Общее описание ручной пилы для резки металлических изделий
Ручные пилы для работы с металлом всегда будут присутствовать на рынке инструментов, поскольку они имеют несколько преимуществ относительно электроприборов. Их стоимость существенно ниже, что привлекает многих. Независимость от источника электрической энергии позволяет использовать данные приспособления в любых условиях. При использовании ручной пилы для резки металла мастер может с особой точностью контролировать процесс обработки изделий.
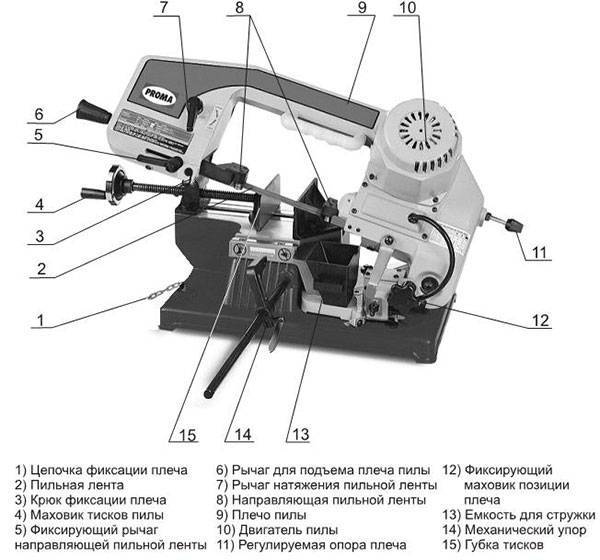
Такой традиционный инструмент, спустя время, приобрел некоторые изменения, которые позволили ему достигнуть лучших свойств. Но его конструкция осталась той же. В С-образную раму крепится полотно, которое фиксируется специальными винтами. В ручном инструменте современного типа можно встретить следующее:
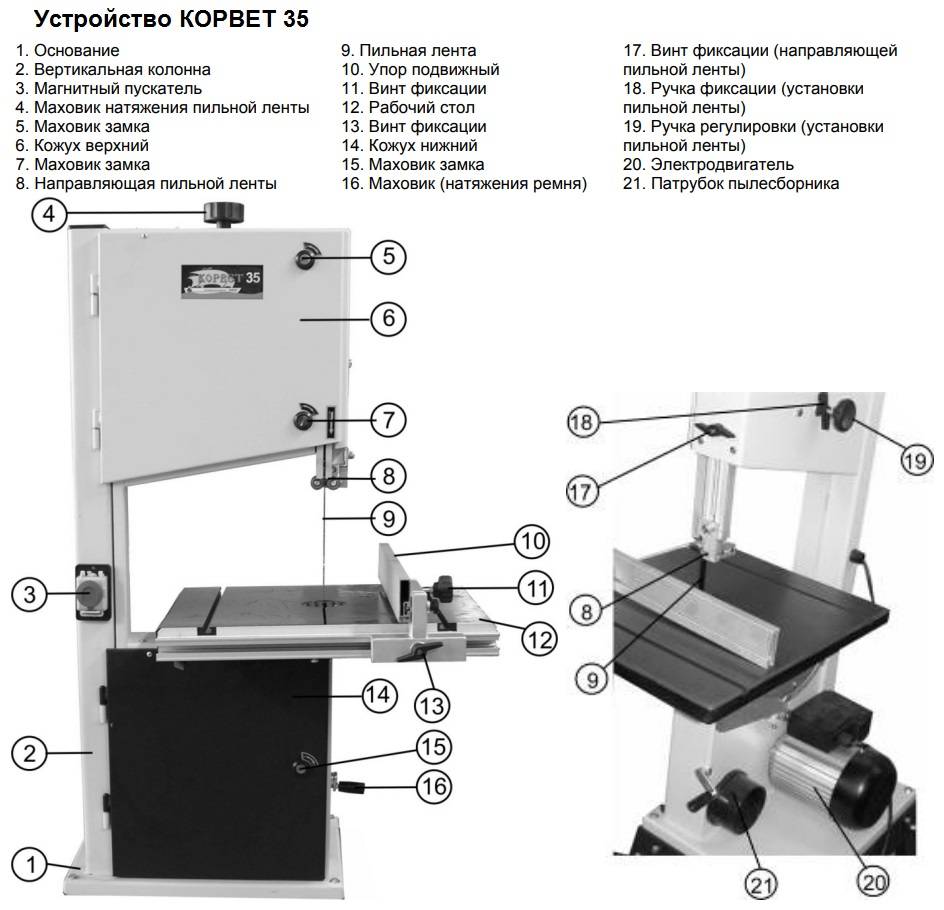
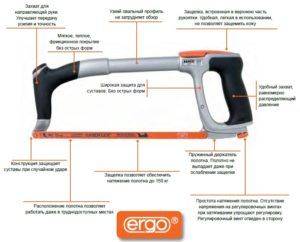 Конструкция ручной пилы по металлу
Конструкция ручной пилы по металлу
- эргономичный дизайн;
- ручка пилы по металлу находится перпендикулярно полотнищу, что позволяет равномерно распределить усилия;
- инструмент с округленными углами и облегченным корпусом удобен в эксплуатации;
- на поверхность ручки пилы наносится специальное покрытие, что повышает сцепление с руками мастера;
- современные ручные пилы для резки металла оснащены двумя захватами: первый – для точности действий, другой – для фиксации инструмента;
- полотно пилы хорошо натягивается, что обеспечивает более точный и ровный пропил;
- для натяжения полотна используются пружинные держатели, которые существенно облегчают процесс замены лезвия;
- некоторые модели ручных ножовок оснащены несколькими пазами для установки лезвий под разными углами;
- расположение полотна в ручных пилах для резки металла самое удачное, что позволяет выполнять все действия в самых труднодоступных местах;
- полотна изготовляются из специальных биметаллических сплавов, что существенно увеличивает их срок службы.
Дисковая пила
Дисковая пила – это особенный тип инструмента, который может иметь как ручной, так и электрический привод. Благодаря достаточно высокой скорости вращения рабочего диска она выполняет распиливание металлических заготовок или их рубку.
Конструктивной особенностью агрегата считается наличие двух массивных кругов. Их изготавливают из металла, и они перемещаются в вертикальной плоскости друг относительно друга. Круги дополнительно оснащаются пазами, имеющими разное сечение – квадратное, круглое, прямоугольное.
Агрегат дискового типа работает по следующему принципу:
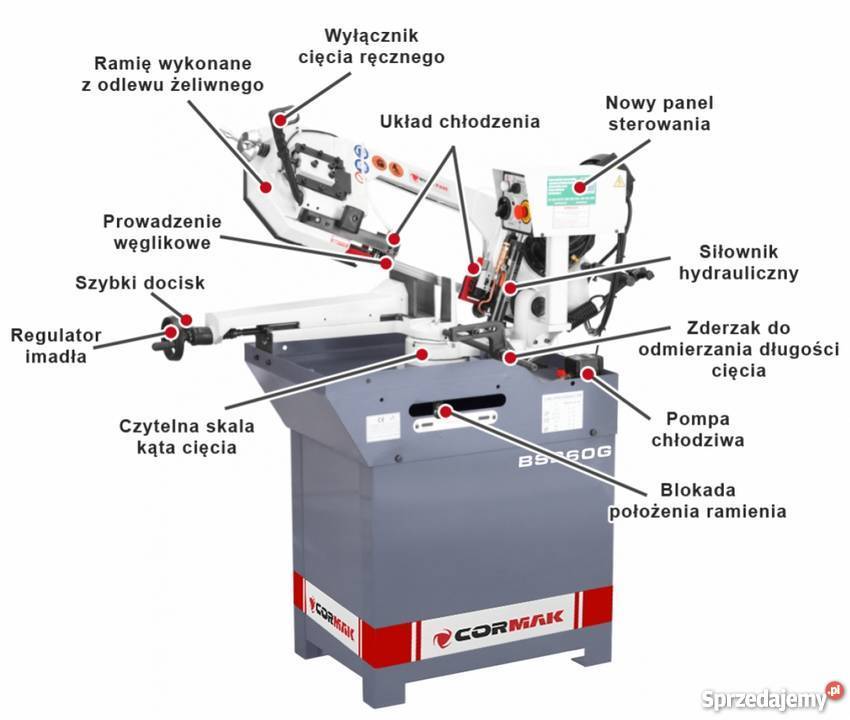
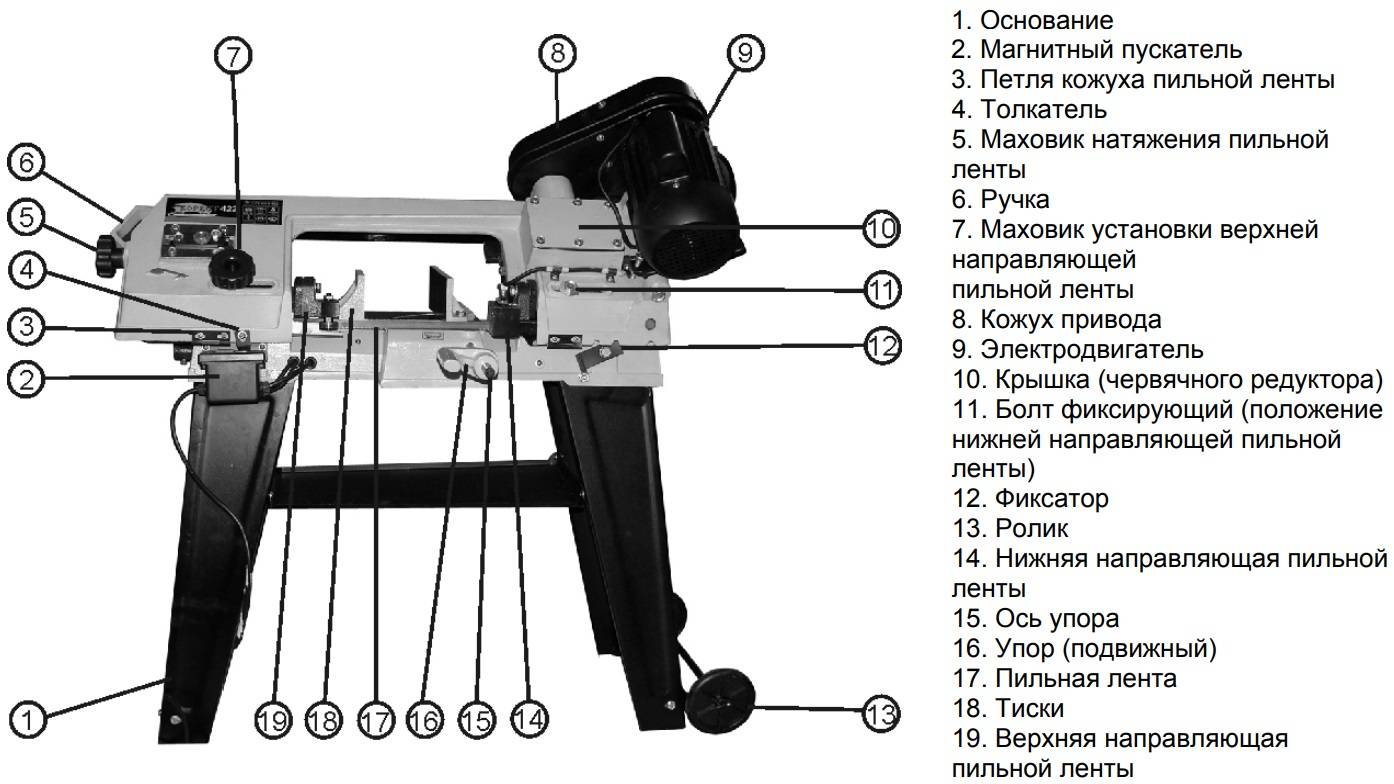
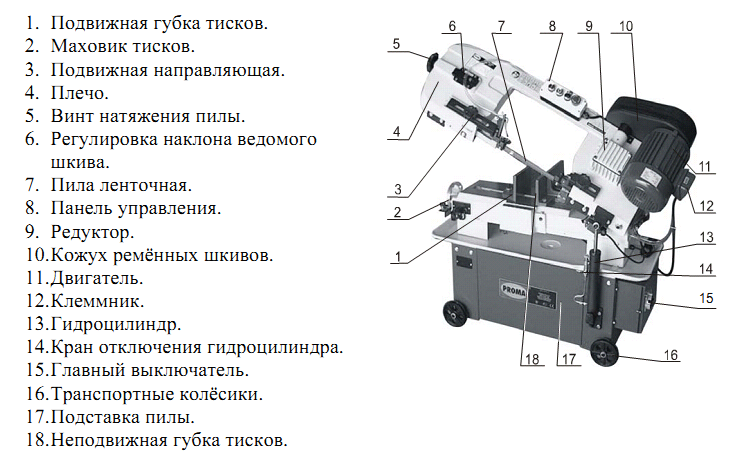
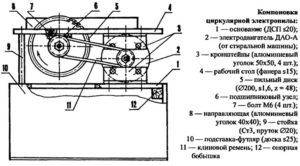 Конструкция циркулярной пилы
Конструкция циркулярной пилы
- металлическая заготовка вставляется в диски через подходящий по размеру паз;
- необходимо нажать на рукоятку рабочего привода;
- происходит смещение режущих дисков, что и выполняет поставленные задачи.
При выборе такой ручной пилы необходимо учитывать, что для выполнения резки необходимо произвести значительные усилия. Данный инструмент чаще всего применяется для резки арматурных стержней, труб, квадратного и другого профиля, разного сечения.
Виды ленточных пил
Ленточные пилы, изготовленные из качественной высокоуглеродистой инструментальной стали, предназначены для экономичной резки широкой гаммы легированных и нелегированных сталей с прочностью на разрыв до 80 кПа/мм?, но по своим техническим и эксплутационным показателям они уступают биметаллическим полотнам.
Самое широкое распространение в современной ленточнопильной технологии получили биметаллические пилы, особенно с зубом из быстрорежущей стали. Режущая часть зубьев изготовлена из быстрорежущей стали М42 (аналог 11Р2М10К8). Эта сталь, высоколегированная молибденом и кобальтом, имеет высокую твёрдость (до 950 НV) и красностойкость. Специально подобранная пружинная сталь основы пилы обеспечивает ей прочность и долговечность, а надёжное электронно-лучевое сварное соединение с режущими зубьями, позволяет использовать эти пилы в самых тяжёлых условиях производства. Пилы новой конструкции с комбинированным шагом наиболее применимы для резки труб, профилей и заготовок переменного сечения. Переменный шаг зуба пилы позволяет значительно уменьшить вибрацию, повысить устойчивость и эффективность процесса резки заготовок переменного сечения.
Ленточные полотна с твёрдосплавным зубом применяются для самых трудных условий резания. Они используются на высокопроизводительных и жёстких двухколонных ленточнопильных станках для резания таких труднообрабатываемых материалов, как чугунное литьё, неферромагнитные сплавы, редкоземельные металлы и сплавы типа Монель, Инконель, Хастелой и др. с высоким содержанием никеля и титана, и при этом существенно снижают себестоимость разделительной резки. Конструкция гнезда для размещения твёрдосплавной пластины гарантирует прочность ее соединения с полотном пилы. Зубья пил имеют разводку, которая обеспечивает необходимый зазор при пилении и удаление стружки. Эти пилы применяются для резки только сплошных сечений диаметром от 60 мм.
Производители инструмента
При выполнении операций в условиях производства, выбирайте продукцию импортных брендов. Но перед тем как купить полотна к ленточным пилам, убедитесь в подлинности товара. Просите у продавца сертификаты соответствия, обязательно проверяйте маркировку на инструменте. Наибольшей популярностью на рынке пользуется продукция нескольких брендов.
Arntz (Германия). Фирма производит элементы для ленточнопильных станков более 200 лет. Специализируется на твердосплавных полотнах.

Фотография №2: Ленточные пилы Arntz
Lenox (США). На все полотна наносятся дополнительные защитные покрытия Armor на основе нитрида алюминия и титана.

Фотография №3: Ленточные пилы Lenox
Wikus (Германия). Широкий модельный ряд компании позволяет подобрать инструменты для выполнения любых операций.
Forezienne (Франция). Компания производит полотна из стали, в состав которой входит обогащенная руда. Сложный процесс закалки и отпуска обеспечивает оптимальные прочностные показатели изделий.
Lennartz (Германия). Режущие кромки и подложки изготавливаются из закаленной стали. Зубчатые кромки привариваются.
Режимы резания
Чтобы функционирование ленточного полотна было надлежащим, необходимо обеспечить не только правильный зажим заготовки, наличие СОЖ, обкатку нового полотна и иные моменты, но и соблюдать конкретный режим резки металла.
Внимание! Оптимальный режим резания выбирается определением скорости движения полотна (скорость резания, в м/минуту), исходя из марки металла, и выставлением скорости подачи консоли (в мм/мин)
При обкатке
Важно! Режимы резки металла при обкатке нового полотна зависят от материала, из которого оно изготовлено: биметалл или твердые сплавы. Для биметаллического полотна, в целях исключения деформации зубьев (микросколы) величину подачи металлической заготовки регулируют таким образом, чтобы она не превышала половину скорости, предусмотренной для конкретного материала заготовки (автоматные, легированные и прочие виды сталей, чугуны и сплавы)
Для биметаллического полотна, в целях исключения деформации зубьев (микросколы) величину подачи металлической заготовки регулируют таким образом, чтобы она не превышала половину скорости, предусмотренной для конкретного материала заготовки (автоматные, легированные и прочие виды сталей, чугуны и сплавы).

Биметаллическое полотно BAHCO для ленточнопильного станка. Фото 220Вольт
Чтобы устранить при обкатке возможные вибрации, скорость резания дополнительно уменьшают, а затем при дальнейшем прохождении режима обкатки, скорость подачи заготовки постепенно увеличивают так, чтобы она к концу обкатки полностью совпадала с рекомендуемой производителем.
Продолжительность работы в режиме обкатки
Продолжительность режима резки металла новым полотном зависит от типа заготовок:
- при малой площади поперечного сечения режим обкатки проходит при разрезке заготовок общей площадью 0,3 кв. метра;
- иные типы заготовок обрабатывают в режиме обкатки в течение четверти часа.
Параметры выбора режима резки
В зависимости от того, какой именно вид материала будет подвергаться обработке на ленточном станке, и какой металл у самого плотна (биметалл или твердый сплав) индивидуально устанавливается режим, состоящий из трех основных параметров:
- скорость резки (в метрах в минуту);
- толщина заготовки, в мм;
- «шаг» зуба пилы.
Всего существует 18 отдельных режимов — по количеству типов обрабатываемого материала.

Ленточнопильный вертикальный станок с ЧПУ Opus AX3-R. Фото Стербруст
Например, для конструкционных сталей предусмотрено три основных режима, в зависимости от толщины:
- толщина меньше 100 мм – скорость подачи от 70 до 100 м/мин;
- толщина от 100 до 500 мм – скорость подачи от 50 до 90 м/мин;
- толщина более 500 мм – скорость подачи от 40 до 77 м/мин.

Напольный ленточнопильный станок METALMASTER BSM-912B для выполнения реза под разными углами. Фото 220Вольт
Для чугуна режимы обработки следующие:
- толщина меньше 100 мм – скорость подачи от 40 до 50 м/мин;
- толщина от 100 до 500 мм – скорость подачи от 40 до 45 м/мин;
- толщина более 500 мм – скорость подачи от 35 до 40 м/мин.
Самая низкая скорость резки предусмотрена для титановых сплавов: при любой толщине рекомендуется подавать материал со скоростью от 10 до 20 м/мин.
К сведению! «Чемпионами» по скорости резки являются автоматные стали — при толщине менее 100 мм резка происходит со скоростью 130 м/мин.
Шаг зубьев
Постоянный и переменный шаг зубьев ленточной пилы побирается по принципу: чем больше ширина разрезаемой заготовки из сплошного метала, тем меньше зубьев должно быть на одном дюйме полотна.

Ленточнопильный вертикальный полуавтоматический станок VTF 500 SHI-E. Фото НЕВАСТАНКОМАШ
Так, при толщине металла меньше 100 мм. число зубьев на полотне оптимально равно 14 (10/14 – для переменного шага), при толщине, равной 400 мм. среднее количество зубьев не превышает двух (1,4/2,5 для переменного шага).



Недорого режем металл ленточнопильным способом
Для заказчиков важным достоинством лентопильной резки становится ее невысокая цена при отличной производительности работ. Именно такую резку – качественную и очень недорогую по московским расценкам – готово предложить вам ООО «ТСК Индустрия+». В вашем распоряжении – не только современное оборудование, но и золотые руки наших специалистов.
Резка металла ленточнопильным станком – технология раскроя листовых и линейных заготовок, которая осуществляется поступательным движением пилы, в отличие от вращательного движения дискового инструмента, рубки или лазерной, плазменной и газовой резки. Работа ленточнопильного станка – точная операция, применимая к любому металлу, от самых мягких и пластичных сортов алюминия до инструментальной стали.
Как правило, раскрой или резка – одна из начальных операций любого производственного цикла, ее задача – получение заготовок, в том числе – для транспортировки к месту обработки. Разные металлы, формы их заготовок требуют своего режима резки, соответствующего полотна пилы и соблюдения других условий резки.
Отрезанная заготовка поступает на следующие технологические операции. К примеру, стальной прокат может быть отправлен на гибку — вальцовка двутавровой балки или швеллера осуществляется на специальном вальцовочном оборудовании.
Простые заготовки из алюминия или прошедшие какую-то дополнительную обработку могут быть отправлены на анодное оксидирование, больше известное, как анодирование алюминия — в Москве цена такой обработки конкурентна из-за обилия предложений. Здесь можно узнать больше об этой технологии.
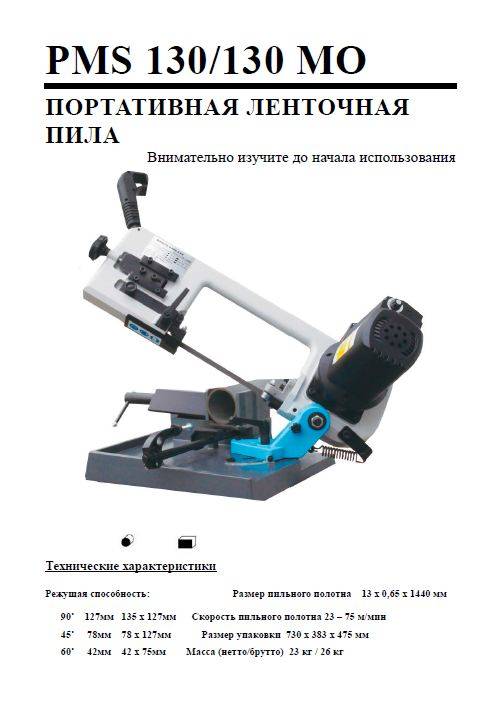
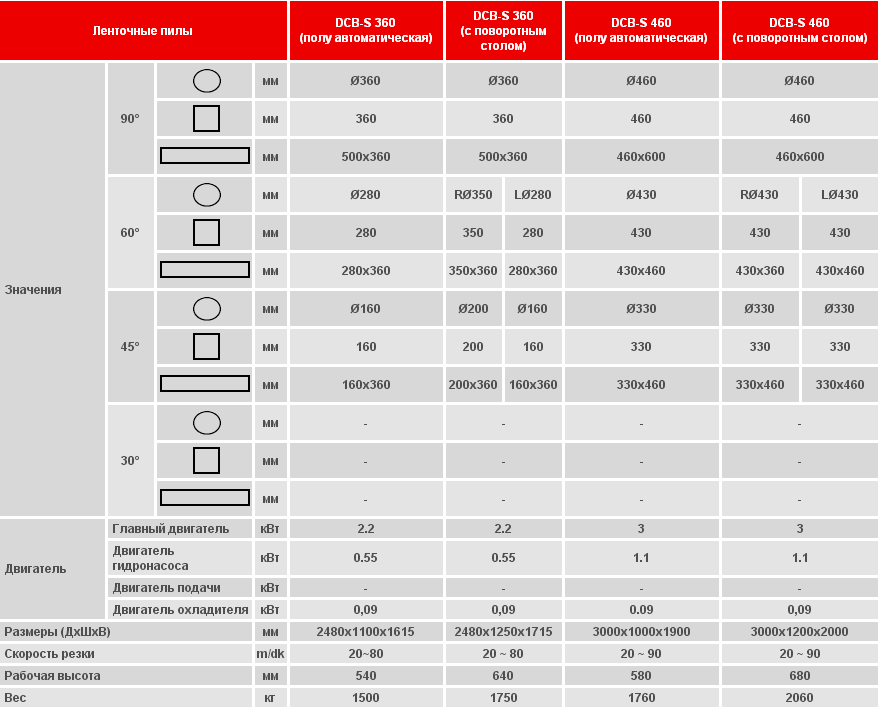
Параметры резки на ленточном устройстве
В чем же заключаются основные преимущества резки на ленточных отрезных станках по металлу? Для начала следует рассмотрим параметры подобного оборудования.
 Параметры станка
Параметры станка
Основные характеристики:
- поворотный градус угла стола, зажимов и рамы;
- скорость полотна;
- его размер;
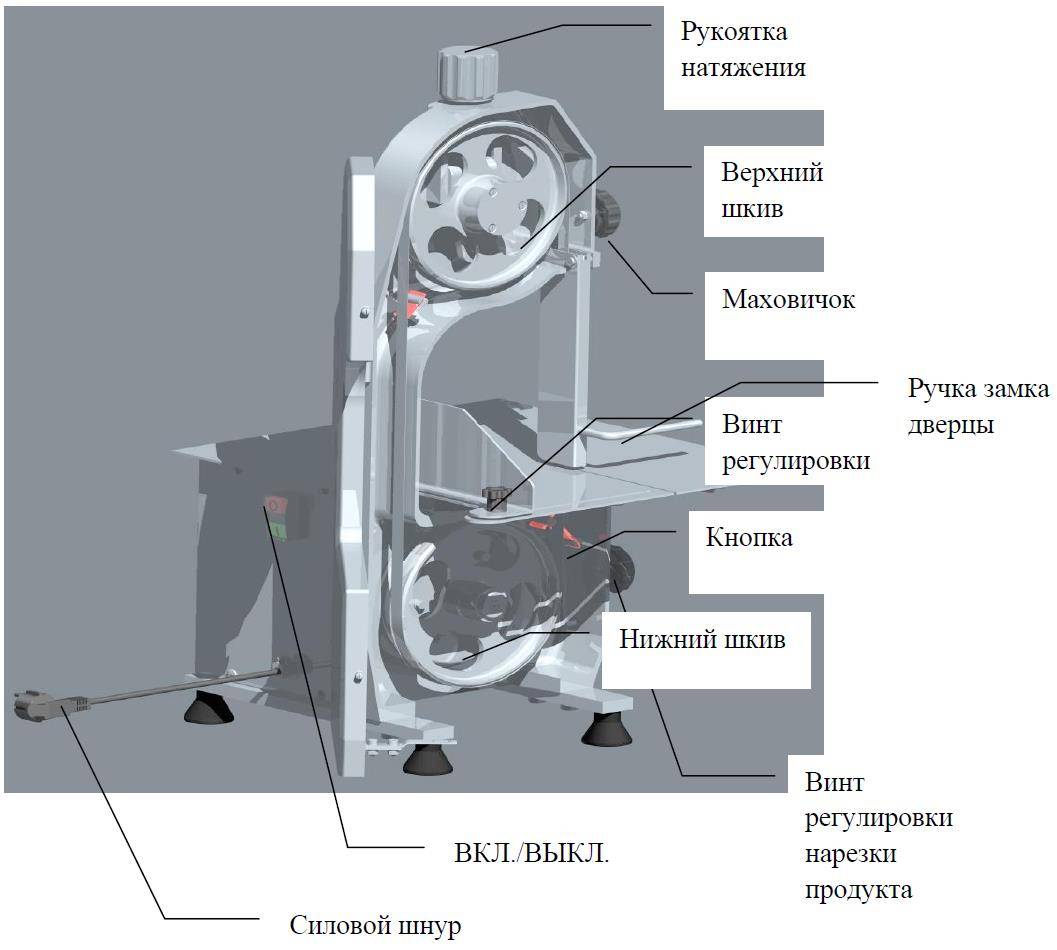
- размер шкивов;
- количество этапов подачи предметов в автоматическом режиме;
- большой шаг подачи предмета в авторежиме;
- технические характеристики;
- параметры в упаковке;
- вес.
Какие могут быть формы предметов в максимальном значении заготовки (размер сплошной заготовки – 90, 45, 60 градусов):
- круги;
- прямоугольников;
- квадратов.
 Квадратная форма металлического изделия
Квадратная форма металлического изделия
Мощность электрического оборудования:
- привода пилы;
- двигателя для очистки;
- привода гидроагрегата;
- двигателя транспортера стружки;
- насоса;
- общая.
Параметры ленточных пил
В зависимости от типа изготовления, ленточная пила может служить для обработки следующих материалов:
- дерево;
- синтетика;
- металл.
Металл обладает высокой прочностью, а потому необходимо использовать усиленную сталь для резки. При использовании стандартных пилок, зубья будут деформироваться очень быстро. Поэтому нужно заранее подготовиться к работе, учитывая тип материала.
Размер и шаг зубьев полотна
Для выбора резца, необходимо отталкиваться от размеров созданного станка. А также есть полезные рекомендации, которых стоит придерживаться:
- Для продольного пропила используют широкие полотна, в результате выходит качественный и ровный срез.
- Если предстоит обрабатывать тонкую заготовку, нужно использовать очень узкое лезвие.
- При необходимости контурной и фигурной резки, подбирают режущие элементы в диапазоне ширины от 14 до 88 мм. Предпочтительный размер — 35-40 мм.
На финальный результат обработки будет влиять и шаг зубьев:
- Крупная постановка подходит для обработки тонких листовых материалов.
- Чем «гуще» постановка зубьев, тем больше должно быть полотно.
- Средний вариант можно использовать при обработке синтетических материалов, чтобы не забивать резец отходами.
Но и этого недостаточно для правильного подбора лезвия
Важно обращать внимание на заточку и расположение зубчиков
Расположение зубьев и заточка
Шаг зубьев влияет на финальную обработку. Выбор необходимо совершать в зависимости от твердости древесины:
- WM-полотна подходят для твёрдых и мягких пород древесины.
- АV — для работы с твердой древесиной, или мерзлым деревом.
- NV — для фигурного распила.
- NU — для мягких пород.
Также необходимо обращать внимание на заточку зубьев. Режущая кромка должна быть очень острой и ровной
Схема зубьев
Назначение оборудования
Основным назначением ленточнопильных станков является распил пиломатериалов. Они нашли широкое применение в быту и промышленности, благодаря следующим преимуществам:
- Станки способны осуществлять точный распил заготовок толщиной не более 0,4 м.
- В процессе эксплуатации ленточных пил образуется минимальное количество отходов.
- В результате обработки деревянного бруска ленточнопильным станком получается чистый рез, не требующий дополнительного шлифования.
- Распиловочный станок по дереву можно применять при криволинейном пилении.
- Ленточнопильные агрегаты занимает небольшое количество пространства, поэтому их можно легко установить в домашних мастерских.
- Приборы не издают громких звуков. Поэтому они не доставляют дискомфорта оператору. Невысокий уровень шума ленточных пил позволяет использовать их в помещениях с плохой шумоизоляцией.

Существуют следующие типы ленточнопильных станков по назначению:
- Бытовые: используются в домашних мастерских. Они отличаются небольшими габаритами. Бытовые станки устанавливаются на специализированные верстаки или подставки. Приборы крепятся при помощи шурупов.
- Полупрофессиональные: предназначены для распила брусков, имеющих толщину до 0,2 м. Они устанавливаются в домашних мастерских и в небольших деревообрабатывающих цехах.
- Профессиональные: применяются на крупных производствах. Они являются напольными приборами и отличаются большим весом. Эти станки способны обрабатывать заготовки толщиной более 0,3 м.
Ленточнопильные станки используются при производстве пилопродукции: досок, древесно-волокнистых и древесно-стружечных плит, щитов и иных листовых материалов. Эти устройства применяются в столярных мастерских, в деревообрабатывающих цехах и на мебельных фабриках.
Виды ленточной пилы по металлу
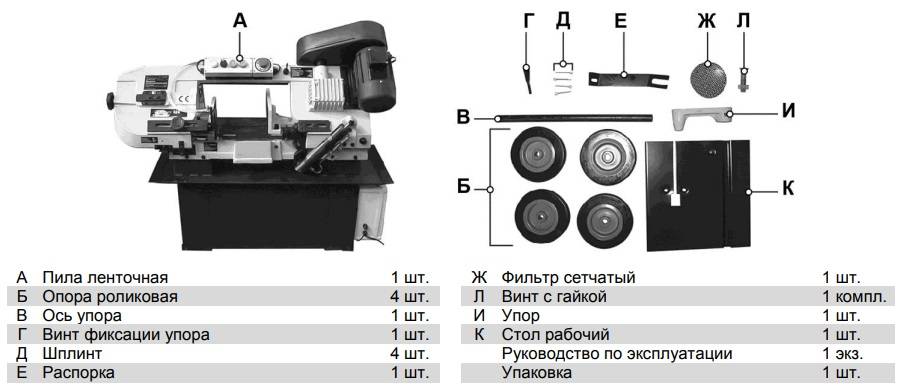
Представленное на рынке оборудование имеет разную степень автоматизированной работы. Распиловка металла ленточной пилой может происходить устройствами такого вида:
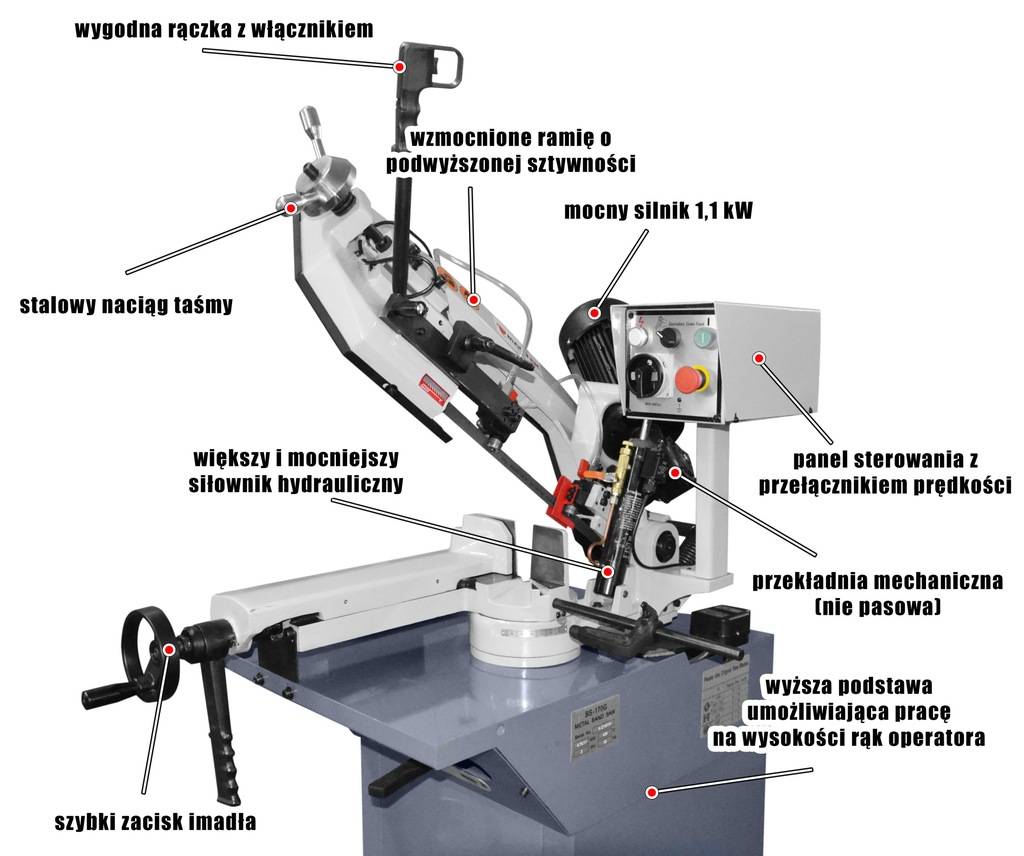
- Ручными . В них рама опускается благодаря прикладыванию сил оператором или весу самой конструкции. Скорость подачи заготовки регулируется благодаря фиксации устройства в исходных точках. Закрепляет и размечает заготовку оператор самостоятельно. Кроме того, ручная ленточная пила по металлу задает скорость путем опускания рамы.

Полуавтоматическими . У таких устройств подъем конструкции, фиксация заготовок в тисках и их освобождение после выполнения работ осуществляется самим станком. Задача для оператора состоит только в укладке деталей в зажимном механизме.

Автоматическими . Это оборудование в основном устанавливается на больших производствах. Оно самостоятельно выполняют фиксацию материала в тисках, спуск и подъем рамы, смену угла резки. Автоматически выполняется регулирование силы резки, давления и скорости подачи.

Срок полезного использования
Реальный срок полезного использования ленточнопильных станков — это «моточасы», т.е. время, которое станок находился в работе до списания. Его иногда путают со сроком владения, но это разные показатели.
Недорогие бытовые станки не рассчитаны на долгое время, потому что в быту для них не бывает большого объема работы. Поэтому речь идёт о профессиональном оборудовании. Здесь срабатывает правило — чем дороже стоимость станка, тем больше он может прослужить.
Ленточнопильный двухколонный полуавтоматический станок Everising H-1010. Фото Стербруст
Это правило нелинейно, бывает, что цену добавляют дорогие раскрученные бренды. А малоизвестный скромный производитель может выпускать более дешевую и надежную продукцию.

Тем не менее стоимость станка и срок его службы логично связаны между собой.
Гарантийные сроки
Их нельзя увязывать со сроками полезного использования. Большинство производителей стараются не обременять себя долгосрочными обязательствами перед клиентами. Поэтому гарантийный срок у многих производителей составляет 1 год.
Станок ленточнопильный полуавтоматический двухколонный DISPA DY-550. Фото Станочный мир
Но некоторые компании, полностью уверенные в надежности своей продукции, увеличивают этот срок до 2-3 лет.
Ремонтопригодность
Этот показатель крайне важен для срока службы станка. Если станок легко ремонтировать, он может работать много десятков лет. Поэтому услуги по ремонту востребованы у клиентов. Исправление незначительной поломки возможно выполнить самостоятельно. Для этого требуется приобрести необходимые комплектующие — ленточные пилы и прочие запчасти.
Определить хорошую ремонтнопригодность ленточнопильного станка можно по следующим признакам.
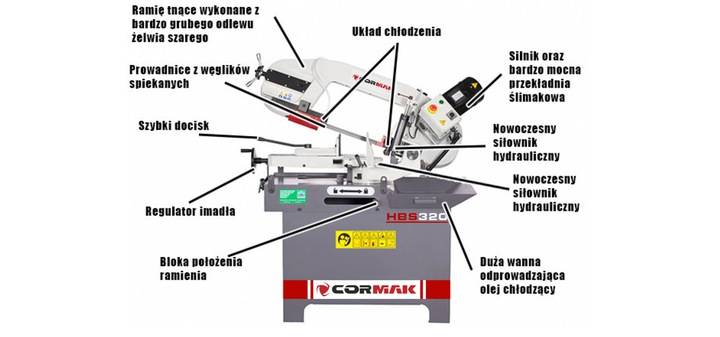
Массивная литая станина
Это основа станка, на которую всегда можно поставить новую деталь. Если станина слабая и разрушается, ленточнопильный станок выходит из строя полностью.
Двухстоечный ленточнопильный станок СРЗ 200-04. Фото Завод Ростанко
К тому же литье выполняют из крупнопористых сплавов, которые гасят разрушающие вибрации и шумы.
Стандартные детали
В основном это касается шариковых и роликовых подшипников. Если в станке применяются ГОСТ-овские подшипники, их всегда можно купить в любой специализированной фирме и заменить.
Простота конструкции
Она обеспечивает легкий доступ к большинству узлов. Также, если на станке нет множества сложных, витиеватых деталей, а есть простые, например, валы и шкивы, их всегда могут сделать в большинстве металлообрабатывающих цехов.
Ленточнопильный вертикальный станок MAKITA LB1200F. Фото 220Вольт
Специальные сложные детали придется заказывать у фирмы производителя, что не всегда дешево. К тому же бывает, что модель снимают с производства, а через некоторое время прекращают и выпуск запасных частей к ним
Электропривод
Хотя электродвигатель стоит на каждом ленточнопильном станке, его можно считать самостоятельным элементом. Выходят из строя они совсем по своим причинам (перепады напряжения, пробой изоляции и межвитковое замыкание и т.д)
Важно, чтобы на ленточнопильном станке стоял типовой двигатель, который в случае поломки можно будет свободно и недорого купить
Ленточнопильный станок Bomar SV 330. Фото Bomar
В итоге. Реальный срок полезного использования ленточнопильного станка определить точно нельзя. Он зависит ещё и от условий эксплуатации, правильного обращения и ухода. Но условно можно сказать, что срок рационального использования такого станка — около 10 лет. Потому что спустя такой срок обязательно появляются более передовые и производительные модели.
Формальный срок полезного использования
Кроме реального, есть формальный срок полезного использования по амортизационной группе. Это понятие используется в бухгалтерской и налоговой отчетности на средних и крупных предприятиях. Например, для налоговых льгот на инвестиции в новое оборудование, если таковые предусмотрены. Также для возможности списания отработавшего оборудования и прочих отчетных тонкостей.
Ленточнопильный станок WE-270DS. Фото Way Train
Установлено несколько амортизационных групп для разных видов оборудования со своими кодами. Как выглядит таблица кодов, можно посмотреть, например, здесь.
По таблице можно определить, что для ленточнопильных станков именно по металлу нет отдельного кода. Он есть для ленточнопильных станков по дереву. Таким образом, ленточнопильные станки по металлу относятся к группе «станки металлообрабатывающие» с кодом 14 292 20 30. Это третья амортизационная группа со сроком полезного использования от 3 до 5 лет включительно.
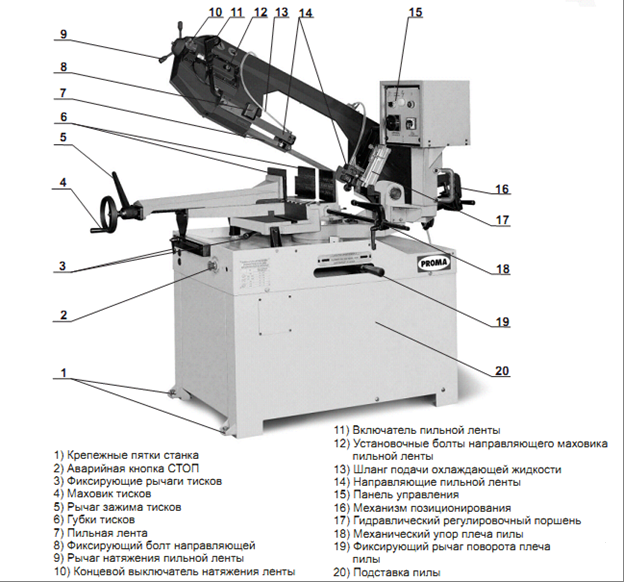
Особенности и виды
Конструктивные особенности станков, выпускаемых разными производителями, позволяют осуществлять раскрой и резку материалов с использованием ленточного полотна, которое изготовлено по принципу замкнутого кольца и оснащено зубьями за cчет чего и производится резка заготовки. Резка может осуществляться по прямой и фигурной траектории, согласно имеющегося чертежа.
При выборе конструкции станка для осуществления технологических операций по резке необходимо знать особенности работы и основные характеристики предлагаемого производителями оборудования.
Выпускаемые профессиональные станки регламентируются по нескольким категориям с учетом основных показателей:
- количеству скоростных режимов обработки материала;
- производительности оборудования (количеству произведенной работы в единицу времени);
- углу поворота подающего механизма;
- используемой ширине ленты.
По степени автоматизации рабочих процессов оборудование подразделяется на:
- ручные;
- автоматические;
- полуавтоматические.
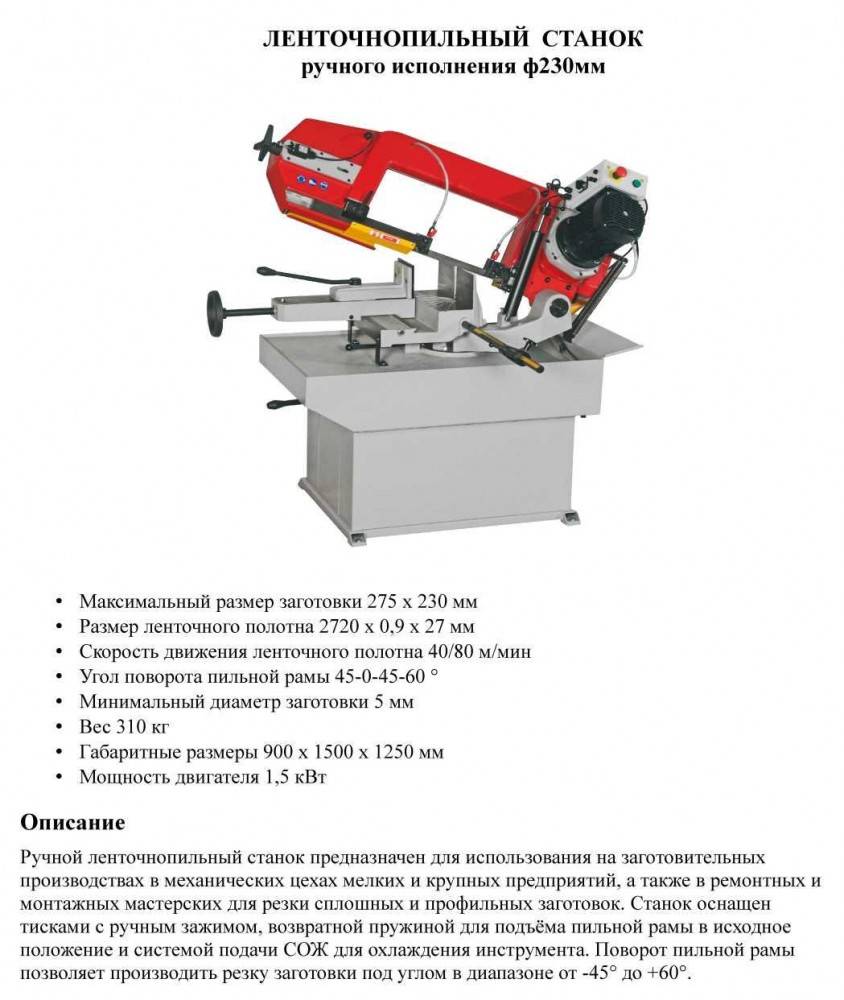
Ручные ленточнопильные станки применяются при мелкосерийном производстве изделий из металла и других материалов. Преимуществом данного типа станков является: невысокая стоимость, возможность резки материала под углом от 0 до 60°, высокое качество обработки металла. Ручные станки широко применяются в малом и среднем производстве, ремонтных сервисах и возведении строительных объектов.
Видео обзор семейства ленточных станков Jet
Полуавтоматический ленточнопильный станок применяется для многооперационной резки инструментальных сталей, цветных металлов и сплавов. На данном типе станков часть операций выполняется в автоматическом режиме: подача пильной рамы, зажим и раскрытие тисков. Полуавтоматический ленточнопильный станок обладает рядом преимуществ: плавным изменением скорости распила материала, автоматической регулировкой точности опускания рамы и использованием гидромеханического способа натяжения режущего полотна устройства.
Автоматические станки отличаются наивысшим уровнем автоматизации конструкции при выполнении операций и довольно высокой стоимостью оборудования.
Модели производимых станков различаются возможностью программирования процесса резки заготовки, оснащением оборудованием регулировки отключения рабочего цикла после завершения выполнения процесса.
Станки также подразделяются в зависимости от сферы применения и конструкции на:
- колонные;
- использующие маятниковый принцип;
- бытовые стационарные;
- бытовые настольные.
Использование станочного парка зависит от применяемых технологий, выполняемых операций и объема необходимой производительности оборудования.
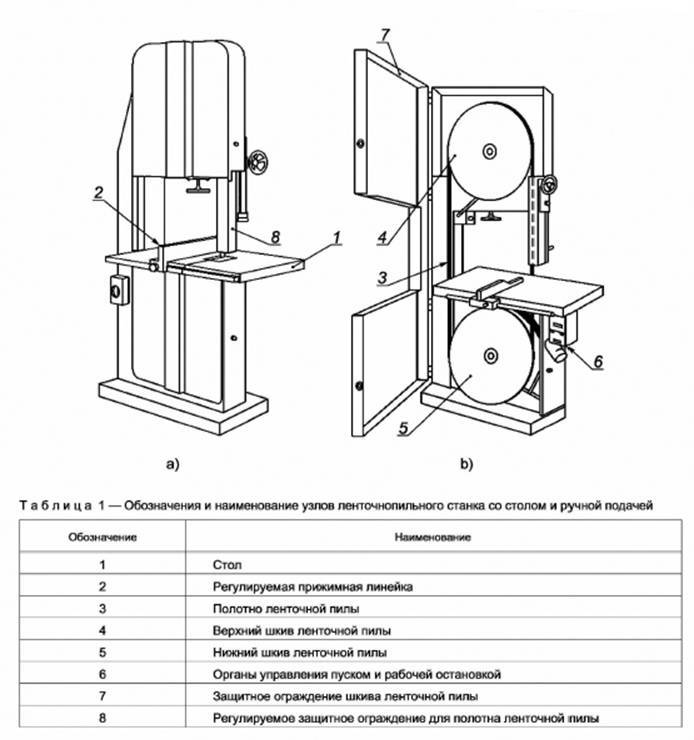
Принцип работы ленточнопильных станков
Основной принцип работы ленточнопильных станков заключается в распиливании заготовок с помощью непрерывно двигающейся замкнутой стальной ленточной пилы.
Благодаря такому принципу, ленточнопильные станки имеют ряд преимуществ:
- Резка выполнятся быстро, точно и чисто.
- В работу берутся различные по твердости материалы, включая и особо прочные металлы.
- Аппараты хорошо справляются с заготовками повышенной толщины.
- Оборудование позволяет выполнять ряд достаточно сложных видов распиловки, включая и криволинейное пиление.
- Движение полотна в станках осуществляется в сторону рабочего стола, поэтому отдача и выброс заготовки в сторону оператора исключается.
- Пропил выполняется очень узкий, поэтому опилок здесь мало, чем достигается экономия изначального материала.
- Многие ленточнопильные станки дешевле циркулярного оборудования, обладающего аналогичными функциями.
- Агрегаты довольно компакты, для работы им нужна небольшая площадь. Существуют и настольные варианты.
- При выполнении операций станки издаю мало шума, что позволяет использовать их в мастерских, находящихся, например, рядом с жилыми домами.
Степени автоматизации ленточнопильных станков
Ленточнопильные станки, производство которых налажено в том числе и российскими предприятиями, могут обладать различной степенью автоматизации.
Ручные
Опускание пильной рамы, которая выполнена в виде консоли, в таких станках может осуществляться за счет либо усилий обслуживающего их оператора, либо веса рамы, тогда такие станки называются гравитационными. Для регулирования скорости подачи рамы, обеспечения ее подъема и фиксации в исходной точке служит специальный гидроцилиндр с перепускным клапаном, который называется гидроразгрузкой. Закрепление и разметку заготовки производит оператор, он же задает скорость опускания пильной рамы.




Ручные станки чаще всего используются на небольших производствах. К преимуществам такого оборудования можно отнести:
- невысокую стоимость, простоту в эксплуатации и обслуживании;
- возможность проводить резку под углом.

Ленточнопильный настольный станок HТ150M с ручным управлением
У станков ручного типа есть и ряд недостатков.
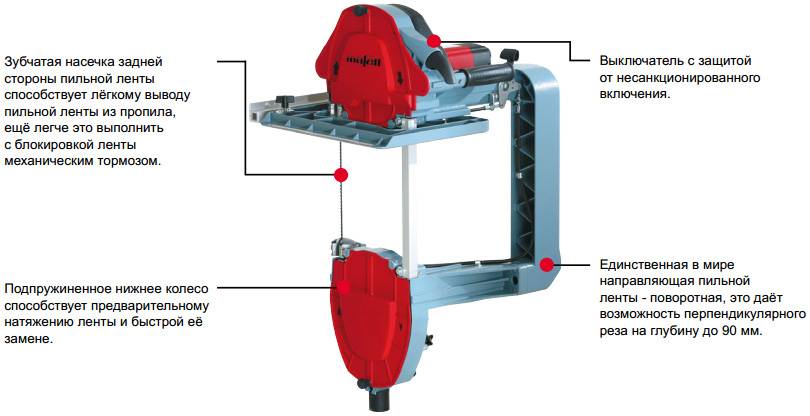
- Способы опускания пильной рамы часто не позволяют избежать в процессе резки вибрации, которая значительно уменьшает срок службы режущего полотна.
- В ручных станках нередко отсутствует возможность осуществлять визуальный контроль за степенью натяжения полотна, а также нет механизма для его очистки.
- Существует необходимость в регулярной проверке и регулировке шкивов, приводящих в движение режущее полотно.
- Невозможно контролировать и регулировать давление, оказываемое режущим полотном на деталь. Гидроцилиндр в механизме опускания и подъема режущего полотна позволяет в очень небольшом диапазоне изменять лишь скорость его опускания.

Ручной ленточнопильный станок Pilous ARG 130 Mobil
Полуавтоматические
В ленточнопильных станках полуавтоматического типа автоматизированы следующие технологические операции: опускание и подъем пильной рамы, зажим заготовки в тисках и ее освобождение после окончания процесса резки. Задачей оператора при управлении таким станком является лишь укладка заготовки в зажимной механизм. Резка заготовки в станках полуавтоматического типа выглядит следующим образом:
- автоматическая фиксация заготовки после запуска ленточнопильного станка;
- резка с заданной скоростью, при которой давление на деталь и оказываемое на нее усилие обеспечиваются специальным гидроцилиндром;
- автоматический подъем пильной рамы и освобождение заготовки после достижения режущим полотном нижней точки реза.

Полуавтоматический ленточнопильный станок по металлу YOURTIME
Полуавтоматические ленточнопильные станки, которые могут иметь одностоечное, двухстоечное и консольное исполнение, используются для оснащения мелкосерийных производств.
Автоматические
Для оснащения крупных производственных предприятий, на которых имеется необходимость в резке большого количества однотипных заготовок, используются автоматические ленточнопильные станки по металлу. Такие станки, которые могут быть одностоечного, двухстоечного, консольного, вертикального и портального типа, позволяют выполнять в автоматическом режиме следующие технологические операции: фиксацию заготовки в тисках, опускание и подъем пильной рамы, изменение угла ее наклона и поворот стола, регулирование усилия резки, давления и скорости подачи пильной рамы. При необходимости такие ленточнопильные станки могут быть переведены в ручной режим управления.
Автоматические станки могут работать в трехсменном режиме и выполнять однотипные операции (резка длинных заготовок на фрагменты заданной длины) без присутствия оператора.

Автоматический двухколонный ленточнопильный отрезной станок PMS 530/530 ACN
Виды ленточнопильных станков
Ленточнопильные станки могут быть следующих видов:
- Консольные станки . В их конструкцию входят поднимаемая и опускаемая пильная рама (консоль), а также станина. Предназначены для распила небольших по габаритам деталей.
- Станки колонного типа . Могут быть одноколонными (одностоечными) или двухколонными (двухстоечными). В первом случае рама совершает движение по одной колонне, и здесь обычно нарезаются под разными углами среднегабаритные заготовки. Во втором варианте рама двигается по двум колоннам, что позволяет работать с труднообрабатываемыми материалами.
- Станки портального типа . Модели отличаются наличием в конструкции статичного рабочего стола, вдоль которого происходит движение пильной рамы. Назначением является резка труднообрабатываемых крупногабаритных заготовок.
- Вертикальные станки . Пильная рама у них расположена вертикально и имеет неподвижное состояние. Различают ручные станки, где деталь вручную фиксируется на столе, и модели с подвижной пильной рамой. Второй вариант применятся для раскроя крупногабаритных плит.
- Горизонтальные станки. В их конструкции пильная рама находится в горизонтальном положении. Могут производить не только прямую резку, но и под углом. Предназначены для работы с крупногабаритными деталями.
Также в зависимости от уровня автоматизации принято различать ручные, полуавтоматические и автоматические.