Защита изделия от окалины и обезуглероживания
Для изделий, поверхности которых после термообработки не шлифуются, выгорание углерода и образование окалины недопустимо. Защищают поверхности от подобного брака применением защитных газов, подаваемых в полость электропечи. Разумеется, такой прием возможен только в специальных герметизированных печах. Источником подаваемого в зону нагрева газа служат генераторы защитного газа. Они могут работать на метане, аммиаке и других углеводородных газах.
Если защитная атмосфера отсутствует, то изделия перед нагревом упаковывают в тару и засыпают отработанным карбюризатором, чугунной стружкой (термисту следует знать, что древесный уголь не защищает инструментальные стали от обезуглероживания). Чтобы в тару не попадал воздух, ее обмазывают глиной.
Соляные ванны при нагреве не дают металлу окисляться, но от обезуглероживания не защищают. Поэтому на производстве их раскисляют не менее двух раз в смену бурой, кровяной солью или борной кислотой. Соляные ванны, работающие на температурах 760 – 1000 градусов Цельсия, весьма эффективно раскисляются древесным углем. Для этого стакан, имеющий множество отверстий по всей поверхности, наполняют просушенным углем древесным, закрывают крышкой (чтобы уголь не всплыл) и после подогрева опускают на дно соляной ванны. Сначала появляется значительное количество языков пламени, затем оно уменьшается. Если в течение смены таким способом трижды раскислять ванну, то нагреваемые изделия будут полностью защищены от обезуглероживания.
Степень раскисления соляных ванн проверяется очень просто: обычное лезвие, нагретое в ванне в течение 5 – 7 минут в качественно раскисленной ванне и закаленное в воде, будет ломаться, а не гнуться.
Размагничивание труб перед сваркой
Размагничивание труб источниками сварочного тока импульсным методом выполняется в следующей последовательности.
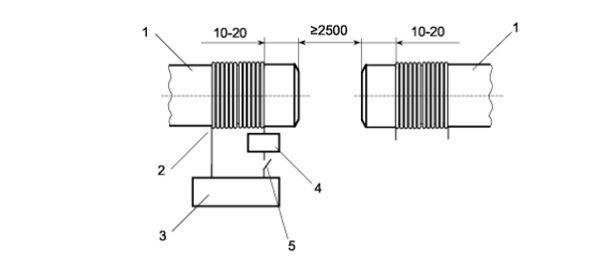
1- труба; 2 – сварочный кабель; 3 – сварочный источник питания постоянного тока; 4 – металлическая пластина; 5 – разъемный контакт Рисунок 11.13 – Схема монтажа оборудования для размагничивания труб импульсным методом
- провести намотку сварочного кабеля (от 18 до 20 витков) на расстоянии от 10 до 20 мм от торца трубы (рисунок 11.13), при этом торцы двух размагничиваемых труб должны находиться на расстоянии не менее 2500 мм;
- определить исходную величину и направление магнитного поля по периметру трубы в восьми контрольных точках;
- установить минимальный ток на источнике сварочного тока (в интервале от 30 до 70 А), замкнуть контакт на пластину;
- измерить величину магнитного поля по периметру трубы в восьми контрольных точках. Если величина магнитного поля не изменилась или увеличилась, необходимо изменить полярность тока на соленоиде;
- установить максимальный ток на источнике сварочного тока (в интервале от 240 до 300 А), замкнуть контакт на пластину, выдержать в течение 6-12 с, затем разомкнуть контакт и отключить источник питания;
- выполнить демонтаж размагничивающих обмоток (соленоида).
Размагничивание соединений перед сваркой источниками сварочного тока компенсационным методом выполняется в следующей последовательности:
- определить исходную величину и направление магнитного поля по периметру сварного соединения в восьми контрольных точках;
- провести намотку сварочного кабеля сечением 35; 50 мм 2 на оба конца труб (рисунок 11.14), при этом намотка должна быть в одном направлении, равномерной плотной и однорядной, количество витков, наматываемых на конец трубы с большей величиной магнитного поля, – от 7 до 11, трубы с меньшей величиной магнитного поля – от 3 до 5 витков;
- подключить сварочный кабель к источнику постоянного тока;
- включить сварочный источник и постепенно увеличивать величину тока с минимального значения, одновременно контролируя изменение величины магнитного поля;
- если величина магнитного поля в сварном соединении увеличивается, отключить источник питания и изменить полярность (поменять концы сварочного кабеля на источнике питания);
- если величина магнитного поля в соединении труб не превышает 20 Гс, приступить к сварке корневого слоя шва, по мере выполнения которого величину тока снижают, одновременно контролируя величину магнитного поля в зазоре труб;
- отключить источник питания и измерить величину магнитного поля по периметру соединения после сварки корневого слоя шва. Если величина магнитного поля не превышает 20 Гс, провести демонтаж сварочного кабеля, если величина магнитного поля превышает 20 Гс, провести размагничивание перед сваркой последующих слоев шва.
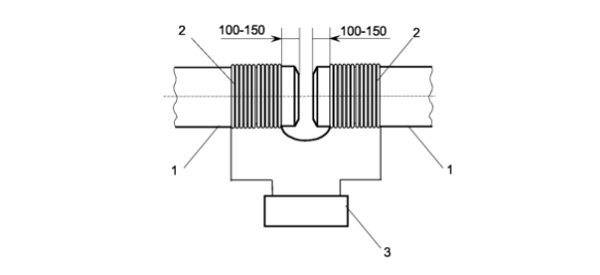
1- труба; 2 – сварочный кабель; 3 – сварочный источник питания постоянного тока Рисунок 11.14 – Схема монтажа оборудования для размагничивания соединений перед сваркой компенсационным методом
Размагничивание соединений перед сваркой источниками сварочного тока при знакопеременном магнитном поле компенсационным методом выполняется в следующей последовательности:
- определить исходную величину и направление магнитного поля по периметру сварного соединения в восьми контрольных точках;
- провести размагничивание компенсационным методом аналогично требованиям 11.3.3.2 отдельных участков периметра сварного соединения с наибольшей величиной и одним направлением магнитного поля с последующей сваркой корневого слоя шва на этих участках;
- изменить полярность тока на источнике питания и выполнить размагничивание участков периметра сварного соединения с другим направлением магнитного поля с последующей сваркой корневого слоя шва на этих участках;
- отключить источник питания и измерить величину магнитного поля по периметру соединения после сварки корневого слоя шва. Если величина магнитного поля не превышает 20 Гс, провести демонтаж сварочного кабеля, если величина магнитного поля превышает 20 Гс, провести размагничивание перед сваркой последующих слоев шва.
Влияние структур металла
При сверхбыстром нагреве в любом металле происходят структурные изменения.
Они вызваны тем, что составляющие микроструктуры любого металла имеют различные размеры зерна.
Применительно к нелегированным средне- и низкоуглеродистым сталям (стали с повышенным содержанием углерода, как известно, свариваются плохо), при различных температурах в них могут образовываться, в основном, следующие структуры:
- Аустенит — твердый раствор углерода в α-железе. Образуется при температурах нагрева выше 7230С, и существует, в зависимости от процентного содержания углерода в стали, до температур 1100-13500С. Подвижность зерен микроструктуры в таких условиях — высокая, поэтому аустенитные стали довольно пластичны и при медленном охлаждении не обладают значительным уровнем остаточных напряжений. Частично (до 18-20%) аустенит сохраняется и в структуре стали после окончательного охлаждения. Размеры аустенитного зерна составляют 0,27-0,8 мкм.
- Карбид железа/цементит. Структура имеет ромбовидную решетку и характеризуется высокой поверхностной твердостью. Размеры зерна находятся в пределах 0,1-0,3 мкм.
- Феррит — низкотемпературная, самая мягкая составляющая микроструктуры, образующаяся в процессе сравнительно медленного остывания металла, что и происходит во время выполнения сварки под слоем флюса. Зерна феррита — округлые в плане, размером 0,7-0,9 мкм.
- Перлит — структура, которая формируется в процессе остывания металла и представляет собой смесь феррита и цементита. В зависимости от скорости охлаждения перлит может быть зернистым или пластинчатым. В первом случае зерна вытянуты вдоль оси заготовки, во втором — имеют округлую форму. Средний размер частиц перлита находится в диапазоне 0,6-0,8 мкм. При повышенных скоростях охлаждения вместо перлита появляется более тонкая структурная составляющая, которую называют трооститом. Размеры зерна троостита не превышают 0,2 мкм.
- Мартенсит — неравновесная структурная составляющая, которая существует только в стали, нагретой до температуры выше 750-9000С (с повышением процентного содержания углерода начало мартенситного превращения сдвигается в область более низких температур). Фиксируется в составе стали лишь при ее ускоренном охлаждении, например, при закалке. Такой мартенсит имеет зерно размером 0,2-2,0 мкм.
Еще более сложным составом отличаются легированные стали, в микроструктуре которых появляются карбиды и нитриды составляющих. Кроме того, на размеры зерен сильно влияют скорость охлаждения различных участков деталей, состав атмосферы, в которой выполняется нагрев, интенсивность диффузии материала сварочных электродов и т.п.
методы борьбы и уменьшения, причины
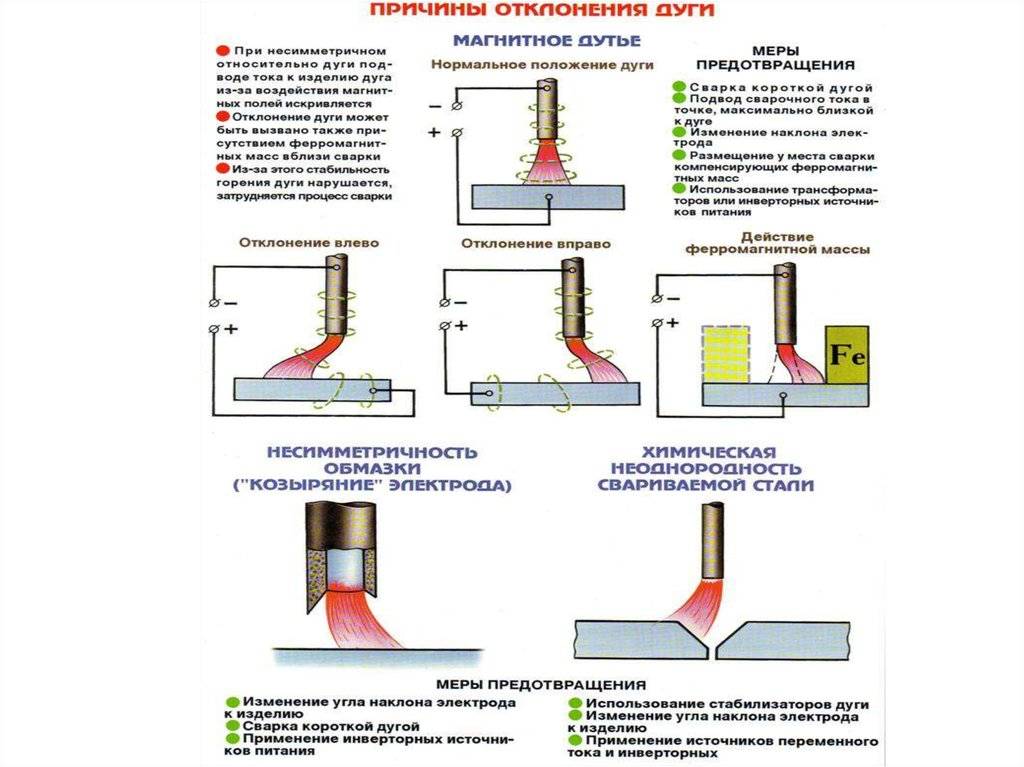
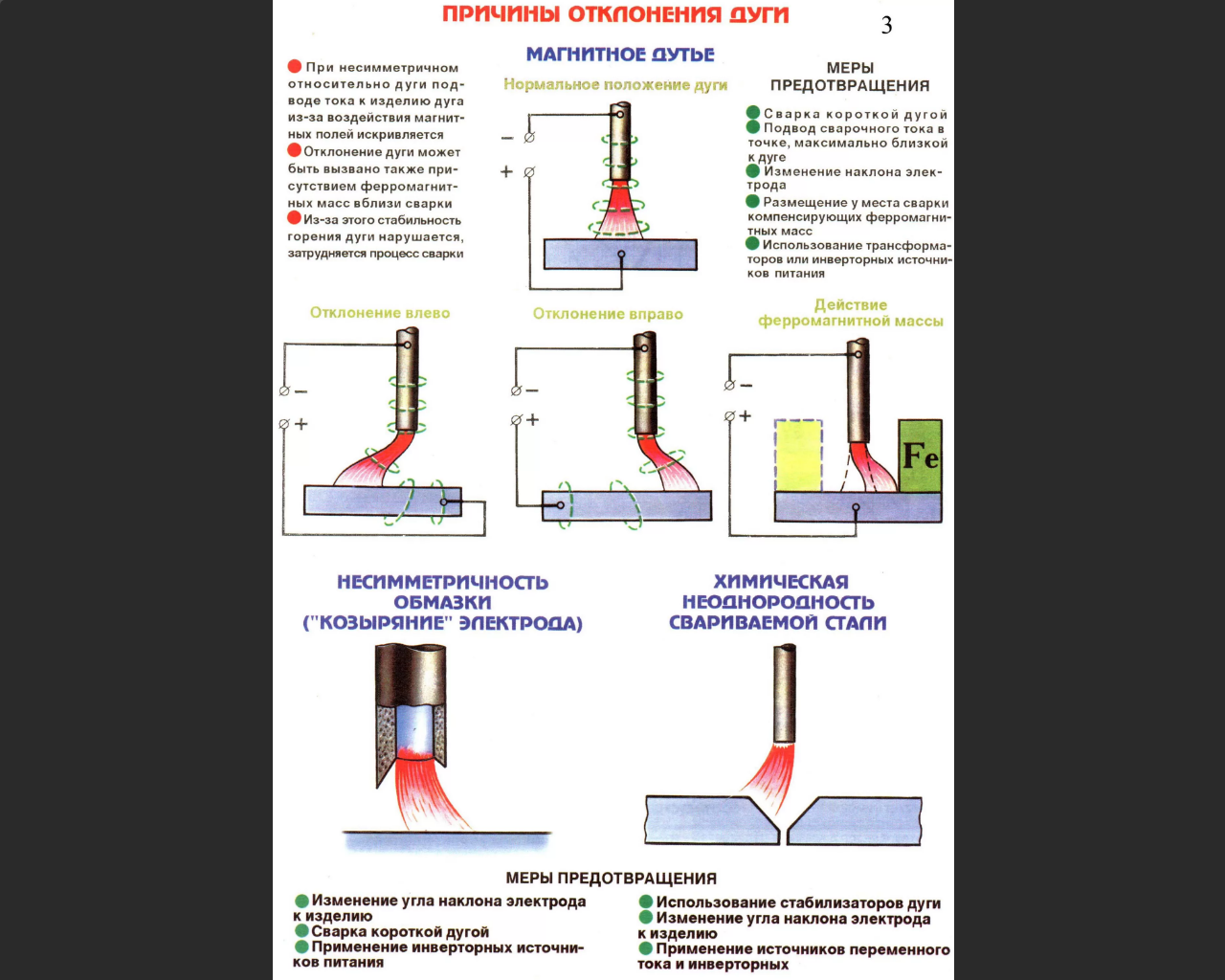
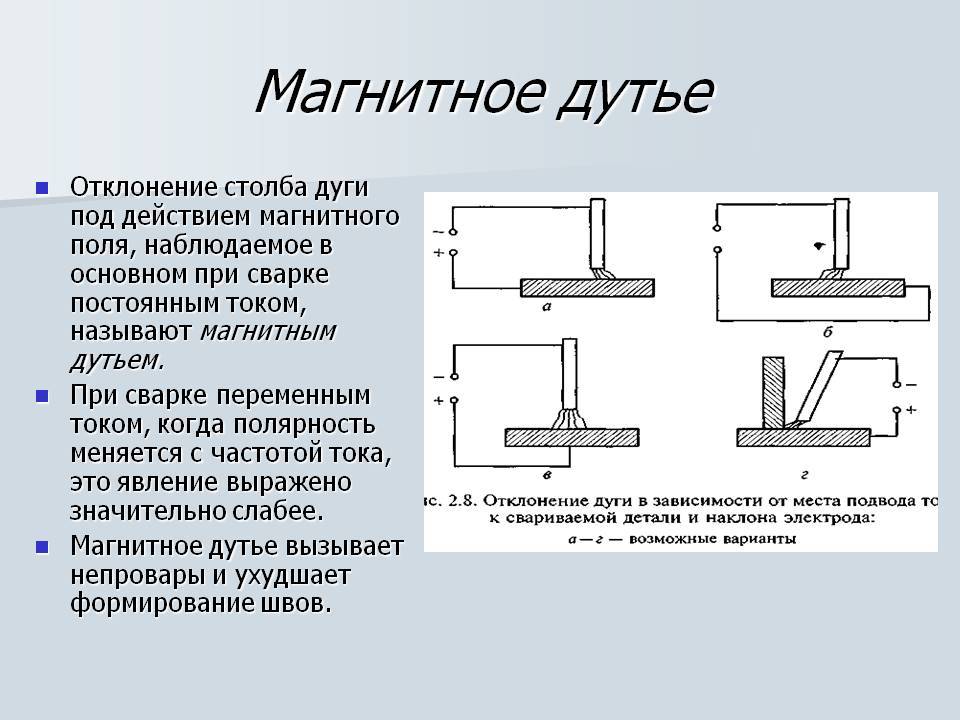
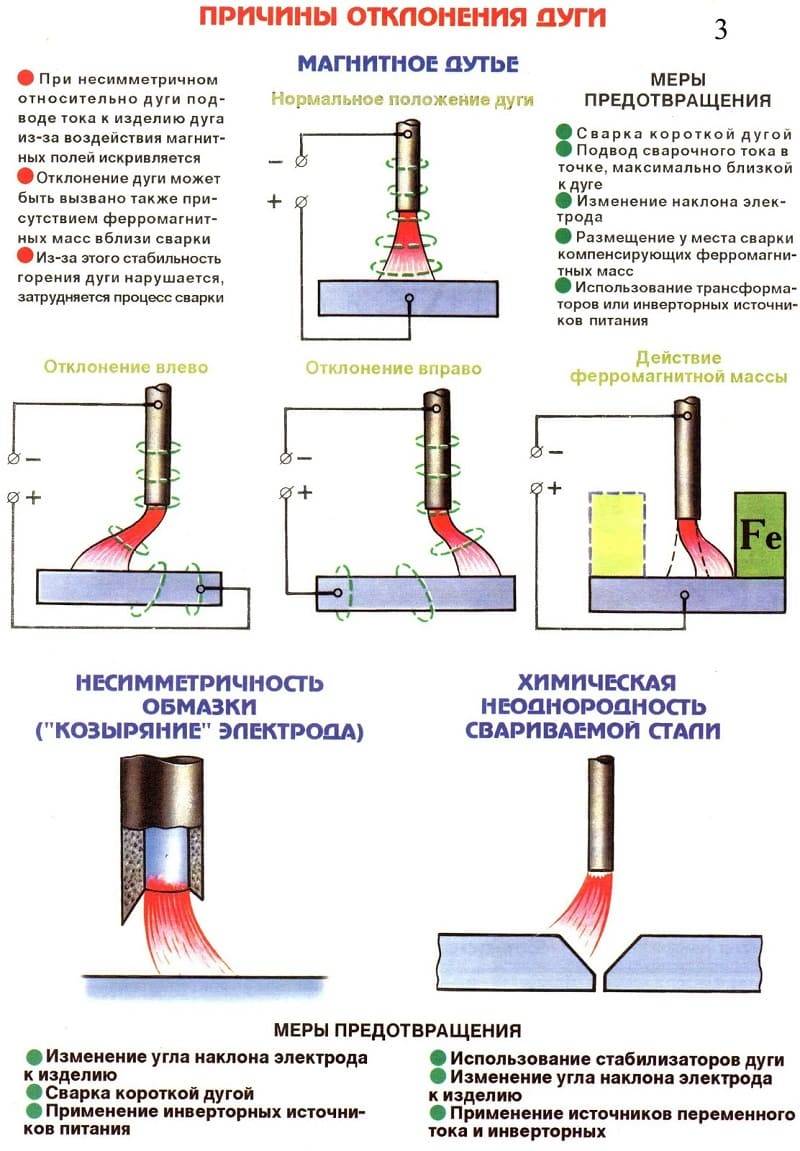
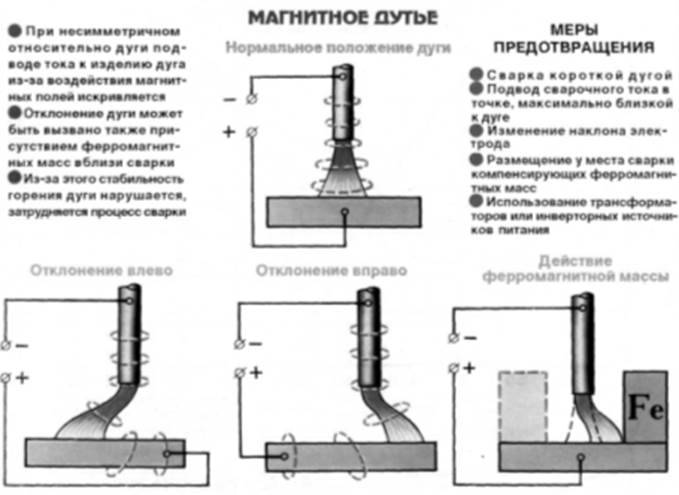
Во время сварки массивных металлических изделий, таких, как трубопроводы большого диаметра или крупногабаритные емкости зачастую возникает явление магнитного дутья. Магнитное поле большой массы металла взаимодействует с электродугой, вызывая ее отклонение. Отклонение может достигать значительных величин, затрудняя электросварку или делая ее вовсе невозможной. Инженерами и учеными разработано несколько способов борьбы с этим негативным явлением.
Магнитное дутье
Сущность и основные причины появления
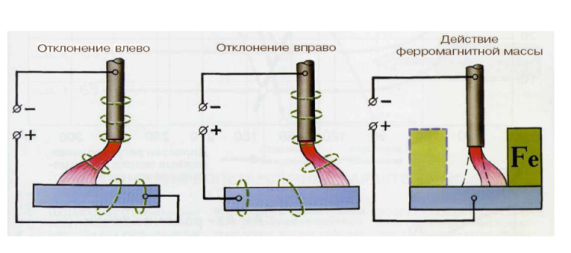
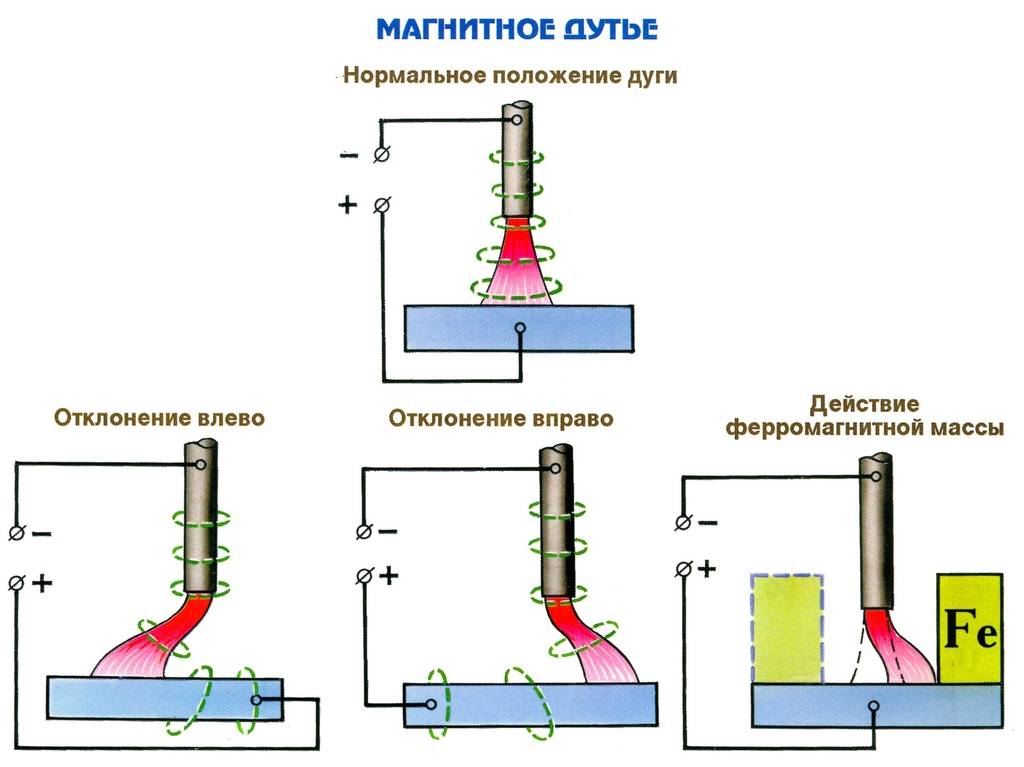
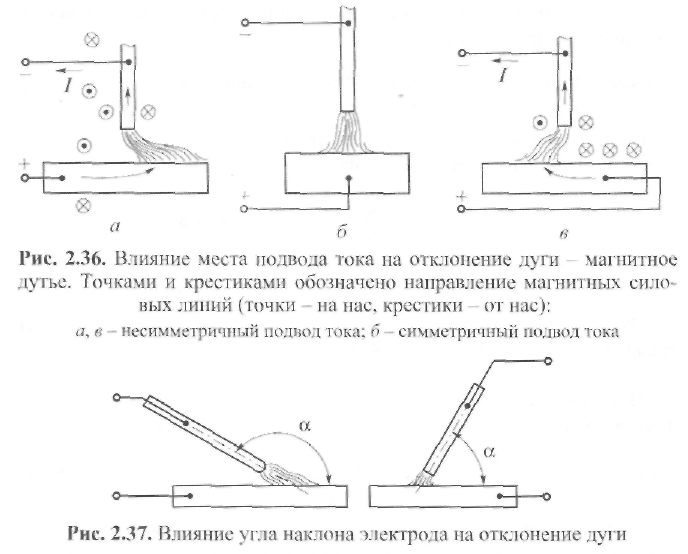
Сильный электроток, протекающий по электродуге, создает собственное магнитное поле. Оно взаимодействует с постоянным полем массивной металлической конструкции. В результате этого взаимодействия возникает сила, направленная к центру поля. Если массовый провод подключен близко к месту работы, то эта сила действует вдоль столба и не вызывает ее смещения от вертикали. Однако чем дальше подключена масса, тем более проявляется поперечная составляющая этой силы. Под ее действием электродуга отклоняется в сторону подключения. Степень отклонения пропорциональна расстоянию от места подключения, намагниченности металлической конструкции и квадрату рабочего тока.
Эффект проявляется особенно сильно при высоких значениях сварочного тока и при сварке постоянным напряжением. При работе переменным током эффект дуться ослабляется изменением направления отклонения с частотой сварочного напряжения. Кроме того, возникающая электродвижущая сила наводит вихревые токи в поверхностных слоях металла, также стабилизирующие положение электродуги. Даже при больших значениях рабочего электротока, достигающих тысяч ампер, магнитное дутье проявляется незначительно.
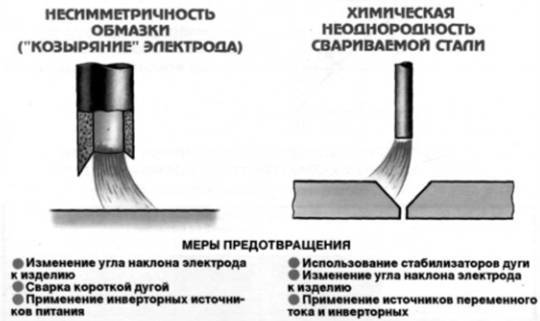
Причины отклонения дуги
Особую трудность создает эффект при работе с угловыми и стыковыми швами. Для определения степени намагниченности конструкции применяют — индикатор магнитного дутья
Влияние полей на сварочную дугу
На эффект дутья оказывают влияние несколько факторов
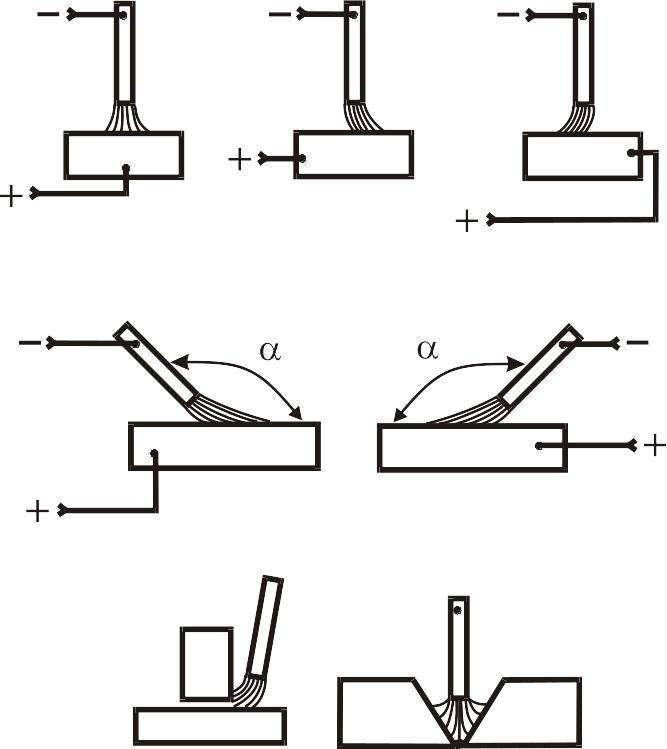
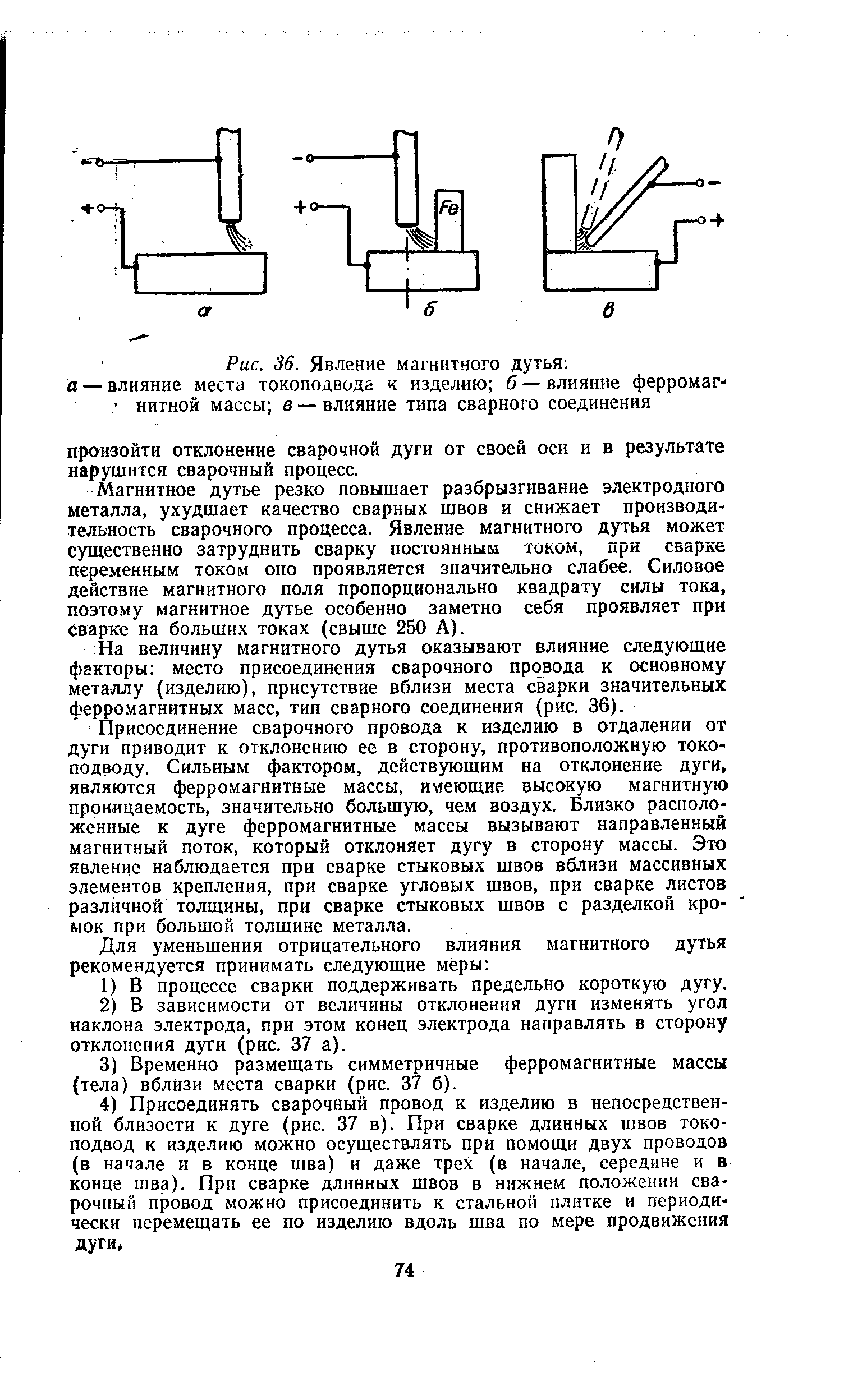
- Положение подключения массового провода. При присоединении кабеля в непосредственной близости к месту сварки возникает только вертикальная составляющая усилия, не отклоняющая, а, наоборот, стабилизирующая положение электродуги. По мере увеличения расстояния места сварки до места подключения горизонтальная составляющая силы проявляет себя все больше. Она действует на гибкий проводник, которым является столб электродуги, и отклоняет его по направлению, противоположному месту подключения.
- Угол наклона сварочного электрода. При наклоне в сторону подключения отклонение возрастает. При наклоне в противоположную сторону смещение ослабевает.
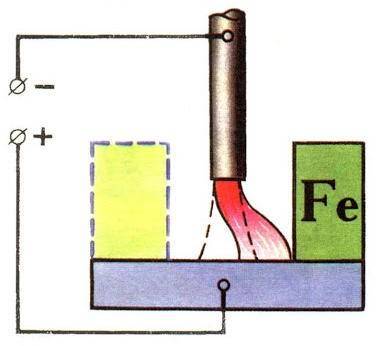
- Ферромагнитные массы. Массивные металлические конструкции обладают сильным собственным постоянным полем. Столб смещается к этим массам. Особенно сильно это проявляется при выполнении угловых и стыковых швов
- Сила тока. Отклонение увеличивается пропорционально квадрату электротока.
Магнитное дутье сварного шва
В некоторых случаях эффект магнитного дутья в сварке удается компенсировать, комбинируя воздействие этих факторов так, что их влияние взаимно компенсируется.
Методы борьбы
Для снижения негативного воздействия эффекта магнитного дутья применяют следующие меры борьбы с ним:
- Ведут сварку переменным напряжением (если это допустимо по техническим условиям).
- Массовый провод присоединяют по возможности ближе к месту сварных работ.
- Тщательно заземляют заготовки.
- Место работ ограждают антимагнитными металлическими экранами. Это помогает снизить влияние ферромагнитных масс и излучаемых ими полей.
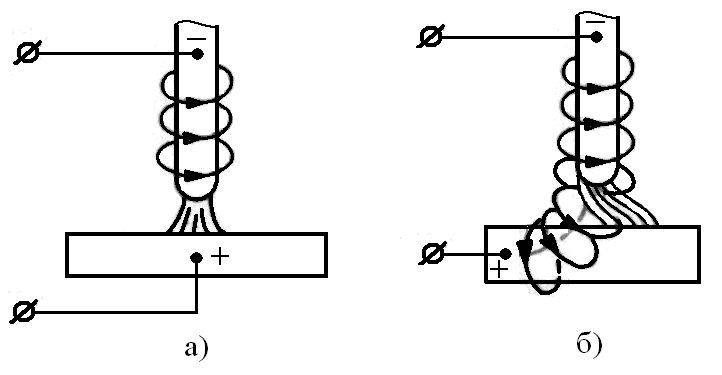
В некоторых случаях эти меры не дают желаемого результата. Тогда для устранения явления дутья применяют более сложный метод размагничивания, связанный с использованием дополнительного оборудования. На заготовки наматывают по 5-7 витков сварного кабеля сечением от 25 кв. мм. По нему несколько минут пропускают ток 200-300 ампер от сварочного выпрямителя.
Результат размагничивания проверяют индикатором намагниченности.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Закалка
Закалка стали – это процесс термообработки, суть которого заключается в нагреве стали до температуры выше критической с последующим быстрым охлаждением. В результате этой операции повышаются твердость и прочность стали, а пластичность снижается.



При нагреве и охлаждении сталей происходит перестройка атомной решетки. Критические значения температур у разных марок сталей неодинаковы: они зависят от содержания углерода и легирующих примесей, а также от скорости нагрева и охлаждения.
После закалки сталь становится хрупкой и твердой. Поверхностный слой изделий при нагреве в термических печах покрывается окалиной и обезуглероживается тем более, чем выше температура нагрева и время выдержки в печи. Если детали имеют малый припуск для дальнейшей обработки, то брак этот является неисправимым. Режимы закалки закалки стали зависят от ее состава и технических требований к изделию.
Охлаждать детали при закалке следует быстро, чтобы аустенит не успел превратиться в структуры промежуточные (сорбит или троостит). Необходимая скорость охлаждения обеспечивается посредством выбора охлаждающей среды. При этом чрезмерно быстрое охлаждение приводит к появлению трещин или короблению изделия. Чтобы этого избежать, в интервале температур от 300 до 200 градусов скорость охлаждения надо замедлять, применяя для этого комбинированные методы закалки. Большое значение для уменьшения коробления изделия имеет способ погружения детали в охлаждающую среду.
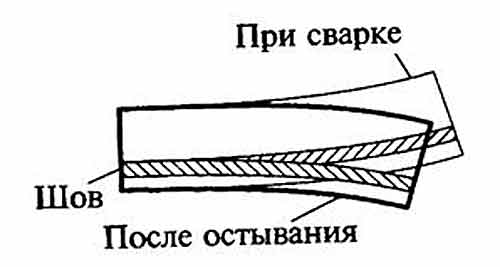
Как варить широкие листы металла, чтобы не повело
Наиболее предпочтительный способ, в данном случае, это предварительный изгиб листов металла, в противоположную сторону деформации. Точно таким же способом предотвращают деформации при сварке тавровых, а также двутавровых соединений.
Немного иным способом, является техника обратноступенчатой сварки. В данном случае сварное соединение осуществляется в два слоя, и каждый из них выполняется в разных направлениях. Например, первый шов накладывается слева направо, а второй сварочный шов, наоборот.

Простыми словами, каждый последующий слой наплавленного металла должен вызывать противоположное напряжение от предыдущего слоя. Кроме всего перечисленного, существуют и иные приемы отвести излишнее тепло из зоны сварки.
Например, отвод тепла струёй воды или при помощи медных подкладок
При этом важно понимать, что воду для охлаждения металла во время сварки можно использовать не во всех случаях. При сварке некоторых изделий, быстрое охлаждение металла может только усугубить положение, и привести к большим проблемам, чем деформация
Самым распространенными являются холодные трещины, которые появляются из-за резкого охлаждения сварного шва
Поэтому к данной рекомендации нужно относиться осторожно

Не менее действенным способом избежать деформаций, является предварительный прогрев заготовок перед сваркой. В таком случае получится избежать резкого перепада температур. В любом случае, следует знать, что если сварка ведётся при пониженной температуре, то прогрев металла перед свариванием является обязательной процедурой.
Ну а если деталь и повело, конечно же, не слишком толстую, до 3 мм толщиной, то ее выравнивание выполняют при помощи молотка. Что же касается изделий большей толщины, то их ровняют посредством гидравлического пресса.
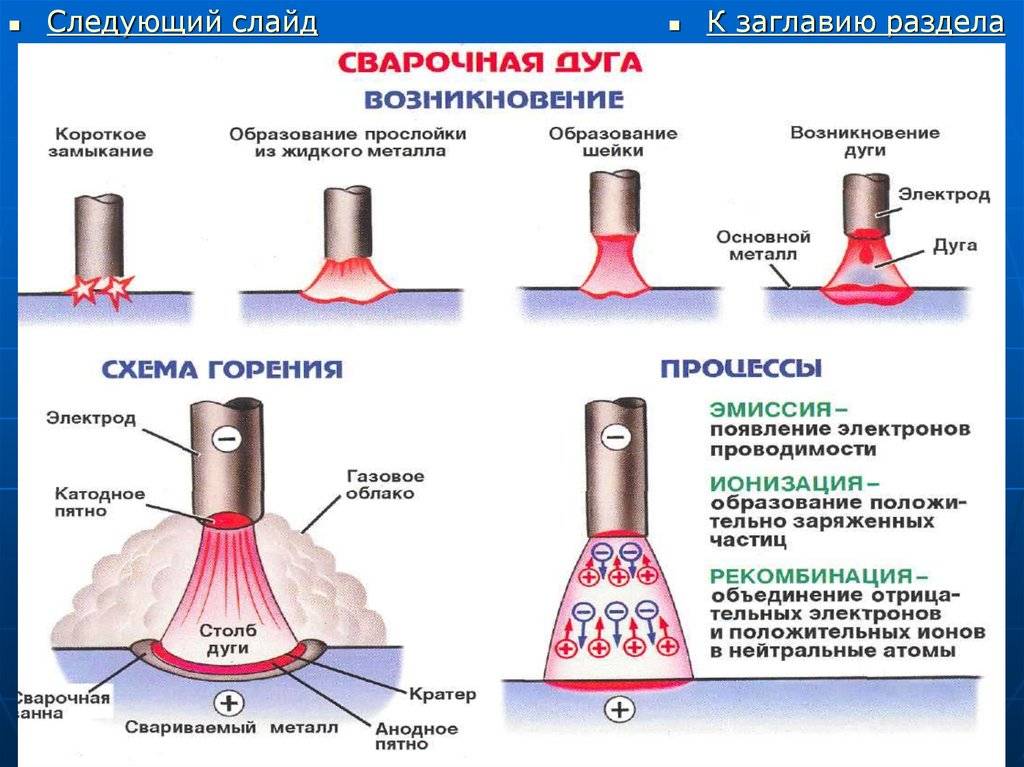
Что такое сварочная дуга и почему так называется
По определению сварочная дуга это электрический разряд, который может стабильно гореть благодаря действию электрического поля. Сварочная дуга возникает только вы ионизированный смеси газов и паров металла. Она используется как инструмент обработки металла, являясь концентрированным источником тепловой энергии. Температура на дуге может достигать 20000 градусов Цельсия, что используется не только для сварки, но и для резки металла большой толщины.
Само название дуга появилась в 1802 году при экспериментах, описанных В. В. Петровым. Эксперимент выполнялся со столбчатыми разрядами, которые изгибались в “Дугу” под действием тёплого воздуха ими же разогретого.
Классификация сварочной дуги – основные виды
Существует несколько различных классификаций сварочной дуги:
- В зависимости от подключения к сварочному аппарату.
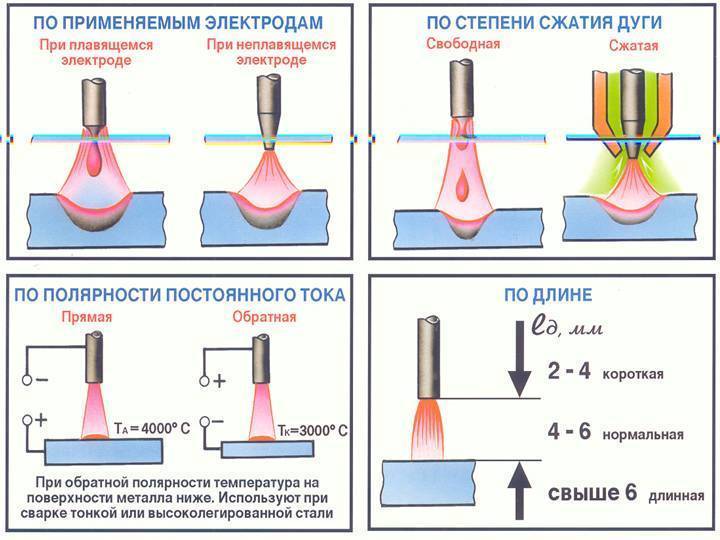
- По используемым в процессе электродам.
- В зависимости от тока.
- По степени сжатие.
- В зависимости от защиты.
- В зависимости от длины.
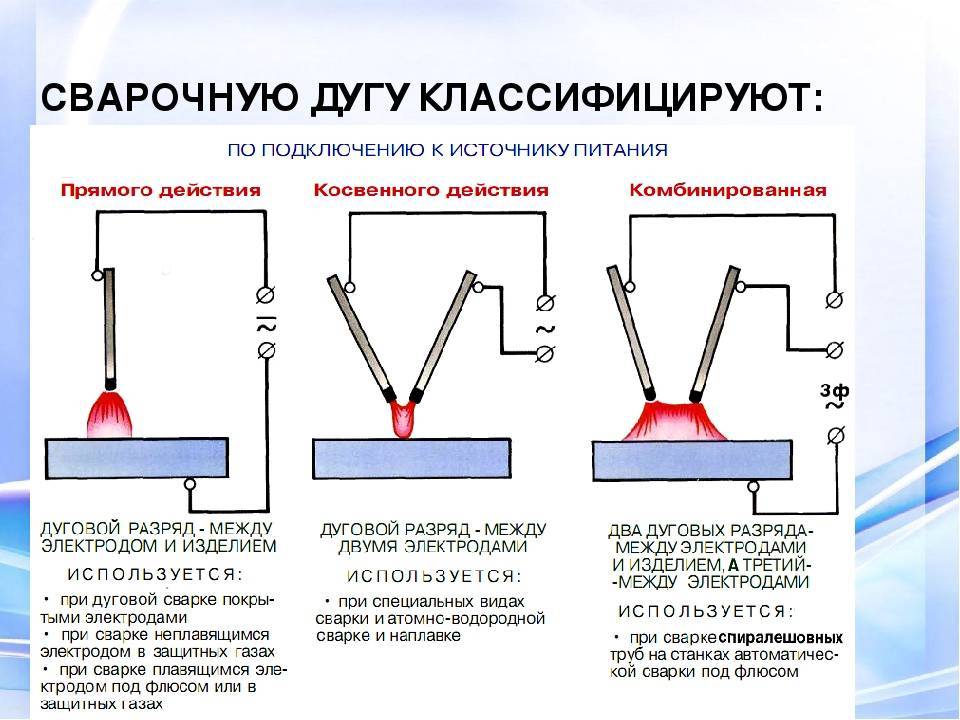
От подключения к сварочному аппарату
Тут уже идёт внутренний классификация: прямого действия; косвенного и комбинированная.
- Прямого действия – дуга горит между деталью и одним электродом;
- Косвенного – разряд горит между несколькими электродами, на изделия ток не подаётся (как пример атомно-водородная наплавка и сварка)
- Комбинированный способ включает в себя симбиоз методов прямого и косвенного. Дуга горит как между электродами, так и между изделиями (выполняется на трёхфазном токе)
По используемым в процессе электродам
При сварке могут использоваться следующий виды электродов, от которых будет отличаться дуга и её свойства:
- плавящиеся электроды – штучные электроды с обмазкой и металлическим стержнем внутри, порошковая проволока и проволока сплошного сечения;
- неплавящиеся электроды угольные или графитовые;
- неплавящиеся электроды из вольфрама и различными тугоплавкими добавками лантана, иттрия, тория и прочих.
От тока
В зависимости от тока существует следующая классификация:
- Дуга постоянного тока;
- Переменного тока;
- Импульсная.
Свою очередь дуга постоянного тока подразделяется на:
- прямая полярность;
- обратная полярность.
По степени сжатие
Дуга может быть:
- свободногорящая – дуговой разряд горит в защитной атмосфере без мероприятий по увеличению давления и сжатия.
- Сжатая – дуговой разряд сжимается за счёт воздуха или инертного газа с использованием специальных сопел и плазмотронов или с помощью электромагнитного поля.
В зависимости от защиты
Здесь выделяют три следующих в классификации:
- открытая – защита осуществляется газовой средой образующиеся от испарения обмазки электрода;
- открытая в среде инертного газа – защита осуществляется подачей инертного Газа;
- закрытая под слоем флюса – защита осуществляется за счёт плавления флюса, под которым и происходит ее горение.
В зависимости от длины
Классификация в зависимости от расстояния между электродом и изделием:
- Короткая – длинной 1,5-2,0 мм.
- Нормальная 2,0 – 3,0 (максимум 3,5 мм).
- Длинная – более 3,5 мм.
Как устранить деформации?
Чтобы деформации металла при сварке не привели к браку, выполняется правка. Данная операция может производиться несколькими способами:
- термическим;
- термомеханическим;
- холодным механическим.
В первых двух случаях производится только локальный нагрев сварного шва или детали целиком. Для устранения напряжений деталь закрепляют в специальной установке, которая оказывает механическое воздействие на определенную зону. После этого вместе с установкой ее помещают в специальную печь для тепловой обработки.


Устранение деформаций холодным способом предполагает обработку изделия на специальных прессах и прокатных станах. Выбор наиболее эффективного способа зависит от характера деформаций и напряжений, местоположения сварного шва, а также габаритов конструкции.
Избежать деформаций можно, если сварку металлоконструкций поручить опытным специалистам, которые выполнят весь комплекс работ «под ключ» – от расчета до проведения работ и проверки качества. Именно такую услугу предоставляет наша компания. Большой опыт специалистов позволяет свести к нулю напряжения и деформации при сварке, а если они все же возникнут – качественно устранить их. Мы работаем с черными и цветными металлами, сварка осуществляется в кратчайшие сроки по самой доступной цене. Для уточнения деталей и оформления заявки свяжитесь с менеджером по телефону. Мы поможем вам сделать по-настоящему надежную и долговечную металлоконструкцию.
Как предотвратить возникновение напряжений и деформации
Чтобы повысить качество конструкций и предотвратить образование браков, следует знать от чего зависит величина деформации свариваемого металла.
Понизить напряжения в процессе сварочных работ и предотвратить деформации можно, если придерживаться следующих правил:
при проектировании сварной конструкции сперва нужно провести расчет сварочных деформаций, что позволит правильно сформировать сечения швов и предусмотреть на отдельных участках изделия необходимые для усадки припуски;
швы нужно выполнять симметрично к профильным осям всего изделия и отдельных его деталей;
очень важно, чтобы в одной точке не было пересечений более чем трех швов;
перед свариванием конструкцию необходимо проверить на соответствие расчетам величин зазоров в стыках и общих размеров;
понизить остаточную деформацию можно, если создать в соединении искусственную деформацию, противоположную по знаку от выполняемой сварки. Для этого применяется общий или местный подогрев конструкции;
при выполнении длинных швов применять обратноступенчатый способ на проход;
использовать теплоотводящие прокладки или охлаждающие смеси, способные уменьшить зону разогрева;
накладывать швы таким образом, чтобы последующее соединение вызывало обратные от предыдущих швов деформации;
подбирать для вязких металлов такие сварочные техники, которые способны понизить конечные деформации.. Нужно понимать, чтобы понизить к минимуму деформации при сварке, причины их возникновения и меры предупреждения непосредственно повязаны между собой
Поэтому вначале нужно провести все расчеты и подготовительные работы, и только после этого приступать к процессу сваривания металлоконструкций
Нужно понимать, чтобы понизить к минимуму деформации при сварке, причины их возникновения и меры предупреждения непосредственно повязаны между собой. Поэтому вначале нужно провести все расчеты и подготовительные работы, и только после этого приступать к процессу сваривания металлоконструкций.
Борьба с магнитным дутьем
Уже понятно, что эффект магнитного дутья просто мешает специалистам работать. Теперь осталось только понять, как бороться с этой проблемой. Абсолютно полностью устранить магнитное поле невозможно, а вот сделать так, чтобы оно не оказывало воздействия на результат сварочных работ, можно. Сразу оговоримся, что существуют определенные общепринятые нормы. Обычно специалисты при работе с важными объектами ориентируются на стандарт СТО Газпром 2-2.2-136-2007. В инструкции очерчен максимально допустимый предел намагниченности, который установлен на показателе в 2 мТл или 20 Гс. В случае, если остаточная намагниченность переступает этот рубеж, специалисту стоит приступить к размагничиванию.
Всего же принято выделять три уровня намагниченности стуков трубопроводов: слабый до 20 Гс, средний — 20–100 Гс, высокий — свыше 100 Гс.
Конечно, истории известны случаи, когда сварщикам приходилось справляться с намагниченностью без дополнительных приспособлений, просто подстраиваясь под угол и силу отклонения дуги. Но получить шов достойного качества таким методом просто не получится. Поэтому мы предлагаем вашему вниманию три основных способа борьбы с намагниченностью:
- Импульсный. В его основе приложение нескольких импульсов магнитного поля к свариваемой поверхности. При этом направлены они должны быть в противоположную сторону относительно уже имеющегося поля. В результате этого общая намагниченность заметно снижается.
- Циклический. В данном случае размагничивание происходит благодаря приложению знакопеременного поля с амплитудой, которое постепенно уменьшается. При этом тут просматривается определенная закономерность. Чем будет больше проницаемость детали и ее толщина, тем ниже требуется частота поля.
- Компенсационный. Он считается самым простым и часто используемым. Суть метода в том, что к трубе прикладывают постоянное поле, которое обычно создают специальные магниты. Вектор его направлен навстречу намагниченности. Таким образом происходит компенсация, сварщик может спокойно выполнять свою работу. При этом по окончанию работ магниты убирают, тем самым отключая поле.

В нашем каталоге вы найдете все необходимое не только для размагничивания, но и для дальнейших работ. Мы предлагаем инверторы, комплектующие, аксессуары, расходные материалы, магниты для устранения магнитного дутья при сварке по отличным ценам и с быстрой доставкой. Заходите, выбирайте и заказывайте!
Магнитное дутье при сварке и способы его устранения
При сварке трубопроводов и других массивных металлоконструкций сварщики нередко встречаются с эффектом “магнитного дутья”.
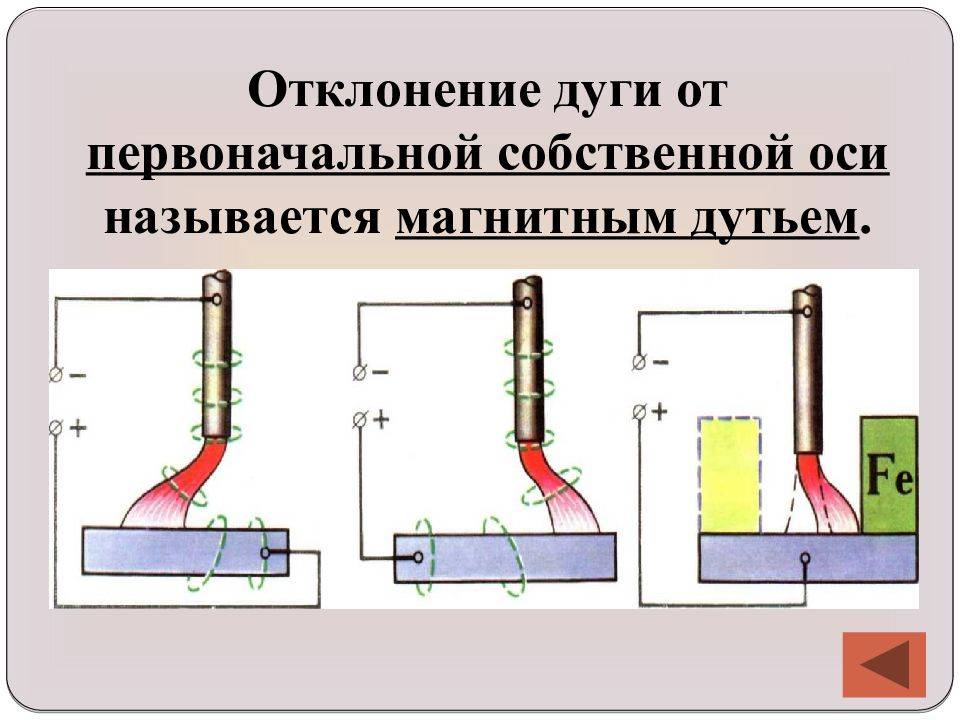
Магнитное дутье возникает при воздействии постороннего магнитного поля (намагниченные трубы) на магнитное поле дуги. Дуга отклоняется от оси электрода и зоны сварки, нарушается стабильность горения.
Отклонение дуги внешним магнитным полем
Действие постороннего магнитного поля может быть настолько сильным, что отклонение сварочной дуги не позволяет сварщику наложить сварной шов.
Для устранения или уменьшения магнитного дутья могут быть применены следующие меры:
1. выполнять сварку, когда это возможно, на переменном токе;
2. крепить обратный провод возможно ближе к месту сварки;
3. надежно заземлять свариваемое изделие;
4. ограждать место сварки металлическими экранами для защиты от посторонних магнитных полей.
Если вышеперечисленные методы не устраняют магнитное дутье, то существует более радикальный способ борьбы с этим эффектом.
На трубу, подлежащую сварке, или на обе трубы, подготовленные к стыковке либо уже состыкованные, наматывают сварочный провод сечением не менее 25мм² (6-8 витков). Концы провода подключают к сварочному источнику постоянного тока (выпрямитель, инвертор) и пропускают через провод ток 200 – 300 А в течение 2-3 мин.
Устранение намагниченности проверяется стальной проволокой диаметром 1-1,6мм и длинной примерно 0,5м – проволока не должна притягиваться к трубе.
Если проволока притягивается, то надо пропустить через провод ток в обратном направлении (поменять полярность подключения концов провода).
Магнитное дутье: причины возникновения
Чаще всего эффект намагниченности остается после проведения неразрушающего контроля с использованием магнитного дефектоскопа. Данная процедура помогает быстро обнаружить любые изъяны, такие как, например, слишком тонкие участки труб, неровности
Все это, бесспорно, необходимо и очень важно. Но остаются последствия, устранять которые приходится сварщику. Нередко намагниченность может быть следствием и таких явлений, как упругие механические напряжения в процессе производства и транспортировки
Оказывает свое влияние на металл и магнитное поле Земли. Аналогичное действие на трубопроводы производят и линии электропередач. Особенно актуальна такая проблема, если они находятся в непосредственной близости к объекту


Нередко намагниченность может быть следствием и таких явлений, как упругие механические напряжения в процессе производства и транспортировки. Оказывает свое влияние на металл и магнитное поле Земли. Аналогичное действие на трубопроводы производят и линии электропередач. Особенно актуальна такая проблема, если они находятся в непосредственной близости к объекту.
Виды сварочных деформаций
Сварочные напряжения могут быть структурными или тепловыми в зависимости от причин их образования. Как понятно из названия, тепловые возникают в процессе нагрева или остывания заготовок, а структурные – в результате внутренних изменений материала. Они могут проявляться и комплексно, например, в случае сваривания высокоуглеродистых и легированных сортов стали.
Если принять во внимание место действия, то напряжения возникают в пределах всей конструкции, сварного соединения, в зернах или кристаллической решетке металла. По виду напряженного состояния их разделяют на три группы:
- Линейные. Характеризуются односторонним направлением действия;
- Плоские. Имеют двустороннюю направленность воздействия;
- Объемные. Действие напряжения направлено по трем осям.
Деформация, которая возникает во время сварочных работ, называется общей. В случаях, когда меняются форма и размеры одной или нескольких расположенных рядом свариваемых деталей, деформация называется местной.
Деформации принято различать и по продолжительности действия. Временными называют те, воздействие которых проявляется исключительно в период выполнения сварочных работ. Геометрические параметры восстанавливаются после остывания металла. Изменение формы, которое остается и после того, как устранена сама причина ее образования, называется остаточной. В случаях, когда геометрические параметры после работы приходят в начальную форму, деформации принято называть упругими, в обратном случае – пластическими.
Мероприятия, способствующие снижению деформаций
Достичь сокращения сварочных напряжений и уменьшения деформации при соединении металлических образцов достаточно сложно. Для этого нужно предпринимать следующие меры:
- Предварительно до начала сварных работ, еще в процессе проектирования металлоконструкции, анализируются последствия взаимодействия металлов при выполнении сварочных работ. Если подобранные материалы не сочетаются друг с другом, для выполнения соединения необходимо приложить большие усилия, сварочная процедура требует дополнительных материальных вложений, можно подобрать другой металл, уменьшить скорость выполнения шва, поменять конструкцию, сделать в ней минимальное число сварных швов.
- При непосредственном проведении сварных работ нужно правильно организовать последовательность выполнения соединения деталей. Замыкающие швы конструкции должны производиться в самую последнюю очередь. При выполнении сварки вручную, когда сварные швы достаточно длинные, соединение необходимо выполнять в ступенчатом порядке, и максимально жестко скреплять между собой узлы.
- Кроме этих мероприятий, непосредственно перед началом выполнения соединения изделий, можно незначительно повредить их кромки в направлении, обратном направлению предполагаемой деформации.
- Если предварительно соединяемые металлические детали незначительно подогреть, сварочные деформации металла шва будут минимальными. Сварочное напряжение, на которое не обратили внимания в период проведения сварочных работ, способно отрицательно повлиять на жесткость, прочность соединяемой конструкции.