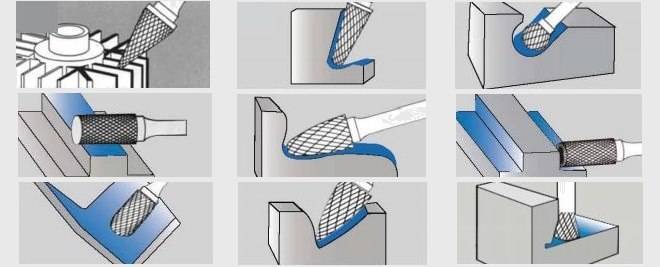
Форма борфрезы подбирается в зависимости от конфигурации обрабатываемой поверхности
Если говорить о материале изготовления борфрез по металлу, то в зависимости от данного параметра они делятся на следующие
- изготовленные из углеродистой стали;
- абразивные (борфрезы данной категории делятся на два типа: с металлической рабочей головкой, на поверхность которой нанесено напыление из абразивного материала, и с режущей частью, целиком выполненной из абразива – электрокорунда);
- с напылением из алмазной крошки (алмазные борфрезы);
- твердосплавные (к их хвостовику из углеродистой стали методом пайки крепится рабочая головка из твердого сплава).
Борфрезы по металлу, изготовленные из углеродистой стали, самые недорогие из представленных, но их рабочий ресурс минимальный. Приобретать шарошки данного типа можно в том случае, если использоваться они будут не слишком часто и не в интенсивном режиме. Свою эффективность борфрезы из углеродистых сталей проявляют при несложной обработке не слишком твердых материалов.

Простые борфрезы из углеродистой стали
Алмазные борфрезы, при помощи которых можно успешно выполнять обработку высокопрочных и хрупких металлов, являются профессиональным инструментом, подходящим как для домашнего, так и для промышленного использования. При помощи таких шарошек, рабочие головки которых могут иметь любые размеры и конфигурацию, можно выполнять расточку и тонкую шлифовку отверстий, при этом поверхность, формируемая после такой обработки, получается идеально ровной и гладкой. Именно алмазными борфрезами чаще всего оснащают гравировальные установки.
Алмазные борфрезы
Борфрезы твердосплавные, отличающиеся самым высоким рабочим ресурсом среди инструментов подобного назначения, используются преимущественно в производственных условиях. Применяя твердосплавные борфрезы, которыми оснащается мощное и высокооборотистое оборудование, можно выполнять обработку металлов самой высокой твердости (чугуна, нержавеющей и жаропрочной стали, титана и др.).

Борфрезы из твердого сплава подходят для подгонки форм и завершающей обработки различных металлических поверхностей
Борфрезы, используемые для выполнения работ по металлу, различаются и по типу заточки режущей части. Так, в зависимости от данного параметра борфрезы могут быть:
- с тонкой нарезкой режущей части;
- с универсальной нарезкой;
- с ультратонкой нарезкой;
- предназначенные для выполнения работ по алюминию.
Обработка после сварочных швов, зачем, как и чем проводится?

Практически во всех видах строительства присутствуют металлические конструкции, которые требуют скрепления друг с другом. Самый распространенный способ крепления всех металлических деталей — сварка. Сварка, считается самым простым и самым экономным способом крепления.
С ее помощью, возможно соединить в одно целое целую крепкую металлическую конструкцию. Сварка – самое прочное крепление и самое надежное крепление всех металлических элементов.
Но вместе с достоинствами сварки, у этого способа существует один, очень важный недостаток – самое уязвимое звено в месте шва. В связи с этим, использование сварки требует дополнительных работ в местах крепления деталей. То есть необходимо все швы зачищать. Так требует норма по ГОСТу 9,402-80
Для чистки сварки в местах швов используют несколько способов: 1. Применение механической шлифовки; 2. Нейтрализацию швов; 3. Протравливание химическими материалами. Каждый способ зачистки швов имеет свои достоинства и свои недостатки. Выбор способа зависит от материала и требуемого результата. Для всех трех способов зачистки сварочных швов нужно использовать специальное оборудование. Главное правильно подобрать технику и конечно же правильно подобрать расходный материал. Например: 1. Щетка по металлу; 2. Машинка шлиф; 3. Шлифовальный станок и так далее Выбирая то или иное приспособление, следует отталкиваться от мощности аппарата, а уж потом рассматривать показатель потребления.







Например, в строительстве суден, для шлифовки сварочных швов необходимо использовать передвижные шлифовочные машины с большими мощностями. Проще ведь подъехать к месту нужно обработки, нежели предмет с местом обработки шва, крутить вокруг шлифовочной машины.
Шлифовка сварочных швов – заключительный этап сварки. То есть очистка места сварки от шлака и металлических окалин. То есть необходимо провести обработку места шва и место вокруг соединения на расстоянии, в соответствии с установленными нормами стандарта зачистки после сварочных швов.
Для этого необходимо обработать место соединения и произвести полировку после обработки шва анти оксидом, а также произвести зачистку шва, устраняя дефекты на поверхности. То есть одновременно обработка шва это шлифовка а также устранение возможных лунок, кратеров, свищей и трещин на поверхности в месте шва, используя возможность шлифовочного агрегата на полную силу.
Механическая чистка – ручной способ чистки места шва при помощи болгарки, при помощи которой возможно устранить небольшие дефекты в виде скалин, заусениц и потеков по рабочей поверхности после работы сваркой.
Качество выполненной работы зачистки ш сварочного шва зависит от правильно подобранного шлифовочного круга. Химическая чистка рабочей поверхности сварочного шва — применение двух способов чистки – механической чистки и химическое воздействие. То есть после механической чистки применяется метод травления или пассивации. Метод травления — обработка рабочей поверхности после сварочного шва специальным веществом. Травление проводится несколькими способами. Обрабатывается только рабочая поверхность, то есть только сам шов, и когда обрабатывается вся заготовка после сварки.
Пассивация – обработка после сварочного участка специальным веществом, которое наносится равномерно в один слой по всей поверхности. В результате чего обработанная часть поверхности образовывает пленку, которая предотвращает старение материала. Этот способ еще называют против коррозийной обработкой металлических поверхностей.
Другие виды обработки
Зачистку швов осуществляют также механическим и химическим методами. Каждый из них имеет свои особенности проведения. Стоит отметить, что комбинирование этих методов позволяет значительно повысить качество обработки.
Механическая
Обработка проводится с помощью проволочной щетки. Но, такой инструмент используют в труднодоступных местах. В иных случаях для зачистки сварных швов специалисты рекомендуют использовать шлифовальное устройство или болгарку, оснащенную лепестковой насадкой или абразивным кругом.
Зачистка сварочных швов проводится с учетом некоторых нюансов:
Особое внимание стоит уделить выбору шлифовального круга. Оптимальным вариантом станет изделие из цирконата алюминия
Особенность этого материала заключается в том, что он обладает высокой прочностью.
Лепестки круга должны быть изготовлены на тканевой основе. Это связано с тем, что ткань, по сравнению с бумагой, обладает высокой прочностью. При этом стоит учесть, что такие изделия стоят сравнительно недешево.
Для проведения работ могут понадобиться круги с разными абразивными зернами. Поэтому стоит одновременно приобрести несколько изделий.
При проведении работ учитывается зернистость круга. Так, если нужно устранить большие окалины, то лучше использовать крупнозернистые насадки. Финишная очистка выполняется мелкозернистыми кругами.
Зачистка сварных швов в труднодоступных местах осуществляется с помощью специальных инструментов. Борфрезы имеют различные размеры, что позволяет подобрать оптимальный вариант для того или иного участка. Они устанавливаются на шлифовальную машинку.
Химическая
Чтобы достичь максимального эффекта и защитить конструкцию от коррозии, специалисты рекомендуют сочетать механический и химический методы обработки. Для начала осуществляется очистка сварного шва машинкой или щеткой. После этого материал обрабатывают специальными коррозионно устойчивыми веществами, которые позволяют защитить его от негативных факторов окружающей среды.
Химическая обработка осуществляется методом травления и пассивации. Травление применяют до проведения механической шлифовки. Для выполнения процесса используется химический состав, который обеспечивает образование однородного покрытия, защищающее материал от коррозии. Помимо этого, эти вещества позволяют устранить последствия негативного влияния окружающей среды на материал. В особенности это касается мест, где есть скопления окислов хрома и никеля. Именно там чаще всего возникают коррозийные процессы.
Если деталь имеет небольшие размеры, то в процессе обработке она помещается в емкость, заполненную химическим составом. Время проведение в емкости определяется в соответствии с особенностями сварного изделия. В случае с большими изделиями используют местную обработку. Химический состав наносится непосредственно на обрабатываемый участок.
После травления приступают к пассивации сварного соединения. В процессе обработки на зачищенный участок металла наносится состав, который образует пленку. Такое защитное покрытие позволяет защитить изделие от коррозийных процессов.
На завершающем этапе выполняется очистка сварных соединений от химических веществ. Для этого используется вода
При проведении процесса стоит соблюдать осторожность, так как в отходах после смывки содержатся токсичные вещества, тяжелые металлы и кислоты. Нейтрализовать кислоту можно с помощью щелочи
Оставшуюся жидкость фильтруют. Отработанная вода утилизируется в специально отведенных для этого местах. При этом учитываются законодательные акты по охране окружающей среды.
Обработка конструкций после сварки является весьма ответственным процессом. Работу должен проводить профессиональный мастер. Это обеспечит высокое качество конечного результата. При желании выполнить обработку сварных соединений можно своими руками. Для этого нужно следовать определенным правилам и советам специалистов.
Главное помнить о средствах безопасности. Это касается всех видов обработки. При термической зачистке опасность заключается в использовании высоких температур
С используемым оборудованием нужно обходиться очень осторожно. Это позволит предотвратить возникновение травм
При проведении работ стоит использовать средства индивидуальной защиты.
Зачистка сварных швов (3 видео)
https://youtube.com/watch?v=OkFA0KKnHXc
https://youtube.com/watch?v=1SZ4o4Rivok
Технологии зачистки сварных швов
Существуют три основных способа зачистки соединений после сварки:
Обработка термическим способом. Метод позволяет удалять из материала остаточные напряжения, которые формируются в процессе проведения сварки. Термообработка бывает двух типов: местная (осуществляется нагревание/охлаждение исключительно самого сварного шва) и общая (термообработка полностью всей металлической конструкции).
Обработка механическим способом. Осуществляется снятие с поверхности материала остаточного шлака, зачищенный шов проверяется на прочность. Например, сварочное соединение очищается от шлакообразования, простукивается молотком.
Очистка химическим способом. На участок соединения металлических элементов конструкции наносится специальный антикоррозионный материал. Например, сварочные швы обрабатываются грунтовочным лакокрасочным составом.
Выбор инструмента
К зачистке сварочных швов после сварки нужно подходить индивидуально, правильно подбирать оборудование, расходные материалы.
Например, в качестве инструмента могут использоваться:
- обыкновенная щетка по металлу;
- специальная шлиф-машинка;
- угловая шлифовальная машина с абразивными кругами.
«Важно! При выборе шлифовального устройства необходимо в первую очередь исходить из показателей отдаваемой мощности, а уже затем обращать внимание на степень потребления». Пример:
Пример:
Пример:
Пример:
В судостроительной промышленности эффективно используются шлифовальные машины передвижного типа, так как к металлической конструкции достаточно больших размеров намного проще подъехать, чем постоянно перемещать инструмент от одного участка к другому.
Чем защищают сварные швы от коррозии?
Так как сварные швы – самое слабое место перед коррозией в металлической конструкции, то защищать его с помощью простых красок или даже специальных антикоррозийных составов – не целесообразно. Если вы хотите сохранить конструкции не один десяток лет, то необходимо использовать только цинкование.
Самыми эффективными и долговечными являются методы горячего и холодного цинкования. После сборки конструкций и сваривания их частей, применение горячего метода невозможно. А вот холодное цинкование как раз приходит на помощь сварным швам.
Холодное цинкование – это защита от коррозии на 25-50 лет, удобство нанесения, как обычные краски и экономия, за счет отсутствия оборудования, низкой стоимости составов, применения на месте эксплуатации своими силами
Кроме того, существует состав холодного цинкования, идеально подходящий для защиты сварных швов от коррозии – Барьер-цинк.
Как наносить защиту на сварные швы?
Нанесение холодного цинкования на сварные швы происходит так же, как и при защите обычного участка металла. Можно использовать кисти, валики, аппараты воздушного или безвоздушного распыления. Но, если вы не являетесь профессионалом, а сварные швы у вас небольшого диаметра, то рекомендуем вам применять средство из аэрозольного баллончика. Кстати, Барьер-цинк выпускается и в виде спрея.
Наносить холодное цинкование рекомендуется примерно через 24 часа после непосредственной сварки. Так как швы должны полностью остынуть и «схватиться».




Виды инструмента и особенности его конструкции
Шарошки производятся в различном конструктивном исполнении, а для их изготовления, как уже говорилось выше, могут использоваться разные материалы.
По строению борфрезы могут быть:
- одноконусной конструкции;
- двухконусными;
- трехконусными.
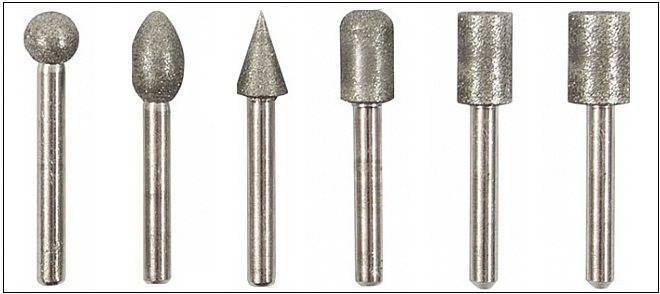
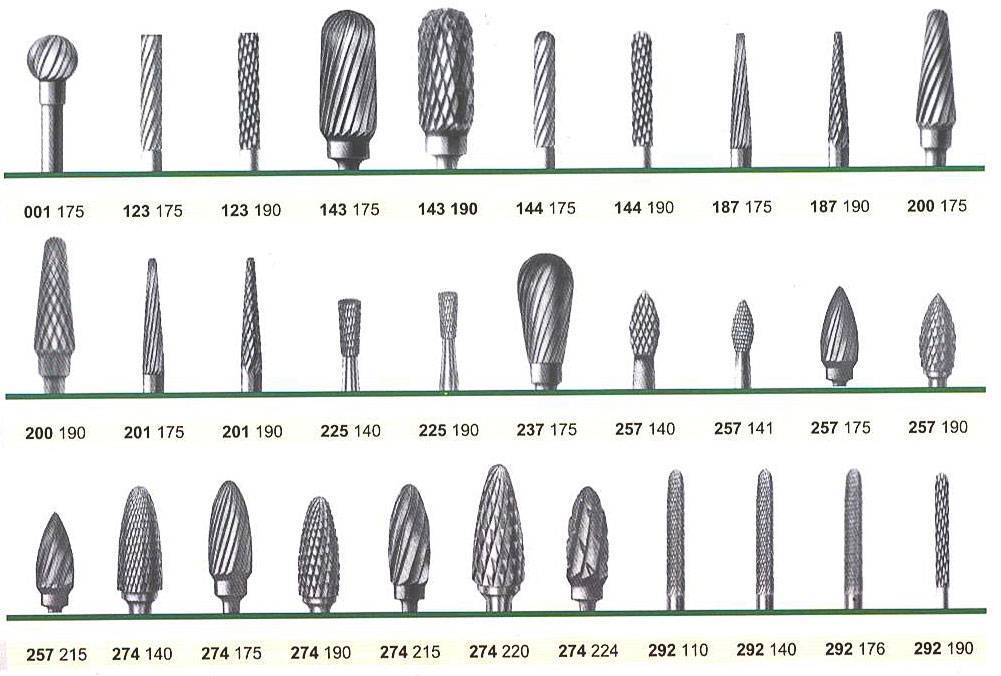
Разнообразными могут быть и формы головки такого инструмента. Так, встречаются шарошки с головкой конусной, цилиндрической, шаровидной, овальной или полуовальной формы. Выбор того или иного типа инструмента зависит как от характера технологических задач, так и от геометрических параметров изделия, которое предстоит обрабатывать.
Формы рабочих головок шарошек
Различаются шарошки и по материалу изготовления. В зависимости от данного параметра это могут быть:
- инструменты, изготовленные из углеродистой стали;
- алмазные шарошки, на рабочую часть которых нанесено напыление алмазной крошки;
- абразивные шарошки, которые также могут выполняться с напылением на рабочую часть или полностью изготавливаться из абразивного материала;
- твердосплавные шарошки, на металлический хвостовик которых напаяна рабочая головка из твердого сплава.
Борфрезы из углеродистой стали Шарошки, для изготовления которых применяется углеродистая сталь, чаще всех остальных используются для работы в комплекте с электрической дрелью или шуруповертом. Это могут быть как шарошки по дереву для дрели, так и инструмент, предназначенный для обработки металлических изделий. Одним из главных достоинств такой борфрезы является ее невысокая цена.
Зубья шарошек из углеродистой стали сильно изнашиваются при работе с твердыми металлами
Используя этот металлический инструмент, даже в бытовых условиях можно выполнять обработку углублений сложной конфигурации, устранять на изделиях острые края, создавать ровные и аккуратные отверстия и увеличивать диаметр уже имеющихся.
Шарошки с алмазным напылением
Шарошки алмазные, которые также могут использоваться в комплекте с ручным электроинструментом, – это уже профессиональный инструмент. С его помощью можно выполнять тонкую шлифовку и расточку отверстий. Такие инструменты демонстрируют свою эффективность не только при обработке хрупких материалов, таких как стекло или керамика, но и при выполнении работ с высокопрочными материалами, где металлические шарошки просто бессильны.
Профессиональные насадки с алмазным напылением
Алмазная шарошка – это именно тот инструмент, которым оснащаются гравировальные установки, позволяющие обрабатывать мельчайшие детали, наносить на поверхность изделий различные узоры и надписи. Обработанная при помощи алмазной шарошки поверхность отличается минимальной степенью шероховатости.
Абразивные шарошки
С точки зрения применения шарошка абразивная, изготовленная методом напыления, мало чем отличается от инструмента алмазного типа. За счет высокой твердости своей рабочей части шарошка абразивная может успешно применяться для обработки таких материалов, как металл, пластик, керамика и стекло, бетон, искусственный и натуральный камень, кирпич и др. Как и инструменты двух предыдущих категорий, шарошка абразивная может выполняться в любых формах и размерах, а также использоваться в комплекте с дрелью и шуруповертом.
Корундовые шарошки
Рабочая часть, которой оснащена шарошка абразивная, изготавливается методом напыления или целиком выполняется из абразивного материала, в качестве которого чаще всего используют электрокорунд. Шарошечное долото из абразива отличается низкой стоимостью, но и служит значительно меньше, чем даже металлический инструмент.
Шарошки с головкой из твердого сплава
Шарошки, рабочая часть которых выполнена из твердого сплава, используются преимущественно в производственных условиях. Твердосплавные шарошки, которыми оснащаются мощные и высокооборотистые электроинструменты, применяются для обработки материалов, отличающихся высокой твердостью, – чугуна, жаропрочной и нержавеющей стали, титановых сплавов и др.
Шарошки по металлу с твердосплавной головкой
Шарошки именно данного типа являются оптимальным выбором в тех случаях, когда необходимо качественно обработать сварные швы. Твердосплавные инструменты, рабочая часть которых также может иметь различную конфигурацию, отличаются исключительно длительным сроком эксплуатации.
Зачистить краску болгаркой
Зачистка металлической поверхности от старой краски невозможна без наличия специальной оснастки. Кроме болгарки, понадобятся специальные насадки, такие как металлические щетки. Щетки делятся на:
По типу крепления различают:
- насадки с резьбовым креплением;
- насадки с фиксирующей шайбой.
Если предполагается удаление старого, многослойного покрытия, подойдут жесткие щетки. Насадки сделаны из витой металлической проволоки и без труда снимают слой старой краски.
Читать также: Как сделать портативный аккумулятор своими руками
Для обработки поверхности в щадящем режиме выбирайте оснастку из мягкой витой проволоки.
Чтобы снять тонкий слой краски, можно также использовать лепестковый наждачный круг для УШМ. Эта оснастка предназначена чтобы шлифовать деревянные поверхности, но краску она снимет бережно и без проблем.
Также подойдут наждачные круги для болгарок или фибровые диски. Все зависит от площади обрабатываемой поверхности, возраста покрытия, количества слоев и пр.
Зачистить ржавчину болгаркой
Удаление ржавчины с металлических поверхностей болгаркой трудоемкая работа. Кроме УШМ, нужно обзавестись специальной насадкой – жесткой щеткой из витой проволоки. Отметим, что при помощи такой насадки возможно только зачистка. Шлифовать щеткой нельзя, так как на поверхности остаются царапины.
После того как завершена очистка, воспользуйтесь крупнозернистой наждачной бумагой для финишной обработки.
Зачистить сварочные швы болгаркой
Зачистка сварных швов – работа, требующая ответственного подхода. Чтобы не повредить шов, а поверхность выглядела гладкой и аккуратной, нужно сточить его болгаркой.
В процессе зачистки, помните о том, что после процесса обработки должно остаться как можно больше металла на сварном шве. Правильная зачистка сварочных швов возможна при наличии диска толщиной не меньше, чем 3 мм. В противном случае, диск может лопнуть и нанести вред окружающим предметам и здоровью оператора болгарки.
После проведения сварки двух металлических элементов, в пределах 2-3 см от шва остаются окалины и шлак, которые нужно шлифовать. Делать это нужно сразу, ведь когда поверхность покроется краской она должна быть гладкой. А если не зачистить эти места, останутся выпуклости и вид будет испорчен.
Там где трудно или невозможно достать болгаркой, используйте плоское зубило.
Удалить ржавчину с кузова автомобиля
Коррозия – болезнь многих авто, особенно бюджетного сегмента. Запущенные пораженные участки кузова не подлежат восстановлению. Но своевременные действия помогут избежать катастрофических последствий.
Инструмент, который понадобится:
- Болгарка. Для очистки поверхности от ржавчины в гаражных условиях не обязательно нужен профессиональный инструмент. Достаточно и бытовой УШМ.
- Специальная оснастка для УШМ. Щетки чашечного типа с проволокой разной по жесткости, шлифовальные круги.
- Инструмент для ручной очистки.
Если коррозионные повреждения кузова не слишком глубокие – обработайте эти места болгаркой до металла и выровняйте поверхность шпатлевкой.
Если на местах поражения после зачистки не осталось сильных углублений, покройте их грунтовкой и подготовьте к покраске.
Как зачистить гаражные ворота от ржавчины
В этом процессе понадобится болгарки и чашечная щетка. С их помощью удаляется ржавчина и поверхность готовится к покраске. Не забывайте про средства защиты: респиратор, защитные очки, перчатки.
Зачистные работы очень трудоемкий процесс, требующий ответственного подхода. От того, как они выполняются зависит вид и прочность изделия, поэтому мы рекомендуем использовать только проверенные болгарки и насадки для них.
Работая с УШМ, не забывайте о технике безопасности. Надевайте защитные очки, шумоизоляционные наушники и защитные перчатки. Работайте в закрытой обуви и одежде. Это убережет от получения травм и нанесения вреда здоровью.
Если необходимы расходные материалы на болгарку: круги, диски и пр. приглашаем посетить сайт ukrabraziv.com.ua. Там вы найдете широкий ассортимент оснастки по доступным ценам. Для заказа воспользуйтесь сайтом или звоните по указанным телефонам.
Надеемся наша статья внесла ясность в процесс зачистки металлических изделий при помощи болгарки. Если остались вопросы, обращайтесь!
Фрезы по металлу, закаленной и нержавеющей стали, алюминию, чугуну
Каждая насечка фрезы имеет свою цифровую маркировку: 2, 3, 6, 10, 11. Фрезы с хвостовиком подходят как для бормашинок, прямых шлифовальных машин. Фрезы цилиндрической формы заменяют шарошки по металлу на керамической связке.
Форма насечки борфрез твердосплавных фирмы Klingspor
- Насечка тип 2 — стандартные зубья с хорошими характеристиками для общего применения, в.ч. по металлу, титану.
- Насечка тип 3 по алюминию — высокая эффективность и редуцированное забивание фрезы во время обработки мягких материалов, которые дают длинную стружку. Например: алюминий, латунь, медь, цинк, пластмасса.
- Насечка тип 6 основная (крестообразные зубья для общего применения) — по высоколегированной, углеродистой стали, металлу, серому и белому чугуну — твердосплавные борфрезы с крестообразными (разнонаправленными) зубьями обеспечивают высокую производительность резания, низкую вибрацию и высокую стойкость.
- Насечка тип 10 — для обработки стали со значительно более высокой производительность резания по сравнению со стандартным зубьями.
- Насечка тип 11 — оптимизированная насечка для обработки аустенитных, нержавеющих и кислотостойких нержавеющих сталей; значительно высокая производительность резания по сравнению с стандартной зубчатой насечкой.
Выберите подходящую форму, тип насечки, размер и направьте в наш адрес Абразивкомплект. Бесплатная доставка до терминала транспортной компании в Москве, Санкт-Петербурге, Екатеринбурге с дальнейшей отправкой в города России.
Борфрезы твердосплавные серии HF в наборе
40 борфрез в пластиковом боксе с прозрачным стеклом. По два экземпляра популярных форм (B, C, F, G, L) в разных размерах с универсальными зубьями № 6.
Цена от: 84037 руб. Производитель: KlingsporАртикулы
5 твердосплавных борфрез в пластиковом боксе. В комплект входят фрезы 295610, 295753, 295859, 295925, 296010 с универсальными зубьями № 6.


Цена от: 2032 руб. Производитель: KlingsporАртикулы
Борфрезы твердосплавные серии HF в индивидуальной упаковке
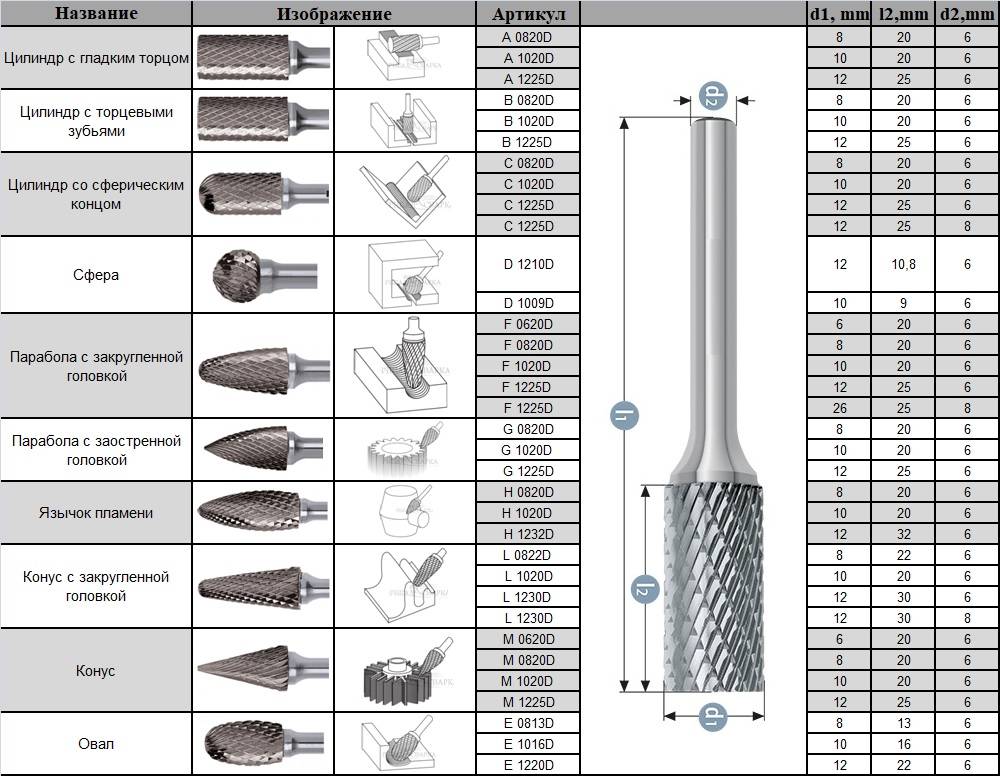
Цилиндрическая борфреза HF 100 A, торец без зубьев. Универсальное применение для обработки поверхности. Диаметр головки: 3 — 16 мм.
Цена от: 685 руб. Производитель: KlingsporАртикулы
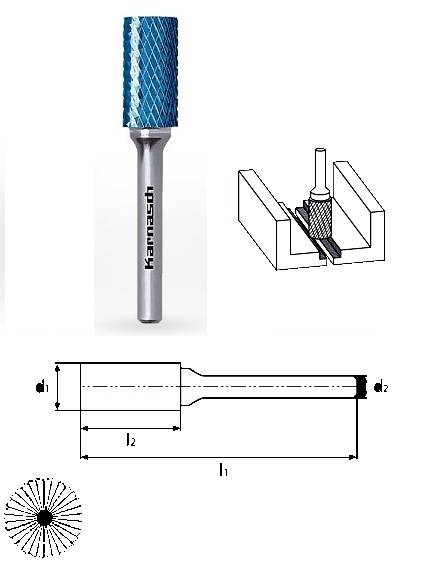
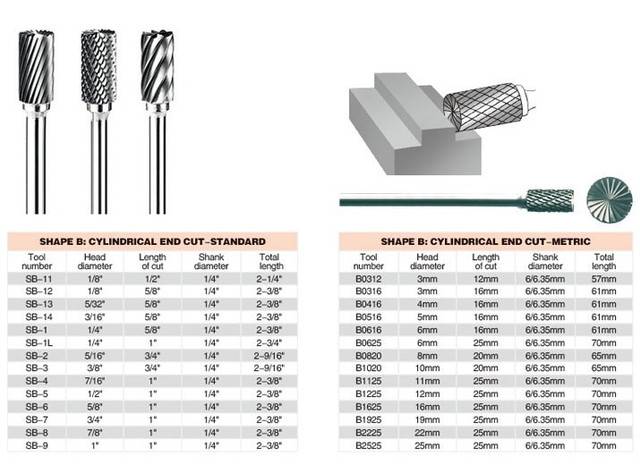
Цилиндрическая борфреза HF 100 B, торец с зубьями, для обработки внутренних контуров. Диаметр головки 3 — 16 мм.
Цена от: 753 руб. Производитель: KlingsporАртикулы
Сфероцилиндрическая борфреза HF 100 C для обработки плоскостей, контуров и радиусов. Диаметр головки 3 — 16 мм.
Цена от: 685 руб. Производитель: KlingsporАртикулы
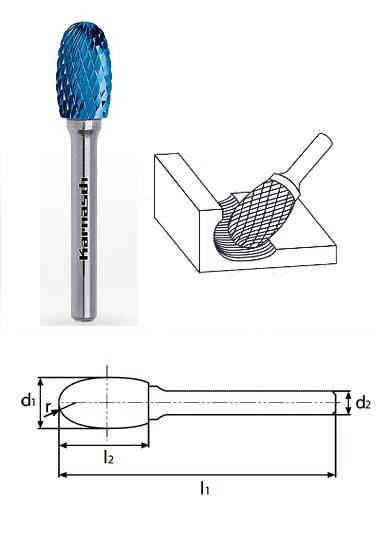
Сферическая борфреза HF 100 D для обработки контуров, а также для удаления заусенцев из внутренних стенок отверстий. Подходит для фрезерования труднодоступных мест. Диаметр головки 3 — 16 мм.
Цена от: 685 руб. Производитель: KlingsporАртикулы
Эллипсоидальная борфреза HF 100 E с перекрестными зубьями для общего применения. Диаметр головки 3 — 16 мм.
Цена от: 684 руб. Производитель: KlingsporАртикулы
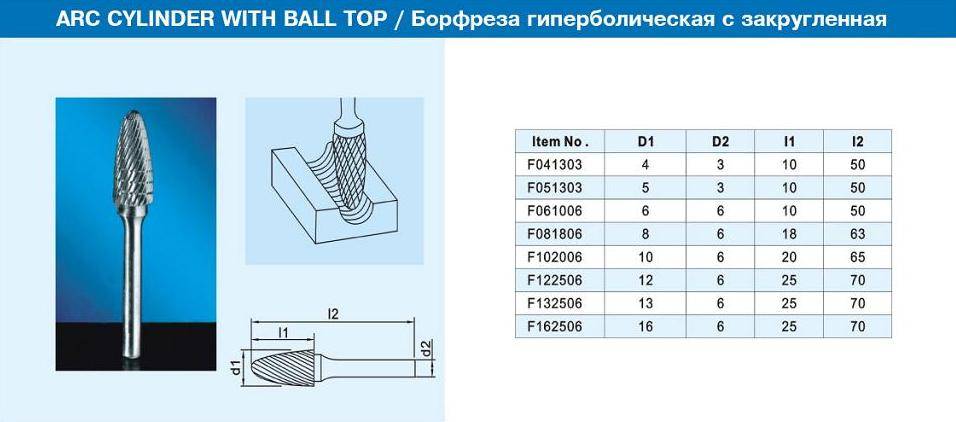
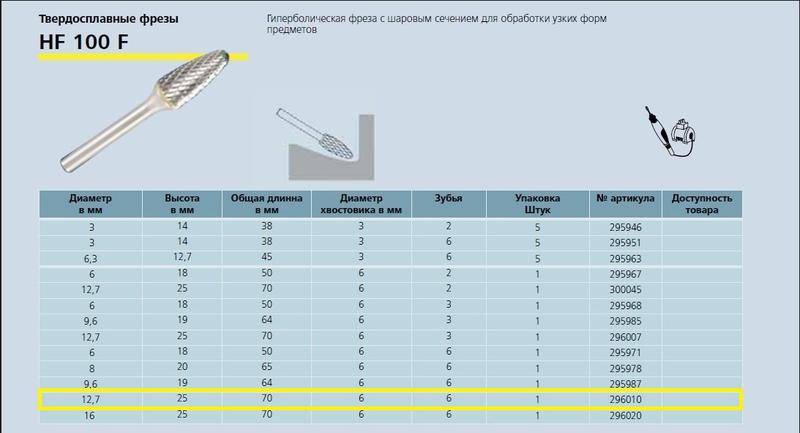
Гиперболическая борфреза HF 100 F оправка с шаровым сечением для обработки узких форм предметов. Диаметр головки: 3 — 16 мм.
Гиперболическая борфреза HF 100 G с острым концом для обработки острых углов. Диаметр головки 3 — 16 мм.
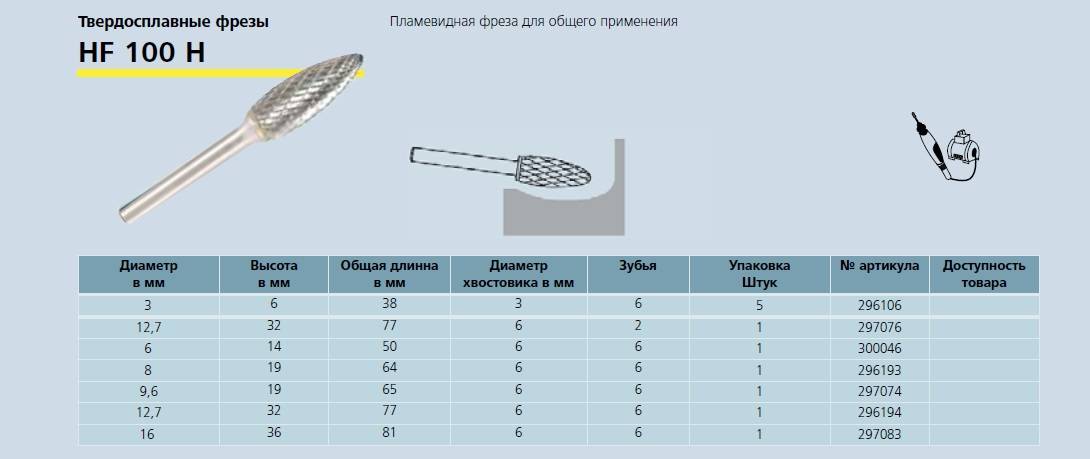
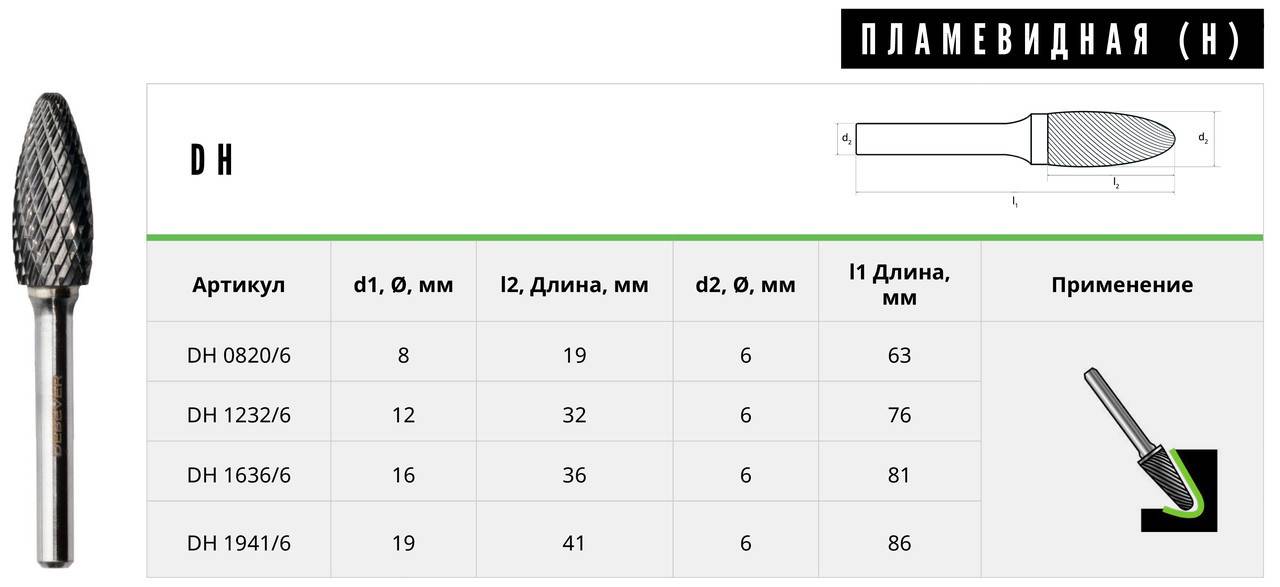
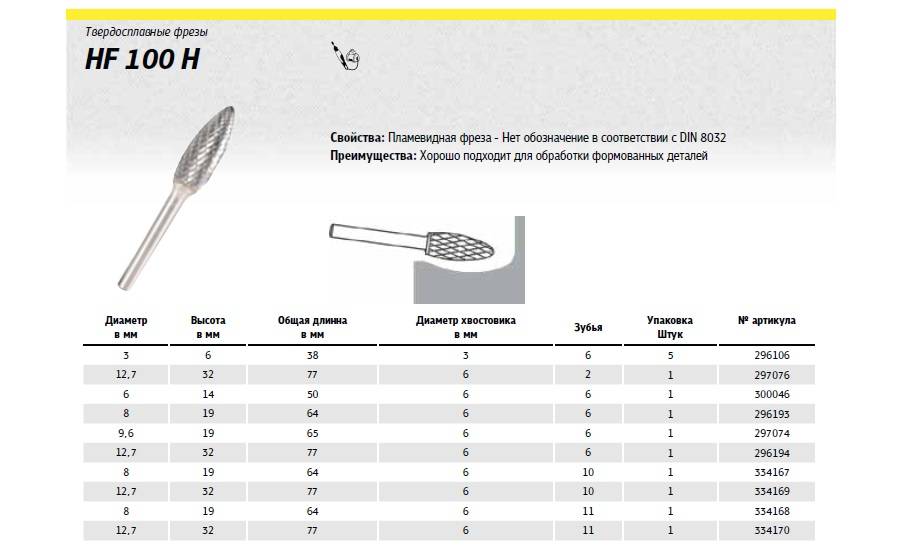
Пламевидная борфреза HF 100 H для общего применения. Диаметр головки 3 — 16 мм.
Цена от: 685 руб. Производитель: KlingsporАртикулы
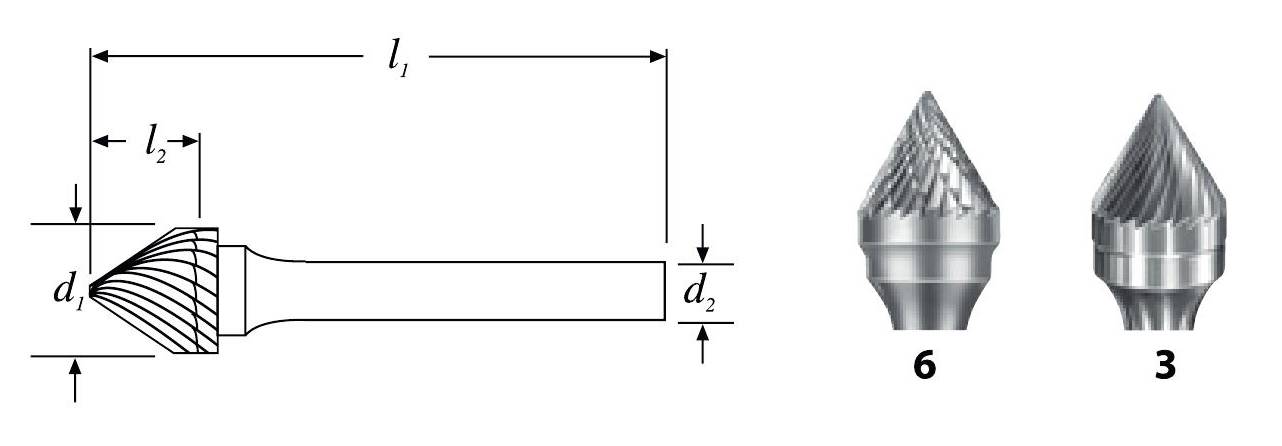
Коническая борфреза HF 100 J имеет угол 60° для обработки клиновидных пазов. Диаметр головки 3 — 16 мм.
Цена от: 685 руб. Производитель: KlingsporАртикулы
Коническая борфреза HF 100 K имеет угол 90° для обработки клиновидных пазов. Диаметр головки 3 — 16 мм.
Цена от: 684 руб. Производитель: KlingsporАртикулы
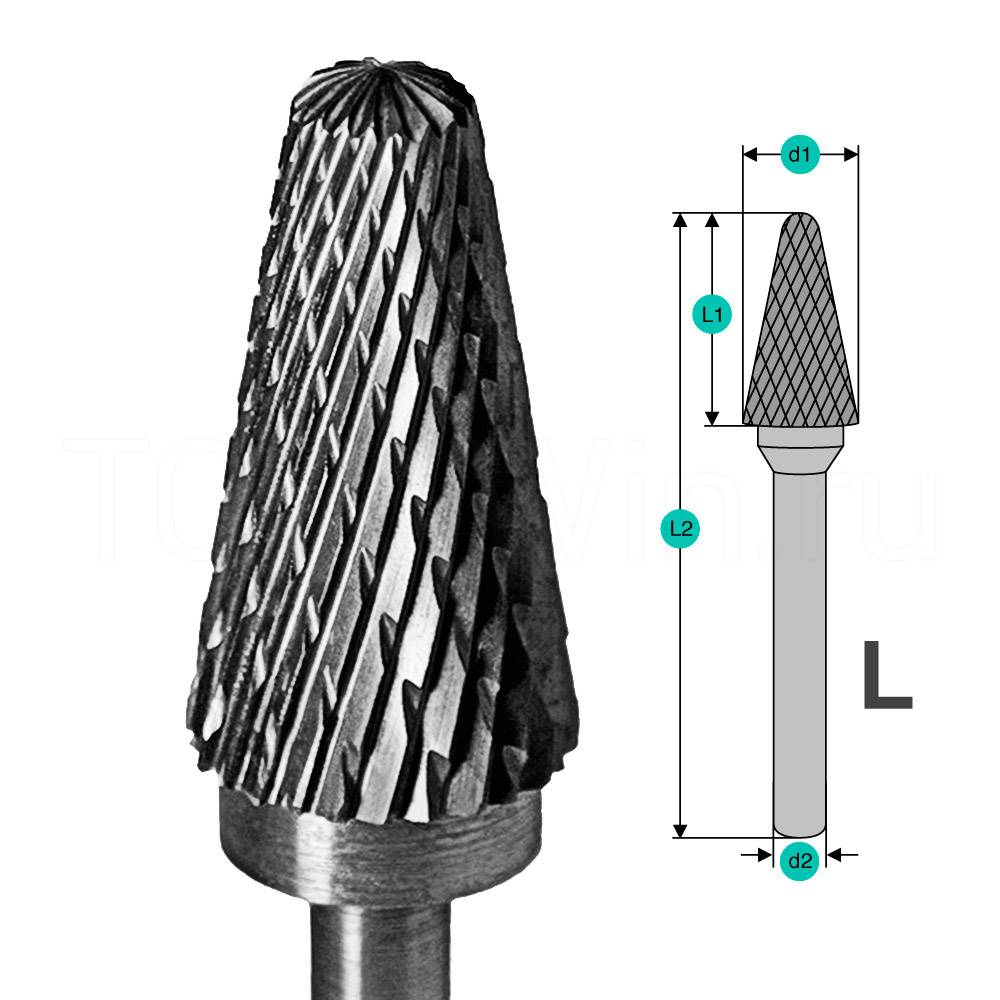
Сфероконическая борфреза HF 100 L для обработки труднодоступных мест. Диаметр головки 3 — 6 мм.
Цена от: 685 руб. Производитель: KlingsporАртикулы
Остроконическая борфреза HF 100 M для обработки конструкции моделей, фрезерования изменяющихся диаметров. Размер головки 3 — 16 мм.
Цена от: 685 руб. Производитель: KlingsporАртикулы
Борфреза HF 100 N в форме хвоста ласточки для обработки конических профилей. Диаметр головки 3 — 6 мм.
Цена от: 709 руб. Производитель: KlingsporАртикулы
Справочная информация по фрезам
В таблице представлена справочная информация о твердосплавных борфрезах и условиях их использования.
* Компания-производитель оставляет за собой право на изменение комплектации и места производства товара без уведомления! Указанная информация не является публичной офертой.
Похожие материалы: