Защита изделия от внешних воздействий
Довольно часто возникает необходимость защиты деталей от таких вредных воздействий, как окалина и потеря углерода. Для этого чаще всего используют специальные газы, которые подают в печь, где находится обрабатываемая деталь. Конечно, это возможно только при полной герметизации печи. В большинстве случаев источником газа является специальный генератор, который работает на углеводородных газах (метан, аммиак и др.).
В любом случае полная закалка стали должна проходить под защитой. Если газ подвести не получается, то имеет смысл использовать герметичную тару. В качестве герметика используется глина, которая не дает проходить воздуху внутрь. Перед этим желательно осыпать деталь чугунной стружкой.
Критические точки
Чтобы кристаллическая решётка правильно перестроилась и сталь в процессе обработки приобрела необходимые свойства, её нужно выдержать определённое количество времени при определённой температуре.
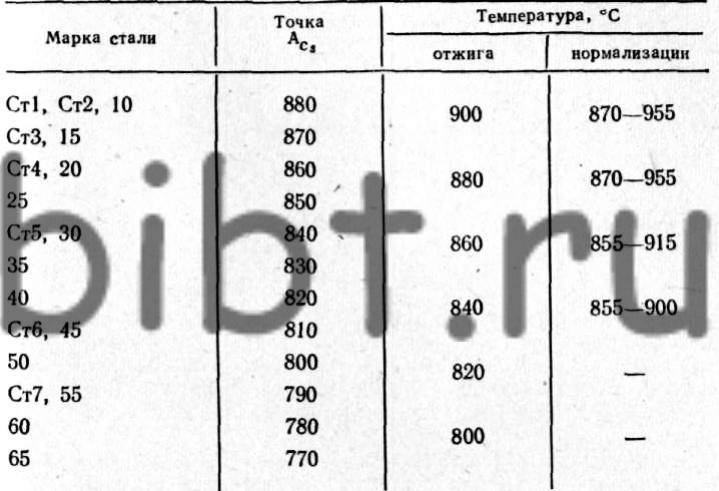
Если сталь недостаточно прогреть, структура кристаллической решётки изменится не полностью, а перегрев во время обработки может способствовать появлению окалины. Оптимальная температура обработки СТ45 в процессе придания ей прочности задаётся критическими точками 730, 755, 690, 780, 350 °C.
Получить такие температурные значения можно в мартеновских и в электрических печах. На изменение кристаллической решётки, вследствие которого сталь 45 приобретёт привычную потребителю прочность, влияет также скорость нагрева, которой на современном оборудовании управляют при помощи электроники.
Не менее важны соблюдение определённых временных интервалов, в продолжение которых сплав удерживает температуру критических точек, и проведение определённых процедур охлаждения с использованием в качестве охладителя масла, порошка или воды.
Чтобы получить равномерное остывание высокого качества без проявления окалины используется масло. В случае больших размеров заготовок, их охлаждают на воздухе ввиду продолжительности такой процедуры.
Характеристика стали 45
Вообще, сталь – это сплав углерода и железа. Сегодня данный материал, благодаря собственной твердости, пользуется постоянным большим спросом в различных промышленных отраслях. Доля железа в таком сплаве будет примерно 45%. Все свойства стадии напрямую зависят от легирующих компонентов и содержания углерода, что оказывает влияние на будущие изделия для металлического проката. Сталь 45 считается очень популярной маркой. Конкретные режимы температурной обработки позволяют получить крепкие изделия. Твердость стали 45 после нормализации напрямую связана с диапазоном температур в рабочий период.

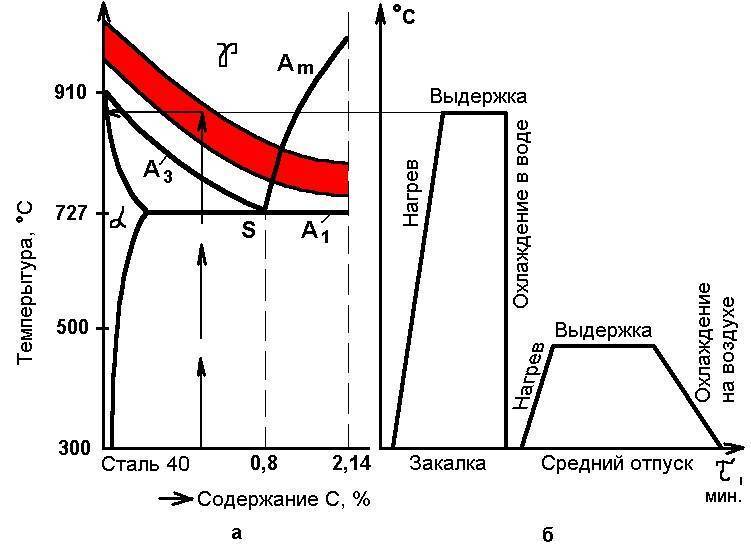
Конечный режим обработки – это отпуск стали 45. Основной целью данного процесса считается снижение закалочных стрессов, чтобы грядущая сталь 45, обрела твердость, эластичность и крепость. Ее греют до предела ниже Ac1, могут выдержать, а потом охлаждают на воздухе при заданной скорости. В зависимости от уровня температуры нагрева, этот вид термические обработки бывает 3-х видов:
- Невысокий – нагрев 200-250 градусов для получения мартенсита и снятия напряжения внутри со сбережением твердости. Сталь применяется для режущих и измерительных инструментов.
- Усредненный – нагрев 350-500 градусов для получения троостита, увеличения вязкости и большой упругости. Его применяют для изготовления рессор, пружин и кузнечных штампов.
- Большой – нагрев 500-600 градусов для получения сорбита, чтобы было лучшее соотношение пластических и свойств прочности. Она применятся во время изготовления множества деталей автомобиля, к примеру, шатуны двигателей и оси автомобилей.
https://youtube.com/watch?v=I-br0B8ocpI
Нормализация стали 45 – это главная составляющая обработки стали. В зависимости от диапазона температуры нагрева применяются разные режимы нормализации стали. Тут выполняется закалка металла, т.е. улучшение ее параметров и параметров для последующего их закрепления.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
С какой целью производится нормализация стальных конструкций? — станки, сварка, металлообработка
Часто в производственных целях возникает необходимость изменить параметры стали, одним из способов это выполнить является термообработка. По своему принципу большинство технологий термообработки предусматривают изменение строения сталей посредством нагрева, выдержки и охлаждения.
Несмотря на то что все эти технологии имеют одинаковые цели и принцип работы, все они отличаются по температурным и временным режимам. Термическая обработка может быть как промежуточным, так и окончательным технологическим процессом во время производства. В первом случае материал так готовится к последующей обработке, а во втором ему придают новые свойства.
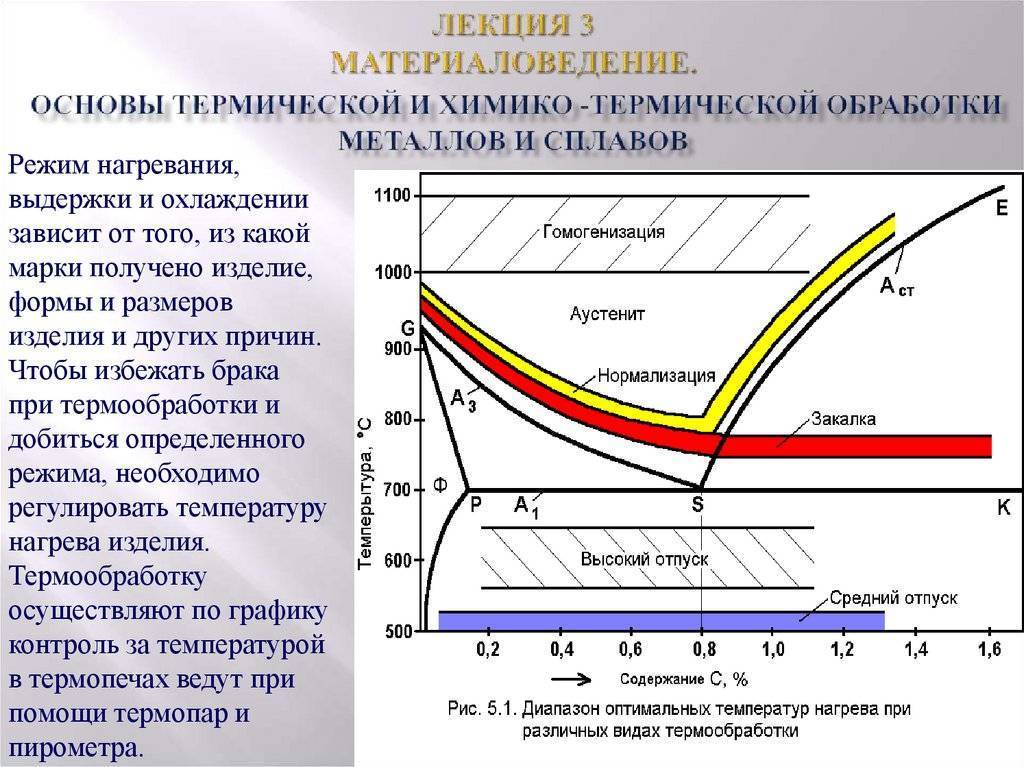
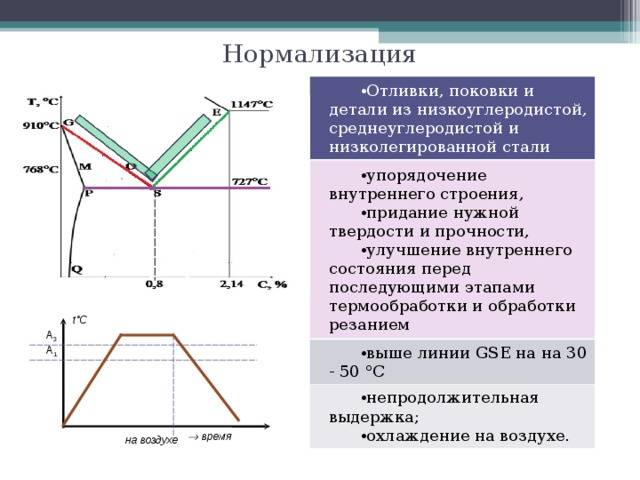
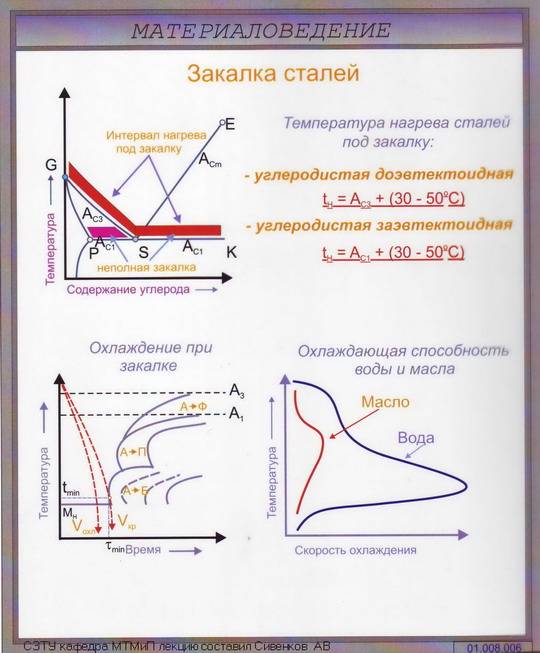
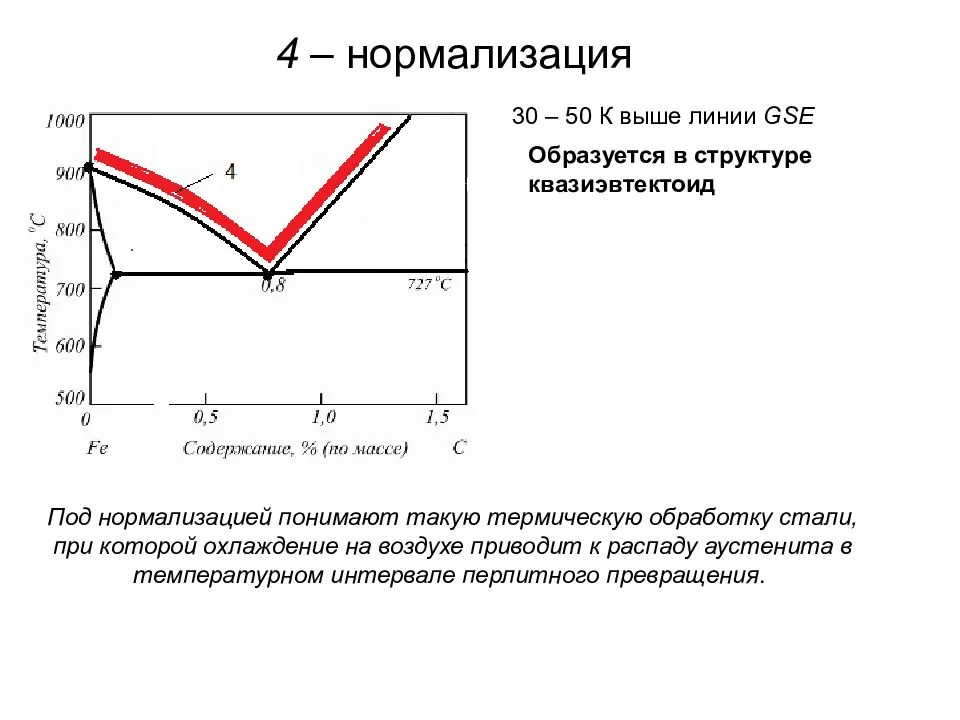
Одной из таких технологий является нормализация стали. Так называют термообработку, при которой материал прогревается до температуры на 30−50 градусов выше Аст или Ас3, а затем его охлаждают на спокойном воздухе.
Принцип нормализации стали
Нормализация стали относится к процессам закалки путём цикла нагрева до определённой температуры и охлаждения. Термическая обработка имеет различные режимы для каждого вида металлов. В результате применения технологии материал становится прочнее за счёт устранения дефектов. Последние неизбежно появляются в результате предыдущих этапов изготовления изделий из стали.
Назначение технологии
Нормализация стали может проводиться в гаражных условиях при наличии соответствующего оборудования. Достоинством технологии является получение тонкого эвтектоида. Строение этого слоя напрямую влияет на прочность и жесткость металла.
Так как нормализация стали проводится для улучшения качества изделия, соответственно, повышается стоимость его изготовления. Технология применяется лишь при необходимости. Для слабонагруженных деталей проводить её не требуется. Часто она применима для выпуска сортового металла.
Технология может быть заменой такой процедуры, как закалка с высоким отпуском, классический отжиг. Нормализация стали среднеуглеродистой не даёт высокой прочности, сравнимой со структурой после закалки. Но она не приводит к сильной деформации и помогает избавиться от внутренних трещин.
Суть технологии
Нормализация стали относится к термическому методу обработки. Существует несколько технологий нагрева металла, отличающихся по условиям:
- Температура нагрева у металлов и сплавов различна.
- Время выдержки в нагретом состоянии.
- Вид охлаждения чаще длительный происходит за счет теплообмена с окружающей средой.
Температура критических точек стали 45
Как ранее было отмечено, для улучшения эксплуатационных качеств металла проводится термическая обработка. Она предусматривает оказание определенного воздействия на структуру, после чего происходит перестроение кристаллической решетки и изменение качеств. Во много при проведении термической обработки учитываются критические точки. Обработка стали Ст 45 проводится с учетом следующих факторов:
Температурного режима
Важно выбирать правильную температуру, так как слишком низкая становится причиной неполного нагрева структуры и полное перестроение структуры не произойдет. Слишком высокий показатель становится причиной перегрева металла, а также появления окалины. Для обеспечения воздействия требуемой температуры могут применяться самые различные установки
Примером назовем доменные печи или электрические установки. Слишком высокие температуры плавления определяют то, что выполнить закалку рассматриваемой стали в домашних условиях довольно сложно. Скорости повышения температуры. Скорость нагрева также может определять то, какие именно качества будут передаваться обрабатываемому изделию. Современное оборудование позволяет с высокой точностью контролировать скорость нагрева. К примеру, ТВЧ имеют электронный блок управления, электрическая энергия преобразуется в магнитную, которая и становится причиной нагрева структуры. Продолжительности временного промежутка между воздействием различных температур. При термической обработке всех металлов учитывается присутствие трех критических точек, которые учитываются. Длительность выдержки может зависеть не только от химического состава материала, но и размеров, формы заготовки. Особенности прохождения процесса охлаждения. Во много качества получаемого изделия зависят от того, при каких условиях проходил процесс охлаждения. К примеру, есть возможность использовать масло или воду, а также различные порошки в качестве охлаждающей среды
Для обеспечения воздействия требуемой температуры могут применяться самые различные установки. Примером назовем доменные печи или электрические установки. Слишком высокие температуры плавления определяют то, что выполнить закалку рассматриваемой стали в домашних условиях довольно сложно. Скорости повышения температуры. Скорость нагрева также может определять то, какие именно качества будут передаваться обрабатываемому изделию. Современное оборудование позволяет с высокой точностью контролировать скорость нагрева. К примеру, ТВЧ имеют электронный блок управления, электрическая энергия преобразуется в магнитную, которая и становится причиной нагрева структуры. Продолжительности временного промежутка между воздействием различных температур. При термической обработке всех металлов учитывается присутствие трех критических точек, которые учитываются. Длительность выдержки может зависеть не только от химического состава материала, но и размеров, формы заготовки. Особенности прохождения процесса охлаждения. Во много качества получаемого изделия зависят от того, при каких условиях проходил процесс охлаждения. К примеру, есть возможность использовать масло или воду, а также различные порошки в качестве охлаждающей среды.

Довольно часто для изменения качеств металла применяется ТВЧ. Она характеризуется высокой эффективностью в применении, а также простотой в использовании. Сегодня встречаются модели, которые при желании можно установить в домашней мастерской.
Уделяется внимание и выбору более подходящей среды охлаждения. К примеру, есть возможность провести охлаждение в воде. Однако подобная среда приводит к неравномерному охлаждению, что приводит к появлению окалины и других проблем
Для более высокого качества применяется масло. Крупногабаритные заготовки можно охлаждать на открытом воздухе, так как для снижения температуры требуется много времени
Однако подобная среда приводит к неравномерному охлаждению, что приводит к появлению окалины и других проблем. Для более высокого качества применяется масло. Крупногабаритные заготовки можно охлаждать на открытом воздухе, так как для снижения температуры требуется много времени.
Отпуск стали 45
Отпускстали 45 производят сразу после этапа закалки. Эта разновидность термообработки нужна для того, чтобы существенно уменьшить или полностью снять остаточное напряжение в материале, которое появилось после изменения структуры посредством его закаливания. В целом,отпуск стали 45 позволяет также повысить вязкость заготовок и уменьшить степень их хрупкости. Однако этот процесс немного уменьшает твердость стали.
Технология процесса отпуска стали45 , в зависимости от температуры, выполняется через:
- печи с принудительной циркуляцией воздуха;
- специальные ванны с селитровым раствором;
- специальные ванны с минеральным маслом;
- ванны, заполненные расплавленной щелочью.
Принцип отпуска стали 45
состоит в том, что материал первоначально нагревают до отметки ниже, чем критический уровень, а после этого охлаждают. Однако такой режим термической обработки имеет несколько различных способов проведения, которые будут отличаться друг от друга в зависимости от скорости охлаждения заготовки и температуры её нагрева. Отпуск углеродистых сталей принято классифицировать на 3 следующие категории:
- Высокий. Температура нагрева стали составит от +350°С до +600°С до критической отметки. Как правило, такой метод используют для металлических конструкций.
- Средний. Температура обработки составляет от +350°С до +500°С. Этот способ по большей части используется для пружинных изделий и рессор.
- Низкий. Температура нагрева заготовки не превышает +250°С. Подобный способ принято задействовать для достижения высокой прочности и износостойкости.
Таблица значений термической обработки стали 45
, имеющая производственные площади в СПБ, выполняет широкий диапазон работ, связанных с металлом. Наше предприятие осуществляет его обработку и производит большое количество различных деталей, например, таких как втулки, пальцы, валы и многое другие. Эти комплектующие используются как в обычных автотранспортных средствах, так и в спецтехнике, ремонтом которой мы занимаемся. Для того чтобы подобная техника надежно функционировала, зачастую необходимы металлические детали, изготовленные из специально подготовленного металла. У нас имеется все необходимое оборудование, применяемое для такой операции как термическая обработка металлов. Мы также выполняем химико-термическую обработку металлических деталей. Одной из ее разновидностей является цементация стали. Наше предприятие работает со сталью: марка 45, марка 40х, марка 20 и некоторыми другими. Любой клиент может приобрести у фирмы металлические детали, изготовленные из качественного материала.
Классификация и виды термообработки
Основополагающими параметрами, влияющими на качество термообработки являются:
- время нагревания (скорость);
- температура нагревания;
- длительность выдерживания при заданной температуре;
- время охлаждения (интенсивность).
Изменяя данные режимы можно получить несколько видов термообработки.
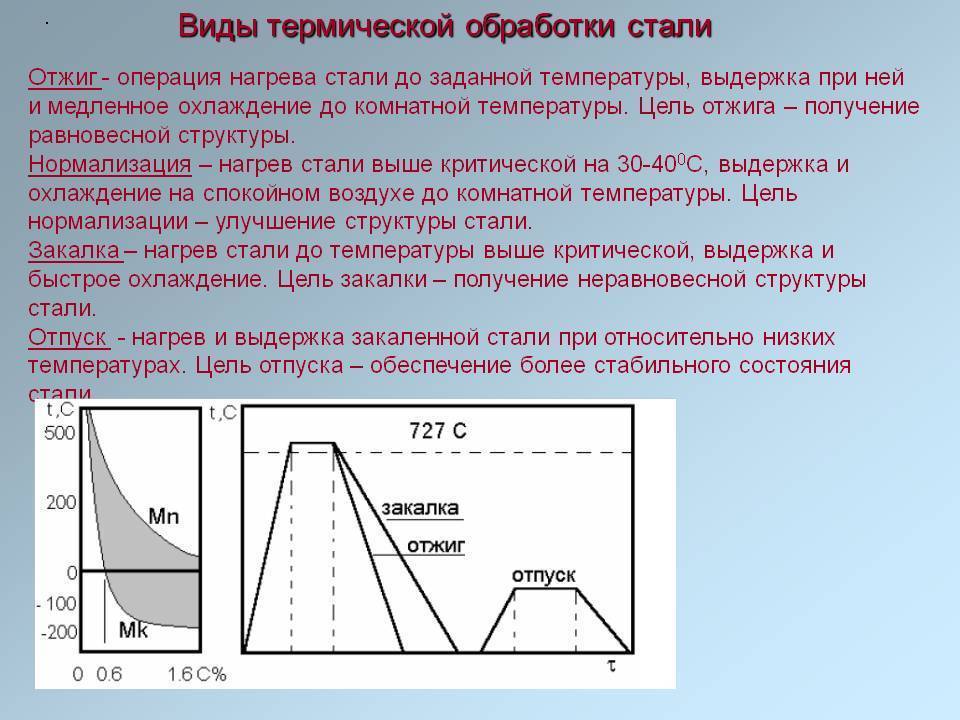
Виды термической обработки стали:
- Отжиг
- I – рода: гомогенизация;
- рекристаллизация;
- изотермический;
- снятие внутренних и остаточных напряжений;
II – рода:
- полный;
неполный;
- Закалка;
- Отпуск:
- низкий;
- средний;
- высокий.
Нормализация.
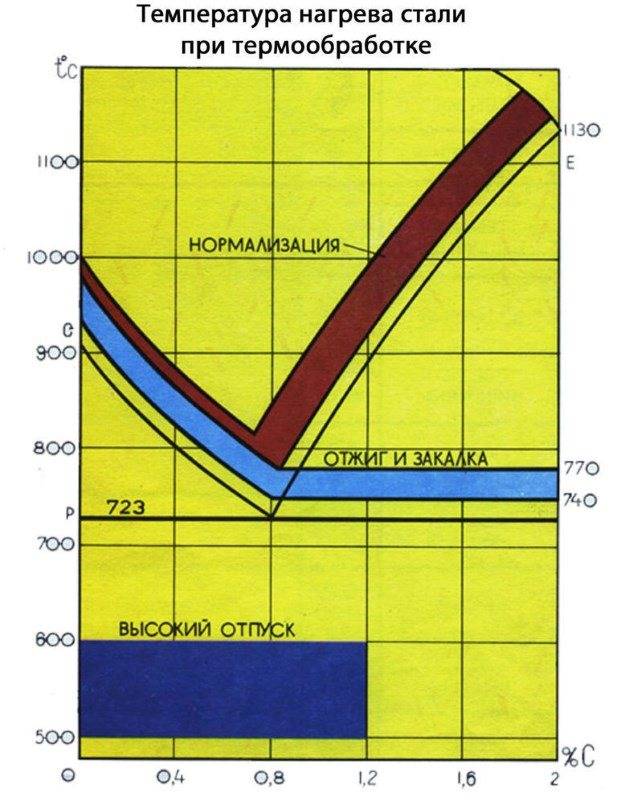
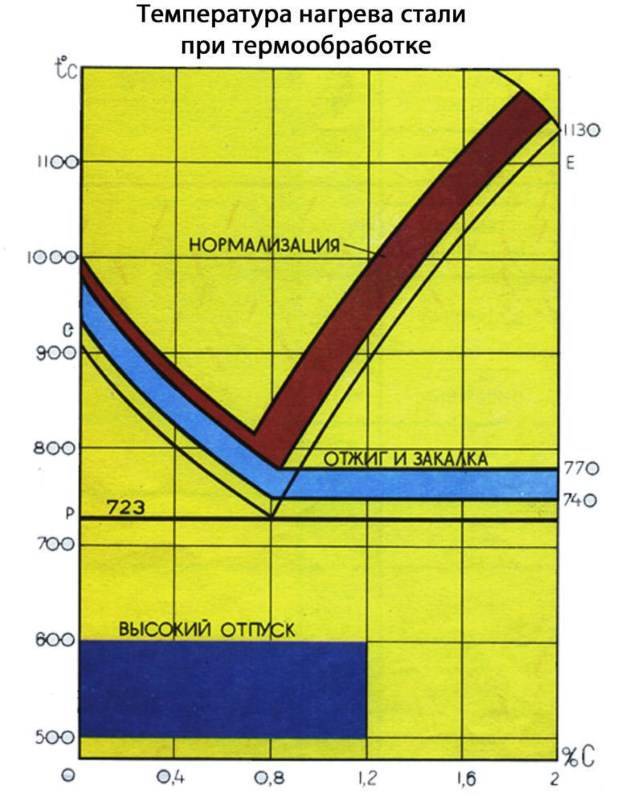
Температура нагрева стали при термообработке
Отпуск
Отпуск в машиностроении используется для уменьшения силы внутренних напряжений, которые появляются во время закалки. Высокая твердость делает изделия хрупкими, поэтому отпуском добиваются увеличения ударной вязкости и снижения жесткости и хрупкости стали.
Отпуск низкий
Для низкого отпуска характерна внутренняя структура мартенсита, которая, не снижая твердости повышает вязкость. Данной термообработке подвергаются измерительный и режущий инструмент. Режимы обработки:
- Нагревание до температуры – от 150°С, но не выше 250°С;
- выдерживание — полтора часа;
- остывание – воздух, масло.
Средний отпуск
Для среднего отпуска преобразование мартенсита в тростит. Твердость снижается до 400 НВ. Вязкость возрастает. Данному отпуску подвергаются детали, работающие со значительными упругими нагрузками. Режимы обработки:
- нагревание до температуры – от 340°С, но не выше 500°С;
- охлаждение – воздух.
Высокий отпуск
При высоком отпуске кристаллизуется сорбит, который ликвидирует напряжения в кристаллической решетке. Изготавливаются ответственные детали, обладающие прочностью, пластичностью, вязкостью.

Нагревание до температуры – от 450°С, но не выше 650°С.
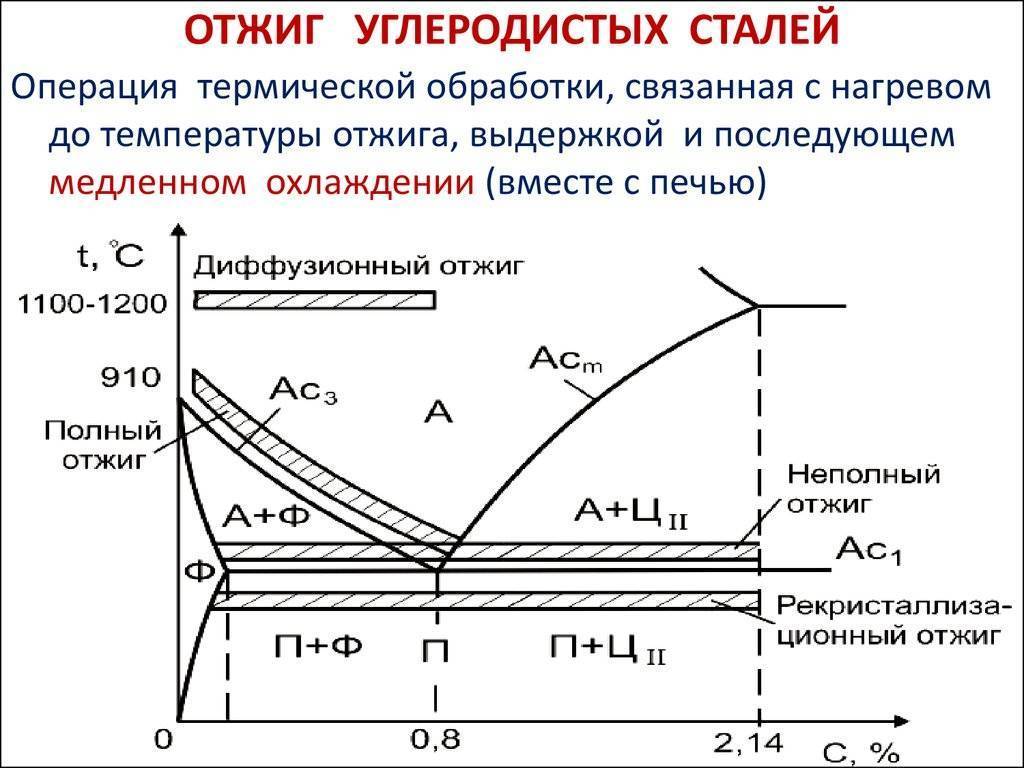
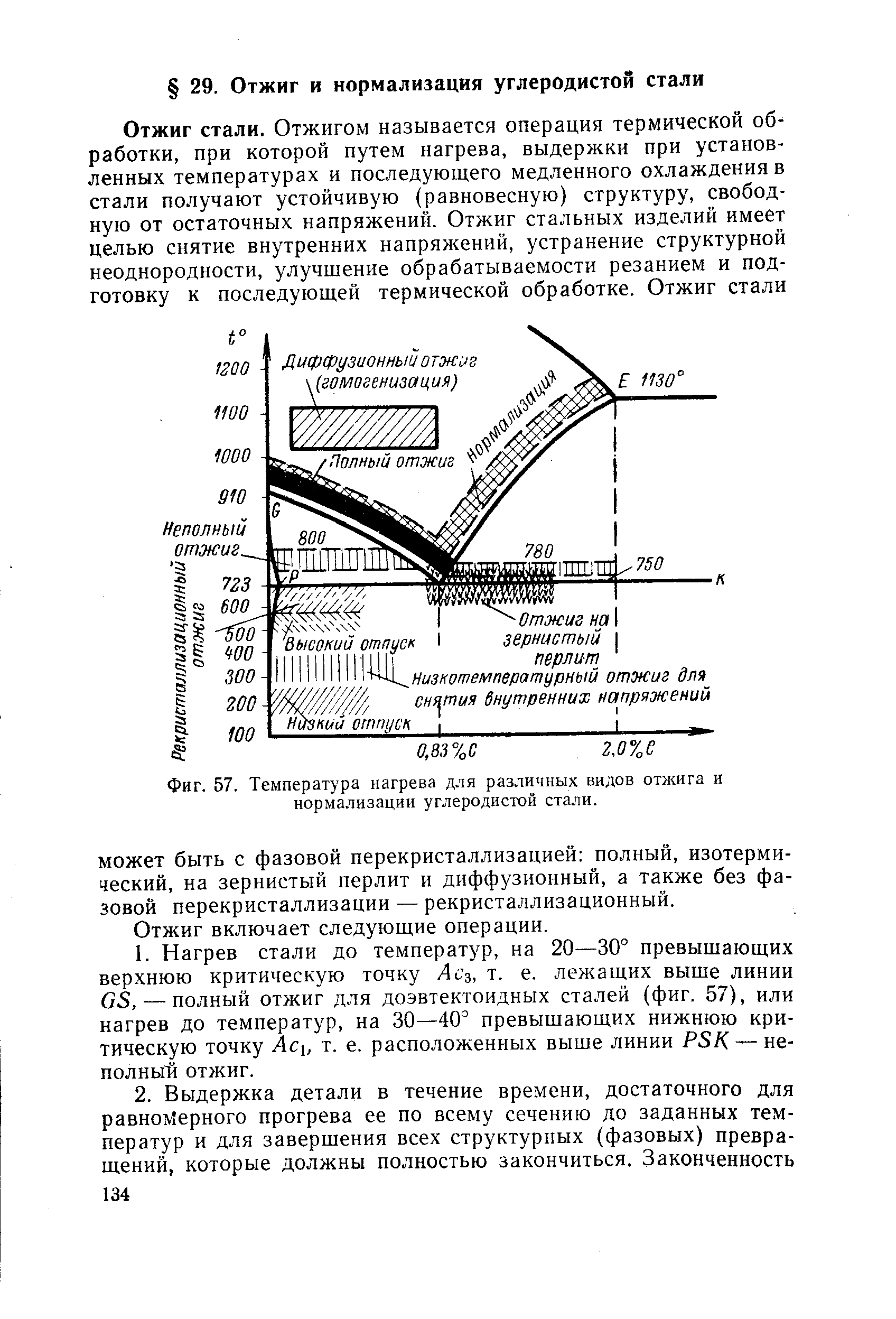
Отжиг
Применение отжига позволяет получить однородную внутреннюю структуру без напряжений кристаллической решетки. Процесс проводят в следующей последовательности:
- нагревание до температуры чуть выше критической точки в зависимости от марки стали;
- выдержка с постоянным поддержанием температуры;
- медленное охлаждение (обычно остывание происходит совместно с печью).
Гомогенизация
Гомогенизация, по-иному отжиг диффузионный, восстанавливает неоднородную ликвацию отливок. Режимы обработки:
- нагревание до температуры – от 1000°С, но не выше 1150°С;
- выдержка – 8-15 часов;
- охлаждение: печь – до 8 часов, снижение температуры до 800°С;
- воздух.
Рекристаллизация
Рекристаллизация, по-иному низкий отжиг, используется после обработки пластическим деформированием, которое вызывает упрочнение за счет изменения формы зерна (наклеп). Режимы обработки:
- нагревание до температуры – выше точки кристаллизации на 100°С-200°С;
- выдерживание — ½ — 2 часа;
- остывание – медленное.
Изотермический отжиг
Изотермическому отжигу подвергаются легированные стали, для того чтобы произошел распад аустенита. Режимы термообработки:
- нагревание до температуры – на 20°С — 30°С выше точки ;
- выдерживание;
- остывание: быстрое – не ниже 630°С;
- медленное – при положительных температурах.
Отжиг для устранения напряжений
Снятие внутренних и остаточных напряжений отжигом используется после сварочных работ, литья, механической обработки. С наложением рабочих нагрузок детали подвергаются разрушению. Режимы обработки:


- нагревание до температуры – 727°С;
- выдерживание – до 20 часов при температуре 600°С — 700°С;
- остывание — медленное.
Отжиг полный
Отжиг полный позволяет получить внутреннюю структуру с мелким зерном, в составе которой феррит с перлитом. Полный отжиг используют для литых, кованных и штампованных заготовок, которые будут в дальнейшем обрабатываться резанием и подвергаться закалке.

Полный отжиг стали
- температура нагрева – на 30°С-50°С выше точки ;
- выдержка;
- охлаждение до 500°С: сталь углеродистая – снижение температуры за час не более 150°С;
- сталь легированная – снижение температуры за час не более 50°С.
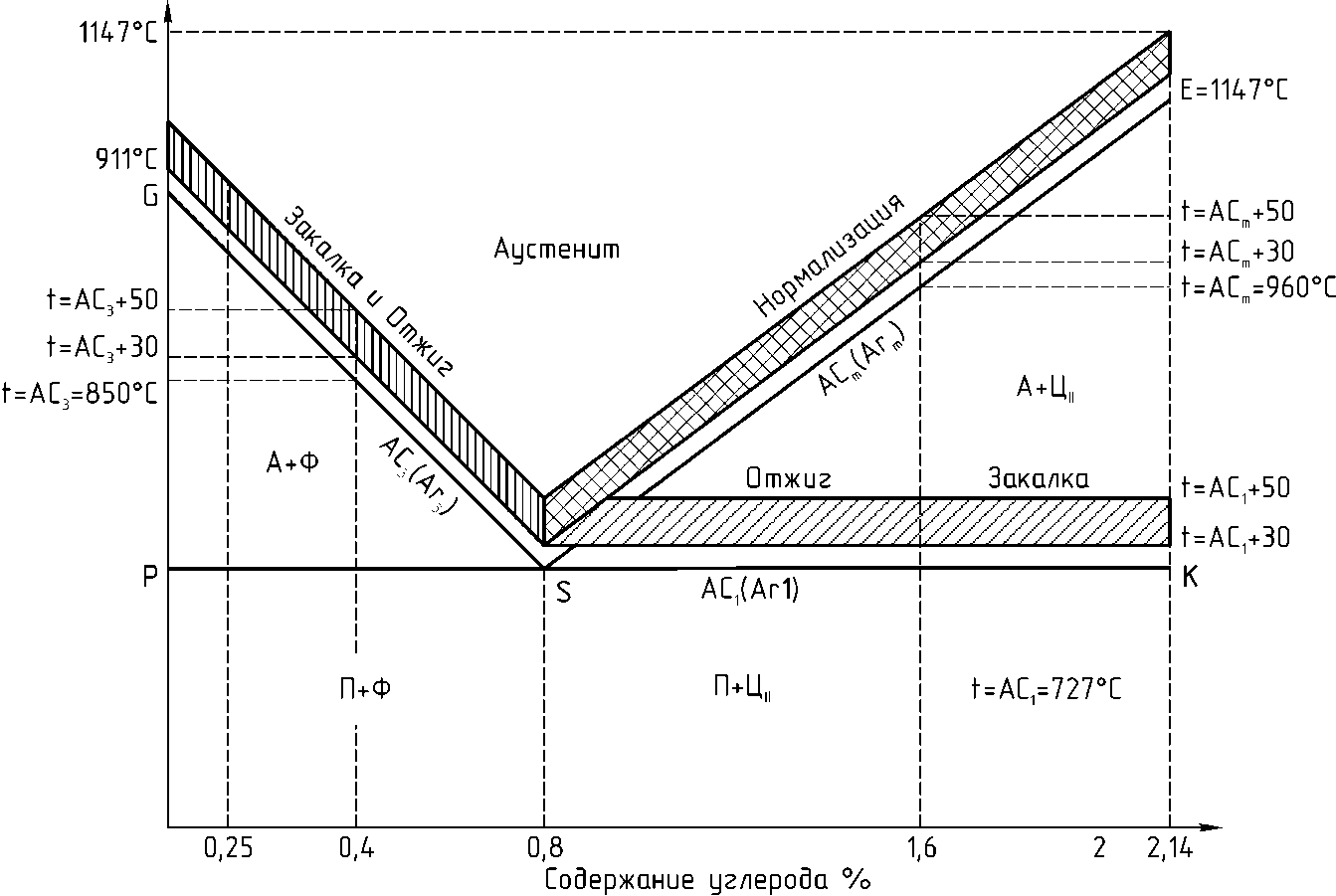
Нормализация стали
Нормализацию стали часто рассматривают с двух точек зрения — термической и микроструктурной.
В термическом смысле и классическом понимании, нормализация стали — это нагрев стали до аустенитного состояния с последующим охлаждением на спокойном воздухе. Иногда к нормализации относят также и операции с охлаждением ускоренным воздухом.
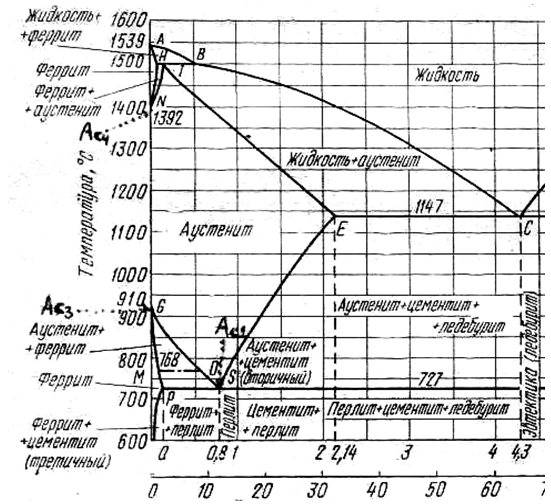
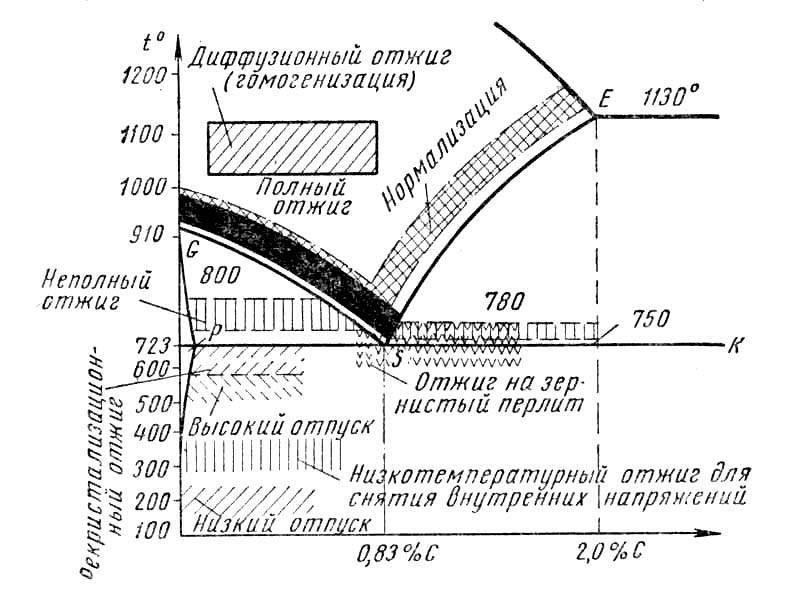
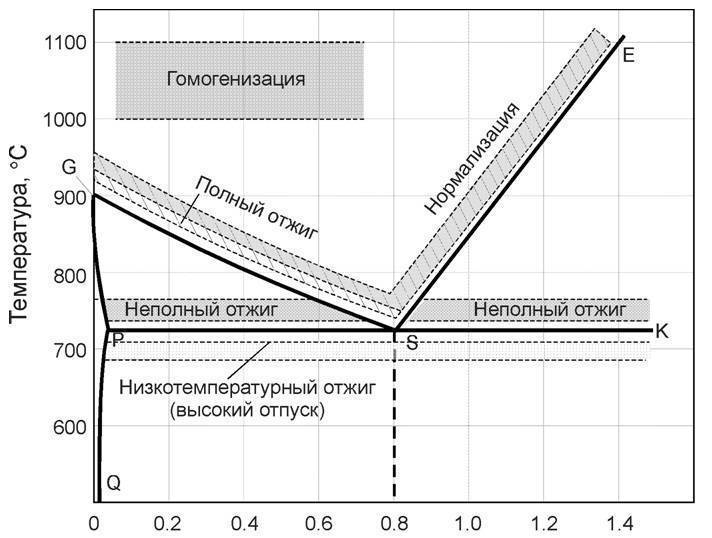
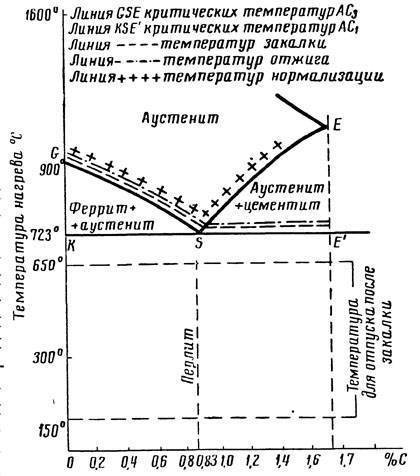
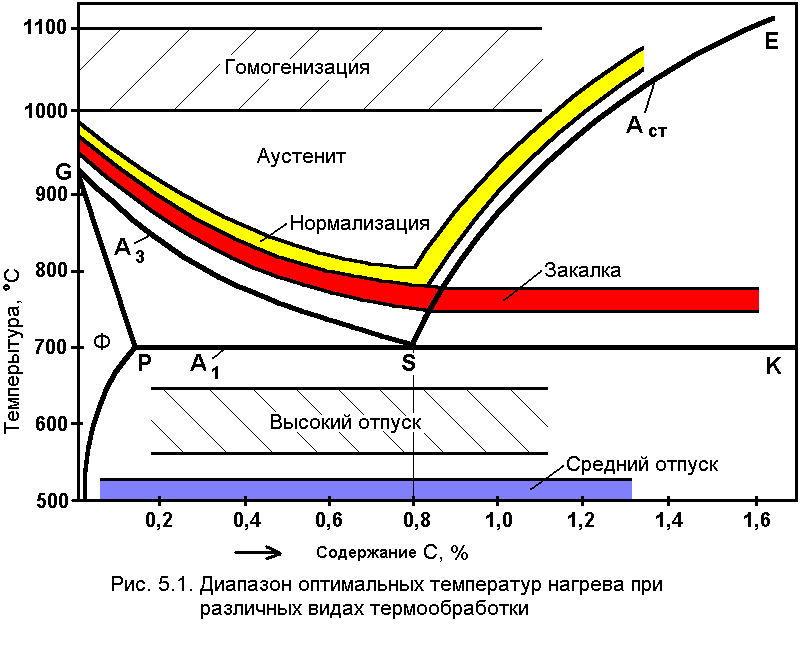
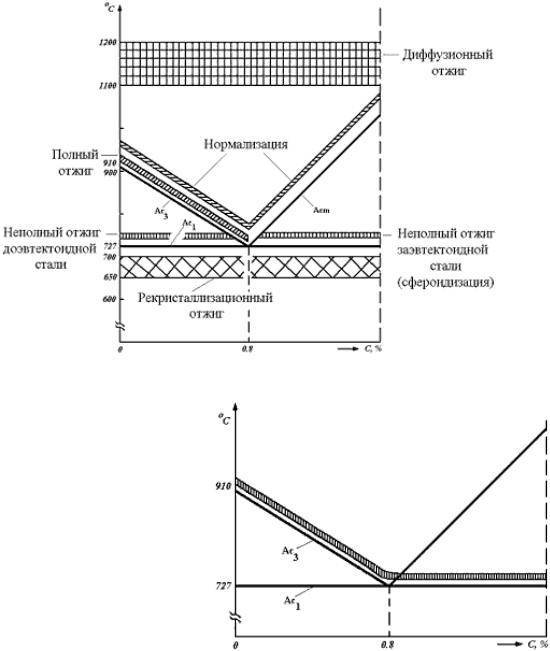
Место температуры нормализации на диаграмме состояния железо-углерод показано на рисунке 1.
Рисунок 1 – Упрощенная диаграмма состояния железо-углерод. Заштрихованная полоса – температура нормализации сталей
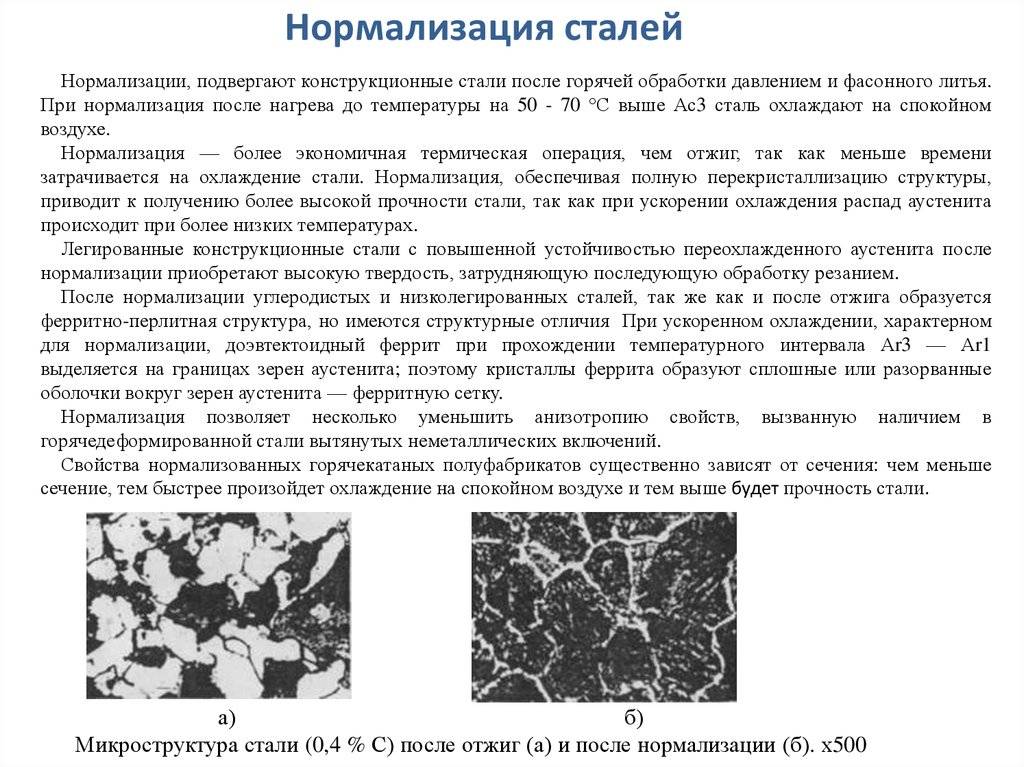
С точки зрения микроструктуры нормализованной структурой считают перлит для стали с содержанием углерода 0,8 %, а для сталей с меньшим содержанием углерода — доэвтектоидных сталей — смесь перлита и феррита .
Операцию нормализации применяют для большинства сталей и, в том числе стальных отливок. Очень часто сварные стальные швы нормализуют для измельчения структуры стали в зоне воздействия сварки.
Цель нормализации стали
Цели нормализации стали могут быть различными: например, как для увеличения, так и для снижения прочности и твердости в зависимости от термической и механической истории изделия.
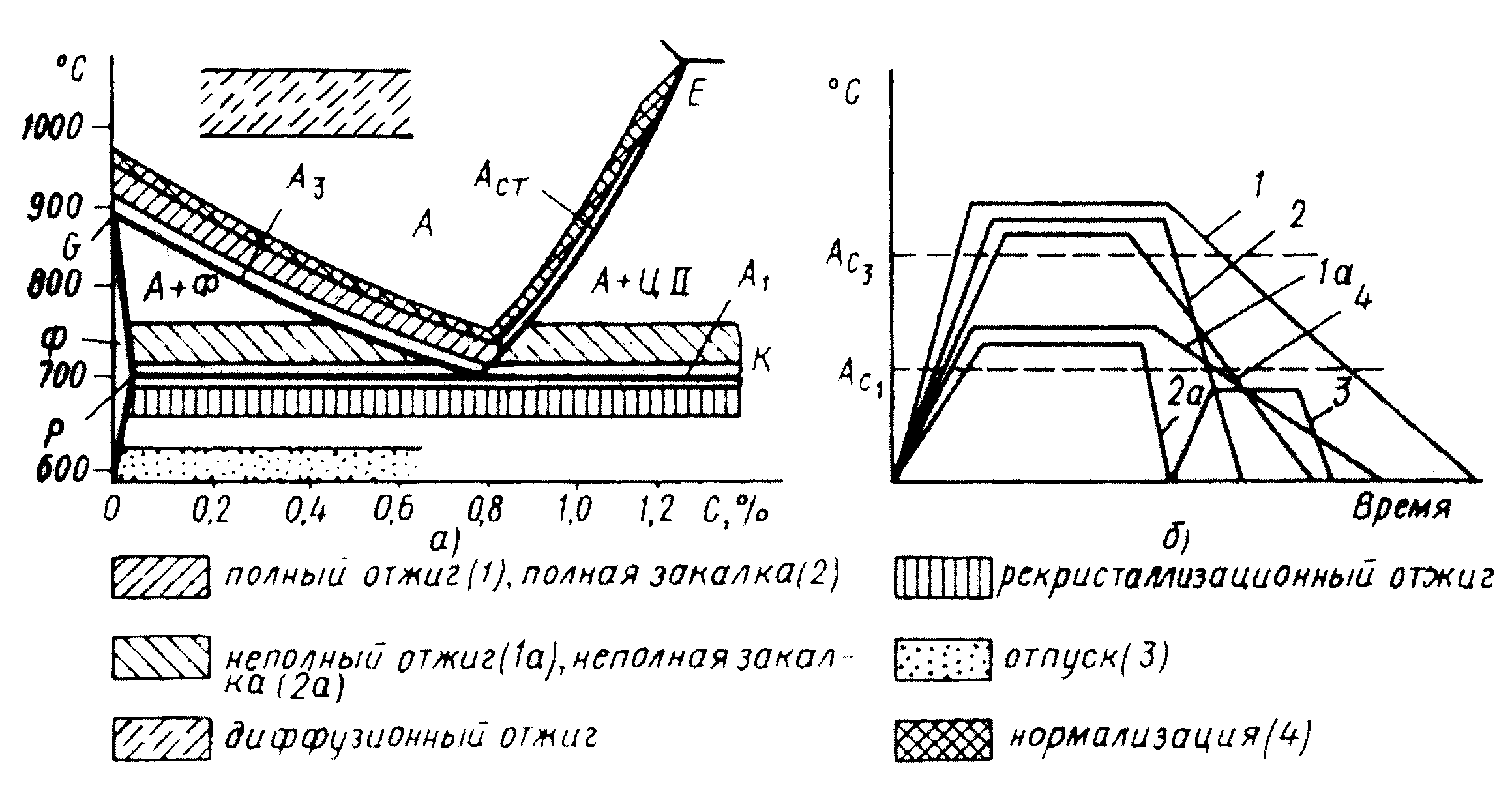
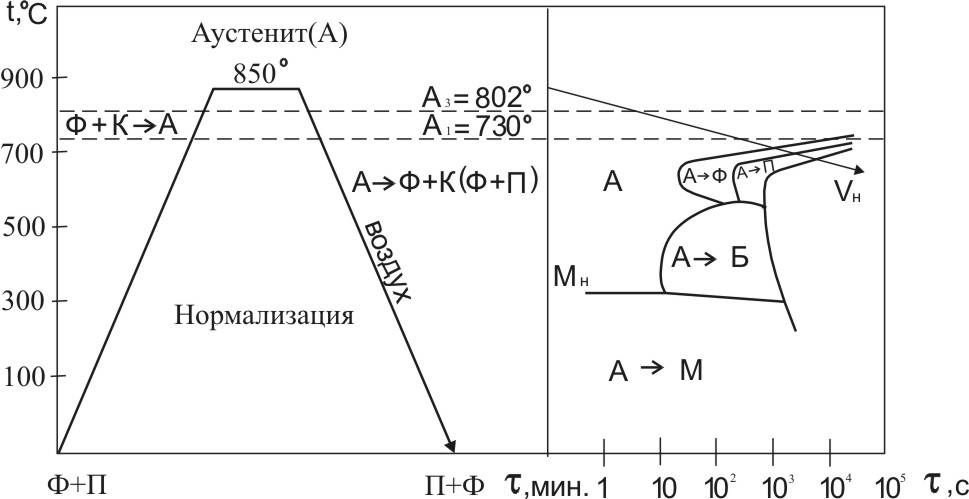
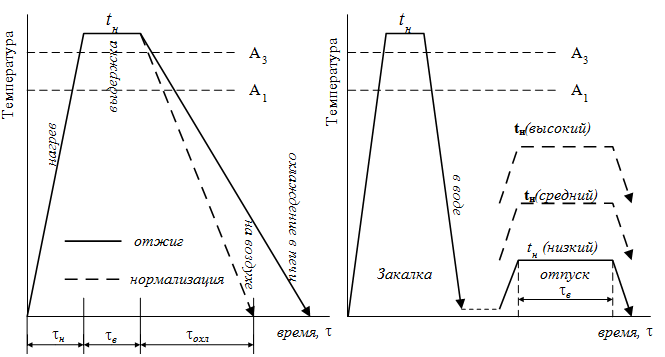
Цели нормализации часто пересекается или даже путается с отжигом, термическим упрочнением и отпуском для снятия напряжений. Нормализацию применяют, например, для улучшения обрабатываемости детали резанием, измельчения зерна, гомогенизации зеренной структуры или снижения остаточных напряжений. Сравнение температурно-временных циклов для нормализации и отжига показано на рисунке 2.
Рисунок 2 ─ Сравнение температурно-временных циклов нормализации и полного отжига. Более медленное охлаждение при отжиге приводит к более высокой температуре феррито-перлитного превращения и более грубой микроструктуре, чем при нормализации.
Для стальных отливок нормализацию применяют для гомогенизации их дендритной структуры, снижения остаточных напряжений и большей восприимчивости к последующему термическому упрочнению.
Изделия, полученные обработкой давлением, могут подвергать нормализации для снижения полосчатости структуры после прокатки или разнозернистость после ковки.
Нормализацию с последующим отпуском применяют вместо обычной закалки, когда изделия имеют сложную форму или резкие изменения по сечению. Это делают, чтобы избежать образования трещин, коробления и чрезмерных термических напряжений.
Скорость охлаждения стали при нормализации
Скорость охлаждения при нормализации обычно не является критической величиной. Однако, когда изделие имеет большие различия по размерам сечения, принимают меры по снижению термических напряжений, чтобы избежать коробления.
Выдержка при температуре нормализации
Роль длительности выдержки при температуре нормализации заключается только в том, чтобы обеспечить гомогенизацию аустенитной структуры до начала охлаждения. Один час выдержки на каждые 25 мм толщины сечения является нормой.
Скорость охлаждения при нормализации значительно влияет на количество перлита, его размеры и толщину перлитных пластин. Чем выше скорость охлаждения, тем больше образуется перлита, а его пластины становятся тоньше и ближе друг к другу. Увеличение доли перлита в структуре и его измельчение дают повышение прочности и твердости стали. Более низкие скорости охлаждения означают менее прочную и твердую сталь.
После того, как изделия однородно охладились по своему сечению ниже нижней критической точки Аr1, их можно охлаждать в воде или масле для снижения общей длительности охлаждения.
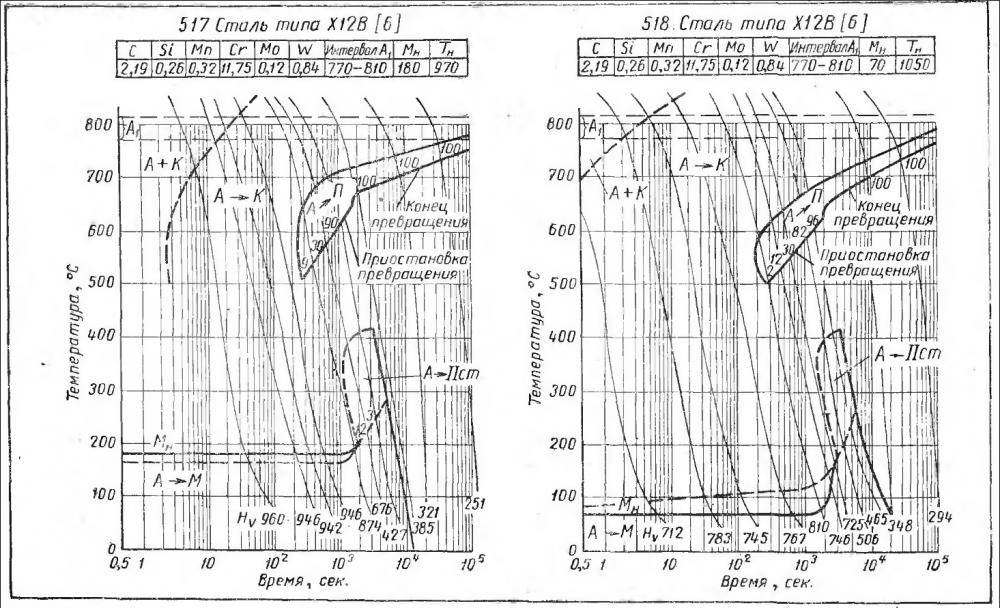
Термическая обработка легированных сталей
Таблица 3
Соответствующие им температуры.
Цвета каления и
Цвета побежалости и
Основное оборудование для термической обработки.
Нагрев стали для термической обработки производится в термических печах. Различают термические печи электрические, работающие на газообразном и жидком топливе.
Электрические печи обеспечивают температуру 1350оС , они позволяют очень точно регулировать температуру.
По способу передачи
тепла деталям, подвергающимся термообработке, печи подразделяются накамерные, муфельные, шахтные и печи-ванны. В камерных печах детали загружаются в камеру, сюда же поступают и горячие газы.
В муфельных печах изделия загружаются в муфель (камеру), который нагревается снаружи.
В шахтных печах рабочее пространство (шахта) вытянуто в вертикальном направлении, изделия загружаются сверху.
В электрических печах-ваннах рабочее пространство представляет собой тигель, муфель, ванну с расплавленными солями или маслом, куда погружаются изделия. Они обеспечивают более равномерный и быстрый нагрев, детали в них меньше окисляются.
По назначению различают печидля отжига, нормализации, закалки, отпуска, цементации и т. п. . Каждая из этих печей имеет свои конструктивные особенности, определяемые характером вида обработки. При термической обработке температуры измеряются термометрами, термоэлектрическими (состоящими из термопары и гальванометра) и оптическими пирометрами (состоящего из аккумулятора, лампочки, реостата, зрительной трубы).
Когда нет приборов
, температуру можно определить приближенно по цветам побежалости – появляющейся оксидной плёнке на светлой поверхности металла при нагревании в пределах температур от 220-3300С и цветам каления – цветам свечения, которые приобретает раскалённый металл при 530- 13000С.
| Цвета побежалости | температура | Цвета каления | температура |
| Светло-жёлтый | Начало свечения | 530-580 | |
| жёлтый | Тёмно-красный | 580-660 | |
| коричневый | Тёмно-вишнёвый | 660-720 | |
| Коричнево-красный | Светло-вишнёвый | 780-830 | |
| Фиолетовый | Светло-красный | 900-1050 | |
| Тёмно-синий | 295-310 | Светло-жёлтый | 1150-1250 |
| серый | Белый | 1250 и выше |
Легированные стали подвергаются тем же видам термической обработки, что и углеродистые, но процессы термообработки легированных сталей имеют свои особенности.
Легирующие элементы (особенно вольфрам) понижают теплопроводность стали, поэтому нагрев легированных сталей нужно вести медленно,
иначе могут появиться трещины.
Легирующие элементы изменяют также температуры, при которых происходят превращения в сталях. Хром, ванадий, вольфрам, молибден, титан, медь повышают критические точки Ас3 и Ас1. Значит, при отжиге , нормализации, закалке сталей, содержащих эти элементы, нагрев должен вестись до более высоких температур
, чем для углеродистых сталей. Марганец, никель, наоборот, понижают критические точки. Соответственно, стали, легированные этими элементами, нагревают доболее низких температур. Все легирующие элементы (особенно те, которые образуют карбиды: хром, ванадий, молибден, титан, вольфрам) препятствуют росту зерна аустенита. Располагаясь по границам зёрен, карбиды затрудняют рост зерна. Поэтому все легированные стали можно нагревать до более высоких температур, не опасаясь перегрева стали, что способствует более полному растворению карбидов в аустените.
Исключение составляют стали, легированные марганцем. Марганец не препятствует росту зерна аустенита. Поэтому марганцовистые стали следует нагревать до температур, возможно более близких к критической точке Ас3.
Так как легированные стали имеют меньшую теплопроводность, то для полного прогрева детали и более полного растворения карбидов в аустените нужна более продолжительная выдержка при достигнутой температуре, чем для углеродистых сталей.
Все легирующие элементы, кроме кобальта, уменьшают критическую скорость закалки, следовательно, легированные стали при закалке можно охлаждать с меньшей скоростью. Обычно в большинстве легированных сталях мартенсит получается при закалке в масле, а в некоторых высоколегированных сталях даже на воздухе.
Прокаливаемость у легированных сталей более высокая, чем у углеродистых. Стали с высоким содержанием легирующих элементов закаливаются на большую глубину даже при больших сечениях изделий.