Основные операции технологического процесса
Общая схема технологических операций, выполняемые при литье в кокиль, приведена на рис. 4. Необходимость выполнения некоторых из них зависит от конкрет-ных условий — конструктивных особенностей отливки, литейных свойств материалов, особенностей технологического процесса производства и других факторов. Так, например, операции, связанные с изготовлением песчаных стержней и с термической обработкой отливок, могут вообще отсутствовать. Необходимость же осуществления других операций может возникнуть только через несколько циклов литья (в частности, нанесение защитного покрытия).
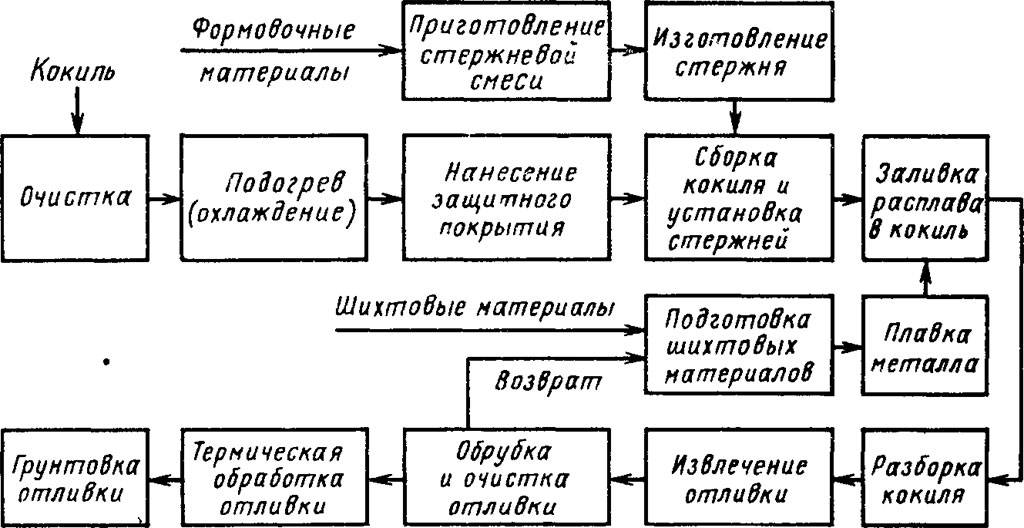
Рис. 4 – Последовательность выполнения технологических операций процесса
Перед заливкой расплава кокиль подготавливают к работе: поверхность рабочей полости и разъем тщательно очищают от следов загрязнений, ржавчины, копоти, масла; проверяют легкость перемещения подвижных частей, точность их центрирования и надежность крепления. Затем на поверхность рабочей полости и металлических стержней наносят слой огнеупорного покрытия облицовки и кокильной краски. Состав облицовок и красок зависит в основном от заливаемого сплава, а толщина их нанесения – от требуемой скорости охлаждения отливки: чем толще слой огнеупорного покрытия, тем медленнее охлаждается отливка. Вместе с тем слой огнеупорного покрытия предохраняет рабочую поверхность формы от резкого повышения ее температуры при заливке, расплавлении и схватывании с металлом отливки. Таким образом, облицовки и краски выполняют две функции: защищают поверхность от резкого нагрева и схватывания с отливкой и позволяют регулировать скорость охлаждения отливки, а значит, и процессы ее затвердевания, влияющие на свойства металла отливки. Перед нанесением огнеупорного покрытия кокиль нагревают газовыми горелками или электрическими нагревателями до температуры около 150°С-180°С. Краски наносят на формообразующие части обычно в виде водной суспензии с применением пульверизатора, на прибыльную и литниковую систему краска наноситься кистью. Капли водной суспензии, попадая на поверхность нагретого кокиля, испаряются, а огнеупорная составляющая ровным слоем покрывает поверхность.
После нанесения огнеупорного покрытия, кокиль нагревают до рабочей температуры, зависящий в основном от состава заливаемого сплава, толщины стенки отливки, ее размеров и требуемых свойств. Обычно температура нагрева перед заливкой для алюминиевых сплавов составляет 250-300°С. Затем устанавливают песчаные или керамические стержни, если таковые необходимы для получения отливки; полуформы кокиля соединяют и скрепляют специальными зажимами, а при установке на кокильной машине с помощью ее механизма запирания, после чего заливают расплав. Часто в процессе затвердевания и охлаждения отливки, после того как отливка приобретет достаточную прочность, металлические стержни «подрывают», т.е. частично извлекают из отливки до ее извлечения из кокиля. Это делают для того, чтобы уменьшить обжатие усаживающейся отливкой металлического стержня и обеспечить его извлечение из отливки. После охлаждения отливки до заданной температуры кокиль раскрывают, окончательно извлекают металлический стержень и удаляют отливку. Из отливки выбивают песчаный стержень, обрезают литники и прибыли, проводят предварительный контроль качество отливки. Перед следующей заливкой осматривают рабочую поверхность кокиля и плоскость разъема. Обычно огнеупорную краску наносят на рабочую поверхность 1 – 2 раза в смену, изредка восстанавливая ее в местах, где она отслаивается от рабочей поверхности кокиля. После этого при необходимости, что чаще бывает при литье тонкостенных отливок или сплавов с низкой жидкотекучестью, кокиль подогревают до рабочей температуры, так как за время извлечения отливки и окраски рабочей поверхности он охлаждается. Если же отливка достаточно массивная, то, наоборот, кокиль может нагреваться ее теплотой до температуры большей, чем требуемая рабочая, и перед следующей заливкой его охлаждают.
Процесс литья в кокиль – малооперационный. Манипуляторные операции достаточно просты и кратковременны, а наиболее длительной по продолжительности операцией является охлаждение отливки в форме до заданной температуры. Практически все операции могут быть выполнены механизмами машины или автоматической установки, что является существенным преимуществом способа, и, конечно, самое главное преимущество – исключается трудоемкий и материалоемкий процесс изготовления формы: кокиль используется многократно.
3.2 Выбор положения отливки в форме и плоскости разъема
Положение отливки в форме и разъем формы должны обеспечивать высокое качество отливки, минимальные затраты на ее изготовление и на механическую обработку и возможность применения механизации и автоматизации технологического процесса.
Поэтому положение отливки в форме должно удовлетворять следующим условиям:
a. Наиболее предпочтительным является такое положение отливки в форме, при котором достигается последовательность затвердевания всех ее частей в направлении расположения прибылей.
b. Наибольшим преимуществами обладает такой вариант расположения отливки в форме, при котором не происходит коренных изменений положения собранной формы перед заливкой сталью и нежелательных поворотов.
c. Наиболее благоприятные возможности по уменьшению размеров припусков на механическую обработку достигается, если основные обрабатываемые поверхности стенок отливки располагаются снизу по заливке формы, а при отсутствии такой возможности — вертикально или наклонно.
d. Наиболее предпочтительно при заливке вертикальное расположение развитых плоских поверхностей отливки, не подвергаемых механической обработке.
e. Тонкостенные части отливок лучше располагать в нижних горизонтах заливаемой формы, по возможности вертикально или наклонно.
f. Выбранное положение должно давать возможность проверки толщин тела при сборке формы, а также надежное удержание стержней на месте.
g. Выбранное положение должно обеспечивать наиболее простое изготовление форм и стержней, что снижает себестоимость отливки.
Также назначается линия разъема, исходя из условий:
a. Количество используемых стержней должно быть минимально.
b. Нежелательно пересечение поверхностью разъема формы тех частей отливки, взаимное смещение которых ограничивается требованиями приемки данных деталей.
c. Наиболее целесообразным является такой вариант, при котором стержни устанавливаются только в нижнюю полуформу.
d. Плоскость разъема желательно располагать на равном расстоянии от верхнего и нижнего уровней опок минимально возможной суммарной высоты.
e. Наиболее предпочтительной является плоская поверхность разъема.
плавка отливка оснастка форма
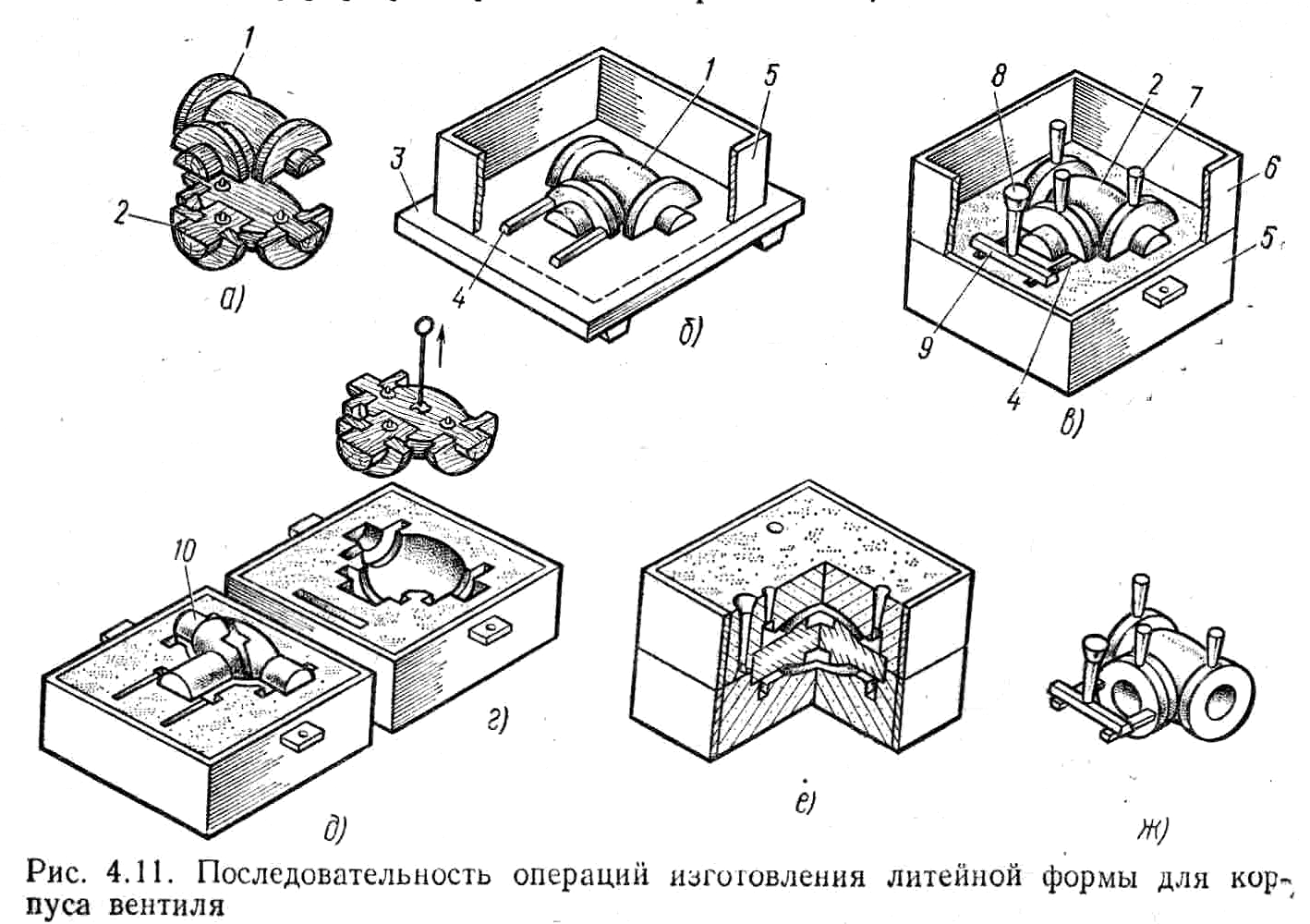
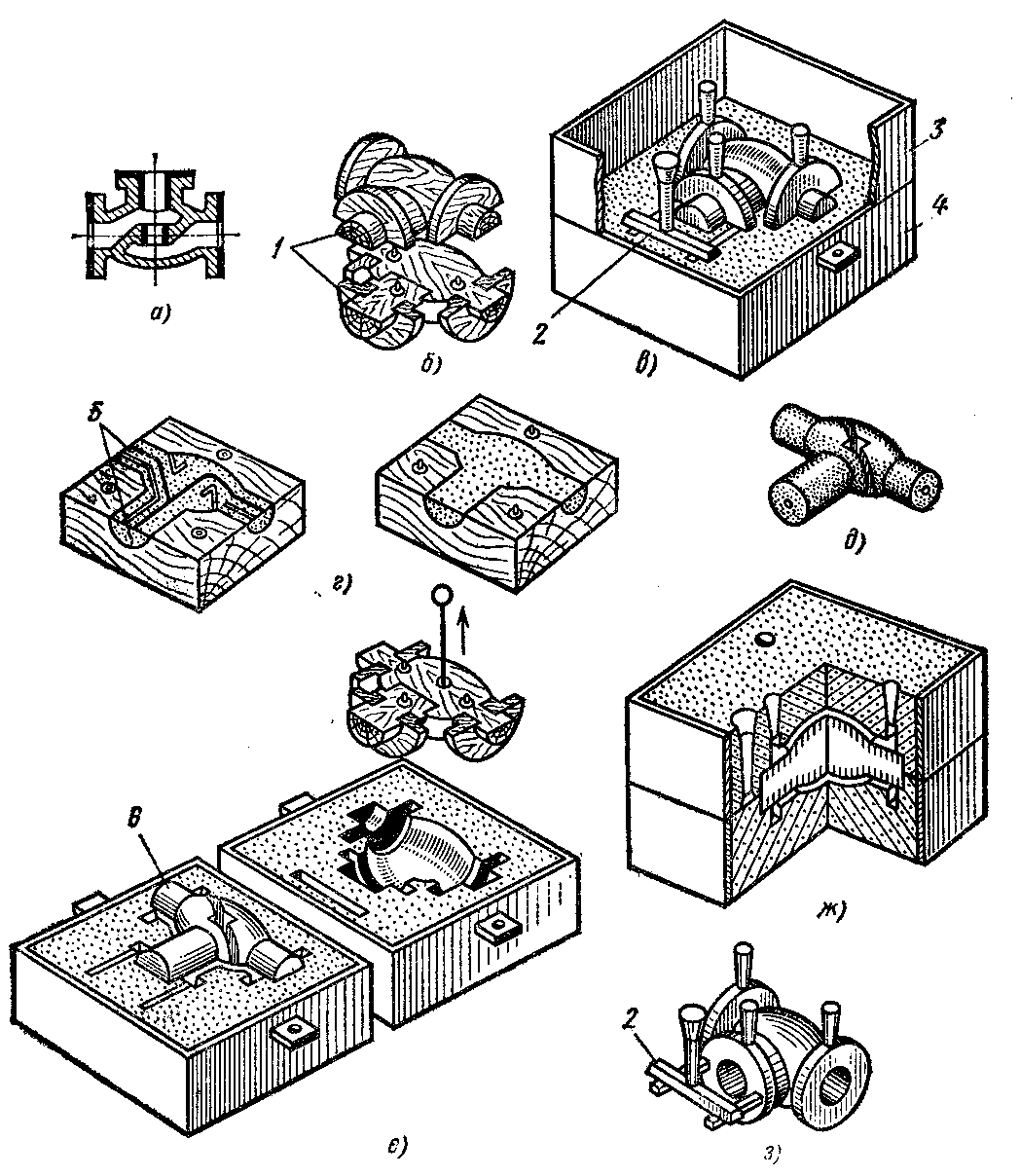
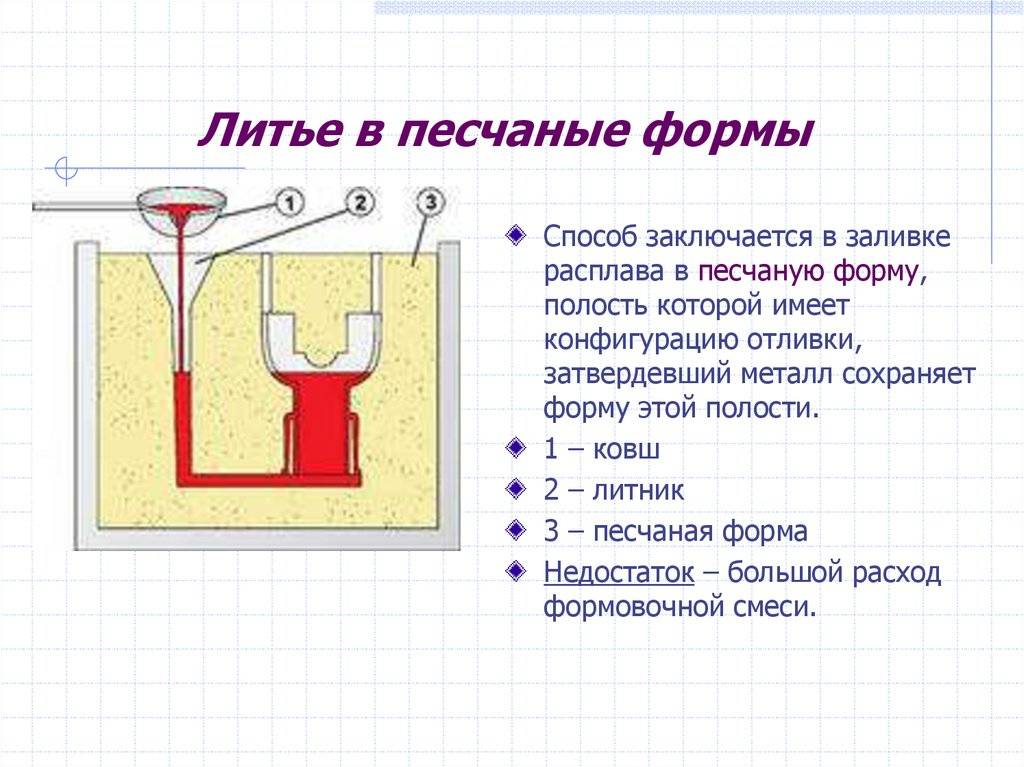
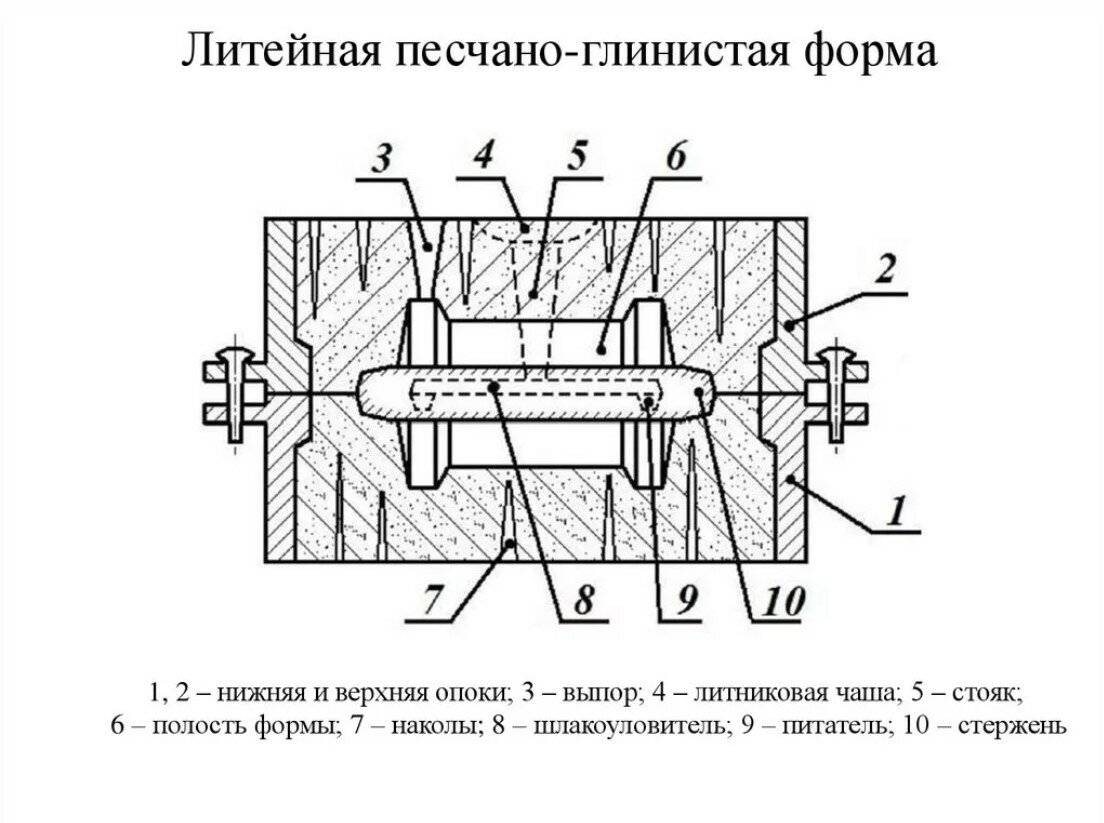
Литье в песчано глинистые формы
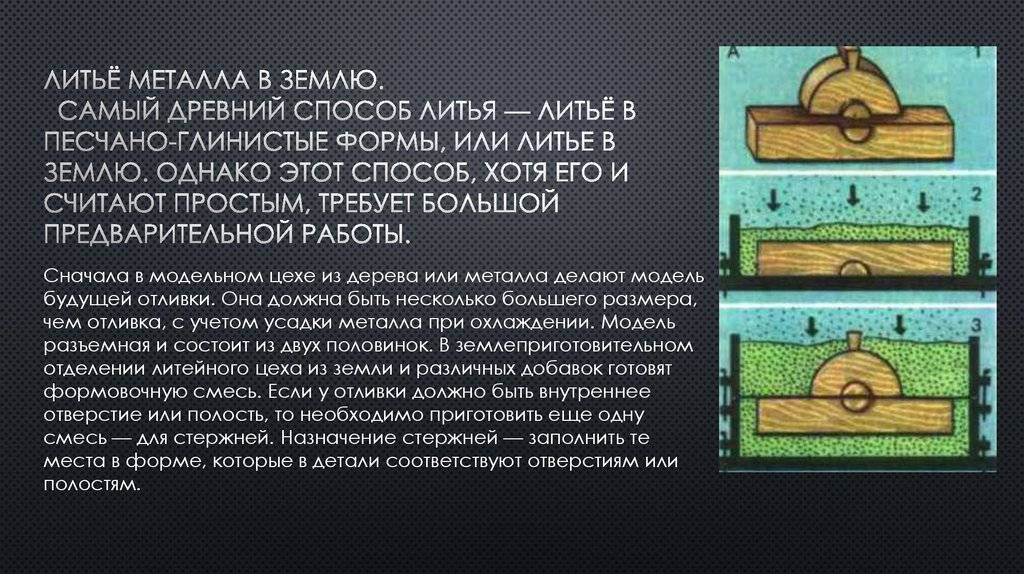
Одним из первых методов выплавки металла, освоенных человечеством, было литье в песчано-глинистые смеси, «землю». При этом виде литья, в данной смеси, состоящей из песка, глины и воды образуют форму.
Песок имеет свойство уплотняться, а глина придает единообразную структуру, тем самым сохраняется приданная смеси форма модели изделия. Модель изделия изготовляют из материала из которого проще всего подготовить модель, но обычно изготавливается из дерева, при серийном производстве, когда модель используется часто, для того чтобы сохранить размеры и поверхность модели, ее изготовляют из прочным материалов, обычно это алюминиевые сплавы.
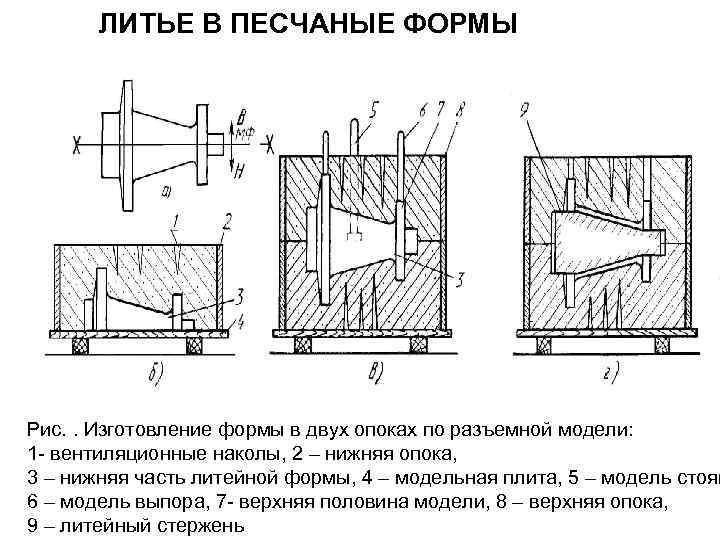
Особенностью такого метода получения формы является необходимость извлечения модели, что является и главным недостатком. Поэтому формовка обычно осуществляется в двух полуформах, для чего используются специальные ящики без дна (опоки). Для извлечения модели из смеси на ней выполняют специальные формовочные или литейные уклоны, обеспечивающие удобный выем изделия или стержня из формы.
При подготовки чертежа модели для формовки, учитывают особенности формовки, изменение размеров изделия в процессе остывания, припуски на последующую обработку, и т.д. Модель всегда больше изделия на величину усадки и последующей обработки и выполняется разъемной по одной или нескольким плоскостям для удобства выема ее из формы.
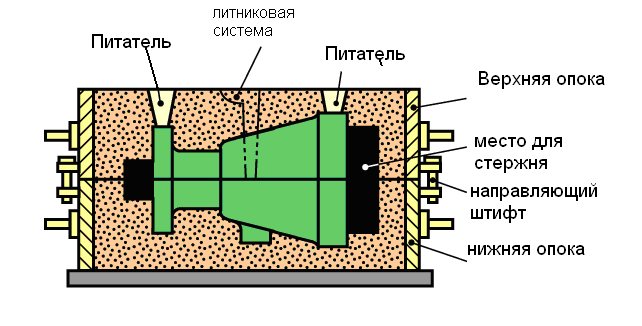
При изготовлении формы следует учитывать каналы потока хода расплавленного металла, по которым жидкий металл будет заливать полость формы заполняя ее равномерно — литниковая система. Стоит при проектировании формы учитывать разветвленность каналов, чтобы металл равномерно распределялся по всей форме, не застаиваясь и не остывая в какой то определенной зоне.
Для предотвращения образования усадочной раковины на теле заготовки, в форме делают специальную полость, объем которой может быть достаточно велик (иногда больше, чем объем самой формы для изделия). Этот объем заполняют расплавленным металлом, но делают это так, что бы он застывал в последнюю очередь, таким образом образование раковины происходит в нем. Эта часть отливки называется ”прибыль” и после извлечения отливки из формы должна быть отрезана или удалена при последующей механической обработке.





Литье в песчано-глинистые формы до начала 21 века был самый распространенный вид литья (более 90% изделий по массе, производили в промышленности, этим способом) в современной промышленности лидирующее место заняло литье по газифицируемым моделям.
Оба вида литья применяется как в частных мастерских при индивидуальном производстве, так и в массовом производстве.
Особенности литья в песчано-глинистую форму:
В качестве материала отливок используется серый чугун, обладающий хорошей жидкотекучестью и малой усадкой (1%), малоуглеродистая сталь (
§ 1. Формовочные пески и глины
Формовочные пески – это осадочные горные породы, образовавшиеся в результате отложения минералов и выветривания осадков. Пески обычно носят название карьера, в котором их добывают, например, Люберецком, Гусаровском, Кичигинском и др. Добывают пески открытым способом. Если пески содержат примеси или имеют неоднородный зерновой состав, то в карьерах их обогащают, освобождая от посторонних примесей, а также разделяют на фракции по размерам зерен.
Основной составной частью таких песков являются зерна минерала кварца (SiO2); температура плавления его 1713°С. Кроме зерен кварца песок содержит частицы полевых шпатов, слюды, окислов железа, глинистых и других минералов.
В зависимости от содержания глинистой составляющей пески делят на кварцевые и глинистые.
Кварцевыми называют пески, содержащие глинистых составляющих не более 2%. Пески, содержащие более 2% глинистых составляющих, называют глинистыми (табл. 1).
1. Классификация и состав (%) формовочных песков
| Песок | Класс | Глинистая составляющая | SiO2 | Вредные примеси | |
| окислы щелочноземельных металлов | окислы железа | ||||
| Обогащенный кварцевый | Об1К Об2К Об3К | 0,2 0,5 1,1 | 98,5 98,0 97,5 | 0,4 0,75 1,0 | 0,2 0,4 0,6 |
| Кварцевый | 1К 2К 3К 4К | До 2 | 97 96 94 90 | 1,2 1,5 2,0 – | 0,75 1,0 1,5 – |
| Тощий | Т | Св. 2 до 10 | – | – | – |
| Полужирный | П | Св. 10 до 20 | – | – | – |
| Жирный | Ж | Св. 20 до 30 | – | – | – |
| Очень жирный | Ож | Св. 30 до 50 | – | – | – |
Зерновой состав формовочных песков (табл. 2) определяют по навеске 50 г сухого песка, от которого отделена глинистая составляющая. Навеску сухого песка просеивают через набор калиброванных сит с точными размерами ячеек. Песок, оставшийся в наибольшем количестве на трех смежных ситах, называют основной зерновой фракцией.
2. Классификация песков на группы по величине зерен основной фракции
| Песок | Группа | Номера сит, на которых остаются зерна основной фракции |
| Грубый | 063 | 1; 063; 04 |
| Очень крупный | 04 | 063; 04; 0315 |
| Крупный | 0315 | 04; 0315; 02 |
| Средний | 02 | 0315; 02; 016 |
| Мелкий | 016 | 02; 016; 01 |
| Очень мелкий | 01 | 016; 01; 0063 |
| Тонкий | 0063 | 01; 0063; 005 |
| Пылевидный | 005 | 0063; 005; тазик |
При выборе песков следует учитывать характер изготовляемых отливок. Для крупных отливок применяют более крупный песок, который придает смеси повышенную огнеупорность и газопроницаемость. Для мелких отливок используют мелкозернистый песок, обеспечивающий получение более чистой поверхности.
Пески делят на две категории А и Б. К категории А относят пески с большим остатком основной фракции песка на крайнем верхнем сите из трех смежных, к категории Б – пески с большим остатком на крайнем нижнем сите.
При маркировке песка на первом месте ставят обозначения класса, на втором – группы, на третьем – категории. Например, кварцевый песок средней зернистости обозначается 1К02А, 2К02А или 1К02Б, 2К02Б; тощие пески обозначают Т0315А, полужирные и очень жирные пески П025, ОЖ01.
Для улучшения качества поверхности отливки применяют в некоторых случаях формовочные материалы с более повышенной, чем у кварцевых песков, огнеупорностью и высокой химической стойкостью.
К ним относят:
оливины, имеющие формулу химического соединения (Mg, Fe)2. Температура плавления оливиновых песков около 1800°С. Их применяют как составную часть облицовочной смеси для форм крупных стальных и чугунных отливок;
хромистый железняк-минерал, имеющий химический состав, соответствующий формуле Fe Cr2O4. Температура его плавления зависит от количества примесей в основном веществе, но выше температуры плавления кварца. Хромистый железняк в виде зерен размером 1 – 1,5 мм применяют в облицовочных смесях для форм крупных стальных отливок;
циркон ZrSiO4, имеющий высокую температуру плавления (2450°С) и большую, чем у кварца, теплопроводность. Измельченный циркон применяют для приготовления формовочных и стержневых смесей, красок и паст;
шамот (mAl2O3*nSiO2), представляющий собой огнеупорную глину, обожженную до потери пластичности. Шамот используют в смесях для изготовления сухих литейных форм средних и крупных стальных отливок.
Свойства
К основным характеристикам данного строительного материала относят:
- прочность – смесь обладает высокой плотностью и практически не поддается разрушению;
- пластичность – масса имеет склонность к деформации, это обусловлено наличием глинистых вкраплений;
- текучесть – смесь обладает способностью равномерного распределения внутри емкости или ящика для литья;
- газопроницаемость – материал способен «избавляться» от избыточного воздуха и газов, которые образуются при заливке;
- огнеупорность – формовочный песок обладает повышенной стойкостью к высоким температурам.

Кроме того, к его основным свойствам относят:
- однородность;
- высокую сорбционную способность;
- химическую стойкость;
- повышенную сыпучесть и пористость структуры.

Кроме того, формовочный материал делят на два типа (обозначенные буквами А и Б). К первой относится разновидность с большим остатком на крайнем верхнем сите, на нижнем – к категории Б. Также различаются природные и обогащенные пески. Последние получают путем специальной обработки, удаляя из природного песка глину и ненужные примеси.

Какой тип песка используется для литья в песчаные формы?
Можно ли использовать любой песок для литья в песчаные формы? Ответ однозначный: нет. Существуют определенные типы песка, которые можно использовать для этого процесса.






Для разливки перспективных участков используются различные виды песка. Идеальный песок должен выдерживать механическое давление, но, кроме того, быть достаточно пористым, чтобы газы и пар могли улетучиваться во время литья в песчаные формы.
Собранный песок также должен соответствовать идеальной текучести для вашего применения. Следует правильно подобрать его влажность. Песок с очень низким содержанием влаги может стать причиной разрушения формы. С другой стороны, песок с высоким содержанием влаги может вызвать насыщение пара в форме.
Форма и размер зерен песка также влияют на качество формы, так же как и способность песка выдерживать высокие температуры (иначе называемое «твердое качество»). Это может привести к разрушению формы под воздействием чрезмерного давления.
Процесс литья
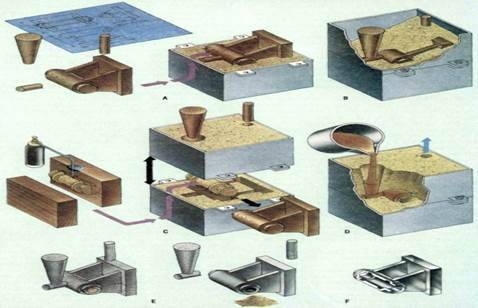
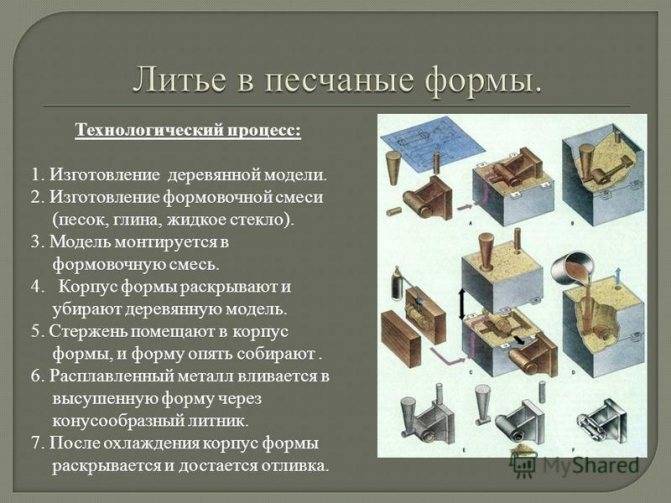
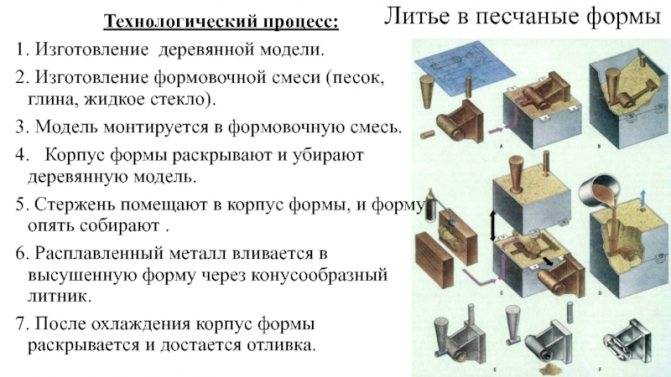
Литье в песчано-глинистые формы включает в себя несколько последовательных этапов:
- Разработка литейной формы, расчет технологии ее изготовления, выполнение чертежей.
- Изготовление натурной модели детали в соответствии с чертежами. Изготовление сопутствующей оснастки.
- Изготовление составляющих частей формы, стержней с применением соответствующих смесей.
- Сборка конструкции и установка стержней, литниковой системы, выполнение прибылей.
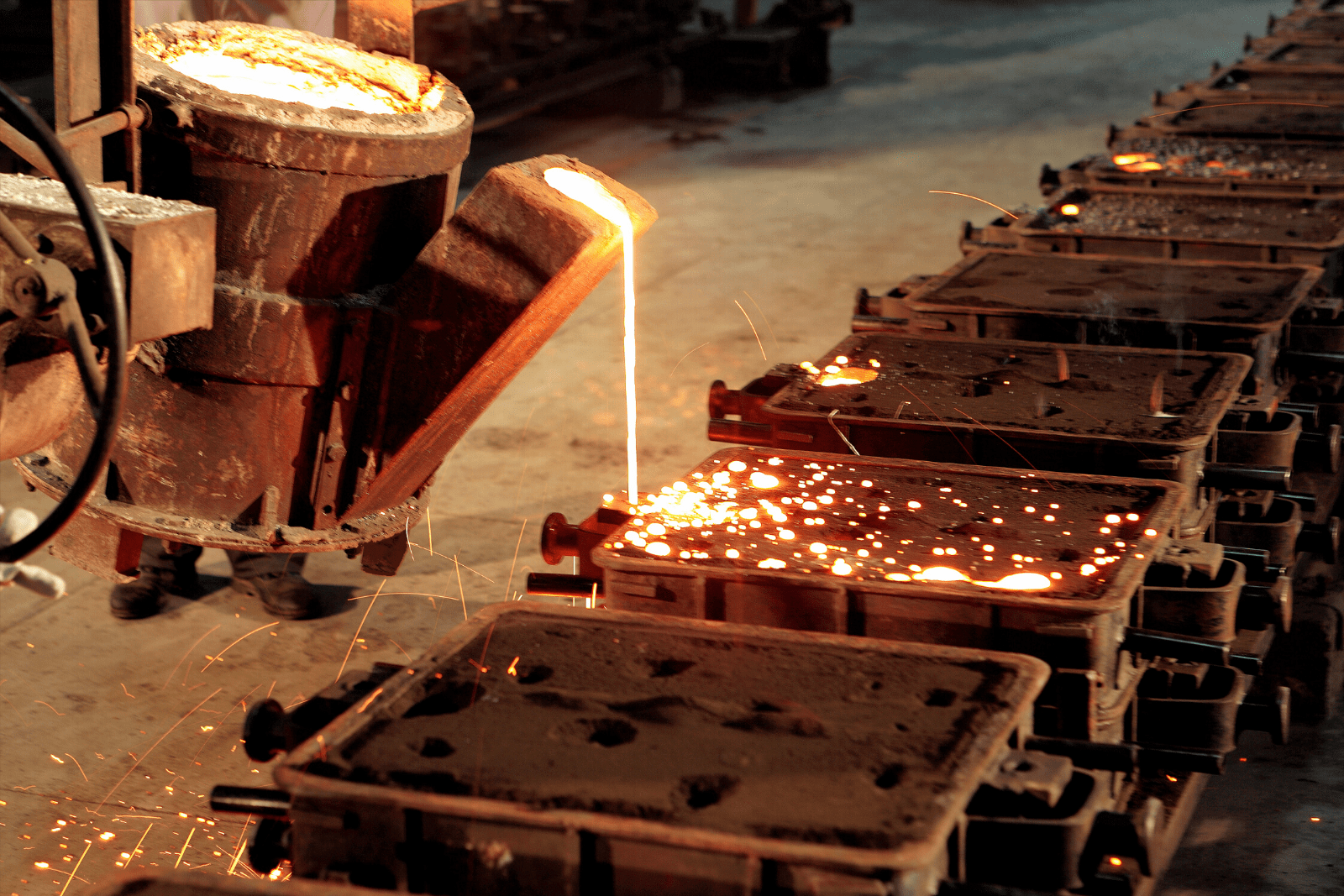
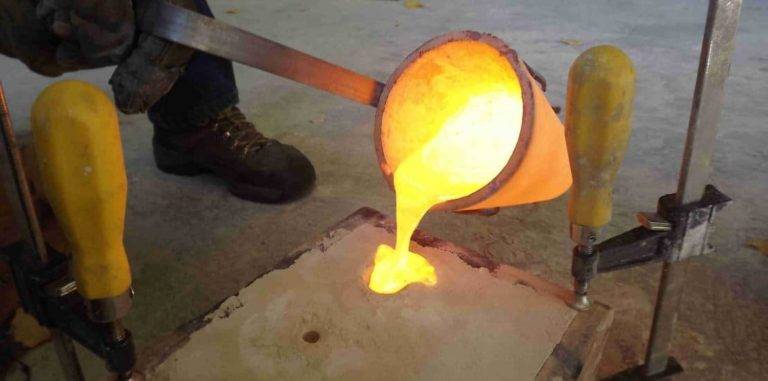
- Заливка расплавом металла, выдержка времени на затвердевание и остывание металла.
- Освобождение заготовки, очистка поверхности от остатков формовочной смеси.
- Удаление литников, зачистка облоя, обработка необходимых поверхностей.
Метод холодного отвержение – что это?
К нам часто поступают запросы на изготовлений изделий небольшими партиями, но с достаточно ужатыми сроками и высоким требованием к качеству. Печатать серию на 3D-принтере клиенту не всегда выгодно, а большой тираж не нужен. Что в этом случае делать?
Мы предлагаем оптимальное в данном случае решение – сделать силиконовую форму и отливать изделия методом холодного отверждения. Быстро, доступно и сохраняется всем необходимое качество. Теперь рассмотрим, что для этого нужно.
- Мастер-модель. Многие не понимают, что это такое и зачем нужно. Мастер-модель используется как слепок для создания формы, в которую в дальнейшем заливается пластик и получается готовое изделие. Есть много видов форм по способу изготовления и несколько примеров вы можете увидеть на фото. Мастер-моделью может выступать уже имеющееся у вас изделие, форма с точностью повторит его силуэт. Так же ее можно напечатать методом 3D-печати.
- Изготовление силиконовой формы. Далее с мастер-модели изготавливается силиконовая форма, повторяющая ее внешние размеры. Ресурс формы ограниченный, но выдержит малый тираж, который требуется, например, для опытной партии изделий.
- Заливка пластика. После того, как силиконовая форма застынет и высохнет, в нее можно заливать пластик. Время застывания зависит от материала. В среднем требуется час, чтобы мы смогли увидеть первую отливку. Так же в пластик можно добавить любой пигмент и получить желаемый цвет.
- Готовое изделие. Мы можем делать различные работы – от сувенирной продукции до деталей технического назначения, и преимущество литья в этом случае – доступная стоимость и высокое качество. Обращайтесь!
Разновидности кварцевого песка и его добыча
Выделяют естественную и искусственную разновидности песка, отличающиеся способом добычи.
Естественный природный
Этот вид песка повсеместно распространен в природе и находится на дне водных бассейнов и в составе толщи грунта. Размеры большей части его зерен составляют от 0,2 до 1 мм.
Существуют несколько путей добычи кварцевого песка:
- разработка карьеров – является основным способом. Если добыча проводится над уровнем моря, то полученный песок называется горным. Разновидности почвенного песка извлекаются при разработке грунта на равнинах. Внешний вид карьерного песка отличается заостренными формами и часто – шершавой поверхностью, что делает данный его ценным строительным материалом. Извлеченный песок может подвергаться дополнительной обработке – просеиванию, промыванию и просушке. Чем строже требования к свойствам песка в какой-либо отрасли, тем тщательнее требуется подготовка. В строительстве небольших сооружений песок обычно не подвергают никакому воздействию и поставляют прямо с места его добычи;
- разработка водных бассейнов – песок вымывается земснарядом и характеризуется высокой чистотой, обеспечиваемой естественной промывкой. Добыча ведется в руслах рек, озерах, а также морских акваториях. Морской песок несколько менее ценен из-за большего содержания минеральных примесей. Речной песок отличается гладкой формой – под увеличением микроскопа песчинки напоминают морскую гальку. Использование гладких (окатанных) песков распространено в самовыравнивающихся смесях – песчинки не цепляются друг за друга.
Так на фото выглядит природный кварцевый песок

Искусственный песок
Несмотря на название, минерал имеет естественное происхождение, однако изначально находится в виде крупных кристаллов. Для превращения кристаллов кварца в песок применяют механическое воздействие (взрыв), после чего осколки подвергаются дроблению.
Металлургическая продукция
Определения литья в землюОпределим, какими терминами называют литейную технологию заливки металла в формы на основе песка. Аналогичными считаются формулировки: — Литье в песчаные формы, смеси;— Литье в песчано-глинистые формы, смеси;— Литье в землю.Все эти термины обозначают одну и туже технологию литья. Применение далее любого из названий, будем считать аналогами.
Литейная продукция
Литье в песчаные формы – метод литья металлов и сплавов, при котором расплавленный металл заливается в форму сделанную из плотно утрамбованного песка. Для связи песчинок между собой, песок смешивают с глиной, водой и другими связующими материалами.Более 70% всех металлических отливок производится с помощью процесса литья в песчаные формы.Основные этапы
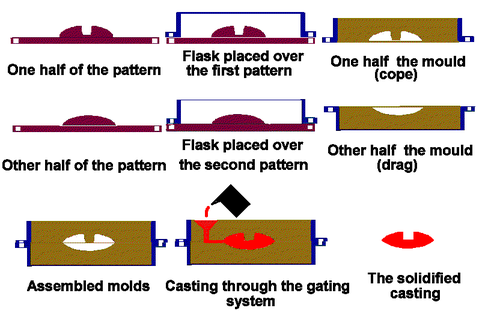
Есть шесть шагов в этом процессе: -Поместить модель в опоку с песком, чтобы создать форму. -В необходимых местах присоединяются литниковая система и выпоры. -Удалить из опоки модель и соединить полуформы. -Заполнить полость формы расплавленным металлом. -Выдержать застывающий металл в опоках согласно технологии.-Выбить отливку и освободить от литников и выпоров.
Песок Кварцевый для обработки воды в хозяйственно –питьевом водоснабжении
Очищение воды из источника необходимо для нужд коммунального хозяйства, во многих отраслях промышленности и, конечно, же в быту. Чтобы оценить качество питьевой воды могут использоваться разнообразные методы, предполагающие изучение гидрохимических, микробиологических и иных показателей. Причем, вода для промышленного использования также должна быть качественно очищена.
Области применения фильтров, в составе которых используется кварцевый песок:
- Специализированные предприятия по водоподготовке (водоканалы).
- Очищение воды в бассейнах и иных водных пространствах.
- Коммунальные предприятия и предприятия промышленного производства (фильтрация сточных вод).
- Очистка питьевой воды.
- Подготовка воды для хозяйственных и бытовых нужд.
Для того чтобы вода приобрела прозрачный цвет, утратив микробы и вредные элементы, ей необходимо пройти водоподготовку. В данный процесс входит:
- Отстаивание воды.
- Фильтрация или очищение воды.
- Устранение микробов в воде.
- Добавление свежей воды.
После проведения данных процедур в воде не должно быть вредных химических элементов, а также бактерий и микроорганизмов. Благодаря водоподготовке в воде будут отсутствовать различные примеси металлов (железо, марганец). Из-за своей пористости песок позволяет удерживать частицы более 20 микрон.
Также водоподготовка позволяет освободить воду от нежелательных примесей, содержащихся в ней, что предотвращает отложение накипей, коррозию металлов и загрязнение обрабатываемых материалов при использовании воды в технологических процессах.
Что такое литье в песчаные формы?
Литье в песчаные формы, также называемое литьем в песчаные формы, представляет собой процесс литья металла, в котором в качестве материала формы используется песок. Выражение «литье в песчаные формы» также может относиться к продукту, созданному в процессе литья в песчаные формы. Другими словами, форма, которую я сделал из прессованного песка
Мы также можем определить это как производственный процесс, при котором жидкий металл заполняется лишнее отверстие песчаной формы либо под действием силы тяжести, либо с применением силы, где он затвердевает, образуя форму полости.
В соответствии с литье металла исследование , 60% металлических отливок производится методом литья в песчаные формы. Это просто показывает, насколько этот метод производства металлов очень популярен во всех спектрах.
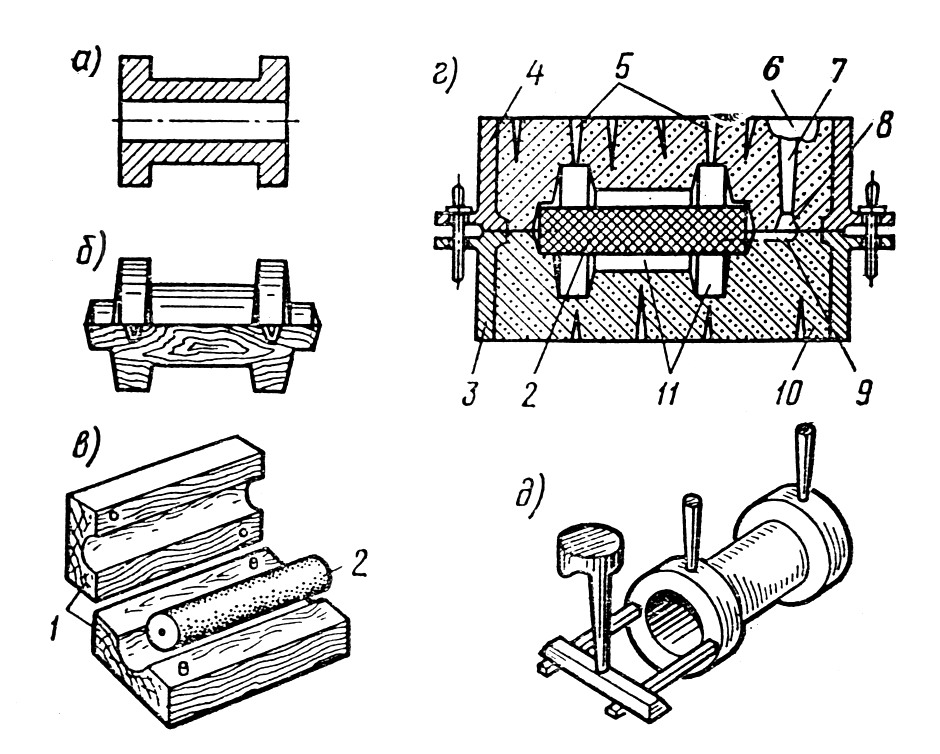
Литейные модели
Модели для такой формы литья в песок должны выдерживать довольно большое давление, которое возникает при набивке опоки литейной землей. Именно поэтому для изготовления литьевых форм применяют металл, твердую древесину. Все материалы, которые допустимо использовать для изготовления литьевых форм допускается комбинировать. То есть их можно собирать на резьбовых соединениях, склеивать и пр. Для устранения пор на деревянных частях моделей из тщательно обрабатывают абразивной шкуркой. Затем, ее покрывают лаком. При изготовлении литейных форм необходимо учитывать то, что необходимо выдерживать углы наклона вертикальных плоскостей. Наличие этих углов впоследствии облегчит изъятие готовой отливки из формы.

Основные элементы литья в песчано-глиняные формы
Одним из ключевых факторов, определяющих качество выполнения литья – это свойства песка (земли), применяемого для получения литьевой оснастки. Практика показывает то, что чем мельче и чище песок, тем качество получаемой отливки будет выше.Нельзя забывать и о стержнях, которые могут быть много- или одноразовые.



Общая классификация песчаных формовочных смесей
В зависимости от применения смеси можно разделить на следующие подвиды:
- облицовочные их применяют при создании рабочей поверхности формы;
- диные (наполнительные), их применяют непосредственно для создания формы.
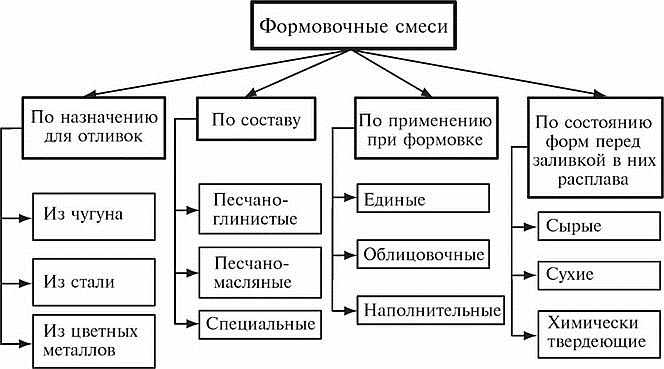
Общая классификация песчаных формовочных смесей
Облицовочные материалы обладают толщиной, которая определяется толщиной будущей отливки, она может составлять 20 – 100 мм. Сверху смеси, применяемой для облицовки, может быть засыпана наполнительная смесь.Наполнительную или единую смесь применяют для набивки всей формы и применяют для производства оснастки при всех видах производства, начиная от единичных изделий и заканчивая массовым.
Изготовление литейной песчаной формы
Литье в песчаные формы начинается с ее создания. Отличительной чертой песчаной оснастки является то, что их можно использовать только один раз и для получения новой детали необходимо изготавливать новую.
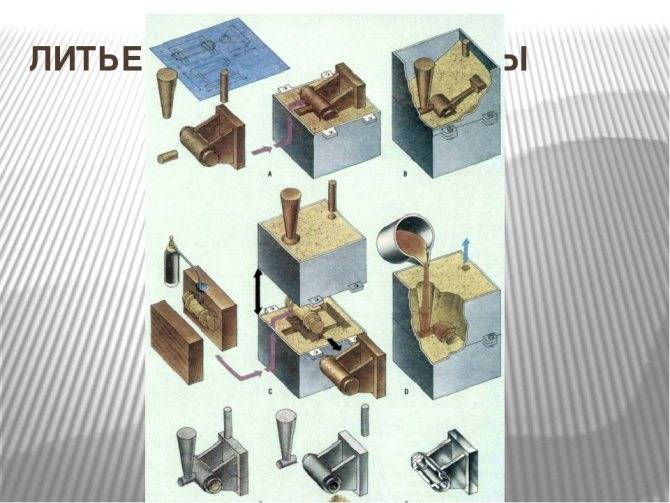
Оснастку производят, имея на руках модель будущей детали. Ее устанавливают в опоку (деревянная или металлическая коробка для формовочной смеси), засыпают землю. Затем необходимо уплотнить засыпанную песчаную смесь. Для этого используют ручной или механизированный инструмент ударного действия и приспособления. По достижении смесью необходимой кондиции, то есть необходимой плотности, модель извлекают и в распоряжении литейщиков останется готовая технологическая оснастка.
Для получения полостей расположенных внутри будущей отливки применяют стержни. Их как правило, изготавливают из того же материала, что и саму оснастку.В процесс производства литейной формы из песка входят следующие основные этапы.
- установка модели в опоку;
- уплотнение песчаной смеси;
- изъятие модели из опоки.
Трудоемкость и технология производства литейной оснастки во многом зависит от следующих параметров:
- размера будущей отливки;
- количества полостей;
- типа оснастки.
Сборка песчаной литейной формы
После того как оснастка для литья произведена, ее готовят для заливания расплава. Рабочие поверхности необходимо смазать специальным составом, который способствует свободному извлечению готовой отливки. После подготовки рабочих поверхностей выполняют установку литьевых стержней.

Процесс изготовления формы
На завершающем этапе, полуформы соединяют между собой и надежно скрепляют. Надежность сборки не позволит расплаву вытечь за пределы формы.