Последовательность изготовления вальцовочного станка с ручным приводом
Лучше всего воспользоваться готовыми чертежами на самодельные вальцы, которые имеются на специализированных форумах. Если требуется сделать ручной вальцовочный станок под иные параметры производимых деталей, то проектирование начинают с определения усилия и крутящего момента, необходимых для гибки. Минимальными эти значения будут в случае деформирования алюминия марок АД0 или АД1, но при толщине заготовки до 0,8 мм возможна гибка и малоуглеродистой стали марок сталь 08 или сталь 08кп. Если полученные значения удовлетворяют физическим возможностям исполнителя, то от проектирования можно переходить к изготовлению деталей будущих листогибочных вальцев.

Установка верхнего валка вальцовочного станка
Для изготовления валковой машины своими руками вначале необходим чертёж общего вида станка, где следует изобразить кинематическую схему перемещения всех его подвижных частей. Потребуются также чертежи сборочных единиц и рабочие чертежи ненормализованных деталей трёхвалкового листогиба. Желательно, чтобы таких деталей было поменьше, поскольку сделать многие из них в домашних условиях, и своими руками затруднительно, а то и вовсе невозможно. В частности, есть смысл подыскать направляющие круглого поперечного сечения, например, от списанного токарного станка 1К62 или более мелкого: их техническое состояние вполне позволит использовать данные детали под опорные валы листогибочных вальцев. То же касается шестерённой пары. Далее, под имеющиеся детали можно уточнить характеристику будущих трёхвалковых вальцев и сделать подбор подшипников качения для всех валов.
Желательно использовать готовые чертежи для следующих узлов:
- Узла прижима неприводного валка, который напоминает обычный зажим в виде струбцины, смонтированный в одной из стоек;
- Корпуса подшипников, в которых будут вращаться валки;
- Опорной рамы вальцовочного станка.
Чертеж общего вида трехвалкового вальцовочного станка
Перечисленные чертежи обычно универсальны, и не нуждаются в доработке под конкретные изделия, гибку которых предполагается проводить на вальцах, собранных своими руками.
Изготовление листогибочных вальцов своими руками
Благодаря простоте конструкции ручных вальцов изготовить их своими руками несложно. Естественно, чтобы собрать работоспособный самодельный станок, на котором будет выполняться обработка листового металла, надо обладать определенными навыками и иметь в своем распоряжении все необходимые инструменты и расходные материалы. Кроме знакомства с рекомендациями по выполнению такой процедуры, желательно посмотреть и видео на данную тему.
Первое, что вам потребуется для изготовления своими руками вальцов, – это чертежи, которые можно найти в интернете или составить самостоятельно. Сделав чертежи, можно приступать к подготовке материалов и сборке конструктивных узлов, из которых будет состоять ваш самодельный станок. К таким узлам, в частности, относятся:
- рама вальцов, на которой фиксируются все остальные их элементы;
- боковые стойки, в подшипниковые узлы которых будут устанавливаться валки;
- непосредственно сами валки, изготовленные из высокопрочной стали (количество и диаметры данных элементов зависят от того, какими техническими возможностями вы хотите наделить свое устройство);
- рукоятка, которая будет приводить во вращение нижние валки;
- приводной узел (цепной или зубчатый), обеспечивающий синхронное вращение нижних валков (следует иметь в виду, что вращаться такие валки должны в одну сторону);
- нажимной узел пружинного типа, за счет которого обеспечивается прижатие верхнего валка к поверхности листовой заготовки из металла.
Сборка вальцов начинается с изготовления рамы, которую можно сварить своими руками из стальных заготовок большой толщины. Размеры данного элемента, естественно, необходимо сверять с имеющимся у вас чертежом. В качестве боковых стоек, которые также при помощи сварки фиксируются на раме, можно использовать мощные швеллеры из низкоуглеродистой стали.
Элементы приводного узла фиксируются на одной из стоек, для чего на ней предусматриваются специальные отверстия. После того как боковые стойки с приводным узлом полностью смонтированы, в их подшипниковые узлы устанавливаются сами валки, которые необходимо выставить на параллельность и только после этого выполнять окончательную фиксацию всех остальных узлов.

В списке наиболее востребованных приборов в любом металлургическом производстве лидирующим является вальцовочный станок (вальцы). С помощью вальцов удается согнуть металлический лист, изогнуть трубу, любые овальные или других форм детали. Применяются вальцы и в ювелирном производстве для правильного и аккуратного изгибания украшений.
Основные рабочие механизмы вальцов – это вращающиеся цилиндры. Раскаленные пласты металла пропускают через цилиндры и, таким образом, происходит гибка металла. Вальцовочные станки, в зависимости от назначения, имеют от 2 до 5 цилиндров, а наибольшее распространение получили 3-х и 4-х валковые модели.
За изгиб деталей отвечает третий задний вал, а радиус закругления, в свою очередь, определяется расстоянием между задним и верхним валом.
Из-за порой очень больших нагрузок вальцы для металла могут ломаться, что приводит к частой замене станков. Во время работы с железом его необходимо неоднократно нагревать, после вальцовочного станка железные пласты отправляют в печь, раскаляют и снова выполняют прокатку. Затем снова нагретые бруски железа отправляются на сортовой станок.
Проходя через вальцы, уменьшается поперечное сечение металла и он удлиняется. Такое действие оказывает высокая температура нагрева металлических изделий и степень давления на них.
Для того чтобы сделать изделие цилиндрической формы, необходимо настроить задний вал параллельно переднему. При изготовлении металлического конуса задний вал надо устанавливать под углом, относительно переднего.
Есть модели вальцовочных станков гораздо проще, обработку металла на них можно выполнять, установив на столе. Такие модели менее функциональны, так как прибор во время работы постоянно надо удерживать на месте. Однако можно использовать крепежные детали – это гораздо упростит процесс вальцевания.
Чем меньше габариты прибора, тем ниже его стоимость. При выборе вальцовочного станка следует учитывать размер наибольшей детали, которая подлежит обработке, и ее толщину.
Современные вальцовочные станки способны выполнять такие функции:
- изгиб труб до 180 °;
- работа с трубами из металла;
- деформация труб разного диаметра.

Вальцы своими руками
При самостоятельной сборке вальцов важно соблюдать некоторую последовательность. Необходимы также и определенные навыки проведения механических работ
Перед тем, как сделать вальцы своими руками, вам необходимо подготовить набор нужных материалов, деталей, а также спланировать чертеж будущих вальцов.
Этапы сборки вальцов:
- Изготовление вальцов начинается с монтажа основной станины. Для этого можно использовать изогнутый профиль или каркас из труб.
- Для вертикальной опоры используйте П-образный профиль. В его верхней открытой части установите деформирующий элемент вальцового механизма. Для его крепления понадобится струбцина с резьбой. Нижнюю часть опоры крепите под станиной.
- Для сборки вальцового механизма вам потребуется передаточная цепь.
- После установки цепи на звездочки, ее необходимо натянуть, затем проверить простоту хода и начать монтаж ручки подачи.
- Для изготовления вальцов лучше всего подойдет закаленная сталь.
- В готовом валковом станке предусмотрите радиальную регулировку, которая позволит изменять размер зазора между рабочими валками.
- При помощи подшипников качения закрепите вальцы к станинам.

Особенности станков для металла
Без вальцовочного станка невозможно придать листовому металлу цилиндрическую форму, а вальцы для труб помогают обустроить водосточную систему. Станки с ковочными цилиндрами нужны для холодной гибки заготовок их металла, также благодаря вальцам можно обрабатывать:
- пластмассу;
- пластичный металл;
- резиновые смеси.
Выбирать тот или иной станок нужно в зависимости от толщины металла:
- двухвалковые вальцы включают в себя два параллельно размещенных вала, верхний имеет малое сечение и сделан из высокопрочной стали, а нижний имеет большой диаметр сечения и выполнен из стали, покрытой каучуком. В зависимости от силы давления трубы подбирается ее диаметр на выходе;
- трехвалковые могут быть симметричными и асимметричными, часто их используют при производстве вентиляций, круглых водостоков и радиусных деталей. Кроме того, трехвалковые вальцы применяют при обработке изделий из меди, железа, стали, цинка и т.д.;
- четырехвалковые конструкции оснащены внизу дополнительным валком для упрощения вальцовочного процесса.
Наиболее распространенные вальцы – это трехвалковые и четырехвалковые. Так, трехвалковые обладают такими отличительными свойствами:
- лист, ширина которого менее 6 мм, будет проскальзывать между валами;
- скорость прокатки листа должна быть максимум 5 м в минуту;
- управлять станком сложно за счет отсутствия точных координат точки зажима металла;
- доступная стоимость.
А вот четырехвалковые вальцы имеют такие характеристики:
- вальцы надежно сцеплены, и риск выскальзывания листа сведен к минимуму;
- скорость прокатки может превышать показатель в 6 м в минуту;
- процесс работы полностью автоматизирован;
- цена высокая.
Конструкция и принцип действия
Вальцовый станок состоит из нескольких ключевых элементов, после изучения которых станет понятен его принцип действия. К ним относятся:
- Несущий элемент или как его еще называют — станина. Может изготавливаться из листовой стали или чугуна.
- Валки, которых может быть от двух до 4. Во время самостоятельного изготовления, мастера рекомендуют устанавливать 3 валка.
- Привод — электрический или гидравлический (на ручных моделях устанавливается ручка для управления валками).
- Панель управления. На системах ЧПУ устанавливаются разные датчики, монитор.
Принцип работы поэтапно:
- Изначально подготавливается лист металла, который будут подвергать вальцовке. Он должен быть ровным, без трещин, выемок. Его располагают на двух нижних валках. Заранее их разводят в разные стороны.
- После этого мастер опускает третий вал к листу, чтобы надежно зажать его между рабочими частями.
- Нижние валки начинают вращаться под действием привода или ручной силы человека. Лист перемещается. С началом движения он начинает огибать валки.
Постепенно металлическая заготовка проходит через все рабочие части по заданным конфигурациям до получения изделия требуемой формы.

Вальцы с ЧПУ на производстве
Вальцы: принцип работы
 Ключевой рабочий механизм приспособления – это вращающийся цилиндр, через который пропускаются раскаленные пласты металла и сгибаются. Вальцовочные станки могут быть оснащены цилиндрами от 2 до 5 штук
Ключевой рабочий механизм приспособления – это вращающийся цилиндр, через который пропускаются раскаленные пласты металла и сгибаются. Вальцовочные станки могут быть оснащены цилиндрами от 2 до 5 штук
, но чаще всего используются трехвалковые и четырехвалковые изделия.









Детали изгибаются посредством действия третьего заднего вала, а радиус закрепления зависит от расстояния между верхним и задним валом.
Иногда вальцы для металла ломаются и требуют замены. Станок при работе с железом нужно постоянно греть, а пласты железа после вальцов идут в печь, их там раскаляют, а потом вновь прокачивают. После этого они опять идут на станок.
После обработки вальцами поперечное сечение металла уменьшается
, и он становится длиннее под воздействием высокой температуры металла и степени давления.
 Чтобы получить цилиндрическое изделие, задний вал должен быть настроен параллельно переднему, а чтобы сделать конус, задний вал устанавливается под углом относительно переднего.
Чтобы получить цилиндрическое изделие, задний вал должен быть настроен параллельно переднему, а чтобы сделать конус, задний вал устанавливается под углом относительно переднего.
Существуют модели вальцов, с помощью которых можно обрабатывать металл прямо на столе, но они не слишком функциональны. Работу с ними можно упростить с помощью крепежей
. Стоимость вальцов зависит от их габаритов. А если вы решили сделать станок своими руками, то вы значительно сэкономите.
Функции современных вальцовочных станков, самодельных и заводских, трехвалковых и четырехвалковых, такие:
- возможность сгибать трубы до 160 градусов;
- работа с металлическими трубами;
- деформация труб независимо от их диаметра.
Используемое оборудование
Оборудование, которое используется для вальцевания, отличается не только своей универсальностью, но и простотой конструкции, поэтому его несложно изготовить своими руками. Конечно, самодельные станки для вальцевания оптимально подходят для домашнего использования, а для оснащения производственного цеха, где нагрузка на такое оборудование достаточно велика, лучше всего приобретать серийные модели вальцов, представленные на современном рынке в большом разнообразии.
Как серийные, так и самодельные модели станков, при помощи которых осуществляется вальцевание, работают по принципу обкатки листового материала вокруг основного валка, расположенного сверху. В таком процессе принимают участие и боковые валки, которые можно перемещать, регулируя тем самым диаметр формируемой обечайки.
Валки этого станка вращаются вручную, а приближение верхнего ролика производится с помощью двух рукояток
Важными характеристиками вальцов является радиус их рабочих элементов – валков, а также наибольшая толщина и ширина обрабатываемой детали. Радиус валков, в частности, оказывает влияние на такой параметр, как минимальный радиус изгиба заготовки. Чем валки больше в своем диаметре, тем, соответственно, больше значение минимального радиуса изгиба заготовки из листового металла. На величину минимального радиуса изгиба также оказывает влияние и толщина самого листа. Как правило, для вальцов минимальный радиус изгиба листовой заготовки должен быть 5-10-кратным ее толщине.
С учетом высоких нагрузок, которые испытывают в процессе работы валки, для их изготовления используют только высокопрочную сталь, что позволяет значительно улучшить их эксплуатационные характеристики. По количеству рабочих элементов различают двух-, трех- и четырехвалковые станки, причем наиболее популярными являются два последних вида.
Основные различия между 3-х и 4-х валковыми станками
Вальцы листогибочные 3-х валковые, рабочие элементы которых могут располагаться симметрично и ассиметрично, хотя и отличаются приемлемой ценой, обладают такими недостатками, как:
- невысокая скорость вальцевания (не более 5 м/мин);
- сложность выполнения обработки заготовок толщиной менее 6 мм, которые могут просто проскальзывать между валками;
- отсутствие точных координат у точки зажима обрабатываемого изделия.
Всех подобных недостатков лишены вальцы, на которых установлен дополнительный – четвертый – вал. За счет надежного зажима листовая заготовка из металла в процессе обработки не проскальзывает между валками. При этом обеспечивается высокая скорость вальцевания – 6 м/мин и более.
Станок с 4-х валками способен изготавливать, помимо цилиндрических, овальные и полицентрические заготовки
Вальцы данного типа, как правило, оснащаются автоматизированными системами управления, что положительно сказывается не только на их производительности, но и на точности выполняемой обработки. Большим и, пожалуй, единственным минусом такого устройства является его высокая стоимость.
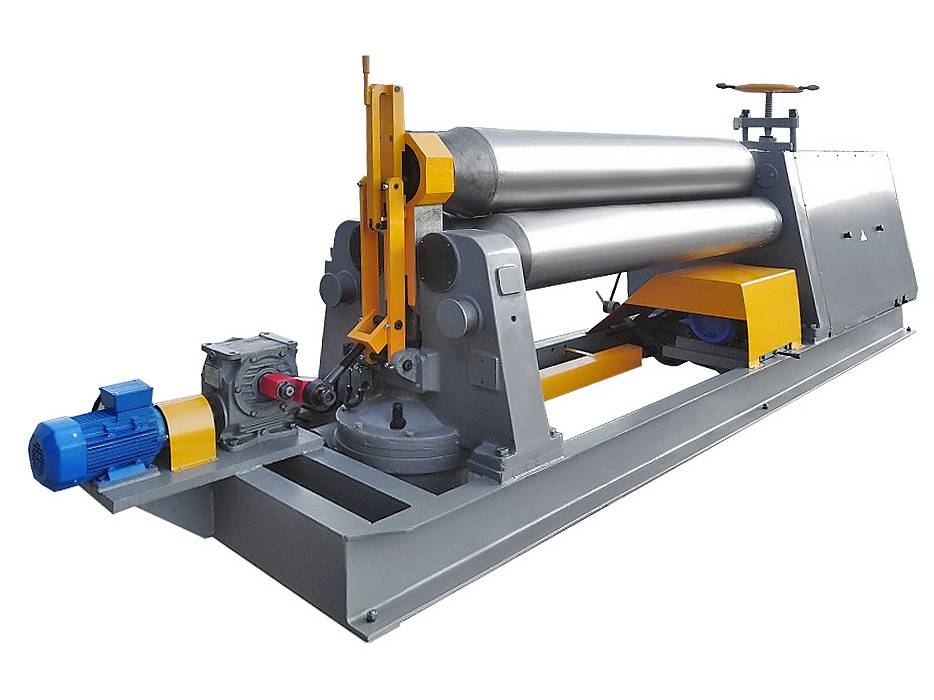
ИБ2222 Машина листогибочная трехвалковая для гибки листового металла. Вальцы. Паспорт, схемы, характеристики, описание

Изготовитель трехвалковой листогибочной машины ИБ2222 – Славгородский завод кузнечно-прессового оборудования КПО имени 8-летия Октября.
Разработчик листогибочной машины ИБ2222 — Азовское специальное конструкторское бюро кузнечно-прессового оборудования и автоматических линий, СКБ Ко.
ИБ2222 Общий вид машины листогибочной трехвалковой
Фото машины листогибочной трехвалковой ИБ2222
Фото машины листогибочной трехвалковой ИБ2222
Фото машины листогибочной трехвалковой ИБ2222
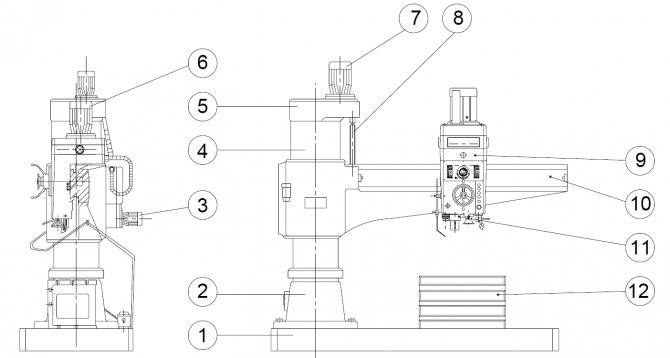
ИБ2222 Расположение составных частей трехвалковой листогибочной машины
Расположение составных частей машины листогибочной ИБ2222
Расположение составных частей машины листогибочной ИБ2222
ИБ2222 Перечень составных частей трехвалковой листогибочной машины
- Рама – ИБ2222-11-001
- Стойки – ИБ2222-12-001
- Опора откидная – ИБ2222-14-001
- Приспособление для гибки конических обечаек – ИБ2222-15-001
- Привод главный – ИБ2222-21-001
- Привод регулировки высоты боковых валков – ИБ2222-22-001
- Механизм наклона откидной опоры – ИБ2222-23-001
- Валок верхний – ИБ2222-31-001
- Валки боковые – ИБ2222-32-001
- Ограждение – ИБ2222-71-001
- Смазка – ИБ2222-82-001
- Электрооборудование – ИБ2222-91-001
- Электрошкаф – ИБ2222-92-001
- Пульт управления – ИБ2222-93-001
- * Стол передний – СШ6
- * Стол приемный – СП20
- * Механизм съема изделия – МСИ8
- * Механизм поддержки обечайки – МП01
- * Инструмент для гибки уголков, полос, квадратов, труб, швеллеров – ИБ2222-64-001
- Выключатель коленный – ИБ2222-65-001
* Для машин со средствами механизации
ИБ2222 Перечень органов управления вальцами
- Общий стоп
- Переключатель цепи управления
- Переключатель направления вращения главного привода
- * Кнопка включения механизма съема – вперед
- * Кнопка включения механизма съема – назад
- Кнопка включения подъема откидной опоры
- Кнопки опускания откидной опоры
- Кнопка переключения механизма поддержки обечайки вверх
- Кнопка переключения механизма поддержи обечайки вниз
- Кнопка перемещения заднего бокового валка вверх
- Кнопка перемещения заднего бокового валка вниз
- Кнопка перемещения переднего бокового валка вверх
- Кнопка перемещения переднего бокового валка вниз
- Лампа сигнальная “Сеть”
- Лампа сигнальная “Главный привод включен”
* Для машин со средствами механизации
Примечание: На листогибочных машинах пульт управления может быть встроенным в ограждение главного привода (машины ИБ2213, ИБ2216) или быть выносным – крепиться к кронштейнам коленного выключателя (машины ИБ2219, ИБ2220, ИБ2222).
Кинематическая схема листогибочной машины ИБ2222
ИБ2222 Кинематическая схема трехвалковой листогибочной машины. Смотреть в увеличенном масштабе
- Электродвигатель привода боковых валков (М1) (главный привод) – 12 кВт
- Шкив – Ø200
- Шкив – Ø400
- Редуктор – Ц2У-315Н-40-21
- Шестерня – m=16, z=18
- Шестерня – m=16, z=21, 2шт
- Валок боковой – Ø260, 2шт
- Реле контроля скорости – нет
- Электродвигатель регулировки высоты боковых валков (М2,3) – 5,5 кВт, 2шт
- Муфта, 2шт
- Шкив – Ø140, 2шт
- Шкив – Ø180, 2шт
- Редуктор – 4-125-31,5-56-3ц-У4, 4шт
- Муфта, 2шт
- Винтовая пара подъема бокового валка – Tr86 х 10, 4шт
- Рычаг, 4шт
- Валок верхний – Ø270
- Винт – Tr60 х 9
- Винт подъема верхнего валка
- Откидная опора верхнего валка
- Электродвигатель механизма наклона откидной опоры верхнего валка (М4) – 1,1 кВт
Особенности технологии
Вальцевание, которому могут подвергаться изделия не только из металла, но и из других пластичных материалов (резина, пластик и др.), представляет собой процесс, необходимый для придания листовым заготовкам требуемой конфигурации. Несмотря на то, что наиболее распространенной является вальцовка листового металла, подвергаться такой технологической операции может и трубопрокатная продукция.
При этом используется специальное оборудование, основными рабочими элементами которого являются валы, воздействующие на заготовку из листового проката. Если необходимо придать ей цилиндрическую форму, технологическая операция носит название вальцовки (или вальцевания). Когда же требуется увеличить диаметр трубы, процедуру называют развальцовкой.










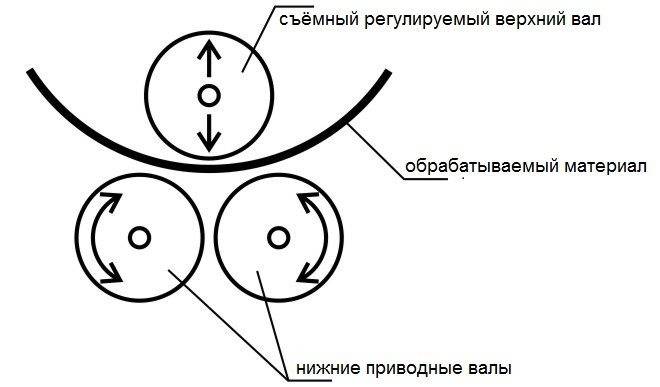 Принцип работы 3-х валкового листогибочного станка
Принцип работы 3-х валкового листогибочного станка
На промышленных предприятиях для выполнения операций вальцовки или развальцовки используют оборудование с электрическим или гидравлическим приводами, а в домашних условиях для этого применяют станки с ручным приводом, которые могут быть как серийными, так и самодельными. Высокой популярности таких технологических операций, как вальцевание и развальцовка, предполагающих деформирование металла в холодном состоянии, способствует несколько факторов.
- Сталь или другой металл, из которого изготовлены обрабатываемые изделия, не подвергаются температурному воздействию и, соответственно, не изменяют своих первоначальных характеристик.
- В структуре материала, который подвергнут такой обработке, не образуются внутренние трещины.
- Обрабатываемое изделие деформируется равномерно по всей своей поверхности.
- При помощи холодного деформирования, процесс которого можно контролировать, изготавливают изделия с максимально точными геометрическими параметрами.
Самодельные вальцы для листового металла
Ротационная гибка листового и широкополосного металла востребована в производственной деятельности и мелких компаний, и ремонтных мастерских. Вальцы своими руками смогут изготовить даже домашние умельцы, сэкономив при этом на приобретении аналогичного промышленного оборудования.
Преимущества ротационной гибки на вальцах
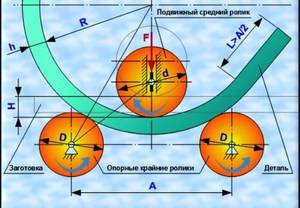
В процессе деформировании металла на машинах ротационного действия (какими и являются вальцы) основное деформирующее усилие прикладывается не одновременно ко всей поверхности заготовки, а постепенно, по мере того, как в очаг деформации вовлекаются все новые объемы металла.
В результате усилие значительно уменьшается, а некоторое снижение производительности гибки в большинстве случаев некритично. Кроме того, сам принцип работы листогибочных вальцев настолько прост, что для самостоятельного изготовления вальцовочного станка не потребуется существенных затрат труда и исходных материалов.
Последовательность операций листовой вальцовки заключается в следующем:
- Исходную заготовку (лист или широкая полоса) заправляют в начальный зазор между рабочими валками.
- Опускают подвижный валок до надежного прижима заготовки к нижним валкам.
- Проворачивая подвижный валок, изгибают заготовку. Количество оборотов инструмента может быть разным — все зависит от ровности поверхности заготовки.
- Когда нужное качество гибки достигнуто, деталь извлекают из валков.
Таким способом можно получать продукцию типа цилиндров и конических деталей, производить правку полос и т.д. Усилие ротационной вальцовки невелико, поскольку трение в ходе штамповки минимально, и необходимо лишь для фиксирования заготовки в валках. Более существенен крутящий момент, но и его значения относительно малы.
Они определяются только величиной плеча приложения усилия. Более заметно на усилие процесса влияют физико–механические характеристики материала, и его толщина (для толстолистовых заготовок резко возрастает момент сопротивления сечения).
Рекомендуемое расположение и инструмент
Само собой, изначально вы должны спланировать то, в каком месте будет вообще находиться ваш инструмент. Подойдет любой прочный стол из дерева или металла, старый верстак и так далее.

Главное, чтобы место было устойчивым и не поломалось в ответственный момент. Вам придется сконструировать его, если в распоряжении такового не нашлось, и только после этого начинать создавать гибочный станок для листового металла своими руками.

Заметьте, что прежде чем начинать это ответственное дело, удостоверьтесь в том, что у вас есть следующие приборы:
- шлифовальный инструмент со специальными съемными кругами для шлифовки и отрезки.
- прибор для сварка.
- электрический перфоратор.
- тиски, струбцины, инструмент для слесарных работ.

Особенности конструкции
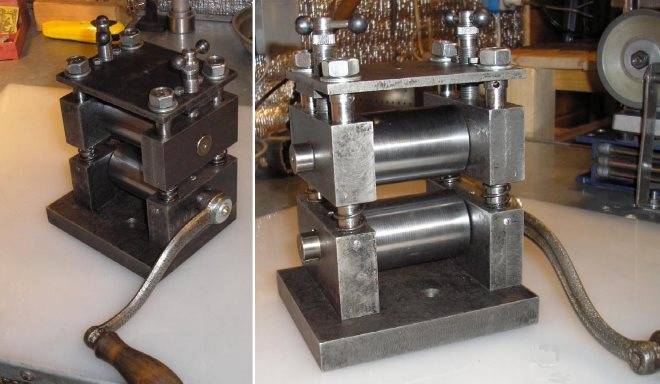
Вальцы ювелирные, в отличие от прорезиненных валов старых стиральных машин, изготавливаются из металла, но работают по такому же принципу. Функционировать такие устройства, расстояние между валами которых можно регулировать, могут как от ручного, так и от электрического привода. Есть также комбинированные модели, в конструкции которых реализованы оба варианта.
Вальцы, используемые в ювелирном производстве, предназначены для сжатия и сгибания изделий, изготовленных из металла. Устанавливая расстояние между рабочими органами таких вальцов меньше, чем толщина или другой размер поперечного сечения обрабатываемого изделия, можно изменять не только его изначальную толщину, но также ширину и длину.
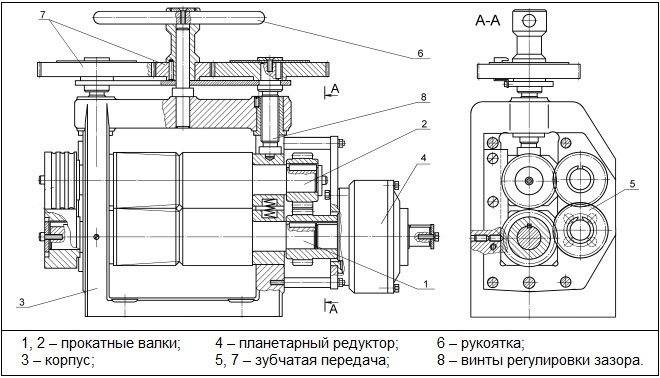
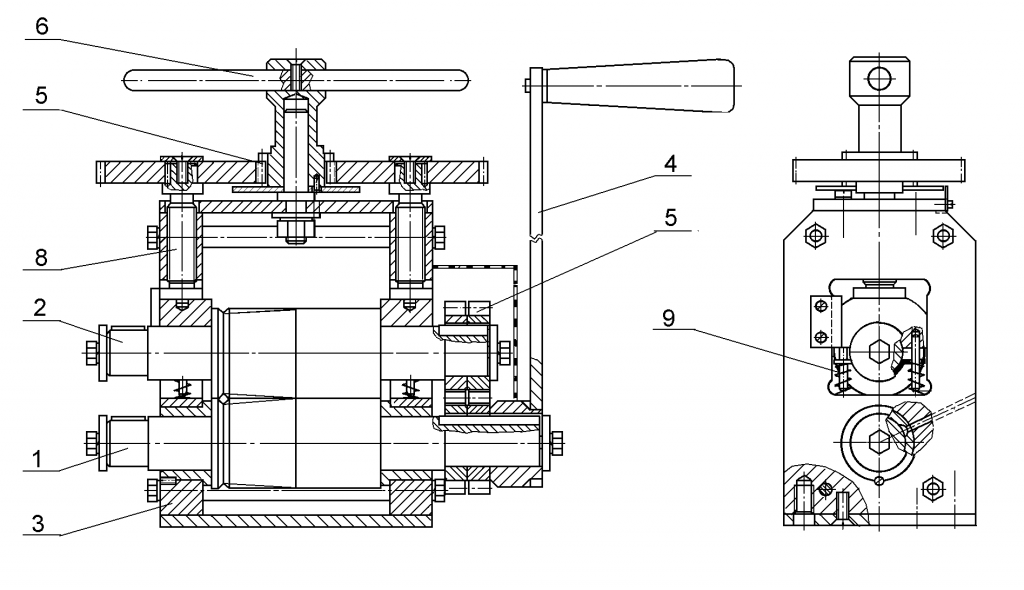
Устройство вальцов ручного типа
В отличие от выжимных устройств старых стиральных машинок, вальцы ювелирные могут иметь в своей конструкции не только 2, но также 3, 4 и даже 5 обжимных валов. Использование большого количества валов позволяет не только выполнять эффективную прокатку металлических изделий, но и сгибать их под разными углами. Из-за своей универсальности среди мастеров ювелирного дела большей популярностью пользуются трех- и четырехвалковые вальцы, которые при желании можно изготовить своими руками.
На поверхности рабочих элементов вальцов, произведенных в заводских условиях, могут присутствовать ручьи – специальные отверстия, через которые прогоняется прутковый материал.

Мощные станки позволяют задействовать для прокатки несколько ручьев одновременно
Выполнить такие желобки на поверхности обжимных валов, изготавливаемых своими руками, проблематично. Для этого необходимо иметь в своем распоряжении достаточно сложное металлорежущее оборудование или обратиться к специалистам по металлообработке. Именно поэтому многие мастера ювелирного дела отказываются от использования самодельных вальцов, отдавая предпочтение более эффективному и функциональному заводскому оборудованию.
Чертежи создания листогибочных станков
Инструмент с поворотной рамой для гибки заготовок
Подобное устройство, сделанное своими руками, домашние мастера используют чаще всего для загиба листовых изделий. Тем более что оно отличается от остальных листогибов большой универсальностью. Рабочий стол в нём создают из металла либо дерева. Размеры такого листогибочного станка — не меньше 2х1 м. Если понадобится согнуть большие заготовки, то можно с задней стороны устройства установить плоскость, размещённую на уровне со столом, или откидную раму. Делается это для крепления металла, чтобы он не выскальзывал при изменении положения.
Спереди рабочего стола следует прикрутить основание. Для этого понадобится швеллер с шириной верхней грани не больше 7 см. К его концам монтируют направляющие шпильки с пружинами. На них потом фиксируется прижим, передняя грань у которого должна быть скошена под углом в 45 градусов.
Для создания поворотной части используется уголок, размером 5х5 см, с установленной рукояткой. Монтируют его на петлях таким способом, чтобы верхняя грань материала в откинутом состоянии располагалась на одном уровне с основанием.
Простота конструкции такого листогиба и доступность материалов для его сборки позволяет хорошо сэкономить. Во многих случаях металл для рабочего стола и каркаса даже не нужно приобретать, ведь в каждой мастерской есть обрезки труб, уголков и швеллера. Из этих остатков получится отличный самодельный станок для гибки металлических листов.
Чертёж устройства из тавров
Чтобы сделать такой листогиб, понадобятся следующие материалы:
Ровная поверхность, лучше металлическая; Уголки не менее 3 штук с шириной полки около 45 мм и толщиной примерно 3 мм.
Самодельный листогибочный станок делается из тавра. Понадобится три куска такого изделия по 2,5 метра, небольшая металлическая пластина толщиной в 5 мм для укосин, два болта размером 20 мм, а ещё пружина. Сначала нужно сложить два тавра, а потом с двух концов у них сделать отверстия под петли. При этом края ямок скашивают под углом 45 градусов. Оставшееся изделие обрезают аналогичным способом, только выемку делают глубже, чтобы использовать в качестве прижимной планки.
Затем можно переходить к привариванию петель. Делать это надо обязательно с внешней и внутренней стороны. Потом к одному тавру фиксируют укосины. После этого монтируется прижимная планка, а сверху к ней приваривают пластины из металла с выемкой по центру. Диаметр такой ямки должен быть немного шире, нежели болта. Отверстие следует выровнять так, чтобы оно располагалось с установленной гайкой на одной плоскости, и приварить.
Следующий шаг — отрезание пружины, она должна поднимать прижимную планку на целых 7 мм. Болт необходимо пропустить в отверстие этого изделия, установить пружину и завинтить гайку. Когда будет вмонтирована такая же упругая деталь с другой стороны при откручивании планка будет сама подыматься.
Чтобы сделать приспособление для закручивания, необходимо к шляпке винта прикрепить отрезки арматуры. После этого останется только приварить ручку к подвижному тавру и можно приступать к работе. Такой станок будет довольно мощным, на нём получится гнуть даже толстые и длинные листы.
Валковый листогибочный станок своими руками
При создании и установке дымоходов, вентиляционных каналов и водосточных систем не обойтись без криволинейной гибки металлического листа. Прекрасно справляются с подобной задачей валковые листогибы.










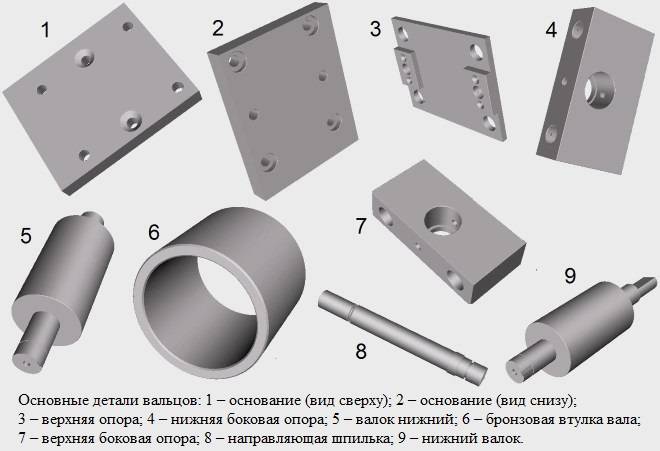
Соорудить оборудование своими руками с тремя вальцами довольно легко. Ко всему прочему, его можно оснастить электромотором или ручным приводом. Основные детали валкового листогибочного станка следующие:
Опоры вертикальные из швеллера на подшипниках и с выемками под оси. Продольные валы. Их необходимо 3 штуки, подойдут трубы разного диаметра, имеющие заваренные торцы. Подобные изделия лучше использовать толстые, чтобы не допустить деформации. Рама. Узел прижима верхнего валка. Цепной либо зубчатый привод. Он необходим для обеспечения вращения валков с одинаковой скоростью и в одном направлении. Струбцины. Они перемещают опорные валки по горизонтали.
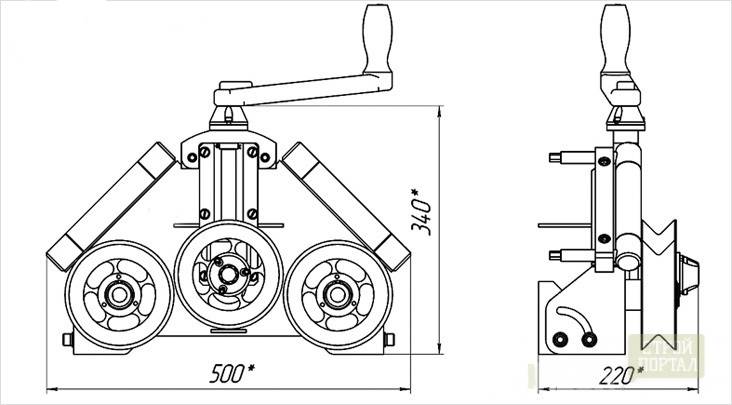
Одна вертикальная стойка в станке должна вращаться вокруг оси на 90–120 градусов. Так необходимо делать, чтобы заменить в последующем вальцы на цилиндры другой величины. Во время изготовления устройства вальцового типа стоит понимать, что его возможности будут ограничены силой человека. На таком самодельном оборудовании гнуть разрешается листовой металл шириной до 60 см и толщиной не больше 1,5 мм. Диаметр жёлоба можно регулировать путём перемещения валков.
Разновидности и назначение ювелирных вальцов
Такие станки используются на любом современном предприятии для изготовления из металлических листов изделий формы конуса, овала, цилиндра. Процесс создания таких конструкций именуется вальцеванием. Вальцы позволяют выполнить любые трубы, заготовки для дальнейшей штамповки, различные готовые изделия из металлических листов.
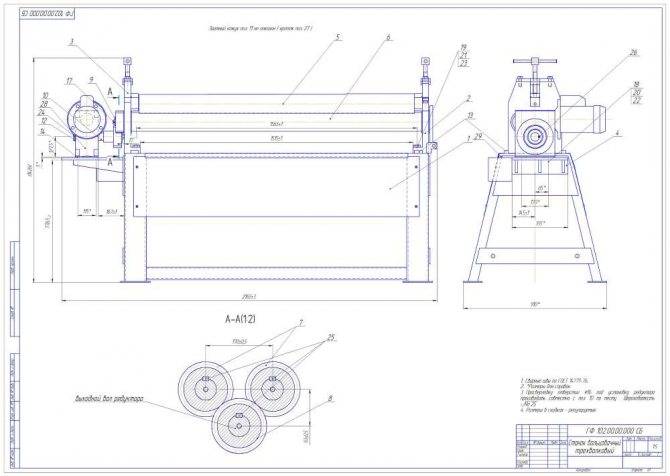
 Перед изготовлением вальцовочного станка следует выполнить его чертеж
Перед изготовлением вальцовочного станка следует выполнить его чертеж
Простые вальцы также применяются в быту, когда надо своими руками сделать:
- Желоба;
- Дымоходы;
- Трубы;
- Воздуховоды;
- Другие изделия для кровли и стройки.
Современное оборудование дает возможность работать почти с любыми металлическими листами. Они без проблем загибают листовой материал из нержавейки, легированных и углеродистых сплавов, алюминиевые, чугунные листы. Есть и модели вальцов, которые функционируют с заготовками из поликарбоната.
Всё оборудование для работы с металлическими листами можно подразделить на такие группы:
- Ручные (ювелирные);
- Электромеханические;
- Гидравлические.
Ручной станок может устанавливаться на стойке (на пол) или на верстаке (на стол). Он не имеет электропривода, поэтому для осуществления гибки на нём требуется достаточная человеческая сила. Ручные ювелирные станки очень просты в применении. Их конструкция создает высочайшую надёжность эксплуатирования спецоборудования в течение продолжительного времени.
Ручные станки небольшого размера, что дает возможность транспортировать их и использовать прямо на объекте, где ведется ремонт. А также надо отметить, что таким агрегатам не нужно электричество. По стоимости ручной станок на пол или на стол всегда дешевле электромеханического. Станочное оборудование для гибки листового металла с электромотором, оснащенным редуктором, наиболее эффективно в эксплуатировании. На таких станках работа проходит быстрее. Электромеханический станок монтируется стационарно в необходимом цехе предприятия и используется для обрабатывания металлических листов толщиной до 4 мм.
Гидравлика относится к тяжёлому классу. Такие станки требуются для создания труб и других конструкций в солидных промышленных масштабах на комбинатах:
- Энергомашиностроительных;
- Судостроительных;
- Машиностроительных.
По своему потенциалу гидравлика лучше механической и ручной конструкции в значительной степени. На ней реально самому изготовить трубы из металлических листов толщиной до 8 мм. Часто такое спецоборудование оснащается программным управлением.