Каким должен быть флюс для меди?
Качественный флюс для пайки меди и труб соответствует нескольким требованиям:
- Сплошное равномерное покрытие рабочей зоны.
- Показатели вязкости и плотности ниже, чем у припоя, чтобы происходило полное замещение.
- Растворение оксидной пленки и защита металла от повторного окисления.
- Сохранение хорошей видимости шва.
- Химическая стабильность, флюс не должен разлагаться при нагревании.
- Легкое удаление шлама по завершению работ.
- Возможность работы на вертикальных участках.
По окончанию пайки остатки флюса тщательно удаляются растворителями.
Типы флюсов для меди
Флюсы отличаются своим химическим составом и свойствами. Например, для очистки металла от загрязнений и повышения текучести припоя используют борную кислоту, хлорид цинка, соляную кислоту. Для создания защитной пленки применяют канифоль, воск, различные смолы.
Для работы с медными трубами можно использовать различные типы флюсов:
- Жидкие. Вещества хранят в закрытых тубах, используют вместе с мягкими припоями.
- Порошковые. Сухие смеси, которые удобно хранить, но всегда удобно использовать при пайке.
- Флюс-пасты. Вещества продаются в готовом виде и могут использоваться сразу.
Флюсы отличаются и своими основными свойствами.
В зависимости от условий эксплуатации металлоизделия выбирают наиболее подходящий состав:
- Вещество с антикоррозионными свойствами. В состав флюса входят растворители и фосфор. При нагревании они взаимодействуют, образуя органические вещества. После работы шлам удаляется очень легко, без применения специальных средств.
- Вещество, обеспечивающее высокую чистоту и эстетичность шва. Флюс готовят на основе золота, этанола, вазелина или салициловой кислоты.
- Активированные флюсы. К этой группе соединений относят канифоль, буру. Бура плавится при нагревании до 70 ºС без выделения токсичных летучих веществ.
Распределение по химическому составу
Современный материал для пайки может быть мягким, который легко плавится. Существуют также тугоплавкие расходники, обладающие твердой структурой.
Мягкие легкоплавкие
К этой группе относятся:
- Чистый свинец — температура плавления расходного материала составляет 180-230 °C.
- Олово — расплавляется при 220 °C и создает пластичное, но прочное соединение.
- Медь и олово в количестве соответственно 3% и 97%. Это самый популярный материал, позволяющий выполнить прочный шов с высокой стойкостью перед коррозией.
- Медь с серебром — количество этих металлов в припое составляет соответственно 95% и 5%. Такой расходный материал позволяет надежно соединить элементы трубопроводных систем.
Мягкие припои используются при монтаже труб с диаметром 6-108 мм. С их помощью создаются швы, у которых ширина составляет 7-50 мм. Они применяются во время обустройство разных коммуникаций за исключением газовых сетей.
 Применение припоя
Применение припоя
Твердые тугоплавкие
К этой группе относятся:
- Медно-серебряный с цинком, содержащий металлы в количестве соответственно 30%, 44% и 26%. Соединение получается прочным, коррозионностойким, с хорошей теплопроводностью и высокой степенью пластичности.
- Медно-фосфорный с содержанием металла соответственно 94% и 6%. Во время его применения не нужно использовать флюс. Расходник позволяет получить надежное соединение, способное потерять эластичность, если у воздуха понизится температура.
- Серебряный, не использующийся без флюса. С помощью этого материала создаются пластичные, коррозионностойкие, надежные швы. Он продается по более высокой цене по сравнению с другими.
 Твердый припой для меди
Твердый припой для меди
Расходниками с высокой температурой плавления паяют трубопроводы, включая газопроводы, диаметром 12-159 мм. С их помощью также можно соединить трубы отопления и водопровода. Диаметр таких коммуникаций может составлять не менее 28 мм.
Правила применения газовых горелок для монтажа медных труб
На этапе подготовки важным моментом является обеспечение чистоты скрепляемых медных поверхностей. Применять для очистки абразивы не рекомендуется. Остатки грязи, смазочных материалов следует тщательно удалить, поскольку они будут препятствовать проникновению расплавленного припоя в полости.
Чтобы избежать попадания воздуха в шов, а также улучшить текучесть припоя и адгезию, используют специальные пасты или флюсы. Подходящий материал (есть разновидности для низко- и высокотемпературной пайки) тонким слоем равномерно наносится на место контакта.
Предварительный нагрев трубы равномерно производится по всей окружности, причем интенсивность пламени лучше уменьшить. Превышение температуры чревато снижением срока службы соединения.
Таким образом, последовательность действий выглядит следующим образом:
- Делается разметка, резка и зачистка медных изделий.
- Обработанный и расширенный (с учетом необходимых зазоров) под раструб стык собирается.
- На внутреннюю часть раструба и внешний участок второй трубы накладывается слой пасты (флюса).
- При помощи горелки место стыка прогревается. Контролировать температуру удобно по изменению оттенка флюса. Как только он начинает темнеть, пора вносить припой.
- Конец мягкой металлической проволоки подводится к месту стыка, при контакте с раскаленной трубой припой плавится и заполняет полости в раструбе.
- Труба постепенно проворачивается, пока шов не будет заполнен по окружности.
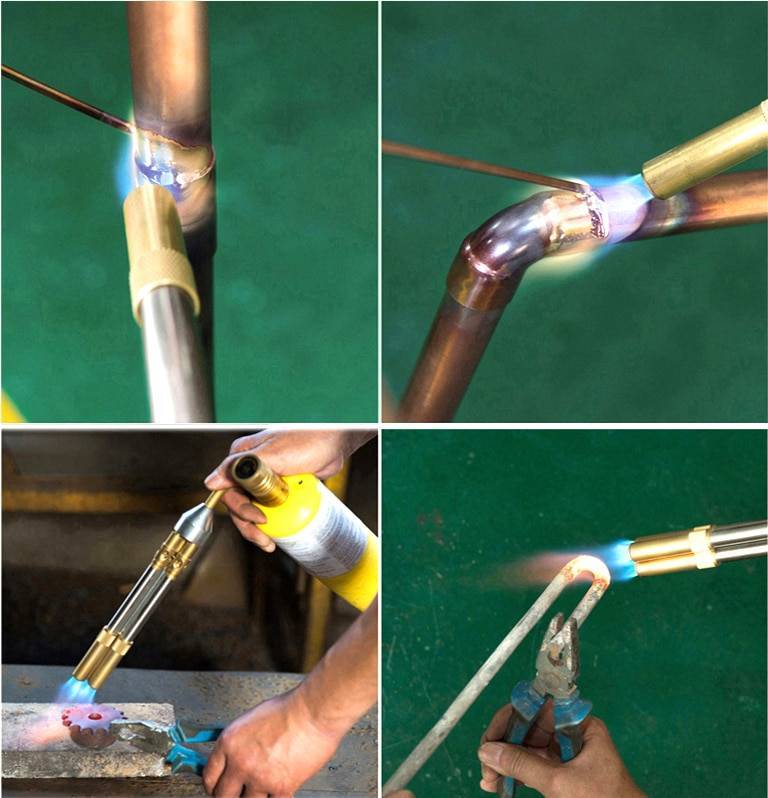
Для твердых сортов припоя, используемых при высокотемпературной сварке, технология несколько отличается. Сам припой нуждается в предварительном нагревании, чтобы обрести пластичность для наматывания вокруг трубы.
Если в области стыка остается ровный наплыв из застывшего припоя, это считается нормальным. Остатки пасты после окончания процесса необходимо убрать с поверхности трубы.
Хотя паяные соединения считаются неразборными, медный трубопровод при необходимости легко демонтировать. Достаточно таким же образом разогреть место стыка, припой расплавится, после чего трубы можно будет без труда разъединить.
Процесс спайки меди
Порядок действий зависит от выбранного способа сварки.
Низкотемпературная пайка
При использовании этого способа выполняют такие действия:
- Направляют пламя горелки на место соединения. Контактное пятно должно непрерывно перемещаться, что обеспечит равномерный прогрев.
- Подают припой в монтажный зазор. При достаточном нагреве мягкий материал начинает расплавляться.
- Отводят горелку, позволяя присадке распределиться по технологическому зазору. Если припой еще не расплавился, продолжают термическое воздействие. Разогревать присадочный материал отдельно не нужно: он должен плавиться под воздействием тепла, отдаваемого медью.
- Охлаждают место соединения естественным способом. До полного остывания припоя трогать спаянные детали нельзя.

В некоторых случаях горелку с пламенем заменяют электрическим паяльником. Порядок выполнения действий будет тем же, однако работы займут больше времени.
Использование горелки
Для соединения труб этим методом выполняют следующие действия:
- устанавливают элементы трубопровода в правильном положении;
- прогревают место стыковки;
- подают твердый присадочный материал к обрабатываемой области, размягчают его газовой горелкой;
- осматривают место соединения, оценивая правильность наложения присадки на основание (в процессе контроля трубу проворачивают, осматривая шов по всей протяженности).
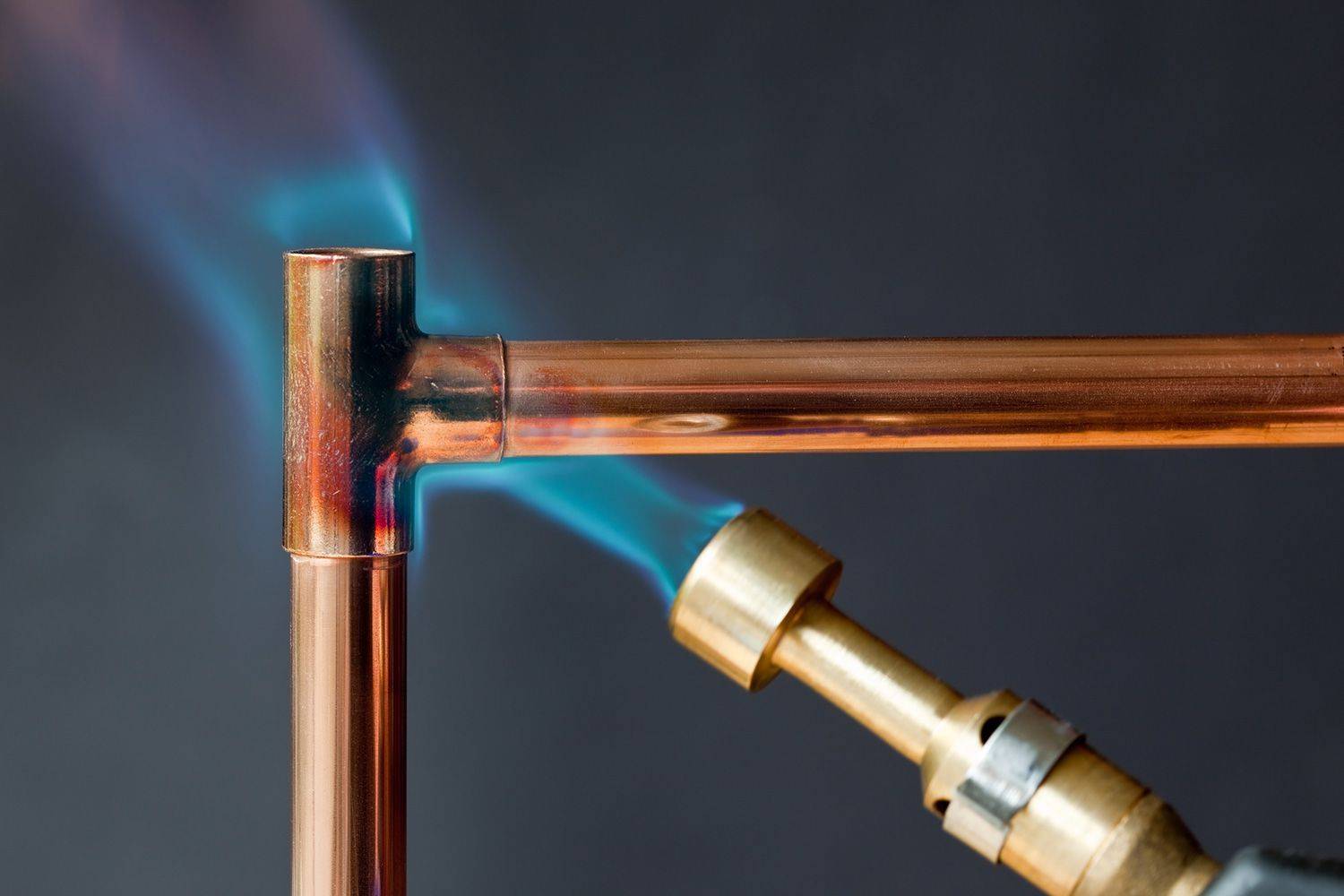
Специалисты советуют вести горелку вдоль шва быстро и равномерно. Время воздействия должно быть минимальным, горящий в приборе газ – давать синее пламя. О достижении необходимой температуры свидетельствует изменение цвета меди на темно-красный.
Что такое пайка, и зачем она
Все очень просто: пайка медных изделий нужна там, где они применяются – в водопроводных системах и системах охлаждения воздуха – современных кондиционерах. Ее применяют для монтажа или ремонтных работ медных деталей и заготовок.






Эта технология вполне по силам домашним любителям, а результат характеризуется исключительной надежностью и удивительной долговечностью.
Скрывать не будем, стоимость медных изделий не самая низкая, но все затраты полностью окупаются. Из них можно соорудить и отопительную систему, и водопроводную, и охлаждающую: все, где нужны крепкие трубы.
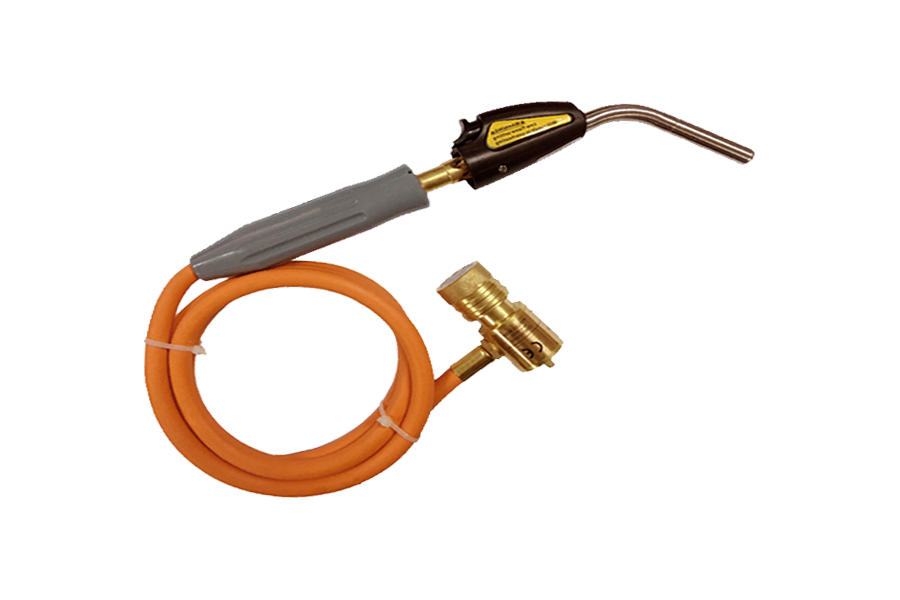
Устройство газовой горелки.
Вещи из меди, конечно, можно варить. Но самым оптимальным методом их соединения давно является пайка. Суть процесса простая, как хозяйственное мыло: заготовки скрепляются за счет специального расплавленного наполнителя, который называется припоем.
Плавят припой посредством высокой температуры. После того, как стык заполняется припоем, он начинает быстро остывать, формируя тем самым крепкое соединение с герметичными свойствами.
Еще одним значительным преимуществом данного способа соединения является возможность несложного разъединения деталей, если таковое понадобится по каким-либо причинам. Чтобы сделать это, нужно всего лишь снова нагреть припой до температуры плавления.
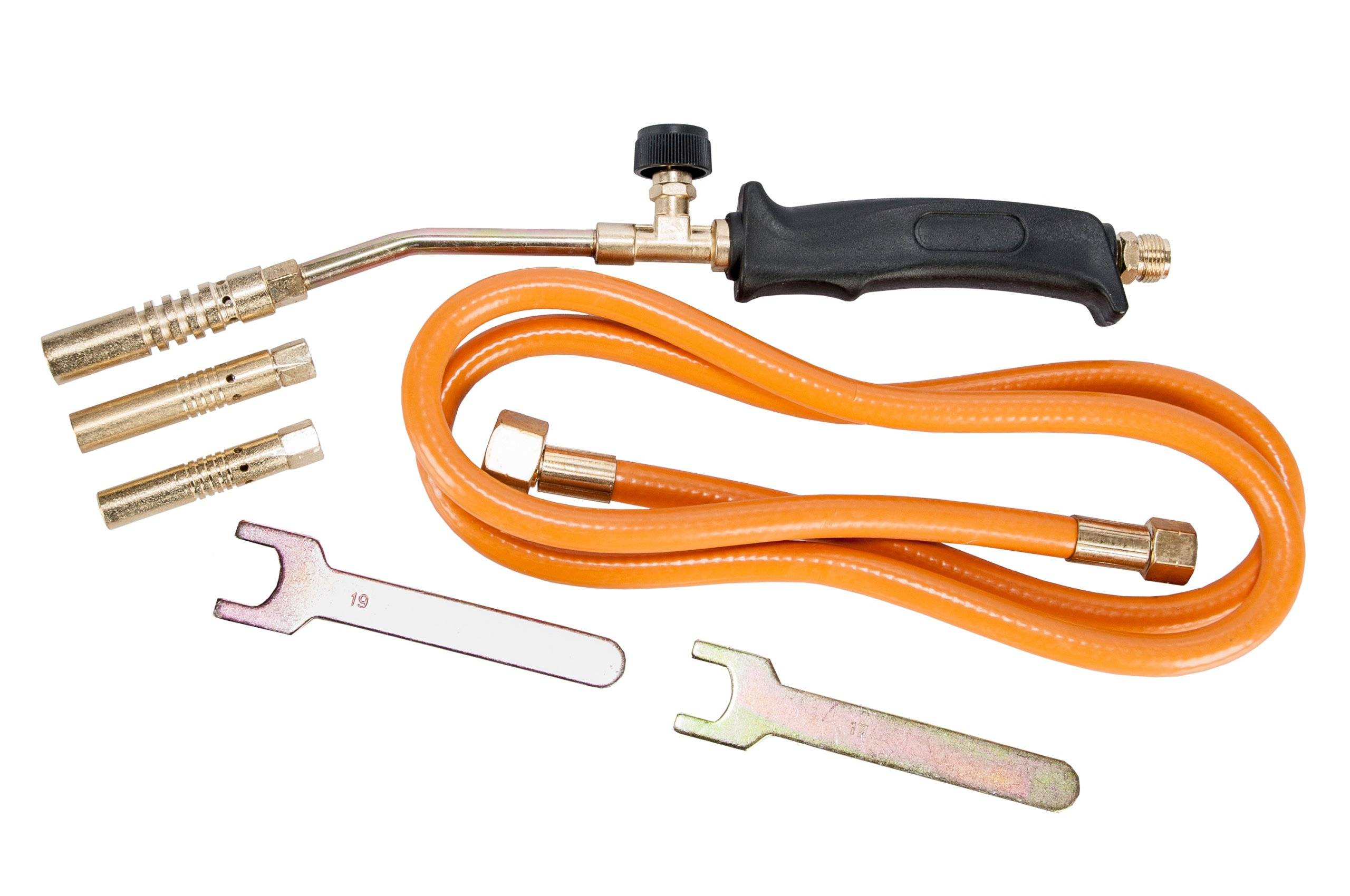
Что нужно иметь для пайки меди
Никакого дорогостоящего оборудования для пайки меди или особых расходных материалов не нужно, все очень просто.
Для пайки медных труб для домашнего пользования понадобится следующее:
- Нагревательный элемент в виде газовой горелки для нагрева и расплавления припоя.
Чаще всего используется пропан с регулируемым давлением. Можно использовать паяльник помощнее или строительный фен также с приличной мощностью. - Специальный резак для медных изделий.
Медь – металл весьма мягкий, поэтому резать ее нужно с нежностью из-за риска помять стенки. Такие резаки называются труборезами, они отличаются огромным разнообразием – на любой вкус. Модели на рынке предлагаются во всем многообразии, включая устройства для резки в самых труднодоступных местах. - Фитинги для пайки, если предполагаются сгибы не отожженных трубок.
- Расширитель для труб – также специальное устройство для увеличения диаметра медной трубы перед нагреванием, если это необходимо.
Такая возможность чрезвычайно важна, когда стыкуются изделия с размерами, немного не совпадающими по своим размерам. - Так называемый «фаскосниматель» — устройство, где название говорит само за себя.
Речь о снятии фасок с торцевых сторон трубок. Дело в том, что после обрезки на торцах могут образоваться металлические заусеницы. Они вовсе небезобидные, а даже наоборот — не дадут сформировать прочное и красивое стыковое соединение. Фаскосниматели бывают двух видов: в виде карандаша или круглые по форме. Предпочтительнее и удобнее в работе круглые: с их помощью можно убирать заусеницы с мягких медных изделий с диаметром вплоть до 36-ти мм. - Щетки и ершики со стальной щетиной для подготовки медных деталей: удаления грязи и оксидной пленки.
- Расходный материал для самого припоя.
Припои для пайки медных труб могут быть из двух видов проволоки: медная проволока с высокой температурой плавления, которая содержит небольшую долю в 6% фосфора. Второй вариант – проволока из олова, у которой температура плавления значительно ниже – около 350°С. - Пасты и специальные флюсовые смеси для защиты металла от образования дефектов в виде воздушных пузырей и лучшего сцепления между медью деталей и припоем.
Дополнительными вещами к основным инструментам для пайки медных труб будут неспецифические инструменты:
- измерительная лента или рулетка;
- строительный уровень;
- маркер и кисточка;
- молоток.
Перед началом пайки трубок необходимо решить принципиальный технологический вопрос: каким именно припоем будет вестись пайка? Твердым припоем в виде медной проволоки, который чаще используется в работах с кондиционерами и холодильникам?
Или использовать оловянную проволоку, которая отлично работает с трубами для отопления или водопроводной системой?
Инструменты и оборудование для пайки медных труб
Пайка представляет собой процесс получения неразъемного соединения посредством ввода в пространство между соединяемыми элементами расплавленного припоя.

Припой расплавляется от пламени газовой горелки и всегда обладает меньшей, чем у материала трубы, температурой плавления, что позволяет ему равномерно заполнять все полости и формировать ровный шов. Различают две разновидности пайки:
- Низкотемпературная. Припой плавится при разогреве до 400-450°С. Способ отлично подходит для монтажа бытовых трубопроводных систем.
- Высокотемпературная. Дает более прочное соединение. Температура плавления – 600-900°С. Чаще используется для строительства систем, работающих в условиях повышенных нагрузок.
Существует две разновидности припоя для газовых горелок: мягкий и твердый. Первый представляет собой гибкую тонкую проволоку (сечением 2-6 мм) из свинца, олова, иных металлических сплавов. Второй чаще выпускается в формате жестких коротких стержней. Добавки серебра и фосфора усиливают эксплуатационные качества получаемых соединений.
Так, оловянно-свинцовый припой (ПОС) считается самым легкоплавким (текучесть наступает уже при 180°С). Добавление серебра положительно влияет на пластичность шва, увеличивает текучесть и адгезию. Медно-фосфорный припой применяется не только для сочленения медных деталей, но и эффективно паяет медь с латунью и бронзой. Пайку меди со сталью рекомендуется производить тугоплавким припоем, в котором содержится не менее 35% серебра.
Помимо припоя, для качественной пайки медных изделий пригодятся такие инструменты:
Газовая горелка (возможно, паяльник), предназначенные для работы с медью.
Труборез. Позволяет получать строго перпендикулярный ровный срез.
Фаскосниматель. Поможет удалить заусенцы, выровнять соединяемые края.
Расширитель. Для подгонки изделий разного диаметра
Здесь важно помнить, что расширяемая труба должна быть отожженной.
Рулетка, молоток.

Общий алгоритм действий
Чтобы правильно спаять медные трубки своими руками, нужно соблюдать технологическую последовательность работ.
Отрез нужной длины
На этом этапе выполняют следующие действия:
- Устанавливают трубу между лезвием и роликом трубореза. Вращают инструмент вокруг детали. После каждого оборота регулировочный винт слегка затягивают. При использовании трубореза диаметр элемента может уменьшиться. Исключить деформацию можно, заменив приспособление ножовкой.
- Удаляют заусенцы. Зачищают внутренние поверхности, обрабатывают обезжиривающим средством.
- Нарезают следующую деталь. С помощью расширителя и молотка увеличивают диаметр раструба. Проверяют плотность вхождения элементов друг в друга. Величина монтажного зазора должна соответствовать норме.

Использование флюса
Чтобы заварить медные трубы для водопровода, нужно нанести паяльную кислоту равномерным слоем. Для этого используют кисть, распределяя средство по внешней поверхности элемента меньшего диаметра
Операцию выполняют осторожно, стараясь набирать небольшое количество состава. Излишков на поверхности присутствовать не должно
Соединение деталей
После нанесения флюса элементы сопоставляют. Это делают быстро, исключая попадание загрязнений на обработанные поверхности. При работе с фитингом выполняют полное соединение его компонентов. Для этого гайки проворачивают до упора.
Детали в процессе принимают правильное положение, кислотный состав распределяется по технологическому зазору.

Подготовка к пайке меди с алюминием, латунью, нержавейкой, железом
Подготовительный период, включающий в себя приобретение необходимых приспособлений, материалов, средств индивидуальной защиты, и сама процедура паяния.
Существуют два способа припаять медь к меди: высоко- и низкотемпературный. Первый предполагает нагрев металла до 900°C, применяется для трубопроводов с большим давлением или температурной нагрузкой.Для высокотемпературной пайки используются предназначенные для этого материалы: твердый припой в виде стержней(температура плавления такого припоя около 900°C) и твердоплавкий флюс.







Для того чтобы паять медь низкотемпературным методом, достаточно нагрева металла до 600°C (чаще 300–380°C), что достижимо в бытовых условиях. Для процедуры используют мягкий припой для пайки меди и латуни в виде проволоки или прута сечением до 3 мм и более плавкий флюс. Припой представляет собой сплав олова, которого более 97%, с другими металлами: медью, селеном, серебром, сурьмой.
Для чего нужен флюс.Правильно паять медные трубы можно только с флюсом – специальным пастообразным составом (с хлоридом цинка), который наносится на поверхность соединяемых участков трубы широкой полосой. Он выполняет несколько функций:
- предотвращает процесс окисления металла, удаляя кислород;
- улучшает сцепление припоя с медью;
- является индикатором достаточного нагрева металла, сигнализирует, когда следует поднести припой и спаять медь;
- способствует равномерному растеканию припоя по стыку.
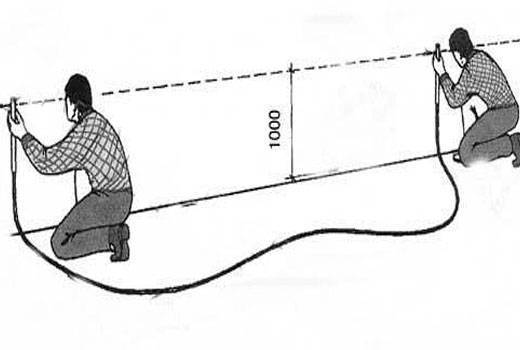
Техника безопасности. При всей простоте процесса, паять медные трубы нужно с соблюдением правил безопасности. Опасность ожогов несет не только само пламя горелки, но и нагретый металл. Медь хорошо проводит тепло, поэтому в процессе работы сильно нагревается не только участок, на который кладут припой и проводят сварку, но и вся труба, а остывает она медленно. Если требуется спаять медные трубки, которые еще не встроены в систему трубопровода, то подготовка включает размещение их на невозгораемых опорах, где они смогут остывать долгое время. Прежде чем трогать спаянный металл с места, следует дождаться полного остывания.
Непосредственную опасность представляет открытое пламя горелки, поэтому приобретать нужно такой инструмент, с которым удобно работать: желательно с подвижным соплом на длинном шланге
Необходимые материалы
Особенности выбора припоя
Припой – это присадочный материал, который подают в зону нагрева. После кристаллизации он образует неразъемное соединение. Основным критерием выбора является меньшая температура плавления, чем у основного материала. Благодаря особым характеристикам меди, процесс соединения протекает гораздо быстрее, чем, например, пайка стальных труб
Кроме того, необходимо обращать внимание на тип медных трупов, исходя из которого, выбирают вид припоя
При монтаже водопроводных систем запрещено использовать припои, в состав которых входит свинец
Мягкий
Мягкие сорта припоя чаще всего используют для любительской пайки, поскольку для работы с ними не требуется дорогостоящее оборудование.
Перед проведением работ контактная зона очищается от посторонних частиц и продуктов окисления. Это обязательное условие для качественного соединения.
В зависимости от типа припоя, рабочая температура варьируется в пределах 200-240 Сº. Во избежание повреждения трубы, температурное воздействие должно носить кратковременный и направленный характер.
Твердый

Твердый припой выпускают в форме стержней различного диаметра, величина которого подбирается в зависимости от существующего зазора. Температура пайки в отдельных случаях достигает 900 Сº. В результате получают надежное соединение с высокими эксплуатационными характеристиками. Метод используют при ремонте холодильников, кондиционеров, а также прочего бытового и промышленного оборудования.
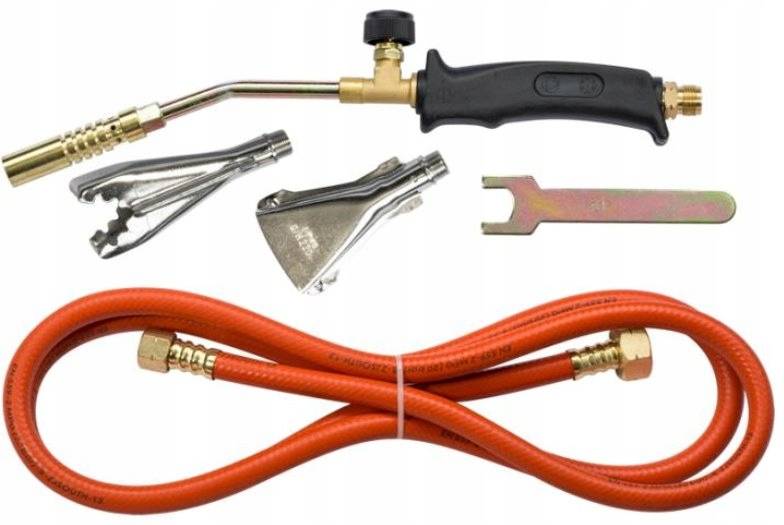
Горелка
Характеристики данного инструмента зависят от типа припоя. Легкоплавкие составы на основе олова можно расплавить обычной паяльной лампой. При работе с твердыми сортами следует выбирать горелки с дополнительными функциями:
- пьезорозжиг;
- регулировка величины пламени;
- отражатель пламени.
На последнюю функцию следует обратить особое внимание. Она создает направленный поток пламени, позволяющий работать даже в труднодоступных местах

Сопутствующие материалы
К вспомогательным инструментам и материалам относятся:
- ершик для зачистки внутренней и наружной поверхности фитингов;
- труборез или ножовка по металлу;
- ручной фаскосниматель;
- трубогиб;
- средства индивидуальной защиты.
Как правильно паять медные трубы, пошаговая инструкция
Поэтапное проведение работ позволяет получить высококачественные соединения. При выполнении процесса не нужно спешить, необходимо выполнять все правила и рекомендации.
Подготовка соединения
На первом этапе подготавливаются необходимые детали требуемых размеров. Для резки применяется труборез, который должен располагаться к трубопроводу строго перпендикулярно. Сначала труба зажимается в скобе приспособления между лезвием и опорными роликами.
 Резак один или два раза поворачивается вокруг обрезаемого сегмента.
Резак один или два раза поворачивается вокруг обрезаемого сегмента.
Затем проводится подтяжка винтового механизма. После этого процесс реза повторяется. Такие действия осуществляют, пока не произойдет окончательный раскрой трубы.
Для подготовки деталей требуемого размера также можно использовать ножовку с лезвием по металлу. Однако таким инструментом не всегда получается выполнить ровный срез. Тем более при применении ножовки образуется много металлических опилок
Поэтому приходится уделять большое внимание, чтобы они не попали в систему. Ведь опилки могут стать причиной поломки дорогого оборудования или затора в инженерной коммуникации
 Труборез позволяет получить ровный срез. Затем с торца трубы удаляются заусенцы.
Труборез позволяет получить ровный срез. Затем с торца трубы удаляются заусенцы. Внутренняя поверхность изделия чистится и обезжиривается. Такие же действия выполняются со вторым сегментом.
Внутренняя поверхность изделия чистится и обезжиривается. Такие же действия выполняются со вторым сегментом.










На следующем этапе используется труборасширитель или вальцовка. Он позволяет увеличить диаметр одного из сегментов, чтобы детали можно было соединить. Зазор между ними обязан составлять 0,02-0,4 мм. При меньших значениях припой не сможет просочиться в него, а при больших размерах – не возникнет капиллярный эффект.
Нанесение флюса
Флюс наносится ровным слоем в минимальном количестве на наружную поверхность того изделия, которое вставляется в соединяемый сегмент.
 Операция выполняется кистью. Она может входить в комплект реагента.
Операция выполняется кистью. Она может входить в комплект реагента.
При ее отсутствии используется малярная кисть. Необходимо применять инструмент, который не оставляет волокон.
Пайка
Процесс начинается с соединения трубопроводных частей. Он выполняется после использования флюса.
 На увлажненной поверхности не должно быть никаких посторонних включений.
На увлажненной поверхности не должно быть никаких посторонних включений.
Когда соединяется труба и фитинг, последний элемент вращается, пока не произойдет его полное надевание на трубопроводный сегмент. Такое действие также позволяет распределить флюс по всему соединяемому месту. Если из зазора между деталями выступит расходный материал, он убирается салфеткой или тряпочкой, так как представляет собой агрессивный состав химического происхождения.
Процесс пайки низкотемпературным способом начинается с включения горелки. Ее пламя направляется на соединяемое место и постоянно перемещается по стыку для его равномерного прогрева. После нагрева деталей припой прикладывается к зазору между ними. Расходник начнет расплавляться, если место соединения было достаточно разогрето. В этот момент горелку нужно удалить от стыка, потому что расходный материал заполнит зазор. Мягкий припой не требуется специально разогревать. Плавление расходного материала происходит под воздействием тепла от разогретых деталей.
 Мягкая пайка медных труб
Мягкая пайка медных труб
Соединения трубопроводных элементов выполняются при постоянном контроле нагрева меди. Металл нельзя перегревать! При несоблюдении этого правила происходит разрушение флюса. Поэтому с деталей не удаляются оксиды. В результате снижается качество швов.
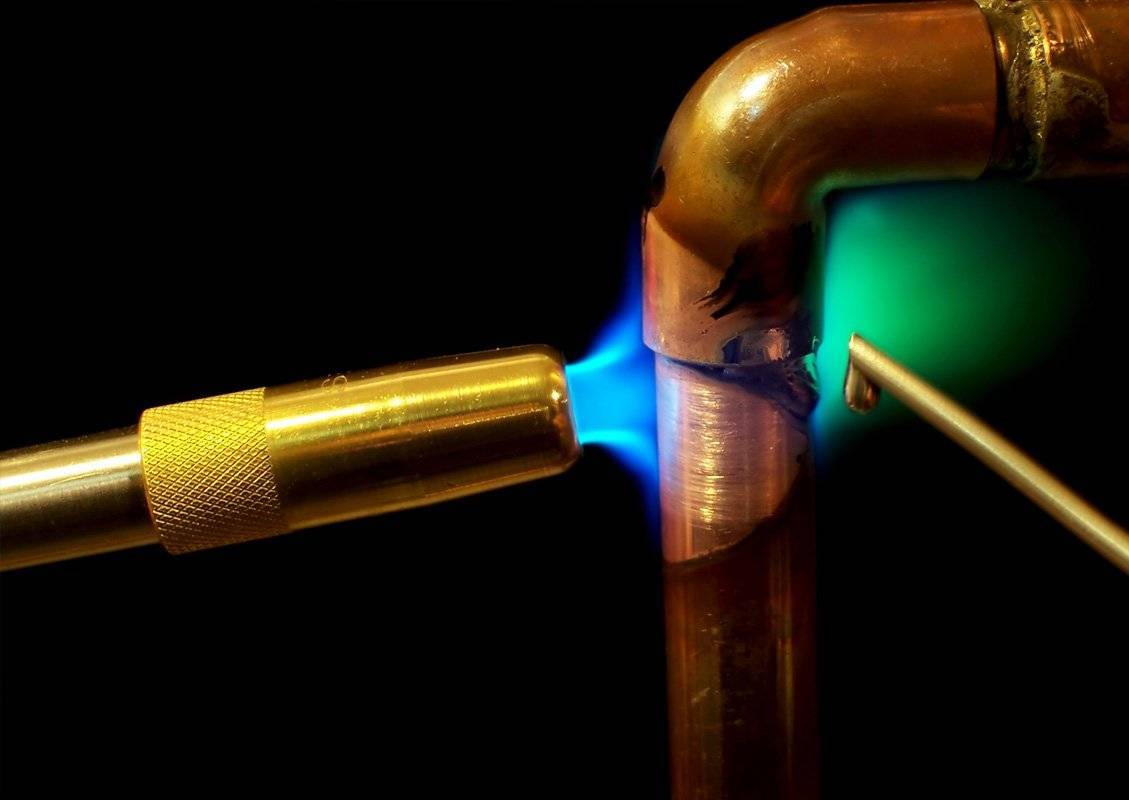
Пайка твердым способом начинается с равномерного и быстрого прогрева соединяемых деталей. Он осуществляется с помощью пламени ярко-синего цвета умеренной интенсивности.
Припой прикладывается к стыку в момент нагрева элементов до температуры 750°C. Она достигает нужного значения, когда медь становится темно-вишневого цвета. Для лучшего плавления припоя он может быть дополнительно нагрет горелкой.
После остывания шва стык протирается тряпочкой для удаления остатков флюса. В противном случае вещество может стать причиной разрушения меди. Если на поверхности трубопровода образовался наплыв припоя, он удаляется с помощью наждачной бумаги.