Конструкция вращающихся центров
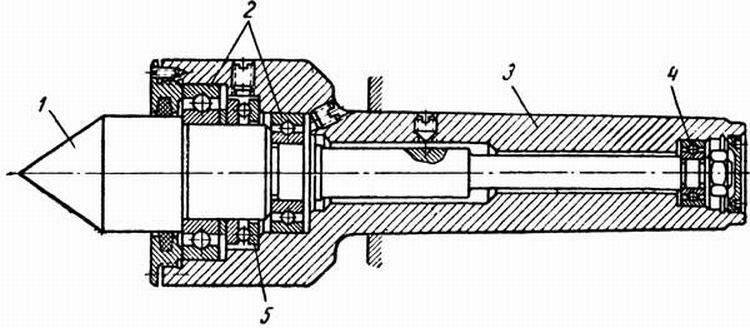
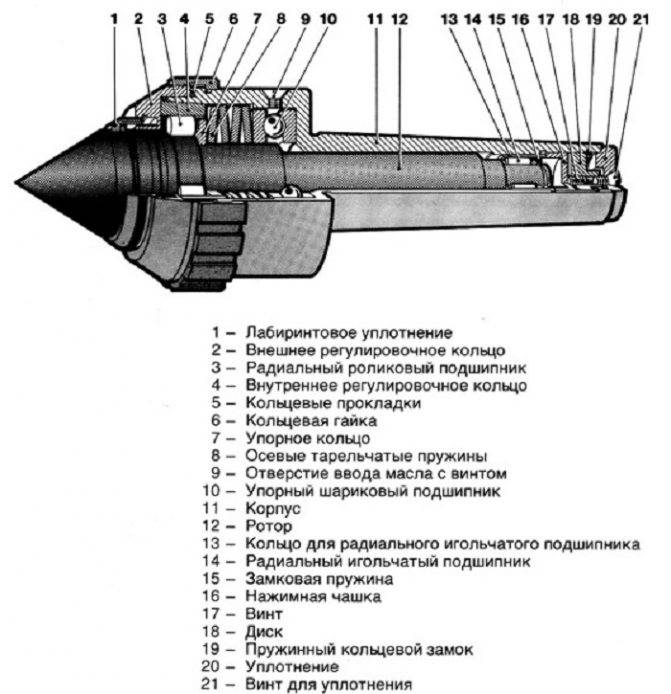
На рисунке выше изображена конструкция центра предназначенного для фиксации в конический паз пиноли задней бабки токарного станка. Рабочая часть или центр (1) вращается благодаря шариковым подшипникам (2) и (4), в других вариантах конструкции применяются игольчатые подшипники. Возникающее в процессе работы осевое давление компенсирует упорный шариковый подшипник (5). Крепление в пиноли обеспечивает конический хвостовик (3). Для точного определения осевых усилий некоторые конструкции имеют встроенный прибор.
Более надежную фиксацию заготовок, особенно при работе с тяжелыми деталями на больших скоростях, обеспечивают встроенные в пиноль центры. Данное конструктивное исполнение, приведенное на рисунке ниже, даёт более высокую жесткость фиксации, оптимально при подготовке стружек большого сечения.
В передней части пиноли (1) имеется специально расточенное отверстие. В нем установлены подшипники для втулки (4) – упорный (3) расположенный в передней части для восприятия осевой нагрузки и радиальный (2). Во втулке выточено коническое отверстие под центр (5). Данную конструкцию можно использовать для крепления сверла или любого другого осевого инструмента, для чего втулка соединяется стопором с пинолью.
Типы токарных центров
Отечественными производителями изготавливают центры вращающиеся в соответствии с требованиями ГОСТ 8742-75. Согласно этому нормативному документу они могут иметь два типа конструкции:
- с постоянными центровыми валиками (тип А)
- с насадками на центровые валики (тип Б)
Применение быстросъёмных насадок типа Б позволяет использовать один и тот же вращающийся центр для токарного станка при обработке деталей, несущественно отличающихся по продольному размеру.
Насадки обоих типов производят в 2 модификациях – с центровым валиком с конусом 60° или с центровым валиком с конусом 60°, расточенным дополнительно под конус 30°. Таким образом, стандартом регламентированы 4 основных комбинации параметров. Кроме того, различаются центры станочные вращающиеся по жёсткости конструкции (стандартная, повышенная), по точности изготовления.
ГОСТ 13214-79 Центры упорные. Конструкция (с Изменениями N 1, 2), ГОСТ от 28 июня 1979 года №13214-79
ГОСТ 13214-79
Группа Г27
ОКП 39 2844
Дата введения 1980-07-01
1. РАЗРАБОТАН И ВНЕСЕН Государственным комитетом СССР по стандартамРАЗРАБОТЧИКИ Л.К.Гирин, В.В.Меньшиков, К.Н.Буре
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 28.06.79 N 2330
3. Срок проверки — 1996 г., периодичность проверки — 5 лет
4. Настоящий стандарт разработан методом прямого применения международного стандарта ИСО 298-73 «Центры токарных станков. Размеры, обеспечивающие взаимозаменяемость» с дополнительными типоразмерами, отражающими потребности народного хозяйства
5. ВЗАМЕН ГОСТ 13214-67
7. ПЕРЕИЗДАНИЕ (апрель 1996 г.) с Изменениями N 1, 2, утвержденными в марте 1985 г., в ноябре 1991 г. (ИУС 6-85, 3-92)
1. Настоящий стандарт распространяется на упорные центры, применяемые при обработке деталей на металлорежущих станках, контрольных, разметочных и других работах.Стандарт полностью соответствует международному стандарту ИСО 298-73.Требования настоящего стандарта являются обязательными.(Измененная редакция, Изм. N 2).
2. Центры должны изготавливаться двух исполнений:
1 — с закаленным рабочим конусом;
2 — с рабочим конусом из твердого сплава.
3. Конструкция и размеры упорных центров должны соответствовать указанным на чертеже и в таблице.
4. Рабочие конусы центров 60° исполнения 1 с конусом Морзе 6 допускается изготавливать наплавленными прутковым сормайтом по ГОСТ 21449.
5. Технические требования и маркировка — по ГОСТ 13215.
3-5. (Измененная редакция, Изм. N 2).
Конструкция и размеры упорных центров
______________* Размер для справок.** Шероховатость рабочего конуса и конуса хвостовика для центров повышенной точности (ПТ) должна быть 0,32 мкм.
Размеры, мм
Обозначение центров | Исполнение | Конус | h9 | Номер пластины типа 34 по ГОСТ 25413 | ||||
7032-0011* | 1 | Морзе | 70 | 50,0 | 9,045 | 9,2 | — | |
7032-0012 | 2 | 34090 | ||||||
7032-0013* | 1 | 1 | 80 | 53,5 | 12,065 | 12,2 | — | |
7032-0014 | 2 | 34090 | ||||||
7032-0015* | 1 | 90 | — | |||||
7032-0016 | 2 | 34090 | ||||||
7032-0017* | 1 | 2 | 100 | 64,0 | 17,780 | 18,0 | — | |
7032-0018 | 2 | 34110 | ||||||
7032-0019* | 1 | 110 | — | |||||
7032-0020 | 2 | 34110 | ||||||
7032-0021* | 1 | 125 | — | |||||
7032-0022 | 2 | 34110 | ||||||
7032-0023* | 1 | 3 | 81,0 | 23,825 | 24,1 | — | ||
7032-0024 | 2 | 34130 | ||||||
7032-0025* | 1 | 140 | — | |||||
7032-0026 | 2 | 34130 | ||||||
7032-0027* | 1 | 160 | — | |||||
7032-0028 | 2 | 34130 | ||||||
7032-0029* | 1 | 4 | 102,6 | 31,267 | 31,6 | — | ||
7032-0030 | 2 | 34150 | ||||||
7032-0032 | 1 | 180 | — | |||||
7032-0033 | 2 | 34150 | ||||||
7032-0035* | 1 | 5 | 200 | 129,5 | 44,399 | 44,7 | — | |
7032-0036 | 2 | 34170 | ||||||
7032-0037 | 34190 | |||||||
7032-0039* | 1 | 220 | — | |||||
7032-0040 | 2 | 34170 | ||||||
7032-0041 | 34190 | |||||||
7032-0043* | 1 | 6 | 280 | 182,0 | 63,348 | 63,8 | — | |
7032-0044 | 2 | 34190 | ||||||
7032-0045 | 34210 | |||||||
7032-0047 | 1 | 320 | — | |||||
7032-0048 | 2 | 34190 | ||||||
7032-0049 | 34210 | |||||||
7032-0054* | 1 | Метри-ческий | 80 | 196,0 | 80,0 | 80,4 | — | |
7032-0055* | 100 | 380 | 232,0 | 100,0 | 100,5 |
_______________* Данные центры полностью соответствуют ИСО 298-73, приведенному в справочном приложении.Пример условного обозначения упорного центра исполнения 1 нормальной точности с конусом Морзе 4:
Центр 7032-0029 Морзе 4 ГОСТ 13214-79
То же, повышенной точности:
Центр 7032-0029 Морзе 4 ПТ ГОСТ 13214-79
Пример условного обозначения упорного центра исполнения 2 повышенной точности с конусом Морзе 4 и пластиной из твердого сплава ВК8:
Центр 7032-0030 Морзе 4 ПТ ВК8 ГОСТ 13214-79
ПРИЛОЖЕНИЕ (справочное). РАЗМЕРЫ ЦЕНТРОВ, СООТВЕТСТВУЮЩИЕ ИСО 298-73
ПРИЛОЖЕНИЕСправочное
Элементы конструкции центров, взаимосвязанные с обрабатываемой деталью | Элементы конструкции центров, взаимосвязанные со станком |
Центры токарных станков с конусом Морзе N 0-6 или метрическим конусом 5%
Размеры, мм
Обозначение | Конусный хвостовик | Центр | |||
Тип | Номер | Конусность | |||
Метрический 5% | 4 | 1:20=0,05 | 4 | 23 | 4,1 |
6 | 1:20=0,05 | 6 | 32 | 6,2 | |
Морзе | 0,6246:12=0,05205 | 9,045 | 50 | 9,2 | |
1 | 0,59858:12=0,04988 | 12,065 | 53,5 | 12,2 | |
2 | 0,59941:12=0,04995 | 17,780 | 64 | 18,0 | |
3 | 0,60235:12=0,05020 | 23,825 | 81 | 24,1 | |
4 | 0,62326:12=0,05194 | 31,267 | 102,5 | 31,6 | |
5 | 0,63151:12=0,05263 | 44,399 | 129,5 | 44,7 | |
6 | 0,62565:12=0,05214 | 63,348 | 182 | 63,8 | |
Метрический 5% | 80 | 1:20=0,05 | 80 | 196 | 80,4 |
100 | 1:20=0,05 | 100 | 232 | 100,5 |
(Введено дополнительно, Изм. N 2).Электронный текст документаподготовлен ЗАО «Кодекс» и сверен по:официальное изданиеЦентры и полуцентры упорные: Сб. ГОСТов. —М.: Издательство стандартов, 1996








Конструкция вращающихся центров
Вращающийся центр состоит из вала и конического наконечника. Он и является рабочей частью, которая фиксирует деталь. Вращение обеспечивается за счет встроенного шарикового подшипника. Он увеличивает КПД оснастки, уменьшает трение и нагрев.
Стандартный угол наконечника составляет 60º. Такая оснастка используется в большинстве случаев, когда обработка осуществляется на стандартных режимах. Для работы с тяжелыми деталями необходим центр с углом наконечника 90º.
Диаметр конического хвостовика может отличаться в зависимости от модели оснастки. Для установки приспособления в заднюю бабку понадобится конус Морзе 5.
Назначение.
Вращающиеся центры применяют для базирования заготовок на токарных станках различных типов, в т.ч. с ЧПУ, для обработки с большими скоростями резания и нагрузками. Изготавливаются двух типов:
- тип А — с постоянным центровым валиком;
- тип Б — с насадкой на центровой валик.
Изготавливаются двух исполнений:
- исп. 1 — центровой валик с конусом 60°;
- исп. 2 — центровой валик с конусом 60°, дополнительно проточенным под конус 30°.
Центры вращающиеся изготавливаются по ГОСТ 8742-75.
Пример обозначения центра типа А, исполнения 1 с конусом Морзе 4, нормальной серии повышенной точности:
Центр А-1-4-НП ГОСТ 8742-75
Вращающийся центр
Главная Статьи Вращающийся центр
Центры вращающиеся и неподвижные для станков
Важной частью любого токарного станка это центр станочный, который может вращаться или же оставаться недвижимым. Он нужен для того, чтобы проводить фиксацию деталей в необходимом положении. Устройство такого типа дает возможность обрабатывать, используя максимальные показатели скорости и при этом с минимальным биением
Рационально использовать центра вращающиеся и неподвижные на шлифовальных, а также токарных станках с ручным или программный метод управления
Устройство такого типа дает возможность обрабатывать, используя максимальные показатели скорости и при этом с минимальным биением. Рационально использовать центра вращающиеся и неподвижные на шлифовальных, а также токарных станках с ручным или программный метод управления.
Алгоритм точения
Весь процесс точения начинается с того, что мы проводим крепление заготовки непосредственно в кулачковый патрон, который выполняет функцию передачи вращения, но в то же время отвечает за неподвижность. Движение резца перпендикулярное, что позволяет полностью обточить до необходимого размера. Максимально подойдет для изделий, форма которых похожа на цилиндр.
Сама заготовка фиксируется при использовании передней, а также задней бабки, то есть по двум противоположным сторонам. Это помогает очень прочно закрепить заготовку и эффективно с ней работать.
В то же время стоит отметить, что в процессе выполнения точения огромное внимание стоит уделить нюансам эксплуатирования задней бабки. Данный элемент конструкции имеет разное назначение, что зависит от того, какой вид работ предполагается выполнить. Она используется не только для закрепления изделия в неподвижном состоянии, но и для ее обработки
Она используется не только для закрепления изделия в неподвижном состоянии, но и для ее обработки.
Если мы рассматриваем её более подробно, то обязательно стоит отметить такие нюансы:
- Предназначена исключительно для того, чтобы провести закрепление специального оснащения. Исходя из вида используемой оснастки можно определить функции задней бабки, а именно фиксация детали или эксплуатирования ее непосредственно для обработки.
- Применение центра вращающегося необходимо для того, чтобы при больших оборотах изделие находилось в недвижимом положении.
Скорость вращения деталей при обработке может доходить до 75 м/мин или даже превышать данный показатель. Данная скорость является достаточно высокой, поэтому в таком случае рационально говорить об использовании центра вращающегося токарного, плюсы которого выглядят таким образом:
- достаточно длительный период качественного использования, что достигается весьма низким износом;
- в работе отмечается универсальность использования;
- появляется возможность нормально работать на высоких нагрузках.
Крепление по двум торцам
Если более детально рассмотреть фиксацию по двум торцам, то это необходимо в таких ситуациях:
- Токарный станок позволяет регулировать обороты, а во избежание погрешности нужно применить фиксирование по двум торцам.
- Изделие обладает достаточно большой длиной и весом.
- В ситуациях, когда возникает вероятность слишком большой подачи поперечного типа и есть риск влияния на показатель точности.
- При работе на станках с ЧПУ, где крайне необходимо провести фиксацию заготовки по ее торцам.
Купить вращающийся станочный центр можно при обращении в нашу ]сделать заказ.
К металлообработке деталей необходимо подходить очень серьёзно. Так как это дорогая и трудоёмкая задача. Ведь узлы металлоконструкций должны иметь точные размеры. От этого зависят многие факторы. Главная из них прочность и износостойкость.
Специалисты нашей компании МИР ISO знают ответ на этот вопрос. И применят всё свои знания и опыт, чтобы обеспечить качественными вращающимися центрами и многой другой оснасткой любое производство металлоконструкций.
Свяжитесь с нами любым удобным способом.
Получите бесплатную консультацию. Мы поможем вам купить вращающийся центр высокого качества под ваши технологические операции.
сделать заказ.
Почему стоит обратиться в наркологический ?
Зависимость от какого-либо вещества – это, в первую очередь, психологическая проблема. В нашем центре не просто снимают признаки абстинентного синдрома. Мы работаем на долгосрочный результат – полная реабилитация и адаптация к нормальной жизни.
Преимущества наркологической клиники «Ключи»:
- Использование мотивации. Залог успешного лечения – желание выбраться из привычного круговорота событий.
- Доставка пациентов в клинику из любой точки России. Это не принудительная мера, мы не применяем давления, а помогаем человеку добраться до места лечения в комфортных условиях.
- Устранение проблемы. Работа с психологом дает шанс увидеть корень заболевания. Только это позволит навсегда отказаться от нездорового образа жизни.
- Анонимный подход. Сотрудники центра не сообщают о проблемах по месту работы или обучения, не ставят больного на наркологический учет.
- Подбор индивидуальной методики лечения. Все процедуры основываются на предварительных анализах, а курс реабилитации разрабатывается исходя из психологического состояния.
- Гарантия социальной адаптации. Мы не только сформируем новый круг интересов, но и трудоустроим бывшего наркомана или алкоголика.
Вращающийся центр
Главная Статьи Вращающийся центр
Центры вращающиеся и неподвижные для станков
Важной частью любого токарного станка это центр станочный, который может вращаться или же оставаться недвижимым. Он нужен для того, чтобы проводить фиксацию деталей в необходимом положении. Устройство такого типа дает возможность обрабатывать, используя максимальные показатели скорости и при этом с минимальным биением
Рационально использовать центра вращающиеся и неподвижные на шлифовальных, а также токарных станках с ручным или программный метод управления
Устройство такого типа дает возможность обрабатывать, используя максимальные показатели скорости и при этом с минимальным биением. Рационально использовать центра вращающиеся и неподвижные на шлифовальных, а также токарных станках с ручным или программный метод управления.
Алгоритм точения
Весь процесс точения начинается с того, что мы проводим крепление заготовки непосредственно в кулачковый патрон, который выполняет функцию передачи вращения, но в то же время отвечает за неподвижность. Движение резца перпендикулярное, что позволяет полностью обточить до необходимого размера. Максимально подойдет для изделий, форма которых похожа на цилиндр.
Сама заготовка фиксируется при использовании передней, а также задней бабки, то есть по двум противоположным сторонам. Это помогает очень прочно закрепить заготовку и эффективно с ней работать.
В то же время стоит отметить, что в процессе выполнения точения огромное внимание стоит уделить нюансам эксплуатирования задней бабки. Данный элемент конструкции имеет разное назначение, что зависит от того, какой вид работ предполагается выполнить. Она используется не только для закрепления изделия в неподвижном состоянии, но и для ее обработки
Она используется не только для закрепления изделия в неподвижном состоянии, но и для ее обработки.
Если мы рассматриваем её более подробно, то обязательно стоит отметить такие нюансы:
- Предназначена исключительно для того, чтобы провести закрепление специального оснащения. Исходя из вида используемой оснастки можно определить функции задней бабки, а именно фиксация детали или эксплуатирования ее непосредственно для обработки.
- Применение центра вращающегося необходимо для того, чтобы при больших оборотах изделие находилось в недвижимом положении.
Скорость вращения деталей при обработке может доходить до 75 м/мин или даже превышать данный показатель. Данная скорость является достаточно высокой, поэтому в таком случае рационально говорить об использовании центра вращающегося токарного, плюсы которого выглядят таким образом:
- достаточно длительный период качественного использования, что достигается весьма низким износом;
- в работе отмечается универсальность использования;
- появляется возможность нормально работать на высоких нагрузках.
Крепление по двум торцам
Если более детально рассмотреть фиксацию по двум торцам, то это необходимо в таких ситуациях:
- Токарный станок позволяет регулировать обороты, а во избежание погрешности нужно применить фиксирование по двум торцам.
- Изделие обладает достаточно большой длиной и весом.
- В ситуациях, когда возникает вероятность слишком большой подачи поперечного типа и есть риск влияния на показатель точности.
- При работе на станках с ЧПУ, где крайне необходимо провести фиксацию заготовки по ее торцам.
Купить вращающийся станочный центр можно при обращении в нашу ]сделать заказ.
К металлообработке деталей необходимо подходить очень серьёзно. Так как это дорогая и трудоёмкая задача. Ведь узлы металлоконструкций должны иметь точные размеры. От этого зависят многие факторы. Главная из них прочность и износостойкость.
Специалисты нашей компании МИР ISO знают ответ на этот вопрос. И применят всё свои знания и опыт, чтобы обеспечить качественными вращающимися центрами и многой другой оснасткой любое производство металлоконструкций.
Свяжитесь с нами любым удобным способом.
Получите бесплатную консультацию. Мы поможем вам купить вращающийся центр высокого качества под ваши технологические операции.
сделать заказ.
Виды вращающихся центров
В зависимости от формы фиксирующей части выпускается два типа вращающихся центров:
- с рабочим конусом для крепления заготовок с центровыми отверстиями;
- с грибообразной насадкой для заготовок с внутренним отверстием – труб, полых валов и т. д.
По конструкции оснастка подразделяется на:
- Центр с постоянным валиком (тип А)
- Центр со сменной насадкой (тип Б)
Конус центрового валика проточен под 60° (исполнение 1) или может иметь дополнительную выточку под конус 30° (исп. 2).
Условное обозначение оснастки: Центр А-1-4-НП ГОСТ 8742-75
Тип А, исполнение 1 с конусом Морзе 4 повышенной точности и нормальной серии.
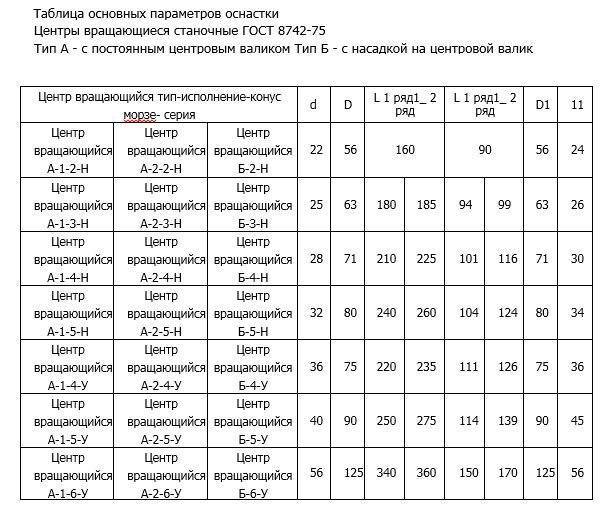
Таблица основных параметров оснастки
Технические характеристики.
Радиальное биение конуса центрового валика центра не более:
- для нормальной серии — 0,012 мм;
- для нормальной серии повышенной точности — 0,006 мм;
- для усиленной серии — 0,016 мм.
Твердость центрового валика (насадки) — не менее HRC 58. Твердость конуса Морзе хвостовика — не менее HRC 45.
Нормальная серия
| Обозначение | Конус Морзе | D | d | d1 — D1 | L | l | Максимальная радиальная нагрузка, кгс |
| 7032-4158-00 | 2 | 51 | 22 | — | 151 | 30 | 40 |
| -01 | 3 | 63 | 25 | — | 177 | 33 | 65 |
| -02 | 4 | 71 | 28 | — | 203 | 35 | 100 |
| -03 | 5 | 80 | 32 | — | 250 | 45 | 220 |
Усиленная серия
| Обозначение | Конус Морзе | D | d | d1 — D1 | L | l | Максимальная радиальная нагрузка, кгс |
| 7032-4161-00 | 4 | 75 | 36 | — | 233 | 45 | 307 |
| -01 | 5 | 90 | 40 | 280 | 55 | 428 | |
| -02 | 6 | 125 | 56 | 357 | 70 | 740 |
Данные по радиальной нагрузке даны для 1000 об/мин и срока службы 4000 часов.
Конструкция вращающихся центров
На рисунке выше изображена конструкция центра предназначенного для фиксации в конический паз пиноли задней бабки токарного станка. Рабочая часть или центр (1) вращается благодаря шариковым подшипникам (2) и (4), в других вариантах конструкции применяются игольчатые подшипники. Возникающее в процессе работы осевое давление компенсирует упорный шариковый подшипник (5). Крепление в пиноли обеспечивает конический хвостовик (3). Для точного определения осевых усилий некоторые конструкции имеют встроенный прибор.
Более надежную фиксацию заготовок, особенно при работе с тяжелыми деталями на больших скоростях, обеспечивают встроенные в пиноль центры. Данное конструктивное исполнение, приведенное на рисунке ниже, даёт более высокую жесткость фиксации, оптимально при подготовке стружек большого сечения.
В передней части пиноли (1) имеется специально расточенное отверстие. В нем установлены подшипники для втулки (4) – упорный (3) расположенный в передней части для восприятия осевой нагрузки и радиальный (2). Во втулке выточено коническое отверстие под центр (5). Данную конструкцию можно использовать для крепления сверла или любого другого осевого инструмента, для чего втулка соединяется стопором с пинолью.
Вращающиеся центры для токарных станков
В данной статье речь пойдет о токарных центрах, об их конструкции, разновидностях и особенностях эксплуатации.
Одна из самых распространенных заготовок обрабатываемых на токарных станках — это валы, причем валы различной длины. Для того чтобы добиться небходимого качества поверхности их нужно достаточно жестко и надежно закрепить. Делается это самым эффективным и проверенным способом — с одной стороны вал зажимается в патрон, а с другой поджимается центром. В большинстве случаев для этого используется вращающийся центр, который устанавливается в пиноль задней бабки.
В каких случаях необходимо использование вращающегося центра:
- Длина заготовки в 5 раз превышает диаметр.
- Точение тяжелых деталей на высоких скоростях (большие обороты и подача).
- Большая толщина снимаемой стружки.
- Когда чистовая обработка будет проходить на шлифовальном станке.
Преимущества использования центров:
- Длительный срок эксплуатации.
- Устойчивость к высоким нагрузкам.
- Возможность увеличить скорость обработки.
- Повышение производительности оборудования.
- Универсальность — можно использовать на станках с ручным управлением, и на оборудовании с ЧПУ.
- Высокое качество деталей.
Конструкция вращающихся центров
Вращающийся центр состоит из конического наконечника, вала и подшипника, размещенного в стальном корпусе. От подшипника во многом и зависит на каких режимах может работать центр, так же он снижает трение.
При стандартных режимах работы используют центра с углом наконечника 60º, при тяжелых режимах целесообразно применять с углом 90º.
Разновидности
В зависимости от особенностей решаемых задач при токарной обработке центра бывают нескольких типов:
Упорный центр — применяется при небольших скоростях обработки. Предварительно необходимо сделать центровочное отверстие.
Упорный со срезанным конусом — используются при подрезании торца
Вращающийся — используется при высоких скоростях обработки, где упорный уже нельзя применить.
Грибковый — имеет наконечник с усеченным конусом. Используется для фиксации деталей с внутренним отверстием (трубы, полые валы).
С вращающейся гайкой — для удобства извлечения из задней бабки
Со сменными наконечниками — возможность обработки широкого спектра деталей, используя всего один центр
Центры для токарных станков изготавливаются из высокопрочной легированной стали. В зависимости от сложности процесса они бывают обычные и усиленные. Последние используются при работе с тяжелыми изделиями. Усиленный отличается прочностью и устойчивостью к высоким нагрузкам.
Специфика эксплуатации
Перед началом работы токарю необходимо учесть погрешности биения. Оно возникает из-за износа подшипников или наконечника, недостаточно жесткой фиксации. Если требования не допускают такую погрешность, лучше воспользоваться другой оснасткой.
Какие нюансы нужно учесть при обработке в центрах:
- Оси шпинделя и центра должны совпадать, иначе будут погрешности в обработке. При точении деталей с высоким классом точности нужно оставлять припуски для чистовой обработки.
- Сила зажима должна надежно фиксировать заготовку, но при этом не мешать ее вращению.
При работе с большими скоростями нужно использовать смазку для уменьшения износа наконечника.
Важно!
Биение вращающегося центра приводит к радиальному биению детали относительно оси. Дальнейшая обработка этой же заготовки на другом станке может привести к нарушению соосности.
При обнаружении сильного биения конический наконечник необходимо отшлифовать специальным инструментом, который крепится в резцедержателе. После проверки шаблоном в случае удовлетворительного результата можно приступать к металлообработке.
Важно!
При точении на больших оборотах изнашивается наконечник центра и разбивается центровочное отверстие. Чтобы продлить срок эксплуатации оснастки, наконечник обрабатывают защитной смазкой.
1) каталог Bison-Bial 2015
2) https://vseostankah.com/tokarnye-stanki/vrashhayushhijsya-tsentr-nepodvizhnyj-gribkovyj.html
3) https://mekkain.ru/library/czentr-upornyij.html
Центры и центровые отверстия.
Центровые отверстия обычно выполняются в такой форме (а), с установленным углом вершины конической части в 60°. Необходимо, чтобы угол соответствовал номинальному значению, иначе неизбежен повышенный износ центра отверстия, что приведет к браковке детали (б, в).
Центровые отверстия на чертеже
Для правильной обработки детали в центрах требуется, чтобы центровое отверстие соприкасалось с центром станка (г). Как правило, в цилиндрическое центровое отверстие набивается густая смазка, которая при прогреве тщательно смазывает поверхности трения центра и центрового отверстия.
Обыкновенные центры: 1 – рабочая часть центра; 2 – хвост центра; 3 – диаметр цилиндрической части хвоста обыкновенного центра.
Как вы помните, угол у вершины центра должен составлять 60°. Хвост центра выполнен в виде конуса. Рабочие поверхности и хвост центра должны быть ровными. А диаметр цилиндрической части хвоста обыкновенного цилиндра 3 должен быть немножко меньше самого маленького его диаметра, что обеспечит точность установки.
Для увеличения рабочего ресурса центров применяют метод закаливания. Передний центр станка выступает в качестве опоры для детали, которую вы обрабатываете. Передний центр устроен так, что вращается вместе с деталью, что уменьшает возможный нагрев. Передние центры изготавливаются из углеродистой стали марки У6.
Задний центр станка находится в неподвижном состоянии; Вследствие большой скорости вращения детали на нем, задний центр станка может нагреваться. Нагрев заднего центра приводит к быстрому износу, что объясняется потерей твердости при нагреве. Задние центры изготавливают из стали марки У8 и У9.
Эксплуатация центров.
Для правильной эксплуатации центров проследите за тем, чтобы наблюдалось четкое совпадение между осью конуса переднего центра и осью вращения шпинделя передней бабки. Проверку можно проводить с помощью обычного белого листка бумаги, подложив его под вращающийся центр и смотря на него сверху. Можно проверить установку детали более точно с помощью индикатора. В целях отвода биения центра производят шлифовку шлифовальной машинкой резцедержателя суппорта. Проследите за правильностью и чистотой поверхности конуса, совпадением поверхности конуса с осью хвоста. Проводите планово шлифовку задних центров.









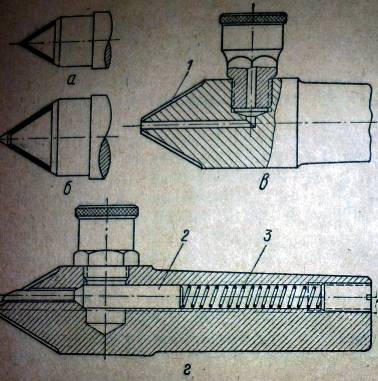
Центры улучшенных конструкций:
а – задний центр для повышения износной упорности рабочей поверхности (при центрах малых размеров), б – (при больших центрах), в – центр с периодической смазкой, г – центр с постоянной смазкой.
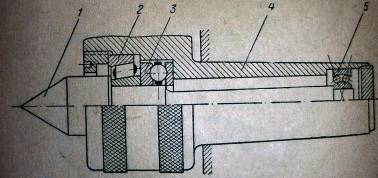
Вращающийся центр завода «Калибр»:
1 – Центр, 2 – роликовый подшипник, 3 – упорный подшипник, 4 – корпус, 5 – шариковый подшипник. (Центр вращается на шариковых и роликовых подшипниках, которые установлены в корпусе. Осевые усилия центра воспринимает упорный подшипник).

Вращающийся центр для токарного станка лабаратории института:
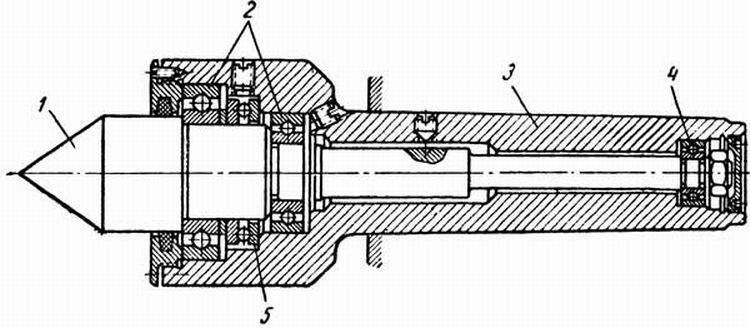
1,8 – крышка, 2,4 – шайба, 3 – шариковый подшипник, 5 – пиноль задней бабки, 6 – шпиндель, 7 – коническая втулка, L – зазор между торцом шарикового подшипника и буртиком шпинделя.
{jcomments on}
Почему стоит обратиться в наркологический ?
Зависимость от какого-либо вещества – это, в первую очередь, психологическая проблема. В нашем центре не просто снимают признаки абстинентного синдрома. Мы работаем на долгосрочный результат – полная реабилитация и адаптация к нормальной жизни.
Преимущества наркологической клиники «Ключи»:
- Использование мотивации. Залог успешного лечения – желание выбраться из привычного круговорота событий.
- Доставка пациентов в клинику из любой точки России. Это не принудительная мера, мы не применяем давления, а помогаем человеку добраться до места лечения в комфортных условиях.
- Устранение проблемы. Работа с психологом дает шанс увидеть корень заболевания. Только это позволит навсегда отказаться от нездорового образа жизни.
- Анонимный подход. Сотрудники центра не сообщают о проблемах по месту работы или обучения, не ставят больного на наркологический учет.
- Подбор индивидуальной методики лечения. Все процедуры основываются на предварительных анализах, а курс реабилитации разрабатывается исходя из психологического состояния.
- Гарантия социальной адаптации. Мы не только сформируем новый круг интересов, но и трудоустроим бывшего наркомана или алкоголика.
Сфера применения и особенности
Обработка материалов на токарном станке подразумевает закрепление цилиндрической заготовки в трехкулачковый патрон. За счет перпендикулярной подачи режущего инструмента снимается заданная толщина металла. Все это позволяет обточить заготовку до необходимых размеров.
При выполнении определенных работ одной фиксации заготовки в патроне недостаточно. Для обеспечения безопасности, получения нужной чистоты и точности требуется дополнительная поддержка детали задней бабкой.
В каких случаях необходимо использование вращающегося центра:
- Длина заготовки в 5 раз превышает диаметр.
- Точение тяжелых деталей на высоких скоростях (большие обороты и подача).
- Большая толщина снимаемой стружки.
- Когда чистовая обработка будет проходить на шлифовальном станке.
Особенности и преимущества использования центров:
- Длительный срок эксплуатации.
- Устойчивость к высоким нагрузкам.
- Возможность увеличить скорость обработки.
- Повышение производительности оборудования.
- Универсальность — можно использовать на станках с ручным управлением, и на оборудовании с ЧПУ.
- Высокое качество деталей.
Может вам также станет интересно, как правильно смонтировать УЦИ на токарный станок?
К недостаткам приспособления можно отнести радиальное биение. Если по техническим требованиям данная погрешность недопустима, практикуется финишная обработка с применением неподвижного центра на щадящих режимах.
Центр вращающийся ГОСТ 8742-75 грибковый Б-1-4-Н с насад. З0-70
Добавить к сравнению
| Выберите центр | Б-1-2-Н с насад. 25-60 |
|---|
Добавить к сравнению
| Выберите центр | Б-1-3-Н с насад. З0-70 |
|---|
Добавить к сравнению
| Выберите центр | Б-1-4-У с насад. З0-70 |
|---|
Добавить к сравнению
| Выберите центр | Б-1-4-У с насад. 40-90 |
|---|
Добавить к сравнению
| Выберите центр | Б-1-5-Н с насад. 32- 80 |
|---|
Добавить к сравнению
| Выберите центр | Б-1-5-У с насад. 40- 90 |
|---|
Добавить к сравнению
| Выберите центр | Б-1-5-У с насад. 90-130 |
|---|
Добавить к сравнению
| Выберите центр | Б-1-5-У с насад. 130- 180 |
|---|
Добавить к сравнению
| Выберите центр | Б-1-5-У с насад. 180- 240 |
|---|
Добавить к сравнению
| Выберите центр | Б-1-5-У с насад. 240-290 |
|---|
Добавить к сравнению
| Выберите центр | Б-1-5-У с насад. 290-340 |
|---|
Добавить к сравнению
| Выберите центр | Б-1-5-У с насад. 340-390 |
|---|
Добавить к сравнению
| Выберите центр | Б-1-6-У с насад. 40- 90 |
|---|
Добавить к сравнению
| Выберите центр | Б-1-6-У с насад. 90-130 |
|---|
Добавить к сравнению
| Выберите центр | Б-1-6-У с насад. 130-180 |
|---|
Добавить к сравнению
| Выберите центр | Б-1-6-У с насад. 180-240 |
|---|
Добавить к сравнению
| Выберите центр | Б-1-6-У с насад. 240-290 |
|---|
Добавить к сравнению
| Выберите центр | Б-1-6-У с насад. 290-340 |
|---|
Добавить к сравнению
| Выберите центр | Б-1-6-У с насад. 340-390 |
|---|