Основные параметры и сферы применения
Распространенное использование метрической резьбы, наносимой на внешние либо внутренние элементы, применяется изготовленным в цилиндрической форме поверхностям. Разнообразные типы крепежных элементов и соединений используются повседневно, например:
- Гайки.
- Винты.
- Болты анкерного или обычного типа.
- Шпильки, прочее.
Когда коническая поверхность, деталь используются в тех случаях, когда необходима высокая герметизация соединения, на них также наносится метрическая резьба. Конструкция формирует отличное соединение между крепежными элементами, позволяет избежать использования уплотнительных материалов, приводящих к излишним растратам. Основные среды использования метрической нарезки при трубопроводном строительстве, где между элементами протекают материалы различным типов, а также при изготовлении газобаллонного оборудования. Профиль и конструкция метрической нарезки одинакова при обоих случаях, используется вне зависимости от типа поверхности.

Гайка с метрической резьбой
Существует различная маркировка, обозначенная при использовании метрической нарезки соединяющих изделий. М — обозначает номинальный диаметр (d), к примеру резьба М12 номинального диаметра 12 мм крупного шага. Резьба М2 имеет номинальный шаг 0.4 мм, считается мелкой категорией также, как и резьба типа М7 с шагом 1 мм. Для обозначения определенного шага соединяющих изделий используется дополнительные цифры, например М24х1.25 будет означать, что резьба диаметром М24 применяется с шагом 1.25 мм. На инструментах старого типа возможно встретить упрощенную маркировку. К примеру, 1М16 означает, что используется мелкая первая, с диметром резьбы М16.
Рейтинг качественных резьбомеров до 1500 рублей
Metric SCHUT 24 шт. 856.456
Набор состоит из 24 элементов. Сборка осуществляется на территории Поднебесной. Модель позволяет выявить не только полноту профиля, но и его шаг. В основе лежит использование цветной разметки метрического типа. Имеется ряд зубчатых пластинок, которые прочно крепятся внутри обоймы. Для дальнейшей работы человеку необходимо будет подобрать нужную пластинку, и приложить ее поверх разметки таким образом, чтобы образовался минимальный зазор. Общий вес – 0,05 кг. Диаметр инструмента: 98х37х14 мм. Этот качественный и практичный комплект станет отличным решением не только для домашнего пользования, но и производства.
Средняя цена – 980 руб.
Metric SCHUT 24 шт. 856.456
Достоинства
- высокое качество сборки и вспомогательных элементов;
- отсутствие неровностей и люфта на корпусе;
- отличное соотношение цены и качества;
- многочисленные положительные отзывы;
- эргономичная форма;
- компактные габариты.
class=’s-article__points-list’>
АЛЬФА-НДТ №1 М60
Этот комплект состоит из 20 высококачественных элементов. Общий вес конструкции – 0,022 кг. Размеры приспособления: 10х13х35 мм. Заявленный производителем шаг составит 0,4-6 мм. Коэффициент погрешности составляет 20 мкм. Так же покупатель получает паспорт изделия и фирменный чехол, который после может использоваться для хранения инструментов. Сборка осуществляется на территории нашей страны. Практичное приспособление может использоваться на производстве, а не только в домашних условиях.
Цена – 880 руб.
АЛЬФА-НДТ №1 М60
Достоинства
- практичность;
- эргономичная форма;
- компактные габариты;
- высокое качество сборки и расходных материалов;
- функциональность;
- высокий эксплуатационный срок.
class=’s-article__points-list’>
ЧИЗ N1 М60 54563

Этот продукт от проверенного временем отечественного производителя пользуется спросом далеко за пределами нашей страны. В основе лежит использование общепризнанной метрической системы. Для изготовления корпуса применяется высокопрочный стальной сплав. Пластинки, которые используются для измерения, имеют толщину в 1 мм. За счет качества применяемого сырья исключается риск сгибания или поломки элементов. Коэффициент погрешности составляет 15 микрометров. В комплекте имеется 20 элементов. Производится на территории нашей страны.
ЧИЗ N1 М60 54563
Достоинства
- доступная цена;
- качество сборки и комплектующих;
- эксплуатационный срок;
- низкий коэффициент погрешности;
- ударопрочный корпус;
- удобство в использовании.
class=’s-article__points-list’>
КАЛИБРОН-463-691
Набор относится к категории базовых и состоит только из самых необходимых элементов. В этом случае человек не будет переплачивать за то, чем пользоваться не планирует. Применяется метрическая система измерения. Диапазон разметки – 0,4-6 мм. Для изготовления корпуса и ключевых элементов используется качественный металлический сплав. Коэффициент погрешности, заявленный производителем, составляет 15 мкм. В наборе имеется 20 элементов-шаблонов. Эта практичная и, одновременно, качественная модель пользуется повышенным спросом у отечественных потребителей. Общий вес прибора – 100 г. Сборка осуществляется на территории России.
Средняя цена – 640 руб.
КАЛИБРОН-463-691
Достоинства
- корпус утяжеленного типа;
- компактные габариты;
- эргономичная форма;
- отличная комплектация;
- низкий коэффициент погрешности.
class=’s-article__points-list’>
WIEDERKRAFT WDK-MG60

Это прочное и простое в использовании приспособление выпускается проверенной временем европейской компанией. Набор состоит из 20 вспомогательных элементов, которые позволят осуществить замеры в диапазоне 0,4-6 мм. В основе лежит использование стандартной метрической системы. Общий вес – 30 г. Производится на территории Германии.
Стоимость – 450 руб.
WIEDERKRAFT WDK-MG60
Достоинства
- ударопрочный корпус;
- эргономичность;
- компактные габариты;
- качество сборки и применяемых комплектующих;
- положительные отзывы в сети.
class=’s-article__points-list’>
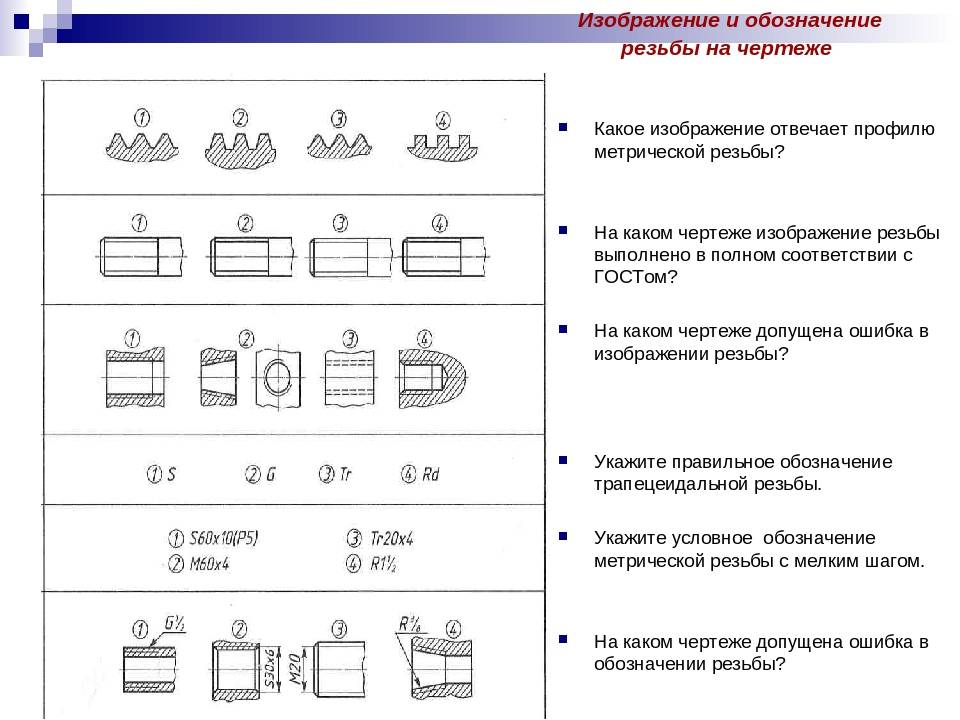
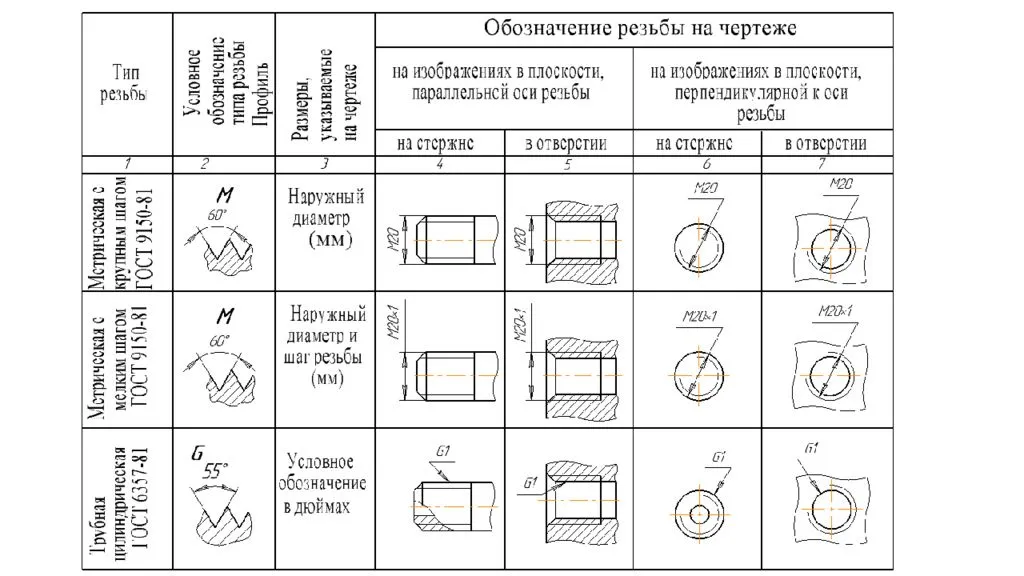
Обозначение резьбы на чертежах. Элементы резьбы
Резьбу изготовляют режущим инструментом с удалением слоя материала, накаткой — путем выдавливания винтовых выступов, литьем, прессованием, штамповкой в зависимости от материала (металл, пластмасса, стекло) и других условий.
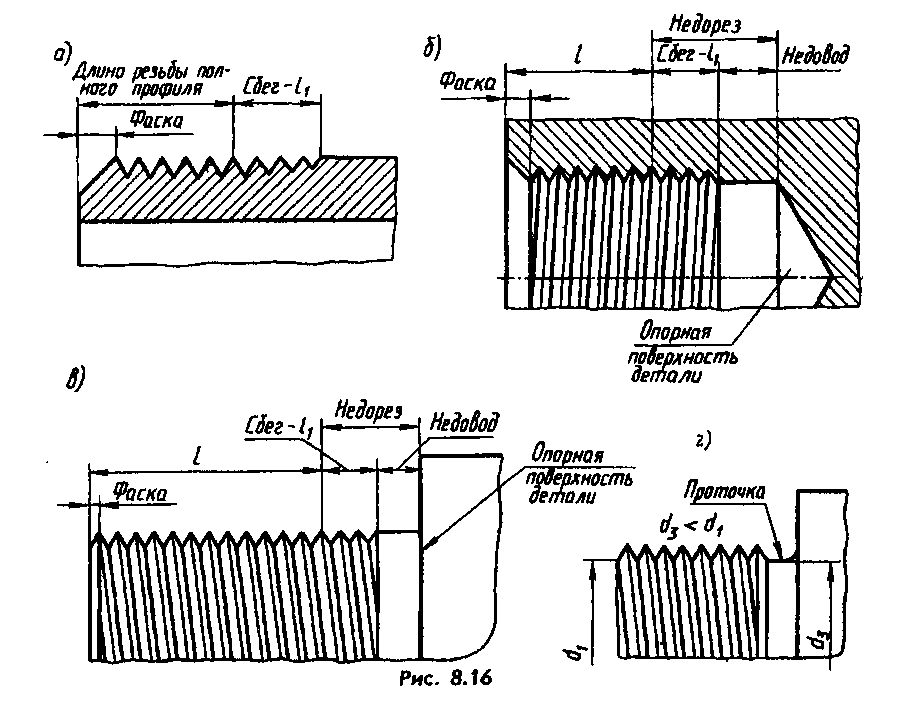
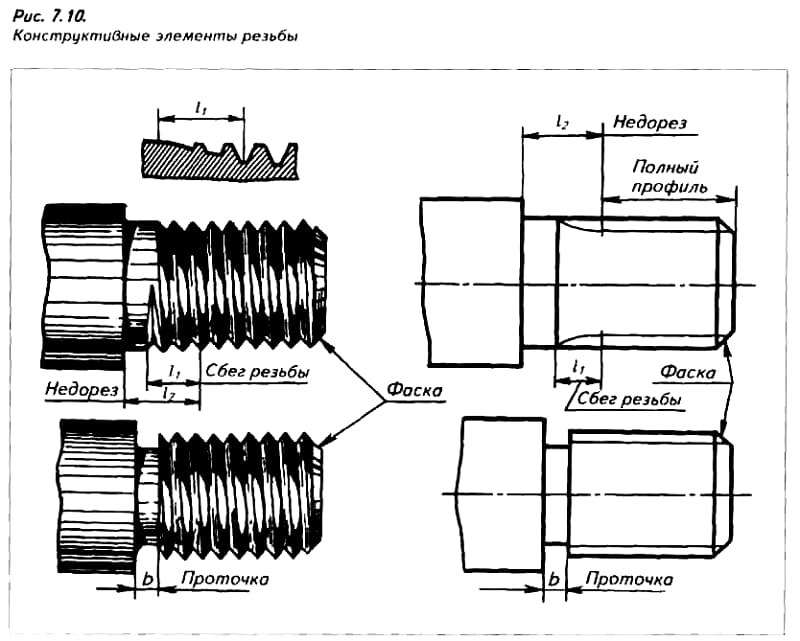
В силу устройства резьбонарезающего инструмента (например, метчика, рис. 8.14; плашки, рис. 8.15) или при отводе резца, при переходе от участка поверхности с резьбой полного профиля (участки l) к гладкой образуется участок, на котором резьба как бы сходит на нет (участки l1), образуется сбег резьбы (рис. 8.16).Если резьбу выполняют до некоторой поверхности, не позволяющей доводить инструмент до упора к ней, то образуется недовод резьбы (рис. 8.16,6, в). Сбег плюс недовод образуют недорез резьбы. Если требуется изготовить резьбу полного профиля, без сбега, то для вывода резьбообразующего инструмента делают проточку, диаметр которой для наружной резьбы должен быть немного меньше внутреннего диаметра резьбы (рис. 8.16, г), а для внутренней резьбы — немного больше наружного диаметра резьбы (рис. 8.17).В начале резьбы делают, как правило, коническую фаску, предохраняющую крайние витки от повреждений и служащую направляющей при соединении деталей с резьбой (см. рис. 8.16). Фаску выполняют до нарезания резьбы. Размеры фасок, сбегов, недорезов и проточек стандартизованы, см. ГОСТ 10549—80* и 27148—86 (СТ СЭВ 214—86). Изделия крепежные. Выход резьбы. Сбеги, недорезы и проточки. Размеры.
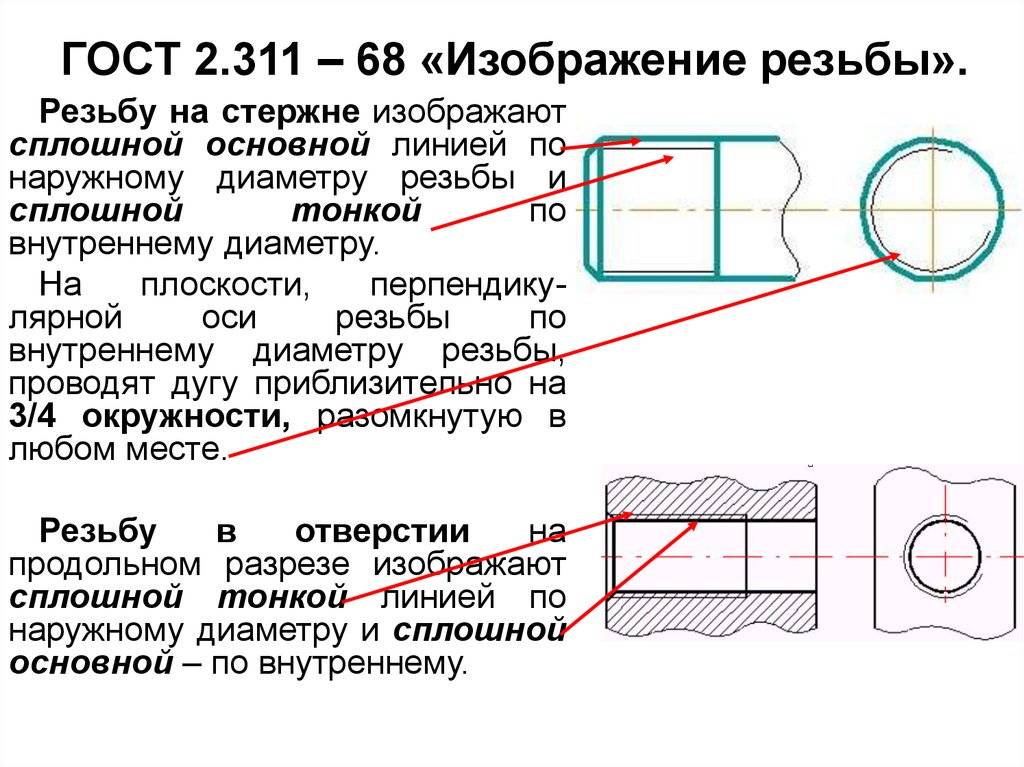
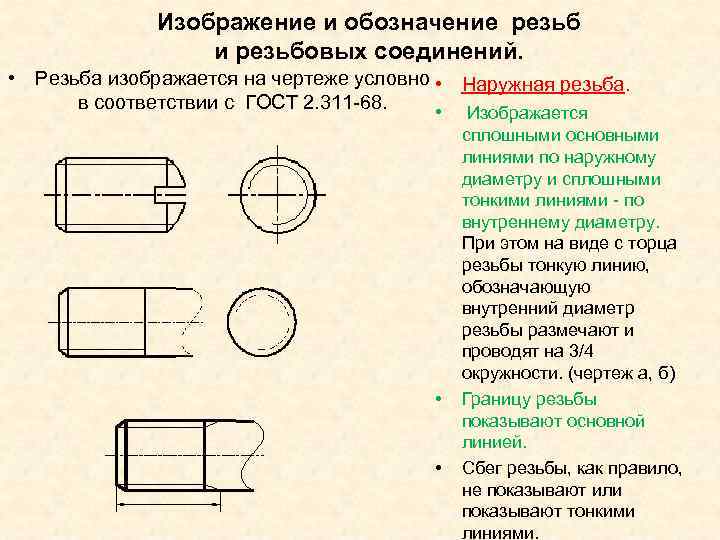
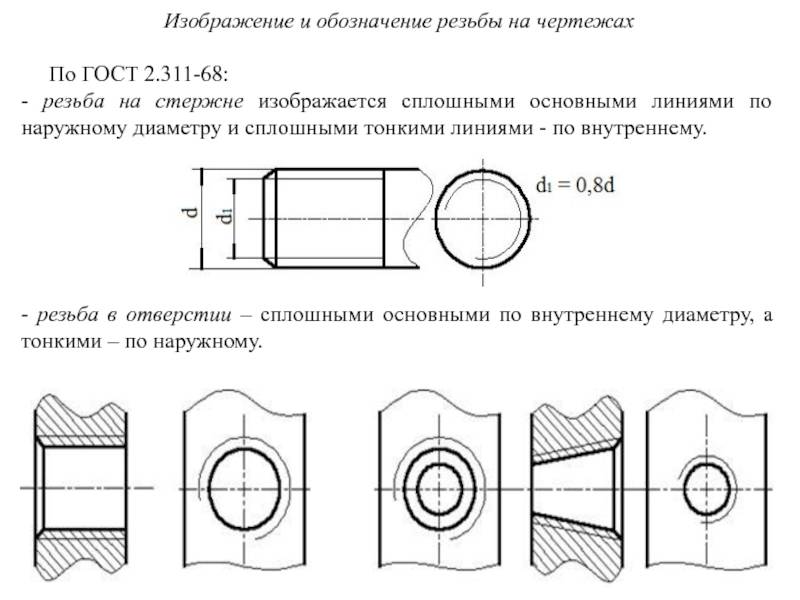
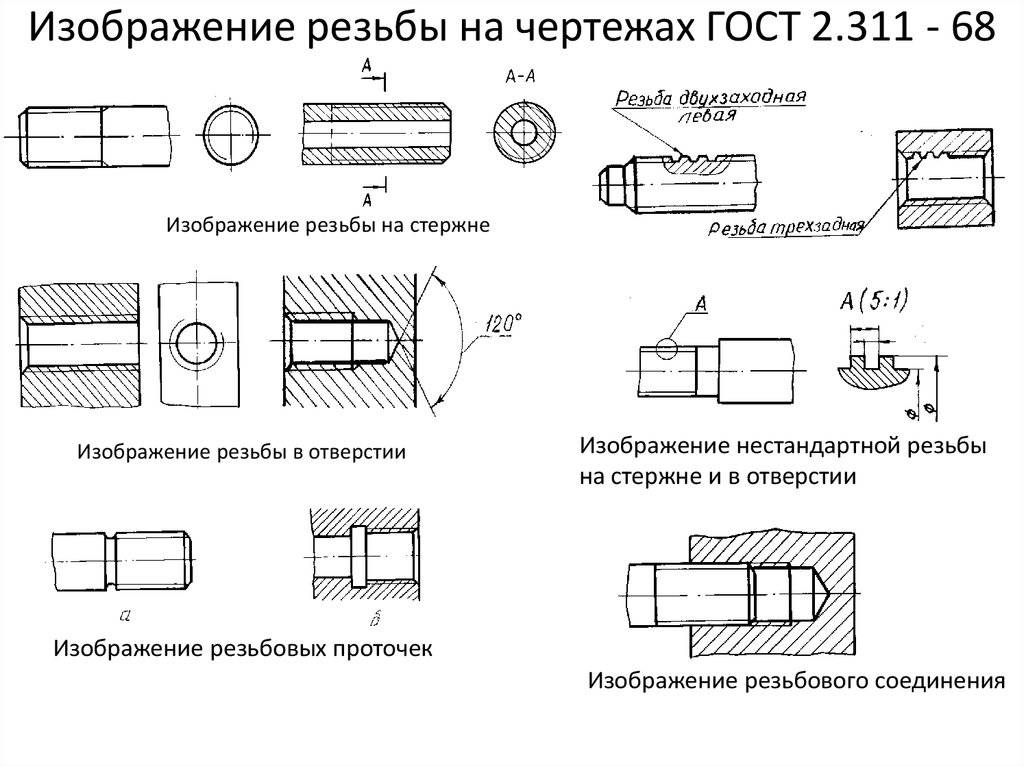
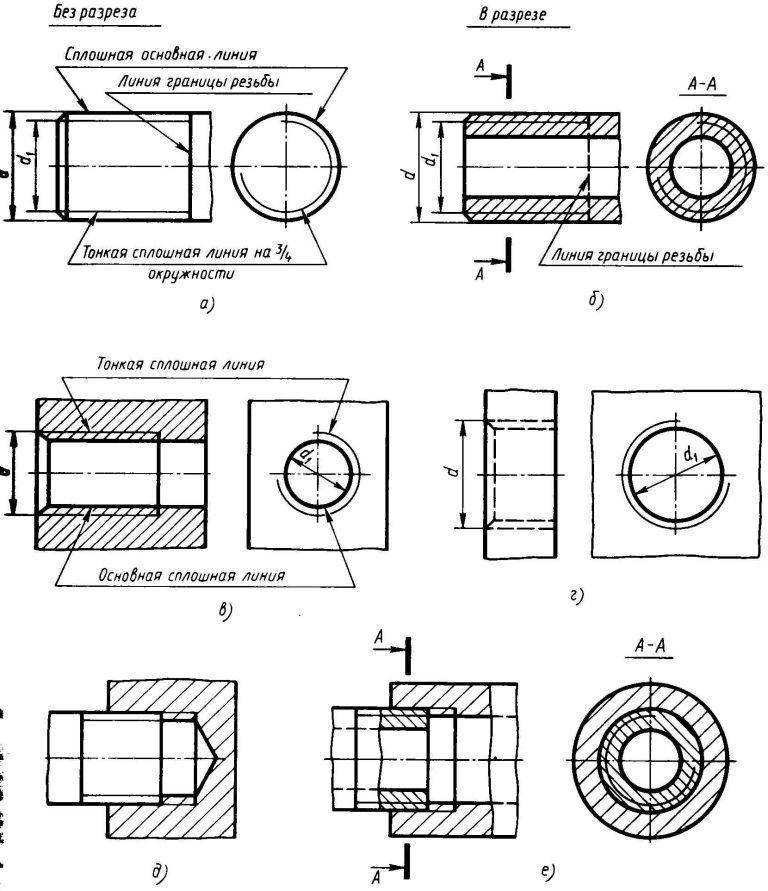
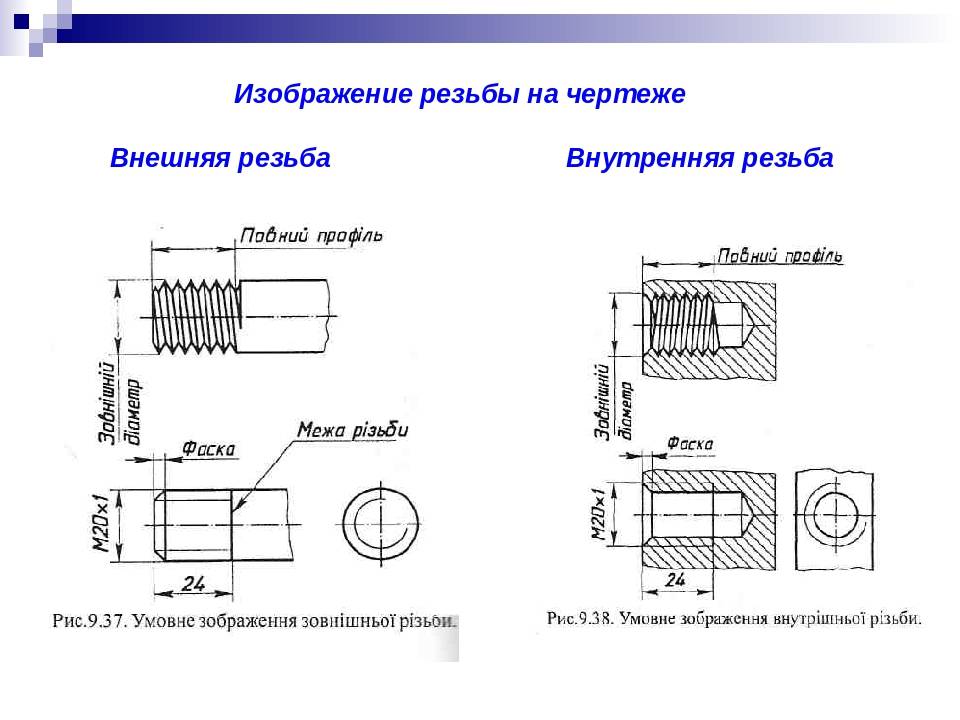
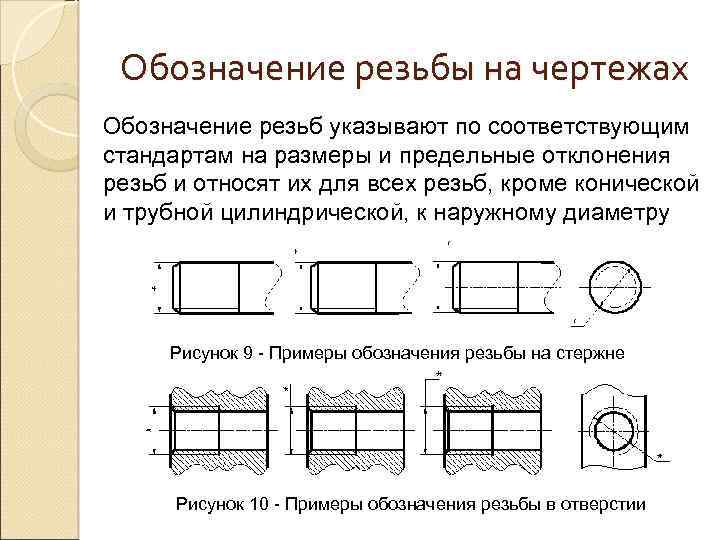
Построение точного изображения витков резьбы требует много времени, поэтому его применяют в редких случаях. Согласно ГОСТ 2.311 — 68* (СТ СЭВ 284—76), на чертежах резьбу изображают условно, независимо от профиля резьбы: на стержне — сплошными основными линиями по наружному диаметру резьбы и сплошными тонкими — по внутреннему, на всю длину резьбы, включая фаску (рис. 8.18, а). На изо-бражениях, полученных проецированием на плоскость, перпендикулярную оси стержня, по внутреннему диаметру резьбы проводят дугу сплошной тонкой линией, равную 3/4 окружности и разомкнутую в любом месте. На изображениях резьбы в отверстии сплошные основные и сплошные тонкие линии как бы меняются местами (рис. 8.18,6).
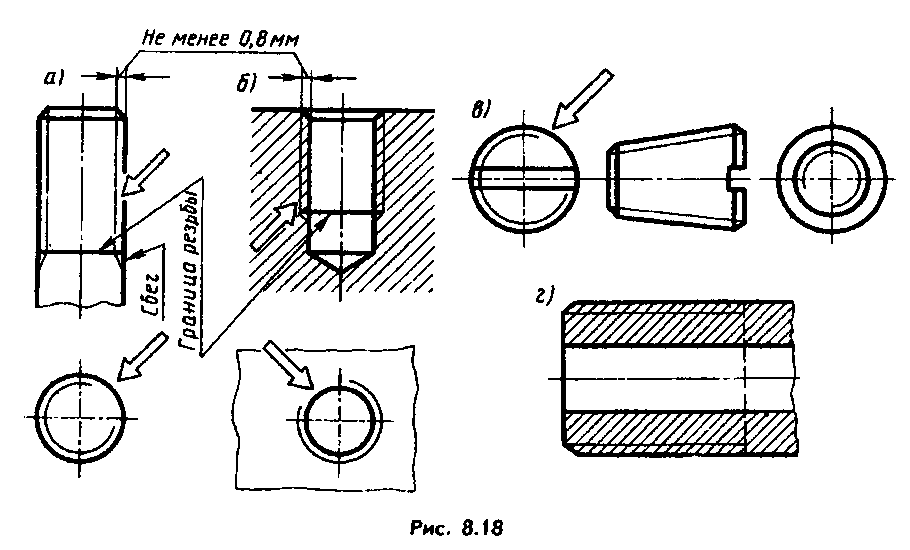
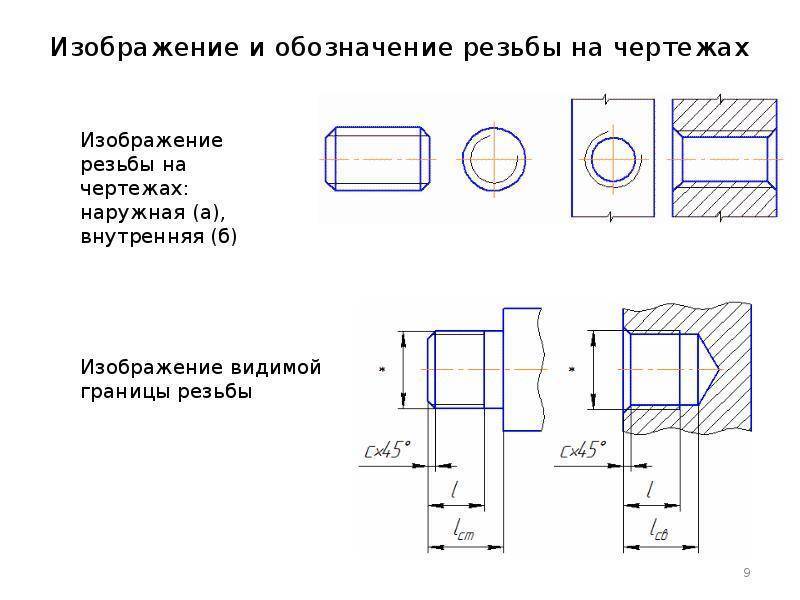
Сплошную тонкую линию наносят на расстояние не менее 0,8 мм от основной линии (рис. 8.18), но не более шага резьбы.Штриховку в разрезах доводят до линии наружного диаметра резьбы на стержне (рис. 8.18, г) и до линии внутреннего диаметра в отверстии (рис 8.18,6).Фаски на стержне с резьбой и в отверстии с резьбой, не имеющие специального конструктивного назначения, в проекции на плоскость, перпендикулярную оси стержня или отверстия, не изображают (рис. 8.18). Границу резьбы на стержне и в отверстии проводят в конце полного профиля резьбы (до начала сбега) основной линией (или штриховой, если резьба изображена как невидимая, рис. 8.19), доводя ее до линий наружного диаметра резьбы.При необходимости сбег резьбы изображают тонкими линиями, проводимыми примерно под углом 30° к оси (рис. 8.18, а, б).
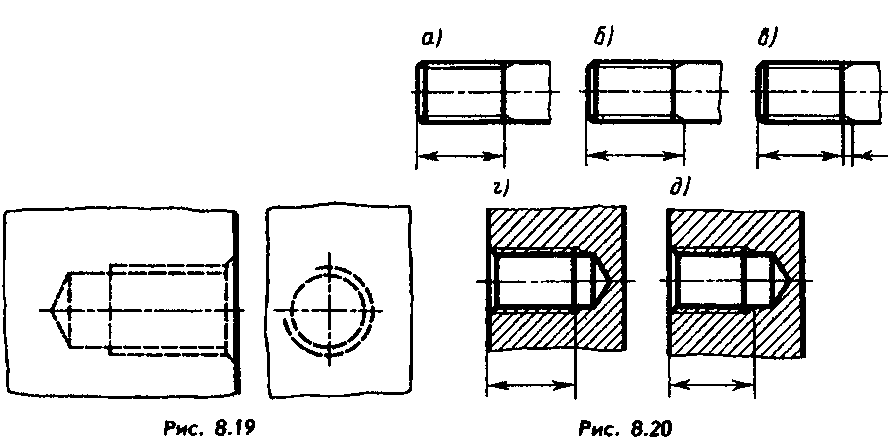
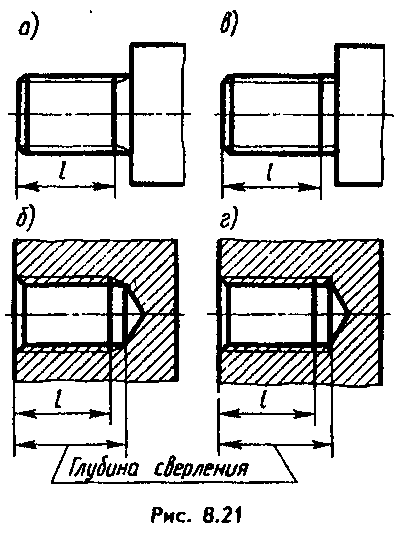
Резьбу, показываемую как невидимую, изображают штриховыми линиями одной толщины по наружному и внутреннему диаметрам (рис. 8.19).Длиной резьбы называют длину участка детали, на котором образована резьба, включая сбег и фаску. Обычно на чертежах указывают только длину l резьбы с полным профилем (рис. 8.20, а). Если имеется проточка, наружная (см. рис. 8.16, г) или внутренняя (см. рис. 8.17), то ее ширину также включают в длину резьбы.При необходимости указания сбега или длины резьбы со сбегом размеры наносят, как показано на рис. 8.20, б, в.Недорез резьбы, выполненный до упора, изображают, как показано на рис. 8.21, а, б. Допустимы варианты «в» и «г».
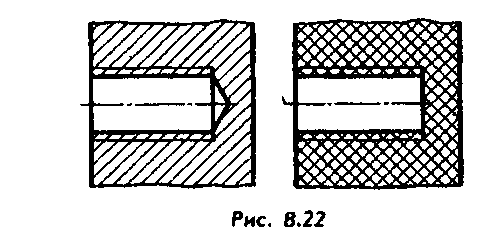
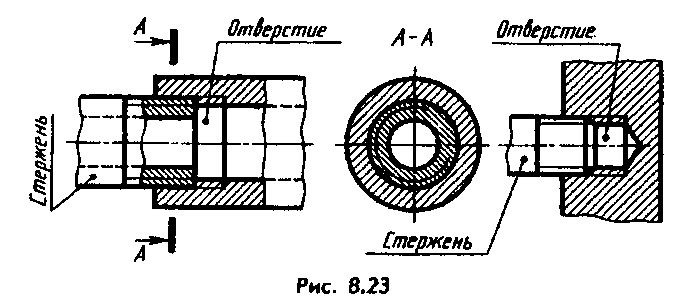
На чертежах, по которым резьбу не выполняют (на сборочных чертежах), конец глухого отверстия допускается изображать по рис. 8.22 На разрезах резьбового соединения в изображении на плоскости, параллельной его оси, в отверстии показывают только ту часть резьбы, которая не закрыта резьбой стержня (рис. 8.23).
Различают резьбы: общего назначения и специальные предназначенные для применения на изделиях определенных видов; крепежные, предназначенные, как правило, для неподвижного разъемного соединения составных частей изделия, и ходовые — для передачи движения. Преимущественно применяют правые резьбы, к обозначению левых резьб добавляют LH.В обозначениях многозаходных резьб указывают ход, а в скобках — шаг и его значение
Технические параметры
В соответствии с техническим заданием, требуются различные параметры дюймовой резьбы, что должны учитывать производители. Для этого выделяются технические параметры, по которым подбираются крепежи. К основным параметрам резьбы, по требованиям ГОСТ относят:
- Наружный диаметр. Это наибольшее расстояние между резьбовыми гребнями, которые располагаются напротив. Как правило, для его измерения достаточно обычного штангенциркуля.
- Внутренний диаметр. Такое же расстояние между так же расположенными впадинами резьбовой насечки.
- Шаг резьбы. Измеряется между соседними гребнями или впадинами резьбового соединения, от чего зависит число витков на единицу длины. Он должен строго соответствовать стандартам, быть одинаковым на всем протяжении резьбового участка, иначе выполнить соединение будет невозможно.
- По форме дюймовые резьбы делятся коническую и цилиндрическую. В цилиндрических диаметры не меняются, а в конических постепенно уменьшаются к наружной части.
- Направление нарезки. Резьба может быть правосторонняя или левосторонняя.
- Профиль. Это высота резьбовых витков, определяется как разница между размерностями наружного и внутреннего диаметра.
Таблица размеров и соответствия основных параметрических характеристик дюймовых крепежей согласно стандартам UNC:
Типоразмер | Наружный диаметр, дюймов | Наружный диаметр, мм | Диаметр сверления, мм mm | Число витков на дюйм | Шаг, мм |
N 1 – 64 UNC | 0,073 | 1,854 | 1,50 | 64 | 0,397 |
N 2 – 56 UNC | 0,086 | 2,184 | 1,80 | 56 | 0,453 |
N 3 – 48 UNC | 0,099 | 2,515 | 2,10 | 48 | 0,529 |
N 4 – 40 UNC | 0,112 | 2,845 | 2,35 | 40 | 0,635 |
N 5 – 40 UNC | 0,125 | 3,175 | 2,65 | 40 | 0,635 |
N 6 – 32 UNC | 0,138 | 3,505 | 2,85 | 32 | 0,794 |
N 8 – 32 UNC | 0,164 | 4,166 | 3,50 | 32 | 0,794 |
N 10 – 24 UNC | 0,190 | 4,826 | 4,00 | 24 | 1,058 |
N 12 – 24 UNC | 0,216 | 5,486 | 4,65 | 24 | 1,058 |
1/4″ – 20 UNC | 0,250 | 6,350 | 5,35 | 20 | 1,270 |
5/16″ – 18 UNC | 0,313 | 7,938 | 6,80 | 18 | 1,411 |
3/8″ – 16 UNC | 0,375 | 9,525 | 8,25 | 16 | 1,587 |
7/16″ – 14 UNC | 0,438 | 11,112 | 9,65 | 14 | 1,814 |
1/2″ – 13 UNC | 0,500 | 12,700 | 11,15 | 13 | 1,954 |
9/16″ – 12 UNC | 0,563 | 14,288 | 12,60 | 12 | 2,117 |
5/8″ – 11 UNC | 0,625 | 15,875 | 14,05 | 11 | 2,309 |
3/4″ – 10 UNC | 0,750 | 19,050 | 17,00 | 10 | 2,540 |
7/8″ – 9 UNC | 0,875 | 22,225 | 20,00 | 9 | 2,822 |
1″ – 8 UNC | 1,000 | 25,400 | 22,25 | 8 | 3,175 |
1 1/8″ – 7 UNC | 1,125 | 28,575 | 25,65 | 7 | 3,628 |
1 1/4″ – 7 UNC | 1,250 | 31,750 | 28,85 | 7 | 3,628 |
1 3/8″ – 6 UNC | 1,375 | 34,925 | 31,55 | 6 | 4,233 |
1 1/2″ – 6 UNC | 1,500 | 38,100 | 34,70 | 6 | 4,233 |
1 3/4″ – 5 UNC | 1,750 | 44,450 | 40,40 | 5 | 5,080 |
2″ – 4 1/2 UNC | 2,000 | 50,800 | 46,30 | 4,5 | 5,644 |
2 1/4″ – 4 1/2 UNC | 2,250 | 57,150 | 52,65 | 4,5 | 5,644 |
2 1/2″ – 4 UNC | 2,500 | 63,500 | 58,50 | 4 | 6,350 |
2 3/4″ – 4 UNC | 2,750 | 69,850 | 64,75 | 4 | 6,350 |
3″ – 4 UNC | 3,000 | 76,200 | 71,10 | 4 | 6,350 |
3 1/4″ – 4 UNC | 3,250 | 82,550 | 77,45 | 4 | 6,350 |
3 1/2″ – 4 UNC | 3,500 | 88,900 | 83,80 | 4 | 6,350 |
3 3/4″ – 4 UNC | 3,750 | 95,250 | 90,15 | 4 | 6,350 |
4″ – 4 UNC | 4,000 | 101,600 | 96,50 | 4 | 6,350 |
Важно знать, что при выборе резьбового элемента, его параметры обязаны указываться в техническом задании, на чертежах и другой документации. Только это может гарантировать надежность при соединении конструктивных элементов
Назначение резьбы и ее элементы
Назначение рассматриваемого крепежного элемента заключается в соединении и фиксации отдельных элементов. Рассматриваемые изделия могут быть предназначены для передачи вращения или некоторых усилий. Основными элементами можно назвать:



- Профиль рассматривается в сечении, которое образуется при прохождении через ось. Другими словами, создаваемая ось рассекает изделие по полам, в результате чего отображается определенная форма. На основе полученного изображения можно определить некоторые другие наиболее важные параметры.
- Витком называют часть поверхности, которая образуется при полном обороте. В некоторых случаях указывается число витков рабочей части. Определить этот показатель можно при делении протяженности рабочей части на показатель шага.
- Угол профиля образуется между боковыми сторонами. В некоторых случаях этот параметр указывается на чертежах. Для обозначения угла применяется плоскость, проходящая через ось изделия.
- Шаг резьбы считается наиболее важным параметром, который указывается в технической документации и на чертежах. Подобный параметр определяет расстояние между параллельными точками двух рядом лежащих впадин. В метрических указанное расстояние обозначается в миллиметрах.
- Высота профиля считается также важным параметром. Он учитывается при проектировании различных изделий. Высота профиля – расстояние, которое образуется между вершиной витков и основанием. С увеличением этого параметра существенно повышается прочность получаемого соединения, но усложняется процесс свинчивания.
- Наружный, средний и внутренний диаметр. На чертежах и в другой технической документации, как правило, указывается наружный диаметр – диаметральный размер, который описывает около резьбовую поверхность. Другие показатели учитываются крайне редко, но также заносятся в специальные таблицы.
Элементы резьбы
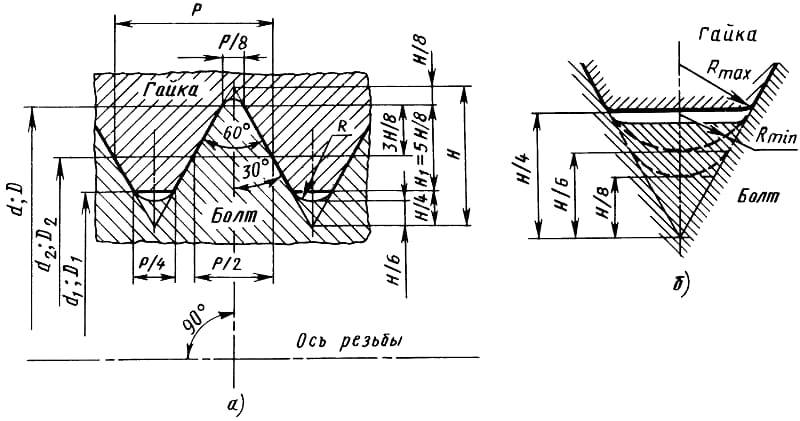
Схематическое изображение элементов резьбы
Некоторые из приведенных выше параметров указываются на чертежа специальными обозначениями, другие можно найти в специальной технической документации. При нарезании витков уделяется информация наружному диаметру и шагу их расположения.
Стандартная резьба правая или левая — Металлы, оборудование, инструкции

04.09.2017
Резьба относится к основным элементам резьбового соединения и имеет вид спирали, образуемую по винтовой линии на конической/цилиндрической поверхности и имеющая постоянный шаг.
Резьба трубная подразделяется на классы:
1.По форме поверхности: коническая и цилиндрическая
2.По единице измерения диаметра: дюймовая и метрическая
3.По расположению рузьбы: наружная и внутренняя
4.По форме профиля: круглая, треугольная, прямоугольная, трапецеидальная
5.По назначению: ходовая, крепежная, крепежно-уплотнительная и пр.
6.По направлению резьбы: правая и левая
7. По числу заходов: одно и многозаходная
Конусная резьба обеспечивает герметичность и стопорение резьбы без использования дополнительных инструментов. Уплотнение при сопряжении деталей с конической резьбой происходит за счет деформации (сминания) резьбы.
В зарубежной технике наиболее распространен стандарт метрический резьбы ISO. Применимы и другие стандарты, отличающиеся разными системами мер и способом задания размера резьбы в разных странах, а также спецификой сфер применения резьб.
Внутренняя и внешняя резьба совместимы при совпадении шага и номинального диаметра.
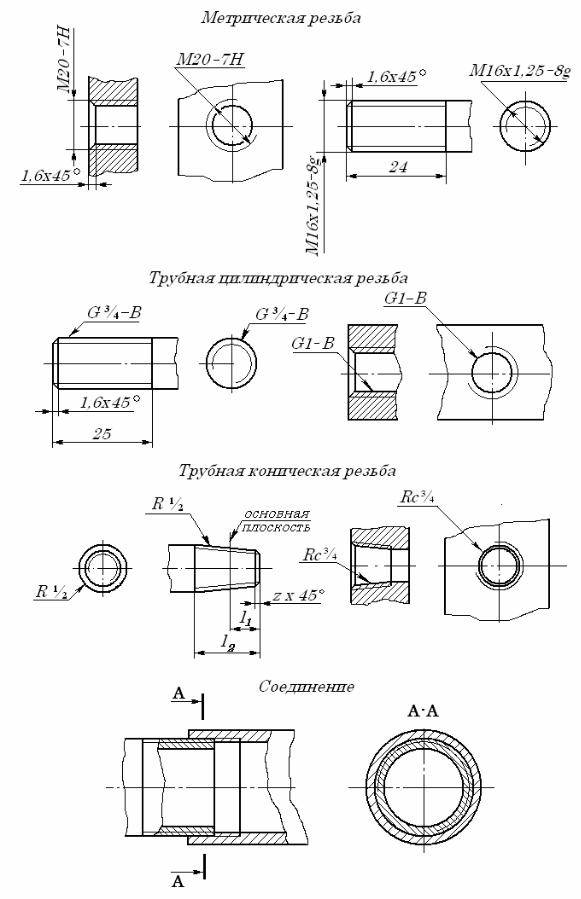
Обозначение резьбы, как правило, имеет буквенное обозначение типа резьбы и номинальный ее диаметр. Дополнительно в обозначение могут быть включены шаг резьбы или TPI – число витков на 1 дюйм, для многозаходной резьбы — число заходов, диаметр отверстия под резьбу, левая или правая резьба.
В резьбах, выполненных по стандарту DIN, вперед может быть вынесено обозначение номинального диаметра.
Стандартные резьбы. Обозначения
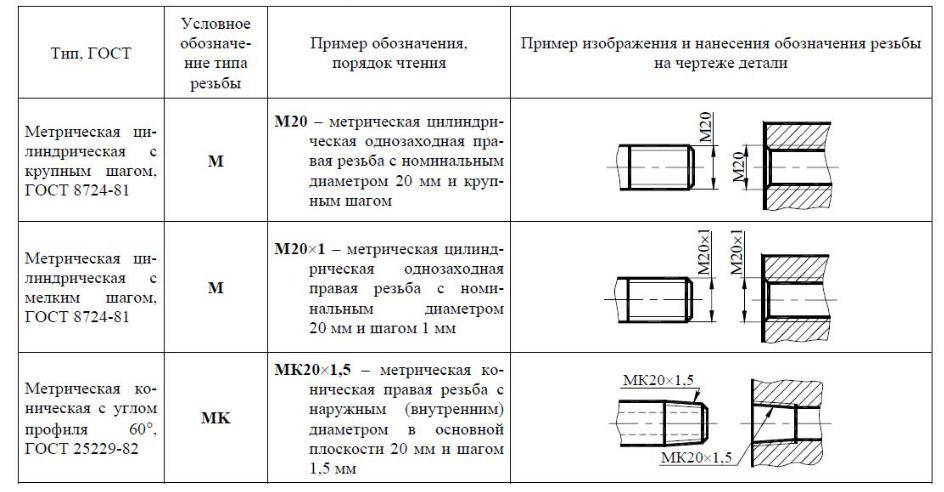
Стандарт распространяется на метрические резьбы общего назначения и устанавливает их диаметры от 0,25 до 600 мм и шаги от 0,075 до 8 мм Основной профиль по ГОСТ 9150-2002 (ИСО 68-1-98)
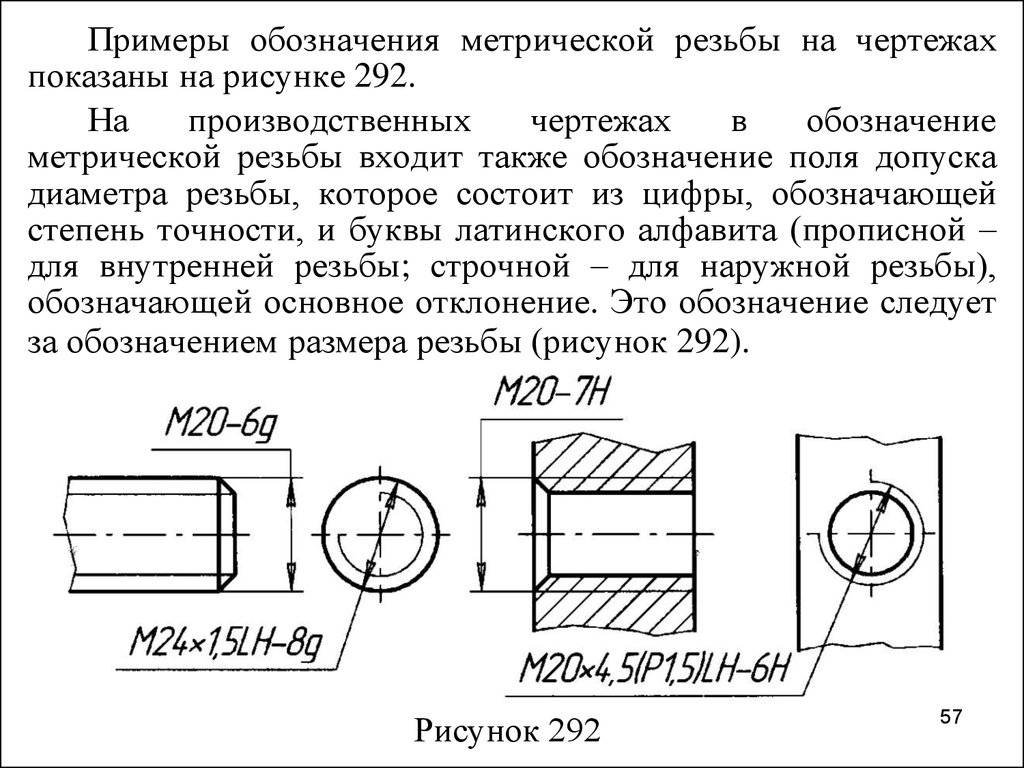
В условное обозначение размера резьбы должны входить: буква М, номинальный диаметр резьбы и шаг резьбы, выраженные в миллиметрах и разделенные знаком « х ». Пример: М8х1,25Крупный шаг в обозначении резьбы может быть опущен.
Пример: М8
Условное обозначение левой резьбы должно дополняться буквами LH Пример: M8х1 — LH Многозаходная резьба должна обозначаться буквой М, номинальным диаметром резьбы, знаком х, буквами Ph, значением хода резьбы, буквой Р и значением шага.Пример условного обозначения двухзаходной резьбы с номинальным диаметром 16 мм, ходом 3 мм и шагом 1,5 мм:
М16хРh3Р1,5
То же, для левой резьбы:
M16хРh3Р1,5 — LH
Для большей ясности в скобках текстом может быть указано число заходов резьбы. Пример: M16хPh3P1,5 (два захода)
ГОСТ 11709-81
Стандарт распространяется на метрическую резьбу диаметрами от 1 до 180 мм для деталей из пластмасс, соединяемых с пластмассовыми и металлическими деталями, и устанавливает профиль, основные размеры, допуски и предельные отклонения размеров такой резьбы
Правила простановки допусков
В паре сопрягающихся деталях различают поверхности: охватывающую (отверстие) и охватываемую (вал).
Существует условное деление по вариантам соединений. При гладком цилиндрическом охватывающие детали сопряжения круглые и имеют форму цилиндра. Другой вид: плоское с параллельными плоскостями. Здесь соединительные элементы расположены в параллельных по отношению друг к другу плоскостях. В первом случае под размером подразумевается диаметр, во второй вариации за размер берётся расстояние между параллельными поверхностями.
Действительный размер после измерения может иметь допустимую погрешность и должен находиться в интервале между максимальным и минимальным размерами, которые являются двумя предельными значениями.
При разработке следует помнить, что неизменно имеется погрешность в точности изготовления. Существующее небольшое отклонение составляет разность между самим размером в действительности и его номинальным значением.
Бывает верхнее и нижнее предельные отклонения. Разность между наибольшим и наименьшим пределами считается допуском.
В зависимости от простановки допусков соединения деталей бывают трёх типов:
- с зазорами;
- с натягами;
- переходные.
Посадка сопрягаемых деталей с зазором позволяет более свободное относительное перемещение, натяг ограничивает эту свободу. В случае когда посадка рассчитана с зазором, размер охватывающего элемента, а именно отверстия больше охватываемого, то есть вала, и наоборот: при натяге количественные параметры вала преобладают над аналогичными в отверстиях. Переходные посадки предполагают получение как натягов, так и зазоров.
Поля допусков основных отверстий и валов обозначают буквами А и В с числовым индексом класса точности. Обозначения других полей устанавливают в стандартах на допуски и посадки и прописаны в сводных таблицах.
При невыполнимости контроля допусков используются справочные размеры. Они помечаются звёздочкой, а в технических требованиях указывается ссылка на то, что размер приведён для справок. К ним относятся:
- величины деталей из листового материала и определяемые толщиной исходного листа;
- один из размеров замкнутой размерной цепи;
- данные с изделий-заготовок;
- размеры на сборочном чертеже и др.
Отклонения размеров нужно вписывать после номинальных величин. Если не требуется особая точность изготовления, то для упрощения допуски можно не указывать на поле чертежа, достаточно сделать запись в технических требованиях чертежа с указанием квалитета: неуказанные предельные отклонения размеров: Н 14, h 14.
Нормативная документация
ГОСТ 8724
В этом документе определены параметры шага и диаметра метрической резьбы. Его требования распространяются на изделия с диаметрами от 0,25 до 600 мм. На сегодня имеет силу ГОСТ 8724-2002. Проектировщики, занимающиеся подбором метрической резьбы для деталей и узлов в любой отрасти должны руководствоваться требованиями этого документа.
Кроме указанного нормативного документа, проектировщики и технологи должны знать и применять на практике следующие нормативные документы:
- ГОСТом 9150 2002 – определяет параметры профиля метрической резьбы и левой, и правой;
- ГОСТ 16093 – нормирует предельные размеры диаметров и шагов, устанавливает допуски на них действующие;
Надо понимать, что все применяемые резьбы стандартизированы. Кроме того, существуют резьбы, параметры, которых определены в заводских нормалях (стандартах предприятия). Такие нормали, применяют в автомобильной и авиационной отраслях промышленности.
Геометрические параметры
У резьбовых деталей есть большое количество различных геометрических параметров, которые полностью характеризуют изделие. В упрощённом виде они выглядят следующим образом:
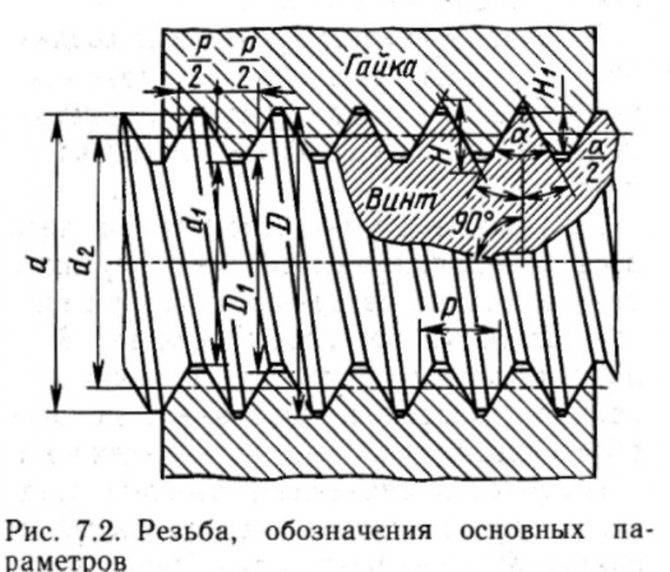
- Номинальный диаметр. Маркировка в этом случае происходит с помощью букв D и d. Расшифровка первого варианта подразумевает наружную резьбу, а второго — внутреннюю.
- Среднее сечение. Для него применяются обозначения D2 и d2.
- Внутренний диаметр в зависимости от расположения (внутреннего или наружного) имеет маркировку D1 и d1.
- Внутреннее сечение болта. Используется при расчётах напряжений, которые возникают в структуре металла.
- Шаг резьбы. Это расстояние между одинаковыми точками на соседних витках. Существуют стандартные для сечения изделия и уменьшенные параметры. Во втором случае для обозначения используется буква P.
- Высота треугольника. Этот параметр формирует профиль и имеет маркировку H.
Также есть классификация резьбовых стыков. Она основана на геометрических параметрах, расположении значимых элементов на изделии и сфере применения.
Типы конструкций и их обозначения:

- Метрическая — M.
- Цилиндрическая — MJ.
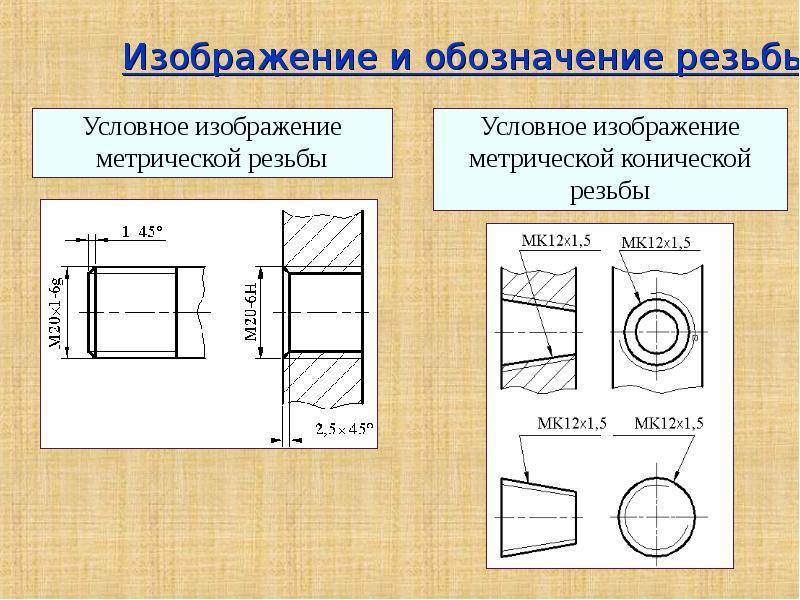
- Метрическая коническая — MK.
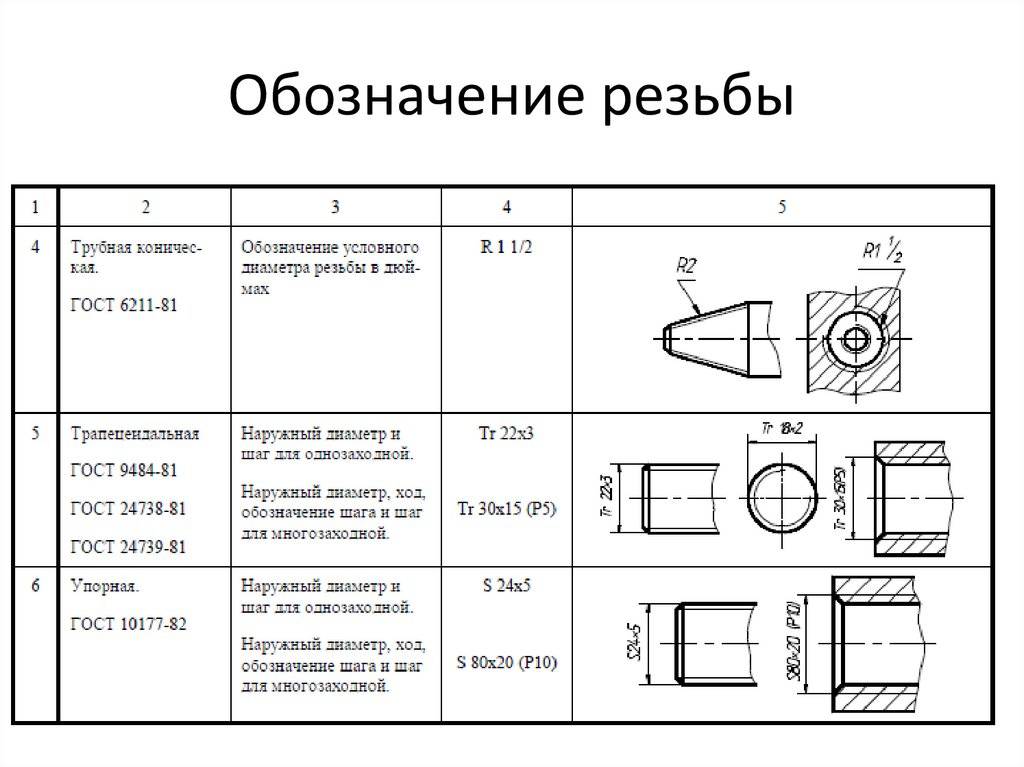
- Трапецеидальная — Tr.
- Круглая — Kp.
- Трубная цилиндрическая — G.
- Упорная — S.
- Дюймовая цилиндрическая — UTS.
- Трубная коническая — R.
- Упорная усиленная — S45.
- Дюймовая — BSW.
- Эдисона круглая — E.
- Дюймовая коническая — NPT.
Коническая резьба NPT/NPTF: основные характеристики и стандарты
Внешний вид конической NPT резьбы Резьба NPT/NPTF (с англ. national pipe taper/national pipe tapered fuel) представляет собой американский стандарт на конусную трубную резьбу. Этот стандарт применятся к трубам и арматурным изделиям, которые изготовлены в США.
Конусная трубная резьба NPT соответствует ГОСТу 6111-52 «Резьба коническая дюймовая с углом профиля 60 градусов», который действует на территории большинства стран СНГ.
Национальная ассоциация по гидравлическим приводам Соединенных Штатов не советует использовать стандарты NPT и NPTF в гидравлике. Но несмотря на это применение этих стандартов очень распространено.
Схема NPT резьбы
Виды дюймовой резьбы:
- NPT – резьба с конусностью 1:16 и углом профиля 60°. Такая резьба соответствует стандартам ANSI B1.21.1, FED-STD-H28/7 .
- NPS – цилиндрическая резьба.
- NPTF – герметичная дюймовая резьба с углом профиля 60°, уплотнение происходит за счет смятия резьбы. Этот вид дюймовой резьбы соответствует стандартам SAE J476, ANSI B1.20.3, FED-STD-H28/8.
Основные параметры самых распространенных резьбовых соединений NPTF:
| Номинальный диаметр, дюйм | Основной диаметр, мм | Отверстие под резьбу, мм | Число витков на дюйм | Шаг, мм |
| NPTF 1/16″ | 7.870 | 6.00 | 27 | 0.940 |
| NPTF 1/8″ | 10.217 | 8.25 | 27 | 0.940 |
| NPTF 1/4″ | 13.577 | 10.70 | 18 | 1.411 |
| NPTF 3/8″ | 17.016 | 14.10 | 18 | 1.411 |
| NPTF 1/2″ | 21.211 | 17.40 | 14 | 1.814 |
| NPTF 3/4″ | 26.566 | 22.60 | 14 | 1.814 |
| NPTF 1″ | 33.195 | 28.50 | 11.5 | 2.209 |
| NPTF 1 1/4″ | 41.952 | 37.00 | 11.5 | 2.209 |
| NPTF 1 1/2″ | 48.021 | 43.50 | 11.5 | 2.209 |
| NPTF 2″ | 60.060 | 55.00 | 11.5 | 2.209 |
| NPTF 2 1/2″ | 72.642 | 65.50 | 8 | 3.175 |
| NPTF 4″ | 113.913 | 107.00 | 8 | 3.175 |
Основные параметры самых распространенных резьбовых соединений NPT:
| Номинальный диаметр, дюйм | Основной диаметр, мм | Отверстие под резьбу, мм | Число витков на дюйм | Шаг, мм |
| NPT 1/16″ | 7.870 | 6.00 | 27 | 0.940 |
| NPT 1/8″ | 10.217 | 8.25 | 27 | 0.940 |
| NPT 1/4″ | 13.577 | 10.70 | 18 | 1.411 |
| NPT 3/8″ | 17.016 | 14.10 | 18 | 1.411 |
| NPT 1/2″ | 21.211 | 17.40 | 14 | 1.814 |
| NPT 3/4″ | 26.566 | 22.60 | 14 | 1.814 |
| NPT 1″ | 33.195 | 28.50 | 11.5 | 2.209 |
| NPT 1 1/4″ | 41.952 | 37.00 | 11.5 | 2.209 |
| NPT 1 1/2″ | 48.021 | 43.50 | 11.5 | 2.209 |
| NPT 2″ | 60.060 | 55.00 | 11.5 | 2.209 |
| NPT 2 1/2″ | 72.642 | 65.50 | 8 | 3.175 |
| NPT 4″ | 113.913 | 107.00 | 8 | 3.175 |
| NPT 5″ | 141,300 | 134,384 | 8 | 3.175 |
| NPT 6″ | 168,275 | 161,191 | 8 | 3.175 |
| NPT 8″ | 219,075 | 211,673 | 8 | 3.175 |
| NPT 10″ | 273,050 | 265,311 | 8 | 3.175 |
| NPT 12″ | 323,850 | 315,793 | 8 | 3.175 |
Для создания NPT (NPTF) соединения применяются специальные резьбонарезные установки с метчиком (плашкой или резьбонарезной головой).
БРЕКЗИТ предлагает вашему вниманию оборудование, с помощью которого вы сможете качественно нарезать NPT (NPTF) резьбу на трубах и заготовках:
- Резьбонарезные головы от 1/2 до 2 дюймов. Предназначены для качественной высокопроизводительной нарезки резьбы. Безопасная и быстрая замена.
- Ручные резьбонарезные клуппы от 1/2 до 1.1/4 дюймов. Предназначены для нарезания трубной конической резьбы на водопроводных, электрических или газовых трубах. Обладает высокой производительностью и удобный в транспортировке.
- Ручные резьбонарезные клуппы от 1/2 до 2 дюймов. Могут широко использоваться при монтаже оборудования и в строительной промышленности, идеально подходят для повышения производительности труда, сокращения времени строительства, обеспечения его качества, а также снижения интенсивности труда.
- Электрические резьбонарезные станки от 1/2 до 2 дюймов. Высокопроизводительный резьбонарезной станок для мобильного и стационарного использования. Подходит для долговременной эксплуатации в интенсивном режиме в цехе и на стройплощадке, применяется при монтаже систем отопления и водоснабжения и в серийном производстве. Станок нарезает точную резьбу очень высокого качества.
- Электрические резьбонарезные станки от 1/2 до 3 дюймов. Станок предназначен для нарезки винтовой и цилиндрической резьбы на трубах. Используется для изготовления точных, надежных резьбовых соединений на трубах и болтах в соответствии с нормами. Он рассчитан на длительное промышленное использование.
- Электрические резьбонарезные станки от 1/2 до 4 дюймов. Станок предназначен для нарезки трубной и метрической резьбы. Используется для изготовления точных, надёжных резьбовых соединений на трубах и шпильках в соответствие с нормами.
Резьба NPT используется в соединениях с повышенными требованиями к герметичности. Соединения с такой резьбой способны выдерживать сильное давление циркулирующей среды по трубопроводу.
Чтобы купить оборудование для нарезания конической резьбы NPT (NPTF) на трубах, свяжитесь с менеджерами БРЕКЗИТ по контактным телефонам: +375 (17) 256-22-55, +375 (29) 602-00-80, +375 (29) 766-07-00, мы подробно расскажем об особенностях работы, устройстве и специфике данного типа оборудования.
Типы резьбы
Для дюймовой резьбы диаметр обозначается в дюймах (дюйм равен 25,4 миллиметра) и простых дробных долях дюйма, а шаг -в числе витков, помещающихся в одном дюйме.
Есть еще один важный момент — т. н. «трубный дюйм». К дюймовому значению внутреннего диаметра трубы добавляется толщина ее стенок. Для внутреннего диаметра в один дюйм получается 33,29 миллиметра. Труба ½ дюйма, соответственно, будет иметь наружный диаметр 21,25 миллиметра
Трубная резьба дюймовая
Для метрической резьбы диаметр обозначается в миллиметрах, в миллиметрах обозначается и шаг — расстояние между соседними витками. Расстояние это измеряется между гребнями или между впадинами профиля.
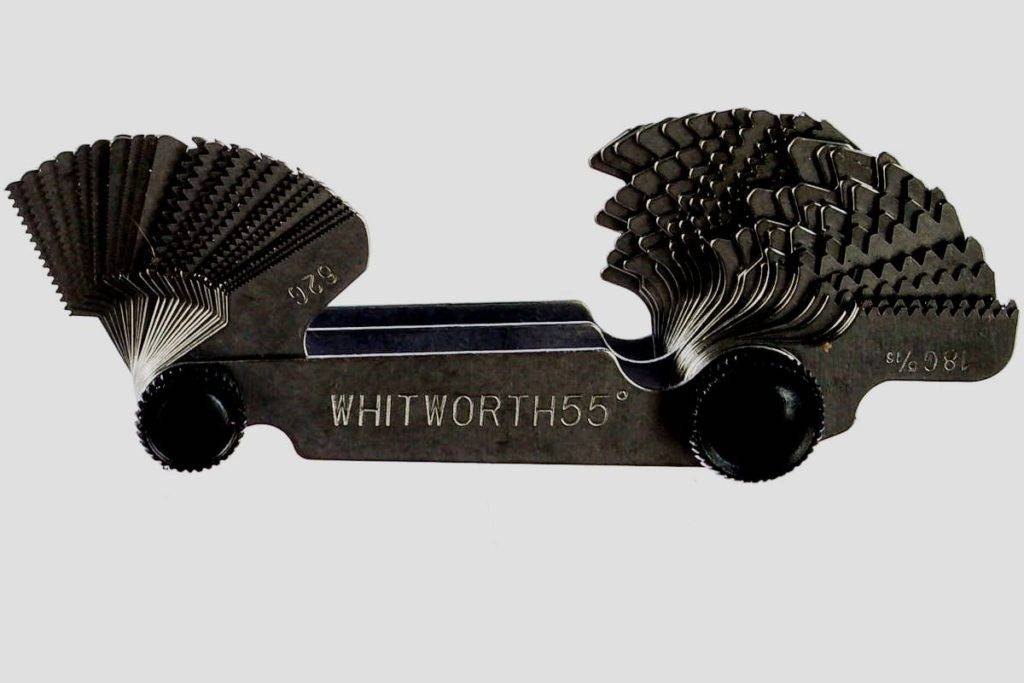
Кроме нюансов обозначения, дюймовым профилям присущи более острые гребни и впадины и немного закругленные вершины зубцов. В основе метрического профиля лежит равносторонний треугольник с углами по 60° у дюймового профиля эти углы составляют 55°
Ввиду этого различия в профиле совместить метрическую и дюймовую резьбу в одном соединении не получится, потребуется специальный переходник.
Переходник от метрической резьбы к дюймовой
Кроме метрической и дюймовой, при соединениях труб применяется и круглая резьба, или так называемый профиль Эдисона. Профиль представляет чередование выпуклых и вогнутых дуг с одним и тем же радиусом. Круглая накатка обеспечивает большую износоустойчивость и применяется в соединениях, которые придется неоднократно свинчивать и развинчивать.
Наиболее популярной в сантехнике, трубах и арматуре уровня квартиры или дома является трубная цилиндрическая резьба. Самый популярный диаметр резьбы — ½ “
Схематическое изображение резьбы Эдисона
Широкое распространение получила также резьба ¼ “. Она применяется в креплениях для фото- и видеокамер, осветительной и другой вспомогательной фотоаппаратуры.