Основные разновидности
Каждый мастер сам выбирает удобный для себя стол или делает его своими руками, увеличивая количество моделей. По конструкции основания и форме все столы для фрезера условно делятся на несколько групп.
Скамейка
Модель представляет собой основание с ножками. Пространство под столешницей открытое. Все механизмы, включая лифт, крепятся к крышке. Делается из различных материалов:
- профильная труба;
- металлические уголки;
- дерево;
- фанера;
- МДФ и ДСП.
Преимущества конструкции в ее малом весе и простоте изготовления. Для увеличения жесткости необходимо делать распорки и косынки.
Переносная столешница
Конструкция с небольшими по высоте ножками. Устанавливается в любом месте на верстаке и столе. Основание делается из дерева или профильной трубы. Из оснастки имеет обычно только направляющую линейку. Стол легко переносится, устанавливается в любом месте и убирается на полку внерабочем положении, когда не нужен. Подходит для периодической работы на оборудовании. Жесткость конструкции низкая.
Отдельный
Стационарный фрезерный стол с массивным основанием. В пространстве под столешницей делаются закрытые полки и ящики для хранения сменного инструмента, приспособлений и других вещей, необходимых для работы. Конструкция прочная, выполняется из дерева или профильной трубы. Обшивается со всех сторон фанерой, доской.
За отдельным фрезерным столом работают профессионалы, имеющие большой набор различного инструмента и выполняющие различные операции. Затраты на оборудование рабочего места окупается удобством работы и повышенной производительностью.
Вариант 1. Инструкция по изготовлению стола для ручного фрезера
Материалы для изготовления фрезерного стола
Для сооружения фрезерного стола понадобиться:
- 4 бруска квадратного сечения;
- обрезки ДСП и фанеры, размеры которых определяются при построении чертежа стола;
- метизы (гайки, болты, саморезы, петли и пр.);
- домкрат;
- металлический профиль;
- шестимиллиметровая стальная пластина;
- алюминиевые направляющие;
- подвижная каретка-упор (направляющая от пилы);
- ручной фрезер.
Чертеж самодельного фрезерного стола (вариант 1)
В любом случае, перед тем как начать делать любой такой стол, чертеж нужно выполнить с обозначением всех размеров и определением расположения рабочих элементов относительно друг друга.
Пошаговая сборка
Рассмотрим подробно каждый шаг по изготовлению и креплению каждого элемента самодельного фрезерного стола.
1-й шаг. Для изготовления стационарной основы для стола потребуются бруски и обрезки ДСП, из которых скручиваем опоры-ножки, дополнительно усиливаем жесткость с помощью горизонтальных соединительных панелей из фанеры. В правой боковой части вырезаем отверстие под кнопку пуска, которая будет подсоединена к ручному фрезеру.
2-й шаг. Столешницу стола выполняем из ДСП. Делаем ее подъемной вместе с фрезером, для чего устанавливаем петли и изготавливаем дополнительную основу-опору из 15-тимиллиметровой фанеры.
3-й шаг. Чтобы ровно перемещать обрабатываемую заготовку вдоль стола, например, чтобы прорезать в ней паз, применяется двигающаяся каретка-упор. В столешнице вырезаем канавку под направляющие подвижного упора и устанавливаем в нее металлический профиль. В качестве каретки-упора можно использовать направляющую от старой пилы.
4-й шаг. Продольный упор также выполняем из ДСП и делаем его подвижным для регулирования вокруг фрезы зазоров. Для обеспечения подвижности вырезаем в верхней части упора перпендикулярные пазы и крепим упор к столешнице фиксаторами. Посередине вырезаем небольшой паз для высасывания стружки и прочих отходов фрезерования.
5-й шаг. Из тонкой фанеры мастерим короб с отверстием для подсоединения шланга пылесоса, который будет удалять образовавшуюся в процессе фрезеровки пыль и стружку. Крепим короб сзади перпендикулярного упора.
6-й шаг. Берем шестимиллиметровую стальную пластину и прикручиваем ее к столешнице вровень с поверхностью. В процессе крепления следим, чтобы ее края не выступали над столешницей, иначе обрабатываемые детали будут за них цепляться. К пластине снизу будет крепиться ручной фрезер.
7-й шаг. Прикрепляем фрезер за алюминиевую подошву к низу пластины с помощью болтов, но не забываем предварительно просверлить в подошве отверстия под болты. Крепление ручного инструмента к съемной пластине, а не непосредственно к столу, обеспечивает экономию глубины фрезерования и позволяет легко заменять фрезу.
8-й шаг. Сооружаем лифт фрезера. Для этого используем автомобильный домкрат, позволяющий изменять высоту фрезы с максимальной точностью.
9-й шаг. Снимаем с фрезера ручки и вместо них прикручиваем алюминиевые направляющие, которые соединяем с механизмом домкрата.
Конструкция и видео самодельного фрезерного стола для ручного фрезера
Прежде чем приступить к изготовлению фрезерного стола необходимо точно определится с его конструктивными особенностями. Данная статья предоставляет инструкцию, согласно которой изготавливается простой фрезерный стол. Другие первого варианта сборки подробности смотрите на видео ниже.
Проверяем надежность крепления всех элементов – и фрезерный стол своими руками готов!
Предлагаем на ваш вкус еще несколько моделей фрезерный станков по дереву, сделанных своими руками.
Как сделать координатный стол своими руками
Качество обработки зачастую зависит от правильности расположения всех элементов конструкции. Правильно подобрать механизм согласно всем нормам и допускам достаточно сложно.
Важным элементом конструкции оборудования по обработке металла можно назвать координатный стол.
Он используется при обработке на сверлильном, фрезерном оборудовании для точного позиционирования заготовки во время ее обработки.
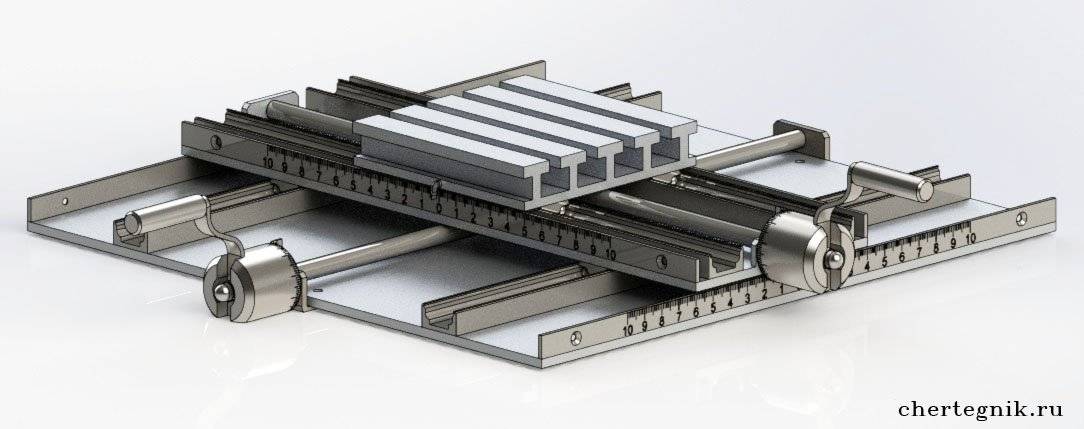
Самодельный координатный стол
Определение оборудования
Координатный стол – манипулятор, который используется для крепления обрабатываемой заготовки. Существует несколько вариантов исполнения столов станка:
- вакуумный метод крепления – используется довольно редко из-за сложности конструкции;
- механический тип крепления прост в исполнении, сделать его можно своими руками достаточно быстро;
- крепление за счет веса заготовки. При использовании сверлильного станка могут подвергаться обработке заготовки большой массы. За счет своего веса базируемая деталь остается на месте даже при сильном воздействии.
Различают позиционирование с одной, двумя, тремя степенями свободы. Этот момент определяет то, что подача заготовки может проводится по трем разным координатам. При сверловке плоского изделия достаточно передвигать ее всего по одной горизонтальной плоскости.
Можно условно выделить два основных типа:
- Больших габаритов. Большой координатный стол создается с учетом того, что на него будет установлено само оборудование, а также заготовка.
- Координатный стол небольших габаритных размеров монтируется на станине оборудования.
Существует несколько механизмов управления, при помощи которых координатный стол изменяют свою позицию:
- Механический привод встречается довольно часто. Сделать его для сверлильного станка можно и своими руками для налаживания мелкосерийного производства.
- Электрический привод устанавливается для сверлильного станка довольно часто. Сделать его своими руками достаточно сложно, так как нужно выдерживать высокую точность при изготовлении. Для автоматического передвижения координатный стол должен иметь собственный источник питания.
- Еще отдельной группой можно назвать механизм, который работает от числового программного управления.
Сделать своими руками можно небольшой координатный стол с механическим приводом.
Производство самодельных вариантов исполнения
При изготовлении следует изначально выбрать материал изготовления:
- Чугун – дорогой, тяжелый, хрупкий материал. Его довольно редко используют при производстве сверлильного станка.
- Сталь – прочный, твердый, долговечный металл, который также имеет достаточно высокую стоимость. Сталь можно назвать наиболее привлекательным материалом.
- Алюминий – легкий, легкоплавкий, но дорогой и мягкий материал. Его достаточно просто использовать при изготовлении любых деталей для станка. Как правило, мини оборудование создается при использовании этого сплава.
Вышеприведенные материалы выбираются для полноценного или мини станка.
Как сделать координатный стол для сверлильного станка.
Индексируемые html ссылки, сквозное размещение, заметные места в топе.
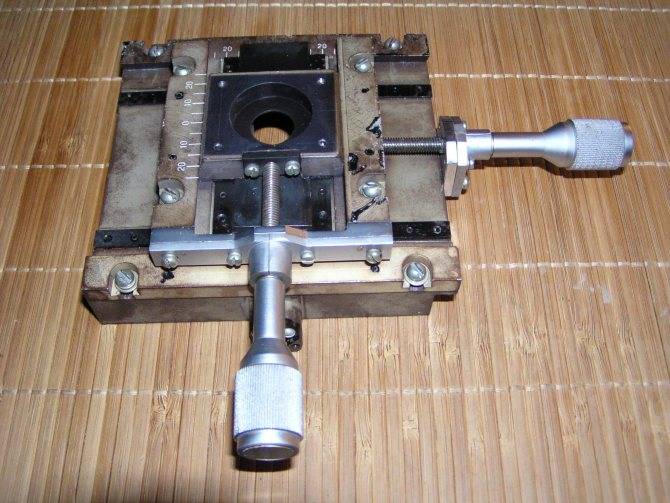
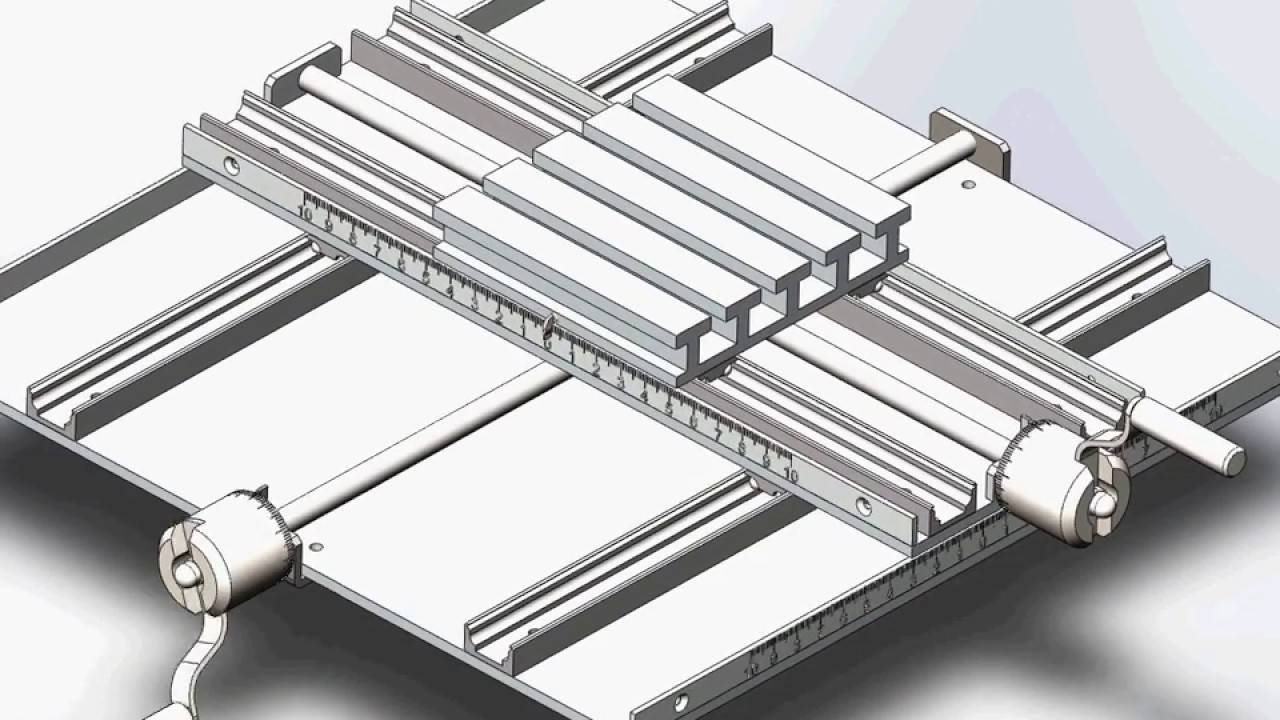
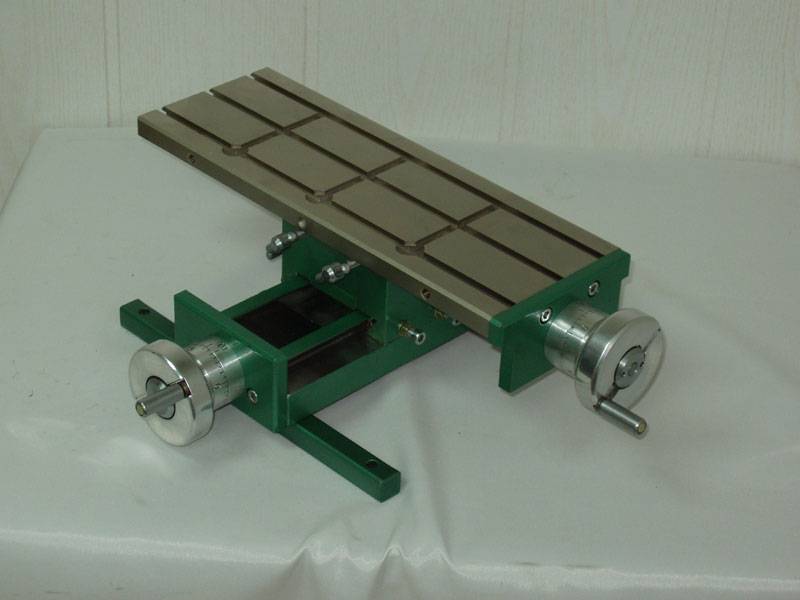
Девайс от Виктора Travelller — координатный столик для сверлильного станка. Как я понял из описания, он может выполнять две функции. Во-первых, с ним не надо больше переставлять тиски откручивая и закручивая гайки, что несколько напрягает. А во-вторых, заменив сверло на твердосплавную фрезу и постепенно подавая заготовку под инструмент, можно фрезеровать в металле пазы различной формы. Но об этом попозже, сначала об устройстве.
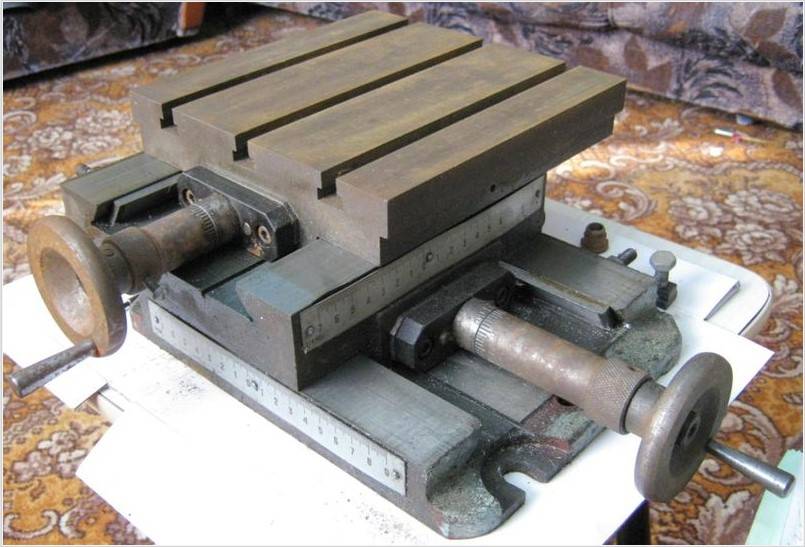
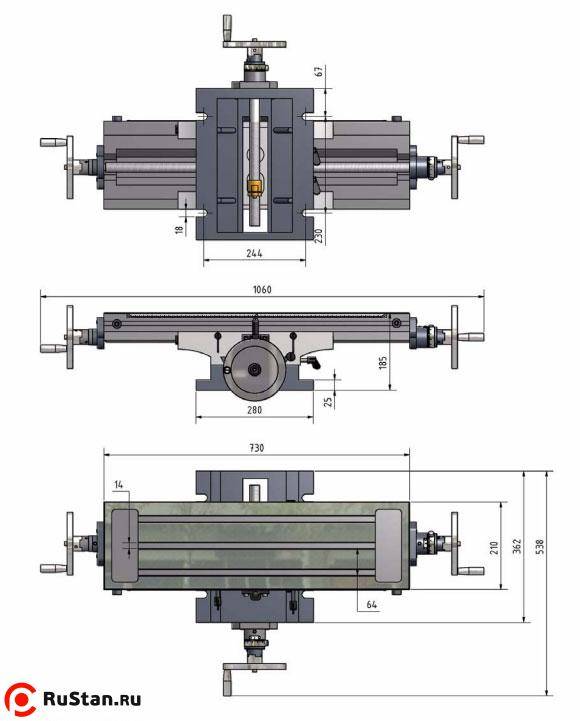
Параметры столика:
- Длина 350 мм
- ширина 350 мм
- толщина — 65 мм.
- Полная длина направляющих 300мм.
- Точность около 0,1 мм
- Ход каждой каретки 94мм. (С этими геометрическими параметрами можно было и 105мм,но лень было отпиливать шайбы).
- Грузоподъемность до 15 кг (хотя, этот параметр больше лимитируется самим столиком сверлилки).
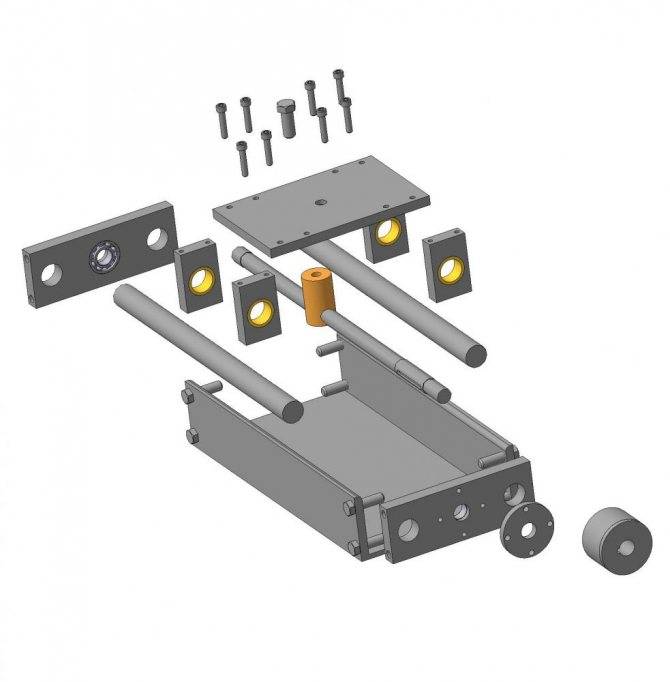
Для изготовления стоика потребовались конструкционные износостойкие инструментальных профилей марок Ст1-Ст-3 (можно и хуже), Использовался профиль 20х20 толщиной 2 мм. аналогичный крепеж, и подшипники.





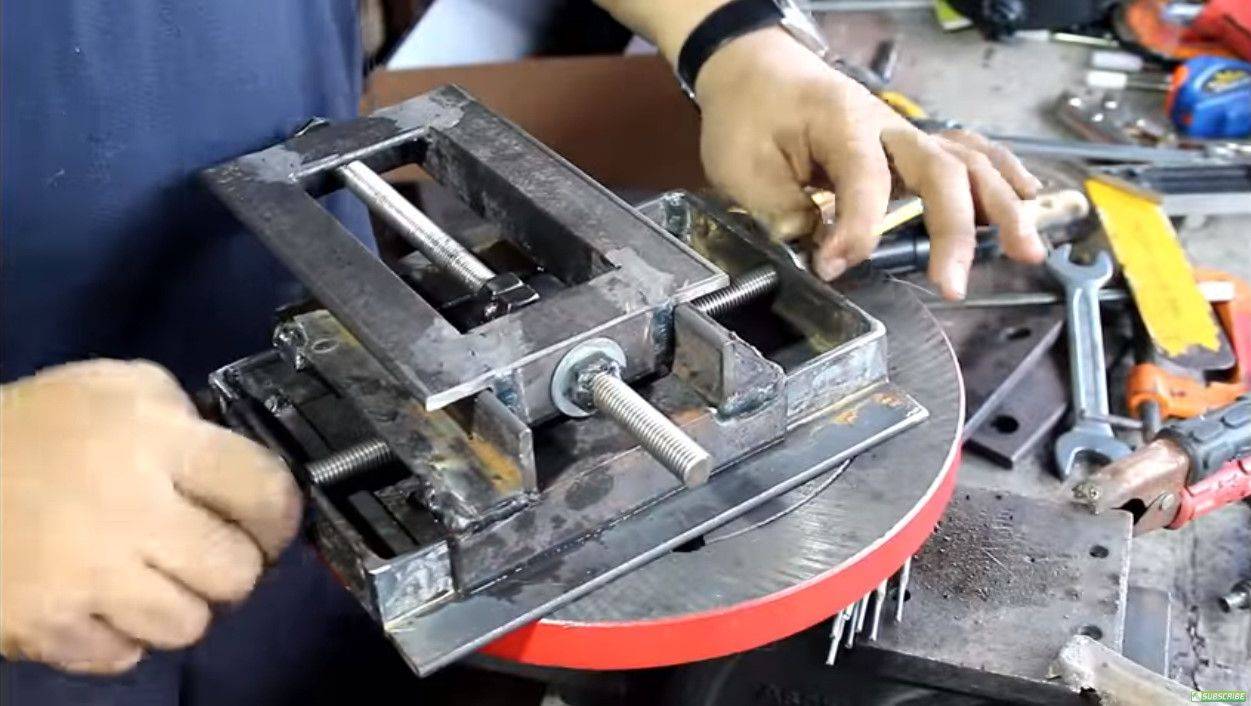


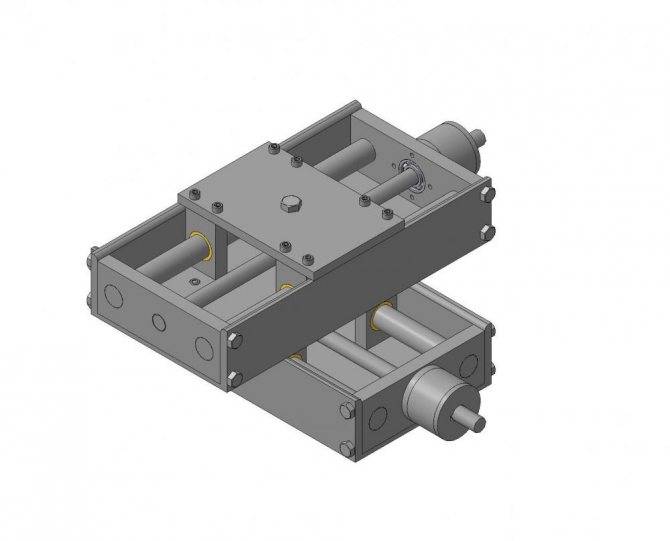
Центральный узел всего стола — это крестовина. Всё Остальные детали можно сделать почти тяп-ляп, но с ней надо постараться, ибо если ее перекосит, тогда весь стол накроется. Желательно пользоваться сваркой (например, точечной).
Пользуясь уже сваренной крестовиной в качестве шаблона, собираем каретки, которые представляют собой П-образные детали.
В профиль, после небольшой доработки напильником, вставляются гайки М10. На шпильках М10 собираем рукоятки с подшипниковым узлом.
Из уголка свариваем П-образные основания. Собираем всю схему на болтах, вкрученных в запрессованные ранее гайки.
Шпильки натягиваются между подшипниками с помощью гаек, что позволяет убрать зазоры в подшипниках, а заодно и зазоры в парах винт-гайка. При этом когда вся схема стягивается к центру удаляются люфты вертикальные.
Последовательность крепления узлов с подшипниками схематически представлена следующим образом.
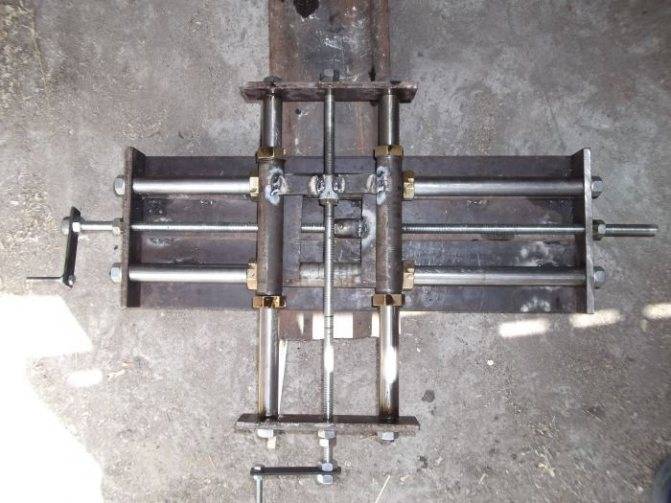
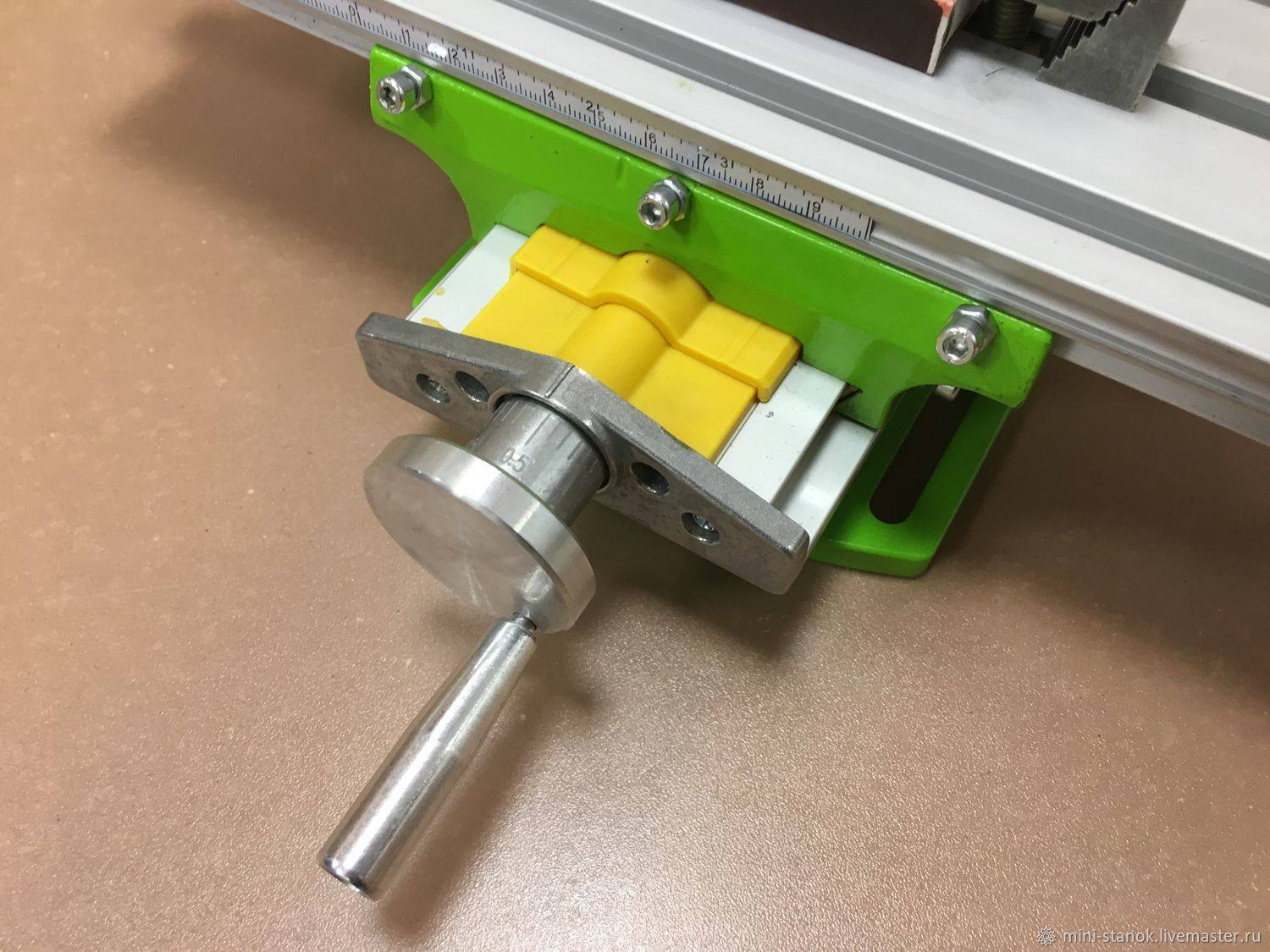
В сборе столик выглядит вот так. Все узлы и подвижные части следует хорошенько смазать.
Собранный столик крепим к станине сверлильного станка, а на него (через фанерную прокладку — можно обойтись и без нее) тиски. Фанерка, кстати, будет защищать смазанные элементы от попадания в них стружки.
Теперь поговорим о возможностях данного устройства. Во-первых, при сверлении деталей не надо перекручивать тиски с места на место, достаточно покрутить ручки.
Во-вторых, вращая ручки под нагрузкой можно производить фрезерование металлических деталей, в том числе и по достаточно сложной траектории. Вот еще один пример фрезерования. За один проход можно снимать до миллиметра материала.
В третьих, такой модернизированный станок может испольщоваться для токарных работ. Резец фиксируется в тисках, а заготовка вращается в патроне.
В общем, затратив сравнительно немного времени и денет, мы можем получить на выходе отличный, многофункциональный девайс, значительно расширяющий возможности сверлильного станка.
Теперь изготовьте упор
1. указанным по Выпилите размерам заготовки для опоры F
, накладки переднейG , нижнейН и верхнейI деталей упора. пильный в Установите станок пазовый диск толщиной 10 мм и продольный настройте (параллельный) упор для выпиливания точно шпунтов посередине толщины деталейН иI (рис. 3 и4). выпилите Затем в этих деталях шпунты глубиной 5 мм и грани пометьте, которые прилегали к упору пильного Выпиливая. станка верхний и нижний шпунты на нижней обоих, в летали случаях направляйте заготовку вдоль одной упора и той же гранью. Теперь, не изменяя выпилите, настроек шпунт в заготовке опоры.
Прижимая помеченными детали гранями к задней стороне накладки G, нижнюю склейте Н и верхнюю I части упора друг с нижней, с другом опорой F и накладкой G. Струбцины должны склейку сжимать в двух направлениях.
2. Приклейте заготовку накладки передней G
к заготовке опорыF (рис. 4). Убедитесь, накладка что приклеена к опоре точно под Когда 90°. углом клей высохнет, приклейте нижнююН и деталиI верхнюю упора(фото В). Прежде чем высохнет клей, вставьте в квадратные отверстия стальные диаметром стержни 10 мм, пропустив их насквозь, чтобы удалить выдавленные изнутри излишки клея.
3. Выпилите на передней накладки стороне G
шпунт 19×10 мм для установки направляющего профиля алюминиевого(рис. 4). Затем выпилите пылезащитный вдоль 3×3 мм фальц нижнего ребра накладки.
4. Ровно один опилите конец собранного упора, а затем заготовку распилите на три части (рис. 3),
получив длиной упор 572 мм и два расширения-удлинителя по 89 мм. отпилите Затем на удлинителях часть опоры(рис. 4). 5. С гибкого помощью лекала разметьте полукруглые вырезы на крае верхнем упора и заднем крае опоры F (Выпилите. 3).
рис вырезы электролобзиком или ленточной гладко и пилой отшлифуйте. Затем просверлите отверстия для 6 мм диаметром винтов, которыми упор крепится к отверстие, и столику для ключа сверлильного патрона в где, опоре указано.
6. Для установки резьбовых деталь в втулок I
просверлите отверстия диаметром 11 мм, выходящие в квадратное верхнее отверстие упора(рис. 3 и 4) . Нанесите на этих стенки отверстий эпоксидный клей и вставьте втулки резьбовые. Когда клей окончательно затвердеет, с сверла помощью диаметром 10 мм удалите его излишки, могли которые попасть в квадратные отверстия для стержней стальных. Дополнительные советы по установке резьбовых приведены втулок в «Совете мастера».
В самодельных приспособлениях мастерской для часто используются различные винты фиксации для или регулировки. Чтобы они работать могли в деревянных и фанерных деталях, потребуются втулки резьбовые. Они выпускаются разных размеров (М10 — от М4 до метрические). Существуют два основных типа — ввинчиваемые и забивные (футорки), как показано на левом внизу фото.
Используйте ввинчиваемые втулки в мягкой фанере и древесине, где крупные витки внешней легко резьбы сминают окружающую древесину. Просто отверстие просверлите, диаметр которого равен диаметру втулки корпуса-футорки, и вверните в него втулку. В древесине твердой, такой как дуб или или, клен когда втулка должна быть края у расположена детали и может расколоть древесину, отверстие просверлите диаметром чуть больше внешнего резьбы диаметра и вставьте в него втулку с эпоксидным Чтобы. клеем не испачкать клеем внутреннюю резьбу заклейте, втулки ее торец (фото справа вверху).
втулки Забивные с заусенцами на внешней стороне одинаково для и пригодны фанеры, и для твердой и мягкой Просверлите. древесины отверстие, диаметр которого равен корпуса диаметру втулки, и вставьте втулку с помощью или струбцины молотка и деревянного брусочка. В случаях, усилие когда прижимного винта вытягивает втулку из например (материала, винте ручкой-маховичком, фиксирующий стержни стальные удлинителей упора), просверлите отверстие диаметра такого, чтобы его стенок касались кончики только заусенцев, и вставьте в него втулку с клеем эпоксидным.
Координатные столы
Координатный стол представляет собой готовый механический узел линейного перемещения на одну, две или более осей, включающий следующие компоненты:
- Высокоточная станина из стали или анодированного/криогенно-обработанного алюминия
- Линейные направляющие качения
- Приводной механизм (шарико-винтовая передача с опорами, зубчатая рейка, ременная передача, линейный серводвигатель и т.п.)
- Опционально: ручной привод с микрометром
- Опционально: двигатель, фланец крепления двигателя, соединительная муфта, система управления
Все компоненты поставляются в сборе, что освобождает от необходимости выверки и сборки. Изделие готово к немедленному использованию.
В отличие от линейных модулей в координатных столах используются классические линейные направляющие, следствием чего является большая грузоподъемность, точность и жесткость, но в то же время они имеют большую массу и габариты.
ООО “Акетон” поставляет координатные столы ряда ведущих мировых производителей (Bosch Rexroth, GMT, INA и др.), а также координатные столы эконом-класса производства Тайвань.
Процесс подбора координатных столов и опций для них требует учета целого ряда параметров Вашей задачи. В частности, нагрузочные характеристики, требуемые точности позиционирования и повторяемости, скорости перемещения, планируемые типы двигателей, условия загрязнения и другие факторы.
В связи с этим мы рекомендуем доверить анализ Вашей задачи нашим специалистам
Кроме технических особенностей они примут во внимание Ваши пожелания по таким критериям, как уровень цены и сроки поставки изделий и предложат на выбор несколько оптимально подходящих вариантов
Основные характеристики стандартных серий:
- Грузоподъемность 30-80 кг
- Ход 50 – 500 мм по каждой координате
- Точность позиционирования от 15 мкм до 100 мкм при повторяемости 4-10 мкм
Основные характеристики миниатюрных серий:
- Грузоподъемность 1.8-35 кг
- Ход 6 – 180 мм по каждой координате
- Минимальный шаг микрометра 10 мкм, прямолинейность Перемещения 5 мкм
Основные исполнения координатных столов:
- Полноразмерные: однокоординатные, двухкоординатные. Для автоматической подачи. Приводной элемент – шарико-винтовая передача. Универсальный и прецизионный класс точности.
- Миниатюрные: однокоординатные, двухкоординатные, вплоть до 6 координат. Для ручной или автоматической подачи. Приводной элемент – шарико-винтовая передача, передача винт-гайка скольжения с микрометром, зубчатая передача.
- Все изделия могут поставляться в исполнениях эконом-класса.
- Типы двигателей: шаговые 2-фазные, шаговые 5-фазные, серводвигатели. Драйверы и контроллеры в комплекте поставляются опционально.
Мы предлагаем дополнительные услуги: компоновка Вашей системы “под ключ”, подбор управляющей автоматики и сборка шкафов управления, написание управляющих программ как для стандартных серий, так и специально разработанных под Вашу задачу.
Для получения первичной консультации просто свяжитесь с нашими специалистами.
Сфера применения и преимущества
Поворотные столы широко применяются на станках различного назначения – как на автоматических линиях при серийном производстве деталей, так и на отдельных установках. Это фрезерные, вертикально-сверлильные станки, ковочные молоты, прессы и другое оборудование, где необходимо обеспечить быстрое перемещение обрабатываемой заготовки относительно рабочего органа. Применяются поворотные столы и при сварочных операциях для выполнения рельефной и точечной сварки. Главным преимуществом поворотного стола является возможность обработки деталей в различных плоскостях. Так, для фрезерных станков помимо перемещения заготовки в трех основных направлениях (продольное, поперечное и вертикальное), поворотный стол может обеспечить вращение детали в вертикальной и горизонтальной плоскостях. Стол обеспечивает перемещение заготовки в различных координатах, фиксировать её под требуемым углом наклона и производить высокоточную обработку.





Применение поворотного стола позволяется значительно уменьшить затраты времени на обработку, повысить производительность труда. При выполнении сварочных операций данный вид оснастки позволяет устанавливать деталь вне зоны работы, тем самым не прерывая производственный цикл. Значительно повышаются и функциональные возможности оборудования.
Виды передач для движения стола
При маленьком настольном станке перемещение стола осуществляется механическим способом. Но чем большие скорость, точность и производительность необходимы, тем тщательнее выбирается вид привода. В основном применяются электрические двигатели.
Суть работы узла в преобразовании вращательной работы двигателя в поступательное движение плоскости стола. Выделяют три вида передач:
- зубчато-реечные;
- ременные;
- шарико-винтовые.
Выбор типа узла делается исходя из:
- скорости перемещения заготовки;
- мощности двигателя станка;
- необходимой точности обработки.
Точность обработки при различных передаточных узлах
| Вид передаточного механизма | Показатель точности |
| Шарико-винтовая пара | 6-12 микрон |
| Шестерня-рейка | до 10 микрон |
| Зубчато-ременной | 50 … 100 мкм |
Преимущества шарико-винтовой передачи:
- возможность высокоточной обработки;
- малый люфт;
- плавное движение стола;
- бесшумность работы;
- возможность воспринимать большие нагрузки.
Чертеж шарико-винтовой передачи
Значительным минусом выступает ограниченность скорости подачи. Особенно проявляется снижение скорости при длине винта более 1500 мм. Примерный расчет скорости: для привода мощностью 1 кВт скорость вращения равна 3000 об/мин. При шаге винта 10 мм скорость передачи 0,5 м/сек. В таком случае 3 м будут пройдены за 6 сек.
Еще одним минусом является высокая стоимость. Удешевить проект можно применением соединения с винтом и гайкой. В таком случае необходимо обеспечить постоянную смазку узла.
При шестерно-реечной передаче обеспечивается высокая скорость и достаточная точность. Недостатком является высокая степень люфта при передаче усилий с привода.
Установка ремня самый бюджетный и распространенный способ при создании стола своими руками. Невысокая стоимость ременной передачи и скорость подачи до 1 м/с, компенсируется следующими недостатками:
- быстрый износ;
- потеря натяжения за счет растяжения;
- возможность обрыва при ускорении;
- малая точность работ.
При покупке координатного стола для сверловки или монтаже своими руками необходимо учесть условия работы. Соотношение всех механизмов по параметрам: загруженности, срока службы, нагревания и остывания, дадут хороший результат при работе
Особенно это важно при самостоятельном изготовлении из подручных материалов
Описание изделия
Инверсионный стол используется для лечения самых разных заболеваний позвоночного столба. Более того, с его помощью можно также укреплять мышечный корсет и связочный аппарат спины.
Инверсионный стол представляет собой тренажер, пользоваться которым можно самостоятельно и в домашних условиях. Проще говоря, зная технику безопасности и правила выполнения упражнений на нем его можно использовать без тренера или наблюдения со стороны врачей.
Инверсионный стол DFC XJ
Несмотря на несомненный лечебный эффект, оказываемый данным тренажером, он не является панацеей и в большинстве случаев используется лишь как дополнительный метод лечения к основной терапии. Причина в том, что он лишь улучшает компенсаторные функции организма и ослабляет симптомы болезней.
Кроме того, даже в тех случаях, когда тренажер показан для лечения (например, при мышечном напряжении или остеохондрозе), его применение может быть противопоказано в индивидуальных случаях. Проще говоря, без предварительной консультации с врачом использовать инверсионный стол нельзя.
Назначение: для чего и где применяется?
Применяется инверсионный стол как вспомогательный метод лечения при сравнительно большом количестве заболеваний опорно-двигательного аппарата. Кроме того, его использование оправдано не только для лечения подобных болезней, но и для их профилактики.
Так инверсионный стол применяется для:
лечения дегенеративных заболеваний позвоночника (например, остеохондроза); снятия излишнего напряжения в мышцах (здесь устройство выступает как мышечный релаксант); профилактики варикозного расширения вен, сколиоза, остеохондроза; укрепления мышечного корсета и связочного аппарата; увеличения гибкости и, соответственно, амплитуды движений; общего расслабления и снятия стресса; стимулирования микроциркуляции крови в спине и тока лимфатической жидкости.
Выполнение упражнения на инверсионном столе
Несмотря на возможность профилактики сколиоза с помощью инверсионного стола, применять его при уже имеющемся сколиозе не просто бессмысленно, но и опасно. Дело в том, что те лечебные упражнения, что выполняются на подобных тренажерах, как правило противопоказанны при сколиотической болезни.
Суть и преимущества применения
Несомненным преимуществом инверсионного стола является его автономность. Проще говоря, пациент может сам, без наблюдения со стороны врача и в домашней обстановке выполнять различные необходимые упражнения.
Кроме того, огромным преимуществом данного тренажера является то, что его можно сделать самостоятельно, причем процесс изготовления деталей и последующая сборка под силу даже неопытному в таких вещах человеку.
Все необходимые чертежи и даже видео инструкции по изготовлению инверсионного стола своими руками можно без труда найти в интернете.
Если говорить о лечебном эффекте, который оказывает инверсионный стол, то здесь тоже наблюдается заметное преимущество устройства. Дело в том, что при воспалительных и дистрофических патологиях спины, которые сопровождаются болью, тренажер оказывает ощутимый эффект уже на 15 минуту эксплуатации.
К плюсам также можно отнести то, что использовать инверсионный стол можно каждый день на протяжении всей жизни, тем самым снижая риск развития заболеваний спины и устраняя симптоматику (в первую очередь боль) при уже имеющихся болезнях.
Какие упражнения можно выполнять?
Существует минимум два десятка упражнений, которые разрешены к выполнению на инверсионном столе даже неподготовленному человеку. Мы же выделим четыре наиболее эффективных и популярных из них, которые можно применять почти при любой болезни спины (в том числе при грыже позвоночника).
Лечение гемангиомы позвонков на инверсионном столе
Речь идет о следующих упражнениях:
Повернитесь вниз головой и старайтесь максимально сильно тянуть вверх ягодицы и бедра (одновременно). При невозможности выполнения такого упражнения можно упростить его сгибанием ног в коленях. Закрепите ноги на столе и аккуратно приподнимите верхнюю часть туловища примерно на одну треть. Руки во время подъема должны быть зафиксированы на груди или под головой. Крайне полезными могут быть банальные приседания. В положении вниз головой максимально выпрямите руки и плотно прижмите их по бокам. После этого, сгибая колени, попытайтесь максимально сильно притянуть кисти рук к стопам. Также очень полезны аккуратные вращения на столе. Закрепите ноги на тренажере, после чего взявшись за поручень поверните верх туловища на 90 градусов, при этом не убирая бедер и ног из исходного положения. Повторите это упражнение, но уже вращаясь в противоположную сторону.
Материалы и механизмы конструктивных элементов
От материала изделия зависит долговечность конструкции и себестоимость. Следует сразу решить, каким будет стол – стальным, алюминиевым или чугунным. Второй важный шаг – определиться с механизмом управления. Следует также решить, каким должен быть привод – механическим или электрическим. Третий шаг – выбрать направляющие. Это повлияет на точность обработки заготовок.
Основание
Для основы берутся следующие материалы:
- Чугун. Дорогой, тяжелый материал в эксплуатации оказывается очень хрупким, поэтому при производстве сверлильного станка используется крайне редко.
- Сталь. Материал самый высокопрочный и долговечный. Главный его недостаток – это стоимость. Не каждый мастер сможет приобрести его.
- Алюминий. С легким и мягким материалом проще работать. Он не такой дорогой, как сталь. Но для изготовления крупногабаритного стола не подойдет, так как не выдержит тяжелый вес больших заготовок. Для создания мини-оборудования это – идеальный вариант.
Привод
Привод – это механизм управления, с помощью которого координатный стол будет менять свое положение. Он бывает:
- Механическим. Его проще всего изготовить своими руками. Он позволяет существенно снизить себестоимость стола. За основу берется обычная винтовая или ременная передача – этого достаточно для налаживания мелкосерийного производства. Механика не способна обеспечить 100 % точность, и это ее однозначный недостаток.
- Электрическим. Гарантирует нулевую погрешность при выполнении рабочих операций, однако сделать его своими руками очень сложно. Часто встречается в заводских моделях столов. Если вблизи с рабочим местом нет собственного источника питания, этот вариант не подойдет.
В отдельную категорию координатных столов стоит отнести модели с ЧПУ (числовым программным управлением). Это высокотехнологичное оборудование, которое применяется крупными предприятиями для производства в огромных объемах. Их главные достоинства: хорошая производительность, а также полная или частичная автоматизация процесса. Недостатки: высокая стоимость, для некоторых деталей такой привод не подойдет.




Направляющие
Точность обработки заготовки зависит от этих элементов, поэтому их нужно подобрать правильно. Из числа тех, которые можно сделать своими руками, выделяют следующие:
- Рельсовые. Направляющие прямоугольной формы считаются конструктивно более совершенными. При их использовании наблюдаются меньшие потери на трение и недопущение серьезных погрешностей. Есть возможность подключения системы подачи смазочных материалов.
- Цилиндрические. Применение направляющих округлой формы чревато большим нагревом из-за трения. Для станков так называемой малой категории они подходят, но придется смазывать все механизмы вручную.
Направляющие изготавливают с кареткой и подшипниковыми узлами. Использование подшипников скольжения обеспечит высокую точность обработки детали. Применение опоры вала качения уменьшит трение и продлит срок службы манипулятора.
Каретка – это блок направляющих (узел механизма), который непосредственно по ним перемещается. Она может предусматривать увеличенные размеры фланца, что позволяет крепить ее с нижней стороны стола. Если же его нет вообще, то каретку располагают сверху (резьбовым методом).
Устройство перемещения
Выбирая устройство перемещения, следует ответить на ряд вопросов:
- Какой должна быть скорость обработки.
- Какая точность позиционирования допустима при выполнении рабочих операций.
- Насколько производительное оборудование будет использоваться.
Ременное устройство перемещения применяется при изготовлении самодельных координатных столов чаще всего. По стоимости оно обходится выгодно, однако имеет ряд недостатков. Ремень достаточно быстро изнашивается, а также может растянуться в ходе эксплуатации. Кроме того, из-за его проскальзывания снижается точность работы подвижного элемента.
Шарико-винтовая передача – более долговечный и надежный вариант. Несмотря на малые габариты устройства, у него хорошая нагрузочная способность, а перемещение осуществляется равномерно и с большой точностью. Плавный и практически бесшумный ход, а также высокое качество обработки поверхностей – далеко не все преимущества ШВП. Однако у нее есть и некоторые минусы: высокая стоимость и ограничения в скорости вращения винта, если его длина составляет более 150 см.
Зубчато-реечные устройства обеспечивают высокую скорость и точность проводимых работ, выдерживают большие нагрузки, легко поддаются монтажу и надежны в эксплуатации. Погрешность при передаче зубчатой рейки предельно низкая. Если их размер не подошел, то они проходят операцию подгонки.
Механизм передачи движения
Важнейшей частью будущего устройства, неважно, будет ли это поворотный стол для сверлильного станка или же крестовый вариант, является механизм передачи движения от ручек управления на аппарат. Лучше всего делать привод с механическим типом передвижения, они управляемые вручную
В такой способ специалисты могут добиться большей точности движений, высокого качества выполняемой работы
Лучше всего делать привод с механическим типом передвижения, они управляемые вручную. В такой способ специалисты могут добиться большей точности движений, высокого качества выполняемой работы.
Компонентами механизма передачи движения выступают:
- рейки и зубчатые колеса, шестерни;
- ременные механизмы;
- шарико-винтовые передачи.

Шарико-винтовые передачи
Специалисты советуют выбирать последний вид механизма, особенно если речь идет о крестовинном столе, он обладает многими существенными преимуществами:
- предельно небольшой люфт системы;
- перемещение изделия происходит очень плавно, без рывков;
- работает шарико-винтовая передача тихо;
- при значительных рабочих нагрузках она показывает высокую устойчивость.
Минусом механизма специалисты называют невозможность добиться высокой скорости работы, но если рассматривается стол крестовинный для сверлильного станка, то здесь большая скорость обычно и не требуется.
Чтобы сэкономить, мастеру необходимо попытаться реализовать ременные передачи. Они просты и доступны, но обладают минусами:
- малая точность;
- быстрый износ;
- риск обрыва ремня при нагрузках.
В качестве заключения отметим, что если человек решил изготовить стол для сверлильного станка своими руками, то в этом нет ничего принципиально нереального. Элементарный набор материала и инструмента поможет быстро реализовать поставленную задачу. Задача для специалиста – выбрать правильный вид конструкции и качественно изготовить все ответственные узлы будущего приспособления.