

Принцип работы горелки
Плазменная резка своими руками происходит за счет превращения потока воздуха, проходящего через электрическую дугу, в плазму с температурой 3000 – 6000⁰C. Металл мгновенно расплавляется на ограниченном участке и выдувается. Принцип работы аналогичен газовой резке.
Образование плазмы
Инвертор создает постоянный ток большого значения. На конце электрода образуется дуга. В сопло под давлением поступает газ. Он проходит по спирали вокруг электрода. Образуется завихрение, движущееся с большой скоростью. В держак воздух поступает холодный. Двигаясь вокруг электрода, он его охлаждает и одновременно нагревается сам. В дуге он подходит уже подогретый.
На выходе струя газа становится тонкой. При соединении с горячей дугой, воздух нагревается ею и превращается в плазму, увеличиваясь в объеме в 20 – 30 раз. Вращение потока вокруг электрода делает струю тонкой.
Резка
Плазменная горелка, сделанная своими руками, подносится к металлу. Горячая плазма быстро расплавляет металл на малом участке. Воздушный поток выдувает расплав, образуя отверстие. При перемещении резака за ним остается узкая полоска разрезанного насквозь листа. Тонкий аккуратный рез получается при расположении плазмореза из инвертора под прямым углом к разрезаемой поверхности. Чем больше угол наклона, тем шире полоса реза.
Для производства строжки поверхности детали, плазменный резак по металлу, сделанный своими руками, наклоняется к снимаемой поверхности под острым углом в 5 – 10⁰. Пламя нагревает верхний слой, воздух выдувает жидкий металл.
Аппараты прямого действия
Прямого действия плазменные резаки по металлу, сделанные своими руками, работают с образованием дуги между деталью и электродом. Резать таким способом можно только токопроводящие металлы.
На деталь крепится зажим «+» от сварочного автомата. На электрод подается «–». На выходе из сопла наконечника образуется дуга между металлом и электродом. На нее направлен воздух.
Косвенного
Плазморез, собранный своими руками из инвертора, может работать по принципу косвенного действия. Минус подается на наконечник. Дуга возникает независимо от наличия токопроводящей детали. Резаком косвенного действия режут любые материалы, включая фанеру, пластик, оргстекло. Струя плазмы образуется тоньше. Сложность изготовления плазмотрона косвенного действия своими руками, демонстрируют схемы и чертежи. В небольшой наконечник длиной около 20 мм необходимо поместить воздушное охлаждение и надежно изолировать детали друг от друга.
Руководитель конструкторского бюро по проектированию сварочного оборудования, оснастки и инструмента завода САИК Твердохлебов И. Г.: «В плазмотроне используют не привычный электрод, сделанный из прутка проволоки и покрытый флюсом. Сердечник расположен внутри горелки и не выходят за пределы сопла. Электрическая дуга в аппаратах прямого действия загорается бесконтактно и превращается на выходе из сопла в плазму. Резак косвенного действия выдувает горячую струю независимо от расположения материала и его электропроводности. Можно отжигать медные кольца и опаливать древесину».
Достоинства и недостатки плазменной резки
Резка металла плазмой имеет преимущества перед другими способами:
- возможность реза любых металлов и сплавов;
- высокая скорость обработки;
- чистая линия разреза без наплывов и потеков материала;
- обработка производится без прогрева разрезаемых деталей;
- не используются огнеопасные материалы, такие, как баллоны с кислородом и природным газом.

Недостатками плазменной резки являются:
- сложность и высокая цена установки;
- для каждого оператора с плазмотроном необходим отдельный трансформатор и пульт управления;
- угол реза не более 50°;
- большой шум при работе.
Сварка своими руками
Подобный тип сваривания металла в бытовых условиях первоначально не использовался, так как предполагал высокой квалификации от сварщика. На сегодняшний день благодаря совершенствованию самой методики и применяемого оборудования, существуют сварочные агрегаты, которые можно использовать в домашних условиях. Методика работы очень простая. Для выполнения сварочных работ нужно приобрести соответствующее оборудование, присадочную проволоку, электроды, ознакомиться с инструкцией эксплуатации устройства.
Советы для начинающих
Электрод предварительно необходимо заточить до конусообразной формы, при этом угол затачивания должен составлять максимум 30 градусов.
Важно! Правильность установки электрода. Его ось должна совпасть с осью насадок для формирования газа.
Сварочный стык подвергается аналогичной обработке, как при сварке аргоном.
Необходимо обязательно зачистить, затем обезжирить кромки обрабатываемого изделия.
Необходимо проследить, чтобы не было зазоров больше 1,5 миллиметра.
Дополнительно зачищаются участки прихватки, они должны быть такого же качества, как сварной шов.
Можно приступать к сварочным работам.
Сварка своими руками осуществляется с использованием постоянного тока
Его величина должна находиться в установленном диапазоне.
До начала сваривания образцов, за 10-15 секунд, подается газ, который после обрыва дуги выключается через 15 секунд.
Плазмотрон в процессе работы должен быть расположен от заготовки на расстоянии менее одного сантиметра.
Сварочную дугу рекомендуется держать до полного завершения шовного соединения.
Нельзя в период сваривания перегревать металл. После достижения критической точки сварка приостанавливается, осуществляется охлаждение металлического образца, после чего сварочные работы можно возобновлять.
Пистолет (горелку) нужно передвигать равномерно, тогда можно рассчитывать на получение высококачественного сварного соединения.
Особенности и характеристики процесса
Главной особенностью плазменного метода является очень высокая температура в зоне сваривания вследствие принудительного уменьшения размеров сечения дуги и увеличения ее мощности.
В результате происходит сварка, так называемой, плазменной струей, температура которой может доходить до 30000 °C, в отличие от 5000-7000 °C при обычной аргонодуговой сварке.
Кроме этого, дуга приобретает цилиндрическую форму, в отличие от обычной конической, что позволяет сохранять одинаковую мощность по всей ее длине. На практике это успешно используется для более глубокого и точного прогрева металла.
Давление дуги на поверхность свариваемых деталей при плазменной сварке очень велико, что позволяет воздействовать практически на любые металлы и сплавы.
Все эти особенности делают плазменную сварку практически универсальной. Она может с успехом использоваться в труднодоступных местах, при соединении тонких алюминиевых листовых заготовок без опасения их прожига.
Незначительное изменение расстояния между электродом и деталью не оказывает сильного влияния на прогрев, а значит и на качество шва, как при других видах сварки.
Большая глубина прогрева деталей позволяет обходиться без предварительной подготовки их кромок. Допускается сваривание металлов с неметаллами.
В результате повышается производительность работ, уменьшается температурная деформация шва, то есть деталь не «ведет». Используя технологию плазменной сварки, плазменной струей можно быстро и качественно резать металлы и неметаллы практически в любом положении.
Самодельный плазморез
Бесспорно многие из нас видели видео на ютубе, где Виталий Богачев собрал плазменный резак из обычного сварочного аппарата дуговой сварки Постараюсь объяснить простыми словами без всякого фанатизма. Виталий, удалил вторичную обмотку на сварочном трансформаторе и вместо нее намотал новую вторичную обмотку кабелем меньшего сечения, что бы поднять выходное напряжение до 200В. Следом установил диодный мост на радиаторы и дроссель намотанный на железе, походу от большего сварочного трансформатора. Подключил это дело к резаку. Для продувки использовал обычный воздух накачиваемый компрессором Вот первое видео в котором Виталий описал конструкцию прибора
Во втором видео Виталий показал как работает его самопальный плазменный резак. Видно, что резак режет метал до 8мм, но Виталий не показывает сам аппарат во время резки, даже элементарно зайти в это помещение и показать куда тянется рукав от резака, этого нет










Честно, ну очень меня поманила эта идея и захотелось собрать подобное устройство, но вот что насторожило. Почему заводские аппараты для плазменной резки стоят приличных денег, если в них нет ничего такого сложного, может в видео есть подвох и на самом деле видео для пиара
Думал и решил в общем посчитать, что же мне надо для сборки плазменного резака
Во первых нужен сварочный аппарат для дуговой сварки переменного тока 200А, а точнее таких аппаратов нужно пара. Первый трансформатор будет силовой, второй трансформатор будет в качестве дросселя. На сварочном трансформаторе три обмотки, две первичные обмотки 0-220-400В, а так же вторичная обмотка 40В. Вот что я планирую делать с этими трансформаторами, разрезать оба трансформатора, снять вторичную обмотку с первого и на ее место поставить первичку второго трансформатора, вот и должно у меня получится на вторичной обмотке 200В. Теперь о дросселе. Остается у меня железо со второго трансформатора, а так же две вторичные обмотки, которые можно одеть на второй сердечник и последовательно соединить. Должен получиться великолепный дроссель с пока неизвестной индуктивностью. Посмотрел на эти сварочные трансформаторы в Яндекс маркете и нашел самый дешевый вариант по 2 376 ₽ за один. Значит за два с учетом доставки выйдет примерно 6,500Р. Вот такие сварочные аппараты
Иду далее, нужны 4 диода напряжением от 600В, но лучше 1000В. Ток для диодов лучше выбрать побольше скажем 150А будет в самый раз. За этим делом обращусь ка я на AliExpress. Нашел подходящий диодный мостик на 150А 1600В на обратный пробой, такой хороший запас по обратному напряжению не будет лишний.
Цена на такой диодный мостик 770,33 руб., вот ссылка для покупки. Так же нужен радиатор для охлаждения диодного моста, лучше чем радиатор с процессора ПК идей нет, такой радиатор можно на барахолке купить за 100-200Р. И того 1000Р за выпрямитель
Для работы плазменного резака нужен компрессор, ну это дело решенное, самодельный компрессор давно собран. Компрессор это хорошо, а вот воздух должен быть чистым, без масла и влаги. Значит надо перед резаком ставить осушитель, который опять же лучше заказать с Китая. Приглянулся мне фильтр AF2000-02 G1/4 за 442,20 руб.
Осушитель выдерживает давление в 1.5 МПа, что вполне устраивает. Так же нужен клапан для управления, клапан буду использовать типа такого, цена на него 480Р. Вот ссылка
Еще несколько компонентов надо для полного комплекта. Несколько релюшек для управления силовым трансформатором и клапанном газа.
Такие реле можно заказать из Китая по 100 рублей Нужен блок питания 12В для питания клапана и реле
Такой блок питания стоит в Китае 232 р, купить можно по этой ссылке. Разъем под кнопку управления на держаке. Этой кнопкой включается трансформатор, открывается клапан и включается осциллятор. С Китая такой стоит 66 рублей, комплект мама-папа. Так же для розжига дуги плазмы без контакта нужен высоковольтный осцилятор
Готовый модуль из Китая для питания от переменного напряжения 220В модуль стоит 1500 рублей, ссылка вот Вроде все рассчитал 6500+1000+440+480+270+2400+800+100+230+66+1500+1000=15000 рублей. Последняя тысяча на всякие мелочи которые могут понадобится в процессе сборки Эксперимент мог бы быть реализован, но такую сумму не могу выделить. Думал что сделать, ведь хочется проверить собрать плазморез самостоятельно, но пока денег нет!. С ув. Эдуард
Разновидности
Сварка плазмой разделяется на несколько видов, в зависимости от силы тока:
- микроплазменная;
- на средних токах;
- на больших токах.
Чаще всего используется именно первый тип. Дело в том, что дуга может гореть при достаточно низких токах, если используются вольфрамовые электроды диаметром до двух миллиметров. Это возможно за счет высокой степени электродуговой ионизации газа.
Схема микроплазменной сварки представлена ниже.
 Чертеж плазменной сварки.
Чертеж плазменной сварки.
Данный вариант технологии наиболее эффективен для соединения тонких деталей толщиной до полутора миллиметров. При этом диаметр дуги не превышает 2 мм. Это позволяет сфокусировать тепло в достаточно маленькой области и не нагревать соседние участки.
Основным газом в данном методе является аргон. Тем не менее в зависимости от типа изделия, в него могут добавляться различные примеси, которые способствуют увеличению эффективности процесса.
Приборы для микроплазменной сварки позволяют работать в нескольких режимах:
- непрерывный;
- импульсный;
- непрерывный обратной полярности.
Плазменная сварка на средних токах во многом схожа с аргонодуговой. Однако первая обладает более высокими температурами, в то же время область нагрева существенно меньше. Это обуславливает ее высокую продуктивность.
Плазменная сварка позволяет проплавлять материал более глубоко, при этом ширина шва получается меньшей, чем в аргонодуговой.
Выполнять сварочные работы можно как с присадочным материалом, так и без него.
Плазменная сварка на больших токах оказывает сильное силовое действие на материал. Она полностью проплавляет металл. В результате в ванне формируется отверстие, то есть детали сначала как бы разрезаются, а затем сплавляются заново.
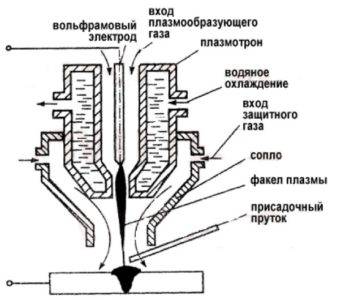
Принцип работы устройства
Установка плазменной резки представляет из себя своего рода гибрид электросварки и газового резака – металл плавится электричеством, а расплав выдувается потоком газа.
Основной частью этого аппарата является плазмотрон. Внутри него находится медный электрод со стержнем из тугоплавкого металла – бериллия, тория, циркония или гафния. На конце головки находится сопло, формирующее поток плазмы. Сопло отделено от электрода изолятором. Рез производится обратной полярностью – электрод является анодом, а сопло и разрезаемый металл катодом.
Работает установка следующим образом:
- при включении агрегата на электрод и сопло подается напряжение от сварочного трансформатора;
- при помощи осциллятора между этими элементами возникает вспомогательная электрическая дуга, ограниченная добавочным сопротивлением;
- эта дуга разогревает газ, подаваемый в плазмотрон до 8000°С, что превращает его в плазму и увеличивает давление внутри головки;
- потоком воздуха или другого газа поток плазмы выдувается из сопла;
- при выходе из него плазма сжимается в узкий пучок, скорость которого может достигать 1500м/с, а температура 30000°С;
- при соприкосновении плазмы и разрезаемой детали ток начинает идти через массу трансформатора;
- токовое реле, установленное последовательно с деталью, отключает осциллятор и вспомогательную дугу.
Толщина разрезаемого металла зависит от силы тока сварочного трансформатора.
Информация! При токе более 100А плазмотрон и подходящий к нему кабель нуждаются в охлаждении проточной водой или другой охлаждающей жидкостью.
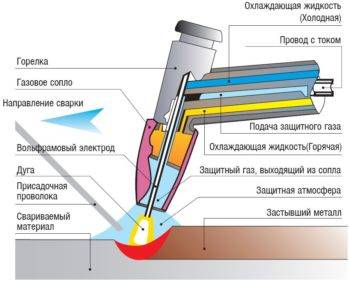
Технология сварки
Специфика метода плазменно-дуговой технологии сварки состоит в том, что в область соединения подается плазма из специальной горелки – плазмотрона. В некоторых случаях, если необходимо, может быть использован аргон или гелий для создания инертной среды в области стыка деталей.










 Чертеж сварочного аппарата.
Чертеж сварочного аппарата.
Вся энергия концентрируется в плазменной струе. За счет этого нагрев не распространяется по всей области изделия, а фокусируется только возле соединения. При этом температура на таком участке может составлять 10000-15000°С. Однако за счет быстрого отвода тепла металлом, она снижается до температуры плавления в зоне стыка.
Если во время данной процедуры соединение защитить инертным газом, то можно получить высококачественный шов, который не потребует дополнительной ручной обработки.
Корпус горелки выполняется из стали, анод – из меди. Последний охлаждается водой. Дуга питается газом, подающимся под большим давлением в полость между анодом и катодом.
В то же время важно иметь в виду, что аргон не ионизируется. Он быстро улетучивается, смешиваясь с воздухом
Чтобы он надежно выполнял свои защитные функции, необходимо придерживаться определенного расстояния между горелкой и деталью.
Поскольку метод обеспечивает высокий нагрев только в области стыка, это может привести и к нежелательным последствиям. Иногда приходится изделие предварительно прогревать или использовать несколько горелок, чтобы избежать резкого перепада температур по поверхности материала.
При использовании микроплазменной сварки удается получать качественные швы на тонких материалах. Реализация данной технологии возможна даже без использования присадочной проволоки.
Виды плазменной сварки
Используют два метода подключения тока: деталь-электрод; электрод-корпус горелки. Проводится условное деление на виды по мощности генератора, рабочим параметрам оборудования:
- микроплазменная проводится на низких токах, проварка неглубокая, металл не повреждается (ей посвящен отдельный раздел);
- сварка на средних токах, до 25А, соединяют детали от 3 мм и выше;
- работа с большим амперажем, до 150 А, способ подходит для варки толстостенных деталей или прошивного сваривания металла.
По механизму воздействия на рабочую зону, выделяют:
- контактную с линейными и прерывистыми швами (всеми разновидностями швов), бывает косвенного и прямого действия;
- импульсную, характеризующуюся большой глубиной прогрева деталей, бывает прямо и обратно полярная;
- точечную – одностороннюю, применяемую для изготовления листовых сэндвичей, правки швов, прихватки деталей.
Способы различаются по технологии, но качество шва стабильное. Плазменными аппаратами разрешается резать металлоконструкции. Они удобны в труднодоступных местах, куда сложно пробраться с болгаркой.
Как изготовить сварочный трансформатор
Источником питания плазмы является сварочный трансформатор. Как и некоторые другие элементы его можно изготовить самостоятельно.
Необходимые параметры
Трансформатор для плазменной резки отличается от обычного сварочника напряжением холостого хода и составляет 220-250В. Это необходимо для создания и поддержания дуги между электродом и разрезаемой деталью. Мощность и ток вторичной обмотки зависят от предполагаемой толщины металла:
- 20А, 2,5кВт – 6 мм;
- 50А, 6кВт – 12 мм;
- 80А, 10кВт – 18-25 мм.
Источник питания необходим с “мягкой” характеристикой, напряжение при работе составляет 70В. Для работы вспомогательной дуги достаточен ток 5А. Он ограничивается сопротивлением 30-50Ом, изготовленным из толстой нихромовой проволоки.
https://youtube.com/watch?v=Gp3jWi_4MP4
Как рассчитать
Расчет питающего трансформатора сводится к определению необходимых сечений магнитопровода, первичной и вторичной обмотки и числа витков.
Для аппарата, предназначенного для разрезания металла до 12 мм при токе 50А, напряжении холостого хода 200В и напряжении сети 220В эти параметры составляют:
- сечение магнитопровода – 107 мм²
- первичная обмотка – 225 витков медным проводом Ø4,7 мм;
- вторичная обмотка – 205 витков медной проводом Ø5,04 мм².
Изготовление трансформатора
В связи с тем, что трансформатор должен иметь “мягкую” характеристику, катушки располагаются отдельно друг от друга. При использовании О-образного сердечника они находятся на разных стержнях, на Ш-образном магнитопроводе обмотки располагаются вдоль средней части.
Намотка катушек производится по расчетным параметрам на каркасах их электротехнического картона. Готовые обмотки обматываются стеклолентой или киперной лентой и покрываются краской.
После намотки обмоток и сборки магнитопровода на трансформатор крепится и подключается диодный мост из 4 диодов с радиаторами, собранный на текстолитовой площадке. Собранный трансформатор помещается в корпус, а вывода обмоток и диодного моста подключаются к клеммам на передней панели. Подключение выполняется согласно принципиальной схеме, учитывая наличие амперметров, вольтметров, пускателей и других деталей.
Осциллятор, подключенный последовательно со сварочником, имеет высокое выходное напряжение высокой частоты. Поэтому диоды в выпрямителе необходимо использовать высокочастотные или установить отдельный диодный мост, специально для вспомогательной дуги.
Что собой представляет сварка плазмой
Появление в современных технологиях новых видов металлических сплавов заставило специалистов разрабатывать новые методики, чертежи оборудования для сварки изделий, изготовленных из них. Так как многие современные металлы плохо поддаются традиционным техникам сваривания. В результате появился новый плазменный метод сваривания металлических образцов, который успешно используется при выполнении различных ремонтно-монтажных процессах.
Основные отличия плазменной технологии сваривания
Плазменная сварка чем-то напоминает аргонную сварку, но характерные отличия присутствуют. Например, она отличается рабочей температурой, которая намного выше. Сварочная дуга может иметь температуру от 5 до 30 тысяч градусов. Благодаря этому качеству, используя плазменную технологию сваривания, можно соединять элементы строительных конструкций, которые невозможно сварить самодельным и стандартным заводским оборудованием, температура дуги которых не превышает 5 тысяч градусов.

Принцип действия плазменной сварки
Сущность данной сварки: посредством воздействия на металлическую поверхность потока ионизированного газа, проводимого электрический ток, происходит плавление металла. При нагреве дуги газ подвергается ионизации, уровень которой увеличивается с повышением температуры газа. Плазменная струя, которой характерна сверхвысокая температура, повышенная мощность, формируется из обыкновенной дуги после сжатия, вдувания в дугу, образующуюся плазмообразующим газом, в качестве которого обычно выступает аргон (редко используется водород, гелий).
Кинетическая энергия химических элементов, находящихся в газе, в процессе ионизации значительно увеличивает тепловую энергию плазменной дуги. При этом дуга, если сравнивать с обычной, имеет возможность в разы повысить на поверхность металла давление благодаря уменьшению собственного диаметра.








Доработка инвертора
Для использования инверторного источника питания для плазмореза его нужно доработать. К нему нужно подключить осциллятор с блоком управления, который будет выполнять функцию пускателя, поджигающего дугу.
Схем осцилляторов встречается довольно много, но принцип действия один. При запуске осциллятора между анодом и катодом проходят высоковольтные импульсы, которые ионизируют воздух между контактами. Это приводит к снижению сопротивления и вызывает возникновение электрической дуги.
Затем включается газовый электроклапан и под давлением воздух начинает проходить между анодом и катодом через электрическую дугу. Превращаясь в плазму и достигая металлической заготовки, струя замыкает цепь через нее и кабель массы.
Основной ток величиной примерно 200 А начинает течь по новой электрической цепи. Это вызывает срабатывание датчика тока, что приводит к отключению осциллятора. Функциональная схема осциллятора изображена на рисунке.
Функциональная схема осциллятора
В случае отсутствия опыта работы с электрическими схемами можно воспользоваться осциллятором заводского производства типа ВСД-02. В зависимости от инструкции по подключению они присоединяются последовательно или параллельно в схему питания плазмотрона.
Перед изготовлением плазмореза, необходимо определить предварительно с какими металлами, и какой толщины хотите работать. Для работы с черным металлом достаточно компрессора.
Для резки цветных металлов потребуется азот, высоколегированной стали нужен аргон. В связи с этим, возможно, потребуется тележка для перевозки газовых баллонов и понижающие редукторы.
Медленное движение приводит к образованию широкого реза с неровными краями. Быстрое перемещение приведет к тому, что металл прорезается не во всех местах. При должной сноровке можно получить качественный и ровный срез.





