Номер 3. Электроды MAGMAWELD ESR 11 (CARDBOARD)
В 2022 году на рынке России появились электроды с рутил-целлюлозным покрытием под названием «MAGMAWELD» ESR 11 (CARDBOARD). Чем примечательны рутил-целлюлозные электроды, и что собственно ими можно варить в отличие от рутиловых электродов или электродов с основным покрытием, таких как УОНИ?
Особенность электродов MAGMAWELD ESR 11 (CARDBOARD) в том, что они позволяют варить сталь толщиной меньше 5 мм. Основное их предназначение, это как раз сварка тонколистового оцинкованного металла, труб и резервуаров. Электроды очень просты в обращении, ими также допускается варить во всех пространственных положениях.

Рутил-целлюлозные электроды MAGMAWELD ESR 11 (CARDBOARD) идеально подходят для точечной сварки металла, а всё благодаря ровной и плавной сварочной дуге, которую они обеспечивают при горении. Данные электроды обладают непревзойдённой заполняющей способностью, а сварочный шов получается без каких-либо деформаций и немного вогнутым.
Особые свойства
Электроды обладают хорошими сварочно-технологическими свойствами при выполнении работ на профессиональном и бытовом оборудовании. При этом они характеризуются:
- легкостью зажигания дуги;
- стабильной и мягкой дугой;
- малым разбрызгиванием металла;
- мелкочешуйчатым формированием металла шва;
- легкой и невольной отделимостью шлаковой корки;
- не чувствительны к наличию ржавчины, гальваническим покрытиям и качеству подготовки кромок;
- высокая стойкость к появлению в швах пор при сварке рядовых конструкций по влажным, загрунтованным и окисленным поверхностям;
- слабая чувствительность к увеличению дуги;
- низкая токсичность;
- прочность, долговечность и герметичность шва.
Свойства нержавейки
Нержавейка имеет низкий коэффициент проводимости тепла. Поэтому во время сварных работ требуется прогрев локальной области для формирования равномерного шва. Чтобы добиться требуемых технических характеристик, нужно на сварочном аппарате устанавливать токи большой величины.
Чтобы не допустить перегрева или окалин, требуется при стыковке деталей делать увеличенный зазор, чем в случае сваривания стальных заготовок. Шов воспринимает значительные деформационные нагрузки в процессе остывания, за счёт чего основные конструктивные элементы сохраняют геометрию.
Электрод для сварки со специально подобранным составом под конкретные сплавы позволяет избегать перегрева основного стержня. То есть сопротивление металлов примерно совпадает, за счёт чего процесс перегрева отсутствует.
Особенности нержавейки
Методика работы с нержавеющей сталью не схожа с обычной. Это обусловлено тем, что нержавейка более устойчива к коррозийным процессам, именно поэтому практически все изделия, выполненные из нержавейки, находятся под давлением и с водой. Многие начинающие сварщики сталкиваются с тем, что после того, как шов застывает на нем образуются течи. Для того, чтобы понять, как заварить поврежденный участок в домашних условиях, необходимо знать физические свойства металла.
Главная характеристика нержавеющей стали — высокий коэффициент расширения, именно поэтому при нагреве дистанция между молекулами становится больше, чем у других металлов. Когда она остывает, изделие начинает стягиваться до своих исходных параметров. Посторонний материал, который входит в состав шва и имеет коэффициент расширения намного ниже, будет постоянно рваться, в итоге будут появляться микротрещины, из-за которых и будет происходить течь
Очень важно подобрать сварочные электроды для нержавеющей стали, благодаря которым будет налажен контакт между основным и присадочным металлом
Многие пользователи постоянно задаются вопросом: можно ли заварить нержавейку, ведь характерной чертой этого материала считается низкий температурный режим плавления. Мощный нагрев от электрической дуги приводит к перегреву участка соединения и все легирующие элементы, обеспечивающие защиту от ржавления, тут же выгорают и лишаются своих свойств.
Еще одна трудность, которая может возникнуть, в процессе сварки деталей из нержавеющей стали, — это реакция углерода на попадание кислорода в сварочную ванну. Если такое случится, то неизбежно начнет образовываться газ на поверхности кристаллизующегося шва и в итоге появятся крупные поры. В такой ситуации заварить нержавейку вы никак не сможете
Для того, чтобы не допустить такого негативного процесса, очень важно позаботиться о защите сварочной ванны от влияния внешней среды. Для этого применяется специальный защитный газ или обмазка электродов
Достойные аналоги по сравнению
Кроме электродов МР-3 у сварщиков популярны модификации типа АНО и УОНИ. Их часто сравнивают между собой, чтобы выбрать лучший вариант, однако это не совсем корректно. Указанные стержни отличаются не только напылением, но и структурой. Основная разница заключается в составе и способе обмазки.
Электроды УОНИ
В отличие от марки МР-3, стержни УОНИ имеют не рутиловое, а основное покрытие. Они рассчитаны на работу от аппаратов постоянного тока с обратной полярностью. Перед сваркой УОНИ необходимо тщательно очистить поверхность. Также напыление чувствительно к влаге.
Краткие характеристики указанной марки:
- наплавочный коэффициент – 9,5 г/Ач;
- расход на 1 кг металла – 1,7 кг;
- производительность – 1,4 кг/ч;
- запас прочности – 540 МПа;
- текучесть – до 420 МПа;
- относительное удлинение – до 22%.

Электроды АНО
Стержни АНО отличаются многообразием прутков и специфическими параметрами. Сравнивать напрямую их с маркой МР-3 неуместно. Это связано с тем, что указанные элементы рассчитаны на сварку металла до 4 мм и не подходят там, где нужны модификации МР.

Краткое описание:
| Диаметр, мм | Длина, мм | Вместимость в упаковке 1 кг (шт.) | Предельный рабочий ток, А |
| 2,0 | 300 | 95 | 100 |
| 3,0 | 350 | 40 | 140 |
| 4,0 | 350 | 40 | 180 |
Классификация электродов
Выбор электродов, представленных в магазинах, очень широкий, начиная производителем и заканчивая ценами. Рассмотрим, чем они отличаются.
Электроды делятся на:
- плавящиеся, используемые при дуговой сварке;
- неплавящиеся, подходящие для аргоновой сварки.
Различают электроды по:
- составу покрытия или обмазке;
- материалу свариваемой массы;
- диаметру.
При сварке сердечник начинает плавиться, что сопровождается горением и плавлением обмазки, которая переходит в газообразное состояние. Этот газ не допускает попадание кислорода, а расплавившаяся часть растекается по металлу, дополняя защиту.
Именно поэтому нельзя допускать появление сколов на покрытии. В процессе сварки нарушенная оболочка приведет к неоднородному прогреву, что плохо скажется на качестве шва.
Различают 4 типа обмазки:
- основной;
- кислый;
- рутиловый;
- целлюлозный.
Чаще используются электроды с покрытиями первых двух типов.
Из основных обычно выбирают УОНИ 13/55. Сварные швы получаются высокого качества, отличной ударной вязкости, пластичные и прочные. При монтаже ответственных конструкций с суровыми условиями эксплуатации это оптимальные электроды для инверторной сварки.
Внимание! Если покрытие недостаточно сухое, стыки деталей имеют следы ржавчины, недостаточно обезжирены или есть какие-либо загрязнения, то сварной шов может получиться пористым. Работать следует только при постоянном токе, полярность должна быть обратной
Рассмотрим второй вид обмазки электродов для инверторной сварки рутилового типа. Традиционные МР-3 производителя Ресанта применяют для соединения из низкоуглеродистой стали. Они отличаются устойчивым горением дуги, при этом ток может быть как постоянным, так и переменным. При сварке материал не разбрызгивается, а швы могут быть и горизонтальные, и вертикальные. Шлак легко отделяется. Ржавчина и грязь не являются помехой при сварке и на качество шва не влияют.
Особенности эксплуатации и хранения
Главное свойство стержней, покрытых рутиловой обмазкой, — работа в условиях повышенной влажности свариваемых деталей и с металлами со следами ржавчины на соединяемых кромках.
Электрод при этом должен оставаться сухим. Поэтому хранить его лучше в герметически упакованной коробке в теплом помещении, подальше от земли, без доступа солнечных лучей. В случае подмокания его подсушивают в течение 40-60 минут при температуре +90 …+120°С.
Приобретать стержни следует в специализированных магазинах, соблюдающих правила хранения расходных сварочных материалов. Температура на складе должна быть не менее +15°С.
Что такое электрод и для чего обмазка
Электрод — это кусок металлической проволоки со специальным покрытием — обмазкой. Во время сварки сердечник плавится от температуры дуги. Одновременно горит и плавится обмазка, создающая вокруг области сварки — сварной ванны — защитное газовое облако. Оно перекрывает доступ кислороду, содержащемуся в воздухе. В процессе горения обмазки часть ее переходит в жидкое состояние и тонким слоем покрывает расплавленный металл, также защищая его от взаимодействия с кислородом. Так что обмазка обеспечивает хорошее качество шва.
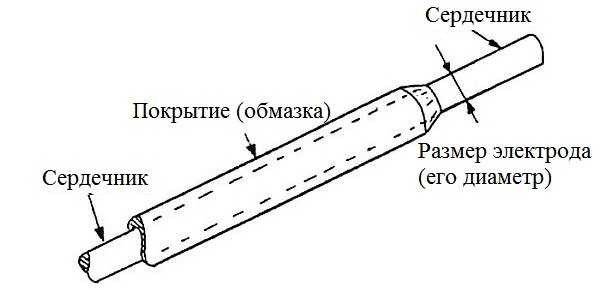
Сварочный электрод состоит из сердечника и защитного покрытия
Любой электрод перед началом сварки осматривают: покрытие не должно иметь сколов. В противном случае однородного прогрева и качественного шва вы не добьетесь
Еще обратите внимание на кончик электрода: толщина обмазки должна быть одинаковой со всех сторон. Тогда дуга будет выходить по центру
В противном случае она будет смещена. Для сварщиков с опытом это нестрашно, а вот для новичков может создать ощутимые проблемы.
Необходимо следить за влажностью обмазки. Некоторые из них при повышенной влажности зажигаются очень плохо (например, УОНИ). В связи с такой «капризностью» обмазки, хранить их нужно в сухом месте, обеспечив по возможности герметичную упаковку. Можно коробку укладывать в пакет, а еще туда класть несколько пакетиков с солью, что бывают в обувных коробках.
Покупать влажные электроды не стоит: их можно, конечно, высушить, но их характеристики при этом снизятся. Если все-таки случилось так, что электроды отсырели, их высушить можно в обычной бытовой духовке при небольших температурах (они указываются обычно на упаковке). Второй способ — положить на продолжительный срок в сухое хорошо проветриваемое помещение.

Обмазка (защитное покрытие) электродов бывает: основной, рутиловой, целлюлозной и кислой
Виды обмазки и их характеристики
Различают всего четыре вида покрытий:
- Основное.
- Рутиловое.
- Кислое.
- Целлюлозное.
Основное (УОНИ) и целлюлозное покрытие подходит только для сварки на постоянном токе. Они использоваться могут на ответственных швах: создают прочный, эластичный шов, стойкий к ударным нагрузкам.










Электродов для сварки более 200 марок, около 100 из них может использоваться при ручной дуговой электросварке
Два других (рутиловое и кислое) — могут работать при сварке и переменным, и постоянным током. Но кислое покрытие очень токсично: работать в помещениях можно только если рабочее место оборудовано принудительной вытяжкой.
Рутиловая обмазка имеет зеленоватый или синий оттенок, электроды отличаются легким розжигом. Они хорошо зажигаются даже если инвертор имеет низкое напряжение холостого хода (для уверенного розжига основной обмазки требуется хорошая вольт-амперная характеристика, как выбрать инверторный сварочный аппарат, читайте тут.). При сварке рутиловыми электродами (МР-3) металл почти не брызжет, зато шлака бывает много и отходит он непросто: приходится работать молотком.
Возможно вас заинтересует как сварить беседку из металлической трубы или как сделать сарай на каркасе из трубы.
Назначение и ГОСТ
Изделия выпускаются для соединения стальных деталей:
- монтажа труб и газопроводов при отсутствии давления;
- сборки сооружений угловыми швами.
АНО-21 применяются в судостроении, ЖКХ, в ремонтных мастерских, на дачах и в частных домах. Часто используются стержни диаметром — 2,5 и 3 мм.
Производятся изделия с соблюдением ГОСТ 9467-75, обмазываются снаружи рутиловым покрытием. Оно стабилизирует работу дуги, уменьшает коэффициент разбрызгивание горячего металла, препятствует возникновению процессов окисления, осуществляет защиту шва от проникновения кислорода.
Сварочные электроды АНО-21 используются при соединении стальных изделий и деталей из других металлов. Стержни легко возбуждаются и поддерживают дугу, питаются от электрической сети 220 В, образуют легко удаляющееся шлаковое покрытие. Это соответствует ГОСТ 380-2005 или 1050-88.
Сварка производится током прямой и обратной направленности. АНО-21 гарантируют качество работы.
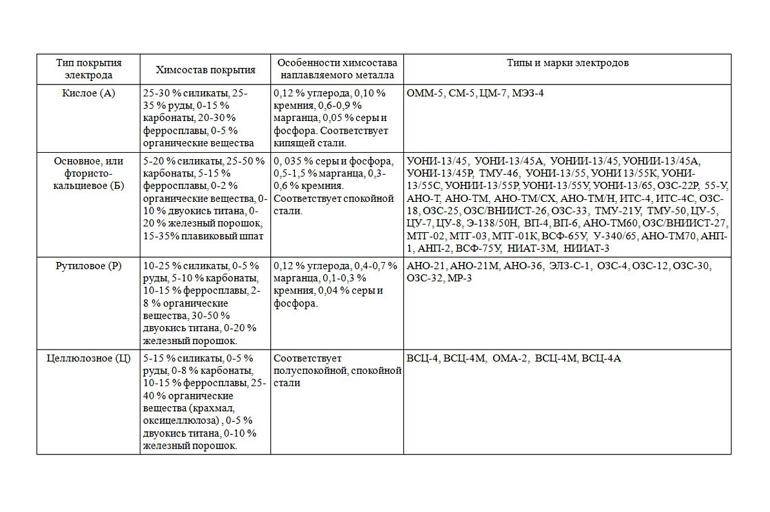
Типы электродов и их применение
Электроды, применяемые для сварки и наплавки, классифицируются по назначению (для сварки стали, чугуна, цветных металлов и для наплавочных работ), технологическим особенностям (для сварки в различных пространственных положениях, для сварки с глубоким проплавлением и для ванной сварки), виду и толщине покрытия, химическому составу стержня и покрытия, характеру шлака, механическим свойствам металла шва и способу нанесения покрытия (опрессовкой или окунанием ).
Основными требованиями для всех типов электродов являются:
- обеспечение стабильного горения дуги и хорошего формирования шва;
- получение металла сварного шва заданного химического состава;
- спокойное и равномерное расплавление электродного стержня и покрытия;
- минимальное разбрызгивание электродного металла и высокая производительность сварки;
- легкая отделимость шлака и достаточная прочность покрытий;
- сохранение физико-химических и технологических свойств электродов в течение определенного промежутка времени;
- минимальная токсичность при изготовлении и при сварке.
Все электроды для ручной сварки можно разделить на следующие группы:
- «В» — для сварки высоколегированных сталей с особыми свойствами – 49 типов;
- «Л» — для сварки легированных конструкционных сталей с временным сопротивлением разрыву свыше 600 МПа – пять типов (Э70, Э85, Э100, Э125, Э150);
- «Т» — для сварки легированных теплоустойчивых сталей – девять типов;
- «У» — для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву;
- «Н» — для наплавки поверхностных слоев с особыми свойствами — 44 типа.
Цифры в обозначениях электродов для сварки конструкционных сталей означают гарантируемый предел прочности металла шва.
По толщине покрытия электроды подразделяются на электроды с тонким, средним, толстым и особо толстым покрытиями.
По виду покрытия электроды подразделяются: с кислым покрытием — А; с основным покрытием — Б; с целлюлозным покрытием — Ц; с рутиловым покрытием — Р; с покрытием смешанного вида — с двойным обозначением; с прочими видами покрытий — П.
Выпускаемые промышленным способом электроды в зависимости от допустимого пространственного положения сварки могут делиться на четыре группы:
- электроды, которыми можно варить во всех положениях шва — 1;
- электроды, предназначенные для всех положений, кроме вертикального сверху вниз — 2;
- для нижнего, горизонтального на вертикальной плоскости и вертикального снизу вверх — 3;
- для нижнего и нижнего в лодочку — 4.
Электроды обозначаются буквой «Э», а затем следуют цифры, указывающие прочностные характеристики наплавленного металла. Например, обозначение Э-42 указывает, что электроды этого типа обеспечивают минимальное временное сопротивление 420 МПа. Если в обозначении после цифр стоит буква «А», то это означает, что этот тип электрода обеспечивает более высокие пластические свойства наплавленного металла. Электроды различают по маркам, которые указаны в их паспорте. Одному и тому же типу электродов может соответствовать несколько марок. К примеру, электродам типа Э-46 соответствуют марки АНО-4, МР-3 и некоторые другие; для электродов типа Э-42 соответствуют марки УОНИ-13/45 и СМ-11. Область применения некоторых типов электродов можно определить по таблице.
Типы электродов и их применение
| Тип электрода | Относительное удлинение, % | Назначение |
| Э70 Э85 Э100 Э125 Э150 | 14 12 10 8 6 | Сварка легированных конструкционных сталей повышенной и высокой прочности с временным сопротивлением 600 МПа |
| Э55 ЭбО | 20 18 | Сварка углеродистых и низколегированных конструкционных сталей с временным сопротивлением 500-600 МПа |
| Э38 Э42 Э46 Э50 | 14 18 18 16 | Сварка углеродистых и низколегированных конструкционных сталей с временным сопротивлением до 500 МПа |
| Э42А Э46А Э50А | 22 22 20 | Сварка углеродистых и низколегированных инструкционных сталей с повышенными требоваиями к пластической ударной вязкости |
Примечание: Для электродов типа Э70, Э85, Э100, Э150 механические свойства указаны после термообработки.
Перед сваркой необходимо ознакомиться с надписью на этикетке пачки. К примеру, если на упаковочной пачке стоит условное обозначение:
Э42 – УОНИ- 134/45 – УД
Е432(5) – Б1 = ОП то это означает:
- Э42А — тип электрода с прочностной 420 Мпа; УОНИ — 13/45 — марка электрода;
- 3 — диаметр электрода = 3 мм:
- У — назначение электрода для сварки углеродистых и низкоуглеродистых сталей;
- Д — электрод с толстым покрытием;
- Е432(5) — группа индексов, указывающих характеристики наплавленного металла;
- Б — вид покрытия;
- 1 — для всех пространственных положений;
- = ОП — постоянный ток обратной полярности.
Выбор сварочного аппарата
Для правильного выбора надо уметь читать принятые маркировки, именно они расскажут покупателю, какой тип работ производит данный аппарат:
- Маркировка ММА означает, что аппарат работает на электродах в режиме дуговой сварки.
- Маркировки MIG или MAG обозначает инвертор-полуавтомат, где вместо электродов используется проволока. Для режима сварки в полуавтоматическом режиме потребуется углекислый газ в баллонах.
- Маркировкой TIG у аппаратов для аргоновой сварки, применяемых в основном в условиях изготовления сложных изделия из металлов на предприятиях.
- Маркировка CUT говорит о том, что аппараты могут производить плазменную резку металла
Инверторы ММА — это отличное и практически единственное решение, когда речь идёт о выборе сварочных аппаратов для дома, дачи, небольших периодических работ.
Модели инверторов известных производителей, такие как Ресанта 190 — довольно бюджетные, надежные и несложные в использовании сварочные аппараты, легки в работе даже для новичков, позволяют быстро получать качественные швы.
Другие маркировки предполагают, что аппараты используются в более серьёзных промышленных целях.
Особенностью инверторных сварочных аппаратов является формирование переменного напряжения тока. Они используются для дуговой сварки методом плавления. Ток к сварному шву подается через металлические стержни так называемые электроды.
Расход, нормы расхода
Выполнение работ требует подсчета расхода количества электродов. Особенно это актуально для исполнителей, собирающихся проводить небольшие по объему сварочные работы. Грамотный подход к подсчетам обеспечивает непрерывность процесса и исключает лишние траты. Существует несколько способов расчета, для реализации которых может потребоваться различные параметры.

Электроды АНО-21 ТМ Тигарбо. Фото КОМЗ-Экспорт
Кроме этого, не следует забывать о норме расхода – статичный показатель, являющийся частью справочной информации, представленной в документах, в частности ВСН 452-84. Другая актуальная информация здесь.
Для профессионалов
ESAB УОНИИ 13/55

Плюсы
- Доступная цена
- Прекрасно справляются с основной задачей
- Подойдет для вертикальной сварки
- Не прилипают
- Обеспечивают равномерный слой
Минусы
Иногда при варке откалывается покрытие
От 500 ₽
Прекрасный выбор для профессионалов, которым важна равномерность шва и последующая устойчивость к высоким нагрузкам. Электроды используются при рабочем токе 90-130 А в режиме сварки DC. В процессе работы материал прокаливается до 350-400 °C, что обеспечивает высокий уровень адгезии со свариваемыми поверхностями.
СпецЭлектрод МР-3C

Плюсы
- Качественное покрытие смешанного типа
- Высокий уровень сопротивляемости разрыву
- Возможность сварки во всех положениях
- Большой объем упаковки
Минусы
Подойдет далеко не для всех случаев
От 830 ₽
Хорошие электроды с температурой прокалки 120-160 °C. Характеризуются показателями предела текучести в 390 МПа и относительным удлинением 25 %. Покрытие смешанного типа позволяет использовать материалы для сварки в режимах AC или DC. Расход в процессе работы не превышает 1.7 кг.
PlasmaTec Monolith ЦЧ-4
Плюсы
- Высокое качество шва
- Небольшое количество шлака
- Надежное соединение конструкций
- Быстрое остывание без трещин
Минусы
Высокая цена
От 1 000 ₽
Профессиональные компоненты для ручной дуговой сварки конструкций из чугуна. Обеспечивают качественное соединение компонентов конструкции без лишних наплавов или прожогов. Шов даже после остывания сохраняет свою целостность и не трескается в процессе эксплуатации оборудования. Поставляются в коробке весом 1 кг.
KOBELCO LB-52U
Плюсы
- Универсальность
- Качественное соединение деталей
- Большая упаковка
Минусы
- Высокая стоимость
- Необходима прокалка перед работой
От 2 000 ₽
Электроды диаметром 2.6 мм и длиной 35 см для сварки компонентов разных систем из углеродистой стали. Быстро разогреваются и стабильно ложатся на поверхность. Высока вероятность плохого удержания шва и появления мелового следа на поверхности.









PlasmaTec Monolith УОНИ 13/55

Плюсы
- Низкая цена
- Универсальность
- Относительно небольшой расход
Минусы
Трудно зажигаются
От 340 ₽
Тонкие элементы в сером цвете, обладающие временным сопротивлением разрыву в 500 МПа. Вкупе с относительным удлинением 26 % этого показателя хватает для использования электродов при сварке ответственных конструкций, рассчитанных на работу с высокими нагрузками. Вес одной коробки 2.5 кг, а расход в процесс использования – 1.58 кг.
Чтобы правильно выбрать электроды для сварки инвертором необходимо рассматривать много параметров, уделяя особенное внимание показателям жесткости и устойчивости к нагрузкам
Таблица сравнения
Электродную продукцию, в том числе и АНО-21, выпускают несколько предприятий. Технология изготовления соблюдается не на всех, по этой причине свойства изделий разных производителей отличаются розжигом, удержанием стабильности дуги и появлением пор.
Мастерами проведены тесты сравнения с участием АНО-21 , МР-3 и УОНИ. Результаты испытаний в зависимости от направления сварки отражены в таблице.
| Показатель | АНО-21 | МР-3 | УОНИ |
| Расход металла (1 кг) | 1,7 | 1,7 | 1,6 |
| Вязкость (Дж/см²) | 80 | 80 | 200 |
| Удлинение (%) | 18 | 18 | 26 |
| Производительность (кг/ч) | 1,4 | 1,7 | 1,3 |
| Предел текучести (МПа) | 460 | 400 | 350 |
| Максимальный ток (А) | 220 | 260 | 200 |
| Минимальный ток (А) | 40 | 30 | 40 |
| Прокалка (мин.) | 60 | 60 | 60 |
Таблица поможет в подборе нужных для работы электродов.
Покрытие электродов
Все электроды делятся на покрытые и непокрытые. Последние применяются только в работе с аргоном. Основная же часть расходников имеет покрытия, которые подразделяются в зависимости от назначения. В них нужно разбираться, потому что знание главных свойств основных покрытий поможет решить главный вопрос — какими электродами варить нержавейку.
Вот самые распространенные покрытия электродов по нержавейке:
- рутиловые;
- основные;
- с высоким уровнем наплавки;
- специальные для гравитационной сварки и сварки на спуск.
Распространенные покрытия электродов.
Марки популярных и качественных электродов с основным и рутиловым покрытиями по нержавейке:
- ОК 63.30. Отличные свойства и характеристики: мало брызг, дуга постоянная, металл переносится капельным способом, дает очень качественный шов. Положения могут быть любыми, но лучше – нижнее из-за высокой текучести шлака.
- ОК 63.41. Расходник с высокой наплавкой и металлическим порошком в обмазке, очень высокая производительность работ. Покрытие не перегревается, получаются швы большей длины — не тратится время на смену материала. Лучше работают с диаметром больше 3-х мм, они удобнее для опоры на покрытие.
- ОК 61.35. Расходник с основным покрытием, применяется во всех положениях, на постоянном токе.
- ОК 67.72. Это электроды из нержавеющей стали, работают на сварке разнородных сталей, гравитационной сварке. В составе покрытия – легирующие элементы.
- ОК 63.34. Работает для сварки на спуск. Имеет улучшенное шлакоотделение.
- ОК 63.20. Специальное покрытие для сварки точками, прекрасно работают в сварке труб и тонкой стали.
Расшифровка цвета и маркировки
На оттенок электродов влияет разновидность обмазки. Часто сварочные стержни с рутиловым покрытием имеют красный цвет. Также на колер влияют особенности изготовления, применяемые на том или ином заводе. В ассортименте попадаются элементы серого, синего, зеленого цветов.
Расшифровку маркировки лучше рассмотреть на примере. В наименовании электрода МР3-Э46-МР-3-Ø-УД-Е 43-0 (3)-Р26 представлены следующие обозначения:
- модель для сварки низколегированных сталей с усилием разрыва до 46 кгс/кв.мм – Э46;
- марка стержня – МР3;
- диаметр (2/3/4/5 мм) – Ø;
- углеродистый стержень (У) с утолщенным покрытием (Д);
- международная классификация плавящихся электродов с напылением – Е;
- задел прочности на растяжение (кгс/кв.мм) – 43;
- примерное удлинение (не более 20%) – О;
- температурный режим вязкости, при котором ударное усилие на шов составляет 34 Дж/кв.см – (3);
- рутиловое покрытие – Р;
- рабочие положения при сварочных работах (все, кроме вертикальной позиции сверху вниз) – 2;
- допустимое сварочное напряжение (не менее 50 В) – 6.
ГОСТ и другие требования
Электроды марки МР-3 выпускаются в соответствии с требованиями государственных стандартов (ГОСТ 9467/9466). Согласно нормам, присадочный материал расходного сварочного элемента причисляется к типу Э46. Аналогичные стержни используются при сварке малолегированных низкоуглеродистых сталей с вмещением углерода от 0,25%.
Порошкообразный рутиловый концентрат нанесен на металлический сердечник. В качестве активного вещества выступает диоксид титана. Обмазка состоит из карбонатной или алюмосиликатной смеси, повышающей вязкость обрабатываемой детали. Это уменьшает возникновение трещин и деформаций на получаемом шве.
Материал электродного сердечника – низкоуглеродистая проволока конфигурации Св-08, изготовленная методом холодного катания. Диаметр изделия – от 2 до 6 мм. Толщина свариваемых заготовок составляет 3-20 мм. Временное механическое сопротивление на разрыв достигает 500 МПа.
Определение нужного диаметра
Опытные сварщики считают, что при сварке инвертором нет особой разницы между электродами. Мнение основано на личном опыте узкоспециализированных специалистов, выполняющих работы определенного вида, к примеру, сварка однотипных труб или профилей. В их работе с использованием инвертора к шву не предъявляются серьезные требований по геометрии и эстетике, поэтому можно использовать электроды диаметром до 2 мм включительно.
Толстостенные детали требуют дольше времени для проварки, поэтому электроды для их сварки нужны большего диаметра. Сварочные электроды маленького диаметра быстро сгорают, чаще ими делаются прихватки.
Для выполнения трудных работ по длинным трассам хорошо зарекомендовали себя толстые электроды, монтаж легких конструкций с незначительными по длине швами можно выполнять стержнями диаметром до 2 мм. Именно такие электроды используются, в частности, при использовании бытовых сварочных аппаратов для инверторной сварки Ресанта 190, к примеру, при монтаже каркасов ворот и калиток, изготовлении заборов из металлических труб и профлиста.
Диаметр подбирается от толщины металла заготовок, но при тонком листе металла в пределах до 1,5 мм лучше используйте полуавтоматическую или аргонодуговую сварку.
Преимущества и недостатки
Электроды сварочные АНО -21 обладают следующими достоинствами:
- доступность;
- быстрый поджиг электродуги;
- формирование легкого и быстро удаляемого шлакового слоя поверх материла шва; слоя;
- прочность, долговечность и герметичность шва.
Присущ изделию и ряд минусов:
- малый диапазон толщин заготовок;
- потребность в дополнительных флюсах;
- непригодность для сварки стыков в трубопроводах и сосудах высокого давления.
Указанные недостатки компенсируются доступной ценой и внимательностью к правилам применения. Если не пытаться использовать АНО для соединения заготовок большой толщины или стыков высокого давления — они не разочаруют покупателя.
Для начинающих
РЕСАНТА МР-3
Плюсы
- Легкий розжиг
- Невысокий процент шлака
- Устойчивость
- Сухость
- Не липнет
Минусы
Быстрый расход
От 160 ₽
Добротные электроды, которые очень удобно разжигать с помощью специального элемента на конце. Хорошо горят даже во влажном состоянии. При работе не прилипают к поверхностям и обеспечивают правильное расположение швов. Предназначены для ручной дуговой сварки стальных конструкций переменным или постоянным током. В состав входит специальное рутиловое покрытие, позволяющее использовать электроды для инверторной сварки, а также гарантирующее отсутствие трещин в швах после остывания конструкции.
ESAB АНО-21

Плюсы
- Универсальность
- Упаковки хватает на долгое время
- Высокое качество горения
- Шов с конструкцией образуют монолит
- Отсутствие шлаков
Минусы
Высокая стоимость
От 750 ₽
Лучшие электроды из металлического сплава для ручной дуговой сварки. Используются при работе с конструкциями из углеродистой стали и обеспечивают качественное соединение деталей. Длины 35 см хватает на выполнение длинного шва без каких-либо переходов или трещин. Комплект поставляется в коробке весом 5.3 кг.
Quattro Elementi 770-414

Плюсы
- Стабильно зажигаются
- Равномерно варят трубы
- Не нужно перестраиваться от электрода к электроду
- Стабильное остывание
- Качественный шов
Минусы
Много шлаков
От 240 ₽
Универсальные компоненты для сварки низкоуглеродистой стали. Функционируют с рабочим током 60-70 А, что позволяет использовать электроды вместе со сварочным оборудованием начального уровня. Рутиловое покрытие обеспечивает равномерность шва по всей длине. Поставляются сразу в комплекте, вес которого составляет около 0.9 кг. Расходуются достаточно быстро, так что для крупных работ одной упаковки может не хватить.
PlasmaTec Арсенал МР-3

Плюсы
- Стабильность свойств по всей длине
- Мало шлака
- Металл затекает в зазоры в процессе работы
- Удобно проваривать углы
Минусы
Шов очень твердый и не подойдет конструкциям с высокими динамическими нагрузками
От 400 ₽
Неплохой вариант, позволяющий варить инвертором новичку без каких-либо сложностей. Изготовлены из углеродистой стали с рутиловым покрытием для обеспечения равномерного наложения шва. Разгораются очень быстро и не требуют долго чиркать о какую-либо поверхность. Обладают характерным зеленым оттенком, с которым достаточно работать на темных поверхностях.








LINCOLN ELECTRIC АНО-4

Плюсы
- Сразу большой объем электродов
- Необходимый уровень вязкости
- Равномерность нанесения
- Относительно невысокая стоимость
Минусы
Не самая лучшая оптимизация для начинающих
От 580 ₽
Эффективные электроды для начинающих, характеризующиеся сопротивлением разрыву в 450 МПа и показателем относительного удлинения в 18 %. Такие характеристики позволяют использовать швы даже в достаточно серьезных конструкциях, испытывающих высокие нагрузки. Компоненты поставляются сразу в большом объеме 5 кг, так что одной покупки хватит на долгое время.
Электроды для переменного тока для нержавейки
Не все исполнители располагают оснащением, работающим на постоянном напряжении. Из-за чего возникает вопрос: можно ли варить переменным током нержавейку?
Есть такие электроды, например, это марки ОЗЛ-14, ЛЭЗ-8, ЦТ-50, ЭА-400, ОЗЛ-14А, Н-48, АНВ-36 и другие. Сваривание вольфрамовыми электродами (на картинке) в среде газов также можно проводить переменным током прямой полярности. Данный метод соединения применяется в следующих случаях:
Сваривание вольфрамовыми электродами (на картинке) в среде газов также можно проводить переменным током прямой полярности. Данный метод соединения применяется в следующих случаях:
- сваривание тонкостенных изделий;
- повышенные требования к сварочному шву.
Данные сведения помогут исполнителю любого уровня определить какие электроды для сварки нержавейки переменным током следует использовать при решении конкретных задач.
В качестве вывода, следует отметить, что электроды для нержавейки переменного тока менее востребованы. Данный факт обусловлен меньшей популярностью переменного напряжения по сравнению с постоянным.
Постоянка обладает большим спектром достоинств и используется профессионалами намного чаще.
ОЗЛ-14
Изделия, разработанные компанией “СпецЭлектрод”, предназначены для сварки деталей из хромо-никелевых сталей 08Х18Н10 или 08Х18Н10Т и аналогов. Сформированные швы не отличаются высокой устойчивостью к межкристаллитной коррозии, спецификация допускает использование для сварки переменного и постоянного тока. На внешней поверхности элементов нанесено рутиловое покрытие, предохраняющее расплавленный металл от воздействия атмосферных газов.
Производители выпускают стержни диаметром 3 или 4 мм, которые имеют длину 340 и 360 мм соответственно. Допустимый сварочный ток не превышает 90 А для 3 мм и 140 А для 4 мм изделий. Для удаления следов влаги из внешнего слоя флюса требуется прогрев в печи до температуры 200°С на протяжении 1 часа. Если стержни хранились в сухом помещении (в соответствии с рекомендациями изготовителя), то прокаливание перед применением не требуется.

ЦТ-50
Электроды предназначены для сварки переменным или постоянным током с обратной полярностью, внешняя часть покрыта рутиловым защитным слоем. Применяются для сварки высоколегированных нержавеющих сталей с увеличенной устойчивостью к воздействию кислот и соединений на основе фтора. Допускается сварка в горизонтальном или вертикальном направлениях (кроме движения сверху вниз из-за риска получения неоднородного шва). Перед началом работы рекомендуется прокаливание элементов в печи при температуре 350°С на протяжении 90 минут.
Электроды рассчитаны на промышленное применение, для сварки в бытовых или гаражных условиях не используются.
ОЗЛ-14А
Разработанные компанией “СпецЭлектрод” изделия ОЗЛ-14А рассчитаны на использование постоянного тока обратной полярности, но допускается применение переменного тока. Стержни применяются при сварке сталей 08Х18Н10Т, 06Х18Н11 и аналогов. Полученный шов отличается повышенной устойчивостью к возникновению межкристаллитной коррозии при нормальной температуре или при критическом прогреве. Сварка производится в горизонтальном и вертикальном положениях без ограничений по направлению движения электрода.
Рекомендуем к прочтению Какие электроды по алюминию выбирать
Стержни имеют диаметр от 3 до 5 мм при длине от 300 до 350 мм, допустимый ток от 40 А до 170 А (указывается на картонной упаковке, зависит от размеров изделия). Швы, выполненные с помощью электродов ОЗЛ-14А, не разрушаются при нагреве конструкции из нержавеющей стали до температуры 650°С. Перед сваркой рекомендуется прокалить стержни на протяжении 60 минут при нагреве до 320°С.

АНВ-36
Электроды марки АНВ-36 предназначены для сварки устойчивых к коррозии аустенитных сталей, которые эксплуатируются в среде без агрессивных веществ при температуре до 500°С. Швы отличаются повышенной хладостойкостью. В сплаве содержится до 20% хрома и до 12% никеля, присутствует молибден (до 3%) и вводится ниобий (от 0,7 до 1,3%). Допускается сварка в вертикальном направлении при любом направлении движения электрода.
Детали из нержавейки проходят предварительную механическую обработку, позволяющую зачистить сопрягаемые кромки. Для удаления следов влаги из обмазки необходимо прогреть стержни в электрической печи на протяжении 60 минут при нагреве до 200°С. Выпускаются электроды диаметром 3 или 4 мм (длина 300 и 400 мм).