Чем нарезают резьбу
Пара схем, получивших основное распространение в создании резьбы резанием, соответствуют двум процессам обработки: фрезерованию и точению.
В основном же для создания резьбы применяют методы нарезания, накатывания, фрезерования и шлифования. При этом используют инструменты:
- резьбовые гребенки и резцы – для нарезания наружной и внутренней (от 12 мм в диаметре) резьбы на токарных станках;
- раздвижные и обычные плашки – для внутренней и наружной резьбы;
- резьборежущие головки и метчики – инструмент для нарезания внутренней резьбы;
- накатные плашки – для станочной накатки;
- фрезы – для резьбового фрезерования;
- абразивные круги – для шлифования точной резьбы.
Нарезка резьбы резцами – низкопроизводительный способ. Он применяется только для точной обработки (ходовых винтов, калибров) и мелких партий деталей. Главное достоинство резцового способа – простота инструмента и точность получаемой резьбы.
Ответы знатоков
murzik99rus:
А тем же самым чем бегемот отличается от гиппопотама.
V.V. P.:
Николай Приходько:
Одно …но.
cortes:
Плашка и лерка — резьбонарезной инструмент для нарезания наружной резьбы ручным или машинным способом. В настоящее время разделение на плашки и лерки перестало существовать. Ранее название плашка использовалось применительно к наборному и регулируемому резьбонарезному инструменту предпочтительно больших диаметров. Термин лерка применялся для обозначения пластины с резьбовым отверстием и канавками для отвода стружки. Лерки использовались для изготовления более точной резьбы мелких диаметров.
Loser:
абсолютно ничем.. . два названия одного и того же слесарного инструмента, для нарезания внешней резьбы.. .
Галина Реу:
плашку-сашкой, а лерку — только грелкой!
Сергей Иванов:
Лерка (плашка) для наружной резьбы, метчик для внутренней.
Александр Павлов:
Гы-гы) ) Лерка-это ещё имя такое есть, к плашке ничего не притянуть.. . Ну если только Палашка. .
Валентин Беляев:
Лерка, инструмент для нарезания наружной резьбы; пластина с резьбовым отверстием, в котором имеются прорези для образования режущих кромок. В отличие от плашек, лерка-неразъёмный инструмент, даёт более точную резьбу (особенно малых диаметров).
Влад Влад:
плашкой нарезают резьбу на винтах а леркой нарезают внутренюю резьбу на гайке .
Душенька:
…точно знаю, что лерка — это спецыальное кольцо, которым нарезают резьбу на трубе например !..а что такое плашка — не знаю !..
Виктор Азаров:
Тем же, чем Шура отличается от Саши!!
Алёна:
Плашка внутри
wladimir shustov:
и кто выиграл?)))
dima iwanow:
В дополнение к вышесказанному: плашка используется преимущественно для трубной резьбы, лерка — для метрической…
anatolij drozd:
Плашка и лерка — резьбонарезной инструмент для нарезания наружной резьбы ручным или машинным способом. В настоящее время разделение на плашки и лерки перестало существовать. Ранее название плашка использовалось применительно к наборному и регулируемому резьбонарезному инструменту предпочтительно больших диаметров. Термин лерка применялся для обозначения пластины с резьбовым отверстием и канавками для отвода стружки. Лерки использовались для изготовления более точной резьбы мелких диаметров.
Ковбой:
Я думаю что в правой руке у вас резьбовая плашка, а в левой лерки.
слава морозов:
Если плашка Гармонирует с леркой У Вас всё прекрасно
Кот Бегемот:
Плашка цельная. Лерка с радиальной прорезью.
Виктор Лукиных:
ПЛАШКОЙ НАКАТЫВАЮТ РЕЗЬБУ А ЛЕРКОЙ НАРЕЗАЮТ.
Аха Аха:
otvet.mail /question/76128401«Ранее название плашка использовалось применительно к наборному и регулируемому резьбонарезному инструменту предпочтительно больших диаметров. Термин лерка применялся для обозначения пластины с резьбовым отверстием и канавками для отвода стружки. ««… плашка используется преимущественно для трубной резьбы, лерка — для метрической.. .»










злодей сестрорецкий:
А я уже не помню… каждый по своему называл и вроде как это одно и тоже.
Кот Мурыч:
Ничем, это одно и тоже просто раньше называли по разному.
Николай Иванов:
Ничем. Разве что для одной нужен плашкодержатель а для другой леркодержатель.
Игорь:
s ru.wikipedia /wiki/Плашка
Вещий Ольгъ:
ну ей богу, википедия это во второй строчке разъясняет.. забанили?
Вольный ветер:
Лерка — устройство для нарезание наружной резьбы, плашка- часть этого устройства….
кви кузьменок:
Метрической и дюймовой резьбой.
Nick:
Пла́шка и ле́рка — резьбонарезной инструмент для нарезания наружной резьбы вручную или машинным способом (на станке) . В настоящее время разделение на плашки и лерки перестало существовать. Ранее название плашка использовалось применительно к наборному и регулируемому резьбонарезному инструменту предпочтительно бо́льших диаметров. Термин лерка применялся для обозначения пластины с резьбовым отверстием и канавками для отвода стружки, которые использовались для изготовления более точной резьбы мелких диаметров.Плашки предназначены для нарезания или калибрования наружных резьб за один проход. Наиболее распространены плашки для нарезания резьб диаметром до 52 мм. Плашка представляет собой закалённую гайку с осевыми отверстиями, образующими режущие кромки. Как правило, на плашках делают 3-6 стружечных отверстий для отвода стружки. Толщина плашки 8-10 витков. Режущую часть плашки выполняют в виде внутреннего конуса. Длина заборной части 2-3 витка. Плашки выполняются из легированных сталей (9ХС, ХВСГФ) , быстрорежущих сталей (Р18, Р6М5, Р6М5К5, Р6М5К8), а в последнее время — и из твёрдых сплавов. На них маркируется обозначение и степень точности нарезаемой резьбы, марка стали (9ХС не указывается) . s ru.wikipedia /wiki/Плашка
Нарезание резьбы плашкой
Эта процедура включает несколько этапов. Рассмотрим их.
- Подготовка заготовки. Прежде всего обрабатываемую стержневую деталь нужно надежно закрепить в строго вертикальном направлении в тисках.
- Плашка вставляется в плашкодержатель и в нем центрируется.
- Потом рекомендуется обточить отрезок стержня, на котором будет формироваться резьбовая накатка, наждачной бумагой либо плоским напильником на глубину до 0,4 миллиметра.
- Далее на торце стержня снимается фаска под углом к его продольной оси, равным 40°. Так будет облегчена центровка инструмента и выполнение начала резьбы.
- Затем на стержень насаживается плашка и нарезаются начальные витки. Этот момент является наиболее важным с точки зрения финишного качества резьбовой нити. Помимо центрирования нужно контролировать строгую горизонтальность расположения плашки по отношению к плоскости верстака.
- Собственно, процедура формирования резьбы предполагает принудительное вдавливание инструмента в заготовку с его одновременным плавным вращением посредством ручек плашкодержателя. Ось лерки должна совпадать с продольной осью детали. При этом нужно отслеживать величину поступательной подачи. Она должна соответствовать резьбовому шагу. Перекос плашки недопустим, особенно когда формируются начальные витки.
- После вхождения стержня в плашку где-то на половину ее толщины, можно прекратить оказывать давление на инструмент. Но отрезок заготовки, на котором будет формироваться резьба, обязательно нужно смазывать машинным маслом.
- В дальнейшем осуществляется самозатягивание лерки. Нанесение резьбовой накатки продолжается под воздействием вращающего усилия. Оно должно носить возвратно-поступательный характер: несколько оборотов вправо, после чего примерно пол-оборота назад, то есть влево. В результате таких действий стружка переламывается и удаляется через имеющиеся в плашке специальные отверстия.
Как нарезать внутреннюю резьбу метчиком
Для создания внутренней резьбы в готовых отверстиях необходимо подобрать соответствующий метчик по размеру и характеристикам. Практически все показатели по выбору и качеству резьбы регулируются нормативные документом ГОСТ 19257-73. Рекомендации по работе:
- • для изделий, полученных литьем или штамповкой требуется дополнительная подготовка прежде чем наносить резьбу. Отверстие зенкеруется или рассверливается для увеличения диаметра;
- • для точной и качественной резьбы рекомендуется хвостовик метчика крепить в патронах с реверсивными, самоцентрующимися и плавающими свойствами;
- • со всех обрабатываемых заготовок предварительно снимается фаска;
- • в процессе нарезания обязательно применяются охлаждающие и смазывающие растворы.
Типы резьбы: метрическая, дюймовая и трубная.
- Метрическая – параметры резьбы измеряются в мм, с соответствующей маркировкой «М».
- Дюймовая – используется для конической формы метчиков, измеряется в дюймах.
- Трубная – для цилиндрических метчиков, резьба наносится на трубные соединения.
Резьбонарезной набор для труб и правила его пользования
Существенно упростить задачу по нарезанию резьбы можно приобретя специальный набор для труб. Он идеально подходит для применения в домашних условиях. Примером можно назвать клупп – немного измененная плашка, которая применяется вместе с трещоткой и направляющей. В набор могут включаться различные приспособления:
- Монолитные представлены корпусом цилиндрической формы с внутренним отверстием. Для работы также в комплект включают специальный плашкодержатель.
- Раздвижные состоят из резцов, расстояние между которыми можно регулировать при необходимости. Применяется для нарезания резьбовой поверхности в несколько проходов, за счет чего повышается качество.
Лерка выбирается в зависимости от диаметра трубы и направления резьбы. Процесс нарезания характеризуется следующими особенностями:
- Специальный инструмент, называемый клуппом, устанавливается в трещотку.
- На режущую часть также наносится масло, которое упрощает ход рабочей части.
- На край обрабатываемой трубы устанавливается направляющая.
- Трещотка вращается вокруг оси, за счет чего происходит образование резьбы.
- Во время механической обработки масло время от времени добавляется.

Резьбонарезной набор для труб
Стоит учитывать тот момент, что приспособление после длительной эксплуатации может затупится. Именно поэтому нужно следить за состоянием режущей кромки.
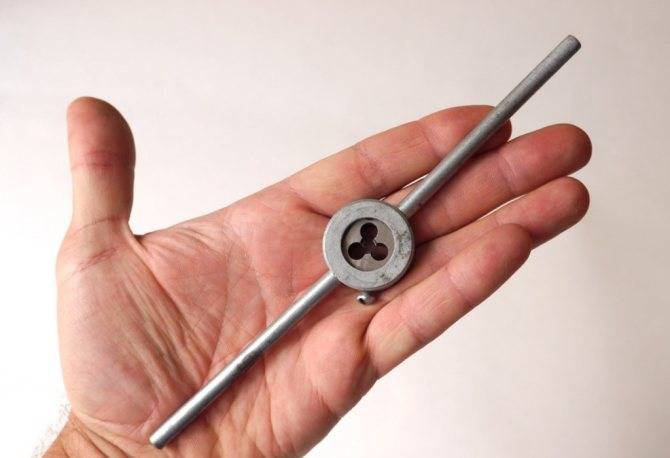
Плашка (лерка)
Пла́шка — инструмент для нарезания наружных резьб.
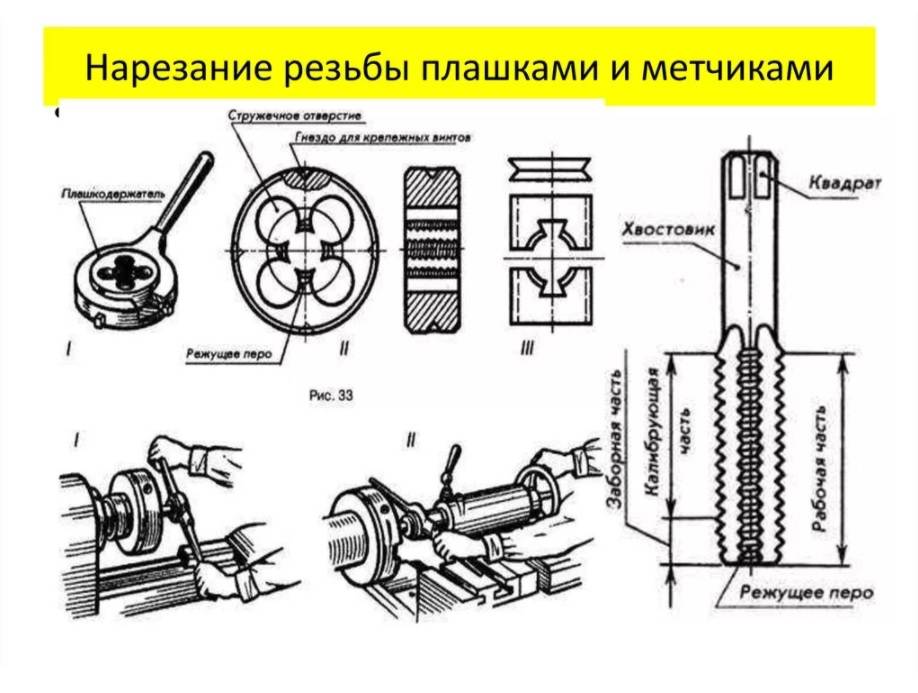
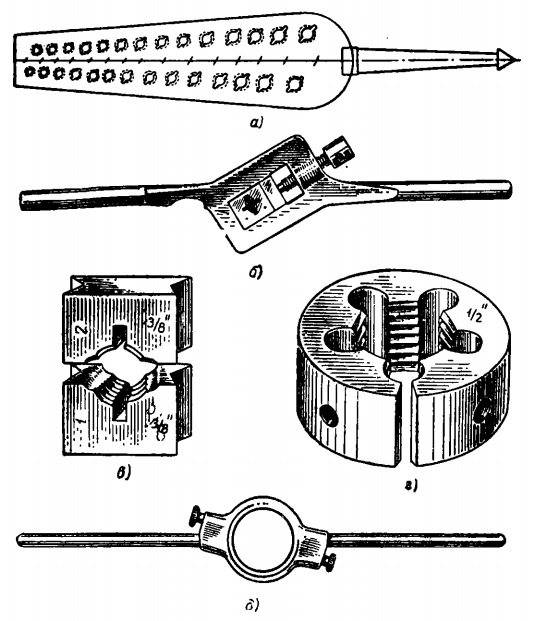
Устройство плашки
Плашка представляет собой закалённую гайку с осевыми отверстиями, образующими режущие кромки.
Как правило, на плашках делают 3-6 стружечных отверстий (канавок) для отвода стружки.
Толщина плашки 8-10 витков. Длина заборной части 2-3 витка.
Режущую часть плашки выполняют в виде внутреннего конуса.
Для крепления плашки в вороте на наружной стороне плашки существуют конические углубления и угловой паз. Последний позволяет разрезать плашку шлифовальным кругом по перемычке и частично регулировать по диаметру.
Для круглых разрезных плашек применяют воротки с пятью винтами, с помощью которых регулируют диаметр нарезаемой резьбы.
 |
| Устройство плашки |
Виды плашек
По используемым материалам плашки бывают изготовлены из:
- легированных сталей (9ХС, ХВСГФ)
- быстрорежущих сталей (Р18, Р6М5, Р6М5К5, Р6М5К8)
- твёрдых сплавов
По устройству плашки бывают:
- цельныеСамый распространённый вариант плашек. Благодаря своей высокой жёсткости дают возможность получить резьбу высокого качества (метрическую, трубную коническую и дюймовую), но обладают небольшой износостойкостью.
- разрезныеТакие плашки могут немного пружинить, изменяя диаметр нарезаемой резьбы на 0,1-0,3 мм. Из-за малой жёсткости разрезные плашки не дают чистой и точной резьбы.
- раздвижныеТакие плашки устанавливают в клуппах (это вороток в виде рамки), имеющих для этой цели специальные направляющие. Плашка состоит из двух частей, закрепляемых в рамке клуппа сухарём и винтом. Этим винтом регулируют диаметр нарезаемой резьбы. К клуппу прилагается набор плашек, который позволяет изготавливать резьбы разных размеров.
- трубные (клупп)Такая плашка представляет собой несколько резцов, устанавливаемых непосредственно в держатель, который одновременно служит и направляющей. Обычно клупп применяется для нарезания внешней резьбы на трубах, а также толстых металлических стержнях. Предлагаемые на рынке клуппы обычно имеют не только метрический ход, но и дюймовый.
По форме наружной поверхности бывают:
- круглыеСамый распространённый вариант. Они закрепляются в воротках стопорными винтами или крепят в резьбонарезных патронах станков.
- квадратные
- шестигранные
- призматические
По направлению резьбы:
- правосторонний
- левосторонний
Маркировка плашек
Указывает диаметр и шаг нарезаемой резьбы.
На плашках маркируется буква, определяющую вид резьбы – дюймовая (Д) или метрическая (М). Для плашек для трубной резьбы ставится буква G. Трубные конические (дюймовые) плашки имеют в маркировки букву K.
Левая резьба имеет маркировку LH.
Популярные модели трубных клуппов
На рынке представлен широкий ряд недорогих клуппов преимущественно китайского производства, встречается отечественные и намного более дорогие бренды от европейских производителей, США.
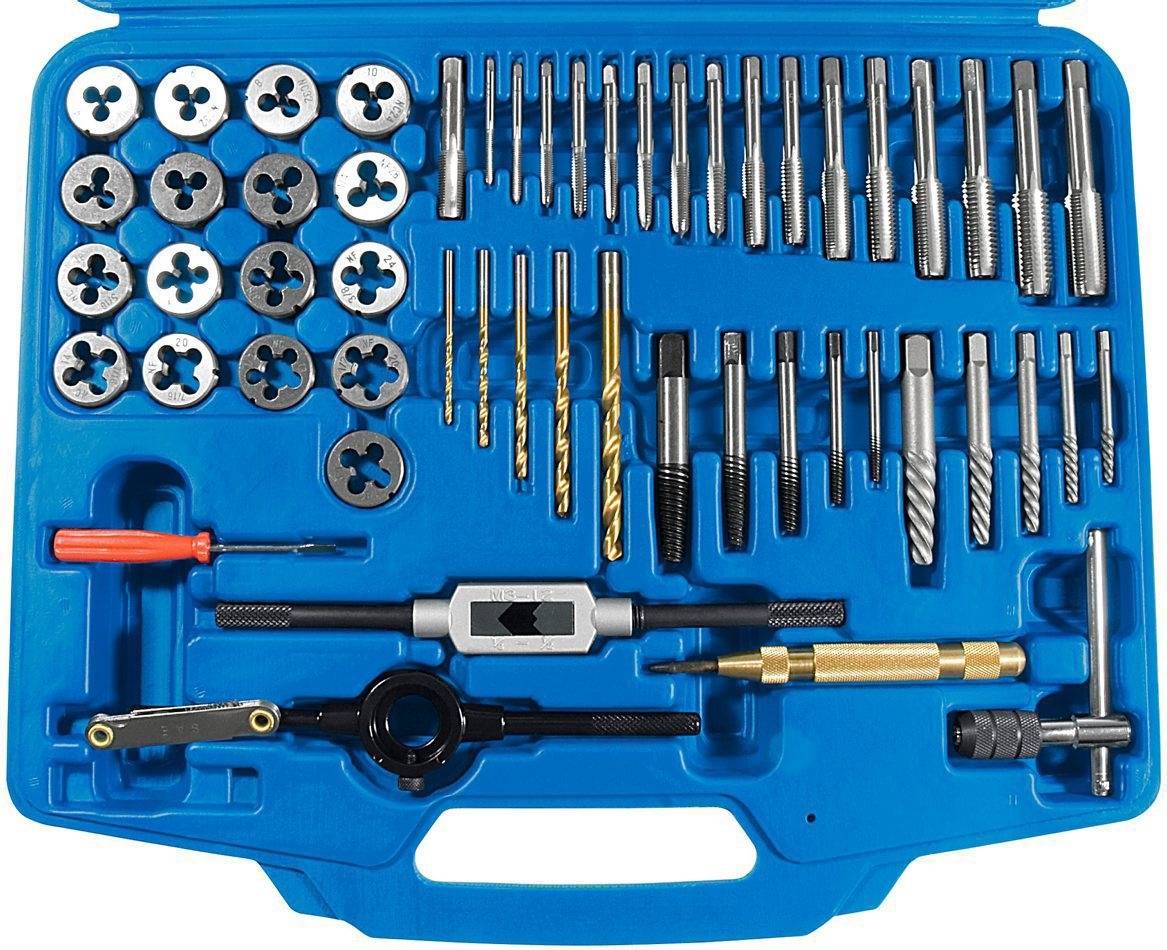
Обычно инструмент для нарезания резьбы на трубах реализуется в наборах, элементы которого помещены чемодан для транспортировки, стандартная комплектация — несколько насадок и трещотка со съемными ручками, баллон фирменного масла. Наиболее часто в продаже можно встретить комплекты и отдельные клуппы следующих марок:
ЗУБР — российский бренд с производством в Китае, фирма выпускает как отдельные резьбонарезные лерки, так и комплекты. В продаже реализуются наборы серии Эксперт с лерками в количестве 3, 4, и 5 штук со средними ценами соответственно 3000, 4000 и 4500 рублей. Резьбонарезные головки покрыты порошковой краской красного цвета, в торговой сети их стоимость от 600 до 900 руб.
Резцы по утверждению производителя отличаются улучшенной геометрией и сделаны из типовой стали марки 9ХС, основной тип выполняемой резьбы — трубная коническая. Стандартные размеры и соответствующее число клуппов — 1/4″ или 3/8″, 1/2″, 3/4″, 1″, 1 1/4″, на изделия дается гарантия 1 год.
СИБРТЕХ — российский бренд с производственными площадями в Китае, в продаже имеются отдельные головки стального цвета стандартных размеров и трещотки. Клупп трубный СИБРТЕХ отличается невысокой стоимостью (лерки можно купить за 350 — 600 руб., трещотки за 850 руб.), в основном рассчитаны на нарезку самоуплотняющейся BSPT-резьбы и намного реже цилиндрической BSPP.
Поставка отдельными деталями удобна для использования в домашнем хозяйстве — можно купить трещотку и подходящие к нему одну или две головки, что по стоимости будет намного дешевле полного комплекта в кейсе.

Рис. 10 Стоимость клуппных плашек 2021 г
FIT — торговая марка известного китайского производителя разнообразного инструмента, фирма выпускает недорогие клуппные наборы в кейсах и без в количестве от 3 до 5 насадок размерами в дюймах 3/8″-1/2″-3/4″-1″-1 1/4″. Элементы выполнены из инструментальной стали, товар отличается наиболее низкой стоимостью — набор из 5 лерок можно приобрести за 3000 руб.
Помимо указанной марки, на рынке также часто встречаются изделия китайского производства с аналогичными физическими параметрами, качеством изготовления и ценами довольно известных в народе торговых марок Matrix, Sparta, Sturm.
Hongli — марка товара китайской компании, поставляющей на отечественный рынок высококачественный инструмент. Клуппный набор для нарезания резьбы включает в себя резьбонарезные головки размерами 1/2″ -3 /4″ — 1″ — 1 1/4″ — 1 1/2″ — 2″, его средняя стоимость 19000 руб.
Hongli является поставщиком на российский рынок качественного резьбонарезного электроинструмента серии SQ30, стоимость которого в кейсе с четырьмя головками чуть больше 25000 руб.
Virax — бренд принадлежит французской компании, являющейся ведущим мировым производителем электроинструмента. Ручной набор клуппов с четырьмя головками размеров 1/2″ — 3/4″ — 1″ — 1 1/4 ′′ в кейсе предназначен для нарезания правой конической BSPT-резьбы, такой клупп трубный можно приобрести в среднем за 14000 руб.








Virax также является известным поставщиком резьбонарезного клуппного электроинструмента стоимостью от 55000 до 75000 руб., в стандартный комплект которого входят соответственно 4 – 6 лерок.
REMS — торговая марка немецкого концерна, одного из ведущих производителей инструмента, на отечественном рынке он, пожалуй, является самым дорогим и качественным.
Ручные клупп трубный REMS серии Eva характерного желтого цвета позволяют наносить на трубы коническую резьбу стандартных размеров от 3/8″ до 2″, а также болтовую от 1/4″ до 1″. Рукоятка с храповым механизмом выполнена из закаленной стали с защитным пластиковым покрытием, оснащена резиновой накладкой для предотвращения соскальзывания рук. Набор из 7 плашек в металлическом чемодане можно приобрести по минимальной цене в 22000 руб.
Помимо ручного резьбонарезного инструмента, REMS поставляет на рынок широкий ряд аналогичного электроинструмента серии Амиго довольно высокой стоимости для кармана даже профессионалов. Цена комплекта с электрическим приводом начинается от 70000 руб. и может доходить до 150000 руб.
На рынке также представлен высококачественный резьбонарезной инструмент с электрическим приводом от таких известных производителей, как Ridgid (США), Rothenberger (Германия).
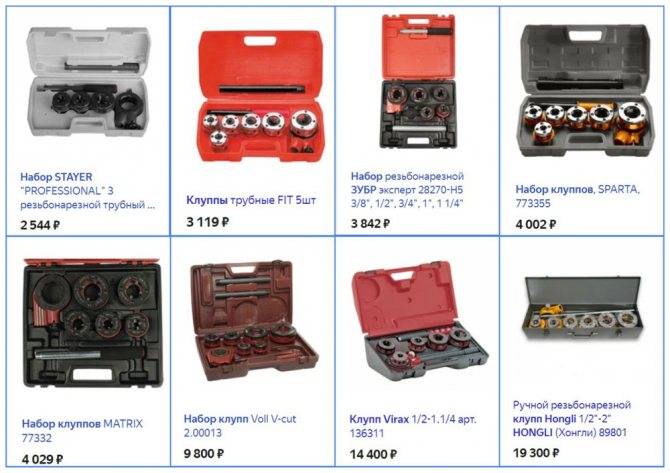
Рис. 11 Цены на популярные наборы клуппов 2021 г
Нюансы применения
По сути, клупп для нарезания резьбы на трубах, оснащенный электроприводом, с учетом его функционала, рассматривается как промежуточная модель, между ручным инструментом и станком.
Такое устройство демонстрирует высокую степень производительности и удобство при выполнении нарезания резьбы.
В настоящее время производители предлагают разные вариации этого приспособления, которые отличаются набором аксессуаров и наличием дополнительных приспособлений.
При работе электрический клупп сочетается с такими же съемными головками, что и ручные аналоги.
Единственное ограничение может касаться рабочих диаметров резьбы. Для того чтобы головка занимала в процессе работы устойчивое положение одних направляющих губок бывает недостаточно.
При этом мощность инструмента, в зависимости от характеристик модели, может колебаться о 750 до 1000 Ватт.
С учетом того, что процесс передачи вращения выполняется с помощью мощного понижающего редуктора, а 1 лошадиная сила приравнивается к 730 Ваттам.
Удерживать во время работы работающее устройство бывает достаточно затруднительно. Для облегчения работы в комплекте с инструментом поставляется специальная струбица-фиксатор.

Резьбонарезной ручной клупп
В качестве дополнительной опции может быть установлен масляный насос, который будет осуществлять подачу специального охлаждающего масла в рабочую зону.
При использовании электрического клуппа имеются некоторые ограничения. Так, например, на строительной площадке не всегда есть возможность подключения устройства к электросети.
Кроме того большинство моделей весят в пределах 5 кг и имеют большие по сравнению с ручными моделями большие габариты, особенно это касается устройств, дополнительно оборудованных струбциной.
Это может привести к невозможности нарезки резьбы при ремонте ранее уже смонтированного трубопровода. Как правило, такие агрегаты применяются в условиях мастерских.
Правила работы
Работать с электрическим клуппом запрещено без использования держателя трубы, он необходим даже при работе с трубами минимального диаметра.
Перед началом работы необходимо позаботиться о надежном закреплении держателя трубы, в противном случае стопор может сместить головку клуппа, что может привести к травмам.
Нежелательно выполнять нарезку резьбы без обеспечения изделия мазкой, которая не только улучшит качество резьбы, но и продлит эксплуатационный срок головок для нарезки и самого инструмента.
При нарезании левой или правой резьбы запрещено менять направление, не дождавшись полной остановки инструмента.
Работать электрическим клуппом в среде, где находятся легко воспламеняющиеся жидкости или газы также категорически запрещено.
Это связанно с тем, что в процессе работы инструмента вылетают искры, что может привести к воспламенению.
Также в процессе эксплуатации нежелательно работать с заземленными поверхностями (трубы, системы отопления, плиты, холодильники) – при контакте с «землей» это может вызвать электрический удар.
Перед проведением работ поверхность, на которой будет нарезаться резьба, подвергается обработке – труба очищается от окалин и смазывается охлаждающей жидкостью. Алгоритм работы достаточно прост:
- Выполняется фиксация трубы.
- Прикрепляется клупп.
- Нажимается кнопка пуска.
Профиль
По профилю различают метрические, трубные дюйм-плашки, трапецеидальные резьбонарезные инструменты. Каждая разновидность имеет свои особенности:
Метрические. Как следует из названия, нарезают метрическую резьбу. Обозначаются буквой «М», после которой идет цифра, указывающая на диаметр резьбы в миллиметрах. Стандартами предусмотрены размеры до 68 мм, каждому соответствует мелкий или крупный шаг. Размеры, примеры обозначения, правила приемки таких плашек по ГОСТ 9740.
Читайте здесь: Как выбрать ножовку по дереву: как правильно выбрать бытовой и профессиональный инструмент

Трубные цилиндрические. Визуально легко определить по букве «G» на корпусе. Резьба такого типа измеряется с помощью английской единицы – дюйм, составляющей 25,4 мм.


Трубные конические. Чтобы не путать их с остальными разновидностями, маркируются символом «К». Применяются, когда необходимо получить коническую резьбовую поверхность – в ответственных соединениях, работающих под давлением или узлах станков.
Трапецеидальные. Сечение ниток представляет собой равностороннюю трапецию. Распространены в силовых парах, преобразующих вращение в поступательное перемещение. Самый простой пример – ходовой винт и гайка станочных и слесарных тисков.
Нарезание резьбы в отверстиях

Резьбы бывают разные: одно- и многозаходные, имеют прямоугольную, треугольную, радиусную, трапецеидальную и иные конфигурации профиля, делятся на левые и правые, внутренние и наружные.
Нанесение резьбы на внутренние поверхности деталей – непростое занятие. Но и для «скрытых» манипуляций существуют свои возможности. Цилиндрические отверстия в таких случаях обрабатывают гребенчатыми фрезами, резцами (в единичных случаях), раздвижными плашками и метчиками.
Если при выборе инструмента на лице вашего собеседника возникнет немой вопрос о том, какой из них лучше выбрать, назовите инструмент для нарезания внутренней резьбы – метчик. Именно его чаще всего используют как для ручной, так и для механизированной резьбонарезной обработки круглых отверстий.
Производители клуппов и популярные модели
Технология изготовления резьбонарезного инструмента давно освоена и доступна как в техническом, так и в стоимостном отношении. Это определяет огромное множество производителей и торговых марок, предлагающих покупателю всех категорий клуппы ручные и электрические, для трубной и для метрической резьбы.










На рынке, в универсальном магазине или сетевом супермаркете можно встретить инструмент с каким угодно названием, в том числе скопированным, подобным и созвучным любому из приведенных и им подобных. Однозначно отворачиваться от такого товара тоже нельзя, в невзрачной упаковке может содержаться весьма качественное содержимое.
ГОСТы
Машинно-ручные с канавками прямыми/винтовыми/укороченными изготовленные из углеродистой стали регулируются ГОСТ3266-71-71/ГОСТ17933-72/ГОСТ 17931-72. Гаечные метчики с прямым/изогнутым хвостовиком производятся из низколегированной стали согласно ГОСТ1604-71/ГОСТ6951-71. Машинно-ручные, где зубья расположены в шахматном порядке из нержавеющей стали – ГОСТ17927-71. Гаечные с шахматным расположением и прямым хвостовиком (метчики из жаропрочной стали) по ГОСТу 17929-72. Машинные с винтовыми или укороченными типами канавок (инструмент из легких сплавов) – ГОСТ 17932-72/17930-72.
Другие виды обработки
Для нарезки резцами на токарных станках как внешней, так и внутренней плоскости используются различные твердосплавные пластины или небольшой инструмент, по своей форме напоминающий расточной резец. Однониточными инструментами производят обработку по многопроходной профильной схеме. Резьбовые резцы бывают призматические, пластинчатые, стержневые, с механическим креплением твердосплавных пластинок.

Инструмент устанавливается по центру нарезаемой детали. Такая обработка проводится на многоосевых либо вальцетокарных станках. Существует возможность применения однозубковых и многозубковых твердосплавных пластин.
Резьбонарезные фрезы
Ещё один способ нарезания как внутренней, так и внешней резьбы — фрезами на станках с ЧПУ, которые удерживают спиральную интерполяцию. Используются в такой инструменте для нарезания резьбы как целые твердосплавные фрезы, так сменные твердосплавные пластины. Существуют многовитковые, одновитковые, дисковые и гребенчатые резьбонарезные фрезы. Предпочтение при обрабатывании заготовки отдаётся многовитковым фрезам. Область применения их довольно обширна, так как они способны обрабатывать материал прочностью до 65 HRC, позволяют обработать множество разнообразных материалов.
Эти фрезы обладают широким диапазоном употребления, а их диаметр начинается с самого маленького (от 1.5 мм) и завершается наиболее крупными размерами. Использование этого инструмента имеет множество плюсов. Одну и ту же фрезу можно использовать для отверстий разного диаметра, используя один шаг резьбы.
Использование абразивных материалов
Метод обработки резьбы абразивными инструментами существенно отличается от предыдущих и даёт большую вероятность нарезать высокопрецизионную внутреннюю резьбу. Он представляет собой высококвалифицированное решение для производства огромного количества деталей, у которых низкий допуск неправильности от нужных параметров. Один такой станок может вышлифовывать обширное многообразие внутренних вариантов резьбовых элементов. К элементам, которые изготавливаются способом внутреннего шлифования, относятся резьбоизмерительные калибры, гайки для обыкновенных и шариковых винтовых передач.

Резьбонарезание способом шлифования выполняется на предназначенных для этих процессов станках, обладающих главными особенностями: жёсткостью установки, стабильной температурой, точностью движения по осям координат, способностью выполнять точные циклы передвижения и наличием специальных прецизионных шпинделей с датчиками контроля температуры.
Процесс накатки
Для металлообработки отверстия глубиной до четырёх калибров применяются метчики-раскатники. Принцип действия их заключается в деформации материала, при этом стружка не образуется и отсутствует вероятность заторов стружки. Минусом такой обработки является ограниченная жёсткость болванки до 40 HRC, так как такой метод резьбонарезания предусматривает деформацию использованного материала, который должен быть пластичным, c низким коэффициентом растяжения.

Такой инструмент имеет большую жёсткость, вследствие чего практически не подвержен излому. Накатанная резьба наиболее крепкая, так как крупянистый сплав подвергается спресовыванию и становится более однородным. Из недостатков этого вида метчиков является требование наибольшего крутящего момента и большей мощности от станка. Ограничением считается и то, что отверстие должно быть более точно просверленным, чем при резьбонарезании.
Подготовительный этап
Для того чтобы работа по получению резьбы не вызывала много трудностей, следует провести тщательную подготовку к подобной технологической операции. Все применяемые методы, связанные с нарезанием внутренней резьбы, предусматривают то, что заранее уже было получено отверстие требуемого диаметра. Получить стандартный размер резьбы можно при создании отверстия согласно таблице соответствия. К примеру, для резьбы М10 создается отверстие диаметром 8,5 мм.
Часто встречается ситуация, когда следует получить резьбу нестандартного размера. В этом случае проводится расчет требуемого диаметра отверстия по универсальной формуле. Вычисления проводятся следующим образом:
Изучается маркировка применяемого инструмента
Нужно уделить внимание типу нарезаемой резьбы, шагу и диаметру.
Определить требуемый диаметр отверстия при использовании метчика М5Х0,75 можно следующим образом: 5−0,75=5,25 мм.. Проще всего провести работу в случае, когда нужно получить стандартную резьбу, так как вся необходимая информация может быть взята из различных таблиц нормативной документации
Проще всего провести работу в случае, когда нужно получить стандартную резьбу, так как вся необходимая информация может быть взята из различных таблиц нормативной документации.
Для получения качественного отверстия нужно правильно выбрать сверло. При сверлении рекомендуется использовать оборудование, которое препятствует возникновению биения при работе. Выбирая сверло, стоит помнить, что оно должно иметь качественную заточку. Специалисты рекомендуют подбирать угол заточки в зависимости от того, какой твердостью обладает обрабатываемый материал. С повышением показателя твердости увеличивается и рекомендуемый угол заточки, но он не должен превышать значение 140 градусов.
Чем нарезают резьбу
Пара схем, получивших основное распространение в создании резьбы резанием, соответствуют двум процессам обработки: фрезерованию и точению.

В основном же для создания резьбы применяют методы нарезания, накатывания, фрезерования и шлифования. При этом используют инструменты:
- резьбовые гребенки и резцы – для нарезания наружной и внутренней (от 12 мм в диаметре) резьбы на токарных станках;
- раздвижные и обычные плашки – для внутренней и наружной резьбы;
- резьборежущие головки и метчики – инструмент для нарезания внутренней резьбы;
- накатные плашки – для станочной накатки;
- фрезы – для резьбового фрезерования;
- абразивные круги – для шлифования точной резьбы.
Нарезка резьбы резцами – низкопроизводительный способ. Он применяется только для точной обработки (ходовых винтов, калибров) и мелких партий деталей. Главное достоинство резцового способа – простота инструмента и точность получаемой резьбы.