Электрическое оборудование для литья под давлением преимущества и недостатки
К электрооборудованию для литья под низким давлением, прежде всего, относятся плавильные печи, предназначенные для нагрева тигля. Они монтируются на стальных рамах и снабжены нагревательными спиралями из высокоомных сплавов, заключенными в керамические трубки. Печь также оборудована датчиками температуры и системой регулирования нагрева.
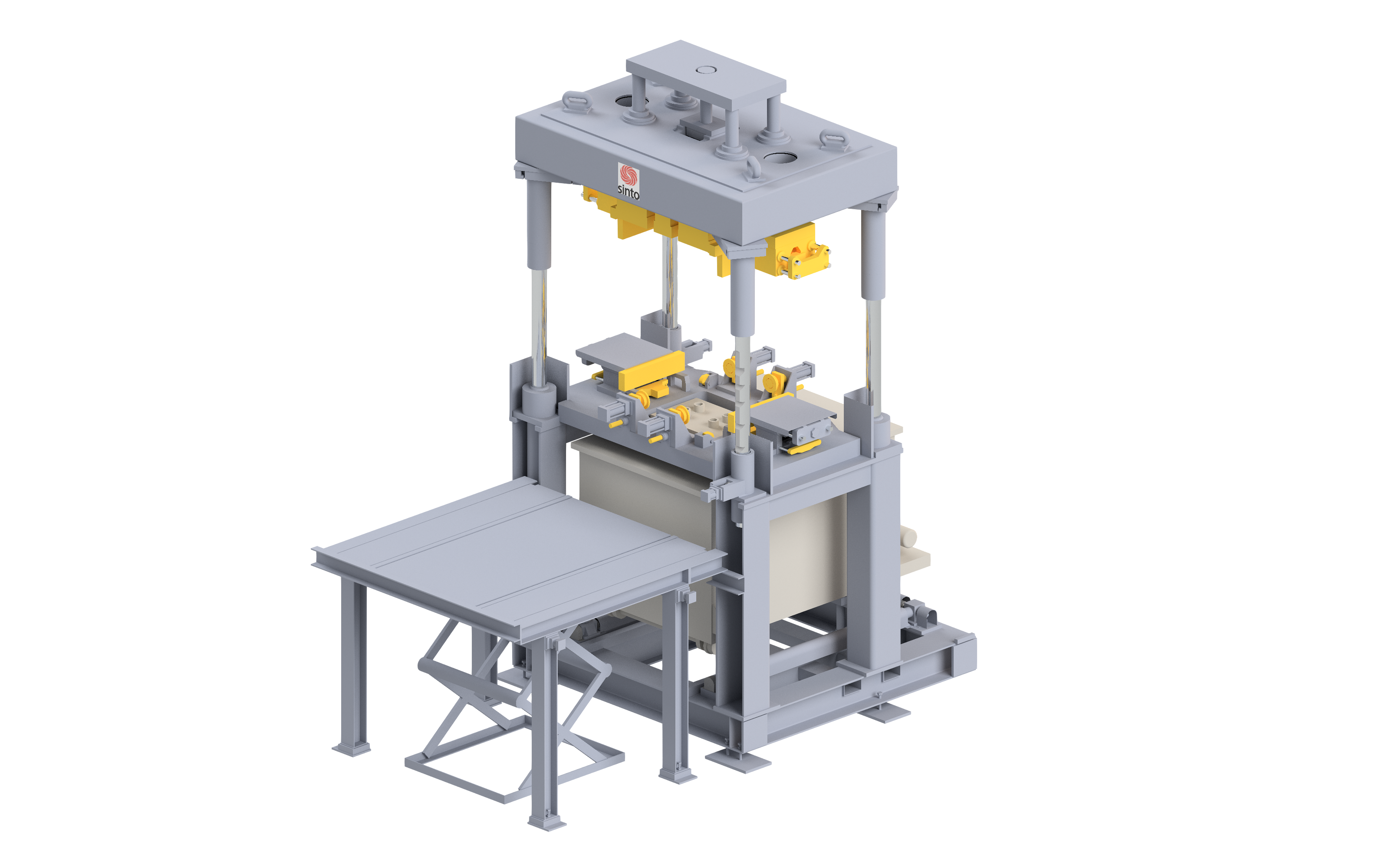
Машина для литья под давлением
Основным преимуществом электрической печи перед газовыми или мазутными печами являются
- простота конструкции;
- легкость регулировки;
- простота подключения к системам автоматике;
- низкая пожароопасность.
В качестве недостатка можно отметить высокую по сравнению с топливными печами стоимость ресурса в расчете на ту же массу расплавляемого металла. Разница становится заметной при больших партиях и соответственно при большой суммарной массе отливок.
https://youtube.com/watch?v=YsrpckUf9oA
Система нагнетания воздуха (или инертного газа) обычно делается электрической.
Общая тенденция в производстве оборудования
HM серия – стандартные машины для литья под давлением с горячей камерой прессования (усилие запирания 900 – 4.000 кН)
Машины серии НМ с горячей камерой прессования доступны в 12 типоразмерах с усилием запирания от 8 до 400 тонн. Они являются идеальным решением для литья изделий средней и высокой сложности с весом до 7,5 кг. Машины этой серии отвечают трем основным принципам: простота в эксплуатации, безотказность и гибкость, а их тщательно продуманный дизайн обеспечивает максимальную производительность.
- Две фазы прессования, максимальная скорость до 5 м/с, управление осуществляется с дисплея.
- Усовершенствованная система нагрева гузнека имеет функцию сигнализации высокого и низкого уровня температуры.
- Автоматическая централизованная система смазки коленно-рычажного механизма.
- Специально разработанные поршневые гидроаккумуляторы увеличенной емкости обеспечивают непревзойденную скорость и точность процесса.
Процесс плавления в домашних условиях
Плавление — это довольно опасный процесс. Предварительно необходимо обязательно побеспокоиться о средствах защиты от различных ядовитых веществ, которые будут образовываться, а также подготовить литейную форму.
Средства защиты
- Не обойтись без специальных перчаток даже в том случае, если расплавить алюминий необходимо лишь единожды. Это, пожалуй, основное средство защиты, так как расплавленная масса с большой долей вероятности может попасть на руки, и тогда неминуемо на коже появится ожог, поскольку температура жидкого металла превышает 600 градусов.
- Следующая часть тела, которую также необходимо защитить от попадания горячего алюминия — глаза. При частой плавке не обойтись без специальной защитной маски, ну или хотя бы очков. Но лучше всего работать в костюме, который устойчив к воздействию высокой температуры в несколько сотен градусов.
- Если необходимо получить чистый алюминий, потребуется рафинирующий флюс. И тогда работать нужно в химическом респираторе.
Выбор формы для литья
Для того, чтобы отлить алюминий, необязательно запасаться литейной формой. Достаточно лишь приобрести лист из более тугоплавкого металла — из стали, вылить на него расплавленный алюминий и подождать, пока последний затвердеет. Но для получения какой-либо детали из алюминия обязательно придется приобретать форму для литья.
Ее можно изготовить самостоятельно в домашних условиях. Для этой цели обычно используется скульптурный гипс. Он заливается в форму, затем какое-то время охлаждается. После этого в него вставляют модель и сверху кладут вторую емкость с гипсом
При этом важно не забыть проделать отверстие в гипсе с помощью какого-нибудь предмета цилиндрической формы. Через это отверстие и будет заливаться горячий алюминий
При плавлении алюминия не обойтись без так называемого тигеля: то есть емкости из тугоплавкого металла. Она может быть выполнена из фарфора, кварца, стали, чугуна. Впрочем, изготавливать тигель самостоятельно вовсе не обязательно, ведь его можно просто купить в специальном магазине. Объем тигеля зависит от того, какое количество металла требуется получить.
Требования по обеспечению производства(#Литье металлов_иннов_обеспечение)
3.1 Используемое оборудование (#Литье металлов_иннов_оборудование)
Для литья металлов пускают в ход разные емкости, которые разделяют на песочные, применяемые только один раз во время оливки, а также многократные. Многоразовые отливочные емкости делают из разных материалов:
- чугуна;
- жаропрочной стали;
- огнеупорной керамики;
- графита.
Широко распространены чугунные кокили и изложницы. При изготовлении продукции из алюминия, меди и других цветных сплавов выполняют металлические формы из чугуна, меди и латуни.
Такое решение было принято давно, оно позволяет легко проводить подготовку материалов к основному процессу. Сам процесс длится недолго, модели выходят высокого качества. При выполнении этой технологии привлечение большого количества рабочих не требуется.
Металлические отливочные емкости бывают открытыми и закрытыми. Открытые – это изложницы, а закрытые – кокили. В закрытых емкостях имеется полость, повторяющая размеры выплавляемой детали. Заливка жидкого металла в них проводится через специальное отверстие.
Оболочковые отливочные емкости используются при заливке сплавов цветных и драгоценных металлов, а также изделий из стали. Для отливки сплавов цветных металлов их делают из порошкообразного диоксида кремния или гипса.
При изготовлении продукции из золота, платины и серебра пресс-форму делают из легкоплавкого материала, который заполняется ртутью, парафином или пластмассой, что позволяет создавать продукт сложной конфигурации небольшой толщины.
Для стали годится только отливка под давлением, так как материал этот хорошей текучестью не обладает.
Литье алюминия в кокиль
Следующим способом алюминиевого литья является литье в кокиль. Это особая форма из металла, которая может быть разъемная и неразъемная. Эти формы служат для литья сложных и простых деталей из алюминия. Для изготовления простых изделий пользуются неразъемными формами, отливки из них просто вытряхиваются. Разъемные кокиля имеют разные плоскости соединения: вертикальные, горизонтальные, криволинейные.








Расплавленная смесь заливается в формы до застывания. Процесс занимает немало времени, поэтому для изготовления партии отливок необходимо несколько пресс-форм. Точность отливок, созданных таким способом, соответствует пятому-девятому классам, ровность поверхности – четвертому-шестому классам. Способ также достаточно экономичный, так как формы используются многократное количество раз.
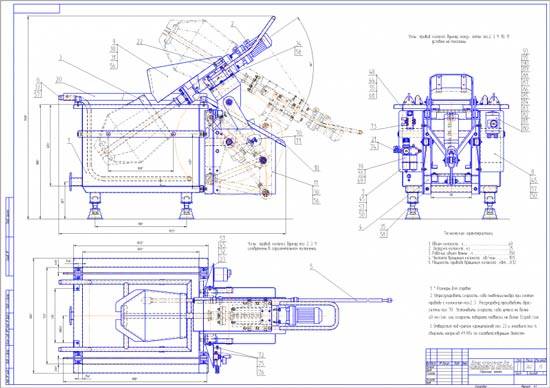
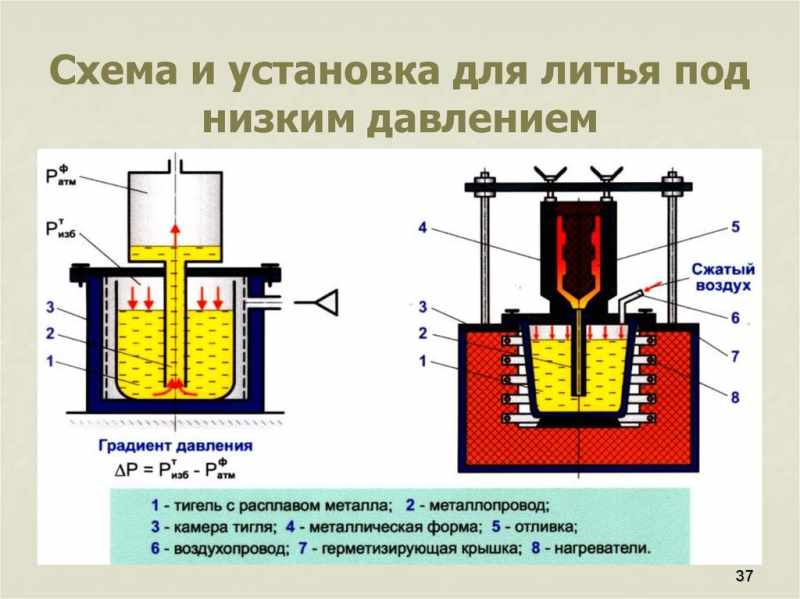
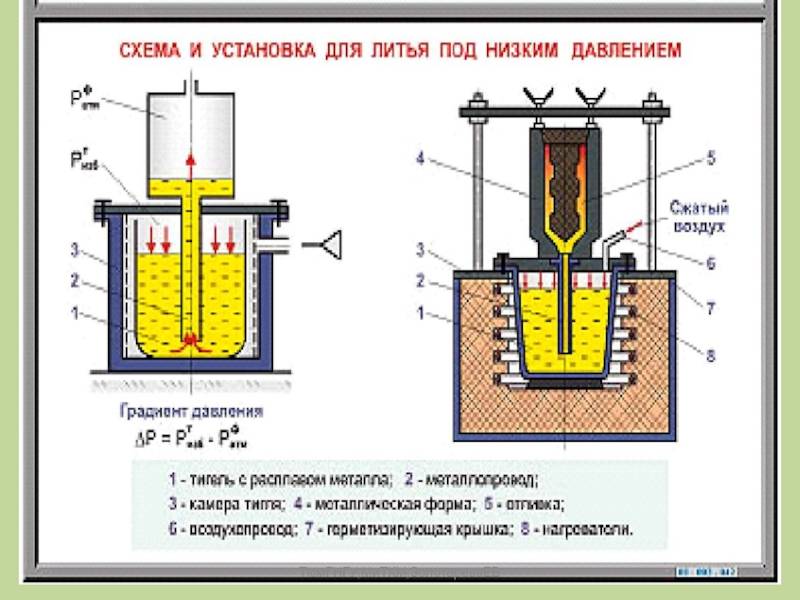
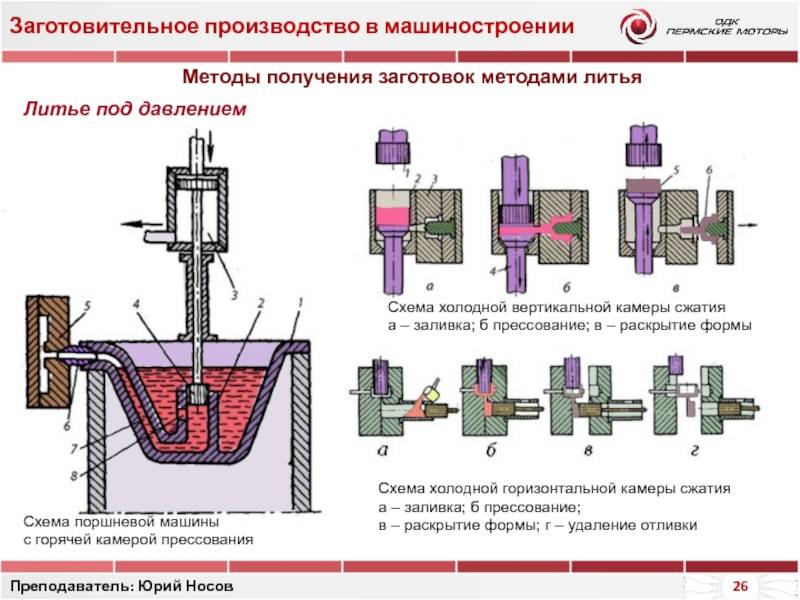
Литье под низким давлением
Этот способ литья применяется для изготовления деталей из алюминиевых, магниевых и медных сплавов, по крайней мере из стали и чугуна. В виде металла поступает из тигля через металлическую трубу и / или частично погружается расплава(рисунок). 14.5).
Когда отливка затвердевает, в установке сбрасывается давление и избыток металла стекает из металлической трубки в тигель. На ЛНД тигли расплава помещают в теплоизолированную камеру Литейной установки. Это обеспечивает хорошие условия для длительной термической стационарности жидких металлов.
Погружение металлической трубки в тигель расплава на определенную глубину(расстояние между дном тигля и нижним концом металлической трубки обычно составляет 30-50 мм) 344 исключает возможность захвата шлаков и флюсов с поверхности жидкого металла. Особенности технологического процесса литья под низким давлением.
При литье под низким давлением (ЛНД) в течение всего рабочего цикла литья литейные формы, металлические трубы и тигли соединяются плавлением в единую систему (гидравлическую, термическую, концентрационную)
Наличие единой гидродинамической системы в основном отличается от многих известных способов литья, основанных на дозированном расплаве расплава (это важное преимущество отливки под низким давлением из ванны зеркала вверх и в пресс-форме перепада давления пресс-формы для достижения оптимального выбора качества)
Плавное регулируемое заполнение литейной формы жидким металлом принудительно подается из литниковой системы, тем самым исключается возможность пористости литейного газа в литейной форме (из-за его избыточного давления), а принудительная подача литейного расплава повышает его плотность и предотвращает образование усадки и пористости внутри него. Температура в первой зоне ниже, чем во второй, поскольку через
С учетом вышеизложенного можно производить последовательное упрочнение отливки, обеспечивать детали качественной плотной структурой, повышать герметичность. По этой же причине огромная часть будущей отливки размещается на дне кристаллизатора, так как она требует дополнительного усилия при затвердевании. Эти части формы соединены металлическим трубопроводом с помощью катушки. Образование плотной (без пор) мелкодисперсной структуры металла приводит к значительному повышению его механических и эксплуатационных (износостойкость, коррозионная стойкость, циклическая прочность) свойств.
Например, прочность литого сплава увеличивается на 15-25% (по сравнению со свойствами отливки, полученной литьем), в то время как пластичность увеличивается более чем на 50%. Заполнение форм непосредственно жидким металлом из тигля с повторным использованием остатков расплава, сливаемых после значительной предшествующей плавки (как литье в кокиль). При литье под низким давлением используются металлические (кокиль), оболочковые, песчаные, керамические и гипсовые формы. Кокиль изготавливается из стали или чугуна, а металлический трубопровод-из жаропрочного чугуна и титанового сплава Вт-14.
Как и при кокильном литье, используется изолирующее покрытие. Как смазка для трущихся частей Кокиля и по- В 345верхйостей металлического стержня, полученного из отливки, использован коллоидный графит марки Б-1. Возможность управления потоком металла (для обеспечения оптимального процесса заполнения формы металлом); повышение плотности и качества (за счет избыточного давления на нее, процесса литья). Недостатком метода ЛНД является то, что использование литых деталей из чугуна и стали, что в данном случае обусловлено малым сроком службы металлического трубопровода, ограничено. Преимущества процесса литья под низким давлением широко используются при разработке новых методов литья, которые сочетают способ заполнения формы с пресс-формой и методами литья, такими как замораживание, сжатие и литье под давлением.
Учебник по материаловедению
| Литье вакуумным всасыванием | Технологические основы литейного производства |
| Литье с кристаллизацией под давлением | Литье в оболочковые формы |
Требования по обеспечению производства(#Литье металлов_иннов_обеспечение)
3.1 Используемое оборудование (#Литье металлов_иннов_оборудование)
Для литья металлов пускают в ход разные емкости, которые разделяют на песочные, применяемые только один раз во время оливки, а также многократные. Многоразовые отливочные емкости делают из разных материалов:
- чугуна;
- жаропрочной стали;
- огнеупорной керамики;
- графита.
Широко распространены чугунные кокили и изложницы. При изготовлении продукции из алюминия, меди и других цветных сплавов выполняют металлические формы из чугуна, меди и латуни.
Такое решение было принято давно, оно позволяет легко проводить подготовку материалов к основному процессу. Сам процесс длится недолго, модели выходят высокого качества. При выполнении этой технологии привлечение большого количества рабочих не требуется.
Металлические отливочные емкости бывают открытыми и закрытыми. Открытые – это изложницы, а закрытые – кокили. В закрытых емкостях имеется полость, повторяющая размеры выплавляемой детали. Заливка жидкого металла в них проводится через специальное отверстие.
Оболочковые отливочные емкости используются при заливке сплавов цветных и драгоценных металлов, а также изделий из стали. Для отливки сплавов цветных металлов их делают из порошкообразного диоксида кремния или гипса.
При изготовлении продукции из золота, платины и серебра пресс-форму делают из легкоплавкого материала, который заполняется ртутью, парафином или пластмассой, что позволяет создавать продукт сложной конфигурации небольшой толщины.
Для стали годится только отливка под давлением, так как материал этот хорошей текучестью не обладает.
Литье металлов под давлением
Это самый распространенный и эффективный метод литья. Для данного способа необходимо: — литейная форма из качественных сортов стали, которая может быть многоступенчатой, сложной внутренней формы — нагнетающее оборудование, способное выдавать от 7 до 700 МПа.
Пресс-формы
Литейные формы (пресс-формы) обычно изготавливаются из стали. Оформляющая полость формы выбирается подобной наружной поверхности отливки, однако учитываются искажения размеров. Пресс-форма содержит также выталкиватели, с помощью которых готовое изделие извлекается из пресс-формы и подвижные металлические стержни, называемые знаками, образующие внутренние полости изделий.
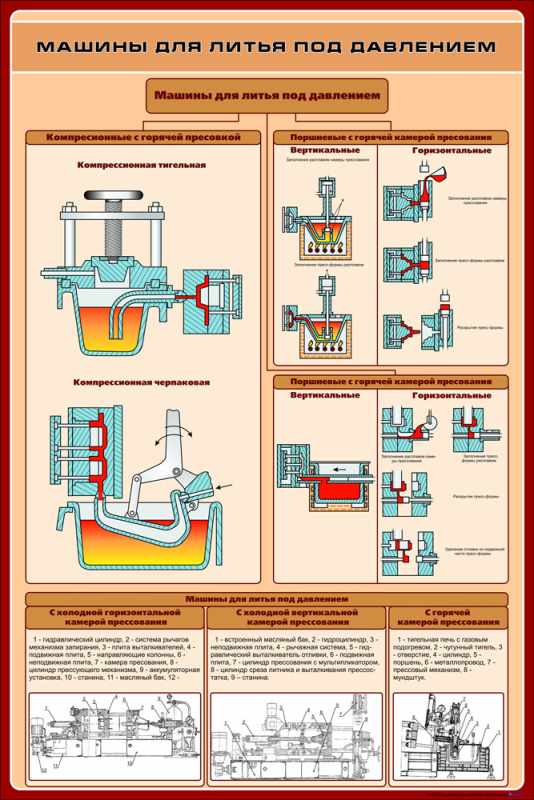
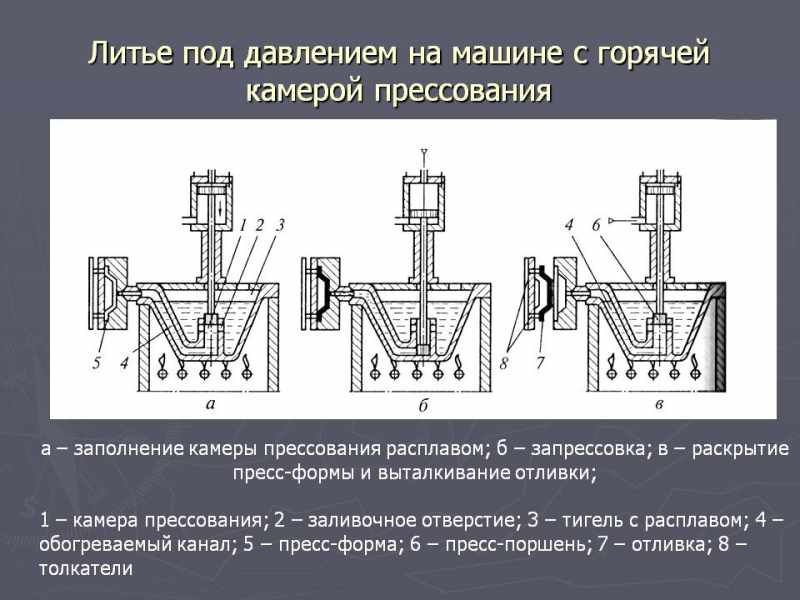
Литейные машины с горячей камерой прессования
Машины литья под давлением с горячей камерой прессования чаще всего используются для литья сплавов на основе цинка или латуни. Это необходимо поскольку температура плавления латуни более 900 градусов Цельсия. Если для литья цинка или латуни использовать обычную машину литья под давлением с холодной камерой прессования, то пресс-форма будет испытывать повышенные тепловые нагрузки и перепады температур, что приводит к быстрому износу формы и падению качества отливок. В машине литья под давлением с горячей камерой прессования камера погружена в расплав, что позволяет поддерживать постоянную температуру пресс-формы, уменьшить перепады температур и повышенные тепловые нагрузки, что продлевает срок службы формы.
Литейные машины с холодной камерой прессования
Такие машины используются для литья под давлением алюминиевых, магниевых, медных сплавов. Литьё в пресс-формы происходит под давлением от 35 до 700 МПа. Машины литья под давлением с холодной камерой прессования отличаются от машин литья под давлением с горячей камерой прессования отсутствием «гузнека» и более низкими температурами эксплуатации.
Кокильные машины для литья металлов
Кокильные (gravity casting machines англ.) машины для литья металлов используются для литья в кокиль под низким давлением. Основная сфера применения это изделия на основе алюминиевых сплавов, медных сплавов, бронзовых сплавов и др. Для литья толстостенных изделий с более низкими требованиями по плотности изделия и его пористости по сравнению с машинами литья под давлением. Литье в кокиль один из самых древних методов литья металлов.
Применение
Литье под давлением изготавливают тонкостенные детали со сложной геометрией. Этой технологией делают изделия из меди, алюминия, цинка, магниевых сплавов, сталей и пластика. Эта технология позволяет выполнять геометрически сложные отливки с толщиной элементов до 1 мм.








Литье под давлением применяют в следующих отраслях промышленности:
- приборостроение;
- автомобилестроение;
- самолётостроение;
- станкостроение;
- изготовление элементов смесителей.
- производство бытовой техники;
Литье под давлением широко используют для производства изделий из полиэтилена, полипропилена и других синтетических материалов. Из-за большой стоимости применяемой оснастки эта технология экономически обоснована только в массовом или крупносерийном производстве.
Сегодня ни одно машиностроительное предприятие, массово изготавливающее детали бытовой техники, приборы, двигатели внутреннего сгорания и другие высокотехнологичные механизмы, не может обойтись без установок для литья под давлением.
/5 — голосов
Проектирование подвижных знаков
Как видно из изделия, пресс-форма должна быть выполнена с подвижными знаками, причем знаки, которые оформляют внутренние поверхности изделия, должны иметь ход более 200 мм. Конструктор применил оригинальное решение (рис. 12) — это реечная система, которая дает необходимый ход знака. Кроме того, предусмотрено охлаждение знака. Следует отметить, что все использованные в этой конструкции детали являются стандартными элементами HASCO.
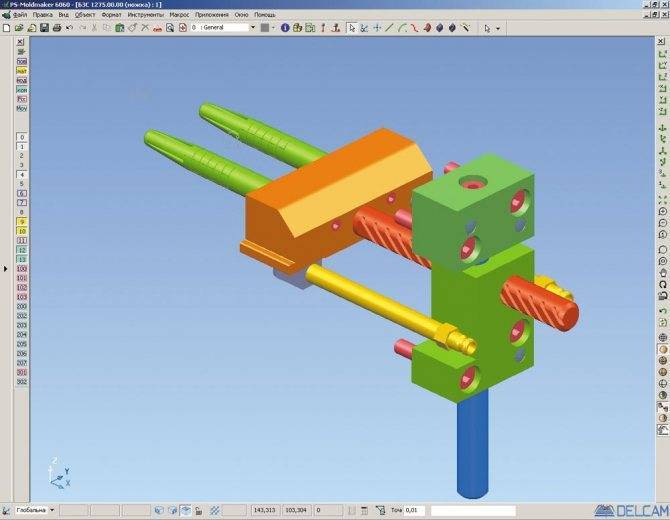
Рис. 12. Подвижный знак с реечной системой
Другой знак был спроектирован при помощи мастера подвижных знаков с применением обычной клиновой системы (рис. 13).
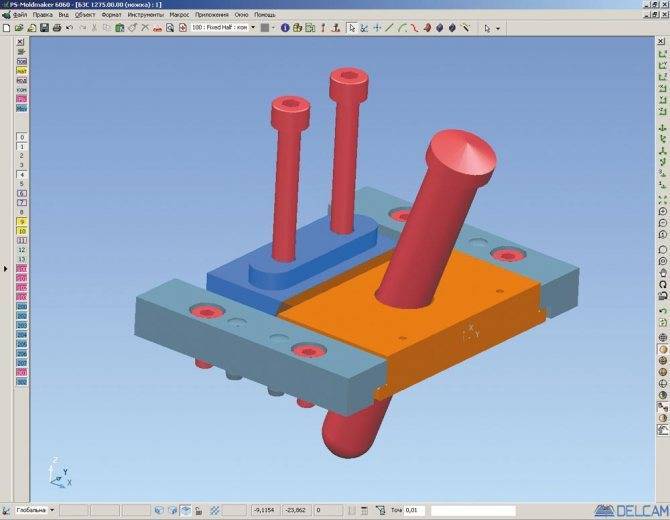
Рис. 13. Подвижный знак с клиновой системой
Виды литья под давлением
Инжекционный вид литья под давлением
Нужный объем расплава накапливается в материальном цилиндре, а потом впрыскивается под высоким давлением (около 120-190 МПа) и инжектируется в форму за не большой интервал времени. Инжекционный вид литья — это самый распространенный способ литья под давлением. Он позволяет изготавливать изделия сложной конструкции, с разной толщиной стенок. Особенностью этой технологии литья под давлением является то что объем изделий с литниками не может превышать объем впрыска.
Интрузиотый метод литья под давлением
Интрузиотый метод литья под давлением используется для изготовления толстостенных изделий. Отличительной чертой этого вида литья это то, что сплав при экструзии подается в пресс-форму и полностью заполняет ее с помощью вращения червяка. Когда форма заполняется червяк прекращает движение и осевым движением подпитывает форму, уменьшая усадку постепенно остывающего расплава. Этот метод не позволяет получать сложные и изделия с тонкой стенкой, но при этом объем получаемого изделия может превышать паспортный объем впрыска.
Инжещионно-прессовый литья под давлением
Инжещионно-прессовый метод литья под давлением применяется для изготовления деталей имеющих большую площадь прессования. при этом методе при заполнении формы существенно снижается давление расплава на ее периферии. Это явление при литье под давлением вызывает эффект разнопрочности получаемого изделия. Особенность этой технологии литья под давлением заключаена в том, что давление на расплав находящийся в форме осуществляется совместно с помощью инжекции и прессового механизма узла смыкания, поэтому для токого литья могут применяться формы с перемещение пуансона и после смыкания формы.
Литье с подачей сжатого газа
Технологически процесс литья с подачей сжатого газа под давлением состоит в следующем: расплав полимера инжектируется в форму и заполняет ее на 75-95%. Далее в форму через специальное сопло или ниппель в форму подается под давлением газовая смесь и заполняет конструктивные углубления. В конце операции литья газовая смесь удаляется из пресс формы в приемник, а пластикатор впрыскивает остаток расплава для закрытия формы. Технология литье с подачей сжатого газа позволяет сократить цикл изготовления продукции на 25-35% и уменьшает вероятность появления коробления, утяжены и облоя.
Разнообразие и использование сплавов, необходимые станки и формы
Повышенным спросом пользуются изделия из алюминиевых сплавов:
- Силумин – сплав алюминия с кремнием. После добавления в его состав магния, конечный продукт становится чрезвычайно прочным. Это один из самых низкоусадочных и высокогерметичных сплавов. При изготовлении не подвержен растрескиванию и используется для создания элементов, подвергающихся небольшим нагрузкам.
- С целью создания фасонного литья используется сплав, в состав которого помимо самого алюминия входят медь, кремний и железо. Такая заготовка прекрасно отделяется от формы и отличается высокой прочностью.
- При создании высокопрочных элементов используют сплав алюминия с добавлением кремния, никеля, меди и цинка.
Тот или иной сплав выбирается в зависимости от задач, которые предстоит выполнить изготовленным деталям и нагрузок, которые готовые элементы должны будут выдержать.
Все операции проводят на специально созданном оборудовании, которое может быть использовано как в условиях производственного цеха, так и в небольшой частной мастерской.
Для создания вышеперечисленных сплавов необходимо использование машин, оснащенных как холодной, так и горячей камерами, предназначенными для плавления металла. Машины с горячими камерами необходимы при производстве сплавов, в состав которых введен цинк. Расплавленный металл внедряется во внутреннее пространство пресс-формы постепенно. Он заполняет всю форму.
Во время работы со сплавами, в составе которых содержится магний и медь, отливки производятся благодаря тому, что расплавленный состав внедряется внутрь пресс-формы под довольно большим давлением. Его уровень в определенных ситуациях достигает 700 Мпа. Именно такой способ производства позволяет заметно повысить производительность труда, не повышая трудоемкости процесса, а изготовленным таким образом детали не требуют механической обработки.
Выбор оборудования при создании цеха или организации процесса литья основан на особенностях технологического процесса. При литье алюминия под давлением он заключается в следующем:
- В раскаленной печи металл нагревается до температуры плавления и переходит в жидкое состояние.
- В это время в цеху должна быть подготовлена специальная пресс-форма, внутренний контур которой полностью соответствует параметрам будущей детали.
- Расплавленный металл под большим давлением подается в подготовленную пресс-форму.
- После остывания из разъемной пресс-формы извлекают готовое изделие.
 Алюминиевое изделие в пресс-форме
Алюминиевое изделие в пресс-форме
Сегодня некоторые производители пользуются и другими способами литья. Это может быть литье в землю, песок или цемент, но литье алюминия под давлением дает возможность получить изделие, минимальная толщина стенки которого меньше миллиметра. А все может достигать от 4 до 12 кг.
4 факта об изготовлении изделий ООО «НТЦ-БУЛАТ»
- Наша производственная база расположена в одном месте в Москве (рядом с метро «Шоссе Энтузиастов»). Цехи, участки, офис и склад располагаются в «шаговой доступности» друг от друга.
- Никаких отклонений от чертежа! Все изделия на 100% соответствуют чертежам, утвержденным заказчиком перед началом производства. Нами даётся гарантия соответствия.
- Вам не нужно переживать за качество конечного продукта. Характеристики изготавливаемых деталей и изделий соответствует государственным стандартам ГОСТ 26645 и ГОСТ 1583.
- Мы можем изготовить любую, даже самую сложную по конструкции и самую крупную по объему партию деталей. Наше предприятие располагает свободными мощностями и может изготавливать до 30 тонн продукции в месяц.
3.2. Требования к заготовке (#Литье металлов_иннов_заготовка)
— Текучесть Сплав в расплавленном виде должен максимально легко перетекать из одного тигля в другой, заполняя при этом его мельчайшие выемки. Чем выше текучесть, тем тоньше стенки можно сделать у готового изделия. С металлом, который растекается плохо, намного сложнее. В обычных условиях он успевает схватиться значительно раньше, чем заполнит все промежутки формы.
3.3. Требования к температуре (#Литье металлов_иннов_температура)
Металл для отливки нагревают немного выше температуры плавления. Некоторые виды металлов можно расплавить и залить в формы в домашних условиях, например аллюминий.
3.5 Ограничения по форме и конструкции (#Литье металлов_иннов_ограничения)
Отливка ограничена: — по сложности конфигурации, так как при отделении отливки от литейной формы могут происходить повреждения. — по толщине, так как расплав равномернее затвердевает, если изделие тонкое.
3.6 Иные (#Литье металлов_иннов_иныетребования)
— Осадка при охлаждении. Чаще всего применяют сплавы на основе алюминия, цинка, меди и олова-свинца (литье цветных металлов). Температура плавления у них сравнительно невелика, а потому достигается очень высокая технологичность всего процесса. Кроме того, у этого сырья сравнительно маленькая осадка при охлаждении
Это означает, что можно производить детали с очень незначительными допусками, что при выпуске современной техники чрезвычайно важно
Центробежное литье
При центробежном литье (рис
3) важно, чтобы вливаемый сплав как можно быстрее вытеснил объем воздуха из полой формы опоки. Вытеснение воздуха осуществляется неизбежно через поры соответствующего паковочного материала
При заполнении на вибростолике паковочная масса оседает, т. е. крупные частицы оседают быстрее, чем мелкие. Более мелкие частицы образовывают на поверхности опоки плотный слой, который при центробежном литье замедляет вытеснение воздуха сквозь опоку. В таком случае рекомендуется отшлифовать поверхность опоки на триммере, чтобы открылись поры материала.
При центробежном литье необходимо использовать большее количество сплава, так как (рис. 4) центробежная сила оказывает достаточно высокое давление на сплав, что позволяет ему залиться даже в самые тонкие части опоки (рис. 5).
Рис. 3. Процесс литья на центробежной индукционной литейной установке.
Рис. 4. Сплав в тигеле центробежной литейной установки.

Рис. 5. Объект из благородного сплава на центробежной установке.
Особенности промышленного процесса
По технологии литья материал, нагретый до температуры 600°С, поступает в подготовленную форму, изготовленную из стали, при повышенном давлении. Основные отличия способа от аналогичных:
- ускоренный нагрев заготовки до критического значения, при котором происходит плавление;
- благодаря автоматическому управлению происходит точное дозирование сырья;
- увеличенное давление, при котором удается изготавливать изделия сложной геометрии;
- автоматизация производства, в результате чего исключается вмешательство ручного труда;
- повышенная производительность и скорость, из-за чего сокращаются энергозатраты.

Форма для отливки