Пайка паяльником
Паяльник для пайки латуни должен быть мощностью не менее 100 Вт.
Достаточно высокое качество соединения методом низкотемпературной пайки достигается при пайке латуни и меди или при пайке латуней с преобладанием содержания в них меди. В этом случае достаточно применение паяльника мощностью 100 Вт. В качестве флюса можно использовать паяльную или ортофосфорную кислоту. Перед пайкой необходимо тщательно обработать поверхность латуни для удаления окисной пленки и обезжиривания поверхности. В качестве припоя используется оловянно-свинцовый припой не ниже ПОС60. Пайка производится при хорошем разогреве паяльником зоны пайки металлов.
Паяльником можно паять латуни и с помощью серебряных припоев не ниже ПСр40. Для этого придется вооружиться мощным паяльником (0,5-1 кВт). В качестве флюса необходимо использовать концентрированную ортофосфорную кислоту или флюс на основе буры. Температура разогрева зоны пайки должна составить не ниже 500ºС
Перед пайкой следует уделить особое внимание тщательности обработки поверхности флюсом. Обработку следует проводить непосредственно перед поднесением нагретого паяльника с припоем
Таким способом можно заплавить дефекты в латунных массивных изделиях (например, радиаторы).
Способы пайки
Процесс паяния латуни обладает определённой спецификой. Латунь нагревается и происходит испарение элементов горячего цинка. В этот момент образовывается оксидная плёнка, которая достаточно сложно удаляется с поверхности детали и тем самым ухудшается качество пайки. Обычно латунь паяют двумя способами: с помощью паяльника и с помощью специальной горелки
Пайка с помощью паяльника
Чтобы качественно спаять латунь паяльник должен обладать мощностью не ниже 1000 Вт. Такой паяльник обеспечит необходимую температуру нагрева самих деталей и припоя. Она должна равняться 500ºС и выше. Низкотемпературная пайка латуни возможна только в том случае если в ней имеется высокий процент содержания меди.

Пайка латуни паяльником
Наиболее удобным является паяние с помощью паяльной станции, которая имеет регулировку температуры жала паяльника. Такая регулировка позволяет установить оптимальный режим нагрева. Дело в том, что во время паяния необходимо избегать ненужного перегрева зоны паяния. Оптимальной считается температура нагрева жала паяльника до 350°С.
Как использовать латунный припой
Прежде чем начать пайку, изделие должно быть собрано. Для этого отдельные детали скрепляются посредством металлической проволоки (биндры). Когда подготовка окончена, все вместе помещается в горг, где происходит нагрев, пока металл не раскалится до красноты
При закладке нужно проявить предельную осторожность. Для расчистки места в углях под изделие используется кочерга, на решетке остается топливо достаточно большим и ровным слоем
При работе с углем важно следить, чтобы он не попадал на ковку, даже малейшими кусочками. Поддув горна не должен быть сильным, чтобы получить равномерное прокаливание
В роли флюса, как правило, выступает бура. Перед нанесением она по всей поверхности смачивается водой, после чего приступают к пайке. Оставляя флюс на месте, берут прутик латуни и проводят его там, где должны быть соединения. В этот момент пламя в горне изменяет свой цвет на зеленый. В процессе пайки заготовка изделия не должна перемещаться и сдвигаться с первоначального места. Это поможет избежать случайного смещения деталей относительно друг друга, чтобы не испортить шов как с точки зрения внешней привлекательности, так и надежности шва.
Таблица состава и применения припоев.
Если в композиции содержится много элементов, то сваривание происходит по-другому. В тех местах, где будет производиться пайка, с самого начала латунь раскладывается кусочками, в расчете на то, что при нагреве она начнет растекаться, в результате чего детали будут скреплены.
Латунь может использоваться отдельными кусочками, стружкой или опилками, засыпаемыми в местах сварки. При этом они должны соответствовать требованиям чистоты, чтобы не было никаких примесей и посторонних включений. Железная стружка и другие металлические мелкие детали удаляются посредством магнита.
Чтобы спаять более мелкие детали, как скрепляющий материал применяют глину с добавленной в нее солью. Но при сборке отдельных частей для скрепления используется проволока не из железа, а из латуни. После этого изделие посыпается бурой, обмазывается глиной и аккуратно помещается на лист металла, который отправляется в горн. Поддувать также нужно слабо, прогрев глины должен происходить равномерно. После того как она засохнет, подача воздуха происходит активнее. Глина, начавшая трескаться, свидетельствует о том, что скрепление деталей надежно. Пайка отдельных частей происходит посредством латунной проволоки, которая к этому моменту плавится и скрепляет детали. По окончании процесса горн выключается, готовое кованое изделие должно остыть. Завершающим этапом осуществляется удаление глины и флюса, излишки припоя вычищаются с помощью напильника.
Советы по правильной и прочной пайке металлов
Работая со сталью или другими металлами необходимо придерживаться базовых правил безопасности, а также знать некоторых нюансов пайки.
Как нагревать и охлаждать металл
Важный шаг перед началом работы — подготовка заготовок. И здесь необходимо знать наверняка, какой сплав вы будете спаивать или проверить его самостоятельно:
- Посмотрите, как реагирует металлическая заготовка на нагрев паяльником или горелкой. Как быстро образуется оксидная пленка на поверхности. Об этом лучше знать заранее и наверняка, иначе последующая работа будет проходить в спешке.
- Подготовленные и закрепленные детали лучше всего прогревать постепенно. Следите, чтобы на металле не появлялось перегретых очагов. Область пайки должна быть прогрета равномерно по всей площади.
- Не прогревайте только стыковочный шов, работайте также по площади возле стыка. Чаще всего нужно прогреть 0,5 — 2 см в зависимости от целей пайки и габаритов соединяемых элементов.
- Используйте только те паяльники или горелки, которые выдают рабочую температуру плавления припоя.
- Не охлаждайте готовый шов при помощи холодной воды или других жидкостей. Дайте металлу «отдохнуть» и равномерно остыть несколько минут на открытом воздухе.
- Спаянные заготовки снимайте из тисков или струбцин только после полного остывания припоя.
Флюсы для пайки металлов
Для пайки латуни понадобится бура – специальный флюс.
Флюсы предназначены для удаления пленки с поверхности спаиваемых металлов и защиты от образования новых пленок в зоне пайки. Если для соединения меди вполне достаточно канифоли, то для латуни необходим другой, значительно более агрессивный флюс. Состав флюса для различных латуней нужен разный, что вызвано введением в состав латуни некоторых металлов. Для распространенных латуней типа ЛС59 и Л63 достаточно применение хлористого цинка с небольшим содержанием борной кислоты. При пайке латуни с добавками свинца и кремния, например, латунь типа ЛКС80, рекомендуется флюс на основе соединения калия с фтором и бором или на основе буры.
В домашних условиях можно сделать следующий флюс, который подойдет для большинства латуней. Необходимо приготовить 20 г буры в порошке и 20 г борной кислоты в порошке. Порошки в сухом виде хорошо перемешиваются и заливаются 200 мл воды. Затем смесь подвергается кипячению и остужается.








![Пайка латуни в домашних условиях[особенности, видео, советы]](https://lab-metr.ru/wp-content/uploads/a/b/a/abad63877d8efffd41d0e5cd43a8a469.jpeg)
Из готовых составов в качестве флюсов для латуни можно порекомендовать: отечественные – флюс «Бура»; флюсы ПВ-209 и ПВ-209Х. Из импортных следует отметить флюсы немецкого производства: флюс-паста Chemet FLISIL-NS-Pulver и Chemet FLISIL-NS-Paste.
Пайку бронз возможно осуществить под флюсом из хлористых солей (например, цинка) с добавлением соляной кислоты. Если пайка производится на высоких температурах, то лучше использовать борную кислоту в сочетании с хлоратами и фторидами. Для соединения алюминиевых и марганцевых бронз придется воспользоваться активными флюсами из ортофосфорной или плавиковой кислоты. Из достаточно доступных средств обычно используется ортофосфорная кислота.
Дефектные зоны

При необходимости восстановления дефектных и пористых участков чугуна удобнее воспользоваться мягким оловянно-свинцовым припоем с небольшим добавлением сурьмы, выпускаемым под обозначением ПОС3О (в нем 30% олова).
А функцию флюса для пайки в данном конкретном случае должен выполнять хлористый цинк (точнее – его водный раствор) с добавкой соляных образований на основе олова и меди.
К восстановлению повреждённых мест переходят лишь после их предварительной обработки (зачистки и лужения). После этого подготавливаемую поверхность следует обезжирить бензином, а затем нанести на неё флюсовый состав.
Перед пайкой рабочая зона нагревается газовой горелкой до состояния расплава присадочного материала. На заключительном этапе работ все имеющиеся дефекты запаивают. Выбор инструмента для пайки здесь не имеет значения.
Выбор паяльника
Для качественной и комфортной пайки проводки необходимо выбрать подходящий паяльник. Подбор осуществляется исходя из мощности, размера, материала ручки и жала.
Имеющиеся в продаже паяльники не полностью готовы к использованию. Перед применением с ними потребуется провести подготовительные манипуляции. Процесс не занимает больше часа.
Мощность нагревателя
Мощность паяльника выбирается исходя из сечения спаиваемых проводов. Чем оно больше, тем мощнее нужен прибор. Тонкие провода сечением до 2,5 кв. мм успешно паяются паяльником на 25 Вт. Для жил потолще, 2,5-10 кв. мм, потребуется устройство на 40-60 Вт. Самые толстые провода паяются соответствующими паяльниками на сотни ватт.
Паяльники отличаются по типу нагревателя:
- из нихромовой проволоки (самые распространенные);
- с индукционным нагревом;
- паяльники, где жало нагревается проходящим по нему током.
Индукционная паяльная станция
Отличия существуют и с точки зрения эргономики:
- классический с продолговатой ручкой;
- паяльник в форме пистолета (похож на термоклеевой пистолет)
Уход за жалом паяльника
Современные необгораемые жала не нуждаются в заточке и обслуживании. Однако обычные медные приходится подтачивать.
В процессе работы медное жало разогревается до температур от 80 до 450°C. Нагрев приводит к его выгоранию. На кончике жала образуются ямки, кратеры и углубления. Неровности мешают качественной пайке. Поэтому форму жала периодически требуется подправлять напильником. Данная операция нужна не чаще 1 раза в месяц. По правилам безопасности перед заточкой жала паяльник требуется отключить от сети.
Частые подпиливания уменьшают длину жала. Со временем его придется заменить новым. Поэтому жало должно быть сменным и вытаскиваться из паяльника (если модель инструмента позволяет). Во время работы в полости паяльника попадают пары флюса. Они затвердевают и блокируют жало. Поэтому раз в год его рекомендуется извлекать из паяльного аппарата и вытряхивать из электроинструмента гарь от флюса. Если это не делать, то через несколько лет жало прикипит так, что его невозможно станет извлечь.
Выбор температуры пайки
Температура паяльника играет ключевую роль. Слишком холодное жало не способно расплавить припой до требуемой текучести. Он не растечется должным образом по спаиваемым деталям. Перегретое жало также плохо. Флюс будет слишком быстро сгорать и испаряться с места пайки. Характерный признак перегретого паяльника — это чрезмерное дымление канифоли. Раскаленное жало плохо и тем, что оно покрывается слоем окисла, после чего припаять провод не получится.
Паяльник с регулятором мощности
Паяльником

Основная сложность работы с латунью, в отличие от пайки прочих цветных металлов горелкой или паяльником, заключается в оксидной пленке, которая образуется в процессе испарения цинка после нагрева латуни.
Для пайки данного сплава с помощью паяльника, необходим качественный аппарат, мощностью не менее 1000 Вт. Такое требование связано с высокой температурой плавления латуни и используемых припоев. Исключение составляют медные латунные сплавы, температура плавления которых гораздо ниже.
Наилучшим выбором считается паяльная станция, с функцией регулировки температурных параметров. Использование такого оборудование позволяет с легкостью подобрать оптимальные параметры работы без риска перегрева поверхности.
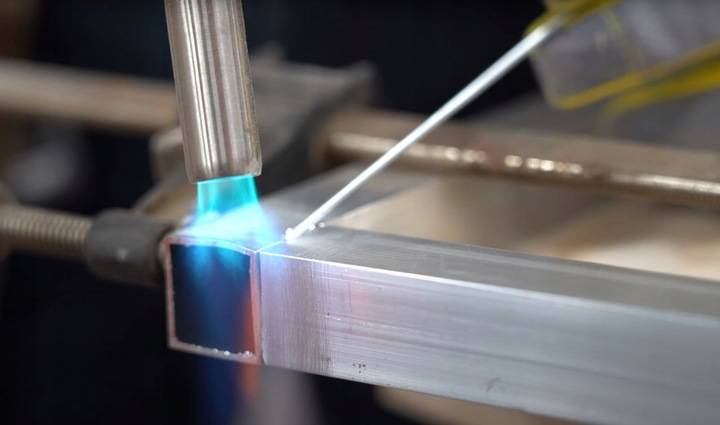
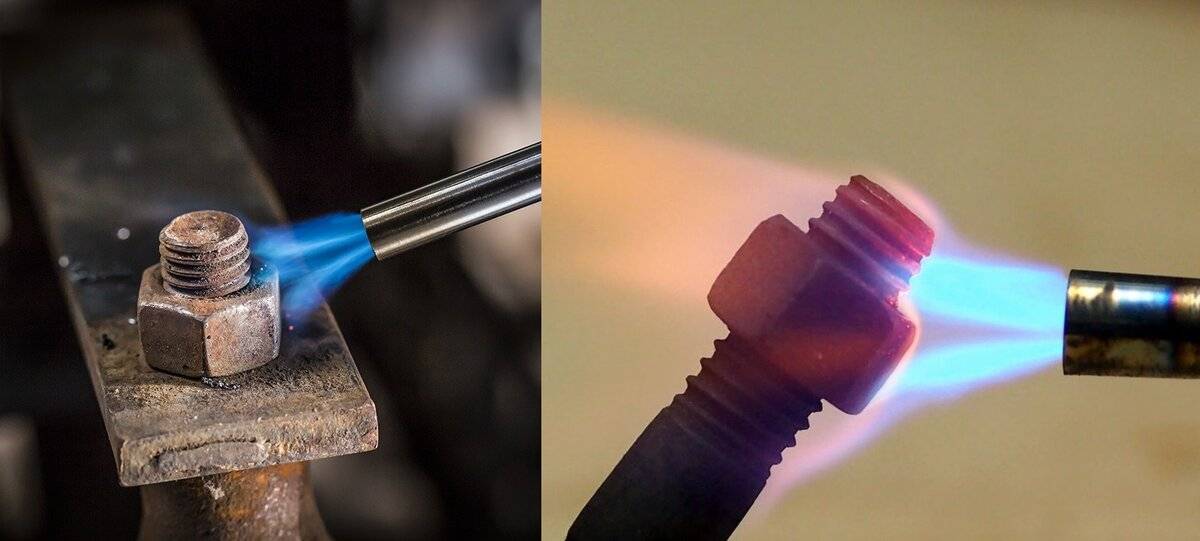
Как выполнить спайку газовой горелкой
Как паять латунь? Процедура заключается в следующем:
- Перед началом процесса нужно разогреть металлы. Выполняется эта работа на жаропрочных материалах. Специалисты советуют воспользоваться асбестовой пластиной.
- Спаиваемые детали нужно совместить друг с другом.
- Поверхности в месте спаивания тщательно протереть флюсом.
- Произвести нарезку серебряного припоя. В конечном итоге он должен представлять собой стружку, которую следует насыпать на место соединения металлов.
- В газовой горелке отрегулировать пламя. Для схватывания припоя с поверхностями металлов место соединения сначала прогревается слабым огнем.
- Выставить газовую горелку на 750 градусов для основного нагрева. На латунной поверхности должен образоваться красный оттенок. Припоем заполняются все зазоры, далее он растекается по всему месту соединения.
- Выключить горелку и дать время изделию для остывания. Процедура считается выполненной правильно, если получился шов, который мало отличается от металла.
- Место соединения промыть, чтобы удалить остатки флюса.
Особенности спайки однородных заготовок
В бытовых условиях нередко возникает потребность в спайке двух одинаковых по структуре латунных заготовок. В этом случае первостепенное значение приобретает правильность выбора флюсового состава, отличающегося от традиционной комбинации канифоли со спиртом.
Обычный состав по причине низкой активности составляющих не сможет растворить образующуюся на поверхности латуни окисную плёнку. Так что для рассматриваемого варианта пайки потребуется более активный флюс, приготавливаемый на основе хлора и цинка.









Со всеми подробностями его подготовки можно ознакомиться в таблице, где приводятся несколько разновидностей хлористо-цинковых смесей.
Под активностью понимается способность создавать идеальные условия для проникновения расплавленного припоя в зазоры между деталями при пайке.
Наряду с рассмотренной проблемой не следует забывать и о грамотном подходе к выбору припоя, поступающего к месту соединения в виде калиброванной проволоки того или иного состава.
В том случае, когда паяные изделия из латуни предполагается эксплуатировать в газовой среде, желательно применять специальные типы припоев, изготавливаемых на основе сплавов медного фосфата и серебра. Они также подходят для пайки красной латуни с большим процентным содержанием медной составляющей.
Иногда в качестве припоя используется проволока, изготовленная на основе самой латуни. Однако в этом случае припаять латунную деталь удаётся лишь при условии, если температура плавления проволоки из латуни ниже, чем тот же показатель для обрабатываемых заготовок.
Используемые инструменты
Для соединения двух разнородных изделий применяют либо газовую горелку, либо паяльники. В качестве последнего чаще всего используют обычные электрические инструменты. Какой мощности он должен быть, зависит от характера работы. Если соединяются, к примеру, детали толщиной до 1 мм, то подойдет инструмент с мощностью 80-100 Вт.
Когда выполняется пайка латунью, то получается пористый шов из-за испарения цинка. Это ухудшает надёжность и качество соединения. Поэтому изделия рекомендуется соединять внахлест. Используя паяльник, подготовку выполняют в несколько этапов:
Включают в сеть в первый раз и ждут, пока инструмент перестанет дымить. То есть, пока в нем не выгорят все вещества, использованные при прошлом разе использования. Дождавшись, пока инструмент остынет, затачивают жало. Если у наконечника нет защитного покрытия, то на кончик наносят тонкий слой олова. Во время соединения инструмент должен иметь температуру не ниже 500 градусов по Цельсию.

О флюсах
Их задача – удалять с поверхности соединяемых металлов образующуюся пленку и предотвращать ее дальнейшее появление. Согласно отзывам специалистов, для пайки медных изделий подойдет канифоль. Иная ситуация обстоит с латунью. Как правильно паять этот сплав? Какой флюс выбрать? Такие вопросы очень часто задают начинающие. Опытные мастера советуют воспользоваться более «агрессивным» флюсом, чем канифоль. Поскольку в производстве латуни в качестве добавок применяют металлы, для пайки следует брать флюсы с разными составами. Для работы с самыми распространенными марками латуни Л63 и ЛС59 предназначен флюс, содержащий хлористый цинк и борную кислоту. Для ЛКС80 со свинцом и кремнием оптимальным вариантом станет флюс на основе буры, содержащий в своем составе бор, калий и фтор. На прилавках специализированных магазинов имеются уже готовые составы
Специалисты рекомендуют обратить внимание на флюсы ПВ-209, ПВ-209Х и «Бура». Тот, кто желает сэкономить, может приготовить флюс дома
Выбрать готовый или изготовить самому?
Простейший флюс для пайки латуни несложно изготовить самостоятельно
Для этого потребуется смешать в соотношении один к одному порошок буры и борной кислоты, залить получившееся количество водой из расчета 5 мл на каждый грамм смеси порошка, осторожно помешивая прокипятить, а затем остудить. Но лучшими характеристиками обладают поступающие в продажу уже готовые составы
- Одним из наиболее распространённых является флюс «Бура». Придуманный очень давно, этот рецепт получил одобрение многих ювелиров, занимающихся пайкой разных металлов, в том числе и латуни. Он относится к разряду высокотемпературных смесей, активизирующихся при достижении 700 – 900 градусов Цельсия. Несмотря на солидный возраст, свою работу он выполняет качественно.
- Хорошо справляются со своей задачей флюсы марки ПВ-209 и ПВ-209Х. В основе первого – фторосоли, а второй изготовлен с использованием плавиковой кислоты. И тот и другой также работают при температурах, приближающихся к тысяче градусов.
- Несколько меньшего нагрева потребуют выпускаемые в Германии составы Chemet FLISIL-NS-Pulver (порошкообразный) и Chemet FLISIL-NS-Paste (паста). Для них будет достаточно 550 – 800 градусов Цельсия. Лучше всего они действуют при использовании серебросодержащих припоев.
Перечисленные марки приведены лишь в качестве примера. На рынке представлено множество вариантов этой необходимой для пайки латуни продукции.
Как выполнить спайку газовой горелкой
Как паять латунь? Процедура заключается в следующем:
- Перед началом процесса нужно разогреть металлы. Выполняется эта работа на жаропрочных материалах. Специалисты советуют воспользоваться асбестовой пластиной.
- Спаиваемые детали нужно совместить друг с другом.
- Поверхности в месте спаивания тщательно протереть флюсом.
- Произвести нарезку серебряного припоя. В конечном итоге он должен представлять собой стружку, которую следует насыпать на место соединения металлов.
- В газовой горелке отрегулировать пламя. Для схватывания припоя с поверхностями металлов место соединения сначала прогревается слабым огнем.
- Выставить газовую горелку на 750 градусов для основного нагрева. На латунной поверхности должен образоваться красный оттенок. Припоем заполняются все зазоры, далее он растекается по всему месту соединения.
- Выключить горелку и дать время изделию для остывания. Процедура считается выполненной правильно, если получился шов, который мало отличается от металла.
- Место соединения промыть, чтобы удалить остатки флюса.
Общий порядок действий
Перед началом самостоятельной пайки латунных деталей следует тщательно очистить их от посторонних наслоений и загрязнений. Далее необходимо разместить их на огнеустойчивой подложке, функцию которой может выполнять засыпанная в старое ведро речная галька.
Общий порядок пайки латуни может быть представлен следующим образом.
сначала место предполагаемого соединения двух деталей обрабатывается подходящим по составу флюсом, после чего на него насыпается мелко наструганная крошка материала припоя;
- после этого можно приступать к прогреву латуни (только в месте соединения!) с помощью ранее подготовленной горелки;
- после расплавления материала припоя и заполнения жидким составом имеющихся между деталями зазоров следует выключить горелку и дождаться остывания места соединения.
В процессе пайки недопустим перегрев заготовок, который может вызвать их деформацию. В целом же самостоятельная пайка латуни не является чем-то абсолютно недоступным.
Для освоения этой технологии достаточно грамотно подобрать все необходимые расходные материалы и в точности следовать приведённым рекомендациям.
Применение
Современные технологии обработки сплавов меди и цинка широкого востребованы в таких отраслях промышленности, как:
- электроника и электротехника;
- приборостроение и инструментальное производство;
- выпуск холодильного и вентиляционного оборудования.
При наличии всего необходимого (припоя требуемого качества, флюса и паяльной горелки), можно лудить латунные поверхности с целью их защиты от коррозийного разрушения. Процедура лужения также востребована при ремонте отопительных и водопроводных систем, изготавливаемых на основе латуни.
В зависимости от типа используемого при пайке припоя, соединения делятся на высоко- и низкотемпературные. Такое деление позволяет применять более тугоплавкие сочленения для пайки заготовок, эксплуатируемых в режиме высоких температур.
Использование высокотемпературного варианта пайки невозможно в домашних условиях, поскольку в этой ситуации необходимо специальное оборудование.
Как паять латунь: рекомендации
Виды сварных швов.
Для пайки необходимо подложить что-то термостойкое, подойдет пластина из асбеста. На ней размещаются детали, подлежащие спаиванию, смачиваются флюсом, посыпаются припоем в совсем небольших количествах и постепенно нагреваются. Поначалу припой должен только схватить детали, поэтому температуру не нужно сразу поднимать до высоких значений. Как только припой начинает действовать, можно разогревать горелку до 700 градусов, чтобы детали раскалились. Расплавленный припой растечется, надежно заполнив соединения.









Температурный режим в первую очередь зависит от размера деталей. Массивные и крупные требуют постепенного нагревания. Тонкие детали небольших размеров подвержены быстрому нагреву, но латунь перегревать нельзя, за этим нужно следить очень внимательно. Лучше греть изделие с разными по размеру деталями медленно: так самые большие успеют прогреться.
Готовый шов, полученный таким образом, по цвету практически не отличается от основных деталей. Это достигается благодаря тому, что во время пайки описанным методом припой и основной металл смешиваются на стыке. По этой причине тот же самый припой может быть использован и для серебра, при этом шов обретет белый цвет.
https://youtube.com/watch?v=-Pxcrfuiuf8
В завершение пайки изделие нужно промыть, чтобы избавиться от флюса, оставшегося на его поверхности. После пайки он принимает стеклоподобный вид капель. Для очистки от него достаточно опустить готовое изделие ненадолго в разогретую 3% серную кислоту. Если таким же методом паяется золото, то кислота должна быть 15%. Закрепленная пробирка с кислотой разогревается на газовой плите. Изделие, привязанное за что-то, не реагирующее с кислотой, опускается в пробирку и через короткое время вынимается, после чего его нужно промыть обычной проточной водой.
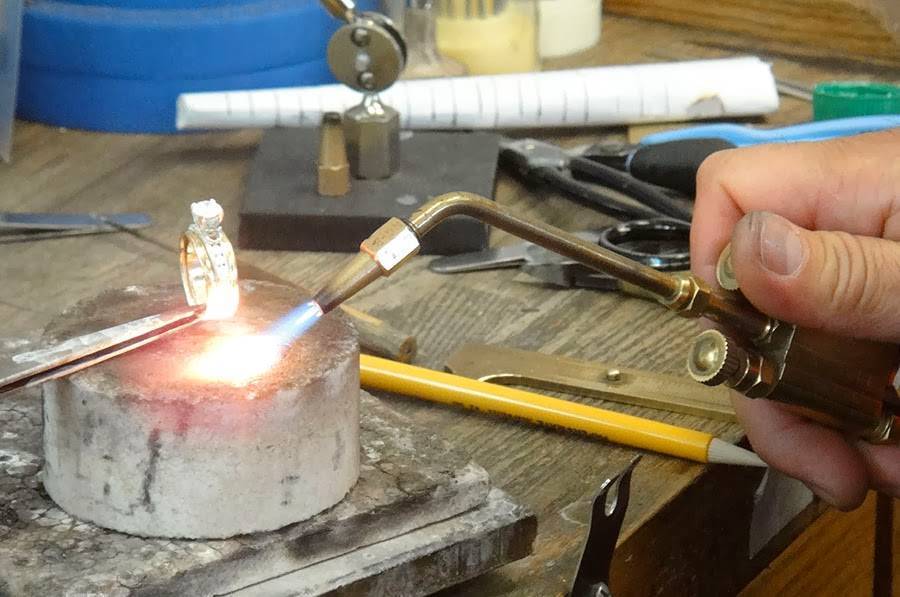
Что надо знать о пайке серебра
Серебро плавится при температуре 960 градусов. Разумеется, этот показатель отличается у разных металлов — например, температура плавления меди 1083 градуса
Температура плавления сплава будет зависеть от того, сколько в нем чистого серебра (точные значения можно найти в специальной литературе).
Чтобы пайка получилась качественной, важно внимательно выбирать серебряный припой. Желательно использовать тугоплавкий припой, который плавится при температуре выше 240 градусов. Все припои маркируются для удобства, цифра в маркировке обозначает процентное содержание серебра
Например, в припое ПСр-45 — 45% серебра, остальное приходится на медь и цинк. В некоторых случаях используют припои с содержанием серебра 70%. Чем выше содержание серебра, тем крепче получится соединение
Все припои маркируются для удобства, цифра в маркировке обозначает процентное содержание серебра. Например, в припое ПСр-45 — 45% серебра, остальное приходится на медь и цинк. В некоторых случаях используют припои с содержанием серебра 70%. Чем выше содержание серебра, тем крепче получится соединение.
Правильно спаянные при помощи припоя швы прочные и устойчивые к коррозии. Если пайка сделана качественно, то шов не склонен к деформации. Для ремонта серебряной цепочки рекомендуем выбирать припои с повышенным содержанием серебра: они дают наилучший результат. Обычное олово не стоит использовать для паяния серебра: со временем оно потемнеет, место пайки станет заметным и неэстетичным.
Инструменты для починки серебряной цепочки в домашних условиях:
- маленький паяльник или газовая горелка;
- серебряный припой;
- флюс;
- спиртосодержащая жидкость;
- кислотный раствор;
- зажимы для фиксации украшения;
- кусачки;
- небольшая кисточка;
- наждачная бумага;
- лист асбеста или кирпич (если используете газовую горелку).
Заключение
Для получения качественного соединения необходимо определить состав латуни. На основании полученных данных подбирает флюс и припой для проведения пайки. Работы можно выполнять как электрическим паяльником, так и газовой горелкой.
Слесарь-ремонтник 6-го разряда Мовчан Ярослав Евгеньевич. Опыт – 13 лет: По работе часто сталкиваюсь с необходимостью проведения паяльных работ с латунью простых марок. Перепробовал множество составов. Как показала практика, лучше всего использовать офлюсованный серебряный припой с содержанием металла 20 %. Стоимость, конечно, высоковата, но при ответственных работах можно быть уверенным в надежности соединения