Характеристики устройства
При пробое межэлектродного промежутка между катодом, в качестве которого выступает маркирующий инструмент (иногда называемый электрографическим пером) и анодом – поверхностью металла, происходит эрозия металла анода, в результате которой формируется совокупность лунок. Их форма и расположение определяется траекторией перемещения электромаркера по металлу и интенсивностью электрического импульса. Для того, чтобы тепловая энергия испарения металла концентрировалась в ограниченном объёме, поверхность зоны обработки смачивается жидким диэлектриком, в качестве которого используется обычное минеральное масло. Кроме того, масло снижает усилие отрыва вручную перемещаемого электрода от обрабатываемой поверхности, не допуская короткого замыкания в межэлектродном промежутке. Анод–заготовка присоединяется к общей электрической цепи устройства при помощи зажима. Нельзя для электромаркировки использовать воду, и тем более – водные растворы солей.
В результате точечной эрозии на поверхности можно сформировать рисунок, производственное клеймо или любую другую отметку глубиной до 1…2 мм. Кроме того, промаркированная поверхность отличается и визуально. Поскольку результатом единичного акта электроэрозии является лунка, где дно формируется периодическими электрическими импульсами, то обработанная поверхность всегда является матовой, а потому особенно заметна на шлифованном, полированном, либо холоднокатанном металле.
Процесс электрографической маркировки устойчиво протекает при следующих рабочих характеристиках устройства:
Рабочее напряжение, В – 30…140.
Ток обработки, мА – 40…300.
Скважность, с-1 – до 100.
Материал катода – вольфрамовая проволока диаметром до 1 мм (возможно также применение высокоуглеродистой стали типа 65Г или 60С2).
Практически потребляемая мощность устройства зависит от глубины маркировки и электроэрозионной способности металла анода, но обычно не превышает 20…50 Вт. В комплект поставки входит также вибратор, генерирующий колебания рабочей головки прибора с необходимой частотой. С целью обеспечения электрической безопасности электромаркеры по металлу снабжаются тепловыми датчиками, реагирующими на перегрев.
Химическая гравировка на металле: рисование кислотой
Основное применение технологии химического нанесения — создание глубокого рельефа на обширных, плоских и ровных поверхностях. Специалист наносит на необрабатываемые едким раствором зоны защитное покрытие и либо погружает предмет в гальваническую ванну, либо вручную распределяет кислоту по оставшимся участкам. По истечении выставленного мастером времени раствор и защитное покрытие удаляются с изделия, а углубления заполняются цветной краской (по усмотрению заказчика).
Одно из преимуществ данной химической услуги – возможность изготовления долговечных металлических табличек на фасады: технология предполагает заливку вытравленных участков цветной эмалью или их заполнение порошковой краской, дающее и красивый объем, которого сложно добиться при гравировке лазером по металлу, и исключительно стойкий цвет. В сочетании с «кислотной гравировкой» особенно хорошо смотрятся декоративные эффекты состаривания металла — патинирование и чернение. Кроме того, нанесение на металле с применением химических составов идеально сочетается с эстетикой и дизайном настоящих антикварных предметов.
Некоторых наших заказчиков привлекает возможность создания выпуклого текста и графики на плоские габаритные предметы: после погружения в гальваническую ванну или ручного нанесения кислотного раствора незащищенные участки металлической пластины растворяются в едком составе, а защищенные области остаются рельефными. На рекламных табличках и старинных предметах подобный объем смотрится естественно, как будто «вырастает» из самого изделия.
Нанесение информации на металл путем сочетания разных приемов — травления и обработки лазером — позволяет плавно расставить по изделию акценты, сделав его особенно эффектным и близким к произведению искусства. Если речь идет об оформлении табличек и вывесок, это очень удачный рекламный ход для привлечения новых клиентов и заинтересованных партнеров. В офисе TABCENTR представлены образцы некоторых сувениров с химическим травлением, чтобы Вы могли рассмотреть рисунок со всех сторон.
Гравировка на производстве
Процесс не отличается от работ в домашних условиях. Перед действиями полируется предмет, затем обезжиривается. Перед подготовкой к процессу изделие тонируется серным раствором, который распределяется равномерно по детали.
Обведение рисунка происходит с помощью металлической иглы по приклеенной кальке. Рисунок и тени выполняются максимально реалистично, для получения качественного результата.

Лазерная гравировка на производстве
Далее происходит основной процесс, специальным гравером выводиться рисунок и остальные штрихи.
После работ рисунок покрывается защитным слоем из бесцветного лака либо воска. Затем изделие протирается насухо, полируется для получения блеска.
Электрохимическая гравировка по металлу
Гравировки делают не только на оружии. Их делают на номерках в гардеробе, на собачьих ошейниках, на надгробных памятниках. А еще вспомните о фамильных гербах, дарственных надписях.
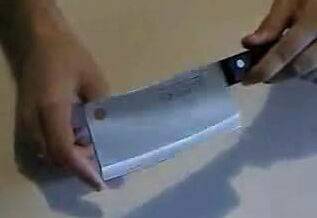
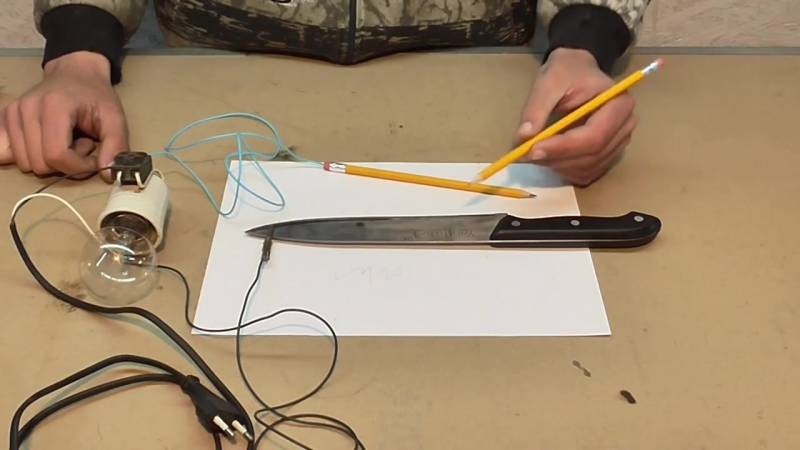
Мы предлагаем вам попробовать себя в искусстве электрохимической гравировки по металлу, так как для этого не требуется никаких химических реактивов и особых знаний по физике и химии. Готовый рисунок не смывается, его можно удалить только шлифовкой. Можно начать с ножа.
Материалы для гравировки
– кухонный нож (тесак);
– 1-й вариант: скотч и скальпель (или канцелярский нож),
– 2-й вариант: парафин (или воск) и обыкновенная игла;
– ватная палочка (или ватка, намотанная на гвоздь);
– 2 зажима «крокодил»;
– источник постоянного тока 5-12 вольт (годится зарядник для телефона);
– лампочка от фонарика;
– переменный резистор на 100 Ом;
– раствор соли: 1 чайная ложка в 50 г воды;
– провода.

Процедура гравировки
Очищаем и обезжириваем гравируемую поверхность спиртом или бензином, одеколоном и т. п.
Суть электрохимической гравировки на металле такова. Поверхность металла закрывается какой-либо пленкой с вырезанными на ней линиями небольшой ширины. Под действием электрохимии эти линии – открытые участки металлической поверхности – чернеют и образуют рисунок. Пусть нашим рисунком будет китайский иероглиф «мясо».
Подготовить его можно в одном из двух вариантов.
1) На поверхность ножа плотно наклеиваем скотч и на нем острым скальпелем (или канцелярским ножом) вырезаем наш иероглиф. Следим за тем, чтобы края скотча вдоль линий не отошли от поверхности ножа.
2) Покрываем поверхность ножа расплавленным парафином или воском и, когда покрытие застынет, обыкновенной иглой выцарапываем на покрытии наш рисунок.
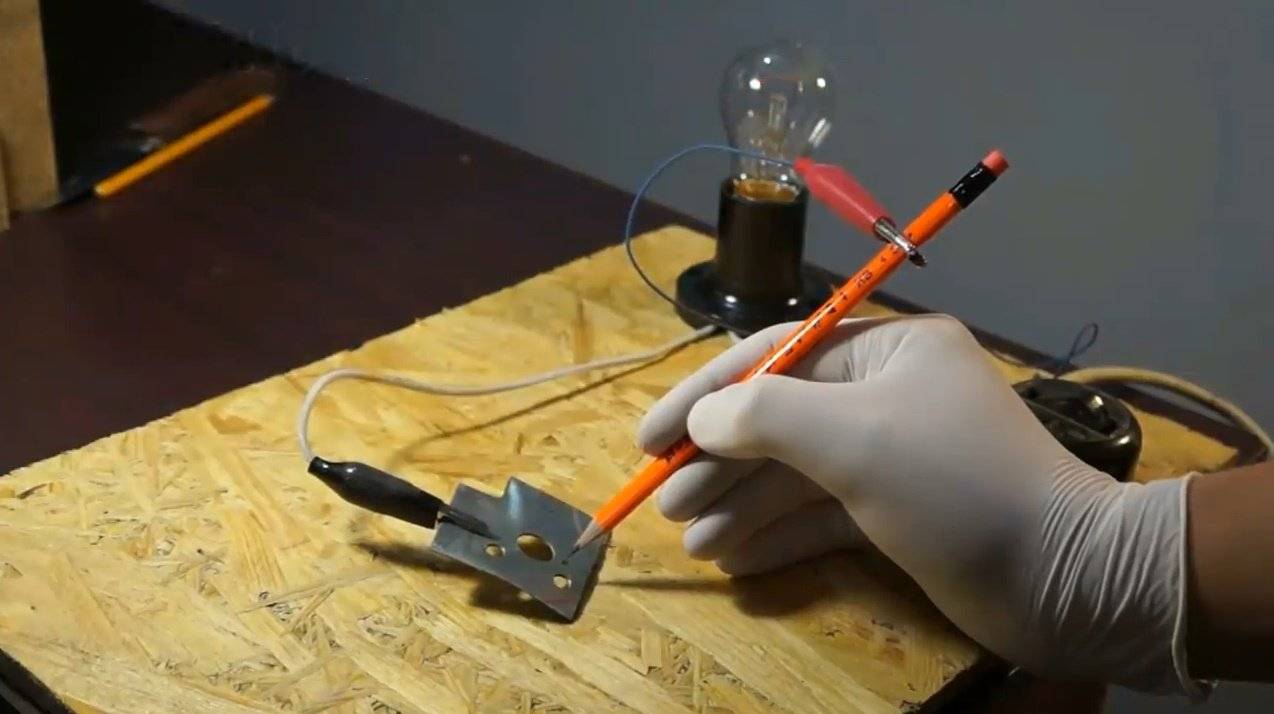
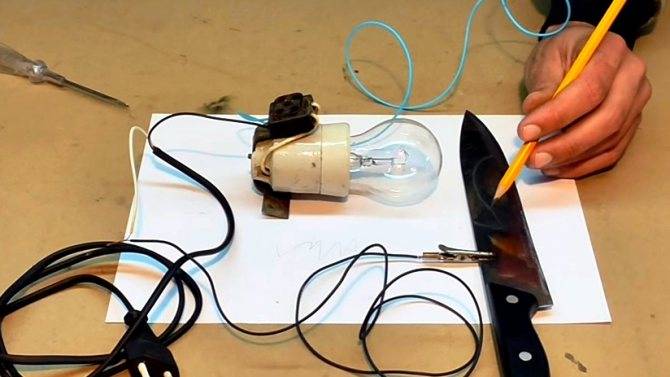
Теперь собираем простенькую электрическую цепь: последовательно соединяем источник постоянного тока, лампочку от фонарика и переменный резистор. Эту схему можно собрать, например, в мыльнице. К двум концам электрической цепи подсоединяем зажимы «крокодил».
Перед гравировкой произведем еще и электрохимическую очистку открытых участков поверхности ножа. Для этого плюсовым «крокодилом» зажимаем нож, минусовым берем ватную палочку и макаем ее в соляной раствор. Включаем источник питания и медленно 2-3 раза проводим головкой ватной палочки по рисунку.
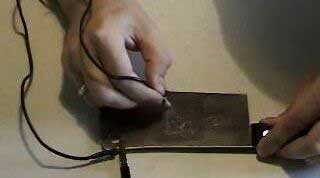
Наконец, приступаем к самой гравировке. Меняем полюса источника питания: нож зажимаем минусовым «крокодилом», а плюсовым берем новую чистую ватную палочку и макаем ее в тот же соляной раствор. Включаем питание и медленно проводим ватной палочкой по рисунку. Линии начинают быстро чернеть, на глазах образуя рисунок. Для верности ватной головкой проводим по рисунку 2-3 раза.






Всё, гравировка на стали закончена. Очищаем нож от покрывающей его пленки.

Это тоже вам может пригодиться:
Как самостоятельно сделать нож в походе.
Зарядка мобильного телефона от свечки.
Оригинальная роспись по камню
Как сделать миниатюрный паяльник на 12 вольт
Теперь посмотрите это на видео:
Характеристики устройства
Электромаркер по металлу (ЭМ) используется в производственной практике около 40 лет. Он известен под множеством наименований:
- электроискровой маркер;
- электрограф;
- электрокарандаш;
- аркограф.
ЭМ часто используют для маркировки:
- слесарного инструмента;
- измерительного инструмента;
- режущего инструмента;
- печатных плат;
- всевозможных бирок или шильдов;
- хирургического инструмента;
- стоматологического инструмента;
- всевозможных металлических деталей.
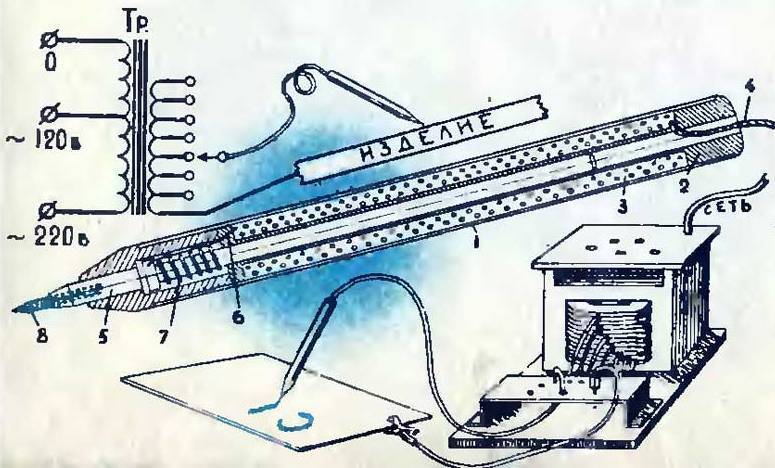
Конструктивно электромаркер представляет собой систему из 4 частей:
- Переносной источник питания (обычно рассчитан на питание от обычной бытовой электрической сети напряжением 220 В и частотой 50 Гц).
- Ручка-вибратор со встроенным светофильтром (на ней имеется регулятор частоты колебаний рабочей части устройства).
- Сменные наконечники из пружинной стальной или вольфрамовой проволоки (диаметр от 0.5 до 1 мм)
- Зажим и кабель для подключения к обрабатываемой металлической поверхности.
Физический принцип работы ЭМ состоит в быстрой эрозии поверхности обрабатываемого металлического изделия путем пробоя промежутка между электродами. В их роли выступают рабочая часть прибора (катод) и металлическая поверхность изделия (анод). Обрабатываемая поверхность покрывается серией небольших лунок, диаметром от 0.1 до 2 мм.
Лучшие модели. Как выбрать

В настоящее время наиболее распространены на рынке пять моделей ЭМ. Приведем их характеристики в нижеследующей таблице.
| Название модели | Фирма-производитель, Страна | Размер наносимой лунки, мкм | Максимальный размер символа, мм | Рабочее напряжение, В | Рабочая сила тока, мА | Мощность, Вт | Средняя цена, по сост. на нач. 2019 года |
|---|---|---|---|---|---|---|---|
| EVZ-021 | Josef Solnar (Чехия) | 10×10 | До 50 | 220…230 | 200 | 20 | 15000 |
| Прогресс-001 | Завод «Прогресс» (Россия) | 10×10 | Неограничен | 220…230 | 400 | 50 | 8000 |
| EVZ-022 | Josef Solnar (Чехия) | 20×50 | Неограничен | 220…230 | 450 | 50 | 20000 |
| AG25/3 | Arglo AG (Швейцария) | 20×20 | Неограничен | 4 | 5000 | 25 | 20000 |
| AG50/6 | Arglo AG (Швейцария) | 20×50 | Неограничен | 6,5 | 6500 | 50 | 25000 |
При выборе ЭМ обычно руководствуются соотношением параметров цена — производительность — ремонтопригодность. Поэтому в нашей стране обычно выбирают устройство производства Санкт-Петербургского завода «Прогресс» — электромаркер по металлу «Прогресс — 001».
Основные виды гравировки на металле
Ремесло под названием гравировка появилось множество столетий назад. Предметы и украшения, выполнение с индивидуальной гравировкой передаются поколениями. Гравировка на металле позволяет придать изделию индивидуальный вид и уникальность. На практике имеется несколько видов гравировки.
Ручная гравировка появилась самой первой, пользуется спросом при выполнении ювелирных украшение по сей день. Детали, имеющие неровную поверхность обработать машиной практически невозможно. Нанесение надписей на кольцах и других украшениях выполняется в основном ручным способом. Инструментом для работы служит штихель, небольшая стамеска с заостренным концом. Гравировка ручным способом делает приятным внешний вид, добавляет стоимости. Минусами данного способа стоит отметить высокую цену, выполнение работ требует необходимых профессиональных навыков и мастерства.
Ручная гравировка на металле
При механическом способе применяется специальный станок, используемый инструмент спец фреза, которая снимает часть верхнего слоя с поверхности изделия. Простая работа, а также невысокая ее стоимость сделали данный способ практически самым распространенным. Поверхность изделия должна быть максимально ровной и соответствовать размерам станины при оборудовании. Материалы повышенной прочности обрабатываются инструментом с алмазным напылением.
Лазерная гравировка на металле более новый способ обработки изделий. Быстрота работ, доступность технологий сделали метод наиболее используемым видом. Изделие принимает необходимый рисунок или надпись путем выжигания при гравировке лазером.
Процесс лазерной гравировки на металле
Данный вид имеет несколько минусов, одним из них является то, что надпись или рисунок быстро стираются с продукта. На ювелирных изделиях лазерная гравировка смотрится эстетично, качество работы зависит от инструмента и квалификации мастера.
Характеристики устройства
При пробое межэлектродного промежутка между катодом, в качестве которого выступает маркирующий инструмент (иногда называемый электрографическим пером) и анодом – поверхностью металла, происходит эрозия металла анода, в результате которой формируется совокупность лунок. Их форма и расположение определяется траекторией перемещения электромаркера по металлу и интенсивностью электрического импульса. Для того, чтобы тепловая энергия испарения металла концентрировалась в ограниченном объёме, поверхность зоны обработки смачивается жидким диэлектриком, в качестве которого используется обычное минеральное масло. Кроме того, масло снижает усилие отрыва вручную перемещаемого электрода от обрабатываемой поверхности, не допуская короткого замыкания в межэлектродном промежутке. Анод–заготовка присоединяется к общей электрической цепи устройства при помощи зажима. Нельзя для электромаркировки использовать воду, и тем более – водные растворы солей.
В результате точечной эрозии на поверхности можно сформировать рисунок, производственное клеймо или любую другую отметку глубиной до 1…2 мм. Кроме того, промаркированная поверхность отличается и визуально. Поскольку результатом единичного акта электроэрозии является лунка, где дно формируется периодическими электрическими импульсами, то обработанная поверхность всегда является матовой, а потому особенно заметна на шлифованном, полированном, либо холоднокатанном металле.

Процесс электрографической маркировки устойчиво протекает при следующих рабочих характеристиках устройства:
Рабочее напряжение, В – 30…140. Ток обработки, мА – 40…300
Скважность, с-1 – до 100. Материал катода – вольфрамовая проволока диаметром до 1 мм (возможно также применение высокоуглеродистой стали типа 65Г или 60С2)
Практически потребляемая мощность устройства зависит от глубины маркировки и электроэрозионной способности металла анода, но обычно не превышает 20…50 Вт. В комплект поставки входит также вибратор, генерирующий колебания рабочей головки прибора с необходимой частотой. С целью обеспечения электрической безопасности электромаркеры по металлу снабжаются тепловыми датчиками, реагирующими на перегрев.
Сравнение с другими методами
Техника нанесения изображения на предмет прошла длительный путь развития, она известна еще с давних времен. Поэтому существует много способов, которые человечество придумало за весь этот период. Лазерная технология — это уже современное время. В сравнении с наиболее известными ранее, да и сейчас, применяемыми способами можно выделить следующие ее отличия.







Ручная гравировка. В прогрессивности и высокой технологичности лазерная гравировка значительно превосходит ручную. Однако существует понятие «живое» изображение. Оно как раз относится к гравировкам, выполненных вручную, где мастер вкладывает в работу свою душу. Эксклюзивность изображения главная отличительная черта ручной гравировки. Другую такую же повторить невозможно.
- Механическая гравировка. Изображение наносится с помощью режущего инструмента — фрезы. Возможно получить объемную глубокую гравировку. Специальные станки с ЧПУ делают механическую гравировку автоматическим процессом. По производительности уступает лазерной гравировке. Сильно ограничена в получении мелких элементов рисунка, в уровне детализации значительно уступает лазерной. Инструмент (фреза) со временем изнашивается, требуется регулярная ее замена. Во время технологического процесса механической гравировки деталь требуется закреплять, что в некоторых случаях требует дополнительного изготовления специальной оснастки. Одним из главных недостатков механической гравировки перед лазерной это невозможность обработки материала типа бумаги, кожи и подобных.
- Гравировка пескоструйной обработкой. Обработка поверхности песком, который под давлением воздуха оказывает на нее механическое воздействие, вызывает матировку, которая имеет различия в зависимости от скорости потока песчаных частиц. Так обрабатывая площадь разной мощностью струи можно с помощью контраста различных оттенков выстроить необходимое изображение. Однако, вредность песчаной пыли для оператора производящего работы, невозможность создания полутоновых изображений, а также большая трудоемкость в технологической подготовке производства в виде создания сложных трафаретов создают серьезные ограничения в применении гравировки пескоструйной обработкой. Возможность получить с ее помощью более глубокий рельеф, чем лазерной гравировкой является основанием для применения.
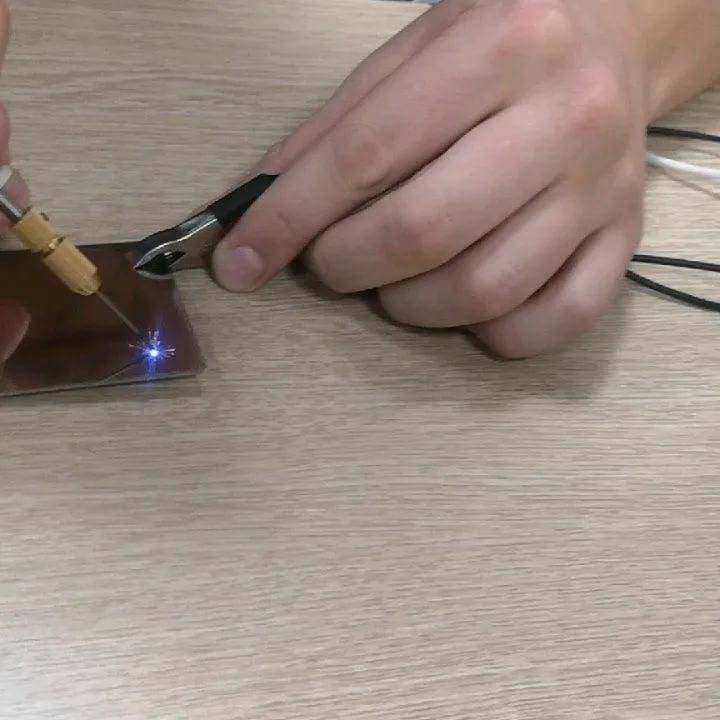
- Электрохимическое гравирование. Если в ванну с электролитом опустить в качестве одного из электродов пластинку металла с заранее нанесенным специальным образом трафаретом, то в процессе электролиза часть металла вытравится с образованием надписи, которая была на трафарете. Этот метод может конкурировать с лазерной гравировкой в производстве клише, штампов. Однако по производительности и качеству электрохимическая гравировка уступает лазерной.
 Цилиндрическое клише, 3D гравировка.
Цилиндрическое клише, 3D гравировка.
Гравировка на производстве
Процесс не отличается от работ в домашних условиях. Перед действиями полируется предмет, затем обезжиривается. Перед подготовкой к процессу изделие тонируется серным раствором, который распределяется равномерно по детали.
Обведение рисунка происходит с помощью металлической иглы по приклеенной кальке. Рисунок и тени выполняются максимально реалистично, для получения качественного результата.
Лазерная гравировка на производстве
Далее происходит основной процесс, специальным гравером выводиться рисунок и остальные штрихи.
После работ рисунок покрывается защитным слоем из бесцветного лака либо воска. Затем изделие протирается насухо, полируется для получения блеска.
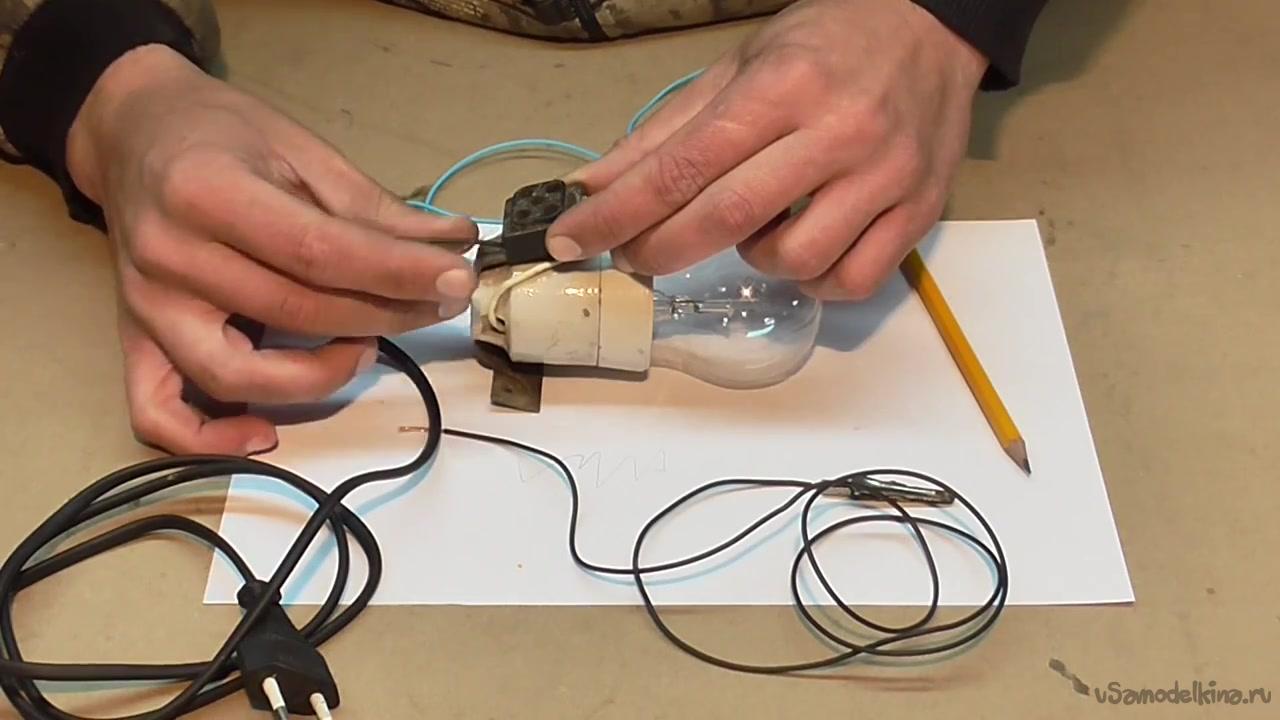
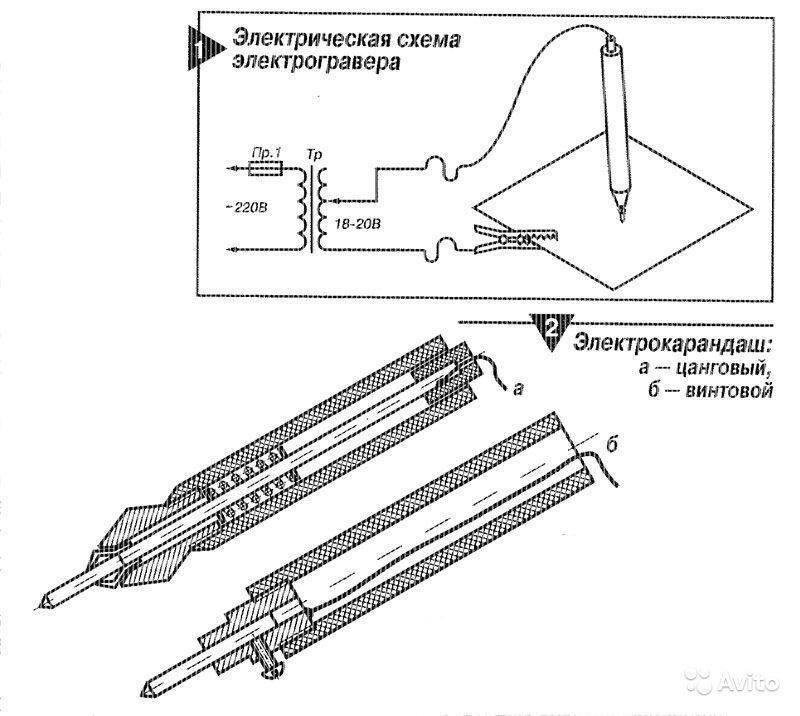
Как выжигать на металле
Итак, работа выжигателя по металлу достаточно проста и незамысловата. Перед выжиганием поверхность металла должна быть очищена от грязи и слегка смочена керосином. Если нужно, то предварительно на поверхность наносится рисунок посредством карандаша.

При работе металлическая заготовка соединяется с одним из выводов понижающего трансформатора. Второй вывод подсоединяется непосредственно к самодельному выжигателю.
Когда электрод вдавливается в металл, пружина сжимается, образуя тем самым короткое замыкание. В результате этого между металлом и электродом появляется искра, которая и оставляет след на поверхности.

Как видно, устройство имеет простую конструкцию, но самое главное, оно абсолютно безопасно в работе. Для его работы вместо 220 В, используется всего 10-12 В, которые ни чем не угрожают здоровью.
Технология гравирования
Наибольшей долговечностью обладает лазерная гравировка металла, что обусловливает ее высокую цену. Ювелирные украшения, имеющие надписи или узоры, выгравированные с лазером, довольно дорогие. Но самая красивая – алмазная гравировка. Ее выполняют специальной фрезой, которая, удаляя верхний слой металла, образует четырехгранные ямки, способные сверкать на свету. Ее применяют в ювелирном искусстве и в производстве сувениров. Но цена на такие изделия высокая.
Виды техник гравировки:
Электронное гравирование
- Штриховая. Представляет собой неглубокую резьбу по металлу в виде штрихов, контурных линий, точек и различных углублений. Выполняется специальным инструментом – штихелем.
- Обронная или трехмерная гравировка. Это механический способ. Представляет собой глубокие трехмерные изображения. Объемные рисунки получают при использовании станков или гравировальных машинок.
В процессе гравирования выполняется нанесение рисунка на металл резцом. Технология гравирования подразумевает как плоскостное, так и трехмерное гравирование.
Плоскостное гравирование
Выполняется на плоских или объемных изделиях и предназначено для нанесения надписей, контурных рисунков и графических работ. Производится с помощью резца. Чтобы осуществить процесс плоскостного гравирования, необходимо выполнить следующие этапы:
- Подготовка рисунка. Рисунок выполняется на бумаге, в натуральную величину, все тени и переходы на рисунке заштриховываются.
- Подготовка поверхности. Очищают и шлифуют металлическую поверхность. Идеальный результат достигается при помощи мелкозернистой наждачной бумаги или пемзы.
- Перенос изображения на поверхность. Поверхность покрывают небольшим слоем краски – подойдет белая акварель или жидко разведенная белая гуашь. На высохшую краску переносят рисунок с помощью острого карандаша и копирки.
- Готовый эскиз необходимо покрыть лаком на спиртовой основе или нитролаком для его закрепления, иначе он сотрется в процессе работы.
- Проводят гравирование ручным или механическим способом.
Процесс лучше всего выполнять на матовой поверхности – так блики от полированного металла не будут мешать работе. Если необходим глянцевый эффект, то полировку нужно проводить после гравирования.
Трехмерное гравирование
Более распространенный вид гравировки, чем плоскостной. Изображение может быть рельефное, или даже скульптурное. А также можно сделать выпуклое или углубленное изображение. Широко применяется не только в изготовлении художественных предметов, но и в промышленности. Поэтапное выполнение трехмерного гравирования:
Обронное ( трёхмерное ) гравирование изделий производят на копировально — фрезерных станках или вручную с помощью гравера
- Перевод рисунка с помощью акварельных красок и острого инструмента. Переводят изображение, используя копировальную бумагу, так и с воском.
- Поверхность покрывают тонким слоем расплавленного воска, а затем переводят на него рисунок.
- Гравирование. Если изображение выпуклое, то сначала делают контур острым инструментом, а затем вокруг изображения удаляют слой металла. На уже углубленную поверхность наносят рельеф.
- Если углубленный рисунок, то после того, как очерчен контур, удаляют металл внутри изображения, постоянно сравнивая глубину с образцом, выполненным из гипса или пластилина.
Готовое изображение чистят, шлифуют и полируют для получения конечного результата. Качественную шлифовку обеспечит специальное устройство – шлифмашина прямая. Современное производство обеспечивает наличие специальных штампов, которые облегчают процесс. Но в этом случае получается серийное производство, а не индивидуальная уникальная работа. Такое гравирование подходит для выпуска серии одинаковых работ, когда это необходимо.
Маркируем на любом металле с гарантией результата
Наша мастерская профессионально занимается гравировкой по металлу с 2011 года.Мы сделаем качественную гравировку и отвечаем за результат.
Преимущества лазерной гравировки металлов у нас:
- Маркируем сразу, в вашем присутствии
- Любовь металл – алюминий, сталь, золото серебро, титан и другие сплавы
- Работаем на лучшем лазерном оборудовании
- Без пасты и чернения – идеальный результат навсегда, все по-честному
- Делаем в любой мастерской, без записи – просто приходите в рабочие часы
- Сложные работы – гравируем по окружности, крупногабаритные изделия
Примеры работ – лазерная гравировка на металлах








Гравировка на металле – одна из самых частых работ, выполняемых в нашей лазерной студии. Причина популярности проста – лазерная гравировка получается на металле контрастно и прекрасно сохраняется десятилетиями.
Используя новейшее оборудование мы сделали гравировку действительно быстрой – например гравировка на металлическом жетоне делается при клиенте и занимает 5 минут.
Наша компания является экспертом лазерной гравировки металлов – мы работаем уже 5 лет и знаем о гравировке все – приходите к нам, вы точно останетесь довольны!
Сравнение лазерной гравировки с другими методами
| Лазерная гравировка в McGraver | Механическая гравировка | Ручная гравировка | |
|---|---|---|---|
| Автоматизация процесса гравировки | |||
| Компьютерный макет перед гравировкой | |||
| Контрастный черный цвет текста и логотипов | |||
| Время выполнения от 1 минуты | |||
| Огромный каталог шрифтов с online-подбором | |||
| Максимальная точность | 0.01мм | 0.5мм | 1мм |
Технология процесса
Лазерный луч, управляемый специальной компьютерной программой направляется на обрабатываемую поверхность металла, в следствии чего после гравировки на металле остаются следы. Регулируя различные параметры воздействия лазера (мощность излучения, скорость перемещения луча, частота колебаний) опытный мастер способен получить качественный результат гравировки на металле – от нержавеющий стали и алюминия до золота и платины.






Восприимчивость металлической поверхности к воздействию лазерного луча стала основой популярности самой востребованной услуги – лазерной гравировки по металлу. Фотографии, надписи, логотипы, художественные изображения – что только ни украшает изделия из металлов!

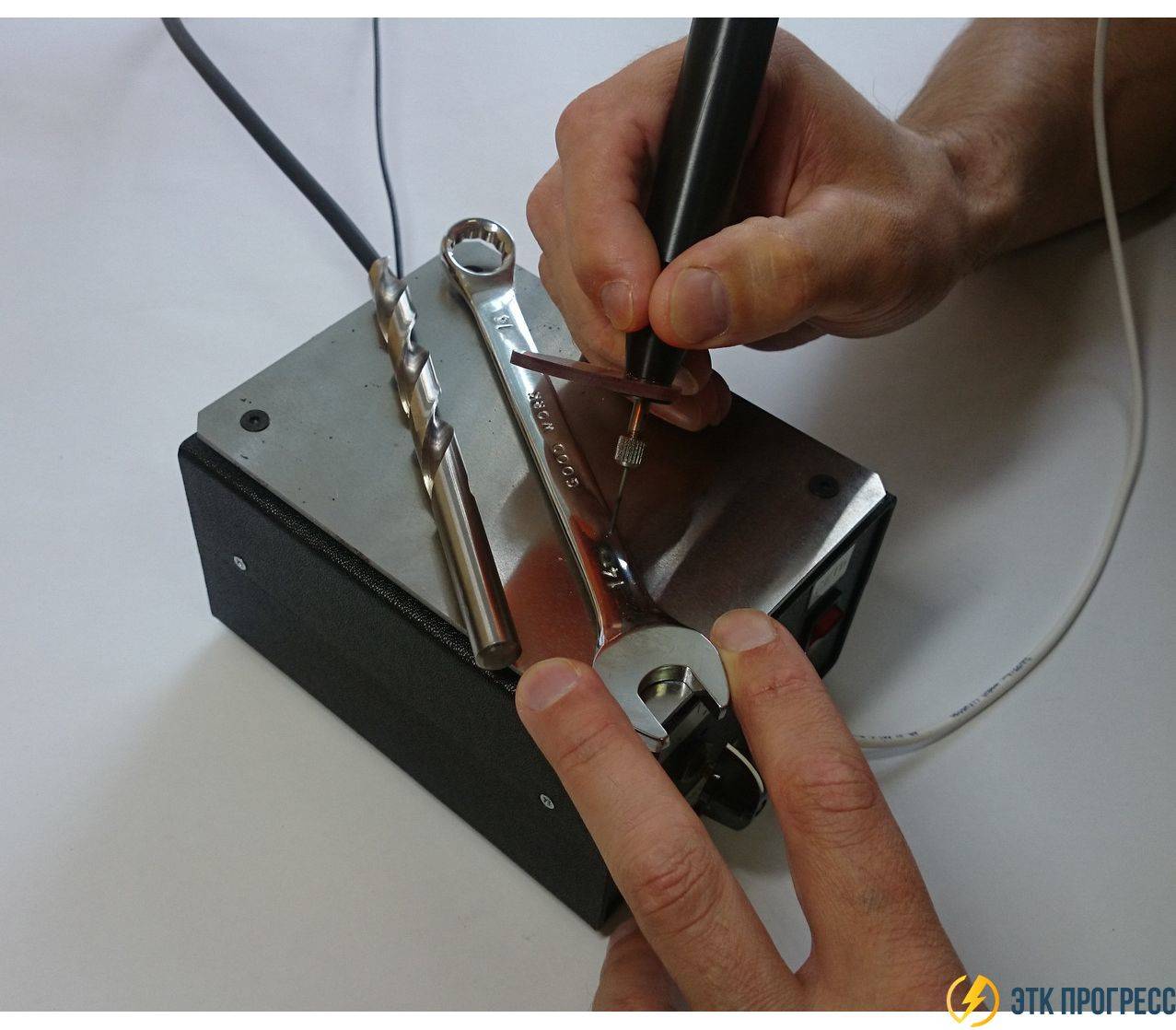
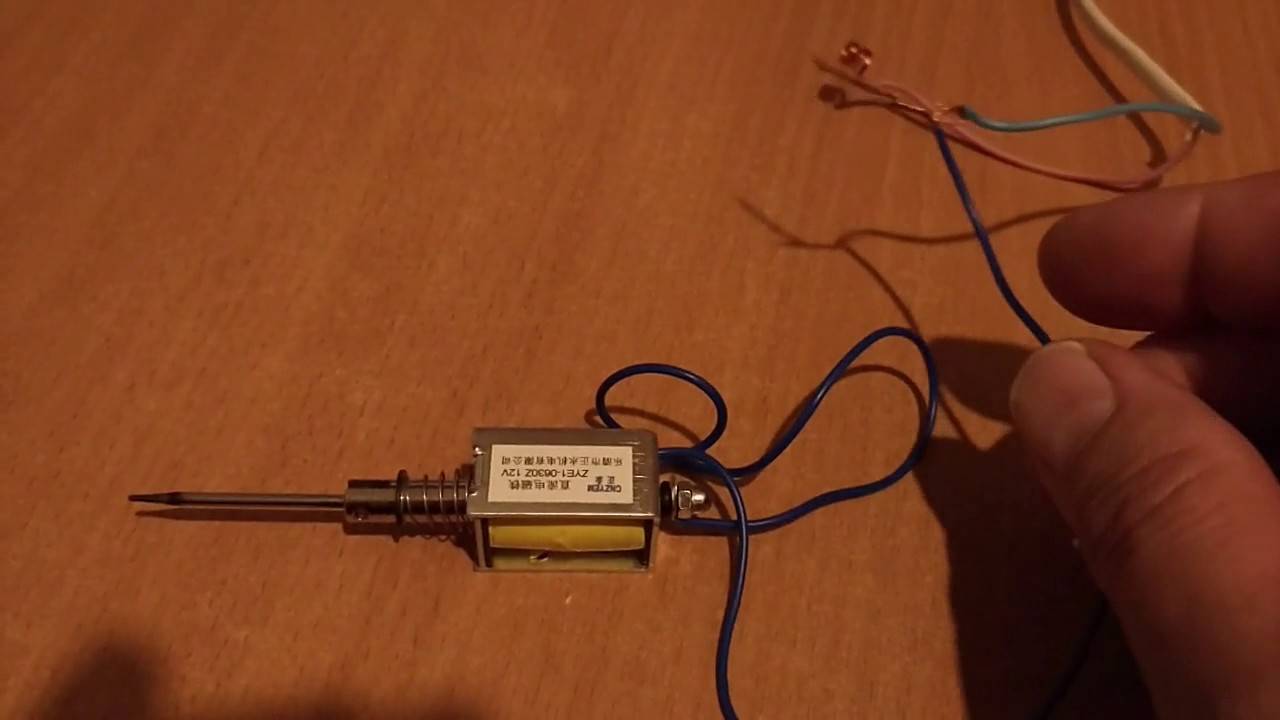
Как сделать электроискровой карандаш
Для работы данного устройства также понадобится понижающий трансформатор на 10-12 Вольт. Смысл устройства заключается в том, что при прикосновении стальной иглы с металлом возникает искра, которая и оставляет след на поверхности металла.
Чтобы сделать электроискровой карандаш своими руками будут нужны:
- Понижающий трансформатор;
- Медная или латунная трубка;
- Пружина;
- Медная проволока для намотки катушки;
- Стальная игла для изготовления электрода.
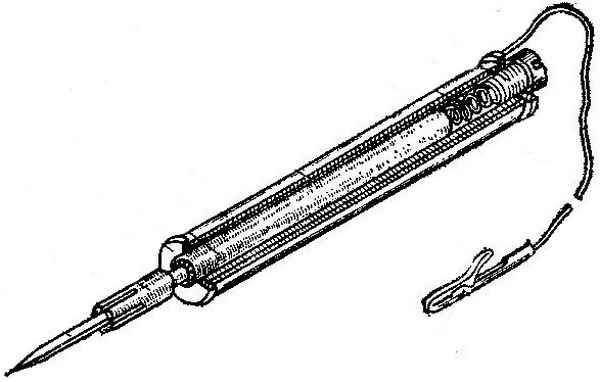
Корпусом устройства служит латунная трубка, в которую вставляется сердечник с медной обмоткой. Один из выводов катушки припаивается к электроду, а другой, во избежание повреждения, спаивается с более толстым проводом для его подключения к понижающему трансформатору.

В схеме также присутствует пружина, которая все время отталкивает электрод, когда тот убирается от поверхности металла. Пружина изготавливается из стальной проволоки и устанавливается между электродом и катушкой. Для соединения с выводом катушки следует предусмотреть пластину, которая бы замыкала контакт.
Принцип работы электромаркера
Поверхность металла, подлежащая маркировке, должна быть тщательно очищена от жировых загрязнений и окисных плёнок. Последние заметно ухудшают проводимость металла, что вынуждает увеличивать напряжение в межэлектродном промежутке
Разряд получается малой скважности, однако с более грубыми лунками, что ухудшает качество маркировки. Мощность искрового разряда регулируется ступенчатым переключателем. Оптимальными для данных целей считаются следующие геометрические характеристики лунки:
Оптимальными для данных целей считаются следующие геометрические характеристики лунки:
- Ширина – 0,2…2,0 мм;
- Глубина – 0,15…20 мкм;
- Скорость перемещения маркера по поверхности — до 10 мм/с.
В комплект некоторых моделей электромаркеров по металлу входит также стальная плита, снабжаемая креплениями для фиксирования детали, которая подвергается маркировке.

Последовательность работы с электромаркером по металлу такова. Прибор через автономный блок питания подключается к бытовой электросети напряжением 220 В и частотой 50 Гц. Маркируемая деталь зажимом «крокодил» присоединяется к металлической плите. Вибрационное устройство с целью защиты глаз оператора закрывается специальным фильтром, после чего электрографическое перо подносится к поверхности, которая покрыта тонким (2…3 мм) слоем жидкого диэлектрика. Вначале производится пробный разряд, при котором устанавливается оптимальная скорость перемещения электрографического карандаша по поверхности изделия. По мере перемещения пера смачиваются диэлектриком новые участки обработки.
Для настройки электрографического маркера по металлу необходимо произвести следующие действия:
- Настроить частоту вибратора на требуемый режим. Для этого пользуются (в зависимости от типоразмера и производителя данных устройств) одним из следующих способов: либо оптимизируют звуковой сигнал (при снижении частоты колебаний допустимое значение межэлектродного зазора увеличивается), либо регулируют частоту путём изменения яркости сигнальной лампочки.
- Переключателем устанавливают необходимую величину тока. Обычно она максимальна для металлов с низкой теплопроводностью (большинство цветных металлов и сплавов), и меньше – для алюминия, стали или чугуна.

- Перемещением электрода-инструмента по необходимой траектории движения, производят маркировку. Габаритные размеры символов не имеют ограничений.
- При работе с электромаркером следует помнить, что увеличение, сверх необходимого, напряжения и тока электрического разряда ускоряет износ электрода, и не приводит к существенному увеличению производительности процесса. Особенно интенсивен износ в случае короткого замыкания цепи (случается при недостатке или отсутствии жидкости-диэлектрика на маркируемой поверхности изделия). Для ориентировки можно пользоваться нормативными значениями износа 0,05…0,2 мм на одно клеймение.
- Для исправления ошибочного нанесённого знака поверхность необходимо прошлифовать.
Применение электрокарандаша требует от оператора определённых навыков и опыта работы. Длительность непрерывного использования электроискрового маркера принципиально не ограничивается, хотя при продолжительности работы устройства более 30…40 минут блок генератора импульсов разогревается. Замена изношенного катода-инструмента производится при отключённом приборе. Электромаркер по металлу не должен эксплуатироваться в помещениях, относительная влажность воздуха в которых превышает 75%.
Лазерная гравировка на металле: картинка с помощью луча
Относительно новая техника обработки металлических предметов компьютерно-управляемым станком, переносящим картинку с электронного эскиза на прочно зафиксированную основу с помощью тонкого сфокусированного луча света. Луч выпаривает тонкий слой частиц с поверхности изделия, оставляя либо слегка измененный цвет материала, либо углубления с ровными стенками — в зависимости от заданной мастером глубины прожига.
Преимущества нанесения лазером — фотографическая точность переноса картинки, деликатность по отношению к изделию (возможно выставление на гравировальном станке минимально глубины прожига, никак не вредящей свойствам материала), возможность рисовать на ювелирных изделиях и бижутерии, имеющей поверхности неправильной формы (обручальные кольца, браслеты, кулоны). Услуга также популярна среди владельцев мобильной электроники: воздействие луча оказывает на тонкий корпус (как правило — алюминиевый) настолько незначительное давление и слабое температурное воздействие, что не мешает работе сложного устройства.
В офисе TABCENTR на ст. метро Дубровка Вам наверняка будет интересно своими глазами увидеть примеры выполненных работ перед оформлением заявки на обработку собственного изделия.