

Цементация металла в твердой среде
В качестве материала для твердого карбюризатора используется смесь углекислого натрия, бария или кальция с древесным углем, который необходимо применять в измельченном виде, представленном фракциями размером порядка 3-10 мм. Причем обязательно эту основу необходимо просеять, чтобы убрать пыль. Обязательной процедурой, которой подвергаются соли, является измельчение с целью придания им порошкообразного состояния, после чего эту массу просеивают через сито. Для создания смеси могут применяться два основных способа:
- В качестве основных компонентов используется сухая соль и уголь, которые необходимо основательно перемешать друг с другом, тем самым удастся снизить до минимума риск появления пятен во время химико-термической обработки стали;
- На подготовленный древесный уголь нужно лить соль, предварительно смешанную с водой до растворения. Далее созданную на основе этих компонентов массу необходимо поместить для высушивания, причем оптимально, когда влажность смеси не превышает 7%.
Из этих методик наиболее предпочтительной является вторая ввиду ее более высокого качества. Это проявляется в том, что с ее помощью можно создать более равномерную смесь для насыщения поверхности углеродом. В составе готового карбюризатора на долю древесного угля приходится порядка 70-90%, а остальное занимает углекислый кальций и углекислый барий.
Для проведения твердой цементации применяют ящики, куда помещают карбюризатор. Лучше всего использовать ящик, соответствующий форме обрабатываемых изделий. Дело в том, что это поможет улучшить качество цементированного слоя, при этом удастся сократить до минимума время, которое требуется для прогрева тары
Важно позаботиться об отсутствии утечки газов: эту проблему решают путем замазывания ящиков глиной, а затем накрывают сверху герметичными крышками
Важным моментом является и то, что прибегать к рассматриваемому варианту создания для непосредственного использования тары специальной формы имеет смысл в тех случаях, когда необходимо обработать посредством химико-термического метода большое количество деталей. Наибольшее распространение получили ящики, имеющие стандартную форму, которые различаются геометрическими размерами. Это дает возможность подбирать из них наиболее оптимальный вариант, который в наибольшей степени учитывает количество обрабатываемых изделий и размеры печи.
Обычно ящики изготавливают на основе малоуглеродистой или жаростойкой стали. Причем при выполнении обработки деталей при помощи твердого карбюризатора придерживаются следующей схемы:
- Нуждающиеся в насыщение углеродом детали следует разместить с чередованием в ящике, заполненном заранее приготовленной смесью;
- Далее готовят к работе печь, для чего ее прогревают до температуры 900-950 градусов, затем туда размещается рабочая тара;
- Сама операция по прогреву ящика выполняется при температуре от 700 до 800 градусов. Определить, что ящики прогрелись достаточно, можно по подовой плите, которая должна иметь однородный цвет;
- На заключительном этапе температуру печи увеличивают до отметки 900-950 градусов Цельсия.
Создание указанного температурного режима обеспечивает условия для проникновения диффузии в кристаллическую структуру металла активного углерода. Теоретически этот метод может применяться и для химико-термической обработки зданий, причем отдельные мастера способны справиться с этой задачей и своими силами. Однако в плане эффективности подобная обработка, проводимая в домашних условиях, отличается довольно невысокой эффективностью, причиной чего является долгая обработка и необходимость в создании высокого температурного режима.
Требования к подготовке материалов
Перед тем как поместить заготовки свариваемых элементов в диффузионную установку, их подвергают предварительной обработке. Основная цель обработки контактирующих частей заготовок направлена на получение более гладких, ровных и однородных поверхностей, а также удаление из зоны соединения невидимых маслянистых образований и грязи. Обработка заготовок бывает:
- химической;
- механической;
- электролитической.
Пленки окислов, как правило, не влияют на процесс диффузии, так как они самоликвидируются в процессе нагревания в вакуумной среде.
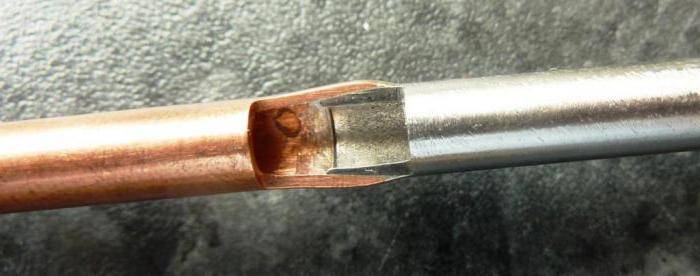
Когда диффузионная сварка протекает недостаточно эффективно между веществами, у которых неодинаковый температурный коэффициент расширения, либо образуется хрупкий шов, используют так называемые буферные прокладки. Ими может служить фольга различных металлов. Так, медная фольга применяется при диффузионной сварке заготовок из кварца.
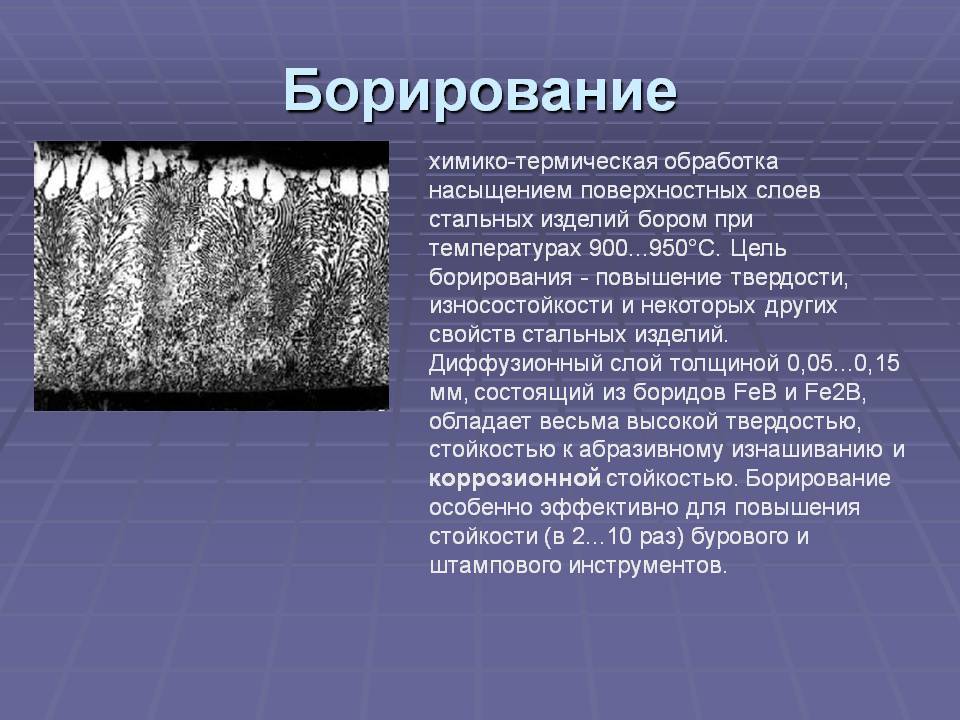
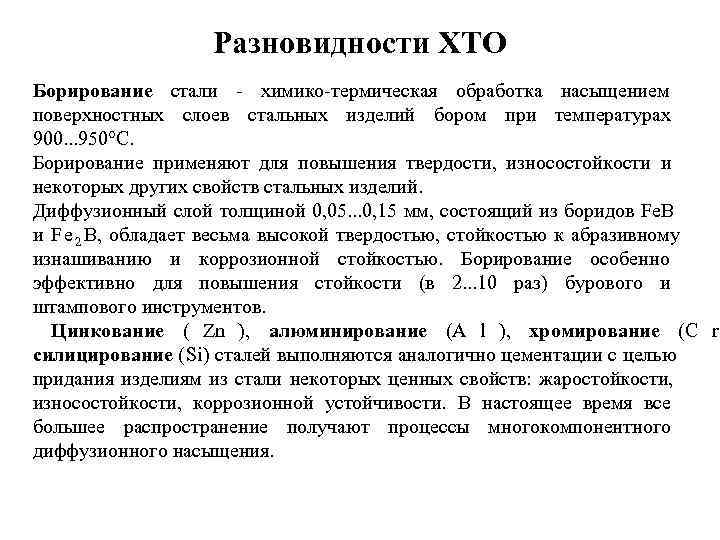
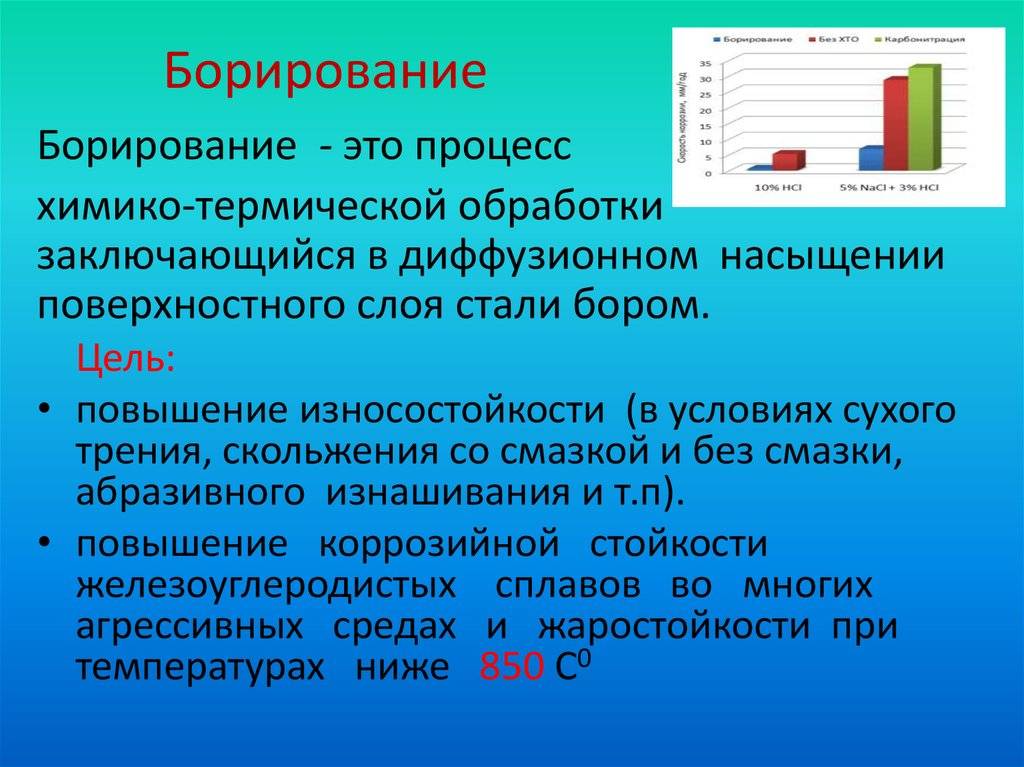
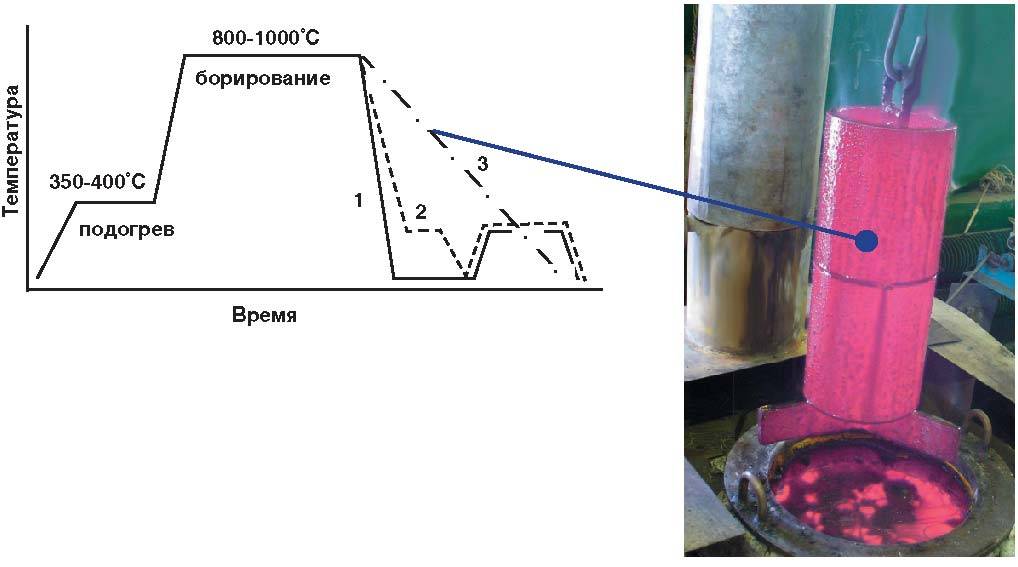
Методы борирования стали
Широкое разнообразие методов борирования стали дает возможность применять наиболее технологичные в каждом определенном производстве. Самые популярные методики такие:
- В газообразной обстановке;
- В жидкой обстановке;
- В твёрдой обстановке.
Вышеперечисленные методики обработки в себя включают огромное количество разных видов, которые отличительны определенными тонкостями.
Комбинированное борирование углеродистой стали
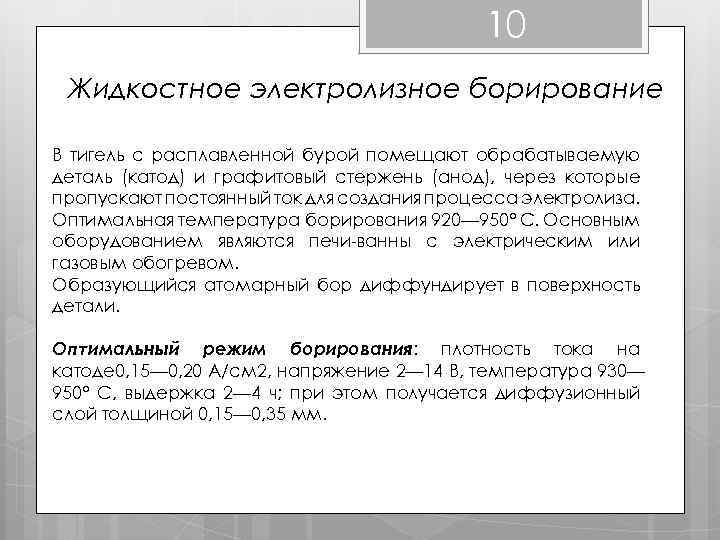
Жидкостное безэлектролизное борирование
Для жидкостного борирования используются расплавы смесей, главной составляющей которых считается тетраборат натрия (бура) с добавлением карбида бора, хлорида натрия и силиката марганца. Температура расплавленной массы составляет 900°С. Толщина отделанного слоя может составлять до 0.2 мм. Жидкостное борирование в расплаве имеет то преимущество, что глубина обработки не зависит от формы поверхности которая обрабатывается. Из плохих качеств стоит отметить, что расплав активных веществ быстро истощается, при этом компенсация расхода некоторых элементов затруднена, как и обозначение химического состава смеси.

Варианты использования технологии жидкостного борирования
Электролизное борирование
Уменьшить время процесса при жидкостном борировании помогает применение эффекта электролиза при прохождении электротока через обрабатываемую деталь и расплав. Процесс электролизной обработки идет при маленьких значениях плотности тока и тех же температурах расплавленного электролита, что и при простом жидкостном борировании. Хотя при этом способе применяется только бура, минусом считается ее чрезмерный расход, потому как часть бора при электролизе падает в виде аморфной массы, которая, более того, может образовывать изъяны на поверхности заготовки.
Уменьшить температуру расплава помогает введение фторосодержащих добавок – фторида и фторбората натрия.
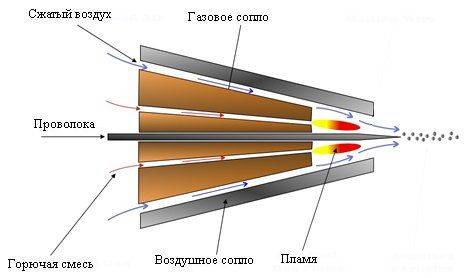
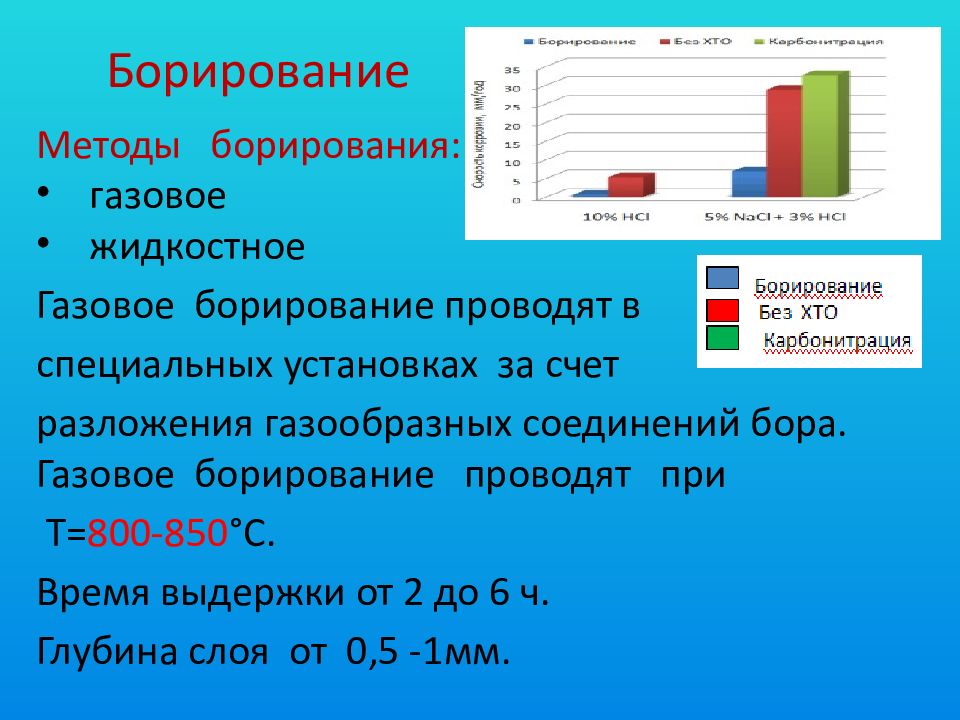
Газовое борирование
Одинаковое и однородное проникновение бора в верхний слой металла достигается во время использования метода газового борирования. Борирование деталей выполняется при температуре 850°С в обстановке газов, содержащих оксиды, галогениды и водородные соединения бора. Выделяющийся при термическом разложении газов атомарный бор, садится на поверхности изделий и диффундирует вглубь металла.
https://youtube.com/watch?v=bnkTUowNHkM
Нужно сказать, что некоторые борирующие смеси газов очень взрывоопасны, что налаживает ограничения на использование этой методики.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
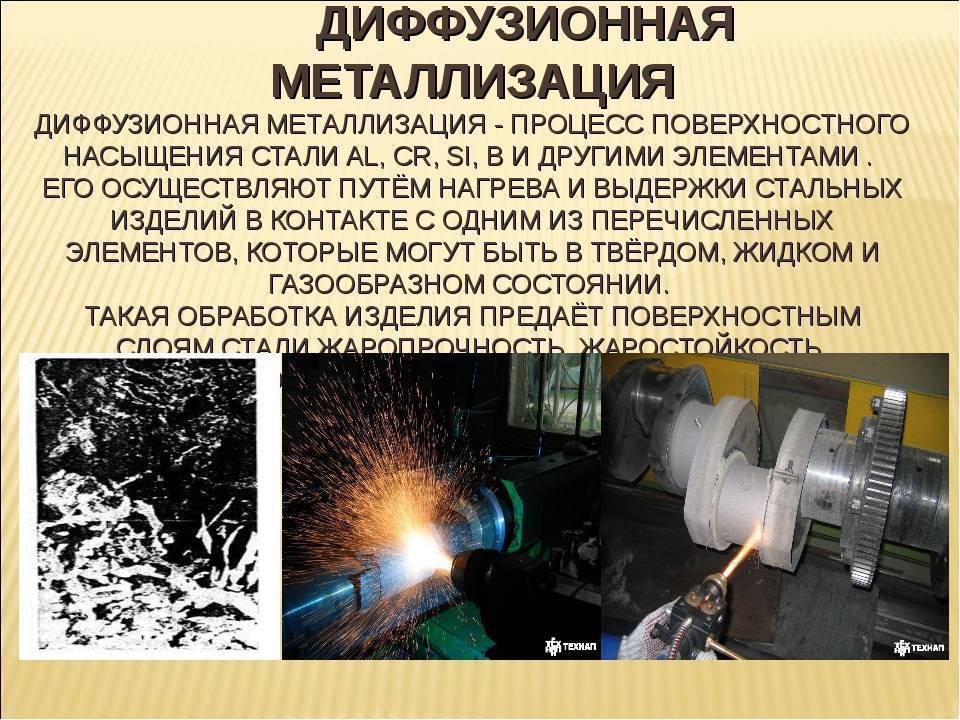
Химико-термическая обработка металла. Диффузионная металлизация
Главная » Химико-термическая обработка металла. Диффузионная металлизацияОборудование орбитальной сварки из Германии! Низкие цены! Наличие в России! Демонстрация у Вас.
Orbitalum Tools — Ваш надежный партнер в области резки и торцевания труб, а так же автоматической орбитальной сварки промышленных трубопроводов.
Поверхностное насыщение стали металлами путем их диффузии в атомарном состоянии называют диффузной металлизацией
. Это один из наиболее дорогих технологических процессов химико-термической обработки. Высокая стоимость диффузной металлизации обусловлена высокой энергоемкостью и длительностью процесса (до 25 часов). Диффузионная металлизация производится при температурах 950…1200 °С. Высокая температура необходима для увеличения скорости диффузии.
Диффузионная металлизация позволяет получать диффузионные слои толщиной от 10 мкм до 3 мм со специфическими механическими и физико-химическими свойствами. Одно из основных свойств металлизированных поверхностей – жароупорность, поэтому детали из углеродистых сталей, предназначенные для эксплуатации при температурах 1000…1200 °С подвергаются алитированию, хромированию или силицированию. Диффузионное насыщение металлами повышает устойчивость изделий к кислотам, абразивному изнашиванию, сопротивление термоудару и резким перепадам температуры.В отличие от диффузии неметаллов, приводящей к образованию твердых растворов внедрения, при металлизации происходит образование растворов замещения.
Диффузионная металлизация производится
несколькими методами:
1. погружением в расплавленный металл, если диффундирующий элемент является легкоплавким (цинк, алюминий);
2. насыщением из расплава солей с применением электролиза или без такового;
3. насыщением из газовой фазы, содержащих галогениды диффундирующих металлов неконтактным и контактным методами;
4. насыщением в сублимированной фазе при испарении диффундирующего элемента.





Хромирование помимо жаростойкости придает стальным изделиям кислотоупорность, устойчивость к газовой и морской коррозии. Насыщение поверхности хромом применяется для деталей пароводяной арматуры, паросилового оборудования и деталей, предназначенных для эксплуатации в агрессивных средах.
Алитированные стали характеризуются высокой окалиностойкостью за счет образования на поверхности пленки оксида алюминия. Диффузионный алитированный слой сразу после окончания металлизации характеризуется высокой хрупкостью из-за пересыщенности раствора алюминием. Для снижения хрупкости диффузионного слоя алитированные изделия подвергаются диффузионному отжигу при температуре порядка 1000 °С. Алитирование применяется при изготовлении чехлов термопар, нагревательных элементов, колосников и т. д.
Диффузионное цинкование
применяется для повышения коррозионной устойчивости стали в маслах, бензине, атмосфере и газовых средах, содержащих сероводород при температурах 300…500 °С. Цинк – активный амфотерный металл и, следовательно, цинковые покрытия разрушаются в кислых и щелочных средах.
На данный момент все большее распространение приобретает комплексное диффузное насыщение металла рядом элементов, например хромоалитирование, карбохромирование, хромотитанирование и др. комплексное насыщение может производиться как последовательно, так и одновременно. Такой вид химико-термической обработки позволяет получать поверхности с уникальными сочетаниями свойств, которые привносят отдельные элементы.
См. также:
- Электродуговая металлизация
- Химико-термическая обработка стали — залог улучшения качества
Категория: Металлы и сплавы | | Теги: диффузионная металлизация | Рейтинг: 0.0/0 Всего комментариев:
Добавлять комментарии могут только зарегистрированные пользователи.
Вакуум
Для проведения такой сварки применяются специальные стенды, в которых возможно создание вакуума, а также установлен пресс с силой сжатия 1-4 кгс/мм2 и нагревательные устройства радиационного, электрического или индукционного типов.
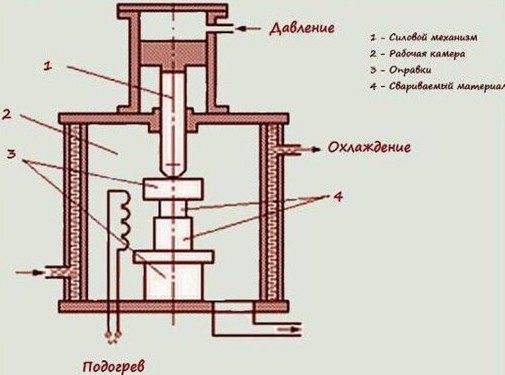
Типовая схема установки для диффузионной сварки:
- Силовой механизм, состоящий из прижимного жаропрочного винта, гидравлических цилиндров и масляного насоса для создания давления на соединяемые детали.
- Рабочая камера для проведения процесса сварки.
- Оправки – места для установки соединяемых деталей.
- Вакуумный насос для удаления воздуха из камеры.
- Система подачи газов (для устройств, в которой вакуум замещается газом, либо производится газовое охлаждение).
- Индукционный генератор для создания системы нагрева и регулирования охлаждения.
Выделяется два основных вида сварки в вакууме:
- Свободное деформирование – при данном способе производится постоянная нагрузка, не достигающая предела текучести. Такой способ широко распространен благодаря своей простоте.
- Принудительное деформирование – специальное устройство, движущееся с определенной скоростью, обеспечивает создание нагрузки для пластической деформации материала. При этом создаваемое напряжение должно быть выше предела текучести. Такой способ применяется для создания деталей с большими габаритами и большой площадью свариваемой поверхности.
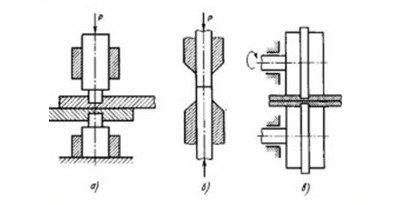
Виды соединения материалов: а – внахлест, б – встык, в – шовная сварка.
Области применения
Этот вид сварки применяется там, где другие неэффективны, дороги и нет нужного качества соединения:
- Приборостроительная и электронная промышленность. В высокоточном оборудовании и приборах необходимы сочетания разнородных материалов, в том числе неметаллических – стекла, керамики, графита с металлами и сплавами.
- Крупногабаритные заготовки. Этим методом соединяют крупногабаритные заготовки сложной конфигурации, которые невозможно получить литьём или штамповкой, таких, например, как трубы. В самолётостроении применяют при изготовлении малоразмерных роторов турбоагрегатов, рабочих лопаток газотурбинных двигателей.
Общий принцип технологии
Сварка в вакууме происходит следующим образом.
Сначала соединяемые детали помещаются в стенд, в котором затем создается технический вакуум (разрежение воздуха с внутренним давлением порядка 10-2…10-5 мм. рт. ст.). В некоторых установках вместо вакуума применяется инертный газ.
Затем осуществляется нагрев материалов. Материалы нагреваются до требуемых температур (для каждого материала и определена своя температура). С повышением температуры также возрастает текучесть материалов, поэтому диффузия ускоряется. Обычно, температура нагрева составляет 0,5 – 0,7 температуры плавления вещества,
Нагрев применяемых веществ происходит либо в соединенном состоянии, либо отдельно друг от друга, если их температуры плавления различаются. Во втором случае применяется ток высокой частоты, которым можно не только нагреть деталь, но и провести дополнительную очистку ее поверхности.
Далее идет сжатие материалов. Когда материалы нагреваются до рабочей температуры, они сдавливаются между собой. Тип давления может быть разным: длительным или кратковременным, локальным или распределенным по всей площади поверхности. Давление редко превышает 0,5 МПа, а время воздействия различается от технологии проведения сварки.
Существует два основных способа оказания давления:
- Медленное статичное давление, которое может длиться до нескольких часов.
- Ударное воздействие со скоростью до 30 м/с, на которое расходуются миллисекунды. Обычно применяется при соединении материалов, разделенных химическим составом или металлической фольгой.
Улучшение качества сварного шва может достигаться добавлением на стык элементов специальных химических составов либо фольги из золота, платины, меди. Толщина такой фольги в среднем составляет несколько микрон, завися от конкретного процесса.
Нанесение данных слоев позволяет:
- увеличить прочность сварного шва;
- избежать образования барьерных подслоев;
- облегчить взаимодействие поверхностей и ускорить объемное взаимодействие между соединяемыми элементами;
- уменьшить остаточную деформацию изготавливаемых деталей за счет снижения давления и температуры.

Для соединения металлов с неметаллами, либо для сварки неметаллических деталей в качестве соединительных слоев могут применяться различные вещества:
- при соединении медных деталей и кварцевого стекла слой меди наносится на стекло, затем подвергается окислению в течении 4-5 минут при температуре 800°С;
- для сварки оптической керамики с медью, последняя подлежит покрытию сульфидами цинка для повышения прочности сцепления.
Охлаждение материалов — финальная стадия. После диффузионного соединения деталей происходит их остывание в вакууме, а равномерность этого процесса поддерживается системами охлаждения. Резкие перепады температуры могут привести к появлению трещин на сварном шве и снижению его прочности.
В некоторых случаях, например, при соединении стали и бронзы, для быстрого охлаждения деталей применяется аргон. Быстрое охлаждение снижает гибкость изделия, но повышает его твердость.
Изготовленная деталь проходит контроль качества рентгеновским или ультразвуковым инструментом.

Сила давления и температурные режимы нагрева и охлаждения подбираются для каждого материала (пар материалов) индивидуально, на основе теоретических расчетов.
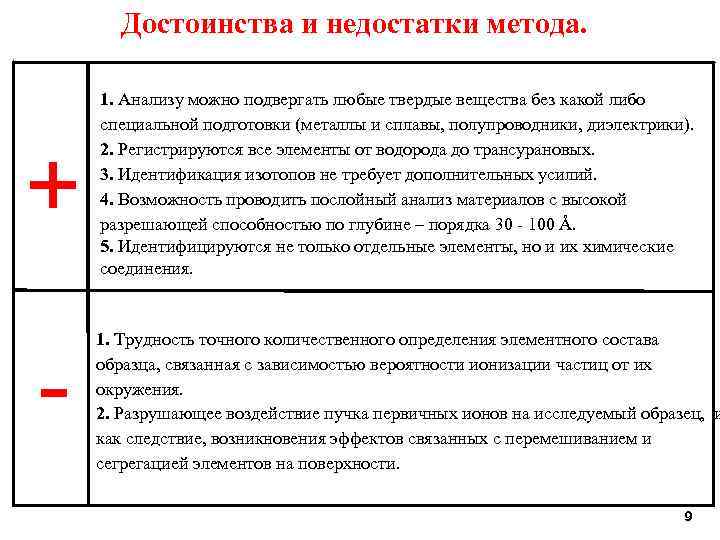
Преимущества и недостатки технологии
К преимуществам рассматриваемого метода относят:
- качественное соединение разнородных материалов;
- минимальная деформация свариваемых плоскостей, что освобождает от необходимости механической обработки шва;
- многослойная сварка и автоматизация работ при организации крупносерийного производства;
- возможность совмещения диффузионной сварки и формообразования при изготовлении многослойных тонкостенных конструкций сложной формы;
- при соединении однородных материалов атомная структура шва идентична структуре детали;
- отсутствие вредных паров, что исключает потребность в сложной системе вентиляции;
- минимум вредных для человека выделений и излучений.
К недостаткам относят:
- сложность оборудования и особенные требования к технологическому уровню производства;
- высокая себестоимость работ;
- невозможность применения для проверки качества шва методов неразрушающего контроля.
Газовое силицирование
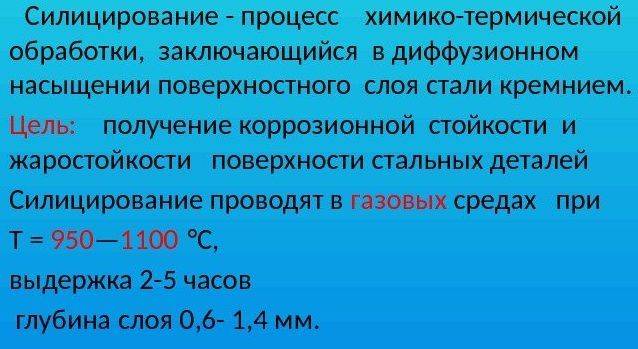
В процессе такого вида цементации, как силицирование, верхний слой стали насыщают кремнием, который делает деталь стойкой к воздействию кислот, износостойкой, жаростойкой. Силицирование может быть выполнено в одном из трех цементаторов.
Твердое силицирование. В качестве среды принято брать ферросицилий и шамот. Для сокращения количества времени можно добавить хлористый алюминий. Температуры такой цементации достаточно высоки – до 1200 ОС. Если выдержать деталь в течение 10 часов, то толщина слоя составит 0,7 миллиметра.



Жидкое силицирование. Для данного вида цементации используют хлористую соль, в которую добавлен ферросилиций. Температура выдержки – 1000 ОС.
Газовое силицирование
Газовое силицирование. Обладает самым важным значением в промышленности. Процесс проходит весьма интенсивно. Температура выдержки может достигать 1050 ОС, время – от 2 до 6 часов, толщина слоя – до 1 миллиметра.
Важная особенность поверхностного слоя, который насыщен кремнием – пористая структура. Масло может немного изменить ситуацию, для этого деталь необходимо проварить в нем при температуре 200 ОС. Полученный материал будет довольно жаростойким и прочным.
Дефекты, обусловленные тепловыми и структурными напряжениями
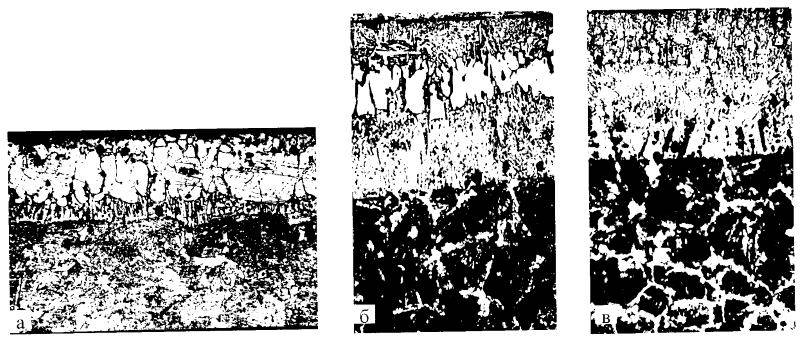
При охлаждении с температуры химико-термической обработки в борированном изделии возникают тепловые напряжения. Их появление вызвано различной скоростью охлаждения поверхности и сердцевины металла. Фазовые превращения изменяют удельный объем структур и сопровождаются образованием структурных напряжений. Наличие бо-ридов, отличающихся коэффициентами линейного расширения от основного металла, усиливает напряжения в деталях. Структурные и тепловые напряжения формируют временные напряжения в боридном слое и основном металле. В результате воздействия достаточно высоких температур химико-термической обработки происходит постепенное ослабление (релаксация) временных напряжений. Охлаждение бориро-ванных изделий затрудняет релаксацию временных напряжений. Поэтому при комнатной температуре в металле сохраняются остаточные напряжения.
Измерению остаточных напряжений в борированной стали посвящено большое количество работ /4,19,22,78,89-91/. Авторы применяли в своих исследованиях различные условия борирования и последующей термической обработки, исходные материалы и методы определения остаточных напряжений. Поэтому результаты их работы позволяют представить общую закономерность распределения напряжений в борированных слоях.
Согласно данным работы /V» н& поверхности образцов из стали 4-ОХС, охлажденных на воздухе после борирования, возникают сжимающие напряжения 400-550 МПа. Удаление от поверхности вглубь металла вызывает изменение сжимающих напряжений на растягивающие. Пик растягивающих напряжений, локализующийся на очень ограниченном участке протяженностью 0,1-0,2 мм, находится в подслойной зоне на глубине 0,15-0,20 мм от поверхности и достигает значений 650 МПа.
Объемная закалка образцов, в том числе изотермическая, сопровождается возникновением в слое остаточных растягивающих напряжений, достигающих на поверхности значений 300 МПа. По мере удаления от поверхности их величина уменьшается и на расстоянии около 0,3 мм они переходят в сжимающие.
Влияние скорости охлаждения стали 45 после борирования и во время последующей термообработки на характер распределения временных и остаточных напряжений подробно рассматривается в работе Б.З.Полякова /92/. Расчеты, выполненные в этой работе, показывают, что медленное охлаждение в интервале температур 950-730 С сопровождается пластической деформацией сердцевины. Однако тепловые напряжения не успевают полностью релаксировать и в слое формируются временные напряжения сжатия. Образование феррита и эв-тектоидный распад аустенита сопровождаются увеличением объема металла и формированием в диффузионном слое временных растягивающих напряжений, максимум которых приходится на зону FeB. При охлаждении в районе 500 С в слое происходит резкая смена напряжений на сжимающие в зоне FeB + Fe2B и особенно Fe„B , в то время, как в зоне борида FeB по-прежнему сохраняются растягивающие напряжения. В процессе дальнейшего охлаждения в боридном слое формируются временные напряжения сжатия, которые при комнатной температуре достигают 300 МПа с поверхности и 1000 МПа в зоне FeB.
С увеличением скорости охлаждения понижается температура начала и конца %- оС превращения, увеличивается его объемный эффект и, как следствие, уменьшаются остаточные напряжения ежа тия. Также как и при медленном охлаждении, в случае закалки в интервале температур 840-600 С имеет место пластическая деформация сердцевины, а при более низких температурах – упругое взаимодействие слоев. Но, в отличие от медленного охлаждения во всем интервале температур, вплоть до температуры мартенситного превращения, в боридном слое реализуются только напряжения сжатия. Объемный эффект при мартенситном превращении изменяет знак напряжений на обратный.
В процессе отпуска происходит распад мартенсита, уменьшается объем сердцевины и увеличиваются остаточные напряжения сжатия в боридном слое.
Таким образом, на поверхности изделия могут возникать растягивающие напряжения. Если они достигают предела прочности боридов на растяжение, то образуются трещины, сколы или шелушение в диффузионном слое.
Недостатки
Главный из недостатков — сам аппарат для диффузионной сварки. Он представляет собой сложную установку, основные элементы которого — вакуумная камера с вакуумным насосом.
В конструкции сварочного аппарата для диффузионной сварки также присутствуют прессы, система охлаждения, нагревательные элементы и ряд вспомогательных механизмов, изготовленных из жаропрочных сплавов, так как сварка производится при высокой температуре.
Техническая сложность сварочной установки, ее большая масса и общая громоздкость подразумевают ее высокую базовую стоимость.
Это препятствует повсеместному распространению диффузионной сварки, делая ее рентабельной (в силу необходимости) в основном для сложных производств, таких, как изготовление полупроводников в электронике, а также некоторых принципиально важных деталей в авиационном и космическом машиностроении (и в некоторых других областях, где требуется аналогичное качество).
Наличие камеры налагает ограничения на размеры свариваемых деталей — это второй существенный недостаток.
Третьим минусом является необходимость очень тщательной очистки и полировки поверхностей перед диффузионным контактом, поскольку любая пленка загрязнения становится непреодолимым препятствием для диффузии.
Обратите внимание, что в некоторых особых случаях соединяемые поверхности, наоборот, целенаправленно окисляются. Слой окислов может способствовать более быстрому взаимопроникновению атомов
Такая технология используется при соединении стекла и керамики с применением металлического подслоя.
В России на разных производствах применяют различные по габаритам, мощностям и предназначению установки диффузионной сварки, такие, как П-114, П-115, УСДВ-630, ДСВ-901, МДВС-302 и другие.
Методы насыщения
Твёрдая диффузионная металлизация
Металлизатором является ферросплав с добавлением хлористого аммония (NH4Cl). В результате реакции металлизатора с HCl или Cl2 образуются летучие соединения хлора с металлом (AlCl3, CrCl2, SiCl4 и так далее), которое в результате контакта с металлической поверхностью диссоциирует с образованием свободных атомов.
Жидкая диффузионная металлизация
Данный вид металлизации проводят погружением детали в расплавленный металл, если диффундирующий металл имеет низкую температуру плавления.
Газовая диффузионная металлизация
Проводят в газовых средах, состоящих из галогенных соединений диффундирующего элемента. Газовая диффузионная металлизация осуществляется в муфельных печах или в печах специальной конструкции при 700…1000 °С. Газовая фаза может генерироваться на расстоянии от поверхности насыщения (бесконтактный способ), или же в зоне контакта источника активной фазы с поверхностью металла (контактный способ).
Характеристики получаемых соединений
В отличие от традиционных способов сварки расплавлением, где к основному металлу вводится дополнительный металл в шве, диффузионная сварка позволяет получить однородный шов без серьезных изменений в физико-механическом составе места соединения. Готовый стык обладает следующими показателями:
- наличие сплошного шва без пор и образований раковин;
- отсутствие окисных включений в соединении;
- стабильность механических свойств.
Благодаря тому что диффузия — это естественный процесс проникновения одного вещества в другое, в зоне соприкосновения не нарушается кристаллическая решетка материалов, а следовательно, отсутствует хрупкость шва.

Виды диффузионного насыщения металлами
Наиболее распространёнными видами диффузионного насыщения металлами являются:
- алюминирование (насыщение алюминием), используется для деталей, работающих при высоких температурах;
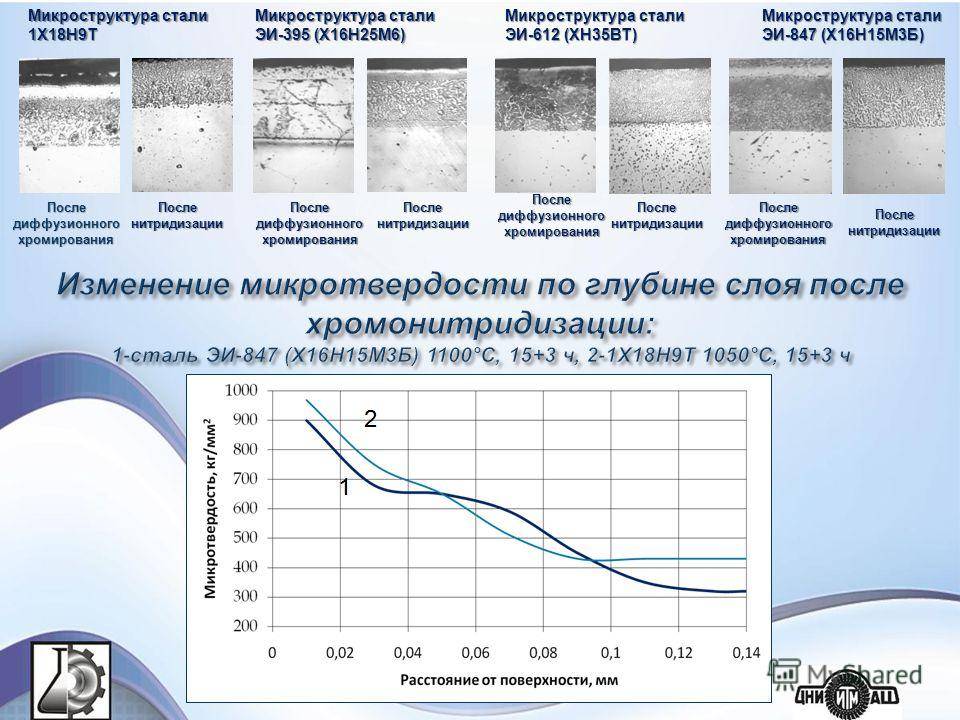
- диффузионное хромирование (насыщение хромом) используют для деталей и полуфабрикатов из стали, сплавов на основе никеля, молибдена, ниобия, меди и других элементов;
- борирование (насыщение бором), обеспечивает высокую твёрдость (1800…2000 HV), износостойкость и стойкость против коррозии в разных средах;
- силицирование (насыщение кремнием);
- бериллизация (насыщение бериллием), обеспечивает для сталей повышение твёрдости, жаростойкости при 800–1100 °С и коррозионной стойкости.
Характеристика химико-термической обработки
Сущность данного вида обработки стали заключается в том, что химический состав поверхностного слоя меняется искусственным путем. Цель процедуры – увеличение степени прочности поверхности и износостойкости детали.
Состав поверхности изменяется благодаря тому, что в него проникают разные элементы. Это приводит к изменению свойств металла. Осуществляется химико-термическая обработка посредством помещения детали в среду, которая содержит в себе атомы вещества, необходимые для покрытия стального листа. Складывается термическая обработка из трех этапов:
- диссоциация,
- адсорбция,
- диффузия.
Первый этап – диссоциация – осуществляется посредством создания газовой среды и включает такие процессы, как разложение молекул определенного соединения и образование атомов, проявляющих активность в отношении стальной детали. В процессе адсорбции сталь поглощает свободные активные атомы, находящиеся в газовой смеси или растворе.
Третий этап, получивший название диффузионной металлизации стали, заключается в проникновении атомов, подвергшихся адсорбции, вглубь металла. Воздействия внешних сил на этом этапе нет. Процесс осуществляется за счет теплового движения атомов вещества. Если три этапа химико-термической обработки выполнены без ошибок, то полученный слой покрытия будет прочным.

Цементация стали
Цементацией называют процесс, позволяющий насытить стальную конструкцию углеродом. Сердцевина остается мягкой, однако, благодаря слою покрытия прочность поверхности повышается. В процессе использования такие детали не подвергаются воздействию извне, не деформируются от ударов и не стираются.

Цементации подвергают элементы, выполненные из углеродистой либо легированной стали, содержание углерода в которой не менее 0,08% и не более 0,35%. Для цементации используют составы, богатые углеродом. Их называют карбюризаторами. Такие составы могут быть жидкими, твердыми и даже газообразными.
Цементация сталей происходит через нагрев деталей, предварительно упакованных в изготовленные из железа ящики, туда же помещается карбюризатор. Твердое вещество состоит из 70% древесного угля, 20–25% углекислого бария, а оставшаяся часть – углекислый кальций (3–5%).
Цементация осуществляется при температуре в 920–930 ОС, этот показатель позволяет сделать процесс максимально быстрым. Обогащение слоя стали происходит, когда частицы угля соприкасаются с поверхностью элемента. Передатчик углерода в данной ситуации – газовая среда. Правильно организованная цементация поверхностного слоя стальной детали продолжается от 5 до 14–15 часов.
Цементации в жидкой среде принято подвергать изделия небольшого размера, выполненные из углеродистой или легированной стали. Их на некоторое время опускают в соляные ванны, которые содержат расплавленные вещества:
- соду;
- поваренную соль;
- карбид кремния.
 Схема цементации стали
Схема цементации стали
Газовая цементация
 Суть газовой цементации в том, что деталь из легированной стали сначала необходимо нагреть, а затем прокалить в печи, температура в которой составляет от 920 до 950 ОС. В камеру печи на протяжении всего периода цементации подают газ с содержанием метана.
Суть газовой цементации в том, что деталь из легированной стали сначала необходимо нагреть, а затем прокалить в печи, температура в которой составляет от 920 до 950 ОС. В камеру печи на протяжении всего периода цементации подают газ с содержанием метана.
При использовании данного метода продолжительность цементации стальной детали уменьшается в несколько раз. Так, глубина слоя цементирования в 1,2 м может быть зафиксирована уже после 4–5 часов нахождения детали в газовой камере.
Газовая цементация сталей обладает явными преимуществами по сравнению с первыми двумя способами:
- возможность регулировки процесса посредством изменения количественного и качественного состава газа;
- отсутствие габаритного оборудования;
- относительная чистота процесса, отсутствие угольной пыли;
- возможность проводить закалку стали непосредственно в камере печи.
Газовая цементация достаточно экономична в сравнении с использованием твердых и жидких карбюризаторов.
Стекольная шихта
Данный прекурсор представляет смесь, включающую одновременно сыпучие и жидкие компоненты, а также микродобавки. Отличается шихта для стекла исключительными требованиями к дозировке составляющих, а также однородности химического и гранулометрического состава. Среди элементов, входящих в состав шихты могут присутствовать:
- измельченный бой стекла;
- песок;
- сода;
- мел;
- селитра;
- полевой шпат;
- глинозем;
- доломит.
Это только сыпучие компоненты. Жидкими составляющими стекольной шихты выступают вода или мазут. В качестве микродобавок применяют оксид кобальта, селен. Их вводят, как заранее подготовленную смесь с наполнителем.
Стекольная шихта для производства хрусталя
Отдельно стоит рассмотреть оборудование для загрузки стекольной шихты. Оно представляет целую станцию, состоящую из ряда узлов:
- конусная приемная воронка с уплотнителем;
- комплекс для разрезания мешка – удерживающая решетка и нож;
- вибратор, обеспечивающий дебалансировку;
- подъемно-транспротный конвейер;
- завалочная машина.
Когда загрузчик полностью заполнен, шихта переводится в карманный отдел плавильной печи.
Посмотрите интересное видео о том, как производят стекло:





