Строительные мастера
Велико мастерство архитектурных сооружений Древней Руси, и прежде всего храмов. Для их возведения понадобилось создание целой системы подготовки квалифицированных строительных кадров, их учета, предоставление им целого ряда специальных льгот. Строительные мастера в XVII в. не платили податей с земли или добра и не несли никаких личных повинностей, обязательных для тяглова населения (хотя с 1684 эти льготы были отменены). Им было разрешено вести мелочный торг и курить вино для личного употребления, что было признаком доверия к ним со стороны правительства. Все дела строительных мастеров и их семей ведали и судили, кроме значительных уголовных преступлений, в Каменном приказе. Мастера и подмастерья, находившиеся на службе в Каменном приказе, разделялись на целый ряд специальностей — градодельцев, городовых смышленников (занятых постройками военных сооружений), каменных дел здателей и пр. Некоторые мастера Каменного приказа получали постоянное жалованье, а кроме того, участвуя в какой-либо постройке — еще и поденную оплату.
Параметры крутящего момента относительно использования шуруповёрта
Величина зависит от возможностей модели. Линейка бытовых видов начинается от 5 Н-м. Полупрофессиональное оборудование имеет показатели 15 Н-м и выше, аналогичное – для профи может обладать показателем 60 – 140 Н-м.
Для работы с жёсткими конструкциями, металлом от инструмента потребуется больше усилий для откручивания или закручивания креплений. Соответственно, показатель у него должен быть выше. Также при операциях с тем или иным материалом следует учитывать его физические свойства. Чем выше плотность, тем требуется большее значение силы вращения.
Соотношение показателя и диаметра крепёжной детали
Также определяющим значением при покупке оборудования считается диаметр элемента крепления. Здесь прослеживается такая зависимость: чем крупнее деталь, тем больше должно быть приложено усилий при работе с ней.
Выбор значения Н-м для конкретных работ
Чтобы не быть голословным, в качестве примера приведём таблицу, в которой показаны величины крутящего момента при проведении операции по закручиванию винта в мягкую и твёрдую основу.
| Диаметр винта (мм) | Значение для мягкого материала (Н-м) | Значение для твёрдого материала (Н-м) |
| 6 | 10 | 25 |
| 7 | 11 | 27 |
| 8 | 14 | 30 |
Увеличение диаметра винта требует приложения больших усилий инструменту для закручивания. Также соответственно возрастает величина при работах с плотными, жёсткими материалами. Нужно помнить, что максимальное значение образуется при полном нажатии на пусковую клавишу инструмента.
Работа со строительными смесями и растворами
Шуруповёрт – универсальный инструмент. Строители, мастера по домашним делам используют его для приготовления различных строительных растворов или смесей.
Жидкие растворы, смеси потребуют для микширования небольших усилий. Для таких работ можно использовать простой бытовой вид. Для смешивания более тяжёлых, вязких компонентов потребуется профессиональная модель или, в крайнем случае, полупрофессиональная – с высоким показателем крутящего момента.
Используя приведённые выше примеры, владелец инструмента сможет вычислить, зная его значение, какой длины и диаметра шурупы мастеру можно использовать для крепления.
Например, имея модель с моментом вращения 15 Н-м, её хозяин может использовать для вворачивания в дерево саморезы длиной 150 мм. Также он может подобрать материалы нужной плотности для выполнения своего дела.
Оборудование для холодной ковки
Чтобы начать массовое изготовление вещей без горячей кузнечной обработки, потребуется шесть основных приспособлений: гнутик, улитка, волна, твистер, фонарик и глобус. Для чего предназначены такие инструменты и что с их помощью можно сделать?
Гнутик
Такое приспособление служит основным инструментом при изгибании деталей. Особенность в том, что можно выбрать любой угол.
В отличие от горячей обработки, где требуется шаблон и опыт работы со специальной кузнечной вилкой, на гнутике вручную эта операция намного упрощается.
Конструкция состоит из гибочного штампа и эксцентрикового привода. В свою очередь шаблон для гибки состоит из закаленных роликов, которые смонтированы на прочной раме. Такой ручной станок может дополнительно оборудоваться различными приспособлениями. Гнутик может обрабатывать прокат в виде квадрата с размерами 12×12 мм или полосу толщиной до 3 мм.
Улитка
Это ручное приспособление применяют при создании спиралей и завитков. Название улитка прибор получил из-за своей основной составной части — кондуктора, имеющего витую форму. Завитки с проката соответствующего размера такой станок способен изготовить за один подход.
Как и гнутик, улитка вполне свободно обрабатывает основные, использующиеся в холодной ковке, виды проката — квадрат и пруток, сечением 10-12 мм, и полосу, толщиной 3-6 мм.
Основная рабочая часть (кондуктор) состоит из кулачка, располагающегося по центру, и двух дуг (малой и большой).
При создании небольших по размеру завитков дуги демонтируют, проводя гибку на кулачке. На фото показан один из вариантов исполнения такого ручного станка.
Волна
Приспособление, служащее для создания витых, повторяющихся узоров (довольно часто можно увидеть на оконных решетках). Основа устройства — два стальных диска, диаметром 140-150 мм, закрепленных болтами на рабочем столе. Часто можно встретить «управляемую волну» — устройство с регулируемыми зазорами между дисками. Такая функция возможна за счет наличия крепежных отверстий на разном расстоянии одно от другого. Переставляя диск можно создать различный изгиб волны. Как выглядит гибочный станок такого класса показано на фото внизу.
Твистер
Твистер закручивает вокруг своей оси пруток или квадрат. Принцип устройства похож на вороток для горячей обработки.
Конструкция состоит из основы, на которой размещается вращающаяся головка, и ползунок, регулирующий длину изделия. Заготовку фиксируют между этими двумя частями и при помощи рукояток закручивают до требуемого предела.
Фонарик
Одно из самых сложных изделий из холодной ковки — так называемая корзинка. С первого взгляда — это сложное переплетение металлических гнутых прутков или квадратов. Для производства такой детали используется такое кузнечное оборудование для холодной обработки заготовок, как фонарик.
Техника работы оборудования схожа с твистером: на основе закреплена крутящаяся головка и ползунок. Однако, заготовка «наматывается» по спирали на вставку — вал.
В принципе, корзинку можно изготовить, используя специальную вставку на твистер, однако возможен брак, который получиться исправить, лишь нагрев металл в горне. Поэтому, лучше применять фонарик, который не позволит образовываться перекосам.
Глобус
Такой ручной инструмент для холодной ковки позволяет изгибать заготовку по дуге, загибая концы под востребованный угол, при этом получается объемное изделие. За что часто этот ручной станок называют объемником.
Основа устройства — шаблон в виде дуги и закаленные ролики, позволяющие двигаться ручному приводу. В зависимости от типа инструмента, он может работать с квадратным прокатом со сторонами 14×14 миллиметров, неширокой полосой до 25 мм, а также прутком.
Чаще всего глобус применяют для производства деталей «объемных» решеток, в которых отдельные элементы не лежат в одной плоскости с остальными.
С помощью этих простейших устройств, которые не требуют механизации, можно создавать настоящие произведения искусства, состоящие со всех отдельных декоративных элементов: волюты, завитков, корзинок и прочих.
Неплохим решением будет приобрести универсальный станок для холодной ковки, который позволяет совершать основные операции по металлообработке. Однако, стоимость такого оборудования будет доступна не всем мастерским.
При обустройстве мастерской можно приобрести готовое оборудование. Ручные станки для холодной ковки металла стоят относительно недорого, но можно сделать их самому.
Подопечные великого бога
Кузнецов уважали и даже побаивались, а со временем образ кузнеца стал воплощением мужества и силы. Покровителем этого ремесла выступал один из величайших славянских богов, Сварог. Считалось, что тот кузнец, кому свою «искру» передал бог, освоит мастерство во всех нюансах и даже сможет влиять с его помощью на людей. Каким же образом?
В народе ходили поверья, будто опытный кузнец может «сковать» две судьбы воедино. Возможно, это некий намёк на обручальные кольца или выкованные семейные амулеты. Всякий, кто видел работу кузнеца, не мог остаться равнодушным. Только представьте: под его умелыми руками железо становилось жидким, обретая ту форму, что задавал ему мастер. Быть может, так же кузнец мог управлять и судьбами?
Андрей Шишкин «Сварог — бог кузнечного дела», 2014 год
Роботы Востока
Развивавшие свою науку отдельно страны Востока тоже делали свои автоматоны. Известно, что в XI веке в Индии была написана «Самарангана сутрадхара» — трактат по архитектуре и механике, включавший в себя описания автоматонов, в том числе даже механических пчёл.









В Японии автоматоны носят своё название – куклы Каракури. Они были трех видов: театральные, миниатюрные (домашние игрушки) и религиозного назначения – эти участвовали в праздниках и церемониях, так же, как автоматоны в Древней Греции. Мода на каракури в Японии продлилась с XVII до XIX века. Вот один из них.
А вот пример китайского автоматона:
Как правильно заточить сверло спирального типа
О заточке сверла по дереву можно не беспокоиться, таким сверлом можно работать многие месяцы и даже годы без всякой заточки. К сожалению, такого нельзя сказать о сверле по металлу, которое должно быть обязательно острым. То есть, сверлить металл можно исключительно острым, хорошо заточенным сверлом.
Для потери остроты сверла характерен резкий скрип в начале сверления. Не заточенное вовремя сверло сильнее выделяет тепло и таким образом, изнашивается еще быстрее, чем острое.
Заточить сверло можно на специальных станках или с помощью приспособлений. Естественно, при наличии возможности, предпочтительнее сделать это на специальном оборудовании. Но в домашней мастерской таких станков, как правило, нет, поэтому приходится использовать обычный электрический точильный станок с камнем.
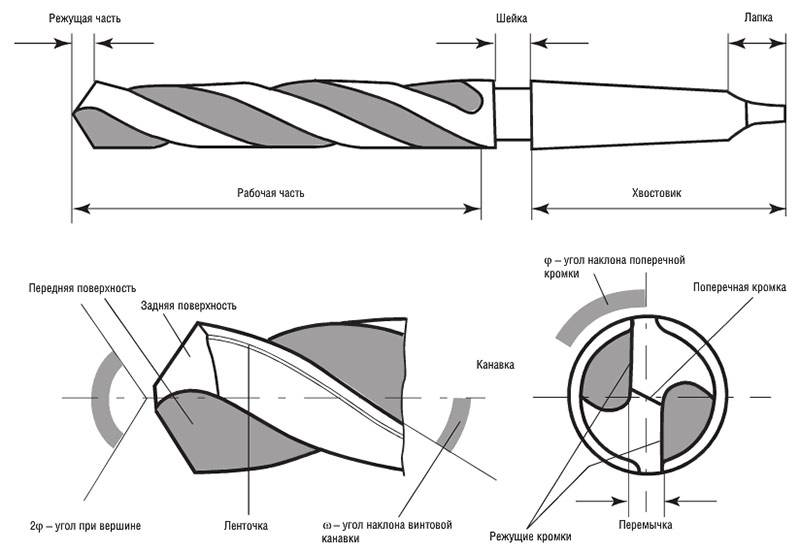 Основные составные части спирального сверла.
Основные составные части спирального сверла.
Итак, рассмотрим как заточить сверло по металлу? Вид заточки зависит от формы, которую следует придать задней поверхности сверла и может быть одноплоскостным, двухплоскостным, коническим, цилиндрическим и винтовым.
Заточка сверла проводится по задним граням. Оба зуба (пера) сверла следует заточить абсолютно одинаково. Вручную сделать это нелегко. Также непросто вручную выдержать нужную форму задней грани и нужный задний угол.
1. Одноплоскостная заточка сверла характерна тем, что задняя поверхность пера выполнена в виде одной плоскости. Задний угол при этом колеблется в пределах 28-30°. Сверло просто приставляется к кругу, таким образом, чтобы режущая часть шла параллельно кругу и не вращая, не перемещая сверла производится заточка. При такой заточке во время сверления могут выкрашиваться режущие кромки сверла, что является недостатком данного способа заточки. Это самый простой способ ручной заточки, который можно применять для тонкого сверла диаметром до 3 мм.
2. Сверла диаметром более 3 мм предпочтительно затачивать конически. Вручную без навыков такую заточку выполнить сложно, но возможно. Сверло берется левой рукой за рабочую часть как можно ближе к заборному конусу, а правой рукой за хвостик. Сверло прижимается к торцу шлифовального камня режущей кромкой и поверхностью задней части, и слегка покачивается правой рукой, создавая при этом на задней перьевой грани конусную поверхность. Сверло в ходе заточки не отрывается от камня, движения руки медленные и плавные. Для второго пера все повторяется аналогично.
 Подводи сверло режущей кромкой к шлифовальному кругу.
Подводи сверло режущей кромкой к шлифовальному кругу.
 Покачиваем сверло в низ, а потом опять вверх.
Покачиваем сверло в низ, а потом опять вверх.
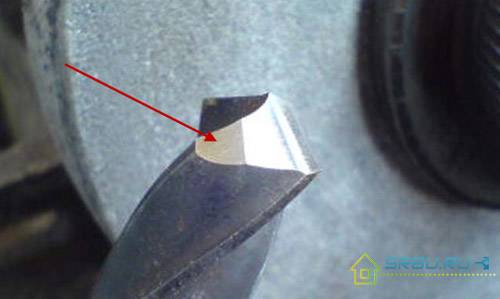
При заточке нужно постараться максимально выдержать первоначальную форму заводской поверхности задней части, чтобы сохранить нужные задние углы. Если заточка сделана правильно, то на сверлах диаметром до 10 мм она вполне достаточна. При диаметрах выше 10 мм данную заточку можно улучшить, подточив переднюю поверхность, как показано на фото:
 Подточка передней поверхности.
Подточка передней поверхности.
В чем смысл подточки? За счет уменьшения переднего угла и увеличения угла режущей кромки возрастает стойкость к выкрашиванию, что увеличивает ресурс сверла. Кроме того, ширина поперечной кромки становится меньше. Поперечная кромка не сверлит, а скоблит металл в центральной части отверстия. На втором рисунке хорошо видно, что здесь она укорочена, что облегчает сверление.
Для сверл с выбранным маленьким задним углом можно дополнительно подточить заднюю поверхность. Сверло при этом меньше трет в отверстии сверления задней поверхностью. См. фото:
 Подточка задней поверхности.
Подточка задней поверхности.
В производственных условиях после заточки, как правило, делается доводка, которая сглаживает поверхность, убирая мелкие зазубрины. Сверло, на котором сделана доводка, меньше изнашивается, чем просто заточенное сверло. Если есть возможность, делать доводку следует обязательно.
Для доводки нужно использовать шлифовальные круглые камни из карбида кремния зеленого (марка 63С, зернистость 5-6, твердость М3-СМ1) на бакелитовой связке, а также круги из эльбора ЛО (зернистость 6-8) на бакелитовой связке.
Ниже представляем вашему вниманию отличную подборку обучающих видеороликов посмотрев которые вы точно сможете заточить свои сверла.
Чем отличаются таланты и как они работают
Исходя из описания талантов, известно следующее:
- Военных Дел Мастер. С вероятностью 60% наносит дополнительный урон при атаке. Дополнительный урон равен 10% максимального здоровья обычной цели или 4% максимального здоровья босса. Для каждого навыка этот дополнительный урон можно нанести только 1 раз. При этом он не считается отдельным ударом.
- Гроза Великанов. С вероятностью 30% наносит дополнительный урон при атаке. Дополнительный урон равен 7.5% максимального здоровья обычной цели или 3% максимального здоровья босса. Дополнительный урон может быть нанесен с каждым ударом по цели. При этом он не считается отдельным ударом.
Теперь давайте разберемся, как это понимать.
- Принципиальная разница между ВДМ и Грозой Великанов заключается в том, что ВДМ при любом раскладе срабатывает максимум 1 раз за 1 навык, в то время как Гроза Великанов может срабатывать несколько раз, если герой бьет мультиатакой, поскольку шанс рассчитывается для каждого из ударов отдельно.
- Дополнительный урон обоих талантов не считается отдельным ударом. Это значит, что, например, на Лавовом Рыцаре урон от «вармастера» или «Грозы Великанов» не будет снимать стэки щита босса, поскольку ударом не считается.
Тут разобрались. Но это не все. Есть еще некоторые нюансы, которые нужно знать.
Шанс срабатывания таланта «Военных Дел Мастер» рассчитывается 1 раз за каждое применение навыка, даже если навык является мультиатакой.
Урон от талантов «Военных Дел Мастер» и «Гроза Великанов» срезается броней противника.
Несмотря на то, что это явно не указано в описании талантов, это так. И комьюнити-менеджер на официальном форуме это подтвердил.
Урон от талантов «Военных Дел Мастер» и «Гроза Великанов» имеет максимальное значение урона, которое нельзя превысить.
Как это рассчитывается, Бог его знает . Но «потолок» есть, потому что даже у самого простого кланового босса 19.02 млн здоровья и 3% от них – это ~0.57 млн урона за удар. На практике же наносится 40-60 тысяч. Замечено, что от раскола брони этот урон повышается примерно на 20%.
Также есть мнение, что чем выше редкость героя, тем больше максимальное значение урона у талантов «Военных Дел Мастер» и «Гроза Великанов» (например, урон таланта от атак редкого героя будет меньше, чем урон таланта от атак легендарного). Но это определенно ерунда, поскольку эпический Страхолюд и редкая Ледяная Банши наносят одинаковый урон от обоих талантов (см. скриншоты ниже).
Урон от талантов «Военных Дел Мастер» и «Грозы Великанов» наносит одинаковый урон на Клановом Боссе.
Здесь все логично. Поскольку и 3%, и 4% от максимального здоровья Кланового Босса – это слишком много, оба значения срезаются до «максимального потолка», о котором говорилось выше. Например, на скриншотах можно видеть, что урон «Грозы Великанов» у Страхолюда точно такой же, как урон «Военных Дел Мастера» у Ледяной Банши – 54040 единиц.
Хорошо. С этим разобрались. Но какой талант лучше?
Заточка сверла на точильном станке.
На обычном точильном станке вы можете без труда заточить сверло по металлу, по дереву или по бетону. Важный момент — станок должен быть обязательно оборудован платформой, которая располагается перед рабочей поверхностью точильного диска. Расстояние между платформой и торцом круга должно быть не более одного миллиметра. В магазинах продаются точильные станки, у которых может этой платформы и не быть. Если ваш точильный станок не оборудован платформой, но желание наточить сверло все еще осталось — пролистайте ниже, где мы расскажем о том, как заточить сверло своими руками при помощи болгарки или наждачки.










Рекомендуем Как правильно пилить лобзиком: 6 простых лайфхаков безупречного пила
Если насадка сильно затупилась, т.е. режущие кромки с задними поверхностями стали несимметричными, чтобы правильно заточить инструмент, желательно сделать простое приспособление, выполнив следующие действия:
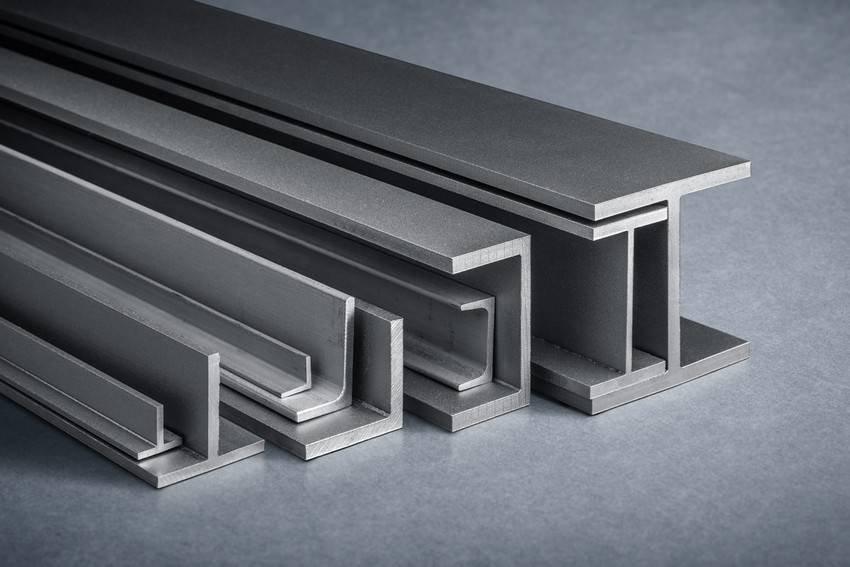
- Начертите прямую линию на подручнике под углом в 60 градусов по отношению к рабочей поверхности точильного круга. Линия должна быть нарисована напротив рабочей поверхности;
- Закрепите на платформе обрезок металлического уголка, который нужно выровнять по намеченной линии, как показано на фотографии. Т.е. уголок должен быть расположен под 60 градусов к рабочей поверхности. Чтобы зафиксировать этот уголок вы можете воспользоваться обычной струбциной. Если заточка сверел для вас частое занятие, то можно просверлить отверстие в платформе и зафиксировать уголок с помощью болтов с гайками;
С помощью этого простого приспособления в виде уголка вы можете приложить своими руками сверло и таким образом обеспечить постоянный уклон в 60 градусов для заточки. Прежде, чем начать работу, вам нужно установить на станок крупноабразивный диск. Не забывайте о технике безопасности и обязательно наденьте защитные перчатки и очки. Затем включите станок и правильно возьмите в руки сверло. Для этого положите два пальца правой руки на подручник, и на них уложите затачиваемый инструмент. В результате пальцы будут служить опорой. Левой рукой возьмитесь за хвостовик затачиваемого инструмента. Само сверло поверните так, чтобы режущая кромка, которую вы будете затачивать, располагалась строго горизонтально.
Теперь вам нужно приложить сверло боковой плоскостью к спинке уголка и подвести его к рабочей поверхности точильного круга. Правая рука остается неподвижной, а левая, которая держит сверло, должна слегка перемещаться в вертикальной плоскости, совершая покачивания. Таким образом проходит заточка от режущей кромки до конца задней поверхности.
По такому принципу совершите несколько простых покачивающих движений левой рукой снизу вверх. Сильного упора создавать нет необходимости, так как у вас просто вырвет сверло из рук. Когда вы заточите одну поверхность, то поверните сверло на 180 градусов и точно так же обработайте вторую поверхность. Когда вы закончите заточку сверла, то убедитесь в том, что угол при вершине равен 120 градусам, что оптимально для сверла по металлу. Так же убедитесь в том, что кромки и задние спинки сверла получились симметричными.
Надо сказать, что в результате перемещения хвостовика в вертикальной плоскости, задняя поверхность получается скругленной. Поэтому такая заточка называется конической. Она применяется для сверл диаметром более трех миллиметров. Правильно заточить более тонкое сверло по металлу еще проще – его режущая часть прижимается к плоскости точила и затачивается без каких-либо покачиваний. В результате задняя поверхность приобретает одну ровную плоскость. Поэтому такая заточка называется одноплоскостной. Хват сверла при такой обработке показан на фото ниже.
После того как заточка будет завершена и инструмент приобретет правильную форму, нужно выполнить доводку. Дело в том, что поверхность после заточки крупным абразивом далека от идеала. Поэтому нужно установить на станок диск с мелким абразивом и удалить все шероховатости. В результате поверхность должна получиться идеально гладкой.
Чтобы убедиться, что работа выполнена верно, попробуйте просверлить отверстие, можно даже не глубокое, и убедитесь, что кромка получилась гладкой и ровной. Это главный показатель заточенного инструмента.
Абсолютно также точатся и сверла по дереву. Единственное, их угол при вершине делается более острым – 140 градусов. Соответственно, инструмент подносится к точилу под углом 70 градусов.
Станки для холодной ковки: преимущества их применения
Метод холодной ковки использует такое свойство металла, как пластичность, то есть при механических воздействиях можно изменить изначальную форму заготовки в заданных пределах. Поэтому для данного процесса подходят мягкие металлы, например: низкоуглеродистая сталь, медь, алюминий и пр. Для использования в качестве заготовок могут применяться:
Примеры различных материалов, используемые для холодной ковки
- прутки любого сечения: круглого или квадратного;
- полосы металла различной нарезки;
- трубы;
- прокатный профиль.
Изделия, которые производит кузнец при горячей ковке металла, в своем роде единичны и уникальны. Если необходимо создать набор из одинаковых элементов, которые потом собираются в готовую структуру, то уникальность будет только мешать. Именно с этой целью применяют метод холодной ковки: он гарантирует формирование большого количества идентичных элементов.
С горячим металлом работают профессионалы, которые обладают опытом в применении данной технологии и способны виртуозно обращаться со сложным инструментом. При холодной ковке высочайшего мастерства не понадобится – все гораздо проще. Ручные станки для ковки позволяют без значительных физических усилий получить достаточное количество изделий для выполнения того или иного проекта.

Универсальный станок улитка для создания художественных спиралей и завитков
Кроме того, временные затраты на подготовку элементов значительно сокращаются при работе на специальных станках, не говоря уже о сравнении данного метода с технологией горячей ковки: несколько минут на изготовление одного элемента – это неоспоримое преимущество.
Кузнец или колдун?
Мастерство кузнецов впечатляло и даже вызывало некие суеверные страхи у людей. Сохранились некоторые поверья, согласно которым кузнец мог быть успешным лишь тогда, когда задабривал злых духов. Выходит, он сам поддерживал нечистую силу. Археологи часто отмечают, что мастерские кузнецов находятся вдали от поселения.
Почему же? Как мне кажется, это было стремлением к соблюдению безопасности. Ведь подумайте: стоит только одной искре упасть на деревянную стену здания, как вся мастерская будет объята пламенем, а от неё огонь перекинется и на другие постройки.
Казалось бы, всё логично, однако наши предки не всегда поддерживали эту версию. Кузнец порой казался властителем сил огня и воды. Кто-то объяснял это великим искусством, которому покровительствовал сам Сварог, а кто-то считал, что подобный дар можно получить только от злых сил. В «Изборнике Святослава», датируемом 1073 годом, кузнеца и вовсе называют «хытрец». Правда, здесь может быть два значения – и «хитрый человек», и «умелый мастер». Впрочем, я думаю, что одно другому не помеха.
Кузница часто располагалась вдали от поселения
От развлечений — к серьезной механике
Филон Византийский был известен как изобретатель простых безделушек. Например, он придумал изобрел восьмигранную чернильницу с дыркой на каждой стороне, которая никогда не проливалась. В этой игрушке был использован впервые изобретенный Филоном карданов подвес, так что именно ему мы, в какой-то части, должны быть благодарны за карданный вал.
Но настоящую славу Филону принесли механизмы, в которых использовалась вода (или вино — как в служанке). В арабском мире был свой «мастер воды» – аль-Джазари (1136-1206), самым известным изобретением которого были «слоновые часы». Вот как они работали:
Как и Филон Византийский, Аль-Джазари, помимо создания игрушек, совершил прорыв в механике. В своей «Книге знаний об остроумных механических устройствах» он впервые описал коленчатый вал. Благодаря этому изобретению была создана лодка с четыремя механическими музыкантами, способными играть разные мелодии, причем их можно было каким-то образом программировать.
Пошаговая инструкция выполнения поделок из газетных трубочек
Не так важно, настолько сложный способ плетения используется в той или иной работе. Главное, чтобы дно корзинки было устойчивым, стенки получались ровными, а плетение выглядело вполне аккуратным
После формирования донышка и освоения основных способов плетения легко браться за понравившуюся модель. Каждый вид плетения имеет свои секреты, поэтому стоит досконально вникать во все нюансы.
Поднятие стенок – простой процесс, если есть донце. Все зависит от того, насколько правильно выполняется грань или бортик, где начинается работа с оплетанием опор.
Каждые три ряда надо подравнивать опоры и поправлять горизонтальные прутки. Для плетение круглых изделий количество стоек – нечётное количество.










Мастерство художника
Мастерство живописца, скульптора, архитектора, реставратора предусматривает владение техникой работы с материалом, знание его свойств, эстетических возможностей. Однако понятие мастерства включает в себя нечто большее, а именно способность наиболее полно воплотить в образах философское, идеологическое, психологическое содержание. Поэтому мастерство художника состоит также и в знании психологии восприятия, в частности в учете того, что каждый воспринимающий вносит в оценку и осмысление произведения нечто свое, связанное с его житейским и художественным опытом, эстетическим вкусом.
Художественное мастерство
Художественное мастерство — высокая степень владения изобразительно-выразительными средствами в одном или нескольких видах искусства. В более широком значении под художественным мастерством следует понимать уровень профессионализма художника, находящийся в зависимости от таланта, труда, общего культурного и духовного развития творческой личности, идейно-эстетических установок. Мастерство проявляется в выборе тем, в замысле, в разработке сюжета, композиции. Чтобы достичь подлинного мастерства нужно иметь специальное образование и упорно вырабатывать профессиональные навыки. Совершенствование мастерства продолжается весь творческий период жизни художника.
В любом искусстве для создания произведения художник использует необработанный материал и с помощью своего труда превращает его из бесформенной массы в прекрасное творение. Это невозможно без знания особенностей этого материала, способов его обработки, владения художником этими способами, умения с их помощью воплотить свой замысел, – иными словами, искусство немыслимо без мастерства.
Термин «мастерство» употребляется в смысле «художественное мастерство» и мастерство как высокий уровень владения техникой выполнения какой-либо работы. И слесарь может быть мастером своего дела. Однако, говоря «мастерство» в применении к художественному творчеству, мы обязательно подразумеваем совершенное владение не только техникой исполнения, но и всем арсеналом изобразительно-выразительных средств данного вида искусства.
Если талант, т. е. художественную одаренность индивида, врожденную способность к художественному творчеству, нельзя приобрести, то мастерство не есть природный дар. Овладение им – длительный и трудоемкий процесс, требующий как специального теоретического образования, так и практического обучения владению техническими навыками в данном виде искусства. Без таланта и вдохновения работа художника превращается в ремесленничество, но без искусного владения художественным ремеслом автор становится беспомощным в претворении своего, пусть и прекрасного, художественного замысла.
В обиходном употреблении термин «ремесленник» носит порой негативный оттенок, имеет значение, противоположное «художнику», характерными особенностями его считают наличие в работе штампа, стандарта, однотипных или даже одних и тех же приемов для выражения различного содержания. Это не совсем так. Например, художественное ремесло на Руси в своем развитии достигло весьма высокого уровня, ремесленники порой доходили до виртуозности, граничащей с мастерством настоящего художника, да и как уловить ту зыбкую границу между ремеслом и творчеством в декоративно-прикладном искусстве? Разумеется, мастерство художника включает индивидуальность его таланта, постоянные поиски новых средств, нового содержания, новой формы, но оно также включает и высокий уровень мастерства как делания, то есть владения своим ремеслом. Талант и мастерство – два условия для создания высокохудожественных произведений, но талант дан человеку даром, без каких-либо усилий умственных и физических, на овладение мастерством уходят долгие годы, часто этот процесс начинается с раннего детства и продолжается всю жизнь художника. «Мастерство выступает необходимым условием художественного творчества и в различных аспектах выявляет свои функции и характеристики, обеспечивающие не только творческий процесс, но и художественное познание, и акты коммуникации в результате потребления искусства. Это заставляет считать мастерство всеобщим основанием искусства». При достижении своей наивысшей степени мастерство не отвлекает зрителя от восприятия содержания произведения искусства, совершенное владение мастерством не отвлекает и художника от воплощения самой сути художественной идеи, а напротив, помогает ее полноценному выражению.
«Волна»
Станок позволяет за счет управляемых валов (дисков) выполнять различные зигзагообразные и синусоидные изгибы (все зависит от конструкции).

Как и в предыдущей конструкции, здесь имеется статическая и подвижная части. Один диск вращается по оси вокруг другого за счет рычага (воротка). При изменении расстояния между ними получается волна той или иной конфигурации.
- Откатные ворота своими руками — как построить простые и автоматические ворота. Схемы, чертежи и обзор лучших идей (90 фото)
- Ремонт компьютера своими руками — практические рекомендации и диагностика основных типов неисправностей (90 фото)
- Станок по дереву своими руками — советы по постройке простого токарного станка и станков с ЧПУ (110 фото и видео)

Культ мастера
Мастер — человек, достигший высокого искусства в своем деле, вкладывающий в свой труд смекалку, творчество, делающий предметы необычные и оригинальные, а также превосходно знающий своё ремесло.
Мастерство – способность качественно выполнять те или иные виды работ или ремесла. Способность эта очень ценилась в Древней Руси. «Не то дорого, что красного золота, а дорого то, что доброго мастерства». Среди русского народа существовал настоящий культ мастера.
«Мастерство везде в почете», — говорили люди. «Работнику полтина — мастеру рубль», «Не работа дорога — уменье», «Мастер один — а подносчиков десять», «Не за шило платят, за правило», «По закладке мастера знать», «В добрую голову — сто рук», «Дело мастера боится», «Всякая работа мастера хвалит», «Мастерства за плечами не носят, а с ним добро».
О мастерах говорили всегда уважительно и с особой теплотой. «Он на все руки мастер», «Золотой человек, золотые руки», «К чему рук ни приложит, все кипит».
Об их необыкновенных возможностях создавались всяческие легенды, порой просто баснословные. Им приписывались сверхчеловеческие качества. Например, легенда о Левше, подковавшем блоху, у которого был реальный прототип. О таких говорили: «На обухе рожь молотит, зерна не уронит», «Комар носу не подточит. Иголки не подсунешь (не подобьешь)», «Он из песка веревки вьет».
Мастерство русских ремесленников
Профессионализм и мастерство русских ремесленников были очень высоки. Древнерусские «кузнецы по злату и серебру» создавали золотые украшения с цветной эмалью, изящные изделия из серебра со сканью и зернью, красивое оружие, художественную чеканку, высоко ценившиеся во всем мире. Немецкий знаток ремесел Теофил из Падеборна (XI в.), описывая в своих «Записках о различных искусствах» страны, прославившиеся в том или ином мастерстве, назвал на почетном месте и Русь. Мастера, как правило, были грамотны, о чем свидетельствует множество надписей на бытовых вещах, стенах церквей, а также дошедшие до нас берестяные грамоты.
Кузнец-оружейник ставил свое имя на выкованном им клинке меча («Людота Коваль»); новгородский мастер великолепного серебряного кубка подписал его: «Братило делал»; Любечанин Иван, токарь по камню, изготовив миниатюрное, почти игрушечное, веретенное пряслице своей единственной дочери, написал на нем: «Иванко создал тебе (это) одина дща».
«Ожившее дерево» – последний русский автоматон
Автоматоны разной степени сложности были очень популярны в XIX веке – например, вся слава и падение турка-шахматиста пришлось именно на это время. Но с наступлением XX века, к началу Первой мировой войны производство автоматонов практически сходит на нет. В ХХ веке на смену автоматонам пришла массовая заводная игрушка. Одним из последних известных автоматонов-игрушек стал самый сложный русский автоматон, «Ожившее дерево» симбирского мастера Алексея Морозова.
Это стол размером полтора на полтора метра, на котором 62 куклы, выполняющие разные хозяйственные работы. В движение куклы приводятся вращением ручки. Все детали, шестерни, рычаги механизма – из дерева. Изготовлен этот автоматон был между 1905 и 1912 годами. С «Живым деревом» Морозов ездил по городам и селам, демонстрируя поразительную игрушку за деньги – так и зарабатывал. В 1923 его слава дошла до самого верха – Алексея Антоновича пригласили на Всероссийскую сельскохозяйственную и кустарно-промышленную выставку, «прародительницу» ВДНХ, где вручили диплом и медаль. Однако потом Морозов снова канул в безвестность. Его автоматон чудом выжил – много лет куклы пылились на чердаке, пока местный мастер-кукольник не восстановил работу игрушки. Теперь она представлена в музее Ульяновского Театра кукол.