Карусельные станки
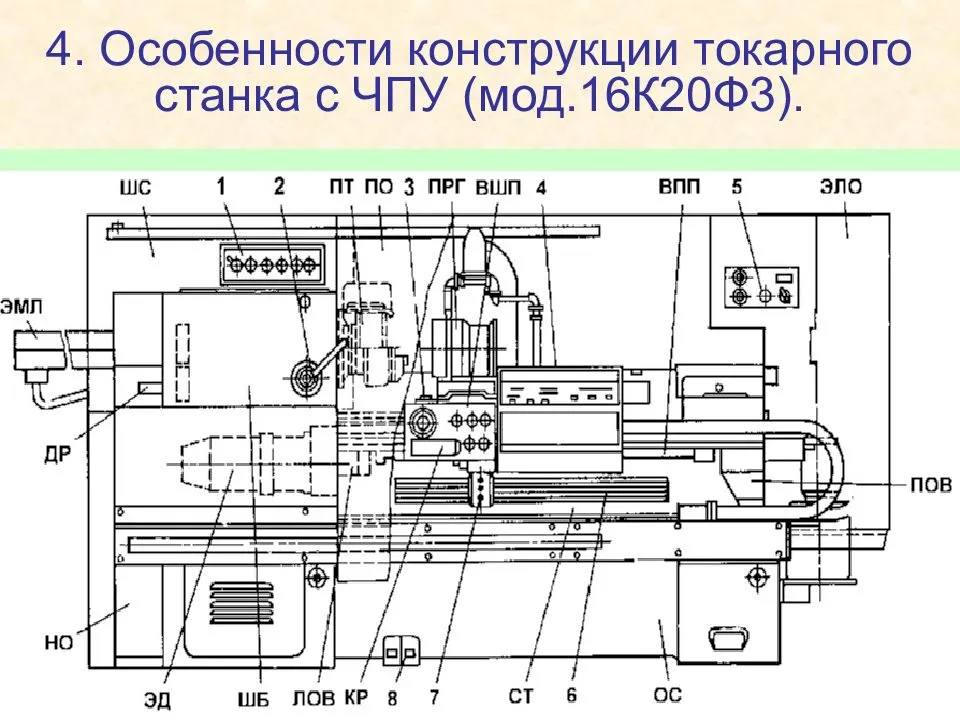
Токарно-карусельные станки (рис. 2) предназначены для обработки массивных деталей больших габаритов. Основной особенность, отличающей эти станки, является вертикальное расположение оси шпинделя и большой диаметр планшайбы.
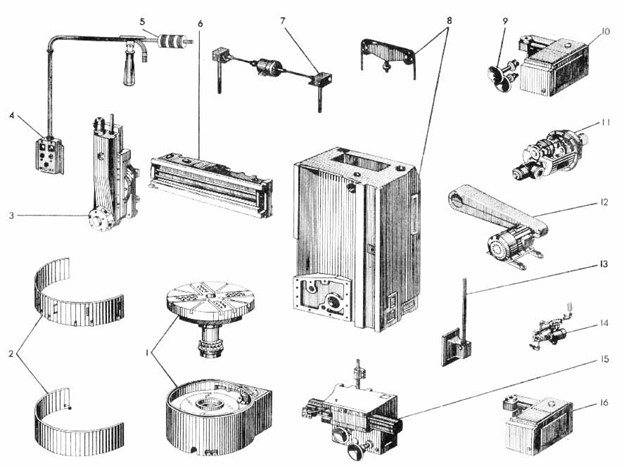
Рисунок 2. Устройство токарно-карусельного станка.
Токарно-карусельные станки состоят из следующих элементов:
- Стол с поворотной планшайбой. Стол служит опорой для обрабатываемой детали. В планшайбе закрепляется заготовка. Механизм вращения планшайбы связан с коробкой подач при помощи вала.
- Защитное ограждение планшайбы. Служит для ограждения оператора станка от вращающихся частей в процессе работы.
- Вертикальный суппорт. Предназначен для подачи в рабочую область режущего инструмента.
- Подвесной пульт управления. С его помощью производится управление работой станка.
- Регулируемый подвесной механизм пульта управления. Позволяет оператору становиться с той стороны станка, где удобнее контролировать процесс обработки.
- Поперечина. Служит для закрепления суппорта с возможностью перемещения его в горизонтальном и вертикальном направлении.
- Приводной механизм перемещения поперечины. Состоит из электродвигателя, двух угловых редукторов и винтовой передачи.
- Станина. На станине закрепляются все узлы станка.
- Механизм управления перемещением вертикального суппорта.
- Коробка подач вертикального суппорта. Предназначена дли изменения скорости подачи вертикального суппорта, а также для настройки автоматической подачи.
- Коробка скоростей. Служит для изменения скорости рабочего движения.
- Кожух. Защищает главную передачу.
- Механизм управления подачей.
- Устройство подачи смазки.
- Горизонтальный суппорт. Предназначен для перемещения резца, расположенного горизонтально. Подобным устройством оснащаются не все карусельные станки.
- Коробка подач горизонтального суппорта.
Токарно-карусельные станки способны обрабатывать заготовки, размеры и масса которых не оставляют другого выбора металлорежущего оборудования.
Строение станка
Устройство имеет ряд ключевых узлов, каждый из которых стоит отдельно и детально описать.
Суппорт. Узел фиксирует рабочий инструмент и перемещает его в продольном и поперечном направлении в зависимости от необходимости. Суппорт приводится в движение при помощи механического или ручного привода. Для фиксации продольных салазок в нужном месте применяют специальный винт.
Коробка передач. Узел приводит в движение вал в коробке подач посредством передачи привода с передней бабки. В зависимости от типа создаваемой резьбы в коробке передач задействуются соответствующие группы зубчатых колес, которые делятся на основные и дополнительные. Также коробка передач оснащена системой блокировки и защитным кожухом. Без наличия этих деталей включение станка невозможно, что значительно снижает риск несчастных случаев.
Коробка подач. Принцип работы заключается в работе зубчатых колес, которые получают импульс вала коробки передач. На фронтальной стороне узла находятся рычаги управления, которые позволяют оператору регулировать шаг нарезания резьбы, выбирать ее тип, активировать ходовой валик и определять направление движения ходового винта.
Конструкцией станка также предвидится прямая нарезка резьбы, без задействования зубчатых колес. Такая возможность появилась именно благодаря особому строению коробки подач. Обгонная муфта в составе данного узла дает возможность блокировать его работу в том случае, если суппорт осуществляет быстрые движения в реверсном направлении.
Основная станина. Узел сделан из литого чугуна и выполнен в форме коробки с увеличивающими ее жуткость ребрами внутри. Конструкция станины включает в себя и по две пары закаленных направляющих. Узел крепится к тумбе-опоре, в которую вмонтирован электромотор, приводящий в действие салазки.
На тыльной части станины находится коробка скоростей и смазочная система. Внутри тумбы располагается основной электромотор. Кроме того, в этом узле находится и охлаждающая система, которая отвечает за своевременную подачу смазочно-охлаждающей жидкости.
Фартук. Узел имеет 4 пары фиксаторов, благодаря которым каретка может двигаться в прямом и реверсном направлении. Это же касается и суппорта станка. Управление данными процессами выполняет оператор при помощи специальной рукоятки, направление движения которой совпадает с направлением движения суппорта или каретки.
Рассчитать параметры движения всех перечисленных узлов можно при помощи специальной шкалы. Как и на других ключевых механизмах, на фартуке установлен предохранитель, который делает невозможным единовременный запуск продольной и поперечной подач суппорта и маточной гайки, а также препятствует перегрузке узла.
Бабка задняя. Крепится к станине посредством специальной рукоятки. Оператор регулирует положение данного узла при помощи особой оправки, которая фиксируется в центрах устройства. Также контроль можно осуществлять по отметинам, которые остаются в ходе сбора устройства. Особо тщательно следует проверять расхождение между задней пинолью и осью вращения шпиндельного механизма.
Защитные элементы. Особую роль при создании данного станка сыграла идея защиты оператора и узлов агрегата от металлической стружки, которая появляется в процессе выполнения работ. Это привело к созданию защитного устройства, значительно повышающего уровень безопасности при работе со станком, и продлевающее эксплуатационный период.
В конструкцию станка разработчики также включили устройство, которое отвечает за смену передач на станке. Это существенно повысило функциональную надежность агрегата:
- Выполнить выбор частоты шпинделя вручную можно при помощи сразу трех ручек.
- Управление узлом осуществляется через специальную рукоятку, которая находится на тыльной стороне коробки для электроприборов.
- Шпиндельный узел работает на основе подшипников конического типа.
- Контроль зазора в подшипниках контролируется при помощи специальной пружины.
- Шестерня-муфта передает вращение на шкив шпиндельного механизма.
Электрооборудование. Ключевыми элементами электрической системы станка являются его 4 асинхронных двигателей с разными мощностями. Большинство деталей электрооборудования находится в специальном шкафу. Станок может работать от сети с напряжением 22О, 38О, 4ОО, 415 и 44О В.
Кроме всех перечисленных выше узлов, в строение станка входит и много других элементов. Данная модель устройства оснащена продольными выключающими упорами, комплексом защиты от перегрузок во время работы, системой блокировки подач в любых направлениях.
Видео: токарный станок 16б16кп.
Станки для лоботокарной обработки
При выполнении заказов используется специфическое оборудование. Основные особенности станков:
- отсутствует задняя бабка (входит в комплектацию под заказ);
- раздельное перемещение шпинделя и суппорта;
- малая скорость вращения;
- низкая короткая станина;
- высокое расположение центров;
- ось только горизонтальная;
- плавная подача дополнительным приводом;
- возможно проведение шлифовальных работ.
В лоботокарной обработке
применяют быстрорежущие резцы из наиболее твердых сплавов. Заготовку вращают на небольших постоянных оборотах. Аккуратно снимают металл, как на профиле изделия, так и на торцевых частях. Вместо быстрого отрезания края тщательно шлифуют с применением шлифовальной головки.
При обтачивании диаметров свыше 200 мм переднюю бабку размещают отдельно от суппорта, с собственным приводом. Шпиндель оборудован патроном особой конструкции для закрепления крупных деталей. Для передвижения суппортов используют гидравлическую систему или электропривод.
Токарный станок монтируют на бетонной площадке. К плите крепят станину и тумбу. Главный электродвигатель располагают на другом основании по соседству, чтобы уменьшить вибрацию.
Практически на всех заводах Москвы выполняется качественная лоботокарная обработка
. В небольших мастерских не всегда имеется оборудование. Учитывая популярность услуги, исполнители стараются сразу указывать в объявлениях, доступно ли выполнение таких работ в Москве.
Предназначение
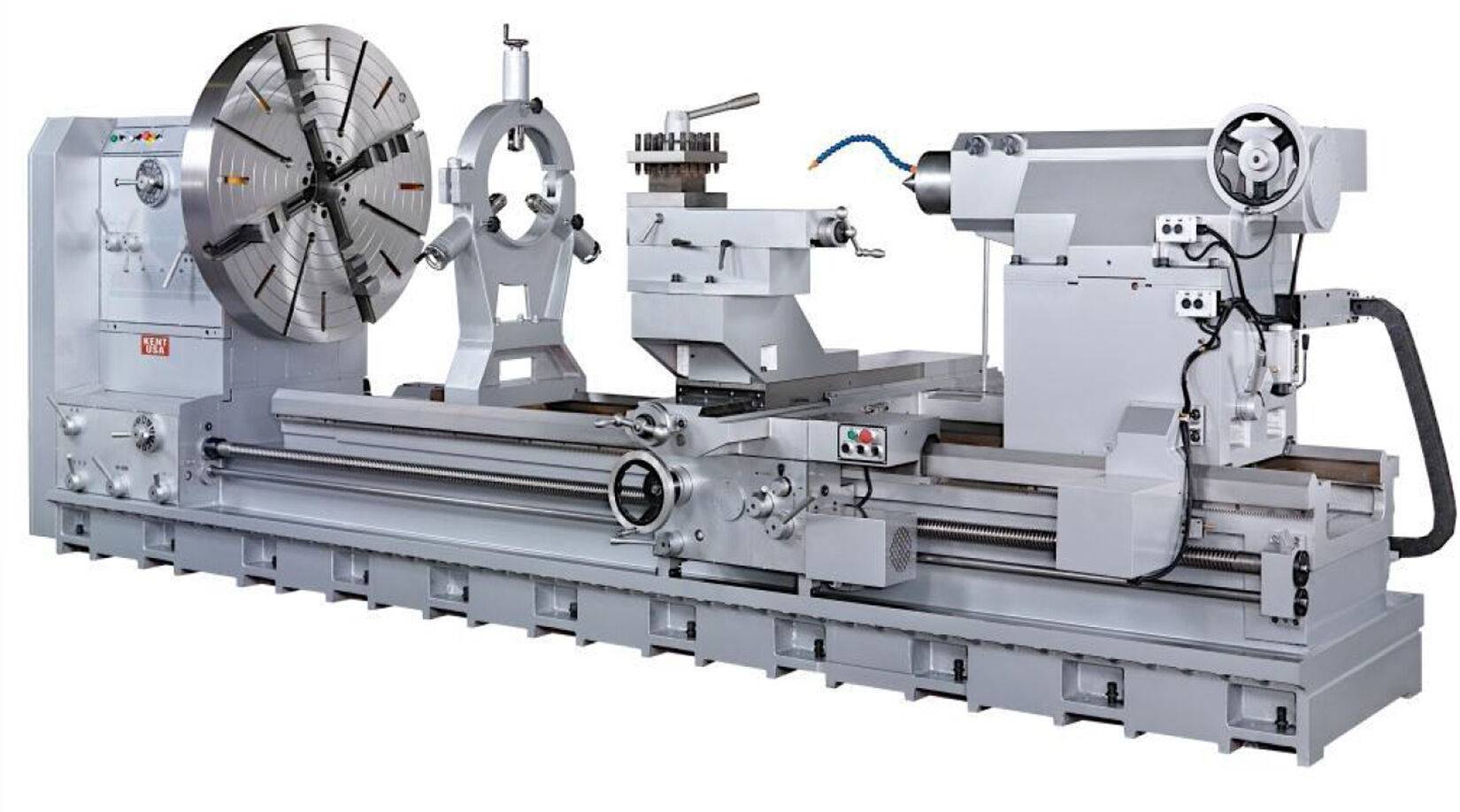
Рассматриваемые механизмы предназначены для работ с короткими чугунными и стальными деталями большого либо неравномерного диаметра. Они подходят также для вытачивания цилиндрических тяжеловесных заготовок.
Токарный станок по металлу обычно используется для обработки кромки или торцевой части, нарезки резьбы, шлифовки торцов, расточки отверстий, подрезки торцов, проточки каналов и др. Таким образом, данные устройства служат для токарной обработки валов, труб, дисков, производства колец, фланцев, дисков, зубчатых колес, шкивов.
Обычно они встречаются в единичном выпуске и ремонте. Однако, ввиду трудоемкости монтажа заготовки, а также малых производительности и точности, устройства такого типа были замещены карусельными моделями более совершенной конструкции.
Какие классы точности существуют и чем отличаются?
Классом точности называют обобщенную характеристику средств измерений, которая определяется пределом погрешностей (основных и дополнительных), а также рядом свойств, оказывающих влияние на точность измерений, производимых с их помощью.
Пределом погрешности является наибольшая погрешность измерительного прибора, при котором он является годным к измерению. Предел допускаемой основной погрешности выражается в форме:
- абсолютной;
- относительной;
- приведенной
Погрешности. Класс характеризует свойство точности проведения измерений с помощью данного прибора. А точность средств измерения — это качество измерительного прибора, которое свидетельствует о близости погрешности проводимых измерений к нулю.
Если же речь идет о классе точности, который обеспечивает, к примеру, токарный станок, то здесь имеется в виду класс чистоты поверхности детали, которую данное оборудование способно обеспечить в процессе обработки заготовки.
Измерительные приборы, а также обрабатывающее оборудование имеет следующие классы точности: 0,01; 0,015; 0,02; 0,025; 0,04; 0,05; 0,1; 0,15; 0,2; 0,25; 0,4; 0,5; 0,6; 1,0; 1,5; 2,0; 2,5; 4,0; 5,0; 6,0. Кроме того, выделяют несколько категорий классов точности:
https://youtube.com/watch?v=lPrxrmCvDis










Особой
Этот «Класс С» — высший класс точности оборудования (как измерительного, так и обрабатывающего). К данному классу относятся такие станки (в нашем случае – токарные), которые должны производить обработку заготовок с получением высшего класса чистоты поверхности (0,01-0,015).
Высокой
Высоким классом точности обладают, к примеру, ювелирные, медицинские и лабораторные весы. Другое название такого оборудования – прецизионное. Оно имеет маркировку «класс В». Если речь идет о токарном оборудовании, то высокий класс чистоты (0,02-0,025) обеспечивают детали полировальные токарные станки.
Нормальной
Под нормальным классом точности (маркировка — «класс Н», но она, как правило, не ставится) подразумевается такая характеристика оборудования или детали, при которой обеспечивается идентичность результатов в не менее, чем у 98% заведомо одинаковых объектов. Абсолютный показатель нормального класса чистоты находится в диапазоне (2,0-0,6).
Особо высокой
Оборудование особо высокого класса точности имеет по данному показателю маркировку – «класс А»
При проектировании оборудования высокого класса точности повышенное внимание уделяется качеству шпиндельных подшипников
Здесь преимущественно используются подшипники качения также высоких классов точности, а подшипники скольжения изготавливаются в виде регулируемых конусных втулок. (Все нормы здесь устанавливаются ГОСТом 1969-43).
Повышенной
Данный класс точности имеет маркировку «класс П». Применение элементов более высокого класса точности (в первую очередь, подшипников) увеличивает стоимость готового изделия, обрабатываемого на таком токарном оборудовании.
Однако если требуется получить более высокий класс обработки заготовки, то элементы повышенного класса точности применяют для позиционирования станочных валов, где требуется более высокая точность и скорость вращения.
Популярные модели иностранного производства

Несмотря на высокую технологичность отечественных токарно-карусельных станков с ЧПУ, многие предприятия, к сожалению, вынуждены переходить к более современным моделям. На рынке есть множество машин от заграничных производителей. Наиболее популярными считаются китайские станки CA5112E, C5225E, C5231 и др. Большинство подобных станков – одностоечные, имеющие мощные привода от 20 до 55 кВт. Некоторые машины этих моделей оборудованы упрощенной системой ЧПУ с цифровой индикацией. Они предназначены как для черновой, так и для чистовой обработки заготовок из черных металлов и других сплавов. Хорошо окупаются в условиях индивидуального и серийного производства.
А также популярным считается швейцарский токарно-карусельный станок с ЧПУ ZENITECH. Как видно, в этой стране изготовляют не только шикарные часы, но и подобные агрегаты, которые имеют высокие предельные частоты планшайб (до 315 об./мин.). Кроме того, материал и надежная конструкция направляющих придают вертикальной консоли отличную стабильность, что позитивно влияет на точность обработки.
Еще стоит упомянуть о германских станках VDM (модели 800, 1600, 1250 и 2600). О качестве продукции этой страны говорить излишне. Машины VDM выполнены качественно, надежно и имеют приличные технические характеристики. Несмотря на то что это одностоечные аппараты, они оборудованы мощными двигателями до 37 кВт. Кроме того, некоторые модели имеют в своем функционале ускоренные ходы бокового и верхнего суппорта (не более 1800 мм/мин.) и относительно высокие скорости (от 0,8 до 86 мм/мин. по оси Z, X и 440 мм/мин. по оси W).
Стоимость станков иностранного производства, конечно, значительно выше чем любой отечественной машины, но быстро окупается за первые несколько лет.
Дополнительное оборудование
Существуют некоторые приспособления для рассматриваемых устройств, которые используют, чтобы повысить их эксплуатационные параметры. Так, лоботокарный станок может быть оснащен задними бабками. Это существенно расширяет его технологические возможности. Также для увеличения количества операций и ускорения их смены суппорт снабжают восьмипозиционной головкой. Транспортер для снятия стружки используют для облегчения применения в мелкосерийном выпуске рассматриваемых механизмов.

Лоботокарный станок с ЧПУ
Устройство программного управления значительно улучшает технические характеристики. Так, оно повышает скорость токарных работ. К тому же лоботокарные станки с ЧПУ позволяют задавать траекторию автоматического перемещения резца. Также лобовой станок с ЧПУ имеет возможность поддерживать на постоянном уровне интенсивность обработки, варьируя скорость вращения шпинделя.
История возникновения и дальнейшего развития оборудования
Если посмотреть на современные модели, может сложиться впечатление, что токарный станок был изобретен относительно недавно.
Однако сведения о самом далеком предке современного станка относятся к Древнему Египту 2-го тысячелетия до нашей эры. Токарные технологии были и в древнем Китае, в Индии 1-го тысячелетия нашей эры.
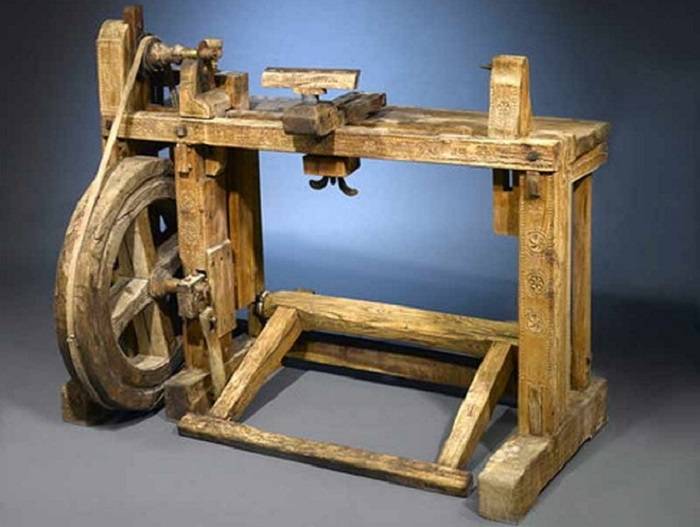
В XIV веке был изобретен ножной привод, в XVIII русский ученый Андрей Нартов изобрел токарно-винторезный станок с механизированным суппортом и сменными зубчатыми колесами.
Особенно бурный период развития пришелся на промышленную революцию конца XIX века – станок менял источники привода, приобретал всё большие размеры, усложнялся.
Сейчас его основной источник энергии – электричество. Наиболее современная версия станка появилась в 1950-х годах, когда для управления обработкой начали применять числовое программное управление (ЧПУ) и сервомеханизмы.

Токарный станок часто называют «матерью всех станков», потому что с его помощью впервые стали создавать и другие станки.
Станок токарно-карусельный одностоечный 1512. Назначение и область применения
Одностоечный токарно-карусельный станок модели 1512 является универсальным станком и предназначен для обработки разнообразных изделий из чёрных и цветных металлов в условиях мелкосерийного и серийного производства.
Модель 1512 является наиболее распространенной среди токарно-карусельных станков на территории бывшего СССР. Станок позволяет производить токарную обработку деталей диаметром до 1250 мм, высотой до 1 метра и массой до 3200 кг. Станок экспортировался во многие страны мира.
Конструкция станка 1512 унифицирована с конструкцией станка модели 1516 и отличается только размерами план-шайбы и мощностью электродвигателя.
На станке можно производить цилиндрическое и коническое обтачивание и растачивание, протачивание плоскостей — как внутренних, так и наружных, сверление, зенкерование и развертывание центральных отверстий, а также получистовое и чистовое обтачивание плоских торцовых поверхностей.
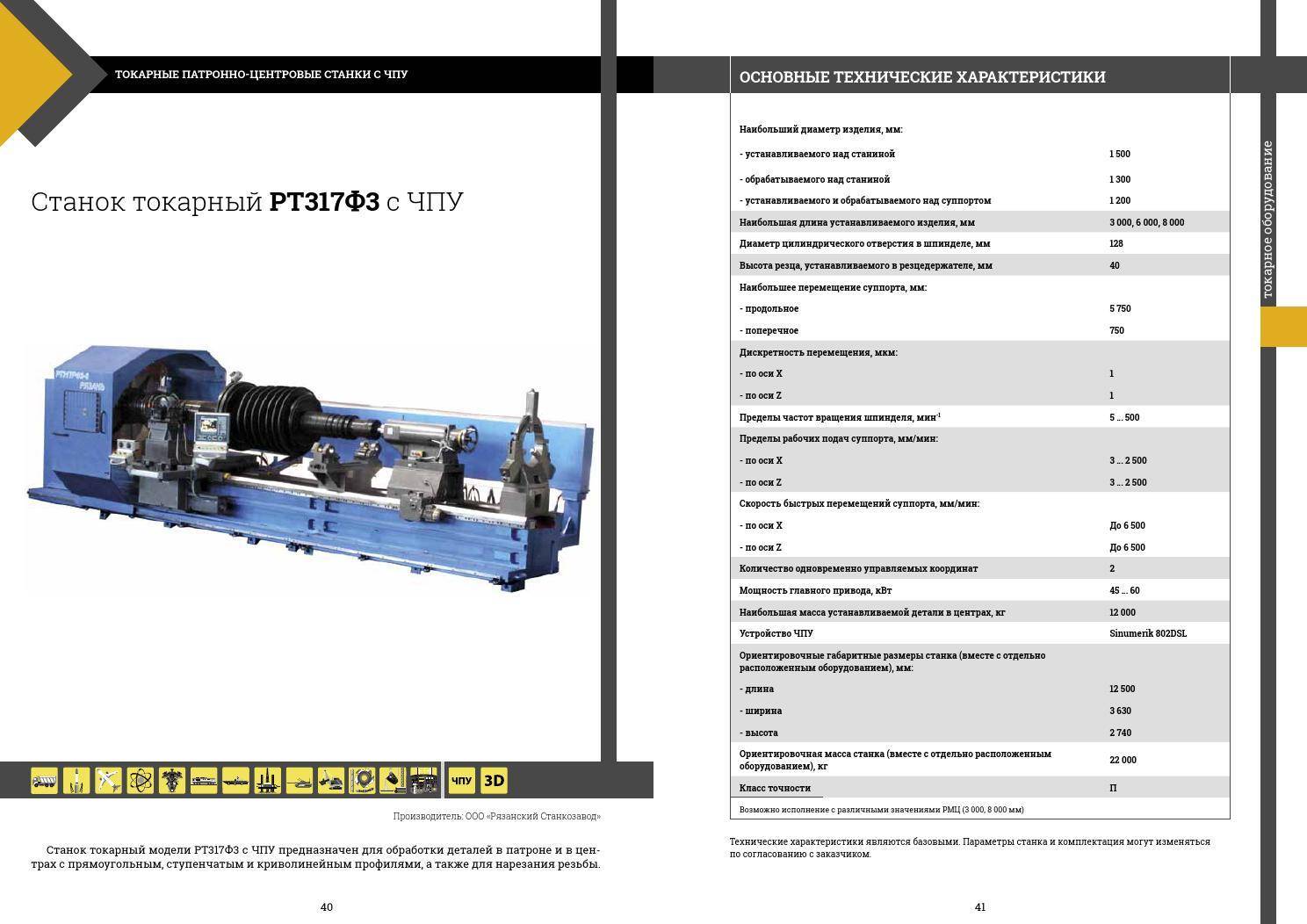
Основные технические характеристики токарно-винторезного станка 1512
Изготовитель — Краснодарский станкостроительный завод имени Седина. Основные параметры станка — в соответствии с ГОСТ 44-93. Станки токарно-карусельные. Основные параметры и размеры. Нормы точности и жесткости.
- Класс точности станков Н по ГОСТ 8—77.
- Наибольший диаметр обрабатываемой заготовки — Ø 1250 мм
- Наибольшая высота обрабатываемой заготовки — Ø 1000 мм
- Диаметр планшайбы — Ø 1120 мм
- Наибольший вес обрабатываемой заготовки — 3200 кг
- Частота вращения план-шайбы — 5..250 об/мин, 18 ступеней
- Мощность электродвигателя — 30 кВт
- Вес станка полный — 16,5 т
Станок имеет два суппорта:
- вертикальный с пятипозиционной револьверной головкой с автоматическим поворотом и фиксацией на каждой позиции
- горизонтальный (боковой) с четырехпозиционным резцедержателем
Технологические возможности станка значительно расширяются с помощью поставляемых по особому заказу самоцентрирующей планшайбы, приспособлений (для резьбонарезания, обработки конических поверхностей, обтачивания фасонных поверхностей тел вращения по копиру, обработки деталей по упорам) и устройства для обработки с охлаждением.
На станках можно производить следующие операции:
- обтачивание цилиндрических и конических поверхностей;
- растачивание цилиндрических и конических поверхностей;
- обтачивание плоских торцовых поверхностей вертикальным и боковым суппортами.
Кроме того, вертикальным суппортом можно производить обтачивание плоских торцовых поверхностей с поддержанием ступенчато-постоянной скорости резания на чистовых и получистовых режимах; сверление, зенкерование и развертывание; прорезание канавок и отрезку.
При применении специальных приспособлений и устройств, которые поставляются вместе со станками по особому заказу за отдельную плату, на станках можно производить:
- обработку деталей по заданным размерам (по упорам);
- нарезание резьб, обтачивание и растачивание конических поверхностей;
- обработку фасонных поверхностей тел вращения по копиру (электрокопировальное устройство);
- обработку деталей с охлаждением.
В обычном исполнении станки поставляются с вертикальным револьверным суппортом, имеющим механический поворот и зажим револьверной головки, и боковым суппортом.
Помимо этого, по особому заказу за отдельную плату может быть поставлен станок с самоцентрирующей планшайбой с ручным зажимом изделия.
На станке одновременно могут быть смонтированы все приспособления, за исключением охлаждения, которое не может быть установлено одновременно с самоцентрирующей планшайбой.
В связи с тем, что установка приспособлений требует значительных изменений и доработок в станке, заказы на изготовление приспособлений к ранее поставленным станкам не могут быть выполнены. Приспособления поставляются только вместе со станком.
![Токарно-карусельный станок [технические характеристики]](https://lab-metr.ru/wp-content/uploads/7/3/9/739509bd5993007b79ea8aaf8cbf9eca.jpeg)






Значительная мощность электродвигателя главного привода, высокая жесткость базовых деталей и достаточная прочность всех элементов кинематической цепи в сочетании с широкими диапазонами регулирования чисел оборотов планшайбы и величин подач позволяют вести на станках высокопроизводительную работу на скоростных режимах резания.
Модификации станка токарно-карусельный одностоечный 1512
1512.000, 1512-1, 1512-2, 1512.300, 1512.400 — станок токарно-карусельный универсальный одностоечный1512Ф1, 1512ПФ1, 1512Ф1.041, 1512Ф1.300, 1512Ф1.323, 1512Ф1.400, 1512Ф1.423 — станок токарно-карусельный с УЦИ — устройством цифровой индикации
1512Ф2, 1512Ф3, 1512Ф3.271, 1512Ф3.471, 1512МФ4 — станок токарно-карусельный с УЧПУ — устройством числового программного управления
Типы и разновидности токарного оборудования
Существует разделение станков по следующим критериям:
- Наибольший допустимый размер обрабатываемой заготовки над станиной.
- РМЦ – расстояние между центрами (мелкие – до 150 мм, средние – 150–300 мм, крупные – более 300 мм).
Также есть множество типов токарных станков, обладающих своей спецификой:
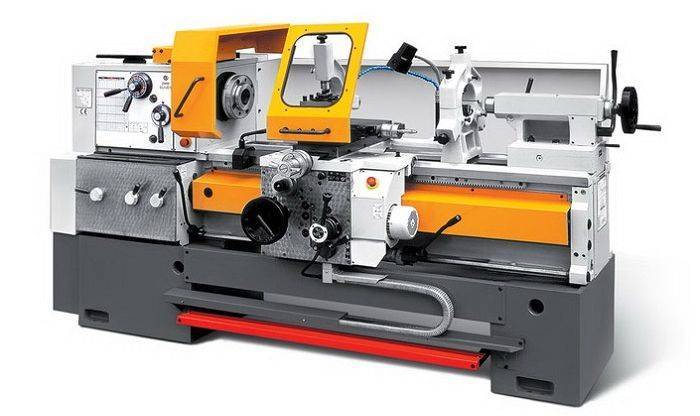
Винторезные станки токарной группы
Станки токарной группы очень распространены в силу своей универсальности. Принцип работы прост: зажатому на шпинделе в горизонтальном положении объекту придается вращение, а с помощью подвижного резца происходит резание. Резец может быть как закрепленным, так и отдельным.
Револьверные станки
Как следует из названия, на направляющих станины располагается суппорт с револьверной головкой. В каждый паз револьверной головки может быть установлен резец.
Во время обработки резцы сменяют друг друга, прокручиваясь, что позволяет не тратить время на замену инструмента.

Карусельные станки
Предназначены в основном для обработки крупных объектов весом в несколько тонн. Основным элементом конструкции является планшайба – горизонтальный диск, на который устанавливается заготовка, и который придает ей вращение.
Отсюда и название данной разновидности станка. Как правило, станок карусельного типа имеет два суппорта для установки резцов – вертикальный и боковой. Это позволяет обрабатывать заготовку по внешней и по внутренней поверхности.

Затыловочные станки
Затылование – это специальный метод заточки торцовых поверхностей инструментов для сверления, фрезерования и нарезания резьбы.
Такая операция необходима для восстановления формы рабочих поверхностей инструмента после длительной эксплуатации. По конструкции затыловочный станок похож на винторезный, но имеет ряд особенностей.

Обрабатываемый объект также вращается шпинделем, а суппорт вместе с резцом совершает возвратно-поступательные движения, срезая (затылуя) поверхность объекта на один зуб.
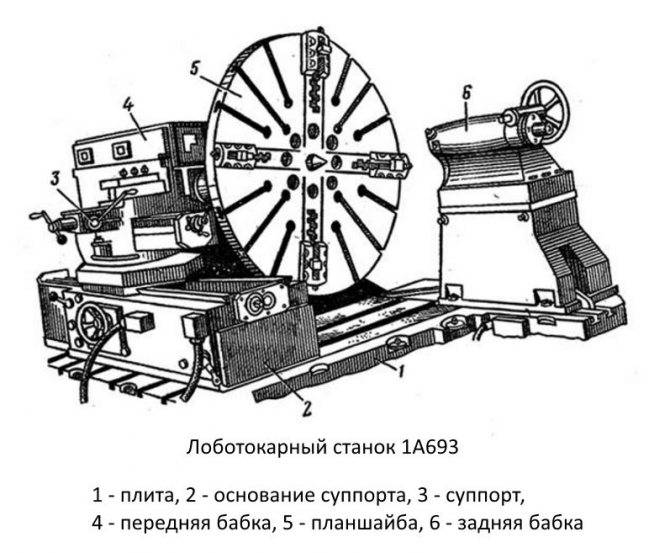
Лоботокарные станки
Похожи на карусельные станки, также имеют планшайбу, но на лоботокарных станках планшайба устанавливается вертикально. Карусельные и лоботокарные станки могут взаимно заменять друг друга.

Как правило, применяются для резания с торца, то есть со «лба». Отсюда и название. Предназначены для обработки объектов, диаметр которых значительно превышает их длину (колеса, шестеренки, шкивы).
Станки с бесступенчатым приводом
Бесступенчатый привод – это механизм, позволяющий плавно менять скорость вращения шпинделя, без резких перепадов и остановки станка.
Такая функция позволяет постепенно подобрать нужную частоту вращения уже в процессе работы, а не прикидывать ее «на глаз».
Трубонарезные агрегаты
Как следует из названия, предназначены для обработки труб. Очень похожи на винторезные станки, но есть одно существенное различие в конструкции шпинделя: для того, чтобы длинные трубы надежно удерживались, через корпус станка насквозь проходит тоннель, в котором труба зажимается шпинделем в двух точках.

Это обеспечивает вращение объекта без люфта. Также существуют дополнительные подставки для труб, если они значительно превышают расстояние между патронами.
Токарно-фрезерный обрабатывающий центр
Многоцелевой комплекс, объединяющий в себе токарные и фрезерные функции. Имеет фрезерную головку, на которую может быть установлен режущий инструмент.
Головка эта подвижна, может обрабатывать объект как сбоку, по внешней поверхности, так и с торца, по внутренней.

Автомат продольного точения
Предназначен для серийного изготовления и обработки малогабаритных деталей диаметром 1–60 мм, длиной – 5–300 мм.
Автомат устроен следующим образом: в подвижном шпинделе с помощью цанги закрепляется заготовка, резцы же остаются неподвижными или передвигаются по горизонтали; шпиндель вместе с заготовкой подводится поочередно к нужным резцам и обрабатывается.

Многошпиндельные токарные станки
Станки с тремя или более шпинделями, на которых крепятся заготовки для одновременной или поочередной обработки. Используются исключительно на серийных производствах.

Изготовление токарного станка по металлу своими руками
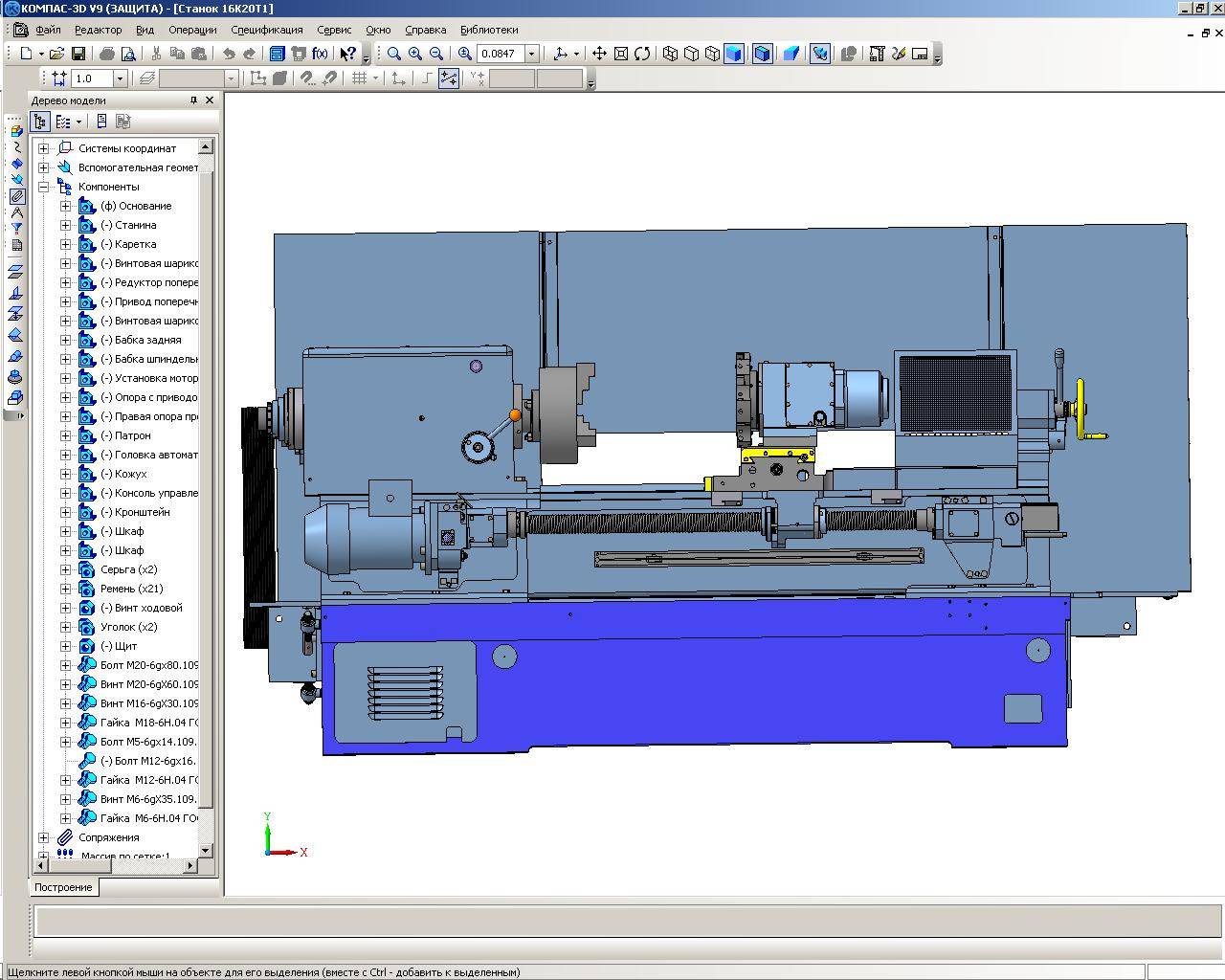
Процесс изготовления токарного станка по металлу своими руками, как и процесс промышленного производства имеет несколько этапов. Каждый этап по-своему важен, как важна и последовательность этапов при создании конструкции.
Начальный этап – проектирование. Он начинается с разработки концепции компоновки устройства, его технических параметров и создания технической документации.
Этап практического изготовления включает в себя разметку материала, резку, подгонку и создание первоначальной модели. Далее, идет процесс наладки и подгонки узлов и деталей. Так что говорить о конкретных сроках, за которые можно самостоятельно собрать рабочий токарный станок своими руками не стоит.






Проектирование и чертежи настольного токарного станка
Проектирование подобного рода изделий рекомендуется делать на основе тех задач, которые планируется выполнять на это оборудовании. Чаще всего за основу берутся простые, не требующие высокой квалификации и дорогостоящего оборудования виды работ:
- Гладкая черновая и чистовая обработка цилиндрических деталей;
- Точение ступенчатых фасонов заготовок;
- Обработка конусных поверхностей;
- Формирование уступов, канавок с прямыми и наклонными поверхностями;
- Расточка цилиндров и конусов;
- Нарезание различного вида резьбы;
- Обработка кромок отверстий;
- Формирование рифлёной поверхности;
- Отрезание заготовок.
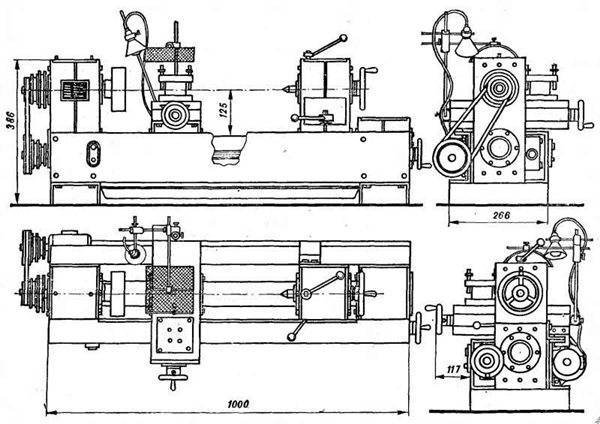
Определяем необходимые размеры
Вторым важным моментом выступает то, каких размеров заготовки будут обрабатываться при помощи этого станка. Для того чтобы заниматься моделированием достаточно небольших размеров, этот вариант мини станка может иметь небольшие размеры, и целиком помещаться на обычном письменном столе.
Для оборудования, которое планируется применять для обработки заготовок диаметром 50 мм и длиной до 500 необходима будет станина минимальной длины в 750 мм. А для работы с заготовками большей длины потребуется еще и отдельное основание. Простой деревянный стол устройство массой 50-70 кг попросту не выдержит.
Создаем необходимую проектную документацию
Увы, без разработки чертежей при постройке станка своими руками не обойтись. В принципе профессионально вычерчивать все узлы и детали смысла нет, а вот сделать технический рисунок, в котором учесть расположение деталей, способ их соединения и крепления все-таки стоит. При разработке отдельно нужно просчитать размеры станины и всех деталей, которые будут собираться из металлопроката. На рисунках нужно отметить точки соединений, места сверления отверстий и способ фиксации отдельных подвижных узлов. В качестве отдельного документа нужно оформить кинетическую схему станка и схему подключения электрооборудования. Кинетическая схема подразумевает то, как будут расположены шестерни или шкивы коробки передач, и как будет осуществляться изменение скорости вращения шпинделя. А электрическая схема даст возможность правильно подключить электрооборудование.

Совет: отличным подспорьем в качестве наглядного пособия по разработке чертежей могут служить старые советские технические журналы для технического творчества.
Выбор электродвигателя для станка
Среди узлов самодельного станка электродвигатель один из немногих элементов который все-таки придется приобретать в уже собранном виде. Для оснащения маломощных мини-станков для моделирования и несложных работ подойдут небольшие электродвигатели мощностью до 500 вт. Более мощные и высокооборотистые типы двигателей можно устанавливать на станки для серьезных гаражных работ. А вот что касается типа мотора, то здесь лучше отдать предпочтение асинхронным видам. Они надежны, неприхотливы к перепадам напряжения и изменению нагрузки при работе.
Управление универсального станка
Основным элементом узла является сельсин, осуществляющий электрическую связь механизма коррекции с упорами управления. Упоры управления предназначены для возможности работы гидрокопировального и механического суппортов в автоматическом цикле с переходом резца через центр изделия и изменением направления изделия.
Комплектация, характеристики
Узнать цену, дополнительную информацию про Лоботокарный станок 1М692 и его аналоги, их характеристики, цены, или открыть заказ Вы можете, позвонив нам по телефону в Москве: +7 (499) 944-48-80, или по телефону в городе Ярославле: +7 (4852) 45-55-00. Также Вы можете отправить нам Вашу заявку по электронной почте на адрес Мы с удовольствием поможем Вам с подбором необходимого оборудования!
Заключение
Основные преимущества станков с ЧПУ, применяемых в замен универсального оборудования:
Повышение производительности труда за счет сокращения вспомогательного и машинного времени обработке на станке;
Исключение предварительных ручных разметочных и пригоночных работ;
Повышение точности и как следствие, сокращение брака ;
Точность обработки обеспечивается точностью самих станков, детали обрабатываются на них без кондукторов, что резко упрощает и удешевляет специальную оснастку и сокращает сроки подготовки производства;
Повышается точность обработки в связи с сокращением числа переустановок деталей.