

Работа и конструкция ленточного гриндера
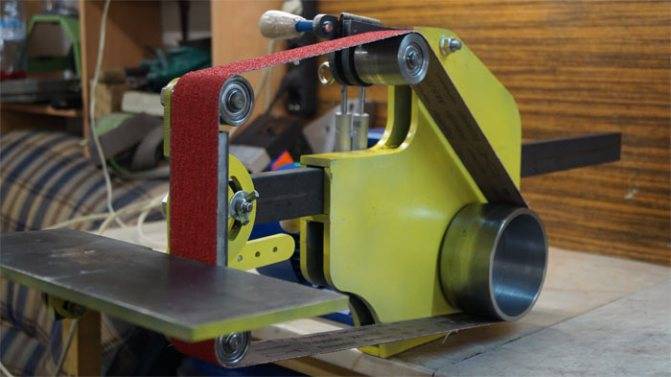
Принцип работы гриндера несложен. Имеется группа роликов, через которые пропущена шлифовальная лента требуемой зернистости. Если привести во вращение ведущий ролик, насаженный на выходной вал электродвигателя, то автоматически начнут вращаться и остальные. Регулируя относительное расположение ведомых роликов, можно шлифовать поверхности, имеющие дефекты различной глубины. Для компенсации вероятного растяжения ленты (при её длительной эксплуатации) предусматривается механизм натяжения одного из роликов (как правило, того, который в кинематической цепи станка находится где-то между ведущим и ведомым).
В конструкцию ленточного гриндера входит столик, на котором должно закрепляется обрабатываемое изделие. Лучше, если такой столик будет иметь возможность поворачиваться вдоль одной из осей на угол до 90º: тогда возможно шлифование двух взаимно перпендикулярных плоскостей с одной установки детали. В качестве средства безопасности на раме станка есть смысл предусмотреть откидное защитное стекло из прозрачного акрила – тогда нет опасений, что чешуйка сошлифованной краски или окалины попадёт в глаз оператору. Естественно, потребуются органы управления, которые размещаются в станине или на раме станка. Переносные исполнения снабжаются прочной стойкой, на основании которой имеются крепёжные отверстия, при помощи которыхгриндер можно закрепить на верстаке.

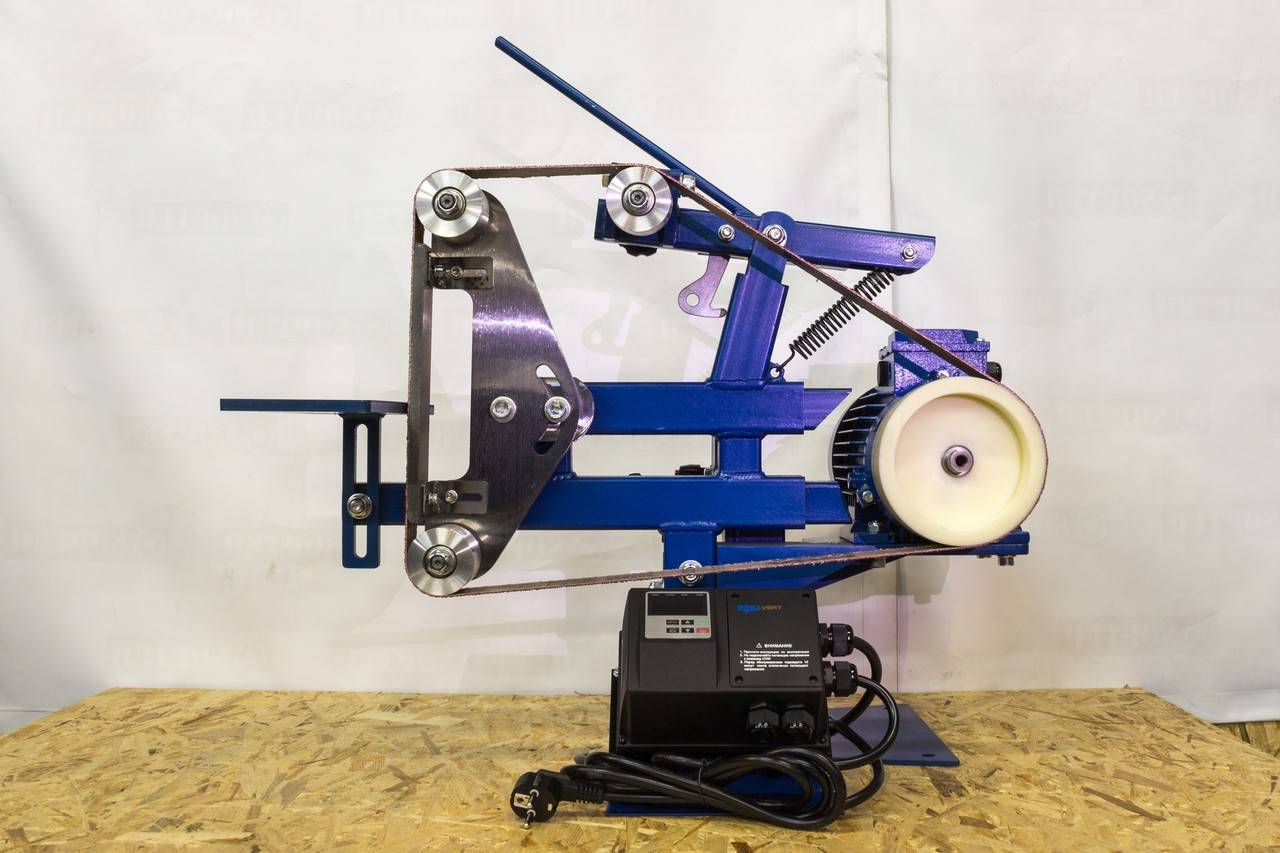
Попробуем абстрагироваться от изящества дизайна и цвета, и взглянем на конструкцию трезво. Сразу бросается в глаза визуальная неустойчивость станка: вылет консольно расположенных роликов намного больше, чем опорная поверхность под станиной. Кроме того, отсутствие столика не позволяет обрабатывать сравнительно массивные поверхности, которые длительно держать навесу просто неудобно. Увеличенная длина ленты (и сопутствующие этому механические потери на трение) становится причиной применения в приводе двигателя повышенной мощности, а, следовательно, и энергоёмкости. Узел натяжения изящен и прост в наладке, а в комплекте к станку имеются сменные шлифовальные насадки, позволяющие шлифовать даже внутренние поверхности – но стоит ли за это выкладывать более 100 тыс. руб.?

Модели гриндеров для бытового использования
Применение гриндера в быту должно быть оправдано. То есть, не нужно приобретать установки с большим количеством режимов, которые в дальнейшем не будут использоваться. Выбирать прибор нужно сугубо по назначению. Посмотрите ниже три заслуженные модели. Возможно какая-то из них вам и подойдет.
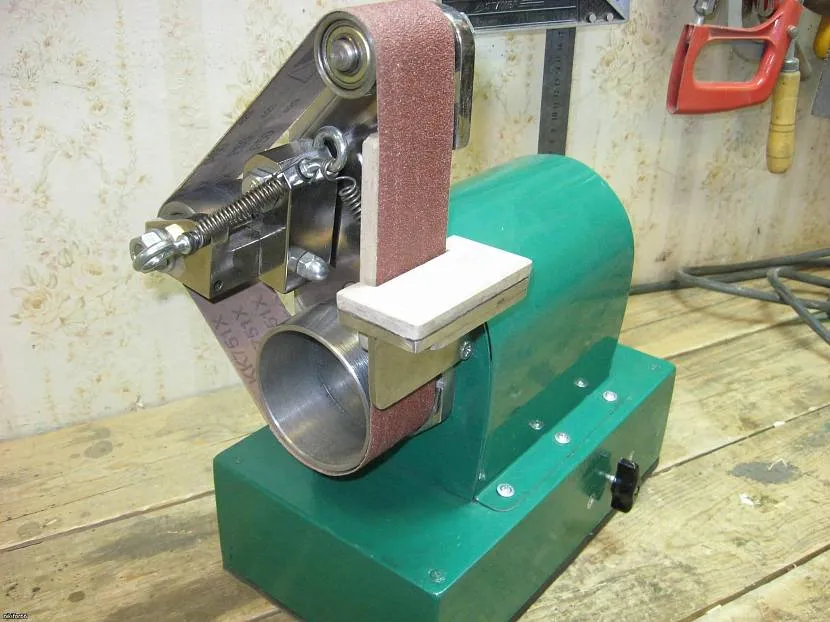
ЭНКОР Корвет-51
Идеальный станок для обработки небольших деталей. Отличается хорошей зачисткой поверхностей из МДФ, ДСП, композита, металла. Для станка предусмотрен транспортирный уклон и возможность переустанавливать и регулировать рабочую поверхность.
Плюсы:
- удобный для работы;
- компактный;
- недорогой.
Минусы:
- сильная вибрация во время работы;
- обязательная фиксация станины.
Jet 10-20 PLUS 628900M
Достаточно компактный вариант для небольших мастерских в домашнем хозяйстве. Оснащен мощным асинхронным двигателем, который подключается и работает от сети 220 Вольт. Есть возможность заменить оснащение с целью декоративно оформить обрабатываемые поверхности.
Плюсы:
- простое управление;
- высокая точность обработки;
- надежность и безопасность.
Минусы:
- дорого стоит;
- есть необходимость регулярно поправлять ленту.
Einhell TC-US 400
Популярная стационарная модель, предназначенная для эффективного шлифования пластиковых и деревянных элементов. Устройство имеет долгий гарантийный срок и большую продолжительность сервисного обслуживания.
Плюсы:
- качество сборки (отсутствие вибрации)
- низкий уровень шума;
- возможность подключать промышленный пылесос.
Минусы:
длительная замена абразивной шины.
Выбор ленты для гриндера
Подбор ленточного гриндера целесообразно начать с конца, а именно — определить, какой ширины и высоты поверхности будут обрабатываться шлифованием. После чего сравнить эти потребности с фактическими размерами шлифовальных лент, которые имеются в продаже.
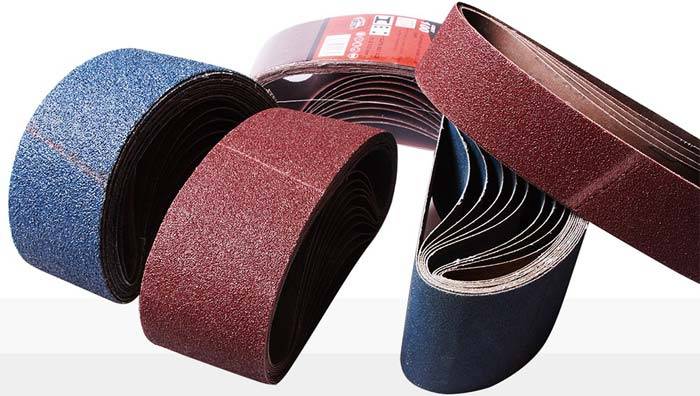
Как известно, бесконечные шлифовальные ленты различаются своей длиной, шириной и степенью зернистости. Размерный ряд шлифовальных лент отечественного и импортного производства, которые предназначены для применения в гриндерах, следующий: длина 610, 915, 1230, 1600, 1830 мм, при ширине 50 и 100 мм. Можно поискать и другие, но при безусловном выполнении следующих требований:
- Шлифовальная лента должна иметь тканевую эластичную основу;
- Выдерживать угловые скорости не ниже 1500 мин-1;
- Обладать высокой абразивной стойкостью;
- Допускать относительное удлинение без разрыва материала не менее 10…15%;
- Минимально нагреваться при длительном непрерывном шлифовании.
Необходимо отметить, что для самодельного гриндера лучше подойдут шлифовальные ленты длиной не более 1230 мм. Короткие ленты сильнее изнашиваются, поскольку не успевают остывать при своём холостом движении, а более длинные автоматически увеличивают габариты станка, не давая взамен каких-то видимых преимуществ.
Важны также и показатели механической прочности материала ленты. Категорически не рекомендуется ориентироваться на составные ленты, пусть даже и склеенные двойным скотчем: при работе место стыка растягивается, а натяжение ленты ослабевает. Более того, возможен внезапный разрыв ленты со всеми вытекающими отсюда последствиями. Учитывая быструю скорость движения ленты по поверхностям роликов, удельные усилия шлифования не должны превышать 0.7…0,8 кг/см2. Этому соответствуют параметры механической прочности ленты из электрокорунда в пределах 800…900 МПа.
Важно, что перед применением лента должна быть вывешена на цилиндре диаметром от 50…60 мм в течение как минимум 48 часов. Это обеспечит естественное удлинение изделия перед его эксплуатацией
Классификация лент
Бесконечная шлифовальная лента представляет собой полосу шлифовальной бумаги, торцы которой соединены встык или внахлёст. Каждый вариант имеет своё рациональное применение. Например, для стационарных шлифовальных станков – для гриндеров – удобнее использовать стыковое исполнение (такие ленты маркируются буквой Т). Удобство связано с тем, что стыковые ленты гарантируют наиболее прочное соединение, и допускают максимально возможное усилие натяжения, при котором биение инструмента по поверхности натяжного ролика отсутствует. Поэтому бесконечные шлифовальные ленты стыкового типа работают при шлифовании плоских поверхностей с неоднородными по твёрдости компонентами, а также металла, камня и т. п.
При шлифовке сложных контуров, где важна повышенная эластичность, лучше показывают себя ленты, соединённые внахлёст (маркируются буквой В). Их используют преимущественно для шлифовальных машин ручного типа, когда требуется оперативно изменять угол наклона и направление шлифования.
Кроме способа соединения, бесконечные шлифовальные ленты различают по следующим показателям:
- По размерам. Стандартная маркировка включает два числа – ширину и длину, в мм, например 50×686, 75×533 и т. д. Допустимые предельные отклонения составляют от ±0,5 мм до ±3,0 мм — по ширине и от ±1,0 мм до ±10,0 мм – по длине. Расхождение в значениях предельных отклонений указывает на обязательную эластичность материала основы, благодаря чему лента хорошо переносит растягивающие напряжения, и обладает определённой усталостной прочностью.
- По материалу основы. Она может быть бумажной, тканевой, и из специальных искусственных материалов. Искусственные ленты имеют более высокие показатели прочности и эластичности, а также менее чувствительны к влажности шлифуемой поверхности. Несомненным «плюсом» бумажных лент является их цена.
- Характеристики абразива, нанесённого на основу. Среди основных материалов — корунд, электрокорунд, карбид кремния. Они различаются по твёрдости и характеру износа. Имеет значение также зернистость – размеры единичного зерна, плотность насыпки, которая определяется крупностью зёрен, а также способ соединения абразива с основой бесконечной шлифовальной ленты.
- Качество соединения краёв ленты. Это может быть обычным образом сошлифованные на угол 45º кромки, применение армирующей плёнки, либо зигзагообразное соединение, при котором шлифовке подвергаются также и крайние зёрна абразива. С усложнением соединения возрастает площадь укреплённого стыка и сопротивление ленты растягивающим напряжениям. Однако при этом увеличится стоимость, и проблемным станет попытка восстановления разорванной ленты.
Основные функции Гриндеров
Зачастую гриндер применяется для выполнения мелких заготовок в домашних условиях. Но основными его функциями являются:
- формирование кромки ножей и прочих режущих предметов;
- снятие слоев ржавчины и краски;
- шлифовка труб;
- выравнивание плоских поверхностей;
- срезание заусениц и дефектов после неровной обрезки.
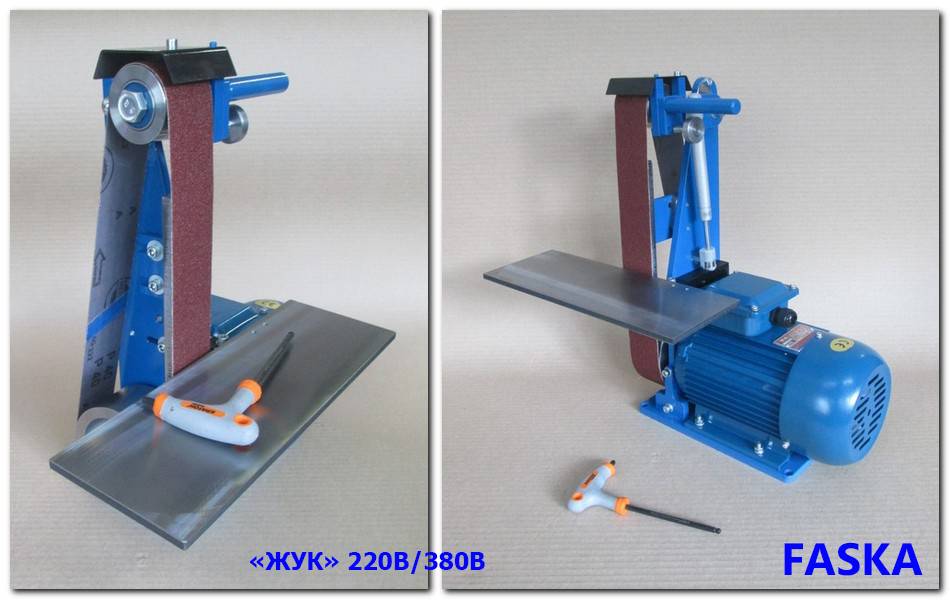
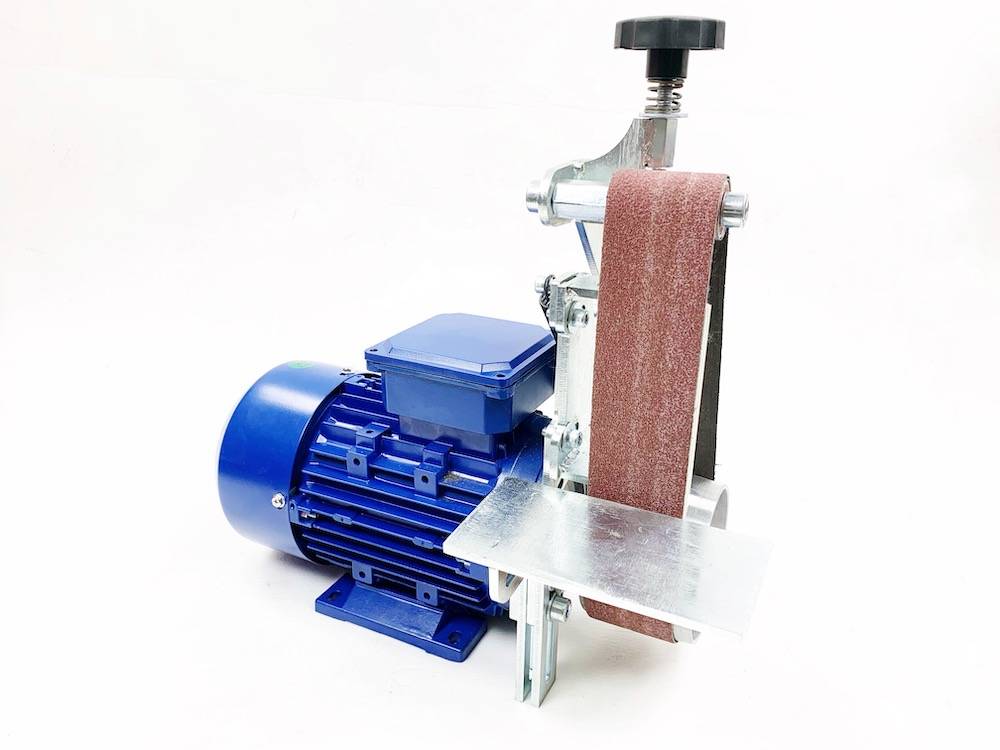
Самые простые станки предназначены только для обработки торцевых частей досок. Выглядит такой станок, как компактное устройство с небольшой станиной. Лента на валах устанавливается вертикально.
Ленточный гриндер с удобной станиной для заточки ножейИсточник beltgrinder.ru
Сферы применения
Шлифовальный гриндер — это оборудование, которое сделать самостоятельно весьма выгодно, поскольку с его помощью можно выполнять ряд технологических операций, которые связаны со шлифовкой деталей. Как уже говорилось, детали могут быть изготовлены на основе следующих материалов:
- дерево;
- металл;
- пластик.
Выполненная в промышленных условиях деталь зачастую стоит недешево. Также помните о том, что оборудование нуждается в регулярном обслуживании, при необходимости сделать ремонт ленточно-шлифовального станка можно тоже своими руками, для этого не нужны специальные инструменты или другие приспособления.





Ленточный гриндер можно применять для следующих технологических целей:
- снять облой;
- убрать заусенцы;
- убрать с поверхности незначительные дефекты;
- почистить коррозионный слой;
- удалить последствия плазменной, лазерной или другой резки;
- убрать дефекты, которые были допущены во время сварочного процесса.
Инновационные шлифленты для стекла
Алмазные шлифленты – идеальный вариант для безупречной обработки кромки стекла, особенно силикатного. Подобные ленты изготавливаются на базе особенных технологий, не так давно появившихся. При помощи специфического контролируемого оборудования на связку ленты из металла наносят алмазное зерно. Для того, чтобы процесс шлифовки был еще удобнее, на прочную гибкую основу ленты производитель размещает подложки из металла, надежно удерживающие алмазное зерно.
При работе с алмазными лентами в момент обработки кромки стекла обеспечивается целый ряд преимуществ:
- Оперативная обработка наряду с отличной производительностью процесса.
- Никаких погрешностей обработки, поверхность получается безупречно гладкой.
- Высокая износостойкость, что позволяет обрабатывать огромное количество стекол.
- Исключается разрыв ленты в момент работы со стеклом, а значит, сокращается количество браков.
Для полирования кромки стекла принято использовать специальные полировальные ленты из войлока или пробки. Они предназначены для полировки различных материалов, в том числе стекла, с применением и без абразивных веществ.
К примеру, производитель ЗМ производит структурированные ленты финишные и полировочные. Изделия сделаны по особенной технологии-микрорепликация, то есть на производстве на основу наносят высокоточные структуры в виде пирамид, включающих множество слоев хорошо обработанных частиц абразива. В процессе стирания пирамидок, обнажается последующий слой абразива с новыми режущими кромками.
Использование таких лент характеризуется многочисленными плюсами: постоянный контроль за качеством полировки, сокращение расхода абразива и необходимых шагов обработки и в целом сокращение затрат на последующую обработку. Сегодня абразивы, производимые по технологии микрорепликации, используют во многих областях, особенно там, где необходим высокий класс чистоты полученной поверхности.
Гриндер своими руками: чертежи с размерами + инструкция по сборке
При разработке особое внимание уделяется конфигурации роликов, способу фиксации изделия и оптимальной мощности силового агрегата. Об этом подробнее
Изготовление роликов
Особое внимание требует изготовление главного, ведущего ролика, выполняющего роль шкива! Он должен быть в достаточной мере массивным. Это позволит во время пускового момента избежать ненужного рывка, за счёт присутствующей инерции состояния покоя. Скорость набирается постепенно до нужных значений
Если учесть применение в конструкции привода стандартного силового агрегата, со скольжением, не превышающей 9%, при номинальных 1500 об/мин, скорость составит не более 1400 об/мин максимум
Скорость набирается постепенно до нужных значений. Если учесть применение в конструкции привода стандартного силового агрегата, со скольжением, не превышающей 9%, при номинальных 1500 об/мин, скорость составит не более 1400 об/мин максимум.
Для решения возникшего затруднения есть два варианта:
- Изготовить полый стальной ролик для уменьшения массы по принципу: больше диаметр — глубже полость. Точные размеры можно рассчитать с помощью справочника, хотя особая точность необязательна.
- Второй вариант: изготовление ролика из дюралюминия марки Д16 и выше.
На шкиве желательно выточить торцевую канаву, чьи размеры будут идентичны размерам предполагаемой к применению ленты. Это поможет предотвратить неконтролируемый сход ленты при неправильном расположении роликов в плоскости вращения.
То же рекомендуется проделать и с остальными направляющими роликами, включая натяжной. Применение дюраля для их изготовления позволит исключить операцию по вытачиванию полостей для регулировки веса.
Немалое значение имеет степень шероховатости поверхности роликов. Рекомендуемые предельные величины: Ra1,25-Ra2,5. Повышенная шероховатость приведёт к преждевременному износу основания ленты, а шероховатость ниже обозначенного предела будет способствовать ненужному проскальзыванию в процессе долговременной эксплуатации.
Установка роликов должна производиться с применением подшипниковых узлов закрытого типа на базе самоцентрирующихся подшипников с неподвижным внешним кольцом. Попадание абразивных или других частиц на вал ролика при такой установке исключено. При подборе подшипников надо учесть соответствие их несущих параметров с максимальным количеством оборотов силового агрегата.
Крепление роликов можно осуществить с помощью обычных шплинтов либо с применением буртика на одном конце оси, как предписано стандартом. Ведущий ролик должен иметь паз для общей с валом двигателя шпонки.
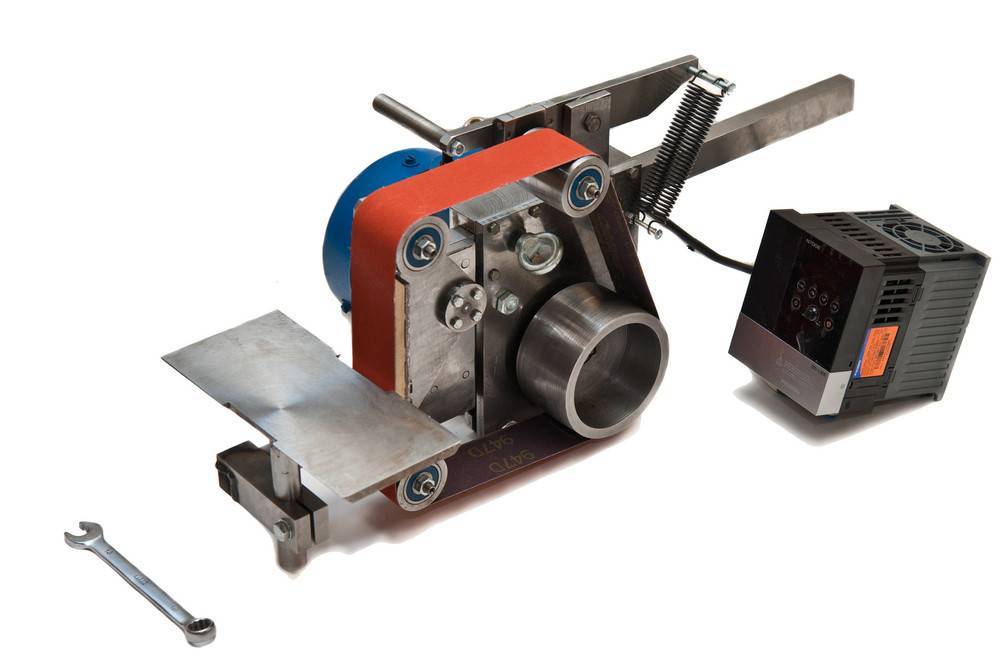
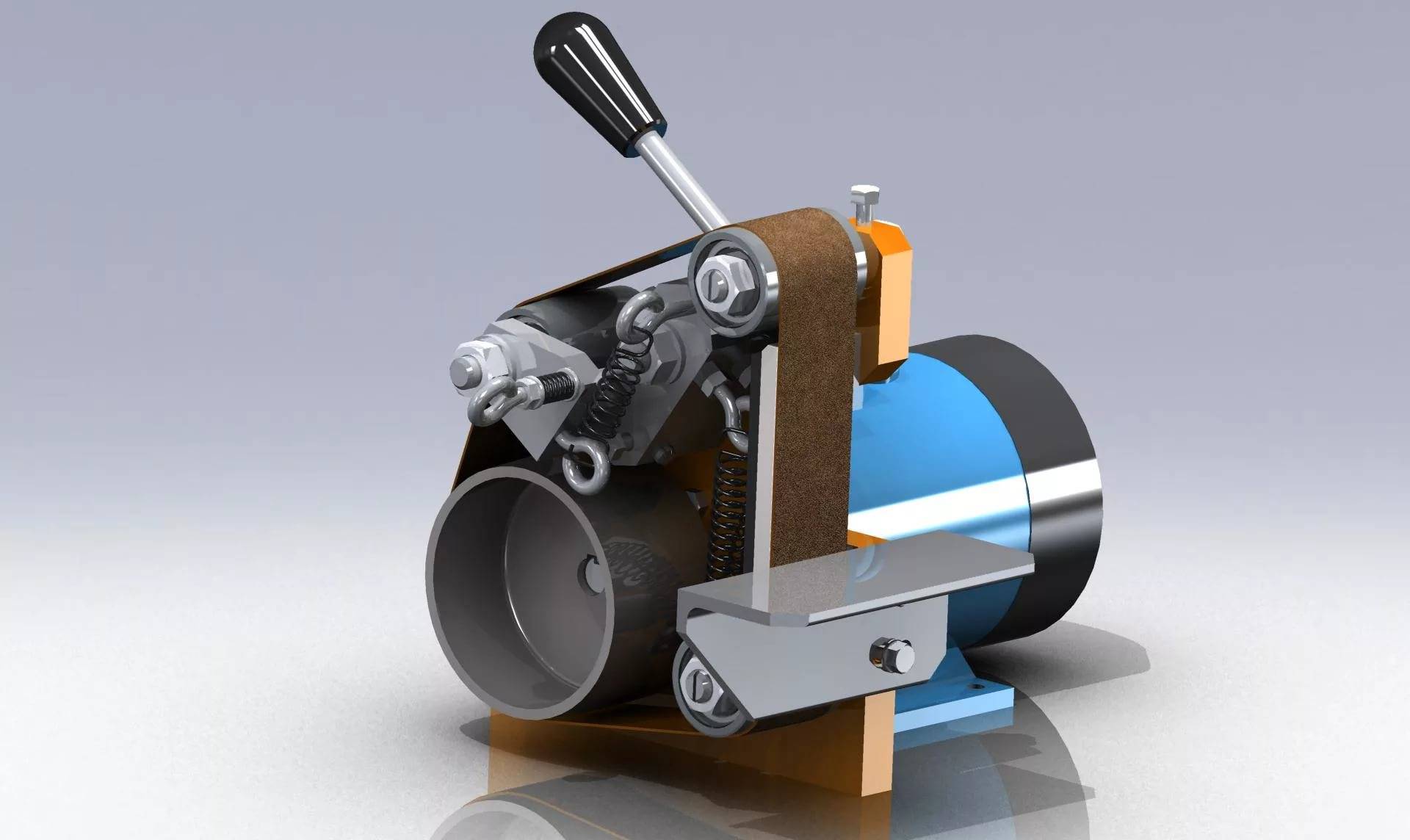
Что такое гриндер: конструктивные особенности агрегата
Такой станок имеет простое устройство. Конфигурация может отличаться в зависимости от модели, однако основные элементы конструкции остаются неизменными. Простота таких агрегатов является главной причиной того, что их нередко выполняют самостоятельно из подручных средств. В домашних условиях такой агрегат можно сделать на базе обычного электродвигателя от старой стиральной машинки. В состав стандартного гриндера входят такие конструктивные элементы (помимо двигателя):
- рама;
- ведущий ролик;
- механизм для натяжения абразивной ленты;
- прижимная площадка;
- обратный упор.
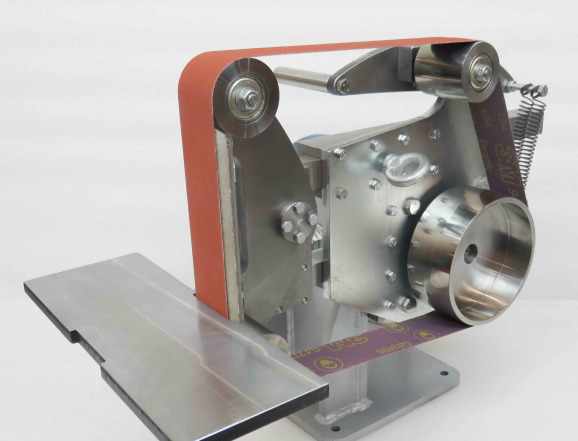
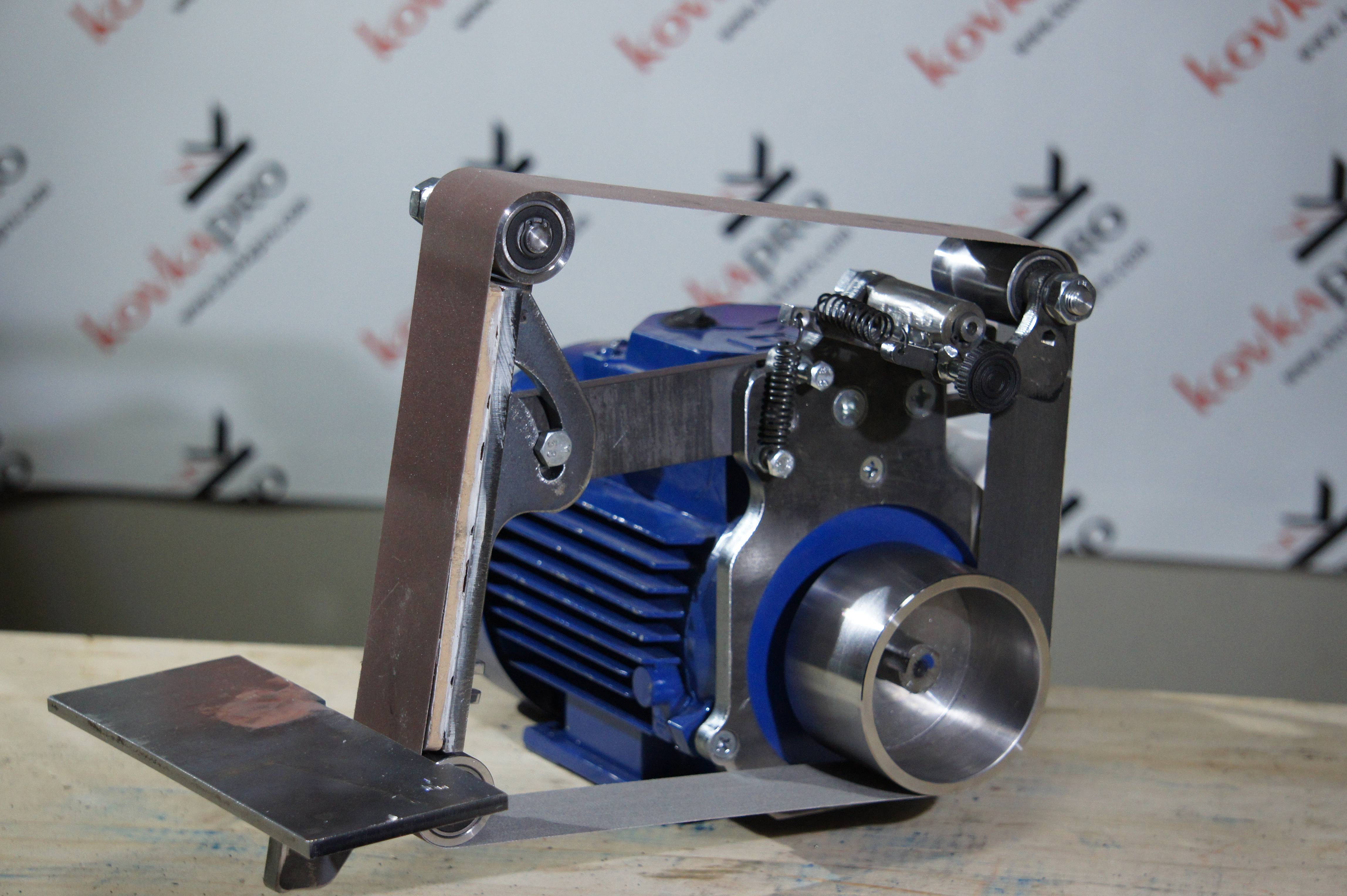
Стандартный гриндер состоит из устройства для натяжения ленты, роликов, рамы, упора и прижимной площадки Последняя деталь является очень важной, так как она исключает возможность разрыва ленты, который может произойти под воздействием чрезмерного давления во время обработки заготовки. Фото гриндеров позволяют визуально оценить их простоту и достоинства, а также быстрее разобраться в конструкции таких агрегатов
Наиболее простые варианты подобного оборудования включают в свою структуру всего один ведущий ролик. Профессиональные модели, которые можно встретить на небольших производствах, могут иметь 2 или 3 катка. В этом случае прослеживается определенная закономерность: чем больше катков имеет устройство, тем длиннее его абразивная лента.
Длина ленты – важный критерий, так как от нее зависит длительность эксплуатации данного расходника. Короткие ленты необходимо часто менять, что не очень удобно. В свою очередь, применение более длинного расходника позволяет не только снизить частоту трения, влияющую на срок годности, но и уменьшить перегрев. В любом случае этот показатель подбирается в зависимости от эксплуатационного назначения прибора. При редком использовании устройства для заточки ножей, топоров и ножниц необходимость в наличии длинной ленты отсутствует.
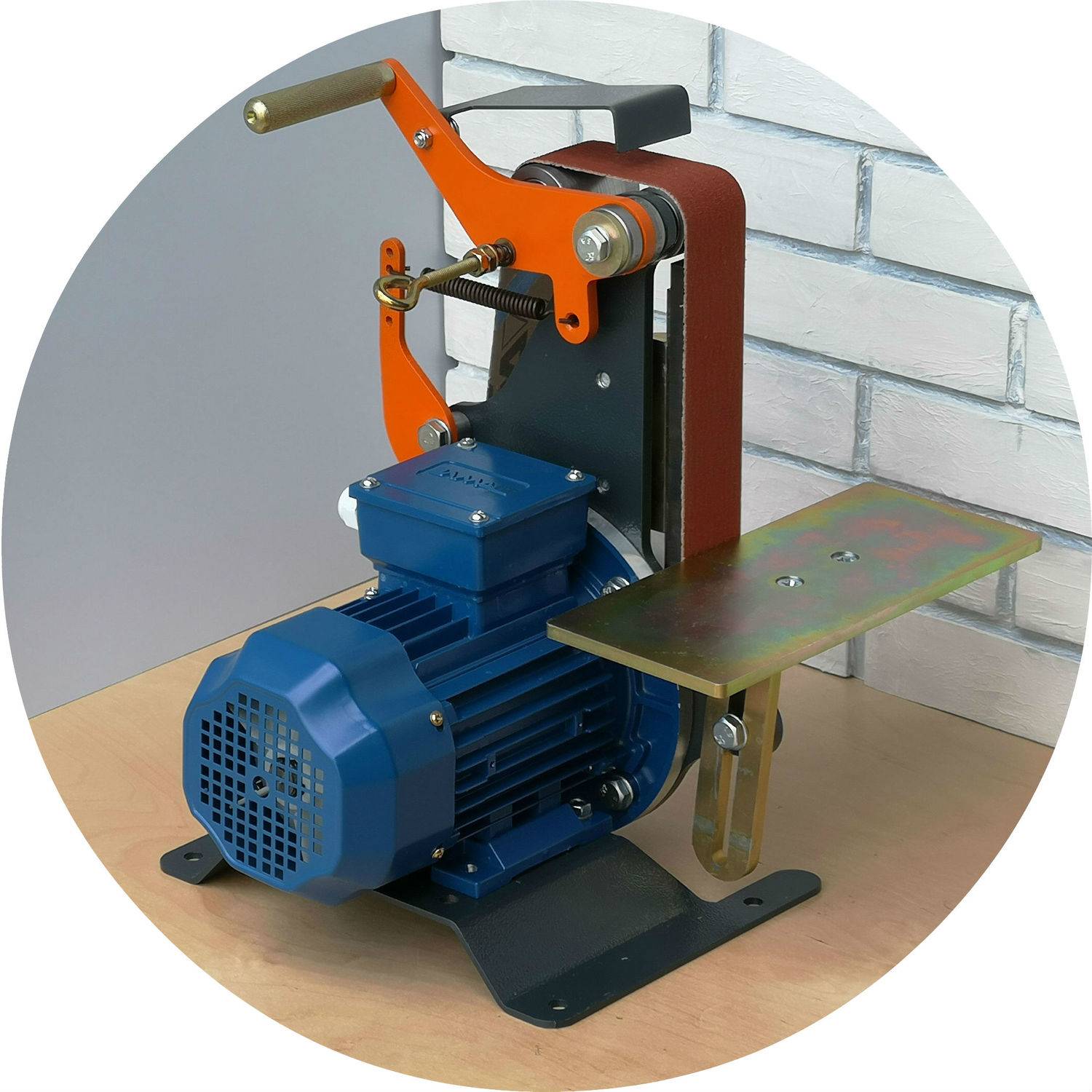
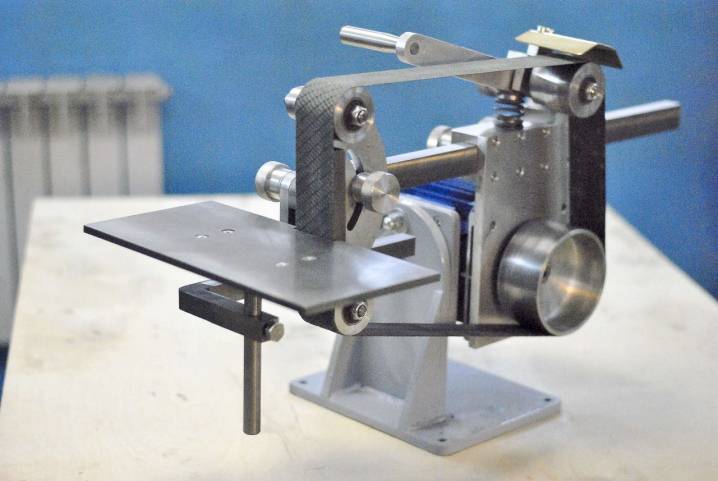
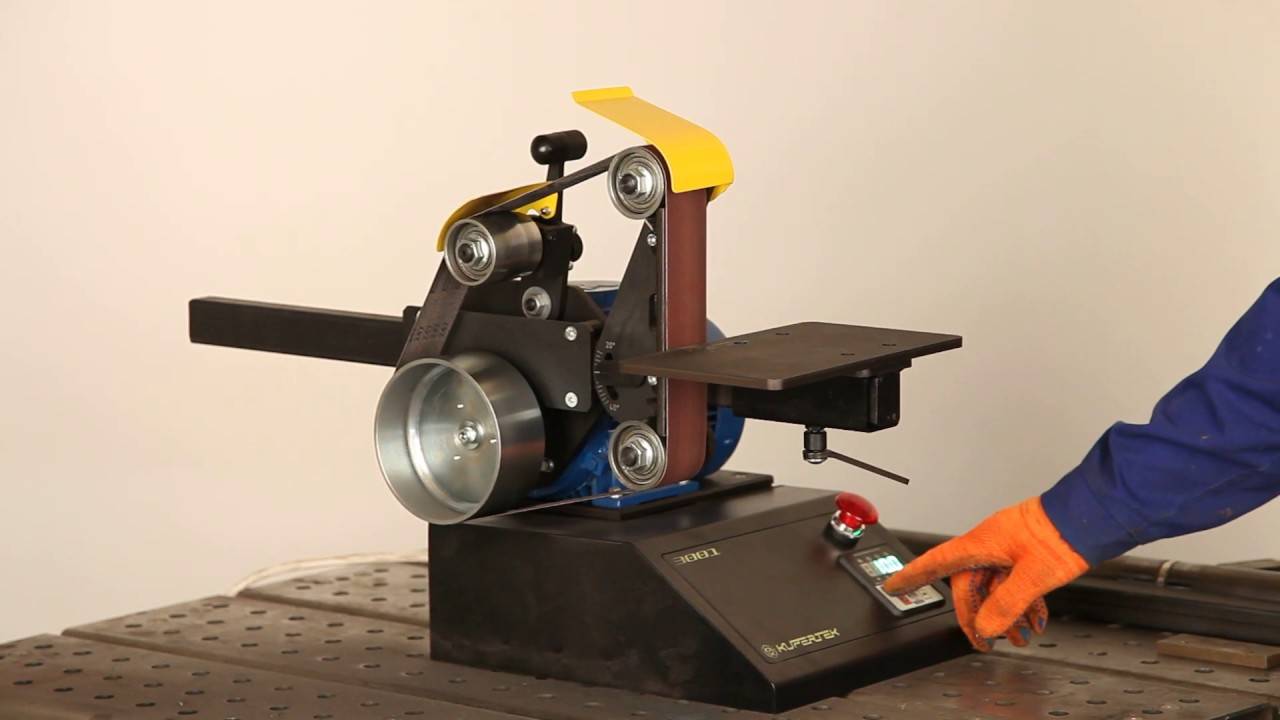
Такое оборудование является незаменимым для ножеделов. Ленточные гриндеры могут справляться с большим объемом работы. Во время эксплуатации заводского агрегата обрабатываемая деталь упирается в столик, зафиксированный на раме, что позволяет проводить более точную шлифовку. Стоит также отметить, что промышленные варианты оснащаются специальным стеклом, которое выполняет защитные функции, предохраняя лицо мастера от попадания искр.
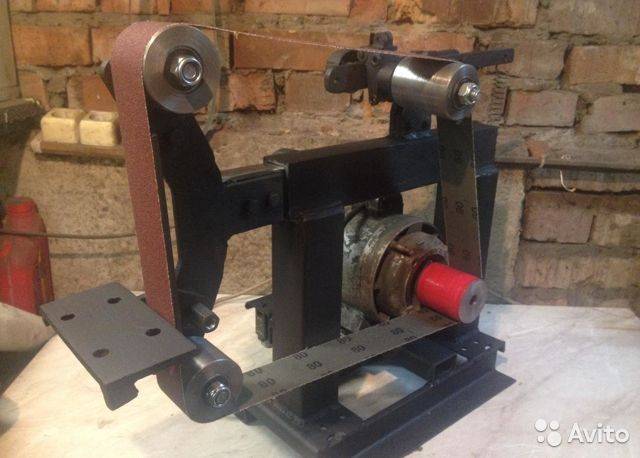
Часто ленточные гриндеры делают собственноручно из-за простоты их конструкции
Отдельно следует сказать о том, что в продаже можно встретить универсальное оборудование, сочетающее в себе характеристики не только гриндера, но и других точильных агрегатов. Точило с гриндером не предусматривает возможности отключения отдельного механизма. Его основной минус – высокая стоимость.
Принцип работы гриндера: как производится шлифовка
Принцип действия подобных агрегатов довольно прост. В нем может разобраться любой человек, не обладающий специальными знаниями и умениями. В основе работы данного устройства лежит электронный двигатель. При его включении активизируются ролики





Важно запомнить, что ведущий ролик может быть только один. Остальные являются ведомыми
Образовавшаяся тяга передается на абразивную ленту, что приводит последнюю в движение. В конструкции подобного оборудования предусмотрена возможность регуляции и контроля ведомых катков. Это значительно упрощает работу за станком. Ленточный гриндер в процессе использования производит много пыли. Особенно это заметно при обработке заготовок, выполненных из древесины. Эта проблема решается просто: достаточно воспользоваться ручным пылесосом или же любым оборудованием для обдувки.
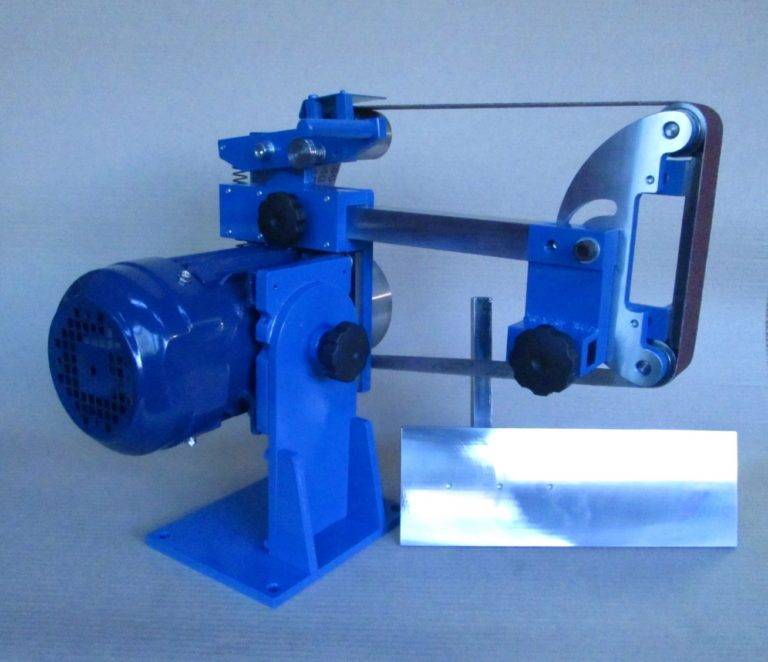
Принцип работы ленточного гриндера для шлифовки и заточки
Пользователи отмечают удобство применения такого настольного станка. Отзывы о нем преимущественно положительные. В случае эксплуатации самодельного прибора рекомендуется придерживаться всех необходимых правил безопасности. Оператор должен помнить, что отсутствие экрана на агрегате, изготовленном в домашних условиях, может привести к попаданию пыли или искр в глаза. Поэтому при использовании сделанного своими руками шлиф-станка следует заранее подготовить защитные очки.
С течением времени абразивная лента, как уже говорилось выше, изнашивается и растягивается. Существует несколько механизмов натяжения, которые нивелируют данную проблему. В основе такой системы может лежать пружина или специальный фиксаторный элемент.
Изготовление собственными силами
Для самостоятельно изготовления такого прибора нужно провести подготовительные работы. Они состоят в следующем:
- Разработать конструкцию гриндера. Чертежи с размерами готовятся самостоятельно или под заказ. После этого будет понятно, какие потребуются материалы.
- Подготавливаются электрический лобзик, болгарка, дрель.
- Токарный станок для изготовления некоторых деталей. В его отсутствие придется воспользоваться услугами токаря.
При составлении проекта лучше предусмотреть конструкцию, на которой можно было бы проводить обработку детали в горизонтальном и вертикальном направлении.
Особенности выбора ленты
Важной задачей является подбор ленты. В зависимости от ее ширины на самодельном гриндере можно будет обрабатывать детали определенных габаритов
Обращается внимание на степень ее зернистости. Размерный ряд по длине ленты имеет такие величины: 610, 915, 1230, 1600, 1830
Ширина ленты бывает 50 и 100 мм
При этом она должна отвечать следующим характеристикам:
Ширина ленты бывает 50 и 100 мм. При этом она должна отвечать следующим характеристикам:
- иметь тканевую, эластичную основу;
- способность выдерживать скорости до 1500 об/мин;
- иметь абразивную стойкость;
- выдерживать относительное удлинение без разрывов 10−15%;
- не нагреваться при длительной работе.
Следует учитывать, что короткие ленты быстро нагреваются, а длинные требую увеличения габаритов станка. Нельзя допускать, чтобы они были составными. В процессе работы в месте состыковки они растягиваются, что может привести к опасному разрыву.
Прочность ленты должна соответствовать величине 800−900 МПа. При этом удельные усилия шлифование не должны превышать 0,8 кг/см2. Перед применением лента вывешивается в течение 48 часов на цилиндре. За это время происходит ее естественное удлинение.
Основание и ролики аппарата
Для надежности конструкции выбирается толщина металла 12 мм. Основание может быть изготовлено при помощи болтовых соединений. Однако наличие отверстий ослабляет конструкцию, поэтому лучше сделать ее сварной.
При вытачивании роликов важно обратить внимание на шероховатость поверхности. Ее величина должна соответствовать Ra 1,25. Если класс обработки будет ниже, то это поведет за собой быстрый износ ленты
Если класс обработки будет ниже, то это поведет за собой быстрый износ ленты
Если класс обработки будет ниже, то это поведет за собой быстрый износ ленты
Если класс обработки будет ниже, то это поведет за собой быстрый износ ленты.
https://youtube.com/watch?v=DPBsAYqByVY
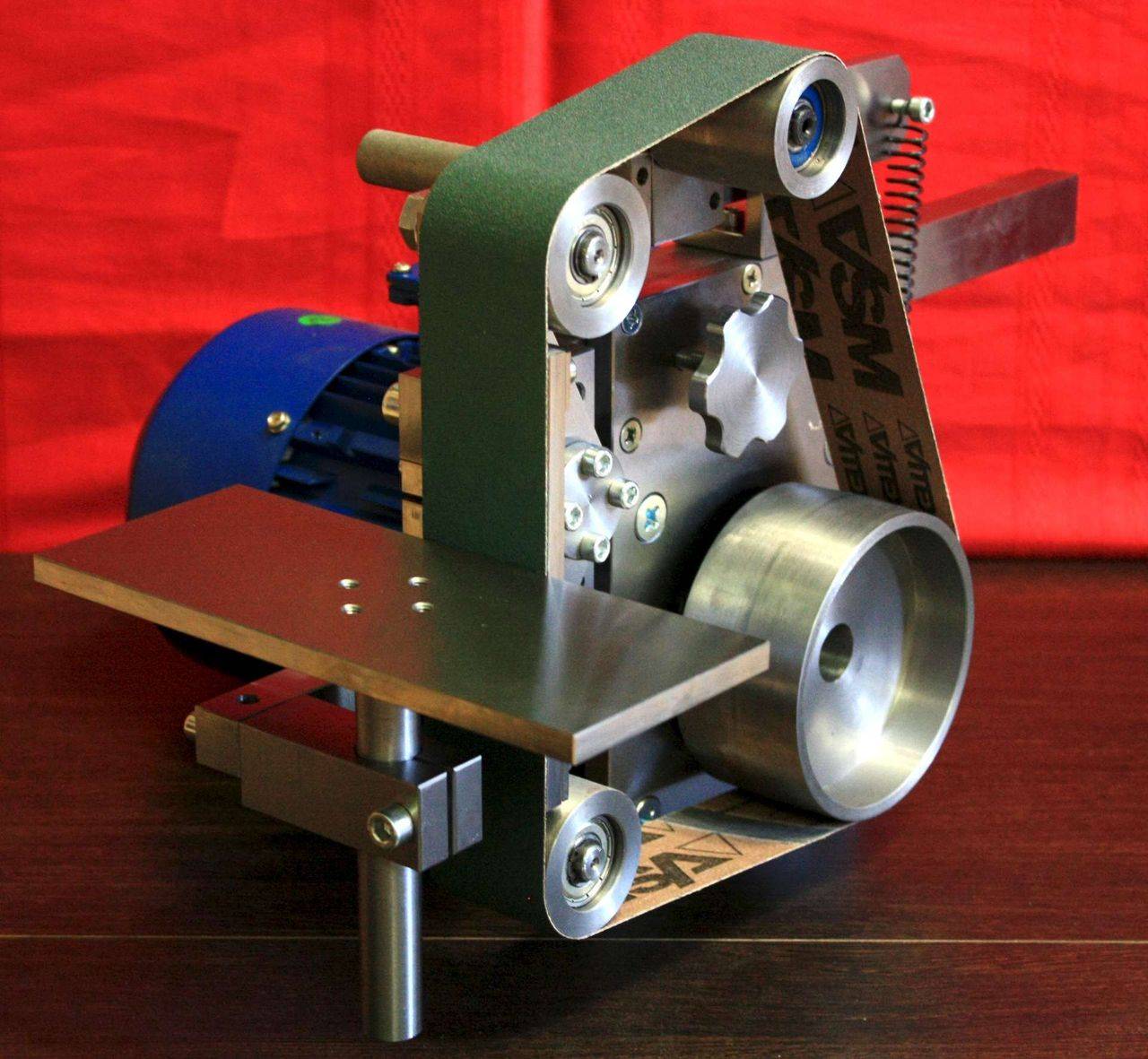
Изготавливаются они из дюралюминия или титана. В случае использования стали потребуется делать выборки для облегчения. Исключение составляет ролик вала двигателя. Он точится только из стали, потому что на него идет основная нагрузка. Для стандартного станка диаметр составляет 150 мм. Натяжной ролик имеет размер 100 мм и 2 оставшихся по 70 мм.
Располагаться все 4 вращающиеся детали должны строго в одной линии. Каждая из них делается бочкообразного типа со скосом 1- 2 мм. Это необходимо для того, чтобы исключить соскальзывание ленты.
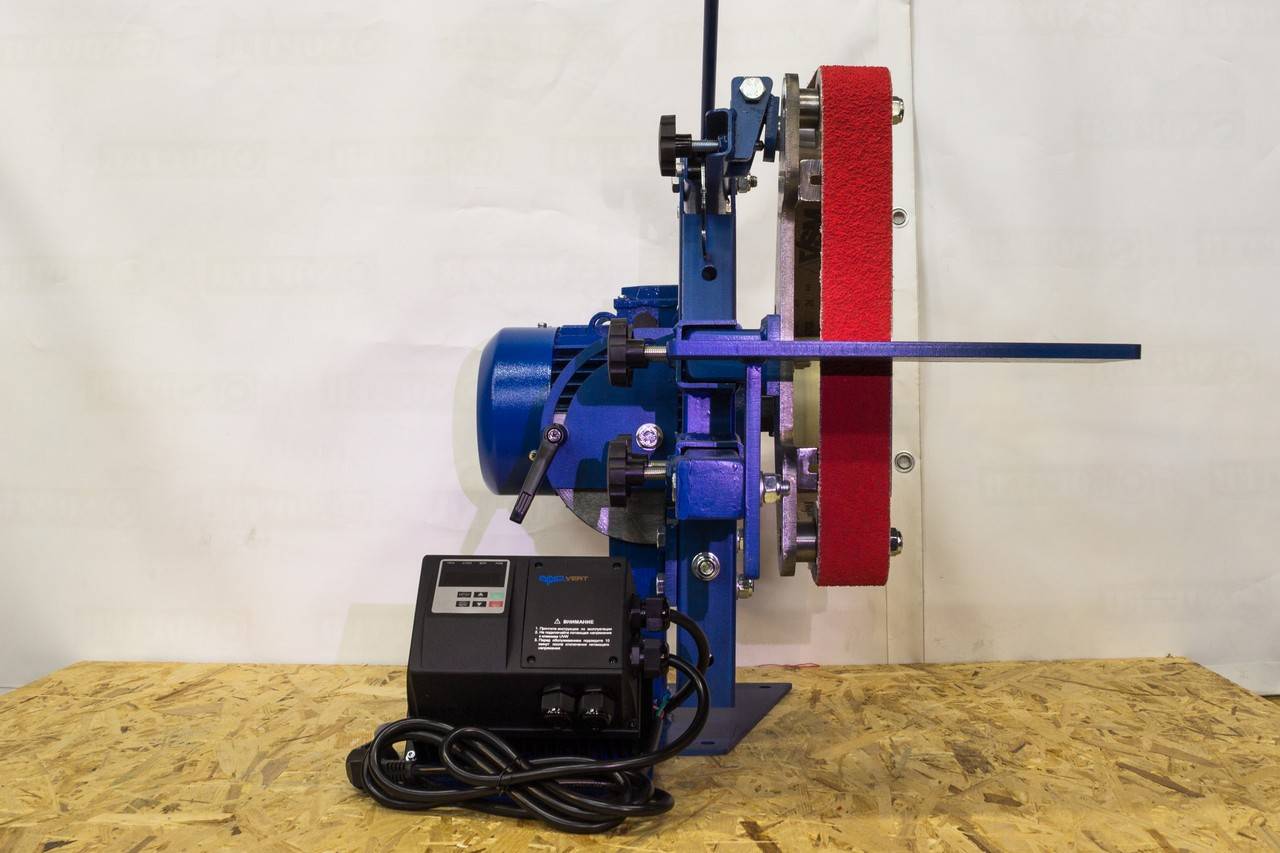
Привод для самодельного устройства
Какой бы ни был размер станка, привод побирается мощностью не ниже, чем 1,2−1,5 кВт. Лучше, чтобы приспособление работало от сети 220 Вт. При подключении к трехфазному устройству требуется наличие конденсатора. Это приведет к потере мощности на 30%. Для качественного выполнения работ подбирается электродвигатель с высокими оборотами. Их величина должна составлять не ниже чем 1200 об / мин.
Устанавливается он в передней части и имеет консольное крепление. Не стоит применять двигатель от старой стиральной машины. При работе на него сыпется много пыли, поэтому его корпус должен быть закрытым и хорошо обдуваться.
Изготовление гриндера своими руками процесс сложный. Не все операции можно провести самостоятельно. Иногда придется воспользоваться услугами токаря и фрезеровщика. Однако в итоге получится станок, на котором можно будет обрабатывать детали, выполненные из любого материала. К тому же на таком приспособлении имеется возможность вести заточные работы для режущего инструмента.



https://youtube.com/watch?v=GwylmVI7PG8
Натяжной и ведомые ролики
Изготавливаются из пропиленовых муфт, они продаются в любом хозяйственном магазине. Сборочный чертеж и пошаговое руководство ниже.
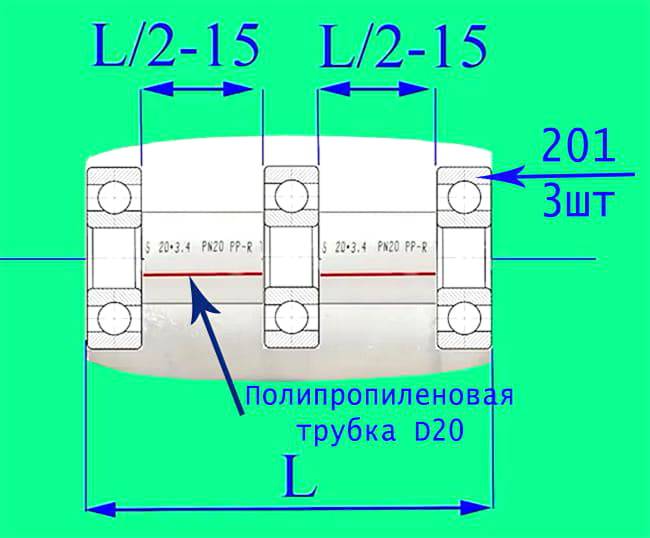
Сборочный чертеж муфты
Собираем на шпильку М12 пакет из муфт, трубок Д20, они служат распорками между подшипниками и устанавливаем сами подшипники. На фото ниже видна вся сборка.
Шаг 1. Сборка ролика
Шаг 2. Затягиваем гайки ключом
Стягиваем собранный пакет в одно целое. Обрабатываем болгаркой и лепестковым кругом со всех сторон, добиваясь бочкообразной формы.

Таким же способом собираем следующие два ведомых ролика. Но форму бочонка придаем только ролику натяжному.
Особенности конструкции
Такой материал, как древесина, часто применяется для изготовления всевозможных деталей и разных изделий. Обработка заготовок на основе дерева осуществляется с помощью разного оборудования. В частности, для тщательной и высокоточной обработки нужны шлифовально-ленточные станки, рабочим органом которых является абразивная лента.
Элементами конструкции такого агрегата являются:
- абразивная лента — ее можно размещать горизонтально или вертикально, ленту устанавливают на станине и ставят между вращающимися барабанами;
- барабан (ведущий и ведомый) — ведущий барабан двигается благодаря электродвигателю, который передает посредством ременной передачи вращательный момент. Скорость движения ведущего элемента и, соответственно, скорость движения ленты можно регулировать посредством специально установленных режимов обработки тех или иных поверхностей;
- стол для оборудования (металлический или деревянный) — если он сделан из дерева, то на нем можно затачивать сложные заготовки;
- электродвигатель — он должен обладать мощностью порядка 2,8 кВт. Также он обязан обеспечивать скорость ленты в 20 метров в секунду;
- специальная монтажная вытяжка — ее нужно поставить с той целью, чтобы при технологическом процессе вы могли удалить пыль, которая появилась во время работы.
Длина станка, а также его рабочего инструмента, непосредственно зависит от длины обрабатываемых изделий. Если заготовка имеет длину меньше, чем рабочая поверхность, с ней будет проще работать.
Степени зернистости абразива
Существует несколько категорий зернистости абразива. В зависимости от размерной характеристики зерен, ленты подразделены на разные группы. Для грубой обработки древесины либо металла используют изделия с низким показателем зернистости.
Крупная зернистость
Лента наждачная для шлифмашинки крупной зернистости подразделяется на категории.
- P22-P36 — самый крупный размер зерна. Мастера используют такую шлифшкурку для черновой шлифовки. Размерные характеристики зерен находятся в пределах 1000-500 мкм. Главное преимущество крупнозернистой наждачной бумаги заключается в грубой обработке древесины и удалении предшествующей отделки.
- Р40-Р60 — крупное зерно. Шлифовальная шкурка подходит для черновой обработки древесины. Из-за большого размера гранул лента не будет быстро забиваться, что, несомненно, можно отнести к преимуществам. Размерные характеристики зерен 500-250 мкм.
- P70-P120 — зерно, предназначенное для выполнения первичной шлифовки. С помощью абразива средней зернистости можно удалить следы строгания на дереве, снять с поверхности слой краски/лака. Размеры зерен — 250-100 мкм.
- P150-P220 — гранулы позволяют провести финальную шлифовку мягких пород дерева. С помощью такой ленты можно зачистить изделие от старого слоя краски либо придать поверхности гладкость. Размеры зерен — 100-63 мкм.
Правильно подобрав абразив, можно добиться безупречной обработки поверхности





