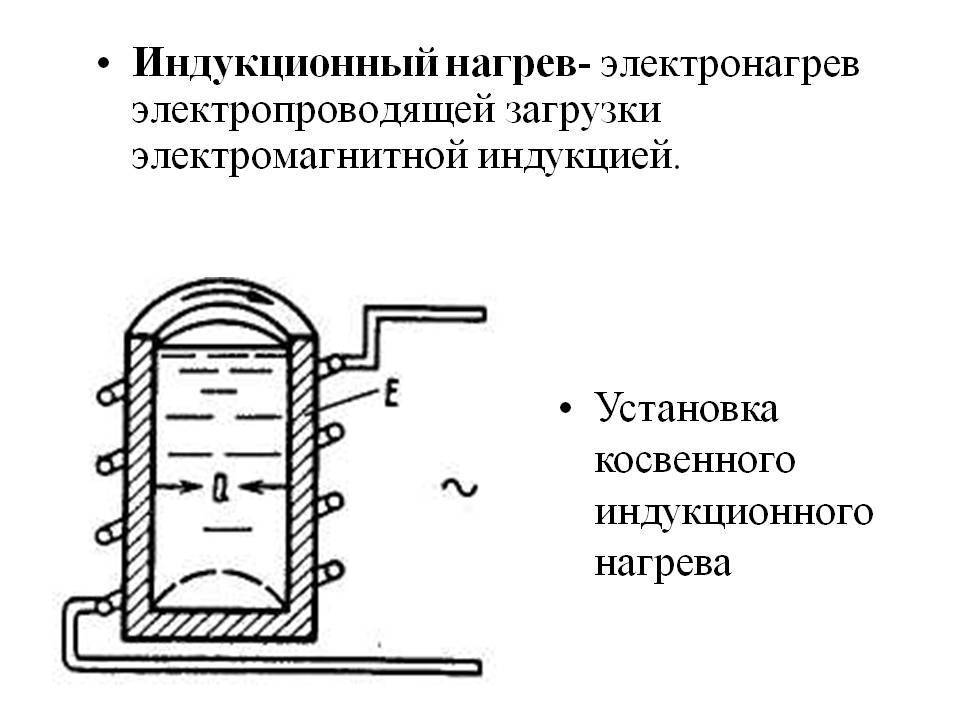
Преимущества индукционных нагревателей
Индукционный нагреватель обладает несомненными преимуществами и является лидером среди всех типов приборов. Это преимущество складывается в следующим:
- Он потребляет меньше электроэнергии и не загрязняет окружающее пространство.
- Удобный в управлении, он обеспечивает высокое качество работы и позволяет контролировать процесс.
- Нагревание через стенки камеры обеспечивает особую чистоту и возможность получить сверхчистые сплавы, при этом плавку можно производить в разной атмосфере, в том числе в инертных газах и в вакууме.
- С его помощью возможен равномерный нагрев деталей любой формы или избирательный нагрев
- Наконец, индукционные нагреватели универсальны, что позволяет их использовать повсеместно, вытесняя устаревшие энергозатратные и неэффективные установки.


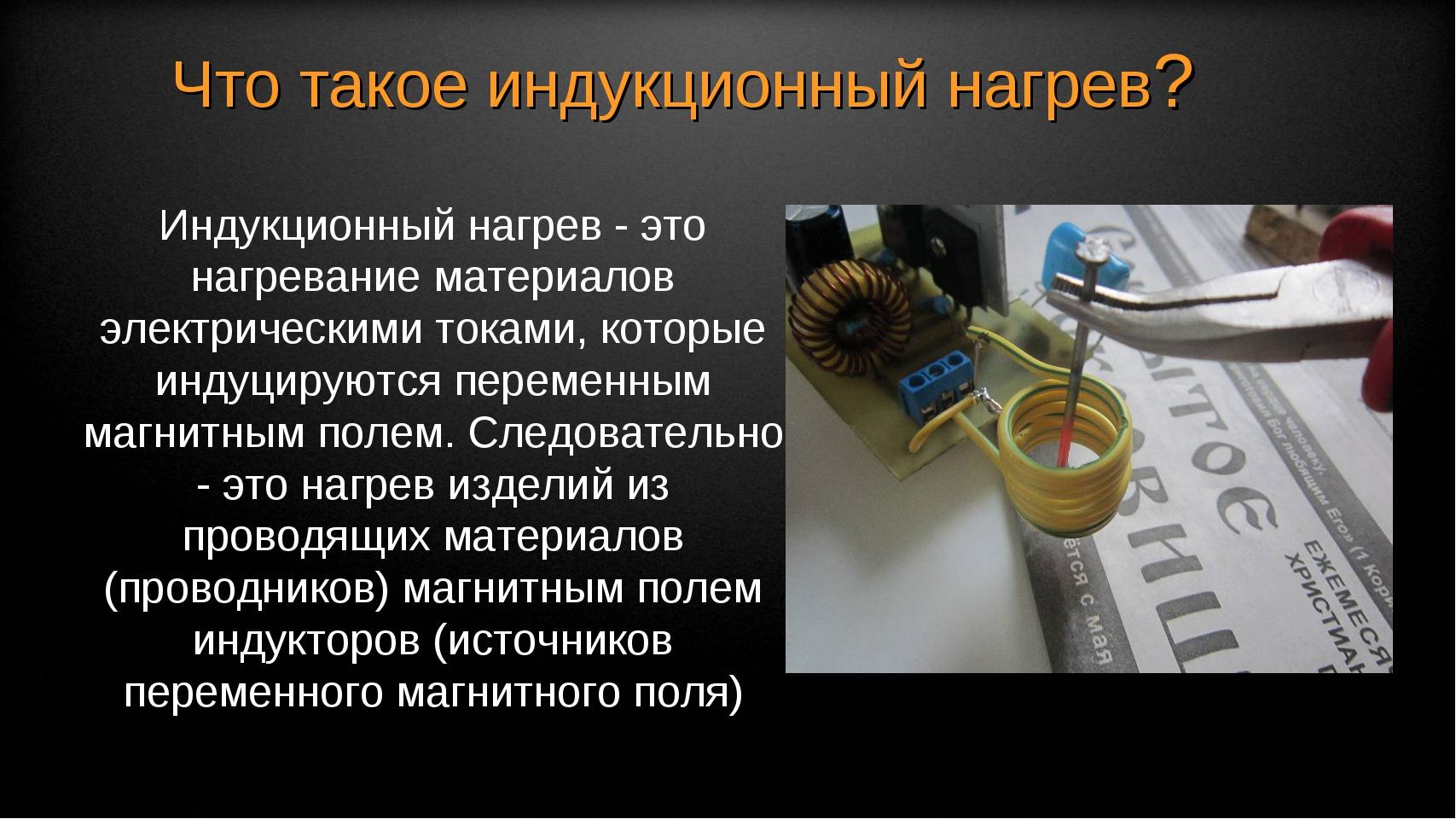
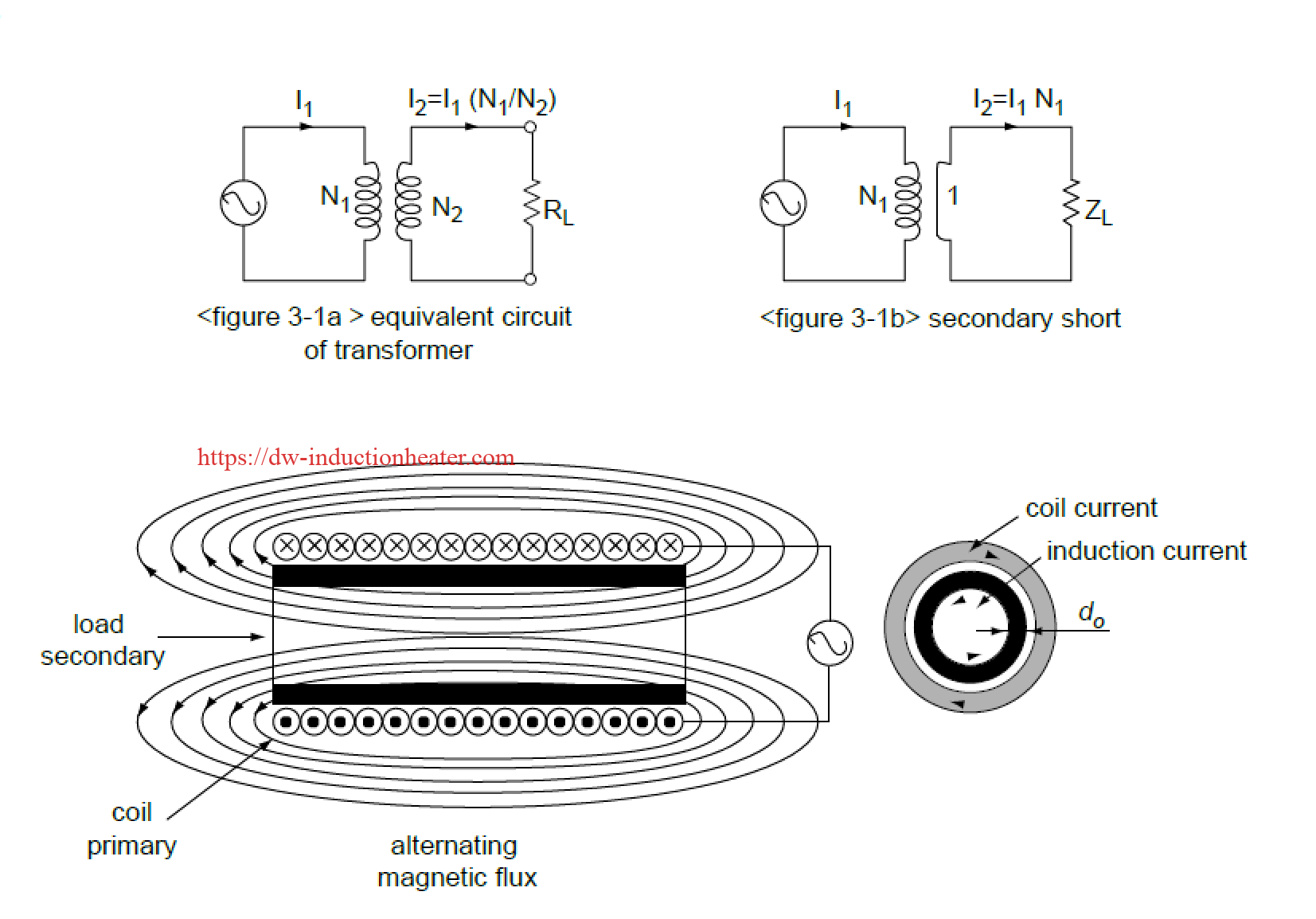
НАГРЕВ МЕТАЛЛОВ ТОКОМ ВЫСОКОЙ ЧАСТОТЫ
Чтоб нагреть до красна или даже расплавить небольшой металлический предмет в домашних условиях, совсем не обязательно раскочегаривать печку и переводить топливо — современные технологии позволяют для этого задействовать токи высокой частоты (ТВЧ). И простейшей (и самый распространённой) схемой индукционного нагревателя металлов будет мультивибратор на полевых транзисторах. По крайней мере эти модули с китайских сайтов собирают как раз по такой схеме. Далее смотрите 2 модели, отличающиеся мощностью и, конечно, ценой.
Индукционный нагреватель на 50 ватт
ZVS50 — модуль индукционного нагрева начального уровня, питание модуля допустимо даже от батарей с напряжением до 12 вольт, то есть как от автономного питания, так и от сетевого БП. Цена на www.banggood.com примерно $8.
- Входное напряжение: 5-12 В
- Размеры платы: 5,5 х 4 х 2 см
- Размер катушки: длина 2.8, диаметр 2 см
Индукционный нагреватель на 1000 ватт
ZVS1000 — модуль индукционного нагрева металлов токами высокой частоты, с мощностью до 1000w. Средняя цена $35.
Данный блок индукционного нагрева использует источник питания постоянного тока 12-48 В, максимальный ток 20 А, максимальная мощность 1000 Ватт. Может быть использован для обработки мелких деталей: закалка, отжиг и другая термической обработка. Также может быть использован с тиглем, чтоб плавить золото, серебро, медь, алюминий и другие металлы. Быстрый и равномерный нагрев, что очень удобно для ювелиров.
- Внутренний диаметр катушки: 40 мм
- Высота катушки: 50 мм
- При 48 В без нагрузки ток 5 А
Чем выше напряжение, тем больше ток нагрева, а значит и мощность передаваемая в металл. Катушка может принять внутрь 40 мм тигель. Использовать устройство надо с блоками питания соответствующей мощности и поставить на радиатор кулер охлаждения.
Размер объекта, что нагревается внутри индукционной катушки не может превышать 1/4 объема, иначе может произойти перегрузка и сгорание схемы. Хотя эта схема может временно выдержать 30 А — для долгосрочной работы ток не должен превышать 20 А для безопасной работы.
Таким образом, даже заводские индукционные нагреватели используют простую схемотехнику — 2 мощных полевых транзистора, пару резисторов и набор высоковольтных конденсаторов, что позволяет при желании собрать такое устройство своими руками.
Форум
Обсудить статью НАГРЕВ МЕТАЛЛОВ ТОКОМ ВЫСОКОЙ ЧАСТОТЫ
Инструкция по изготовлению
Чертежи
Рисунок 1. Электрическая схема индукционного нагревателя
Рисунок 2. Устройство.
Рисунок 3. Схема простого индукционного нагревателя
Для изготовления печи понадобятся следующие материалы и инструменты:
- паяльник;
- припой;
- текстолитовая плата.
- мини-дрель.
- радиоэлементы.
- термопаста.
- химические реагенты для травления платы.
Дополнительные материалы и их особенности:
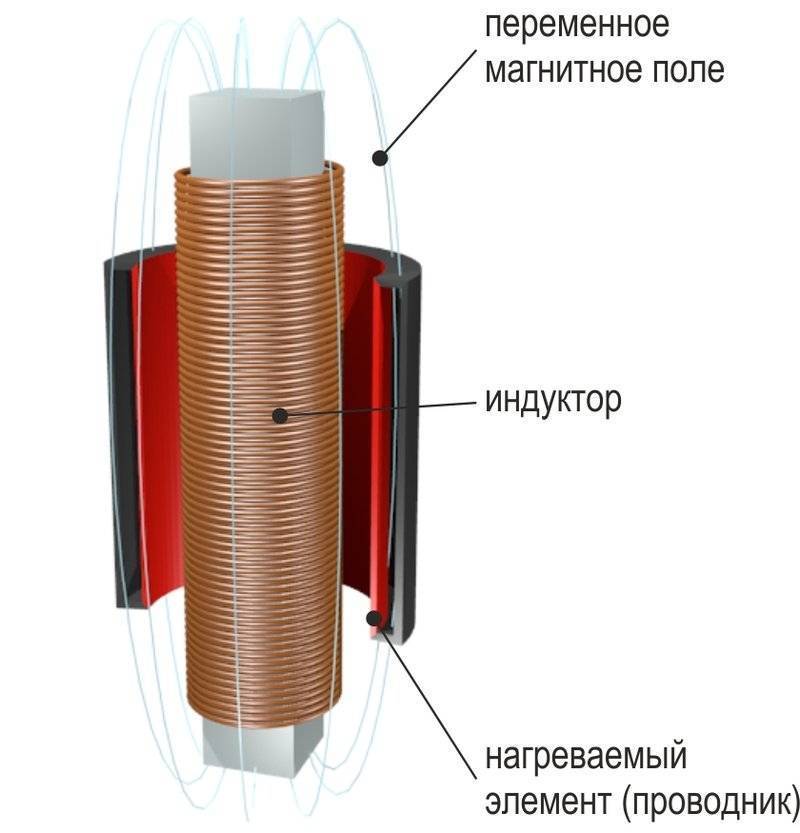
- Для изготовления катушки, которая будет излучать необходимое для нагрева переменное магнитное поле, необходимо приготовить отрезок медной трубки диаметром 8 мм, и длиной 800 мм.
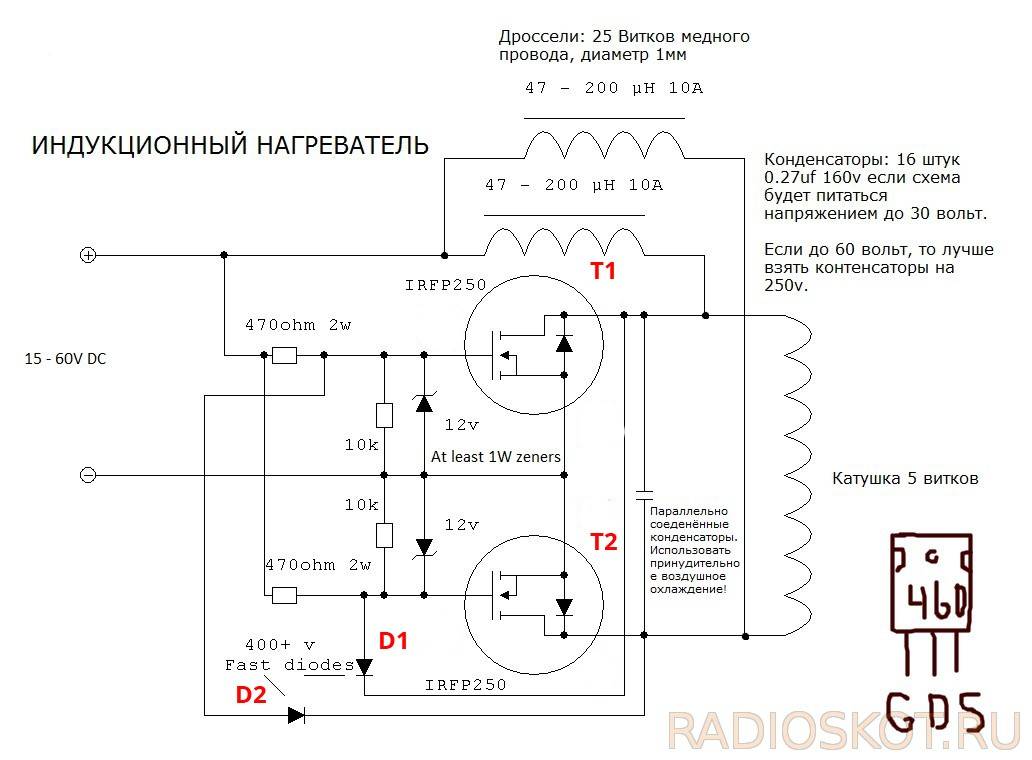
- Мощные силовые транзисторы являются самой дорогой частью самодельной индукционной установки. Для монтажа схемы частотного генератора необходимо приготовить 2 таких элемента. Для этих целей подойдут транзисторы марок: IRFP-150; IRFP-260; IRFP-460. При изготовлении схемы используются 2 одинаковых из перечисленных полевых транзисторов.
- Для изготовления колебательно контура понадобятся керамические конденсаторы ёмкостью 0,1 mF и рабочим напряжением 1600 В. Для того, чтобы в катушке образовался переменный ток высокой мощности, потребуется 7 таких конденсаторов.
- При работе такого индукционного прибора, полевые транзисторы будут сильно разогреваться и если к ним не будут присоединены радиаторы из алюминиевого сплава, то уже через несколько секунд работы на максимальной мощности, данные элементы выйдут из строя. Ставить транзисторы на теплоотводы следует через тонкий слой термопасты, иначе эффективность такого охлаждения будет минимальна.
- Диоды, которые используются в индукционном нагревателе, обязательно должны быть ультрабыстрого действия. Наиболее подходящими для данной схемы, диоды: MUR-460; UF-4007; HER – 307.
- Резисторы, которые используются в схеме 3: 10 кОм мощностью 0,25 Вт – 2 шт. и 440 Ом мощностью – 2 Вт. Стабилитроны: 2 шт. с рабочим напряжением 15 В. Мощность стабилитронов должна составлять не менее 2 Вт. Дроссель для подсоединения к силовым выводам катушки используется с индукцией.
- Для питания всего устройства понадобится блок питания мощностью до 500. Вт. и напряжением 12 – 40 В. Запитать данное устройство можно от автомобильного аккумулятора, но получить наивысшие показания мощности при таком напряжении не получится.
Сам процесс изготовления электронного генератора и катушки занимает немного времени и осуществляется в такой последовательности:
- Из медной трубы делается спираль диаметром 4 см. Для изготовления спирали следует медную трубку накрутить на стержень с ровной поверхностью диаметром 4 см. Спираль должна иметь 7 витков, которые не должны соприкасаться. На 2 конца трубки припаиваются крепёжные кольца для подключения к радиаторам транзистора.
- Печатная плата изготавливается по схеме. Если есть возможность поставить полипропиленовые конденсаторы, то благодаря тому, что такие элементы обладают минимальными потерями и устойчивой работой при больших амплитудах колебания напряжений, устройство будет работать намного стабильнее. Конденсаторы в схеме устанавливаются параллельно образуя с медной катушкой колебательный контур.
- Нагрев металла происходит внутри катушки, после того как схема будет подключена к блоку питания или аккумулятору. При нагреве металла необходимо следить за тем, чтобы не было короткого замыкания обмоток пружины. Если коснуться нагреваемым металлом 2 витка катушки одновременно, то транзисторы выходят из строя моментально.
Шаг 2: Схема инвертора
Это схема для инвертора. Схема на самом деле не такая сложная. Инвертированный и неинвертированный драйвер повышает или понижает напряжение 15В, чтобы настроить переменный сигнал в трансформаторе (GDT). Этот трансформатор изолирует чипы от мосфетов. Диод на выходе мосфета действует для ограничения пиков, а резистор минимизирует колебания.
Конденсатор C1 поглощает любые проявления постоянного тока. В идеале, вам нужны самые быстрые перепады напряжения на цепи, так как они уменьшают нагрев. Резистор замедляет их, что кажется нелогичным. Однако если сигнал не угасает, вы получаете перегрузки и колебания, которые разрушают мосфеты. Больше информации можно получить из схемы демпфера.
Диоды D3 и D4 помогают защитить МОП-транзисторы от обратных токов. C1 и C2 обеспечивают незамкнутые линии для проходящего тока во время переключения. T2 — это трансформатор тока, благодаря которому драйвер, о котором мы поговорим далее, получает обратный сигнал от тока на выходе.
Шаг 6: Сборка трансформатора


Если вы внимательно прочитали эту статью, то, возможно, зададитесь вопросом: как проверить LC-цепь? Я уже говорил об инверторе и схеме, не упоминая о том, как их соединить.
Соединение осуществляется через соединительный трансформатор. Мой — от Magnetics, Inc., номер детали — ZP48613TC. Adams Magnetics также является хорошим выбором для тороидного феррита.
Тот, что слева, имеет провод 2 мм. Это хорошо, если ваш входной ток не превышает 20 ампер. При более высоком токе провод перегреется и перегорит. Для больших токов необходимо купить или сделать свой собственный многожильный провод. Я сделал его сам, оплетя 64 нити из проволоки 0,5 мм. Этот тип провода может легко выдерживать ток 50 А.


Инвертор, который я показал вам ранее, принимает постоянный ток высокого напряжения и преобразует его в переменный ток высокого или низкого напряжения. Эта квадратная волна переменного тока проходит через трансформатор связи, переключатели Мосфета и конденсаторы связи постоянного тока к инвертору.
Он пересекается медным трубчатым конденсатором и образует вторичную обмотку трансформатора. Это позволяет восстановительному напряжению проходить через конденсатор и рабочую катушку (LC-контур).
Обязательная техника безопасности
Любые работы, производимые с электричеством, в особенности если работы тем или иным образом подразумевают участие/использование в процессе воды, требуют полного соблюдения требований безопасности.


Кроме этого, перед началом любых работ первоначально необходимо досконально изучить теоретическую часть. Это позволит более детально разобраться в предстоящей работе, исключить возможные ошибки и недопонимания.

В рамках этой статьи мы рассмотрели несколько способов изготовления нагревательного прибора своими руками. Фото индукционного нагревателя, инструкцию и рекомендации по использованию можно найти в интернете.

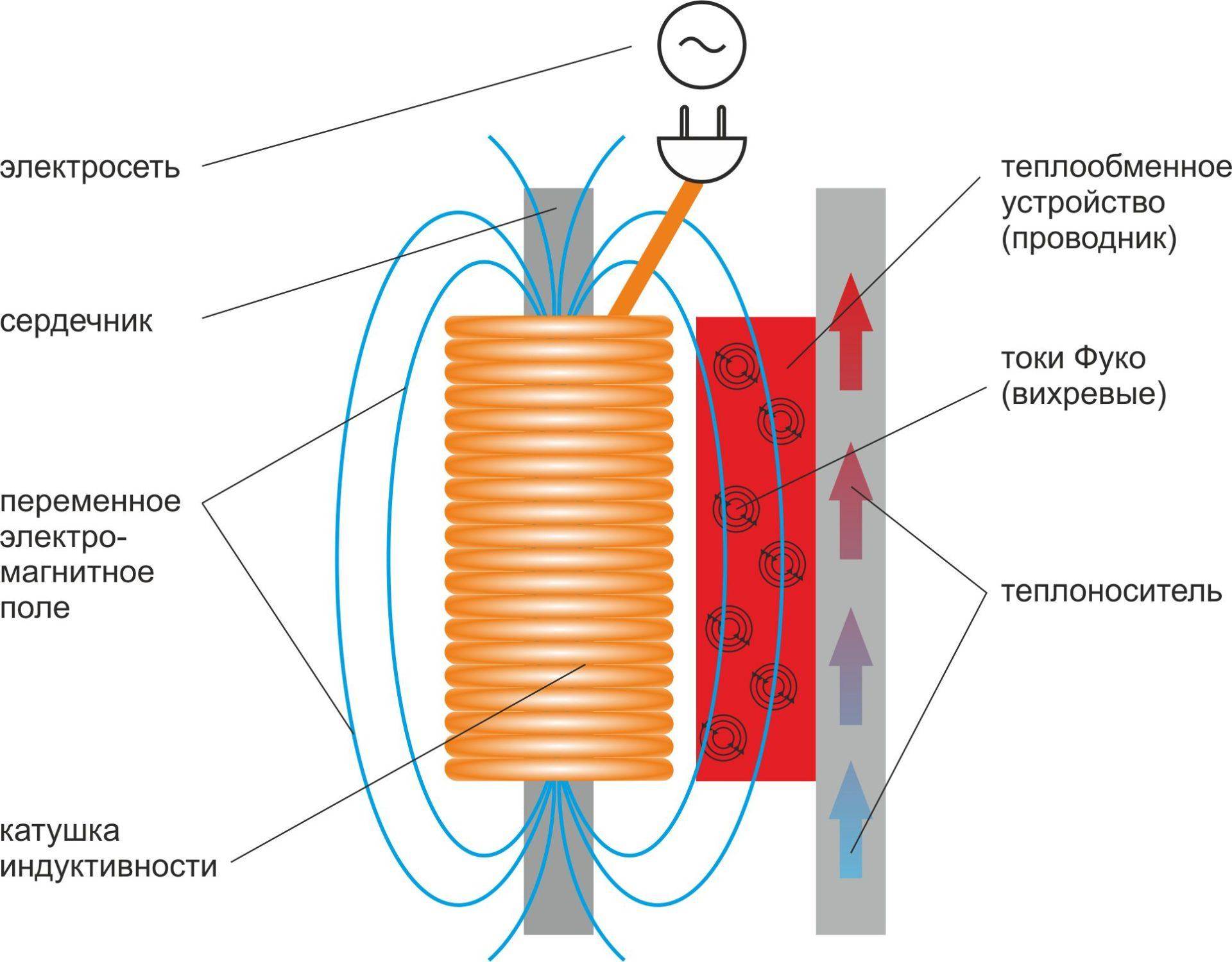
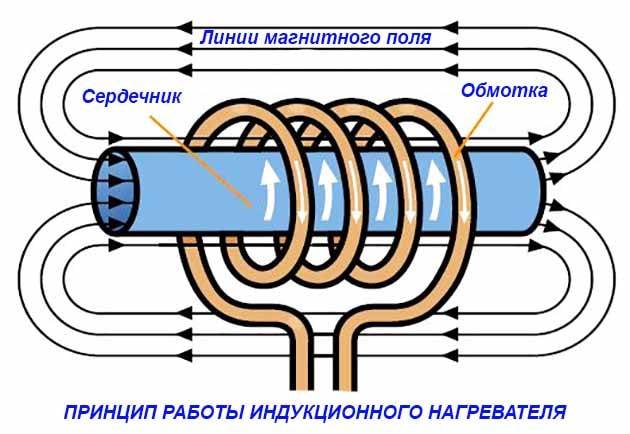
Обратите внимание, в случае с самодельными индукционными нагревателями, их нельзя устанавливать в жилых помещениях. Это обусловлено электромагнитным излучением, которое исходит изнутри и снаружи от катушки. Фактически, оно будет нагревать не только сердечник, но и металлические предметы, приборы, которые попадают под воздействие магнитного поля
Фактически, оно будет нагревать не только сердечник, но и металлические предметы, приборы, которые попадают под воздействие магнитного поля.

Рекомендуется применять только с оцинкованным экраном, чтобы исключить такую вероятность.

Проточный индукционный водонагреватель своими руками
Прежде чем приступать к монтажу, вам необходимо запастись необходимыми деталями. Так, лучшим вариантом будет сварочный высокочастотный инвертор, плавно изменяющийся диапазон силы тока. Такое устройство обойдется дешевле всего. Более дорогим вариантом станет трехфазный трансформатор, являющийся источником питания переменного тока для индуктора водонагревателя. В таком случае стоит использовать катушку на 50-90 витков, а в качестве материала взять медную проволоку с диаметром 3 или более миллиметров.
В качестве сердечника можно использовать как металлическую, так и полимерную трубу вместе с проволокой (используется как нагревательный элемент). В последнем случае толщина стен не должна быть менее 3 мм, чтобы спокойно выдерживать высокие температуры.
Для сборки водонагревателя вам понадобятся: кусачки, отвертки, паяльник и сварочный аппарат, если используется металлическая труба.
Монтаж индукционного нагревателя воды
Обмотайте трубу медной проволокой, сделав около 90 витков.
Вариантов сборки устройства существует множество. Предлагаем попробовать собрать прибор по следующей схеме:
- Подготовьте рабочее место, материалы и инструменты.
- Зафиксируйте небольшой отрезок полимерной трубы (не забывайте, что минимальная толщина стенки должна составлять 3 мм).
- Обрежьте торцы сердечника, чтобы осталось 10 см в запасе провода для отводов.
- На нижнем отводе смонтируйте уголок. В дальнейшем сюда следует подключить обратку от отопления (если нагреватель используется в качестве котла).
- Плотно уложите рубленый провод вокруг трубы. Необходимо сделать не менее 90 витков.
- Установите на верхнем патрубке тройник, через который будет выходить горячая вода.
- Смонтируйте защитный контур устройства. Его можно изготовить как из полимера, так и из металла.
- Подключите к клеммам водонагревателя медную проволоку, затем заполните сердечник водой.
- Проверьте работоспособность индуктора.
Рекомендации. На всех выводах лучше устанавливать шаровые краны для удобства и простоты демонтажа водонагревателя в случае поломки. А вот заполнять металлическими кусочками трубу необязательно, так как должного эффекта это не дает. Не забудьте оставить окошко в корпусе для доступа к панели управления сварочного аппарата.
Индукционная печь на транзисторах – схема изготовления и подключения
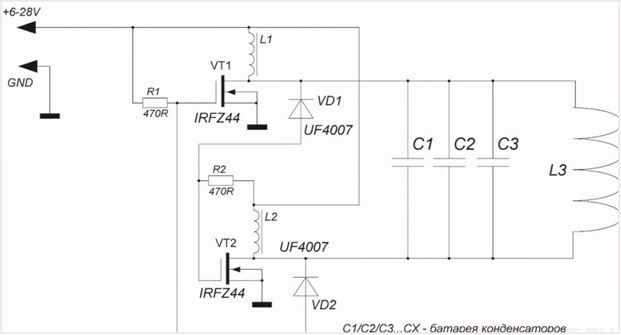
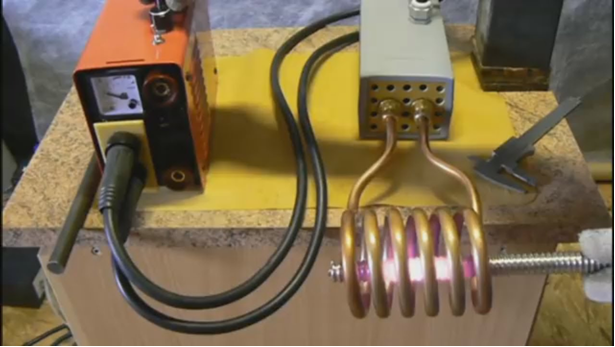 На сегодняшний день существует несколько популярных схем изготовления индукционной печи на полевых транзисторах. Эти схемы во многом схожи со схемами бытовых сварочных инверторов, в них также используются полевые транзисторы и пленочные конденсаторы, а в качестве системы охлаждения медные или латунные радиаторы или кулер для обдува воздухом. Так что для тех кто не ищет легких путей и готов поработать паяльником схема сборки источника питания для индуктора выглядит следующим образом:
На сегодняшний день существует несколько популярных схем изготовления индукционной печи на полевых транзисторах. Эти схемы во многом схожи со схемами бытовых сварочных инверторов, в них также используются полевые транзисторы и пленочные конденсаторы, а в качестве системы охлаждения медные или латунные радиаторы или кулер для обдува воздухом. Так что для тех кто не ищет легких путей и готов поработать паяльником схема сборки источника питания для индуктора выглядит следующим образом:
- в схеме участвуют два полевых транзистора IRFZ44V;
- два диода UF4007 или UF4001;
- резистор 470 Ом, 1 вт;
- конденсаторы разной мощности – 1 мкФ – 3 шт, 220 нФ – 4 шт, 470 нФ – 1 шт, 330 нФ – 1 шт;
- эмалевый медный провод 1,2 мм – для обмотки ферритовых колец и такие же провода диаметром 2 мм.
- В качестве дроссельных колец можно использовать ферритовые кольца от старых приемников или блоков питания компьютеров.
- В качестве радиаторов используются латунные или медные пластины большой площади и большим количеством оребрения;
- В качестве прокладочных шайб используются резиновые кольца и шайбы из тонкого текстолита или гетинакса.
 Первым этапом работы выступает изготовление дросселя – на кольцо из феррита наматывается проволока диаметром 1,2 мм. Оптимальным считается намотка 7-15 витков проволоки с одинаковым расстоянием между витками.
Первым этапом работы выступает изготовление дросселя – на кольцо из феррита наматывается проволока диаметром 1,2 мм. Оптимальным считается намотка 7-15 витков проволоки с одинаковым расстоянием между витками.
Следующим шагом выступает сборка батареи конденсаторов – при параллельном соединении батарея должна иметь мощность 4,7 мкФ.
Сам индуктор изготавливается из медной проводи диаметром 2 мм и имеет 7-8 полных витков с концами, имеющими длину ½ витка обмотки.
После соединения всех элементов в качестве источника питания используется аккумулятор напряжением 12 вольт и емкостью 7,2а/ч. При включении схемы емкости аккумулятора должно хватить на 30-40 минут работы и при этом он будет выдавать ток силой примерно 10А.
Такое устройство можно собрать самостоятельно, правда при этом, нет гарантии, что оно выдержит непрерывный режим работы, поскольку оно лишено устройства автоматического отключения при перегреве. Именно поэтому индукционная печь из сварочного инвертора намного практичнее и проще, как в изготовлении, так и в обслуживании.
Шаг 7: Делаем рабочую катушку


Один из вопросов, который мне часто задают: «Как сделать такую изогнутую катушку?». Ответ: песок. Песок предотвращает разрушение трубы в процессе сгибания.
Возьмите из холодильника медную трубку диаметром 9 мм и заполните ее чистым песком. Заклейте один конец заранее, а другой закройте после того, как заполните его песком. Вкопайте в землю трубу подходящего диаметра. Измерьте длину трубы для вашей катушки и начните медленно наматывать ее на трубу. После того, как вы сделали катушку, остальное не составит труда. Продолжайте наматывать трубку, пока не получите нужное количество витков (обычно 4-6). Второй конец должен совпадать с первым. Это облегчит подключение к конденсатору.
Теперь снимите крышки и возьмите воздушный компрессор, чтобы выдуть песок. Лучше всего делать это на улице.
Обратите внимание, что медная трубка также служит для охлаждения воды. Эта вода циркулирует через емкостной конденсатор и через рабочую катушку
Рабочая катушка выделяет много тепла под действием тока. Даже если вы используете керамическую изоляцию внутри катушки (для сохранения тепла), в рабочей зоне, которую нагревает катушка, все равно возникают чрезвычайно высокие температуры. Я начал свою работу с большого ведра ледяной воды, и через некоторое время она стала теплой. Я советую вам взять побольше льда.



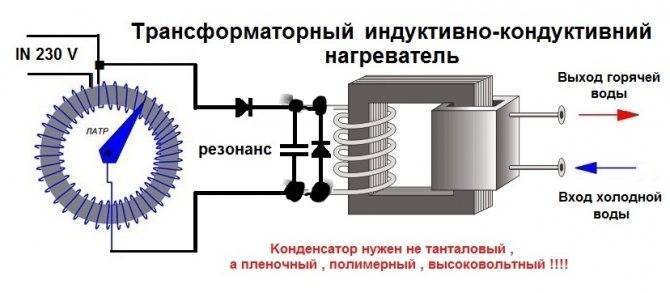
Водяной котел с трансформатором
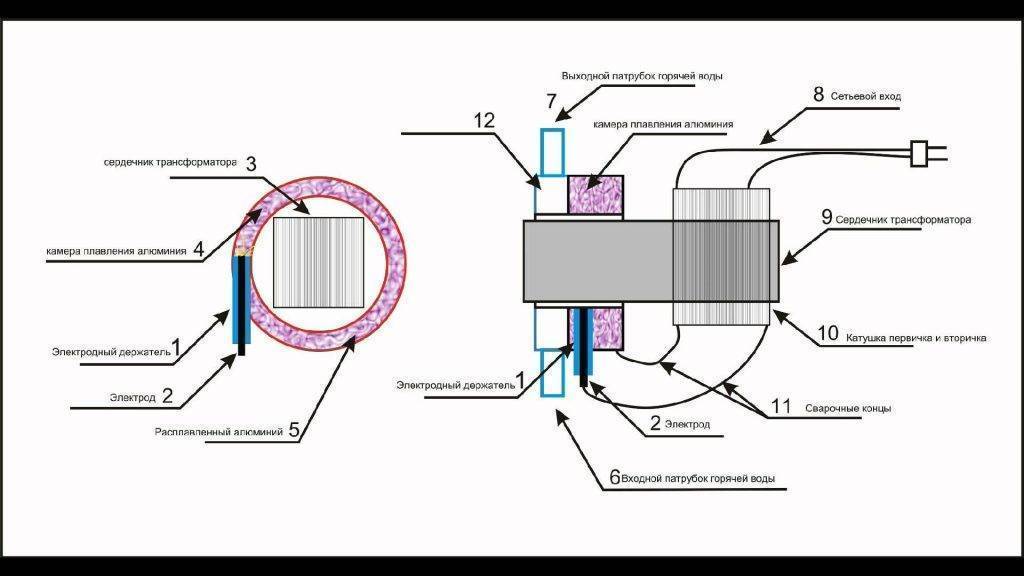
Для начала достаньте или купите недорогой сварочный инвертор (трансформатор) с регулировкой тока на 18-25 ампер. В качестве элементов для нагрева воды в водонагревателе применяют небольшие обрезки катанки или нержавеющей стали. Проволоку нарезают кусками длиной от 3,8 до 5,5 см (если используется катанка диаметром 6-8 мм). Затем из толстостенной пластиковой трубы диаметром 45-50 мм делают корпус нагревателя. Один конец этого отрезка трубы закрывают мелкой, ячеистой сеткой и засыпают со свободного открытого конца корпуса нарезанную проволоку.
схема устройства индукционного нагревателя.
Заполнив трубу обрезками доверху, приступают к изготовлению катушки индуктора. Берут эмалированный медный провод не менее 1,5-2 мм и наматывают вокруг сделанного корпуса. Количество витков колеблется (в зависимости от ампеража сварочного индуктора) и составляет 85-95. Катушку располагают по центру корпуса (трубы с обрезками). К системе водоснабжения или сети отопления нагреватель подсоединяют с помощью переходников.
Чтобы сделать на основе полученного нагревателя вихревой индукционный котел-водонагреватель, надо сварить из двух труб напоминающую бублик конструкцию. Это нагревательный элемент для воды. Берут любой подходящий по диаметру бак и вставляют в него входной (в верхней части бака) и выходной патрубки для воды. В этот корпус вставляют сделанную ранее индукционную катушку. Затем присоединяют нагреватель (бублик) к патрубкам так, чтобы он проходил внутри индуктора строго по центру. Изолируют выходные концы катушки и подсоединяют к трансформатору. Чтобы тепло не покидало водонагреватель, его покрывают теплоизоляционным экраном.
Вода, проходя внутри катушки по трубам, нагревается и из выходного патрубка выходит в горячем виде.
Надо помнить, что такой котел можно применять в закрытых системах отопления, с циркуляцией воды с помощью насоса.
Такой индукционный котел-водонагреватель можно подсоединять и к системе, выполненной из пластиковых труб. С целью обеспечения безопасности котел устанавливают на расстоянии 80-90 см от пола и потолка и на 30-40 см от стены. Данный водонагреватель надо оснастить установленным на патрубке клапаном для сброса воздуха из системы. Подобный котел можно применить и как обогреватель небольшого помещения, добавив радиатор отопления.
Индукционный нагрев применение в производстве
Как уже можно было понять из описанного выше, применяется индукционный нагрев в производстве довольно активно. На сегодняшний день индукционное оборудование успело занять лидирующее позиции, вытеснив конкурирующие способы обработки металлов на второй план.
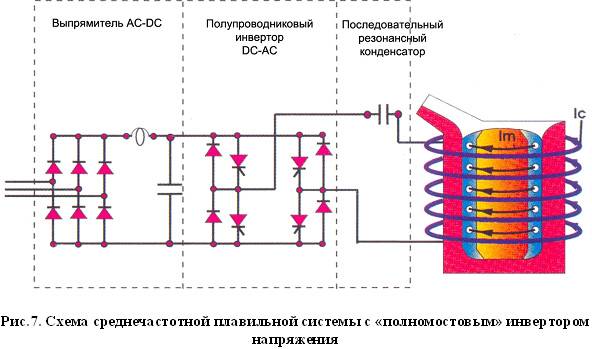
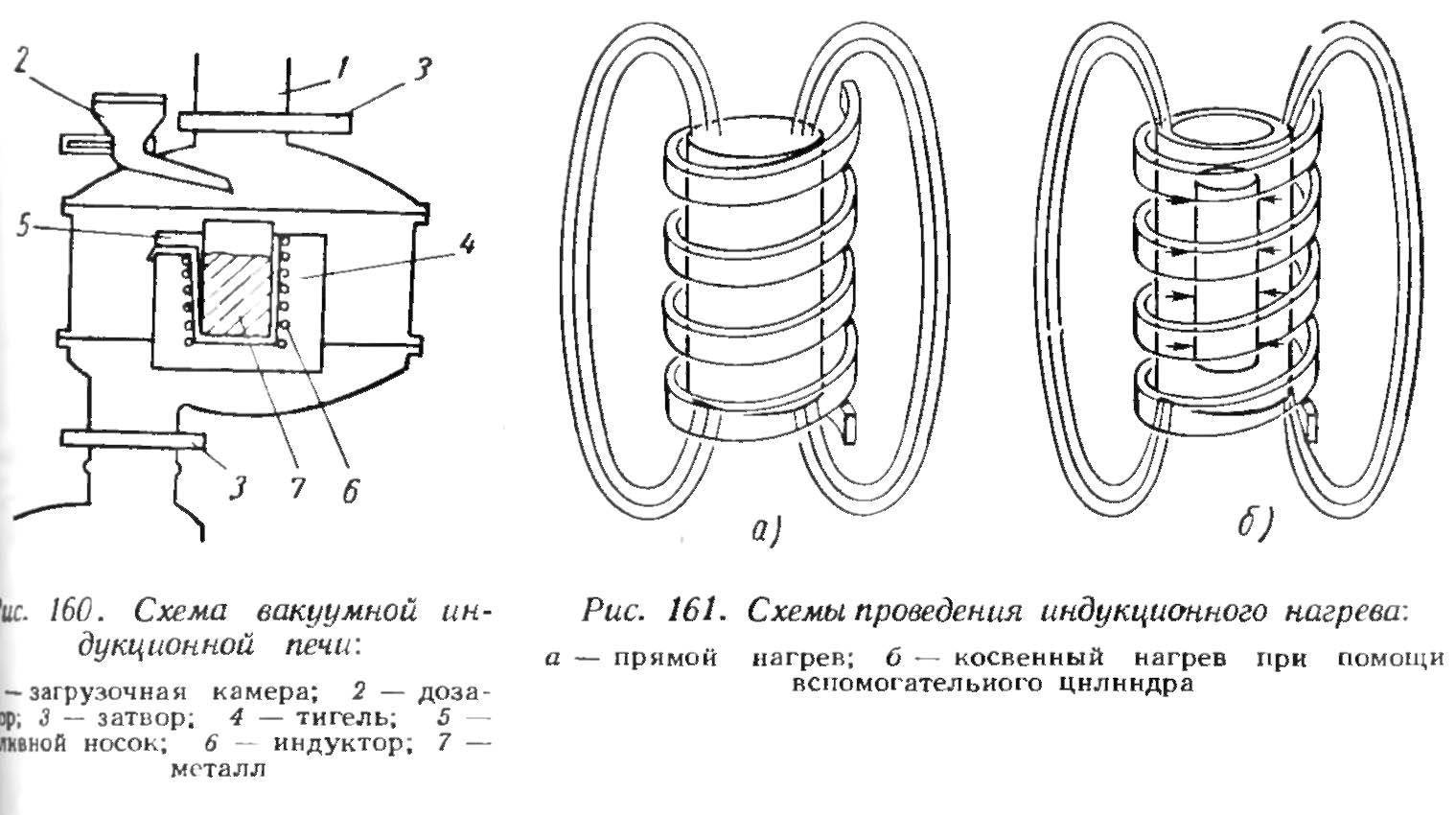
Индукционная плавка металлов
Применяется индукционный нагрев для осуществления плавильных работ. Активное использование индукционных печей началось благодаря тому, что нагрев ТВЧ способен уникально обрабатывать все виды металлов, существующие на сегодняшний день. Плавильная индукционная печь быстро осуществляет плавку металла. Температуры нагрева установки достаточно даже для плавки самых притязательных металлов. Главное преимущество индукционных плавильных печей заключается в том, что они способны производить чистую плавку металла с минимальным шлакообразованием. Работа выполняется за короткий промежуток времени. Как правило, время выплавки 100 килограмм металла равняется 45-и минутам.
Закалка ТВЧ (токами высокой частоты)
Закалка производится чаще всего в отношении изделий из стали, но может быть применена и к медным и другим металлическим изделиям. Принято различать два вида закалки ТВЧ поверхностная и глубокая, или объемная закалка. Главное достоинство, которым обладает индукционный нагрев по отношению к закалочным работам – это возможность проникновения тепла на глубину (глубокая закалка). На сегодняшний день закалка ТВЧ стала довольно часто производиться именно в индукционном оборудовании. Индукционный нагрев позволяет не просто произвести закалку ТВЧ, но дает в конечном результате изделие, которое будет обладать отменным качеством. При использовании индукционного нагрева в целях осуществления закалочных работ количество брака в производстве существенно снижается.
Пайка ТВЧ
Индукционный нагрев полезен не только для обработки металла, но и для соединения одной части изделия с другой. На сегодняшний день пайка ТВЧ стала довольно популярной и смогла вытеснить сварку на второй план. Где только появляется возможность заменить сварку пайкой, производители делают это. Чем именно вызвано такое желание? Все предельно просто. Пайка ТВЧ дает возможность получить целостное изделие, которое будет обладать высокой прочностью. Пайка ТВЧ получается целостной за счет прямого (бесконтактного) проникновения тепла в изделие. Для нагрева металла не требуется стороннее вмешательства в его структуру, что положительно сказывается на качестве готового изделия и на его сроке эксплуатации.
Термообработка сварных швов
Термообработка сварных швов – это еще один важный технологичный процесс, с которым отлично справится индукционный нагреватель. Термообработка осуществляется для того, чтобы придать изделию повышенную прочность и разгладить напряжение металла, которое, как правило, образуется в местах соединений. Термообработка при помощи индукционного нагрева производится в три этапа. Каждый из них очень важен, ведь если упустить что-то, то впоследствии качество изделия станет другим и его срок эксплуатации снизится. Индукционный нагрев положительно сказывается на металле, позволяя равномерно проникать на заданную глубину и разглаживать напряжение, образовавшееся во время произведения сварочных работ.
Ковка, пластика, деформация
Кузнечный нагреватель – это один из видов установок, в основе которых лежит индукционный нагрев. Используют кузнечный нагреватель для произведения деформации металла, а также в целях штамповки и т.п. Индукционный нагрев равномерно прогревает металл, позволяет изогнуть его в нужных местах и придать изделию необходимую форму. На сегодняшний день все больше предприятий стали использовать кузнечный нагреватель в целях штамповки и пластики изделий. Индукционный нагрев способен справиться со всеми необходимыми операциями тепловой обработки металла, но чаще всего применяется в тех случаях, которые были описаны выше.
Этапы сборки нагревателя
Изготовить простейший индукционный нагреватель металла своими руками не составит особого труда. Для такой работы потребуются следующие инструменты:
- Радиоэлементы.
- Мини-дрель.
- Текстолитовые платы.
- Паяльник и припой.
- Химические реагенты для пайки.
- Термопаста.
Из используемых компонентов самыми дорогими являются мощные силовые транзисторы, которых необходимо установить по меньшей мере два. Для такой работы подойдут IRFP 150, IRFP260 или IRFP460.
Изготовить колебательный контур водонагревателя можно при помощи керамических конденсаторов напряжением в 1600 Вольт и ёмкостью 0,1 mF. Для образования в катушке переменного тока с высокой мощностью потребуется использовать не менее 7 таких конденсаторов на 12 В.
В процессе работы полевые транзисторы могут сильно нагреваться. Без использования качественных алюминиевых радиаторов они расплавятся буквально через несколько секунд после подачи напряжения на трансформатор. Теплоотводы и радиаторы ставят на транзисторы через термопасту, в противном случае эффективность охлаждения будет не слишком высока.
Также потребуется приобрести два резистора емкостью 10 кОм и мощностью приблизительно 0,25 Вт, один резистор мощностью 2 Ватт ёмкостью 440 Ом. Понадобится использовать два стабилитрона с напряжением в 15 Вольт. Оптимальная их мощность — не меньше 2 Ватт. К силовым проводам, которые подводят напряжение к катушке, устанавливают стандартный дроссель.
https://youtube.com/watch?v=jKv1uLAqJKU
Электроснабжение нагревателя выполняется за счет блока питания с напряжением 12-40 Вольт и мощностью не более 500 Вт. Можно использовать автомобильные аккумуляторы или блок питания от старого компьютера.
Печатную плату изготавливают по схеме, которая позволяет реализовать преобразование стандартного тока в мощный и высокочастотный. При больших амплитудах напряжения изготовленный самостоятельно нагреватель будет стабильно работать, потребляя минимум электроэнергии и обеспечивая качественный нагрев. Конденсаторы устанавливаются на печатной плате параллельно, образуя с катушкой колебательный контур.
Выполняется пробный запуск, во время которого следят за отсутствием коротких замыканий у обмоток пружины. При наличии замыканий и соприкосновения витков катушки друг с другом транзисторы моментально выйдут из строя, а изготовленный своими руками индукторный нагреватель потребует дорогостоящего ремонта.
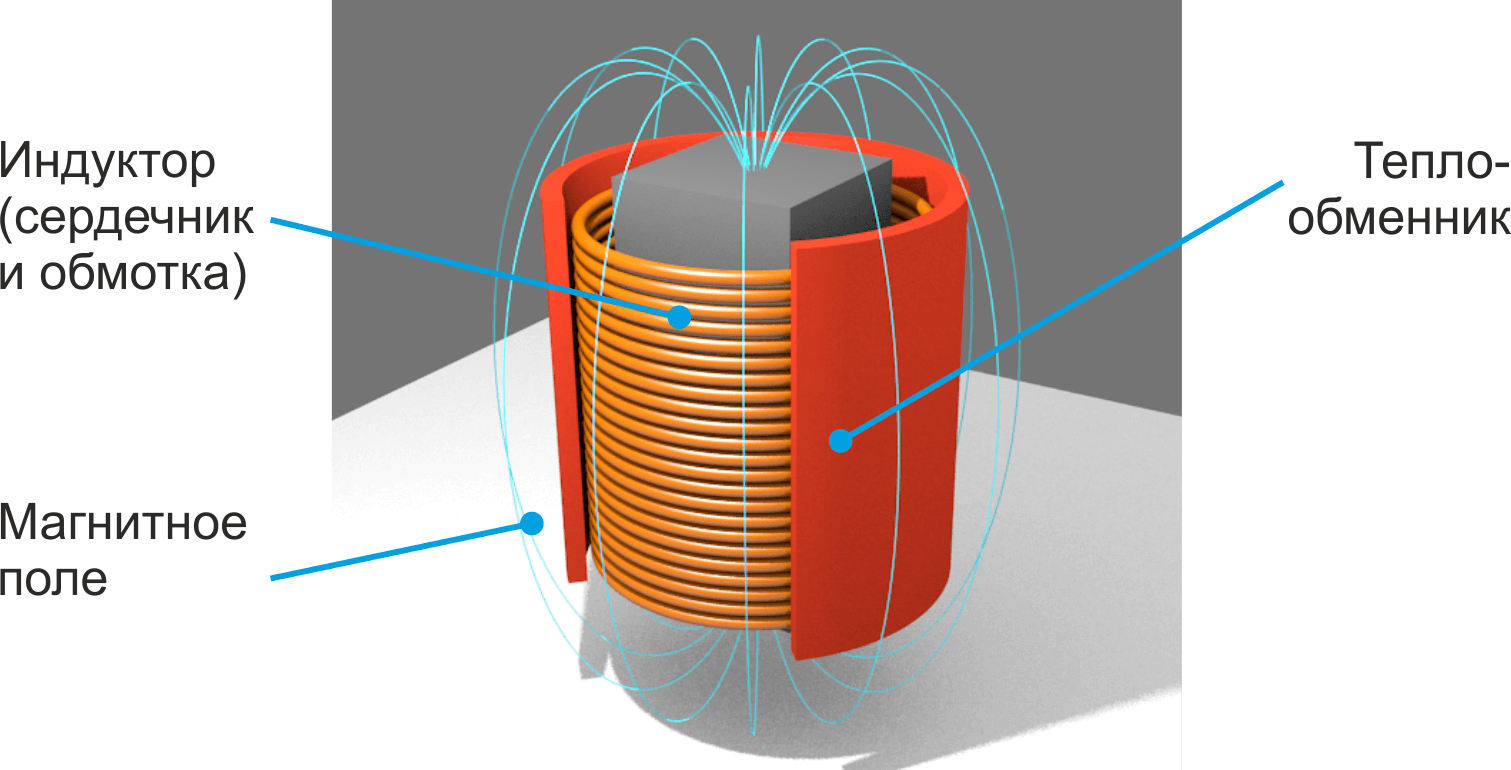
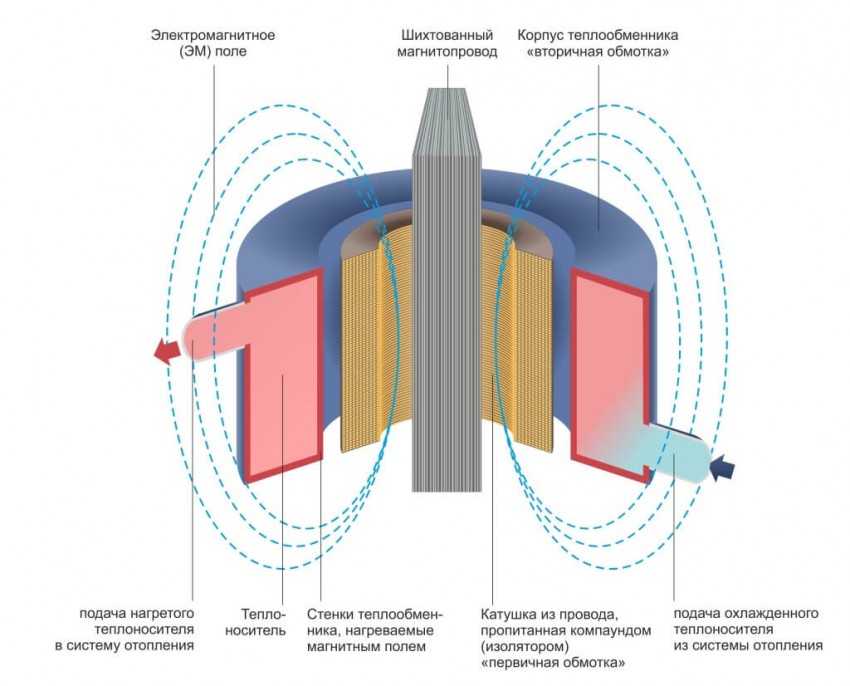
Внутри индукционной катушки можно установить через изоляцию корпус теплообменника, внутри которого будет циркулировать нагреваемая жидкость. Благодаря высокой эффективности технология индукционного нагрева даже при минимальном расходе электричества обеспечивает выделение большого количества тепловой энергии, что позволяет качественно обогревать помещение.
Теплообменник изготавливают из трубы с диаметром в 20 миллиметров, которая сделана из нержавеющей стали. На такую трубу нанизывают одну или несколько индукционных спиралей, при этом металлические элементы не должны соприкасаться с витками улитки, которая находится под напряжением. При показателях мощности в 2 кВт эффективности такого прибора будет достаточно для обеспечения проточного нагрева жидкости с ее последующим использованием в технических целях или для обогрева помещения.
Индукционные нагреватели — это перспективная технология, которая сегодня активно используется при изготовлении котлов автономного обогрева. Простота схемы реализации таких электроприборов позволяет выполнять их самостоятельно. Сделав такой индуктивный нагреватель своими руками, можно сэкономить на покупке дорогостоящей техники, при этом по своему функционалу самодельные приборы не будут уступать дорогостоящим заводским моделям отопителей.
Схема индукционного простого нагревателя мощностью 1600 Вт
Представленную схему следует рассматривать, скорее, как экспериментальный вариант. Тем не менее, этот вариант является вполне работоспособным. Главные преимущества схемы:
- относительная простота,
- доступность деталей,
- лёгкость сборки.
Схема индукционного нагревателя (картинка ниже) работает по принципу «двойного полумоста», дополненного четырьмя силовыми транзисторами с изолированным затвором из серии IGBT (STGW30NC60W). Транзисторы управляются посредством микросхемы IR2153 (самостоятельно тактируемый полумостовой драйвер).
НАГРЕВАТЕЛИ
Схематически представленный упрощённый индукционный нагреватель малой мощности, конструкция которого допускает применение в условиях частных хозяйств
Двойной полумост способен обеспечить ту же мощность, что и полный мост, но тактируемый полумостовой драйвер затвора проще в исполнении и, соответственно, в применении. Мощный двойной диод типа STTH200L06TV1 (2x 120A) работает как схема антипараллельных диодов.
Гораздо меньших по мощности диодов (30А) будет вполне достаточно. Если предполагается использовать транзисторы серии IGBT со встроенными диодами (например, STGW30NC60WD), от этого варианта вполне можно отказаться.

Рабочая частота резонанса настраивается с помощью потенциометра. Наличие резонанса определяется по наиболее высокой яркости светодиодов.
ТРАНЗИСТОР IGBT
Электронные компоненты простого индукционного нагревателя, создаваемого своими руками: 1 — Мощный двойной диод типа STTH200L06TV1; 2 – транзистор со встроенными диодами тип STGW30NC60WD
ДИОДЫ STTH
Конечно, всегда остаётся возможность построения более сложного драйвера. Вообще, оптимальным видится решение использовать автоматическую настройку. Таковая, как правило, используется в схемах профессиональных индукционных нагревателей, но текущая схема, в случае такой модернизации, явно утрачивает фактор простоты.
Регулировка частоты, катушка индуктивности, мощность
Схемой индукционного нагревателя предусматривается регулировка частоты в диапазоне, примерно, 110 — 210 кГц. Однако схема управления требует вспомогательного напряжения 14-15В, получаемого от небольшого адаптера (коммутатор допускает коммутируемое исполнение или обычное).
Выход схемы индукционного нагревателя подключается к рабочей цепи катушки через согласующий дроссель L1 и трансформатор изолирующего действия. Дроссель имеет 4 витка провода на сердечнике диаметром 23 см, изолирующий трансформатор состоит из 12 витков двухжильного кабеля, намотанного на сердечнике диаметром 14 см.
Выходная мощность индукционного нагревателя с указанными параметрами составляет около 1600 Вт. Между тем не исключаются возможности наращивания мощности до более высоких значений.
КОНДЕНСАТОРЫ
Экспериментальная конструкция индукционного нагревателя, изготовленная своими руками в домашних условиях. Эффективность устройства достаточно высокая, несмотря на малую мощность
Рабочая катушка индукционного нагревателя изготовлена из проволоки диаметром 3,3 мм. Лучшим материалом исполнения катушки видится медная труба, для которой допускается применить простую систему водяного охлаждения. Катушка индуктивности имеет:
- 6 витков намотки,
- диаметр 24 мм,
- высоту 23 мм.
Для этого элемента схемы характерным явлением видится существенный нагрев по мере работы установки в активном режиме. Этот момент следует учитывать, выбирая материал для изготовления.
Модуль резонансного конденсатора
Резонансный конденсатор сделан в виде батареи небольших конденсаторов (модуль собран из 23 малых конденсаторов). Общая ёмкость батареи равна 2,3 мкФ. В конструкции допускается использование конденсаторов ёмкостью 100 нФ (~ 275В, полипропилен МКП, класс X2).
Этот тип конденсаторов не предназначен для таких целей, как применение в схеме индукционного нагревателя. Однако, как показала практика, отмеченный тип элементов ёмкости вполне удовлетворяет работой на резонансной частоте 160 кГц. Рекомендуется использовать ЭМИ фильтр.
ЭМИ ФИЛЬТРЫ
Фильтр электромагнитного излучения. Примерно такой рекомендуется использовать в конструкции индукционного нагревателя с целью минимизации помех
Регулируемый трансформатор допускается заменить схемой «мягкого» старта. Например, можно рекомендовать прибегнуть к использованию схемы простого ограничителя тока:
- нагреватели,
- галогенные лампы,
- другие приборы,
мощностью около 1 кВт, подключаемые последовательно с индукционным нагревателем при первом включении.